
On-Line Multi-Frequency Electrical Resistance Tomography (mfERT) Device for Crystalline Phase Imaging in High-Temperature Molten Oxide

 ,
,  ,
,
Abstract
:1. Introduction
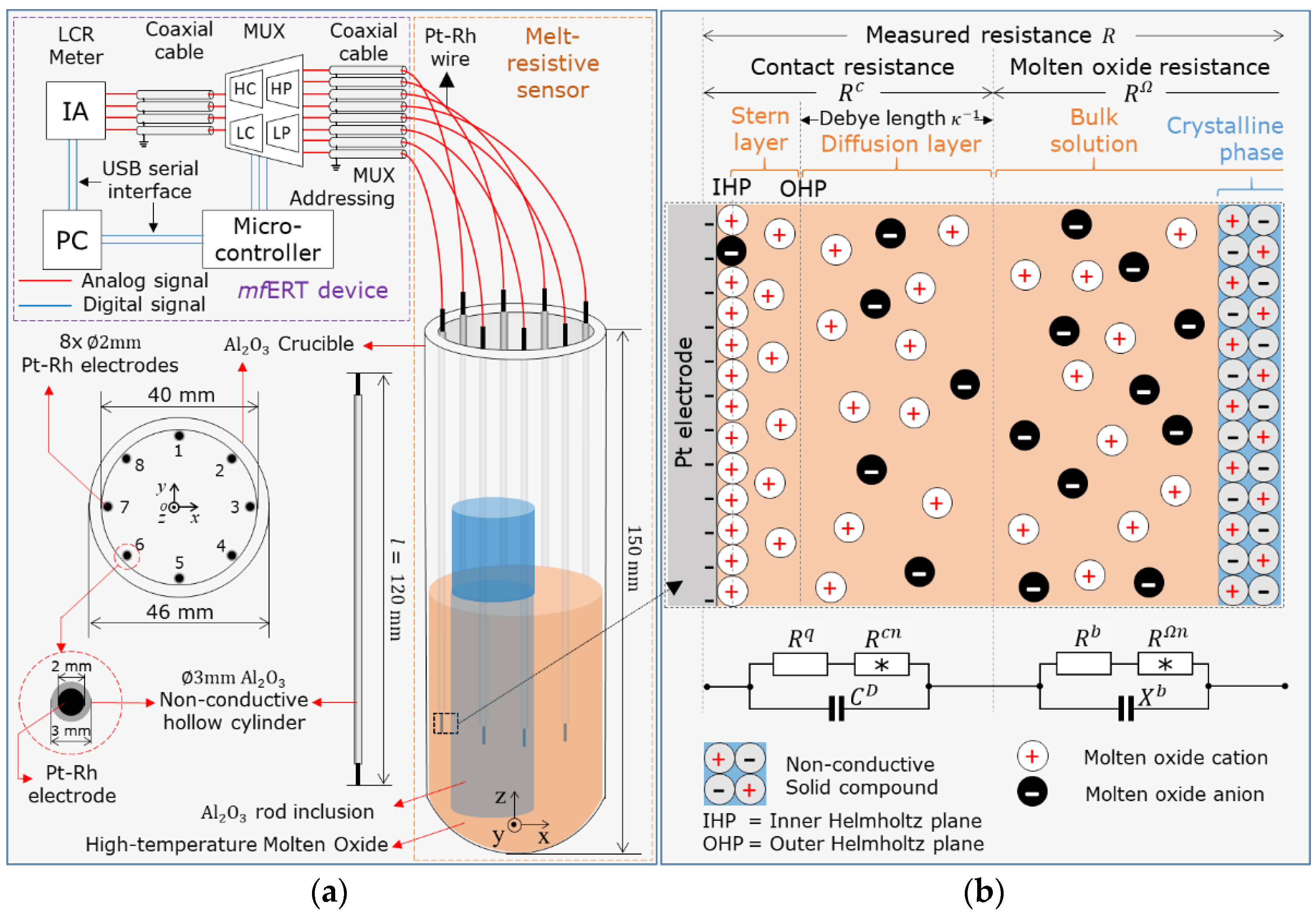
2. Melt-Resistive Sensor and Noise Reduction Hardware under High-Temperature Fields
2.1. Melt-Resistive Sensor
2.2. Noise Reduction Hardware under High-Temperature Fields
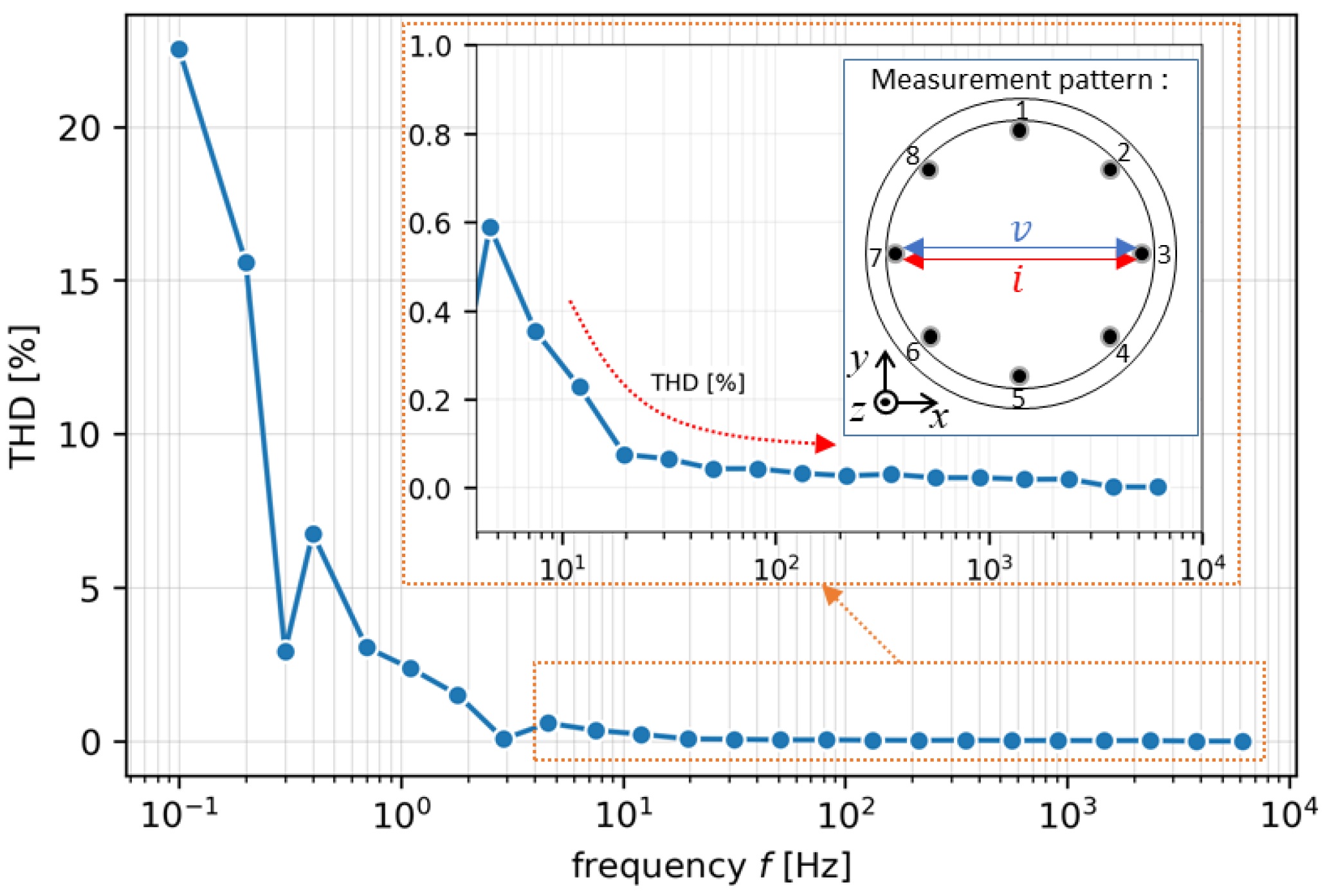
2.2.1. Total Harmonic Distortion for Robust Multiplexer
2.2.2. Current Injection Frequency Pair: Low and High Frequencies, to Compensate the Thermal Noise
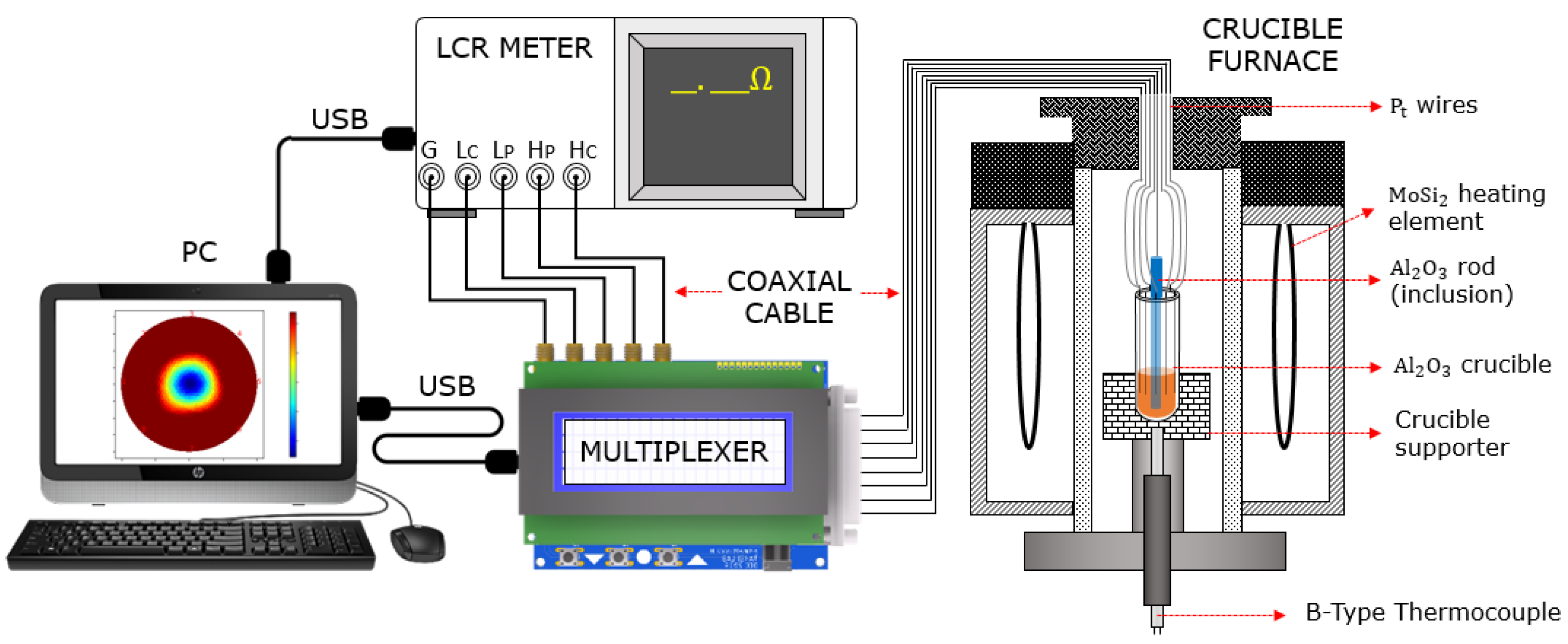
3. Experiments
3.1. Experimental Setup
3.2. Experimental Methods
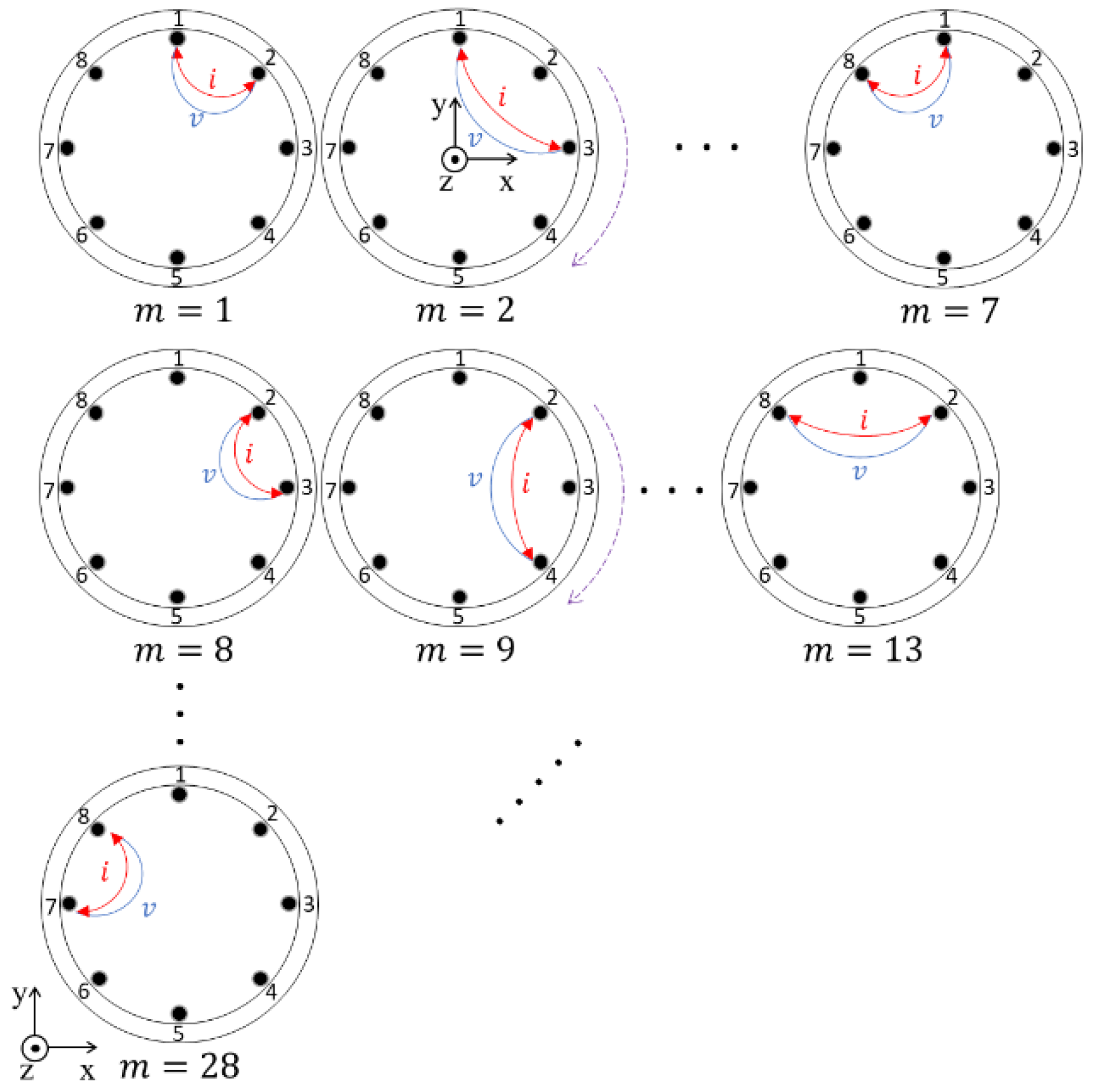
3.2.1. Measurement Pattern
3.2.2. Image Reconstruction
3.3. Experimental Condition
4. Results
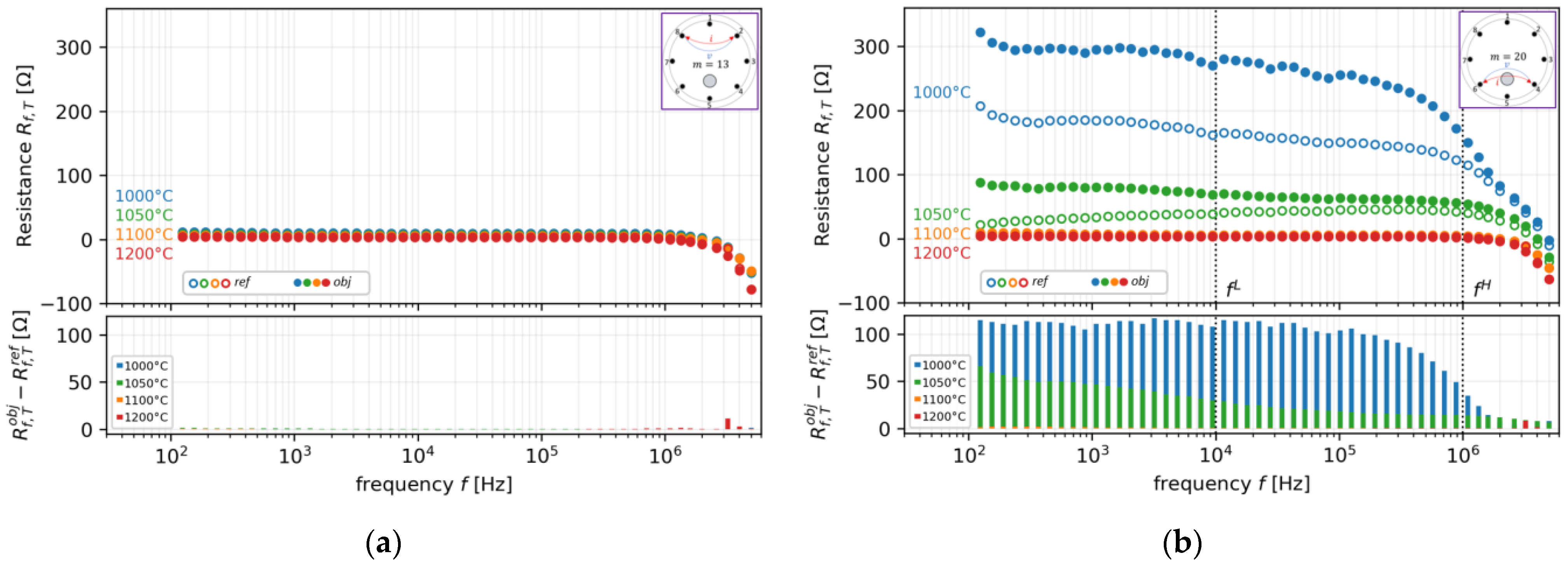
4.1. Single-Pair Measurement Results at Different Temperatures
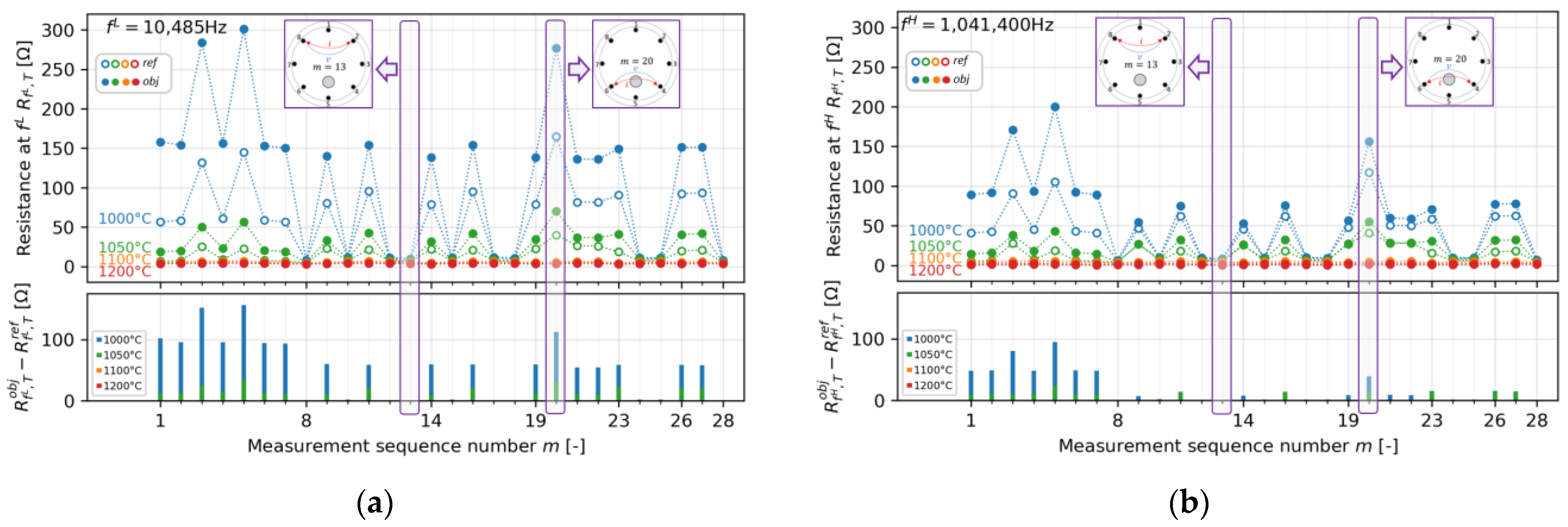
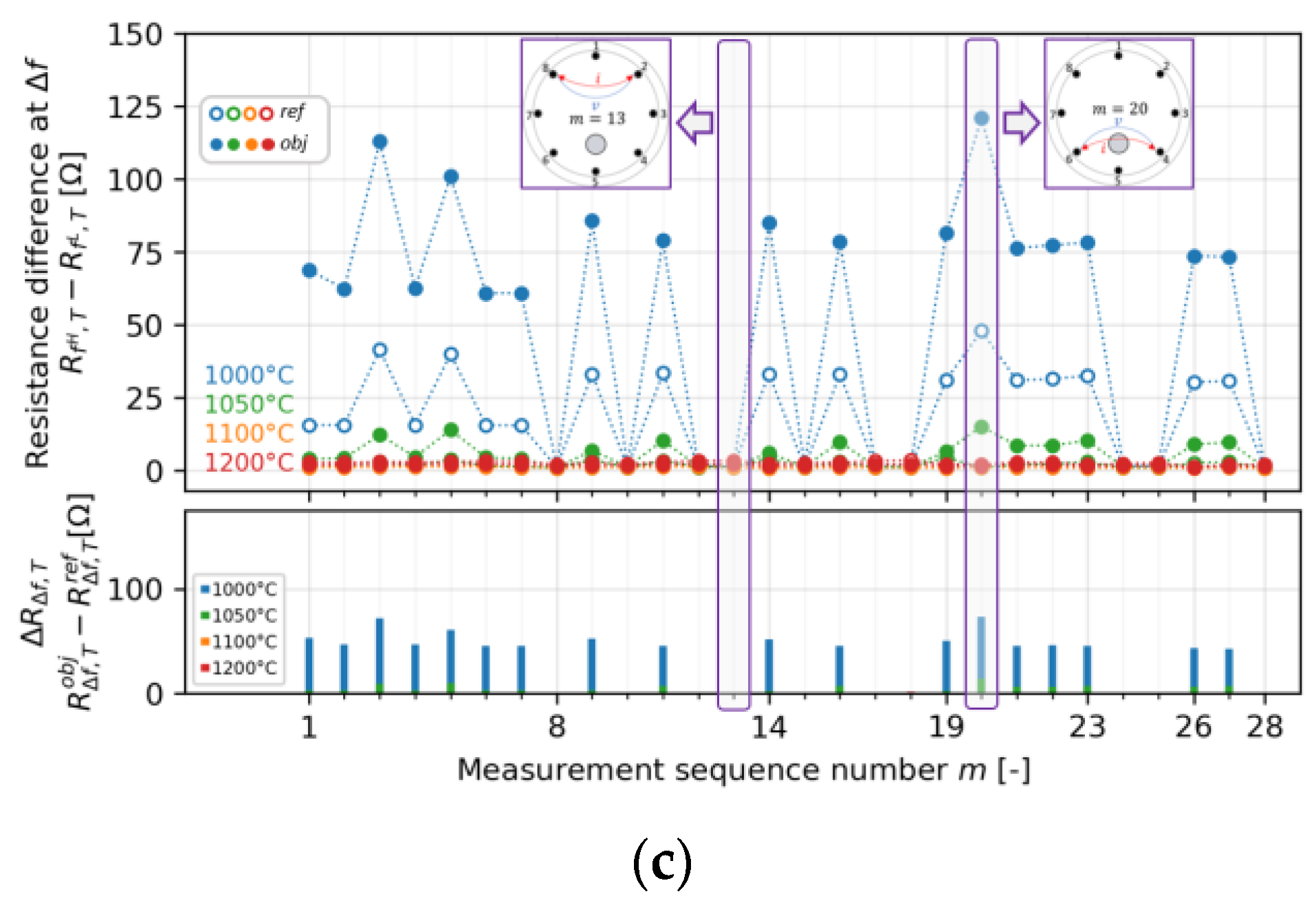
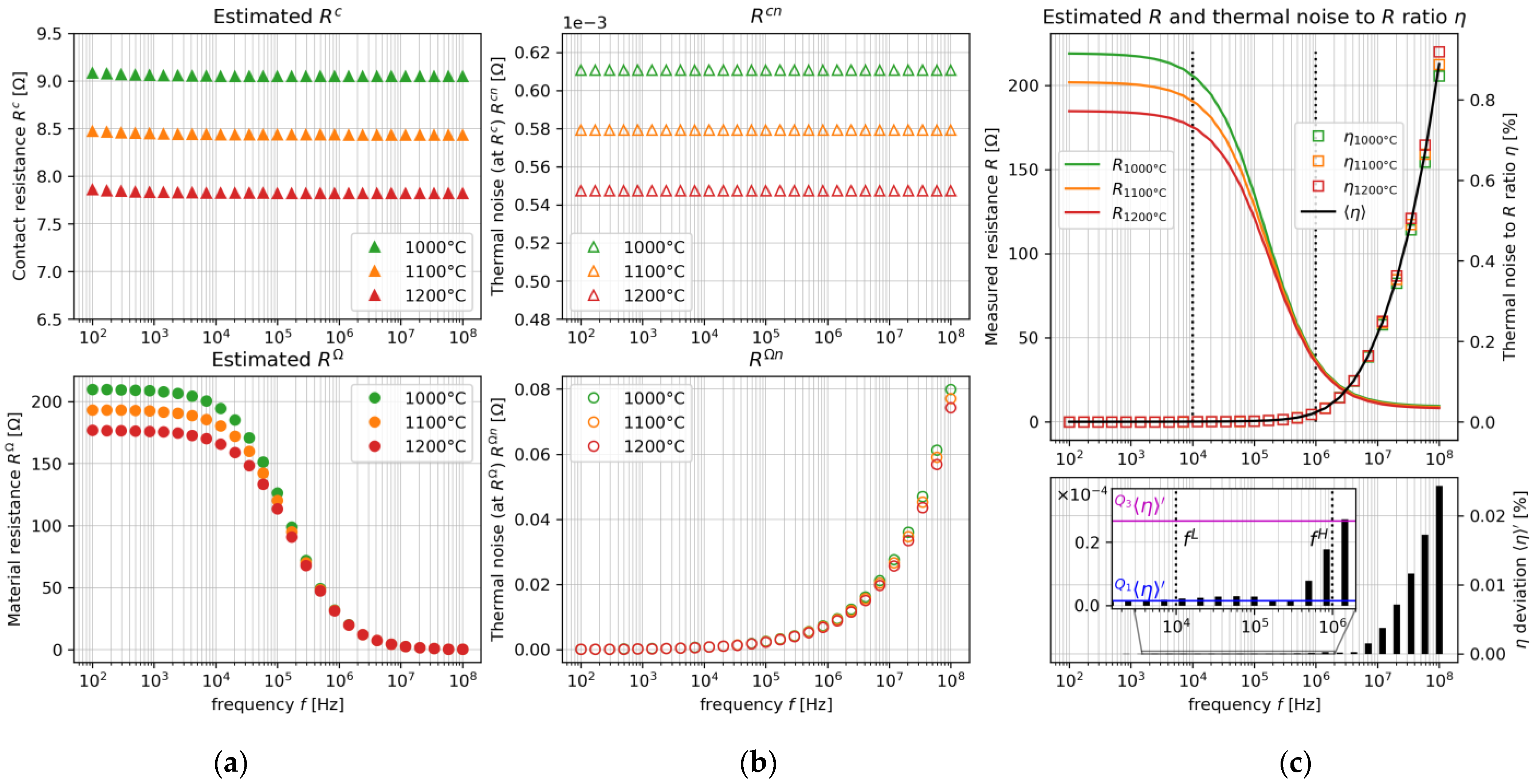
4.2. All-Pair Resistance Measurement Results at Different Temperatures
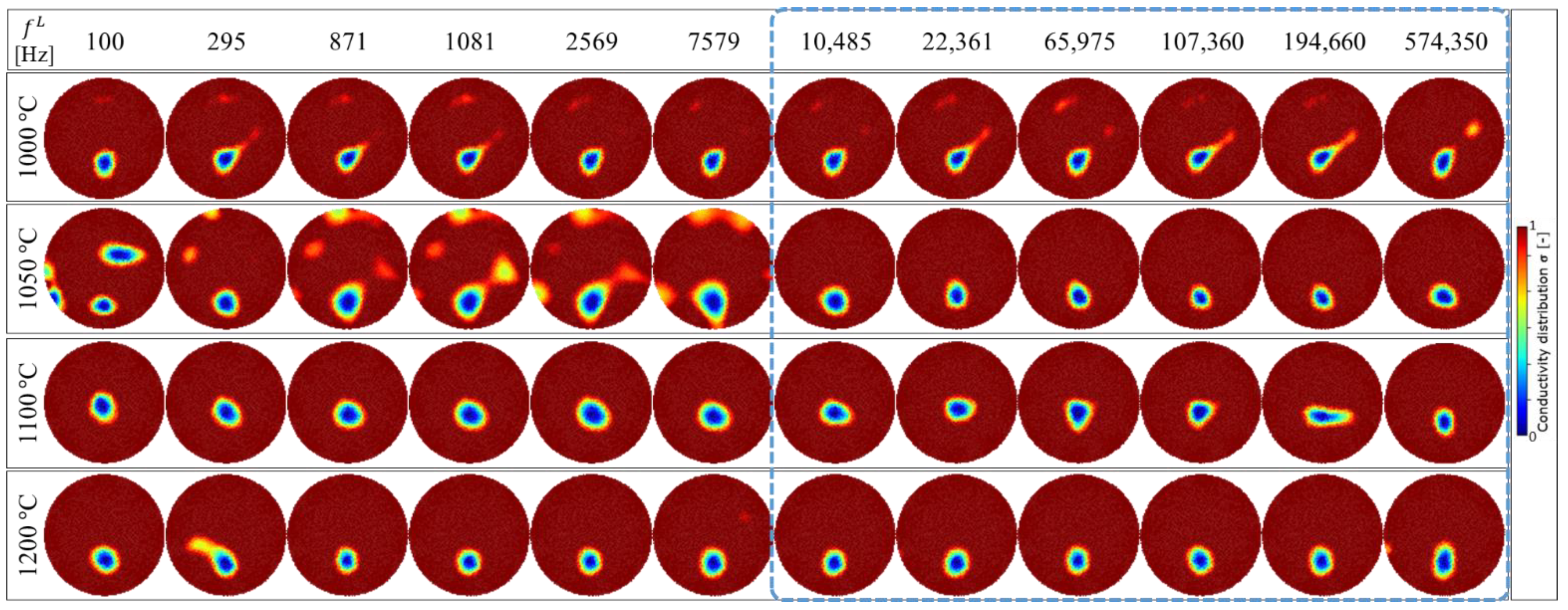
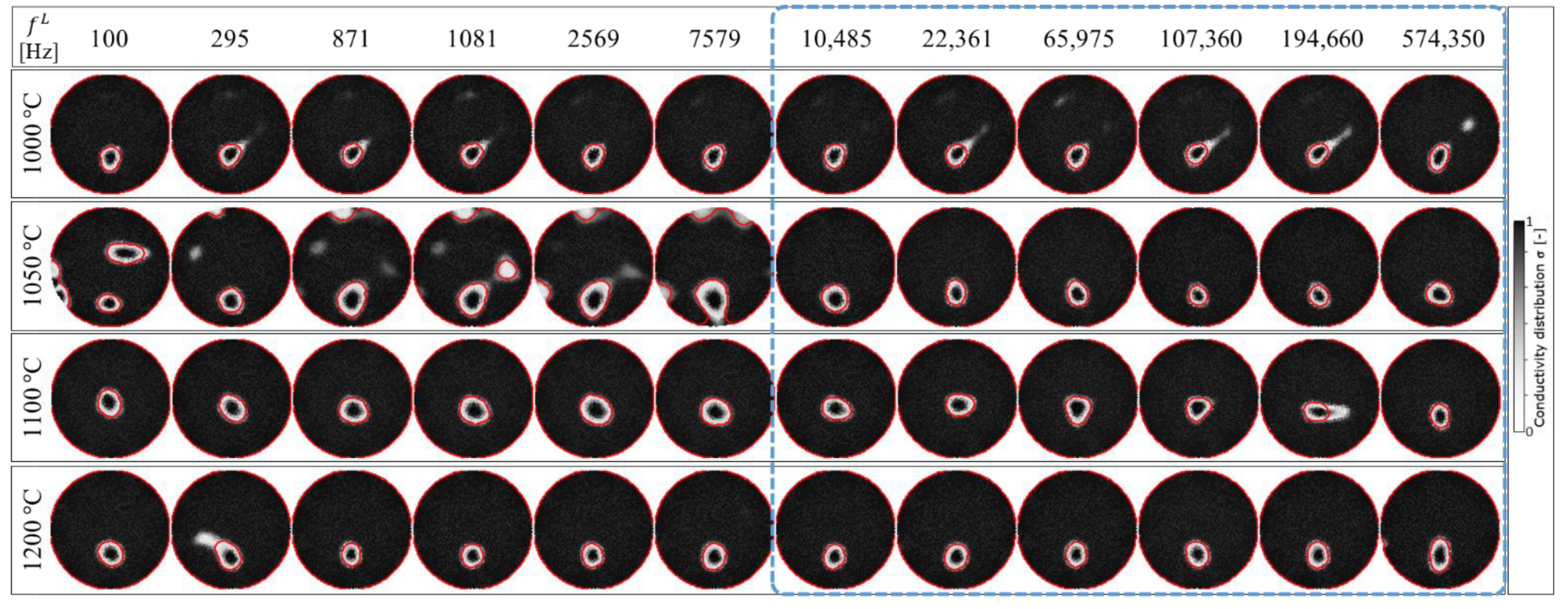
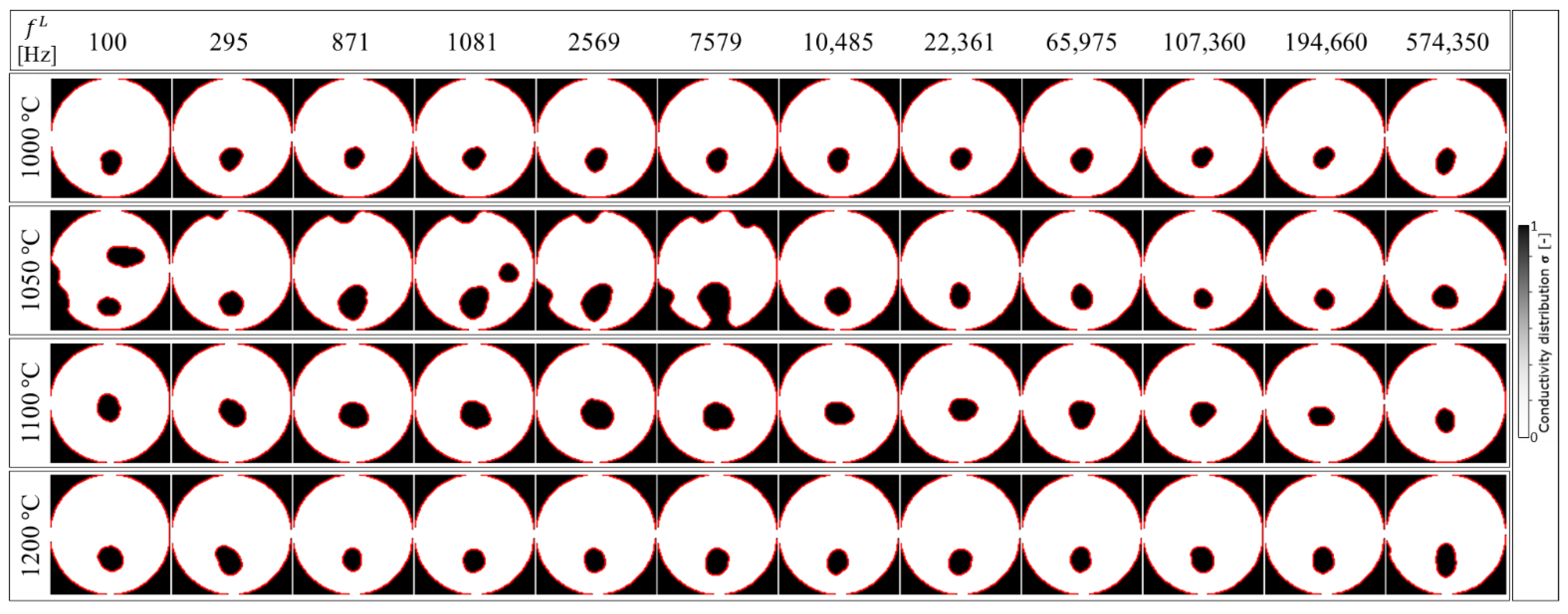
4.3. Image Reconstruction Result
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ding, B.; Zhu, X.; Wang, H.; He, X.Y.; Tan, Y. Numerical investigation on phase change cooling and crystallization of a molten blast furnace slag droplet. Int. J. Heat Mass Transf. 2018, 118, 471–479. [Google Scholar] [CrossRef]
- Gu, S.; Wen, G.; Guo, J.; Wang, Z.; Tang, P.; Liu, Q. Effect of shear stress on heat transfer behavior of non-newtonian mold fluxes for peritectic steels slab casting. ISIJ Int. 2020, 60, 1179–1187. [Google Scholar] [CrossRef]
- Riaz, S.; Mills, K.C.; Nagat, K.; Ludlow, V.; Nonnanton, A.S. Nonnanton Determination of mould powder crystallinity using X-ray diffractometry. High Temp. Mater. Process. 2003, 22, 379–386. [Google Scholar] [CrossRef]
- Fredericci, C.; Zanotto, E.D.; Ziemath, E.C. Crystallization mechanism and properties of a blast furnace slag glass. J. Non. Cryst. Solids 2000, 273, 64–75. [Google Scholar] [CrossRef]
- Mori, K. The electrical conductivity of the CaO-SiO2-TiO2 system and the behaviour of titanium-oxide. Iron Steel 1960, 46, 134–140. [Google Scholar]
- Harada, Y.; Saito, N.; Nakashima, K. Crystallinity of supercooled oxide melts quantified by electrical capacitance measurements. ISIJ Int. 2017, 57, 23–30. [Google Scholar] [CrossRef] [Green Version]
- Yao, J.; Takei, M. Application of process tomography to multiphase flow measurement in industrial and Biomedical fields: A review. IEEE Sens. J. 2017, 17, 8196–8205. [Google Scholar] [CrossRef]
- Sun, B.; Baidillah, M.R.; Darma, P.N.; Shirai, T.; Narita, K.; Takei, M. Evaluation of the effectiveness of electrical muscle stimulation on human calf muscles via frequency difference electrical impedance tomography. Physiol. Meas. 2021, 42, 35008. [Google Scholar] [CrossRef]
- Lehti-Polojärvi, M.; Räsänen, M.J.; Viiri, L.E.; Vuorenpää, H.; Miettinen, S.; Seppänen, A.; Hyttinen, J. Retrieval of the conductivity spectrum of tissues in vitro with novel multimodal tomography. Phys. Med. Biol. 2021, 66, 205016. [Google Scholar] [CrossRef]
- Paulsen, K.D.; Moskowitz, M.J.; Ryan, T.P.; Mitchel, S.E.; Hoopes, P.J. Initial in vivo experience with EIT as a thermal estimator during hyperthermia. Int. J. Hyperth. 1996, 12, 573–591. [Google Scholar] [CrossRef]
- Hirose, Y.; Sapkota, A.; Sugawara, M.; Takei, M. Noninvasive real-time 2D imaging of temperature distribution during the plastic pellet cooling process by using electrical capacitance tomography. Meas. Sci. Technol. 2015, 27, 15403. [Google Scholar] [CrossRef]
- Slack, G.A. Platinum as a thermal conductivity standard. J. Appl. Phys. 1964, 35, 339–344. [Google Scholar] [CrossRef]
- Raimondi, D.L.; Kay, E. High resistivity transparent ZnO thin films. J. Vac. Sci. Technol. 2000, 7, 96. [Google Scholar] [CrossRef]
- Chatterjee, S.; Bisht, R.S.; Reddy, V.R.; Raychaudhuri, A.K. Emergence of large thermal noise close to a temperature-driven metal-insulator transition. Phys. Rev. B 2021, 104, 9–12. [Google Scholar] [CrossRef]
- Giner-Sanz, J.J.; Ortega, E.M.; Pérez-Herranz, V. Total harmonic distortion based method for linearity assessment in electrochemical systems in the context of EIS. Electrochim. Acta 2015, 186, 598–612. [Google Scholar] [CrossRef] [Green Version]
- Karatsu, T.; Wang, Z.; Zhao, T.; Kawashima, D.; Takei, M. Dynamic fields visualization of carbon-black (CB) volume fraction distribution in lithium-ion battery (LIB) cathode slurry by electrical resistance tomography (ERT). J. Soc. Powder Technol. Japan 2021, 58, 119–126. [Google Scholar] [CrossRef]
- Baidillah, M.R.; Kawashima, D.; Takei, M. Compensation of volatile-distributed current due to unknown contact impedance variance in electrical impedance tomography sensor. Meas. Sci. Technol. 2019, 30, 034002. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, D.; Lin, H.; Ni, H.; Li, H.; Guan, Y.; Jin, Q.; Wu, Y.; Guo, Z. Low-cost portable bioluminescence detector based on silicon photomultiplier for on-site colony detection. Anal. Chim. Acta 2021, 1185, 339080. [Google Scholar] [CrossRef]
- Lvovich, V.F.; Liu, C.C.; Smiechowski, M.F. Optimization and fabrication of planar interdigitated impedance sensors for highly resistive non-aqueous industrial fluids. Sens. Actuators B Chem. 2006, 119, 490–496. [Google Scholar] [CrossRef]
- Liu, X.; Yao, J.; Zhao, T.; Obara, H.; Cui, Y.; Takei, M. Image reconstruction under contact impedance effect in micro electrical impedance tomography sensors. IEEE Trans. Biomed. Circuits Syst. 2018, 12, 623–631. [Google Scholar] [CrossRef]
- Vega, V.; Gelde, L.; González, A.S.; Prida, V.M.; Hernando, B.; Benavente, J. Diffusive transport through surface functionalized nanoporous alumina membranes by atomic layer deposition of metal oxides. J. Ind. Eng. Chem. 2017, 52, 66–72. [Google Scholar] [CrossRef]
- Khademi, M.; Barz, D.P.J. Structure of the Electrical Double Layer Revisited: Electrode Capacitance in Aqueous Solutions. Langmuir 2020, 36, 4250–4260. [Google Scholar] [CrossRef] [PubMed]
- Brito, D.; Quirarte, G.; Morgan, J.; Rackoff, E.; Fernandez, M.; Ganjam, D.; Dato, A.; Monson, T.C. Determining the dielectric constant of injection-molded polymer-matrix nanocomposites filled with barium titanate. MRS Commun. 2020, 10, 587–593. [Google Scholar] [CrossRef]
- Harada, Y.; Yamamura, H.; Ueshima, Y.; Mizoguchi, T.; Saito, N.; Nakashima, K. Simultaneous evaluation of viscous and crystallization behaviors of silicate melts by capacitance and viscosity measurements. ISIJ Int. 2018, 58, 1285–1292. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, Y.; Leung, H.; Mukhopadhyay, C.; Chen, S.; Cui, Y. A self-adaptive and wide-range conductivity measurement method based on planar interdigital electrode array. IEEE Access 2019, 7, 173157–173165. [Google Scholar] [CrossRef]
- Shih, H.C.; Liu, E.R. New quartile-based region merging algorithm for unsupervised image segmentation using color-alone feature. Inf. Sci. 2016, 342, 24–36. [Google Scholar] [CrossRef]
- Darma, P.; Baidillah, M.R.; Sifuna, M.W.; Takei, M. Real-time dynamic imaging method for flexible boundary sensor in wearable electrical impedance tomography. IEEE Sens. J. 2020, 20, 9469–9479. [Google Scholar] [CrossRef]
- Baidillah, M.R.; Iman, A.A.S.; Sun, Y.; Takei, M. Electrical impedance spectro-tomography based on dielectric relaxation model. IEEE Sens. J. 2017, 17, 8251–8262. [Google Scholar] [CrossRef]
- Prayitno, Y.A.K.; Zhao, T.; Iso, Y.; Takei, M. In situ measurement of sludge thickness in high-centrifugal force by optimized particle resistance normalization for wireless electrical resistance detector (WERD). Meas. Sci. Technol. 2021, 32, 034001. [Google Scholar] [CrossRef]
- Kawashima, D.; Li, S.; Obara, H.; Takei, M. Low-frequency impedance-based cell discrimination considering ion transport model in cell suspension. IEEE Trans. Biomed. Eng. 2021, 68, 1015–1023. [Google Scholar] [CrossRef]
- Prayitno, Y.A.K.; Sejati, P.A.; Zhao, T.; Iso, Y.; Kawashima, D.; Takei, M. In situ measurement of hindered settling function in decanter centrifuge by periodic segmentation technique in wireless electrical resistance detector (psWERD). Adv. Powder Technol. 2022, 33, 103370. [Google Scholar] [CrossRef]
- Darma, P.N.; Baidillah, M.R.; Sifuna, M.W.; Takei, M. Improvement of image reconstruction in electrical capacitance tomography (ECT) by sectorial sensitivity matrix using a K-means clustering algorithm. Meas. Sci. Technol. 2019, 30, 75402. [Google Scholar] [CrossRef]
- Nasehi Tehrani, J.; McEwan, A.; Jin, C.; van Schaik, A. L1 regularization method in electrical impedance tomography by using the L1-curve (Pareto frontier curve). Appl. Math. Model. 2012, 36, 1095–1105. [Google Scholar] [CrossRef]
- Hu, L.; Wang, H.; Zhao, B.; Yang, W. A hybrid reconstruction algorithm for electrical impedance tomography. Meas. Sci. Technol. 2007, 18, 813–818. [Google Scholar] [CrossRef]
- Chan, T.F.; Yezrielev Sandberg, B.; Vese, L.A. Active contours without edges for vector-valued images. J. Vis. Commun. Image Represent. 2000, 11, 130–141. [Google Scholar] [CrossRef] [Green Version]
- Darma, P.N.; Takei, M. High-speed and accurate meat composition imaging by mechanically-flexible electrical impedance tomography with k-nearest neighbor and fuzzy k-means machine learning approaches. IEEE Access 2021, 9, 38792–38801. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Definition | Value | Unit |
|---|---|---|---|
| Vacuum permittivity | 8.854 × 10−12 | (F/m) | |
| Boltzmann’s constant | 1.38 × 10−23 | (J/K) | |
| Gas constant | 8.31 | (J/(K mol)) | |
| Elementary charge | 1.60 × 10−19 | (C) | |
| Faraday constant | 96,500 | (J/mol) | |
| Resistivity of ZnO | 1 | (Ωm) | |
| Bulk capacitance of ZnO | 5 | (nF) | |
| Valence of ZnO | 14 | (-) | |
| Temperature coefficient of | 0.01 | (-) | |
| Electrode distance | 34 | (mm) | |
| Electrode radius | 1.5 | (mm) | |
| Current injection amplitude | 1 | (mA) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sejati, P.A.; Saito, N.; Prayitno, Y.A.K.; Tanaka, K.; Darma, P.N.; Arisato, M.; Nakashima, K.; Takei, M. On-Line Multi-Frequency Electrical Resistance Tomography (mfERT) Device for Crystalline Phase Imaging in High-Temperature Molten Oxide. Sensors 2022, 22, 1025. https://doi.org/10.3390/s22031025
Sejati PA, Saito N, Prayitno YAK, Tanaka K, Darma PN, Arisato M, Nakashima K, Takei M. On-Line Multi-Frequency Electrical Resistance Tomography (mfERT) Device for Crystalline Phase Imaging in High-Temperature Molten Oxide. Sensors. 2022; 22(3):1025. https://doi.org/10.3390/s22031025
Chicago/Turabian StyleSejati, Prima Asmara, Noritaka Saito, Yosephus Ardean Kurnianto Prayitno, Koji Tanaka, Panji Nursetia Darma, Miku Arisato, Kunihiko Nakashima, and Masahiro Takei. 2022. "On-Line Multi-Frequency Electrical Resistance Tomography (mfERT) Device for Crystalline Phase Imaging in High-Temperature Molten Oxide" Sensors 22, no. 3: 1025. https://doi.org/10.3390/s22031025
APA StyleSejati, P. A., Saito, N., Prayitno, Y. A. K., Tanaka, K., Darma, P. N., Arisato, M., Nakashima, K., & Takei, M. (2022). On-Line Multi-Frequency Electrical Resistance Tomography (mfERT) Device for Crystalline Phase Imaging in High-Temperature Molten Oxide. Sensors, 22(3), 1025. https://doi.org/10.3390/s22031025