1. Introduction
In modern production, there is a strong need for large field-of-view and high precision dimension measurement. The existing manual contact measurement method can meet the requirements of measurement range and precision at the same time, but the measurement efficiency is low and there are uncertainties caused by operators, environment, measuring equipment and other factors. To solve the problems of traditional contact manual measurement, some modern instruments such as coordinate measuring instruments, laser scanning measurements, optical microscope observation and measurement, using image processing technology to realize contour scanning, are improved and applied to the dimension measurement of the workpiece. These modern measuring instruments have obvious advantages, such as high precision and high stability, and their measurement accuracy can reach 1 µm or even 0.5 µm [
1]. Using a coordinate measuring instrument (CMM) for contact measurement of the workpiece, the measurement accuracy is high, the stability is strong. However, the CMM is expensive, and being a contact measurement with measuring stress, the measurement process may cause destructive damage to the workpiece. Laser scanning measurement belongs to non-contact measurement, and the accuracy can reach the micron level. Generally, camera and motion mechanisms are needed for scanning measurement, and the time of high-precision measurement is very long [
2,
3]. The optical microscope has high measurement accuracy but low measurement efficiency, and professional detection personnel are required to complete the measurement task [
4]. Some scholars have proposed the combination of a universal tool microscope and a charge-coupled device (CCD) to replace manual alignment reading [
5]. However, due to the large magnification of the microscope, the all-dimensions measurement cannot be completed at one time. For the workpiece beyond the field of view, it needs to be measured several times, and the detection efficiency is still limited. Although these modern measurement technologies are simple in operation and high in digitization, the contradiction between measurement efficiency and cost still exists. At the same time, for large quantities of a workpiece, real-time automatic measurement cannot be completed and professional measuring personnel are required. Therefore, more efficient measurement methods need to be considered to achieve fast and high-precision measurement.
In recent years, microelectronics technology and image processing technology have developed rapidly [
6], and scholars have conducted a lot of research in this field. Because vision-based measurement technology has the advantages of non-contact, high precision, large measurement range and online detection [
7]. It has been more and more widely used in industrial geometric measurement, workpiece surface defect detection and workpiece surface deformation detection. The workpiece dimension measurement using machine vision technology, single-camera exposures to do measurement is suitable for low precision or the circumstances of a comparatively small measuring range. For the high-precision and large range measurement, multiple measurements need to be achieved by moving objects or cameras with mechanical movement devices [
8], or multiple measurements need to be achieved by simultaneous exposure of different areas with multiple cameras, both of which require the splicing of multiple measurement results [
9].
If a single camera is used for one-time imaging of the workpiece, the measurement field of view and resolution are closely related to the CCD device parameters. To keep the measurement precision unchanged and expand the measurement range, you can only use the algorithm of sub-pixel positioning [
10,
11]. The performance of the algorithm depends on the algorithm limit and the shape characteristics of the measured object. In the case of multiple imaging, precise position parameters between multiple fields of view need to be known, and external precise displacement measurement equipment or more complex calibration methods need to be used, which will increase the uncertainty of the system or reduce the measurement efficiency. In ref. [
12], a planar array CCD and a high-precision measurement grating are used to calculate the actual position of the contour of the part, and a high-precision movement system is used to image the complete edge, realizing the precise measurement of the geometric quantity of the part, which can reach the detection level of 3 µm. In ref. [
13], four cameras and continuous image data are used for matching to correct errors in measurement data to obtain the precision boundary of large-scale panels. In ref. [
14], to get sub-pixel edge detection, a method based on convolution neural network (CNN) and Bi-directional long short-term memory is proposed, which overcomes the resolution limitation of image sensors and the influence of noise. In ref. [
15], a completely constrained and model-free distortion correction method was proposed to solve the imaging distortion of a single-lens biprism system, which performed well in the distorted image data captured by the system.
In this paper, the prism assembly and M-array coding method are used to achieve the fast and high precision measurement of a large field of view by multi-camera collaboration. Firstly, a simple combination of prisms is used to change the light path, and the large area background irrelevant to the measurement results is abandoned. Only the regions that contribute to measurement are integrated into camera imaging by a designed optical path, which improves the utilization rate of the camera imaging plane and alleviates the contradiction between the field of view and resolution. The use of combined prisms disturbs the imaging light path of the whole field of view, which makes the imaging relationship of each camera complicated and brings some difficulties to system calibration. Next, the global coordinate system was established by using photo-etching glass board based on M-array, and the pixel-by-pixel mapping relationship was established by identifying the globally unique coding pattern in the M-array, and the camera distortion correction and parameter calibration were completed at one time. The prism assembly adopts some common triangular reflection prism and splitting prism, which is simple and easy to construct. High-precision and large-area photo-etching glass boards can be processed by mature photolithography technology, and the calibration of the entire complex measurement optical path system can be completed by single image analysis.
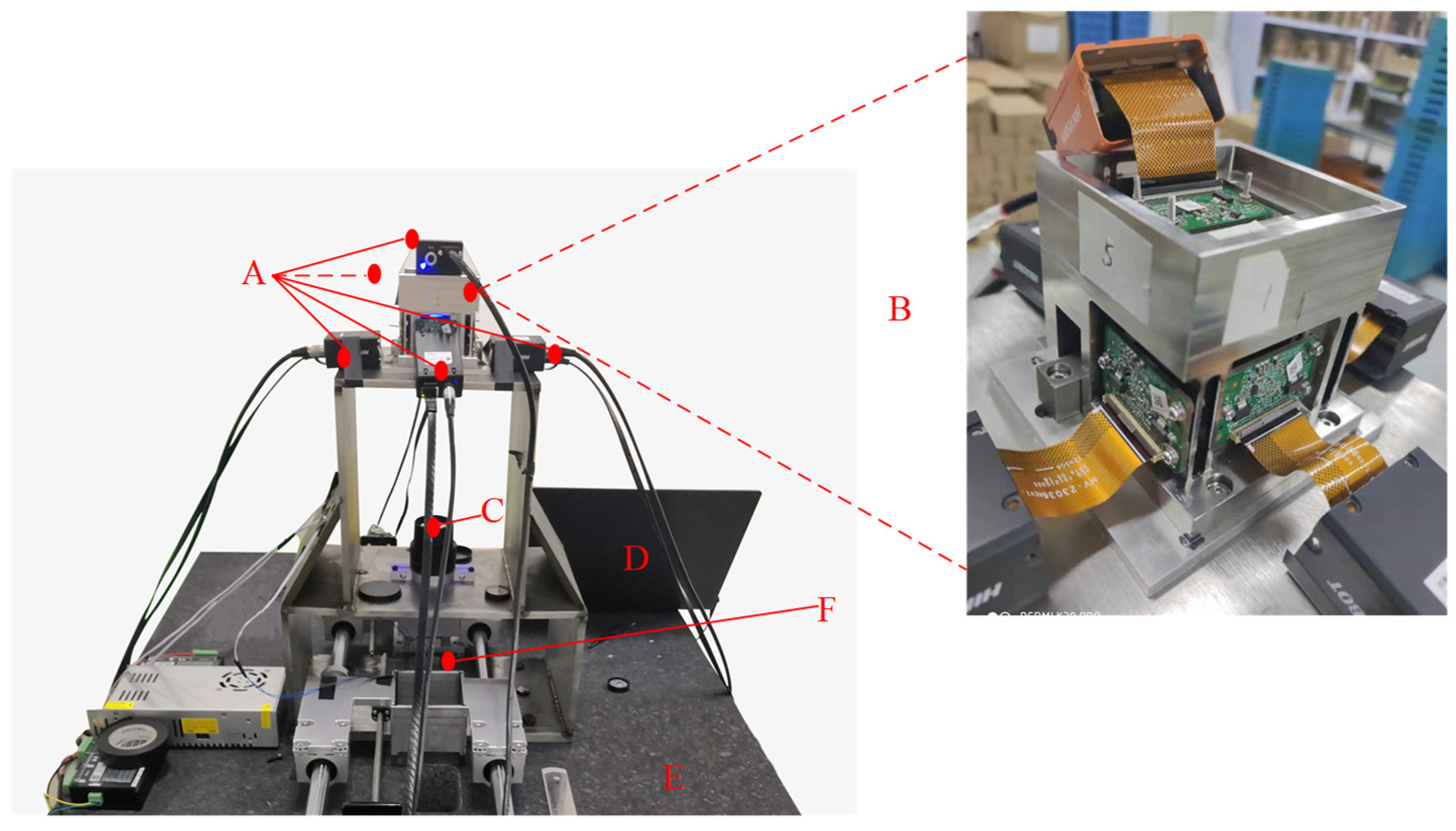
The test system constructed by our method is shown in
Figure 1. The marble slab is used as the base to reduce the influence of the environment and vibration on the prism imaging system. Fixed devices of the light source, prism system and lens are installed on a one-piece steel frame to accurately control the imaging focal length and object distance and increase the stability of the system.
The remainder of this paper is composed as follows: In
Section 2, an enlarged imaging region method based on multi prism is proposed, and the design process and parameters of prism assembly are introduced in detail. In
Section 3, the coordinate system transformation and calibration algorithm based on two-dimensional maximum area array (M-array) are introduced in detail.
Section 4 is the experimental results and analysis of this paper. In
Section 5, the feasibility and shortcomings of this method are discussed.
Section 6 is a summary and conclusion of our work.
3. Calibration Based on M-Array
The model of the prism imaging system is complicated because of the imaging distortion caused by manufacturing and assembly errors. To ensure the accuracy of measurement, point-to-point accurate correction is designed in this paper. In the system of prism splitting and merging light, a single camera can simultaneously image two regions outside the field of view, but the physical geometric distance of two regions in the same image is not known. To obtain the physical geometric distance between any pixel coordinates in the synthetic field of view, it is necessary to establish the corresponding relationship between the image coordinates and the actual physical coordinates.
Pseudo-random coding is a kind of random coding which can be determined in advance and implemented repeatedly. There are usually two forms of expression, a pseudo random sequence and a pseudo random array. The M-array is a typical pseudo-random array with specific window properties, often represented by
. In array of size
, any sub-window of size
appears only once in the array [
20]. Due to the global uniqueness of sub-windows, the sub-windows in an M-array can be used to encode the two-dimensional coordinate systems. The encoded M-array is printed on a 3-inch high-precision photo-etching glass plate, the minimum line width is 23 µm, as shown in
Figure 8. The accuracy of the line width of the M-array photo-etching glass plate can reach 0.25 µm. By placing the measuring blade on the photo-etching glass board and imaging them at the same time, all the absolute physical coordinates of the blade can be obtained as well as all the edge pixel coordinates of the blade.
3.1. Calculate Corner Points Based on Minimum Classification Error
The local region of the M-array is shown in
Figure 9a, we can see that the pattern encoded by M-array is not strictly alternating between black and white squares. There are continuous black blocks or continuous white blocks. So, the traditional pixel gradient descent method is not suitable for the corner point calculation of the system. To establish the M-array coordinate system and correct the image, this paper proposes the method of minimum classification error to calculate all the corner points under the M-array.
After the actual photo-etching glass board is imaged, the pixel size of a single black-or-white square is 10 10. To find the corner points between continuous white or black squares, it is necessary to use the squares in the surrounding area for auxiliary calculation. The minimum window of M-array designed in this paper is 5 5, which means that it is impossible for the M-array to have all black or white squares within 50 50 pixels. In this paper, we define parameter as the square dispersion degree of pixel point . By taking as the origin, divide the square at equal spacing within 50 50 pixels of its lower right corner, and then we can get the divided 25 squares and the total pixel value of each square. The dispersion degree of 25 pixels values is at point .
The square dispersion degree in the 50
50 region is calculated for the possible locations of pixels, as shown in Equation (3). To obtain more accurate corner point coordinates, pixel interpolation within the range of
is carried out near point
in the image coordinate system, while
is the pixel value,
and
is the average pixel values in the region after interpolation. In the case of minimizing
, the corresponding
is the exact corner point required, where
is the possible range of corner points, and
is related to the initial value given, the maximum is 10
10 = 100.
Figure 9b shows the distribution of
near the corner point
, the blue point in the
coordinate plane is the final corner point position. The coordinates x and y corresponding to the minimum value of
z-axis can be obtained to get the target corner point
.
The actual image of the photo-etching glass board and the corner points image obtained by searching are shown in
Figure 9a, where the red point is the calculated sub-pixel corner point. There is no blade edge in the dark area, so there is no need to calculate the relevant corner points.
3.2. Coordinate System Transformation and Correction
The distortion model is no longer based on the traditional keyhole imaging model due to the existence of a prism system. The distortion parameters obtained by the traditional distortion model correspond to the global correction of the image. Obviously, the global distortion model described by finite parameters is not suitable for high-precision distortion correction occasions [
21,
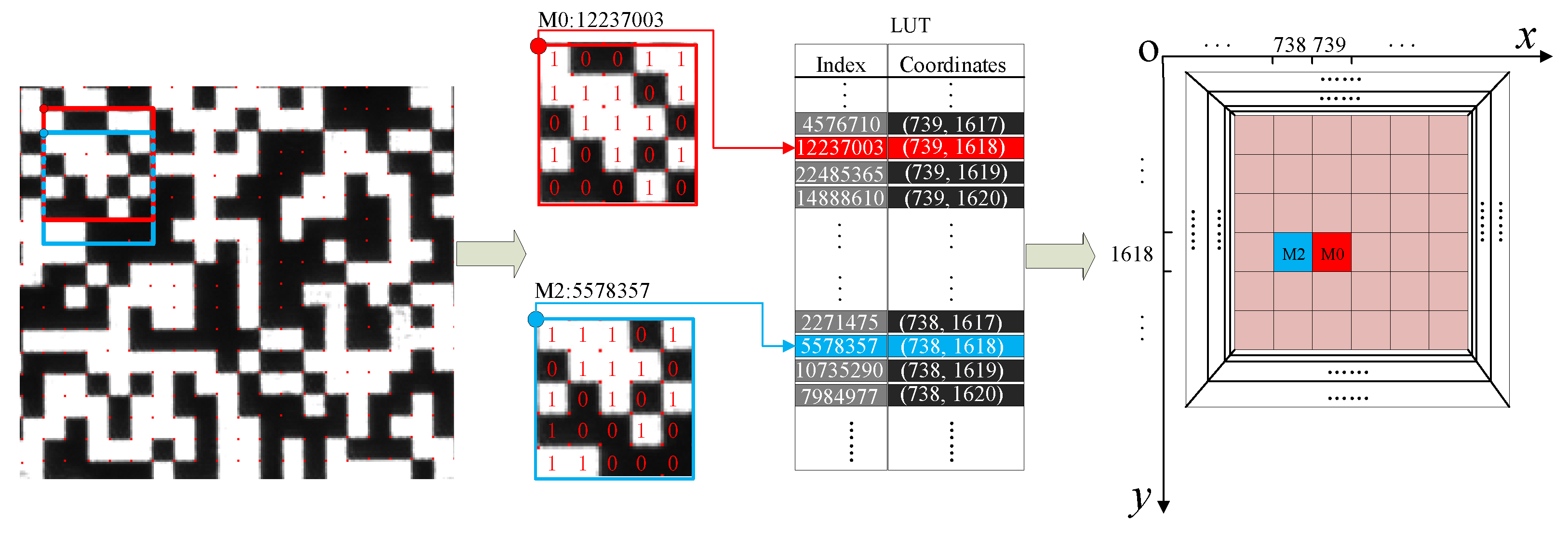
22]. At the same time, the physical span of the imaging merging part is unknown due to the prism splitting and merging light, so the physical coordinates in the global range are obtained by using M-array decoding to calculate the span. The local M-array imaging decoding diagram is shown in
Figure 10. Arbitrarily select two adjacent corner points calculated in
Section 3.1. The coded coordinates of each corner point are made up of 5
5 squares in the lower right corner, with the white square representing 1 and the black representing 0. Due to the existence of prism and lens, the encoded image has the combination of mirror image and multiple rotations of 90°, so the decoding direction is different in different optical paths. For example, the 25-bit binary code in the optical path of camera C1, the lower right corner is the highest bit, the upper left corner is the lowest bit, and the numbers are arranged from top to bottom, and from right to left. For the red point, the decimal corresponding to the 25 bits binary is “12237003”. The physical coordinates obtained from the query table are (739, 1618), and the physical coordinates corresponding to the blue dot are (738, 1618). Through the pre-coded M-array coordinate system, the corresponding physical coordinates of all pixels in the imaging range can be obtained.
In this paper, it is necessary to establish the mapping relationship between the corner points and the physical coordinates of the M-array. Because the image coordinates and the physical coordinates of the M-array are in the same plane, the mapping relationship only includes rotation and translation. The transformation matrix is shown in Equation (4), where
represents the coordinate system encoded by M-array,
represents the mapping matrix with a size of 3
3,
represents the image coordinate system, and the introduced parameter
represents the transformation of any scale. The transformation matrix finally obtained satisfies Equation (5), which minimizes the transformation error.
represents the sequence number of extracted corner points, and
represents the total number of corner points. According to the calculated transformation matrix, the corresponding physical coordinates of each pixel can be obtained. Moreover, the pixel coordinates of each corner point are corrected according to the physical coordinates encoded by the M-array.
To avoid the gross error caused by the calibration of a single frame, the optimal transformation matrix was calculated by synthesizing the mapping parameters of multiple M-array images taken at different positions. We put the M-array board in the same plane, rotate and translate arbitrarily, and take
clear pictures. The spatial position relationship is described by the affine transformation model, as shown in Equation (6).
represents the corrected corner points pixel coordinates of the i-th image, and
represents the affine transformation coefficient matrix from the i-th frame corner point coordinate to the first frame corner point coordinate.
To get optimal affine parameters, the corresponding parameters under the minimum error should be calculated as Equation (7). The
frames of the image are sequentially affine transformed to the first frame, and
affine matrices
are obtained. In Equation (8), to eliminate the gross error, the obtained pixel matrix is averaged.
represents the image coordinates after
frame adjustment. The mapping matrix
from pixel coordinate system to physical coordinate system can be recalculated according to
instead of
in Equation (4).
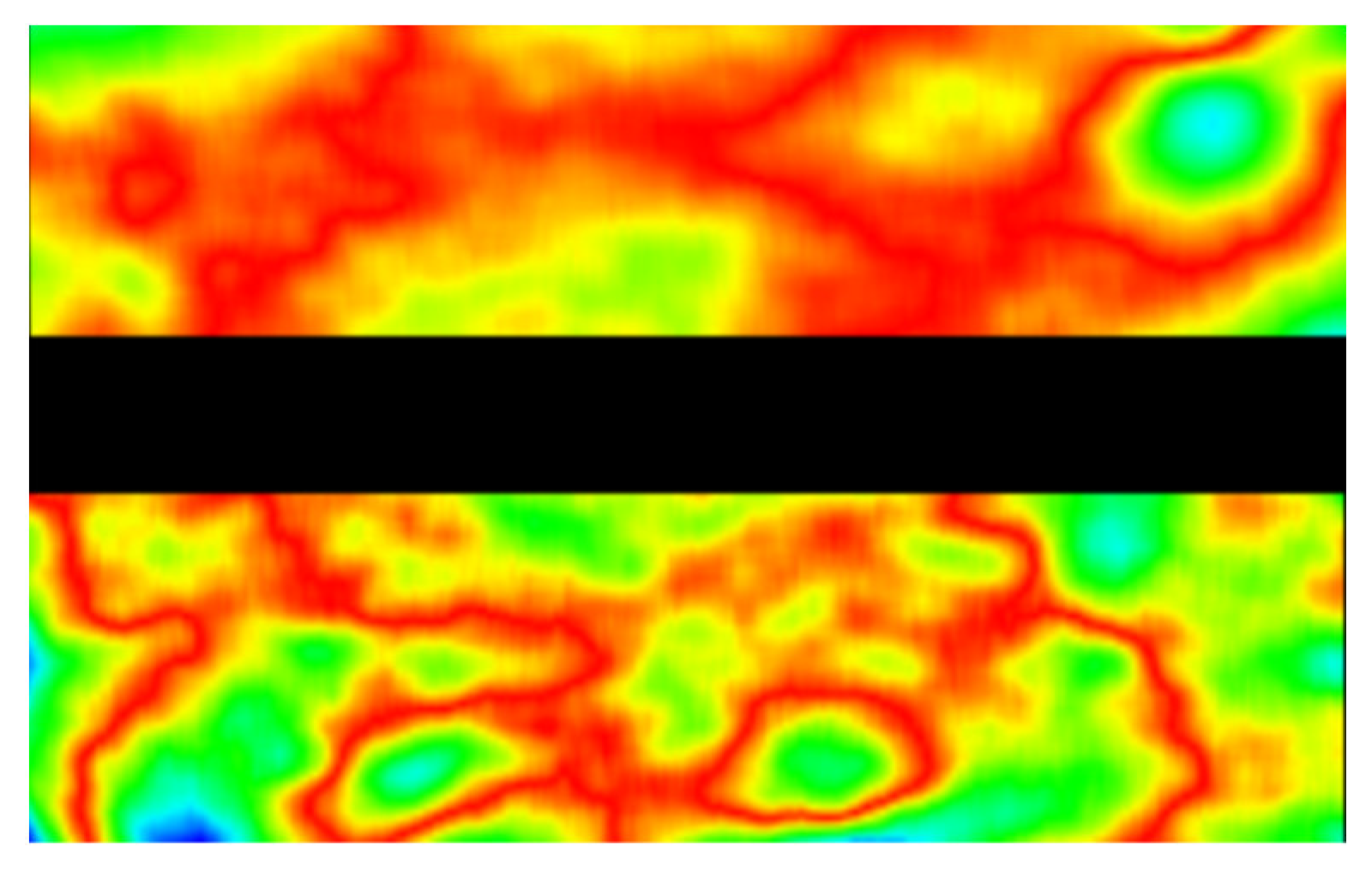
After the corrected corner point is obtained, the distance between the corrected corner and the original corner is calculated, and the distorted thermal map is drawn as shown in
Figure 11. Due to the light merging effect of the rhombic prism, there are black shadows in the center of the image, so distortion statistics are not included. The red part represents the largest distance gap, followed by blue and green. As can be seen from
Figure 11, the distortion is small near the image center, then becomes larger with the increase of the distance from the center. However, due to the existence of manufacturing and assembly errors of the prisms, the distortion presents discrete irregularity. In view of the actual image distortion, it is difficult to accurately describe it by the traditional global formula. For high precision measurement, it is necessary to map point by point to get an accurate coordinate system transformation relation.
4. Experimental Results and Analysis
The workpiece to be measured is placed in the measurement area, and the edges of the five fields of view are converted to the M-array coordinate system and drawn into the same image, as shown in
Figure 12. In order to visualize the edge details, adaptive amplification is performed in the
Y-axis direction for the edge parallel to the
X-axis and in the
X-axis direction for the edge parallel to the
Y-axis.
Since the accuracy of M-array calibration directly affects the final result of the whole measurement system, this paper verifies the accuracy of the calibration method. Because the object to be measured and the M-array are always in the same plane, the dimension calculation of the object to be measured depends on the corner extraction of the M-array and the accuracy of the coordinate system transformation. The accumulated manufacturing error of the photo-etching glass board that can cover the field of five cameras is within 0.25 µm, so we believe that all the corner points in the same row or column lie on a physical straight line. Due to the existence of errors from the corner point extraction algorithm and errors caused by distortion, extracted corner points deviate from the linear discrete distribution.
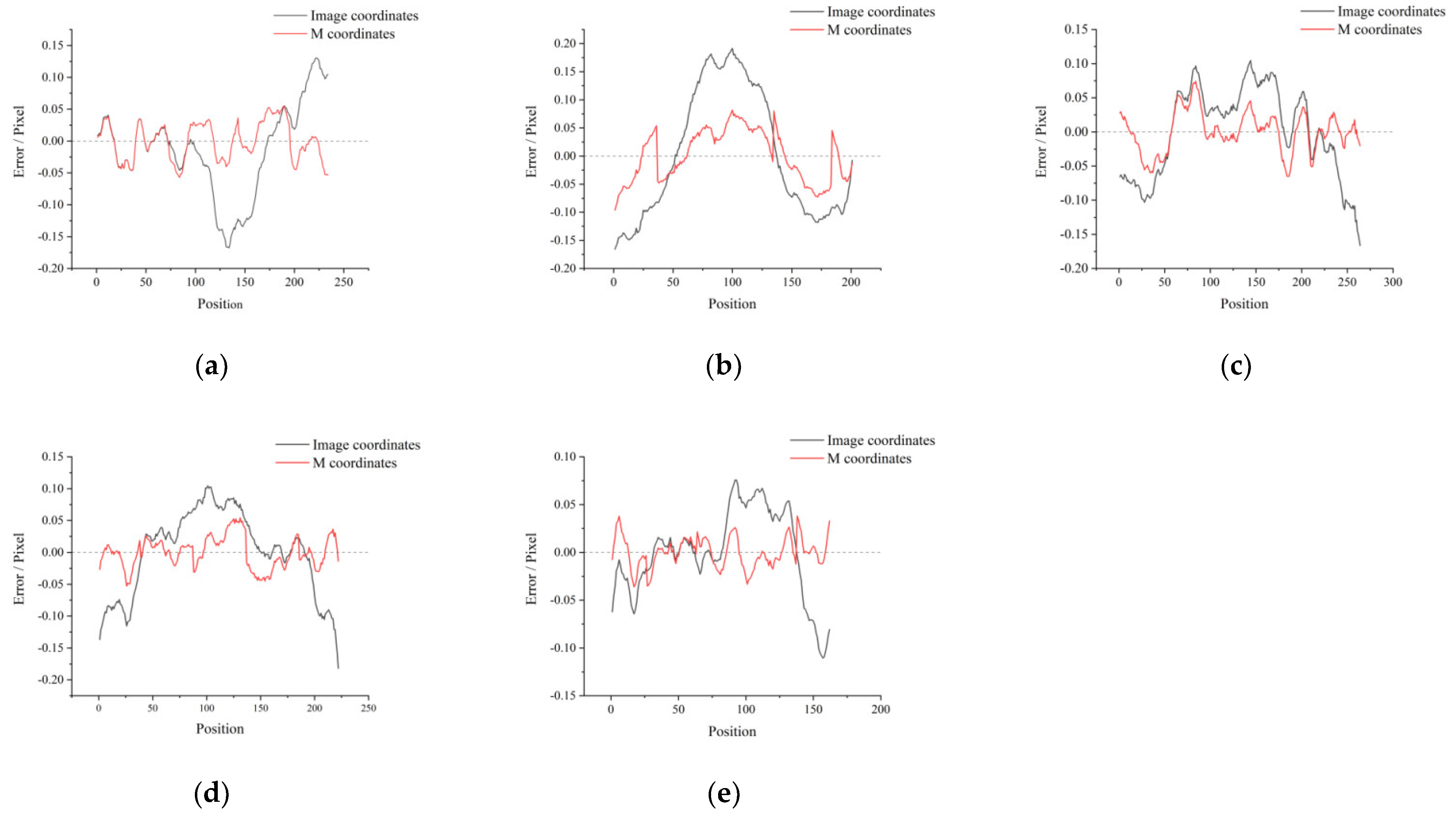
For the M-array images captured by five cameras, a random row of corner points is extracted, respectively, and the distribution in the image coordinate system is shown as the black line in
Figure 13. Through the coordinate system transformation established by our method, it corresponds to the M-array coordinate system, as shown in the red line in
Figure 13.
Figure 13a–e correspond to cameras C1–C5 respectively. Due to the existence of corner point extraction and distortion error, the corner point distribution fluctuates in the range of straight line ±0.2 pixels. It is mapped to the decoded physical coordinate system to remove the distortion, and then converted to the same ordinate pixel unit. The corner points fluctuate in the range of ±0.1 pixels, that is ±0.2 µm. Since the corner point is calculated based on minimum classification error, so there are still subtle fluctuations in the M-array coordinate system.
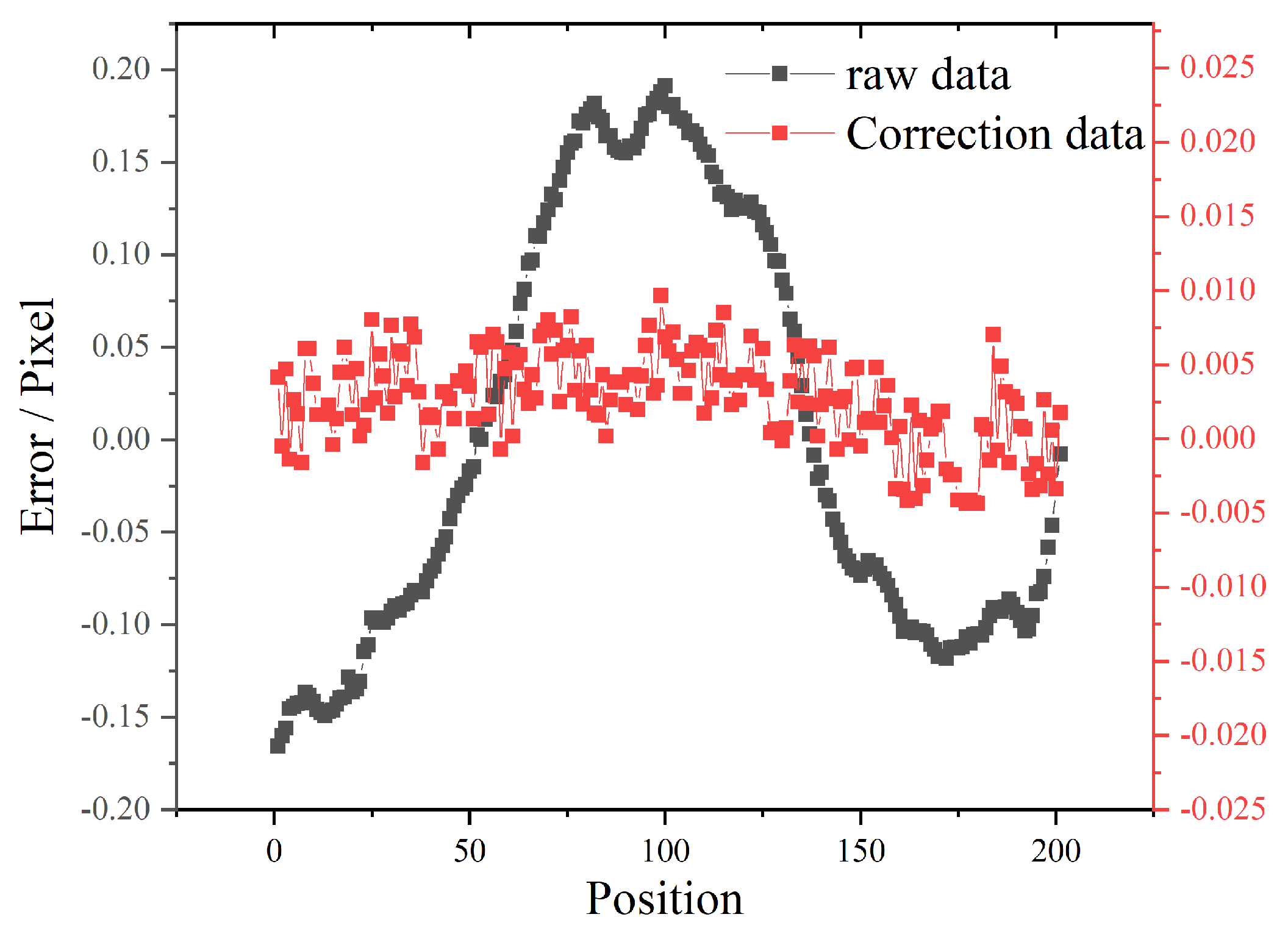
Assuming that the error of corner point calculation conforms to normal distribution, the least square fitting is carried out to remove the error caused by corner point calculation in the physical coordinate system, so a standard straight line in the physical coordinate system is obtained. Then, the straight line of this physical coordinate is inversely corresponding to the pixel coordinate. For camera C2, the corrected pixel corner coordinate curve is shown as the red line in
Figure 14. It can be seen that the red line completely converges within the range of ±0.01 pixel, which indicates that the coordinate system transformation relationship is accurate and corresponding. For the other four cameras, we also conducted the same corner points data tests, and the transformation relationship between pixel coordinates and physical coordinates could meet the accuracy requirements completely.
Then, we used the established table of the corresponding relationship between pixel coordinates and the physical coordinate system to measure blades. The blade was simultaneously imaged in five cameras as shown in
Figure 15. The length is calculated from
Figure 15c–e imaged by cameras 1, 2 and 5, and the width is calculated from
Figure 15a,b imaged by cameras 3 and 4. The red rectangular box is the blade edge region used in the calculation.
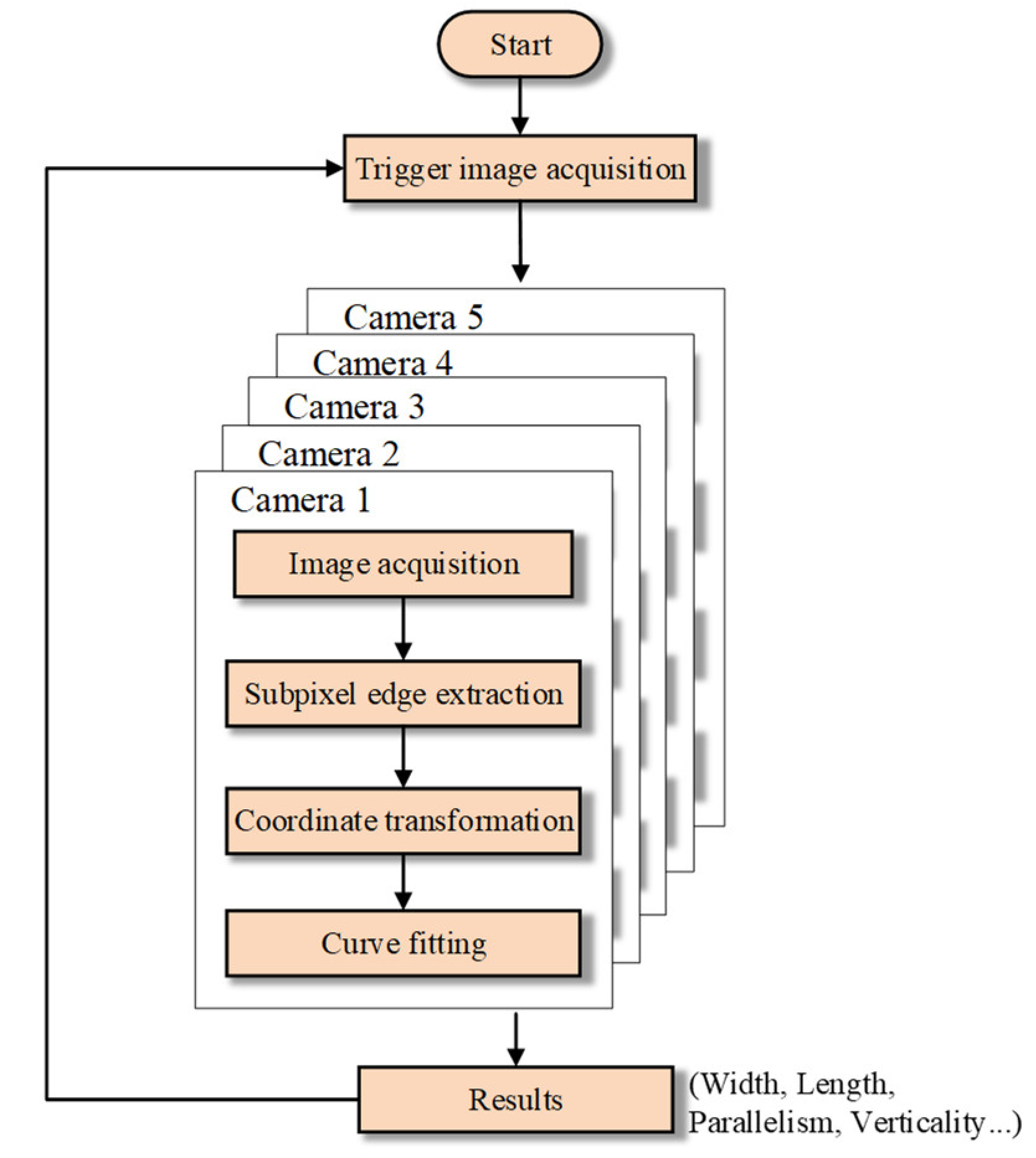
The main algorithm flow chart of the measurement part is shown in
Figure 16. Due to the high measurement precision, it is necessary to give trigger signals to five cameras at the same time to avoid the influence of the external environment, so that each camera starts imaging at the same time. Then, sub-pixel edge extraction and coordinate system conversion are carried out for five images respectively. Finally, all the blade edge points converted to the M-array coordinate system are fitted and the final results are calculated and output.
Two experiments were carried out to evaluate the accuracy and precision of the proposed method: one workpiece was measured repeatedly to compare the results; 100 workpieces were measured and compared to the reference value obtained by a professional contact measuring instrument.
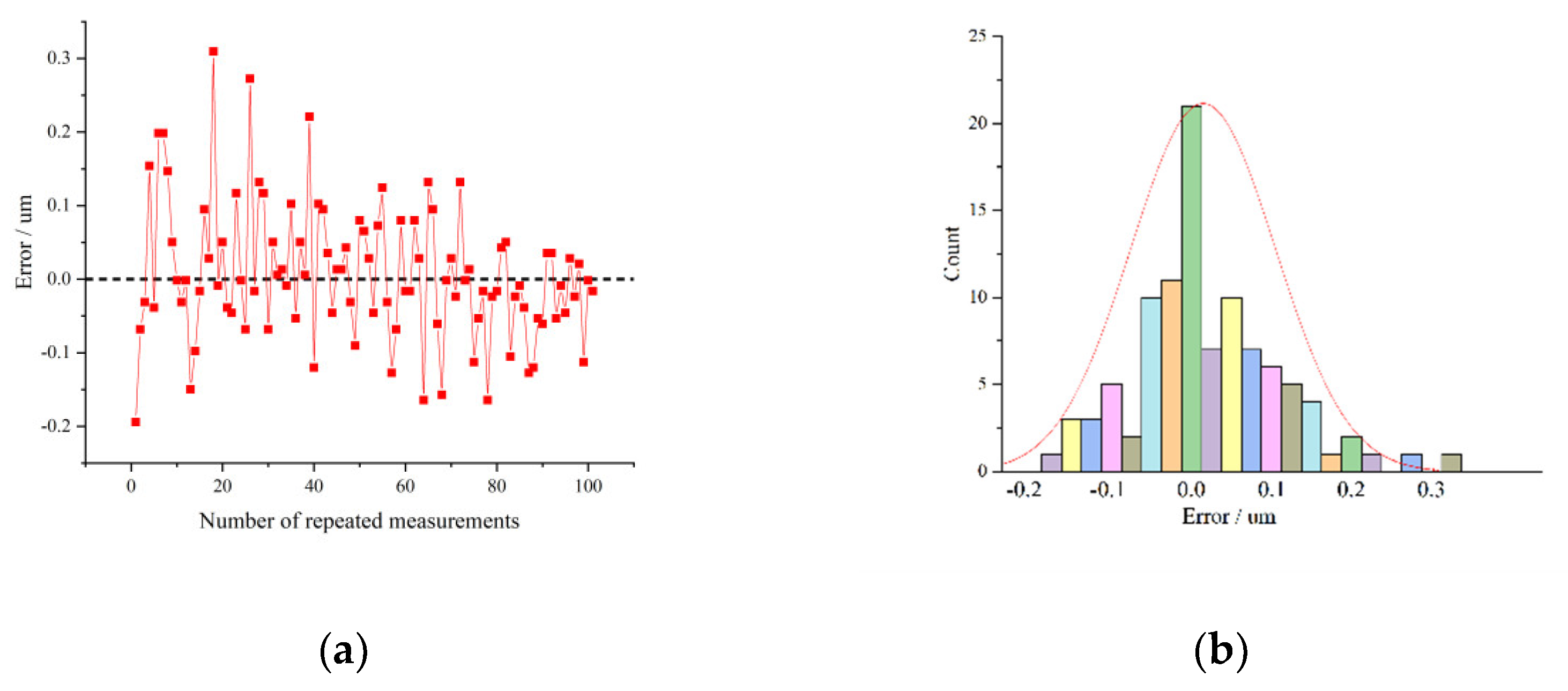
First, the same blade is placed in different positions in the field of vision and measured 100 times repeatedly. The consistency error distribution is shown in
Figure 17a and the error probability distribution is shown in
Figure 17b. 97% of the measurement results fluctuate within 0.2 µm. The variation could be from random changes of the external environment, including temperature, humidity, stability of light source, etc., as well as errors caused by the coordinate conversion of different positions.
Then, the measurement of the system was carried out three times for 100 different blades, respectively, at different times. Multiple measurements were conducted by professional surveyors and instrument on 100 blades, and the average measurement results are used as the reference data. The repetitive measurement errors of the 100 blades were obtained by subtracting the second and third test data, respectively, from the first one, as shown in
Figure 18. The repeated measurement error distribution of 100 different blades is within 0.5 µm, indicating that the batch of measured blades has little impact on the stability of the system.
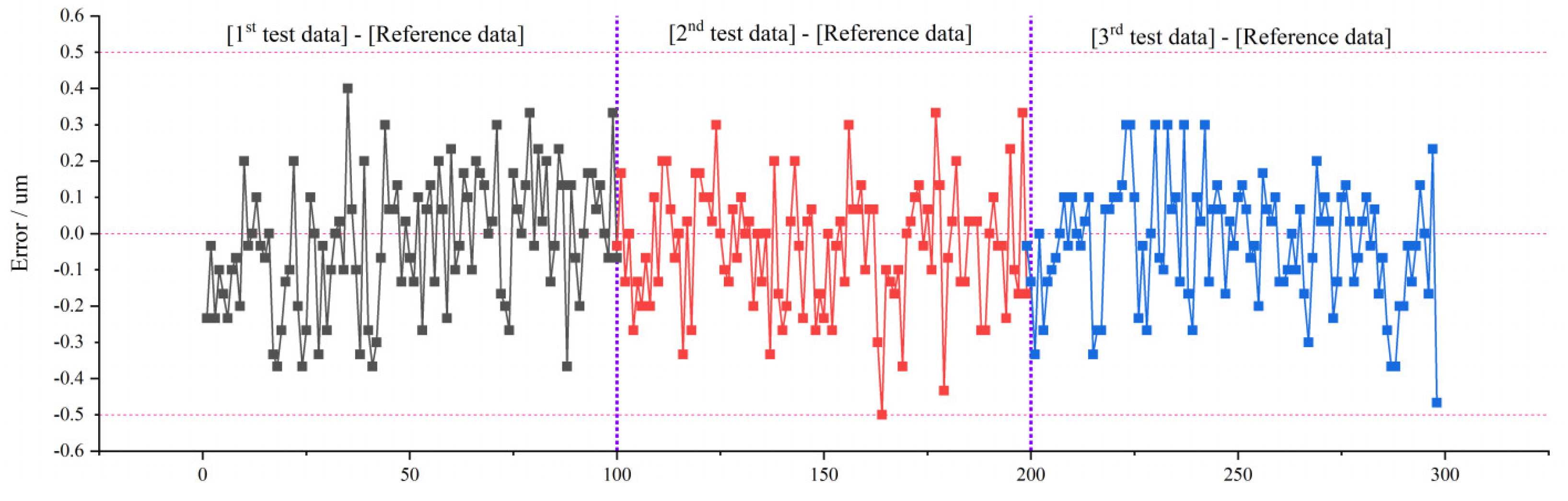
The three measured values were compared with the reference values, respectively, and the error distribution was shown in
Figure 19. In
Figure 19, abscissa 0–100 is the difference between the first test data and the reference data, 100–200 is the difference between the second test data and the reference data, and 200–300 is the difference between the third test data and the reference data. The ordinate unit is µm, and it can be seen that errors between the measurement results of our method and the reference values is within 0.5 µm, which can meet the accuracy requirements.
There are several methods of high precision dimension measurement based on vision, and the comparison of several methods is shown in
Table 1. Among them, the high magnification of the universal tool microscope can achieve the plane measurement accuracy up to 0.31 µm, but its field of view limits its range to 0.76 mm only. The high resolution of the grating scale has an absolute advantage in two-dimensional displacement measurement. When used for dimensional measurement, the accuracy can reach 0.7 µm, the measurement range is up to 1.1 mm. Using the principle of laser triangulation for visual measurement, accuracy can reach 10 µm, measurement range can reach 250 mm. The blade workpiece can be measured manually with a twist spring instrument. The error is 1um, but it has an artificial uncertainty error. The measurement accuracy of the method in this paper can reach 0.5 µm for 25 mm, and due to the universality of the method, the measurement accuracy can also be guaranteed for a larger range of dimension measurement in principle. For the test system used in this paper, the maximum measurement field of view can reach
. From the comprehensive comparison of precision and range of measurement, the proposed method has higher advantages than the existing high precision plane geometry measurement scheme.
5. Discussion
This paper proposes a visual dimension measurement method based on multi-prism splitting and merging light which can achieve the multi-camera cooperative measurement through a simple and efficient scheme without mechanical movement. For cuboid blades in the above case, the 100 times repeatable measurement uncertainty of the same blade is within 0.2 µm. For the comparison between the measurement results of our method of 100 different blades and the reference values, the measurement uncertainty is within 0.5 µm, which can meet the precision requirements. The feasibility of this method for large measurement and high precision workpiece measurement is verified through multiple tests on different test samples. For the measurement of a thin slice workpiece without mechanical movement, a single exposure can realize the measurement of a large field of view, and the measurement precision is higher and the speed is faster than the traditional scheme. Due to the rapid non-contact detection of visual measurement, this method can also be equipped with corresponding mechanical picking, transporting and sorting devices, which can carry out automatic measurement work with high efficiency and high precision in large quantities.
As the measurement accuracy is below 1um, stability between imaging structures is required. The slight displacement of mechanical structure caused by ambient temperature, humidity and airflow may bring errors to the final results. Our follow-up work should be to continuously test and collect data to compensate the measurement results for environmental factors. For the measurement object with a large thickness, in order to ensure the measurement accuracy, we also need to expand the depth of field and reconstruct the image at different depths. We will conduct further research and exploration on the method of a measured object whose thickness exceeds the measured depth of field.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}