
Dust Particle Counter for Powder Bed Fusion Process


Abstract
1. Introduction
1.1. Particle Characteristics
1.2. Dust Detection Methods
2. Materials and Methods
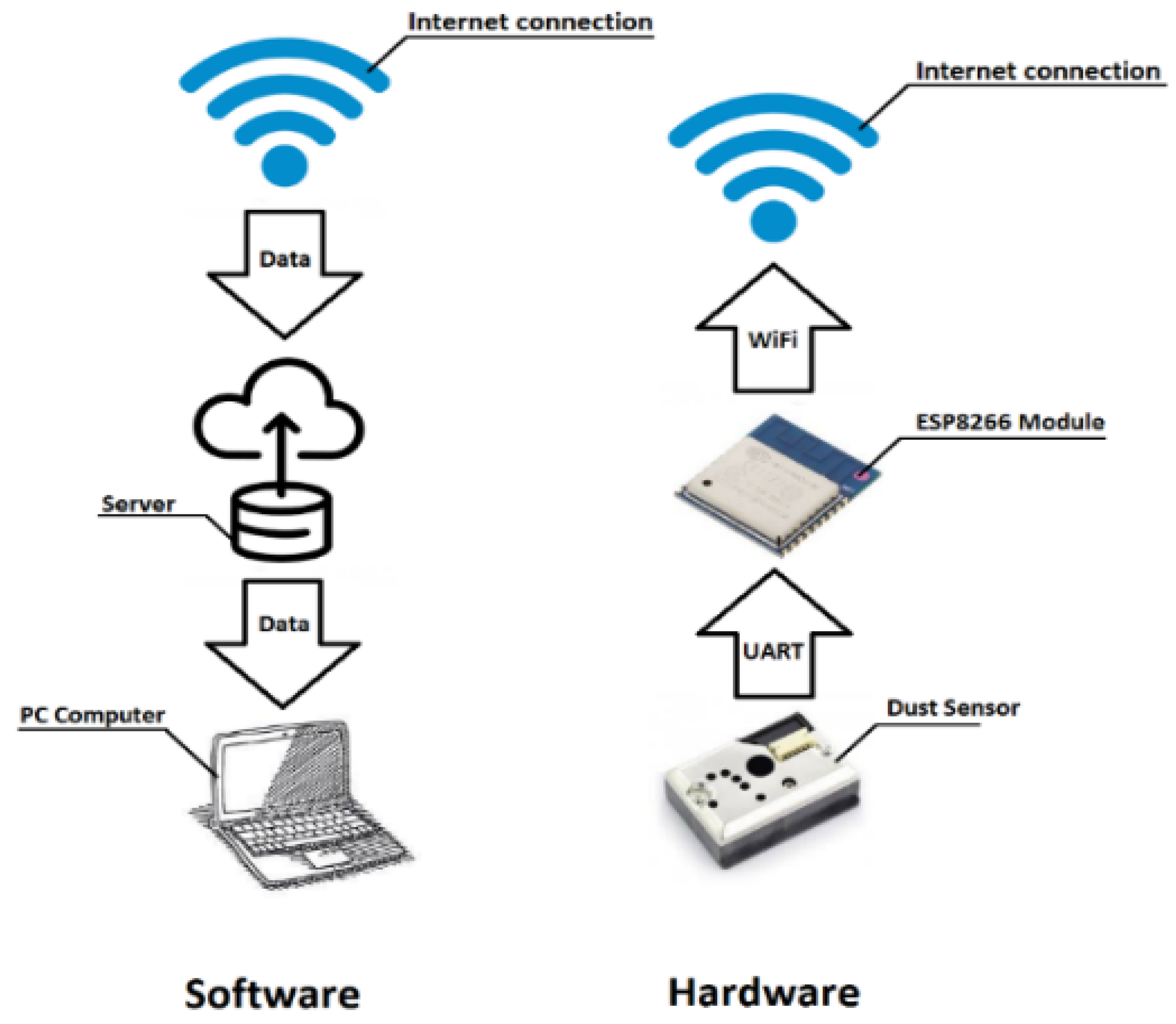
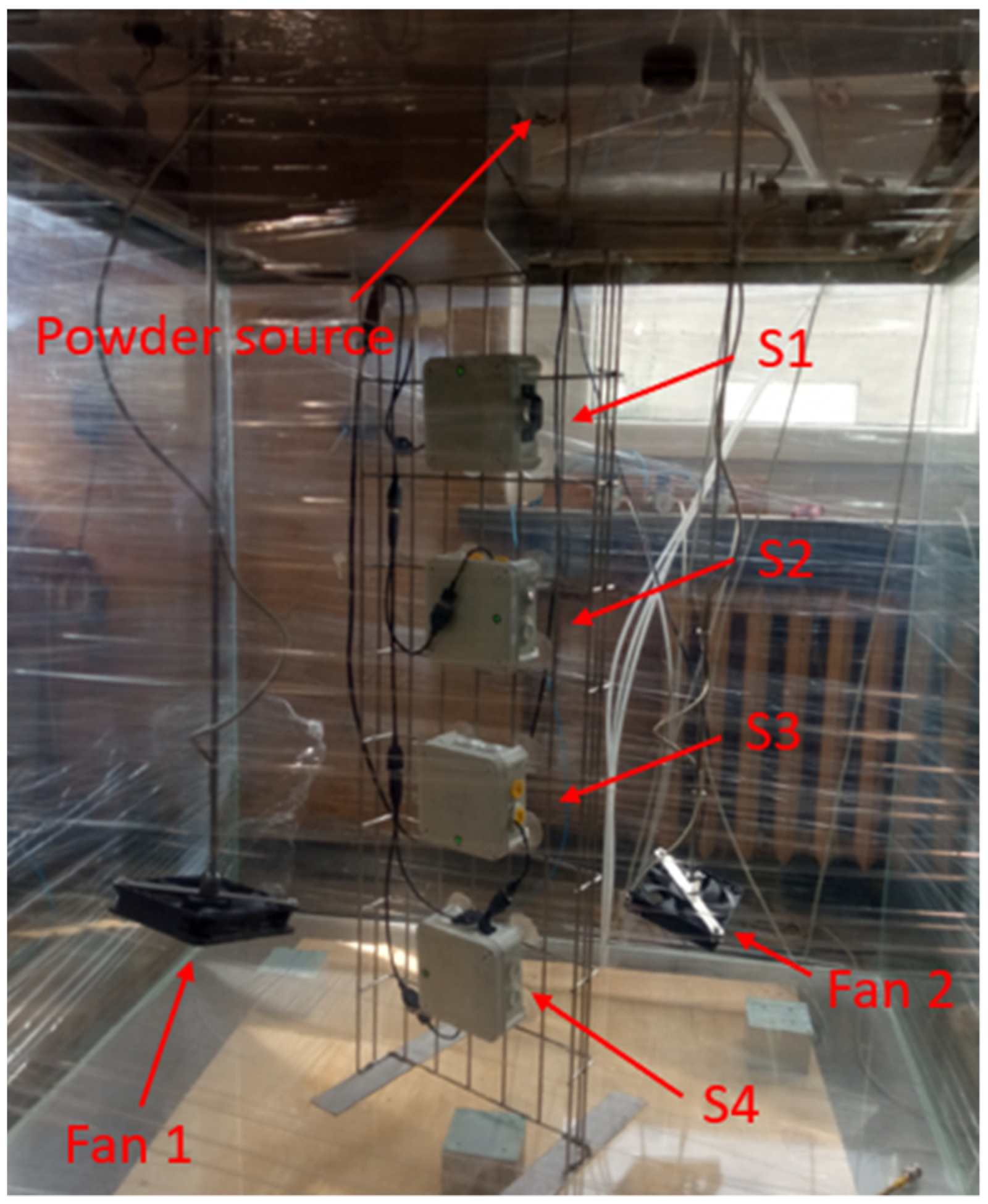
2.1. Measuring Stand
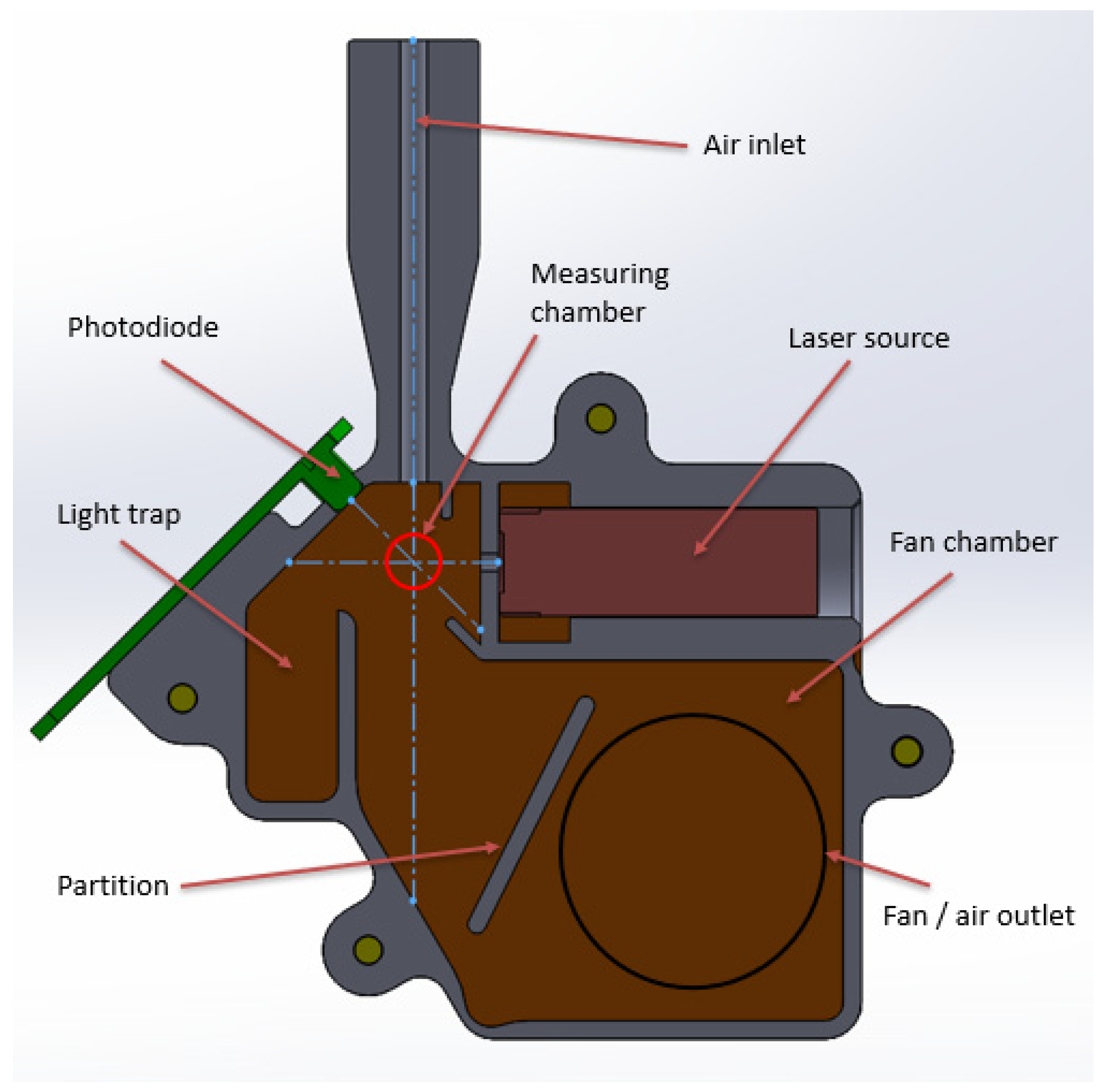
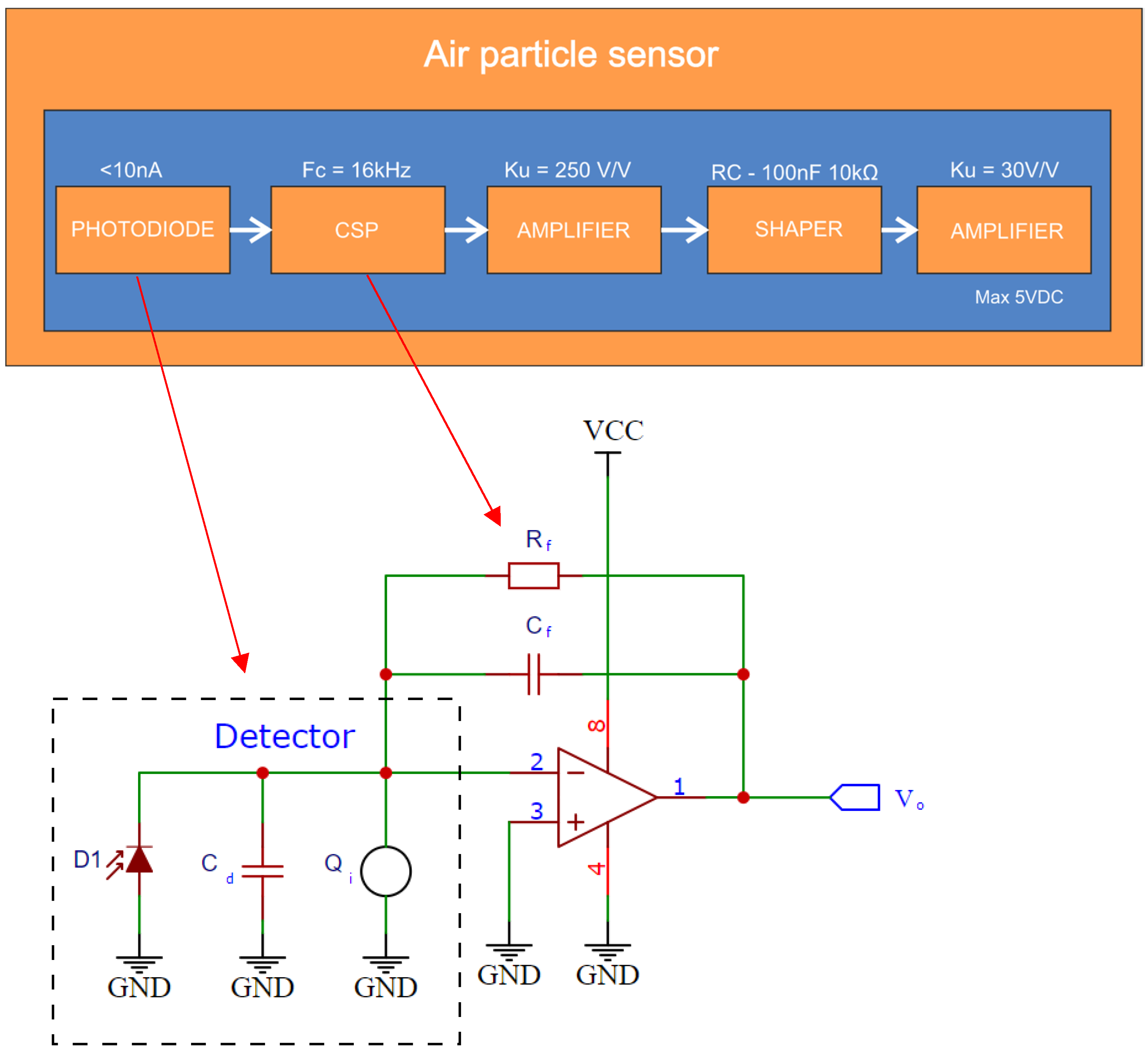
2.2. ‘AS One’ Dust Detector
- −1/Cf—charge sensitivity;
- Qi—charge forcing;
- t—integration time.
3. Results and Discussion
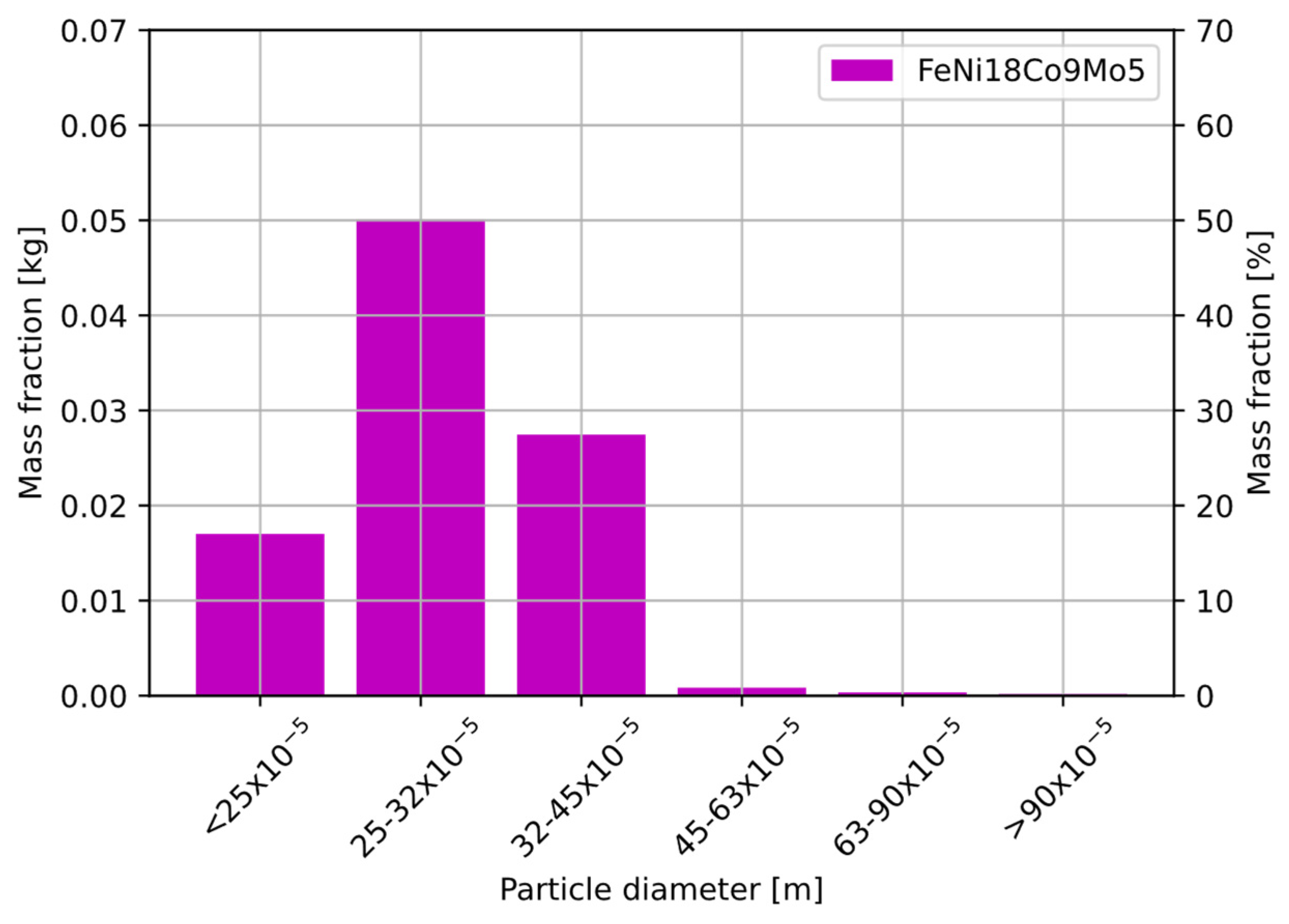
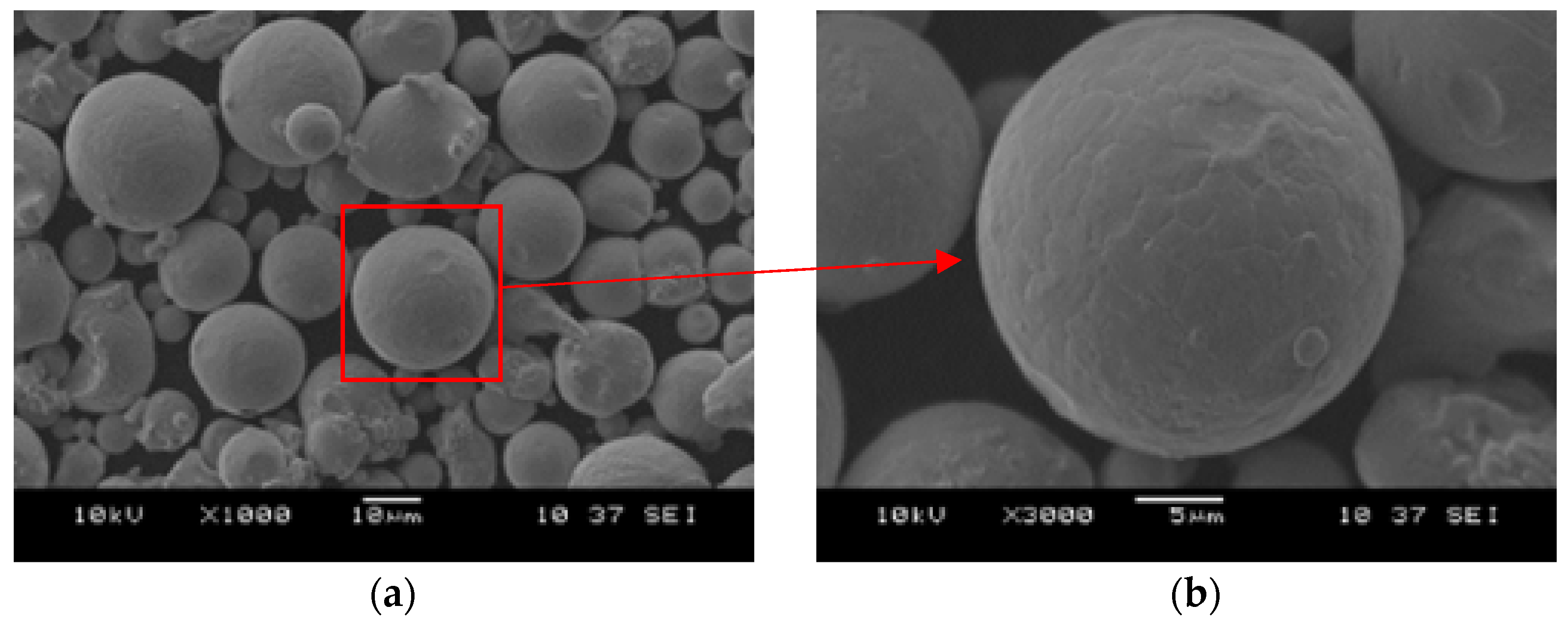
3.1. Characteristics of the Measurement Powder
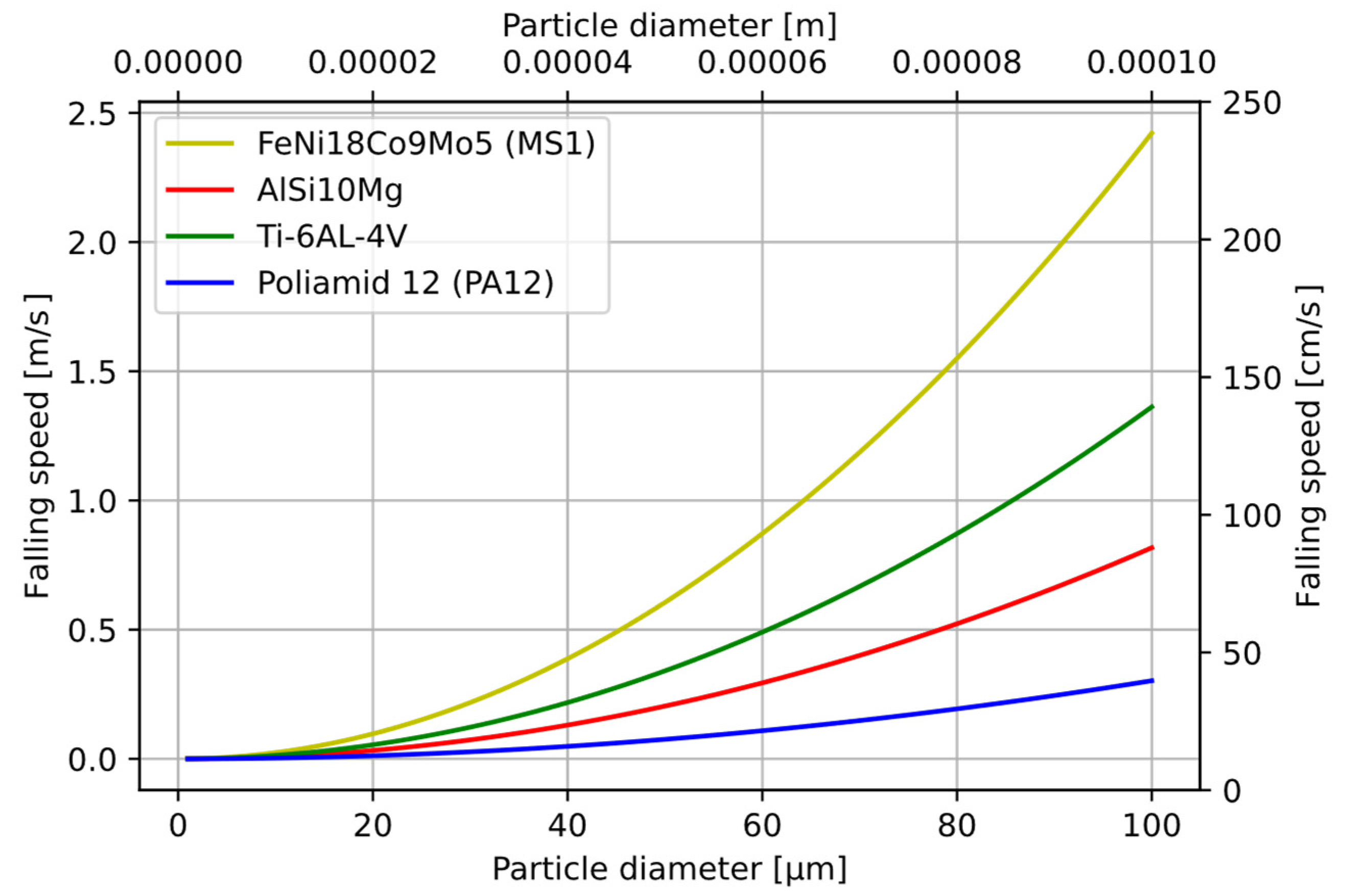
- g—acceleration;
- ρs—density of the material;
- ρc—density of the liquid;
- η—dynamic Newtonian viscosity (of air).
3.2. Characteristics of the SDS198 Modules
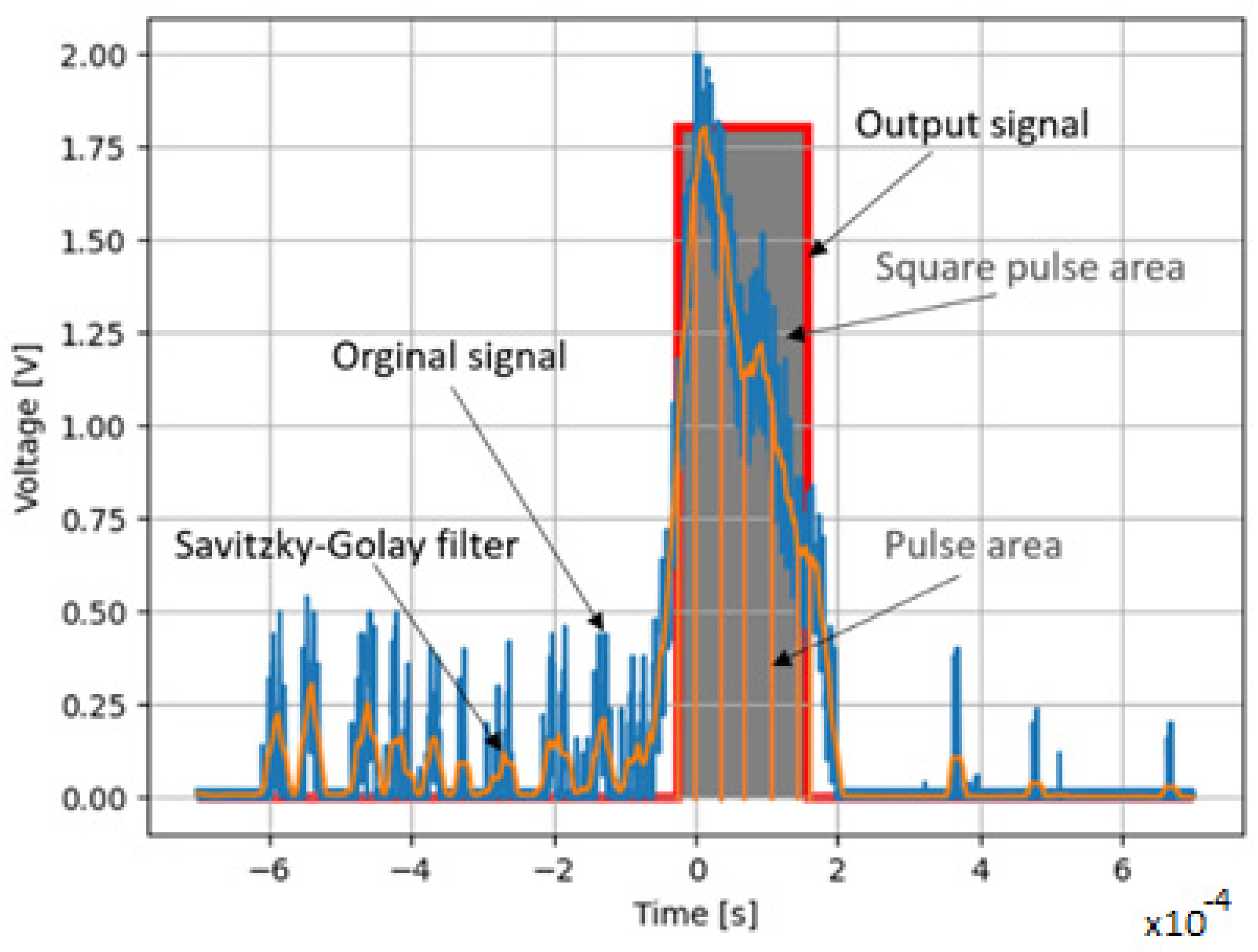
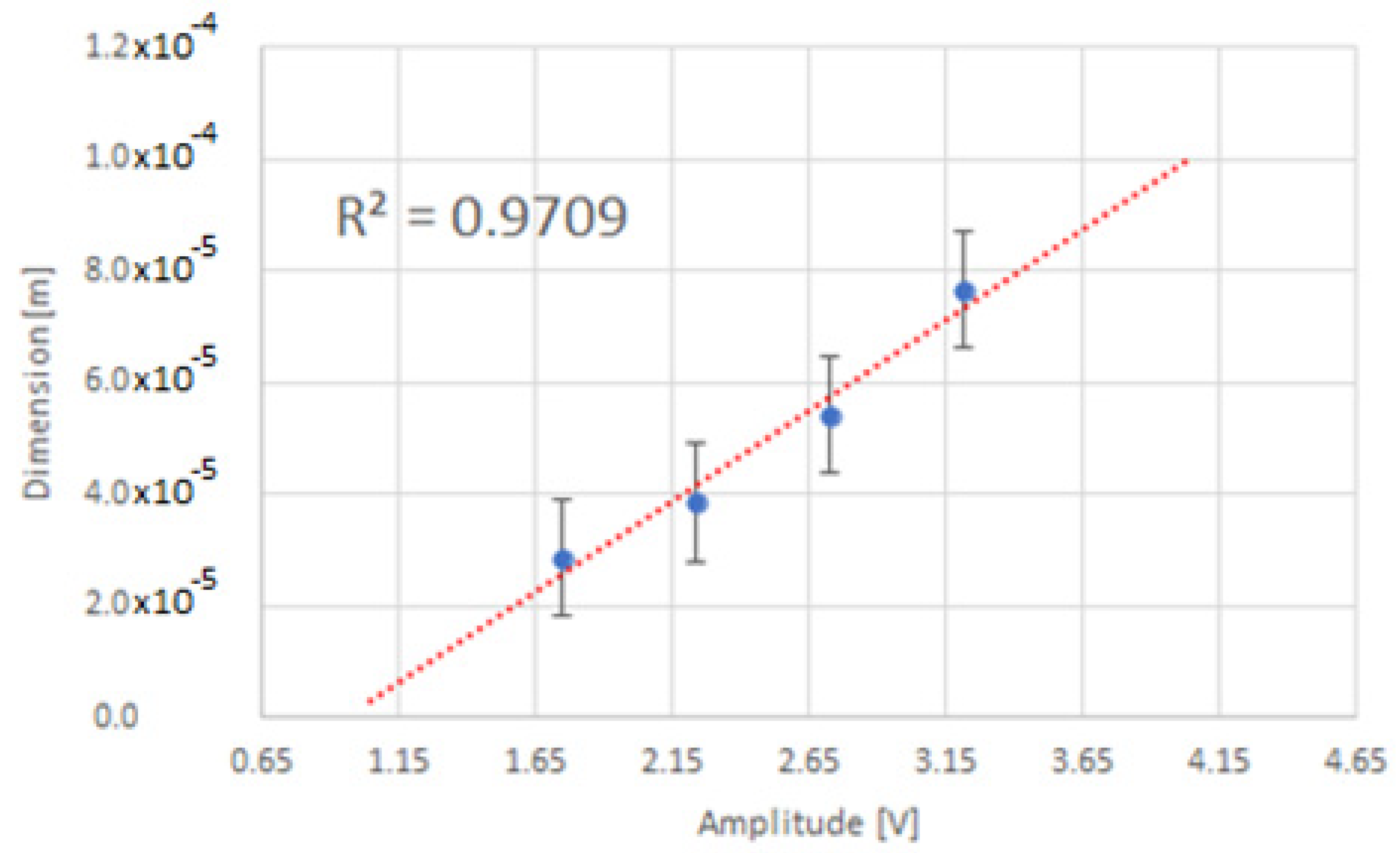
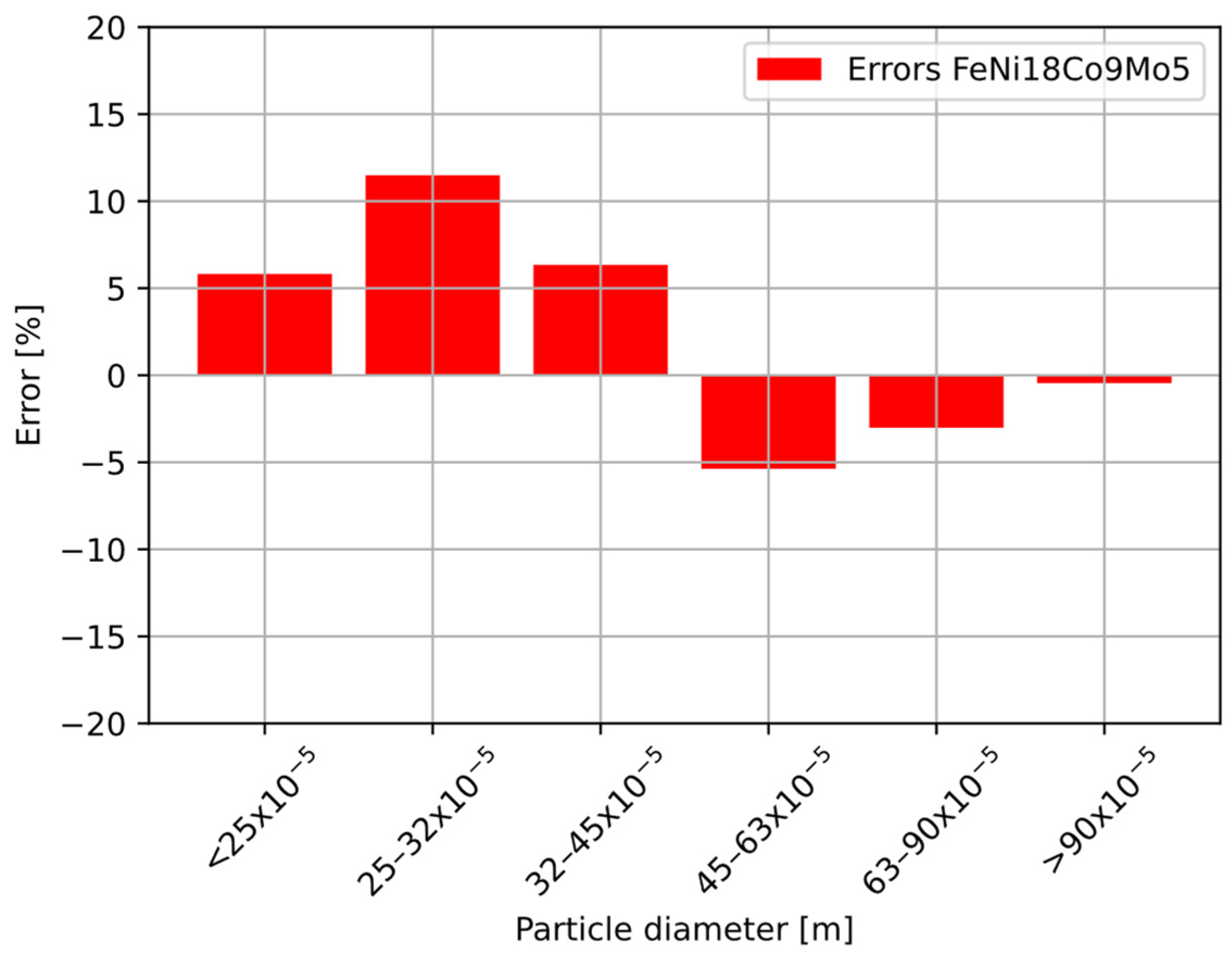
3.3. Analysis of the Output Pulses
- pn [µg/m3]—mass concentration;
- d(Vo)—correlation between pulse amplitude and particle diameter;
- ρ [kg/m3]—density of the material;
- V [m3]—volume of aspirated air.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stephens, B.; Azimi, P.; El Orch, Z.; Ramos, T. Ultrafine particle emissions from desktop 3D printers. Atmos. Environ. 2013, 79, 334–339. [Google Scholar] [CrossRef]
- Zhang, Q.; Black, M. Particle and Chemical Emissions from a Vat Photopolymerization 3D Printer; Underwriters Laboratories Inc.: Brook, IL, USA, 2021; pp. 1–6. [Google Scholar]
- Regulation of the Minister of Family, Labor and Social Policy Regarding the Highest Permissible Concentrations and Intensities of Harmful Factors in the Work Environment; ILO: Geneva, Switzerland, 2018; p. 40.
- Edward, W. Kryteria zdrowotne pobierania próbek aerozoli w środowisku pracy. Pod. I Metod. Oceny Sr. Pr. 2011, 2, 5–21. [Google Scholar]
- Inova Fitness Co., Ltd. SDS198—Laser PM100 Sensor Specification; Nova Fitness Co., Ltd.: Jinan, China, 2015. [Google Scholar]
- Sensidyne, LP. Gilian GilAir Vision Air Sampling Pump—Operation Manual; Sensidyne, LP: Clearwater, FL, USA, 2011. [Google Scholar]
- Helmut Hund GmbH. Respicon 2 TM For the Simultaneous Measurement; Helmut Hund GmbH: Wetzlar, Germany, 2004; Volume 49. [Google Scholar]
- Jayaratne, R.; Liu, X.; Ahn, K.H.; Asumadu-Sakyi, A.; Fisher, G.; Gao, J.; Mabon, A.; Mazaheri, M.; Mullins, B.; Nyaku, M. Low-cost PM2.5 sensors: An assessment of their suitability for various applications. Aerosol Air Qual. Res. 2020, 20, 520–532. [Google Scholar] [CrossRef]
- Kondej, D.; Gawęda, E. Pomiary Stężeń Metali we Frakcjach Pyłów Emitowanych w Procesach Obróbki Materiałów Metalowych. 2010. Available online: https://m.ciop.pl/CIOPPortalWAR/file/71296/stezenia_metali.pdf (accessed on 30 June 2022).
- EN 481; Workplace Atmospheres—Size Fraction Definitions for Measurement of Airborne Particles. iTeh, Inc.: Etobicoke, ON, Canada, 1993.
- Janas, S. Oznaczenie pyłu całkowitego i respirabilnego. Radwag 2010, 13, 1–13. [Google Scholar]
- Chu, F.; Zhang, K.; Shen, H.; Liu, M.; Huang, W.; Zhang, X.; Liang, E.; Zhou, Z.; Lei, L.; Hou, J. Influence of satellite and agglomeration of powder on the processability of AlSi10Mg powder in Laser Powder Bed Fusion. J. Mater. Res. Technol. 2021, 11, 2059–2073. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]
- Youle, J.A.; Dunkley, J. Atomization of Melts for Powder Production and Spray Deposition; Oxford University Press: Oxford, UK, 1994. [Google Scholar]
- Hajnys, J.; Pagac, M.; Mesicek, J.; Petru, J.; Spalek, F. Research of 316L Metallic Powder for Use in SLM 3D Printing. Adv. Mater. Sci. 2020, 20, 5–15. [Google Scholar] [CrossRef]
- Opatová, K.; Zetková, I.; Kucerová, L. Relationship between the Size and Inner Structure of Particles of Virgin and Re-Used MS1 Maraging Steel Powder for Additive Manufacturing. Materials 2020, 13, 956. [Google Scholar] [CrossRef] [PubMed]
- Becker, T.H.; Dimitrov, D. The achievable mechanical properties of SLM produced Maraging Steel 300 components. Rapid Prototyp. J. 2004, 10, 157. [Google Scholar]
- EOS GmbH—Electro Optical Systems. Material Data Sheet EOS MaragingSteel MS1; Electro Optical Systems: Kanagawa, Japan, 2011. [Google Scholar]
- Adam, I. Design Rules for Conformal Cooling Channels in Plastic Injection Moulds Produced through Direct; Central University of Technology: Bloemfontein, South Africa, 2019. [Google Scholar]
- MM Corporation. Challenge Conventional Thinking; MM Corporation: Tokyo, Japan, 2018. [Google Scholar]
- MATSUURA Europe GmbH. LUMEX Avance-60. Available online: https://www.matsuurausa.com/model/lumex-avance-60/ (accessed on 30 June 2022).
- Park, D.Y.; Lee, S.W.; Park, S.J.; Kwon, Y.S.; Otsuka, I. Effects of particle sizes on sintering behavior of 316L stainless steel powder. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2013, 44, 1508–1518. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Graff, P.; Ståhlbom, B.; Nordenberg, E.; Graichen, A.; Johansson, P.; Karlsson, H. Evaluating Measuring Techniques for Occupational Exposure during Additive Manufacturing of Metals: A Pilot Study. J. Ind. Ecol. 2017, 21, S120–S129. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of Process Parameters on the Surface Roughness of Overhanging Structures in Laser Powder Bed Fusion Additive Manufacturing. Procedia CIRP 2016, 45, 131–134. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Qin, S.; Dunbar, A.; Michaleris, P.; Beese, A.M. Characterization of the strength of support structures used in powder bed fusion additive manufacturing of Ti-6Al-4V. Addit. Manuf. 2017, 14, 60–68. [Google Scholar] [CrossRef]
- Zeng, Z.; Deng, X.; Cui, J.; Jiang, H.; Yan, S.; Peng, B. Improvement on selective laser sintering and post-processing of polystyrene. Polymers 2019, 11, 956. [Google Scholar] [CrossRef]
- Singh, A.K.; Vinodh, S.; Vimal, K.E.K. Selective Laser Sintering: A Case Study of Tungsten Carbide and Cobalt Powder Sintering by Pulsed Nd:YAG Laser. In Proceedings of the 5th International and 26th All India Manufacturing Technology, Design and Research Conference, AIMTDR, New Delhi, India, 12–14 December 2014. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Arshinov, M.K.; Arshinov, K.I.; Ragulya, A.V. Laser sintering of SiO2 powder compacts. Powder Metall. Met. Ceram. 2004, 43, 10–16. [Google Scholar] [CrossRef]
- Yang, L.; Wang, L.; Chen, Y. Solid-state shear milling method to prepare PA12/boron nitride thermal conductive composite powders and their selective laser sintering 3D-printing. J. Appl. Polym. Sci. 2020, 137, 48766. [Google Scholar] [CrossRef]
- Koutny, D.; Pantelejev, L.; Tomes, J.; Palousek, D. Comparison of selective laser melting of 18NI maraging steel by PXL and M2 cusing. MM Sci. J. 2016, 2016, 1590–1596. [Google Scholar] [CrossRef]
- Li, R.; Shi, Y.; Wang, Z.; Wang, L.; Liu, J.; Jiang, W. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting. Appl. Surf. Sci. 2010, 256, 4350–4356. [Google Scholar] [CrossRef]
- Stanisław, K.; Instruments, K. Porównanie metod pomiarowych. 2014, 3, 1–9. Available online: https://kamika.pl/lib/hxhahm/Porownanie_metod_pomiarowych.pdf (accessed on 30 June 2022).
- Shao, W.; Zhang, H.; Zhou, H. Fine particle sensor based on multi-angle light scattering and data fusion. Sensors 2017, 17, 1033. [Google Scholar] [CrossRef]
- Bohren, C.F.; Wiley, J. Absorption and Scattering of Light by Small Particles; Wiley Online Library: Hoboken, NJ, USA, 1983; ISBN 9780471293408. [Google Scholar]
- Jones, A.R. Light scattering for particle characterization. Prog. Energy Combust. Sci. 1999, 25, 1–53. [Google Scholar] [CrossRef]
- NodeMCU v3. Available online: https://github.com/nodemcu/nodemcu-devkit-v1.0 (accessed on 30 June 2022).
- Bielecki, Z.; Rogalski, A. Detekcja Sygnałów Optycznych, 2nd ed.; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2021. [Google Scholar]
- Brahme, A. Comprehensive Biomedical Physics; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780444536327. [Google Scholar]
- Lombigit, L.; Mohamad, G.H.P.; Ibrahim, M.; Yussup, N. Design and Simulation of a Frontend Analog Circuit for Coplanar Grid (CPG) Semiconductor Detector. 2015. Available online: https://www.researchgate.net/publication/286265176_Design_and_simulation_of_a_front-end_analog_circuit_for_Coplanar_Grid_CPG_semiconductor_detector (accessed on 30 June 2022).
- Texas Instruments. OPAx350 High-Speed, Single-Supply, Rail-to-Rail Operational Amplifiers; Texas Instruments: Dallas, TX, USA, 1999. [Google Scholar]
- Schafer, R.W. What is a savitzky-golay filter? IEEE Signal Process. Mag. 2011, 28, 111–117. [Google Scholar] [CrossRef]
- Savitzky, A.; Golay, M.L.E. Smoothing and Differentiation of Data by Simplified Least Squares Procedures. Anal. Chem. 1964, 36, 1639–1643. [Google Scholar] [CrossRef]
- Abernethy, J.D.W. The boxcar detector. A synchronous detector which is used to recover waveforms buried in noise. Wirel. World 1970, 12, 1–5. [Google Scholar]
- Voigtman, E.; Winefordner, J.D. Basis and use of boxcar detection in analytical spectrometry. Instrum. Sci. Technol. 1986, 15, 309–328. [Google Scholar] [CrossRef]
- Wójtowicz, R.; Szatko, W. Metodyka Optycznej Analizy Wielkości Cząstek Ciała Stałego; Wydawnictwo PK: Kraków, Poland, 2012; Volume 6, pp. 497–504. [Google Scholar]
- Multichannel Analyzer. Available online: https://en.wikipedia.org/wiki/Multichannel_analyzer (accessed on 30 June 2022).
- Johnson, M. Photodetection and Measurement—Maximizing Performance in Optical Systems; McGraw-Hill Companies: New York, NY, USA, 2003. [Google Scholar]
- Baron, P.; Willeke, K. Aerosol Measurement Principles, Techniques, and Applications, 2nd ed.; Wiley Interscience: Hoboken, NJ, USA, 2001; ISBN 0471356360. [Google Scholar]
- Bottlinger, M.; Umhauer, H. Single Particle Light Scattering Size Analysis: Quantification and elimination of the effect of particle shape and structure. Part. Part. Syst. Charact. 1989, 6, 100–109. [Google Scholar] [CrossRef]
- Krehlik, P.; Śliwczynski, Ł. High-speed peak detector uses ECL comparator. EDN 2002, 47, 77–78. [Google Scholar]
- Orozco, L. Synchronous Detectors Facilitate Precision, Low-Level Measurements. Analog Dialogue 2014, 11, 1–5. [Google Scholar]
- Kiely, R. Understanding and Eliminating 1/f Noise. Analog Dialogue 2017, 5, 1–12. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Dimension [µm] | Falling Speed [m/s] |
|---|---|---|
| Polyamide 12 (PA12) | 25 | 0.018 |
| AlSi10Mg | 25 | 0.051 |
| Ti-6AL-4V | 25 | 0.085 |
| FeNi18Co9Mo5 | 25 | 0.151 |
| Material | Dimension [µm] | Falling Speed [m/s] |
|---|---|---|
| Polyamide 12 (PA12) | 45 | 0.061 |
| AlSi10Mg | 45 | 0.165 |
| Ti-6AL-4V | 45 | 0.275 |
| FeNi18Co9Mo5 | 45 | 0.490 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karcz, S.; Skrabalak, G.; Brudnik, A.; Gajoch, G. Dust Particle Counter for Powder Bed Fusion Process. Sensors 2022, 22, 7614. https://doi.org/10.3390/s22197614
Karcz S, Skrabalak G, Brudnik A, Gajoch G. Dust Particle Counter for Powder Bed Fusion Process. Sensors. 2022; 22(19):7614. https://doi.org/10.3390/s22197614
Chicago/Turabian StyleKarcz, Stanisław, Grzegorz Skrabalak, Andrzej Brudnik, and Grzegorz Gajoch. 2022. "Dust Particle Counter for Powder Bed Fusion Process" Sensors 22, no. 19: 7614. https://doi.org/10.3390/s22197614
APA StyleKarcz, S., Skrabalak, G., Brudnik, A., & Gajoch, G. (2022). Dust Particle Counter for Powder Bed Fusion Process. Sensors, 22(19), 7614. https://doi.org/10.3390/s22197614