
Design, Fabrication, and Testing of a Fully 3D-Printed Pressure Sensor Using a Hybrid Printing Approach



Abstract
1. Introduction
2. Background on Printed Pressure Sensors
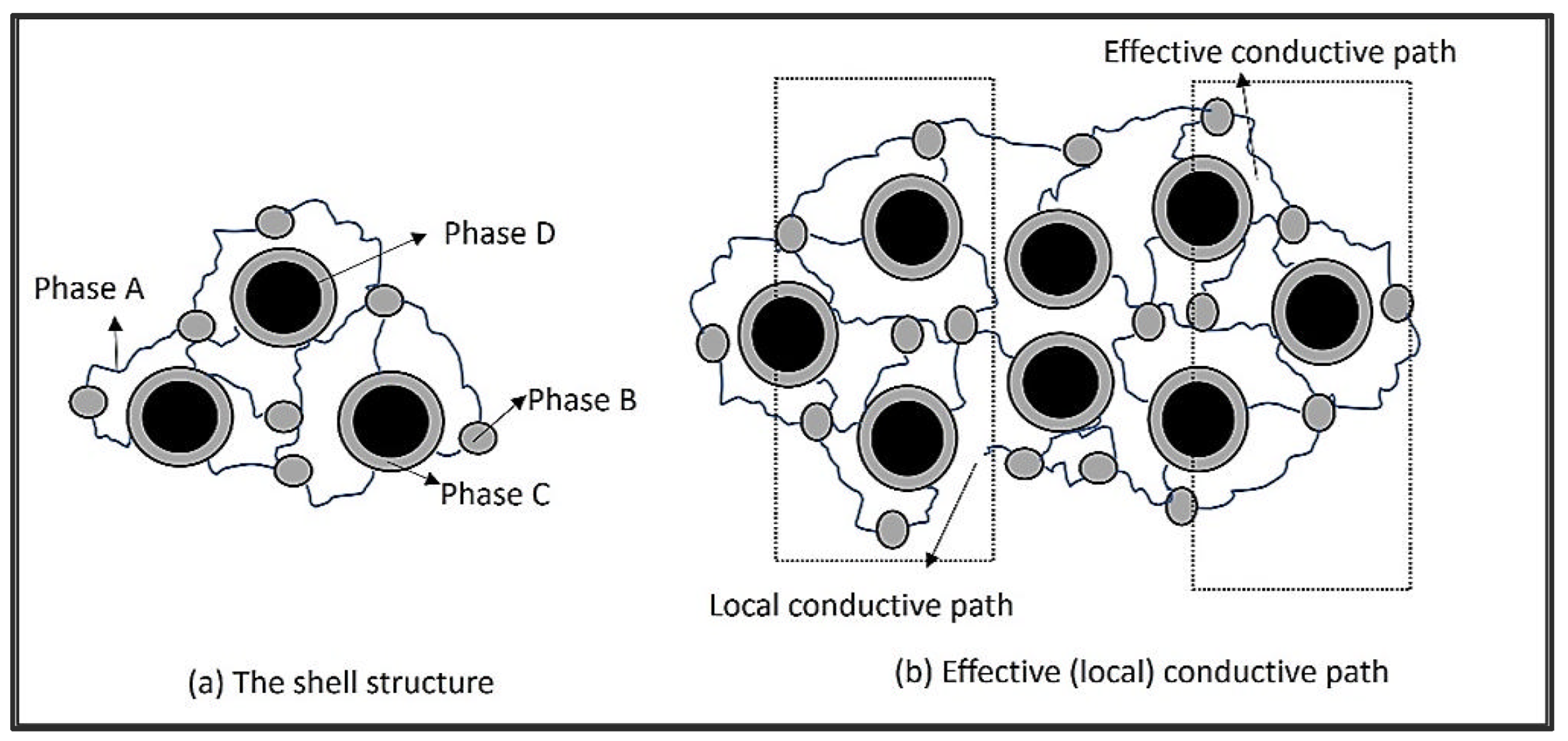
2.1. Piezoresistive Sensors
3. Materials and Methods
3.1. Inks and Substrates
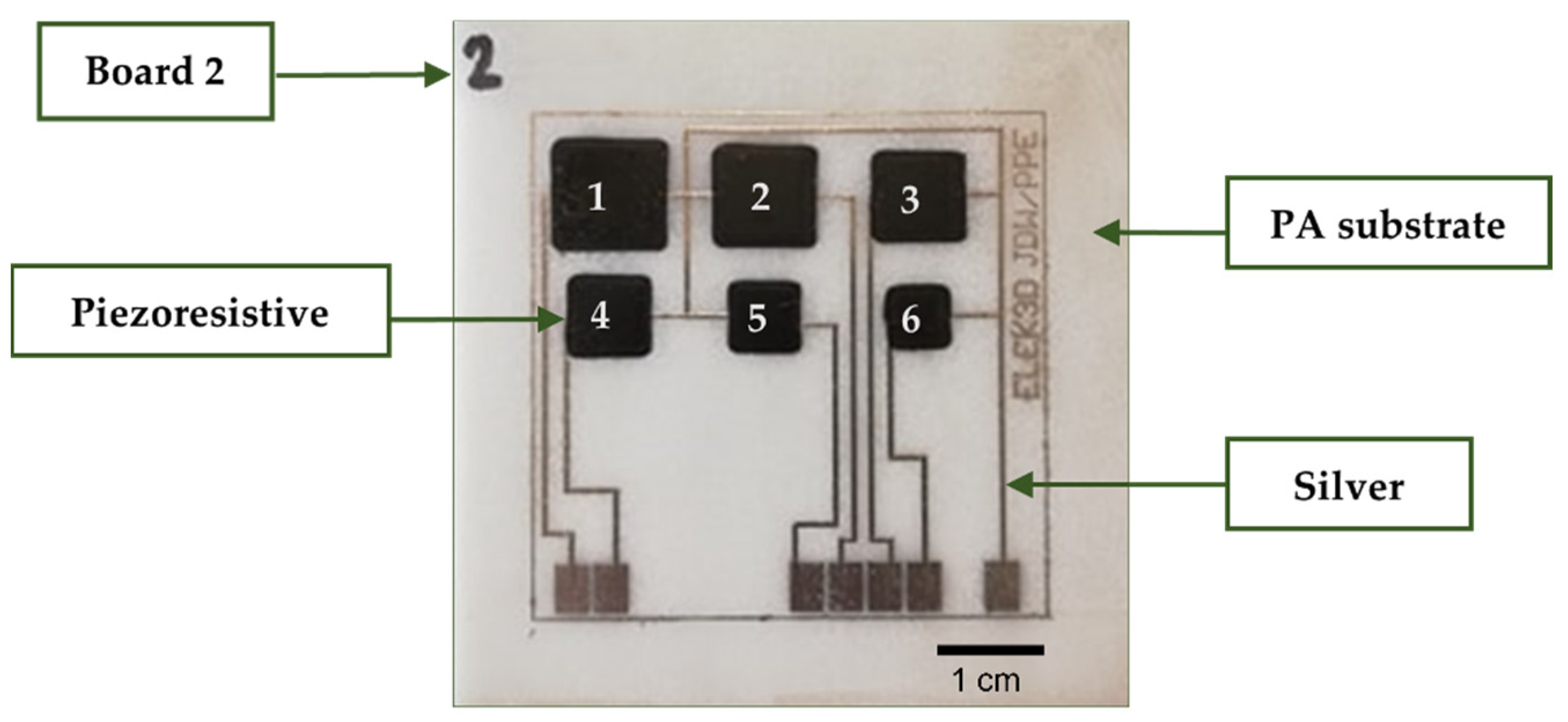
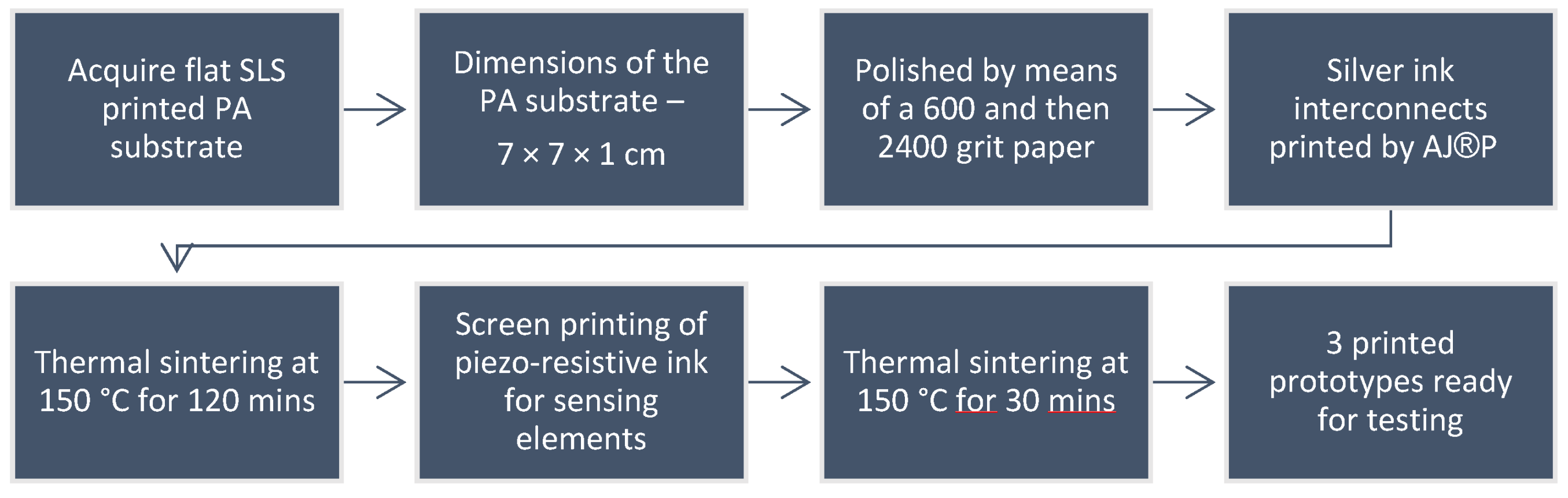
3.2. Sensor Design and Fabrication
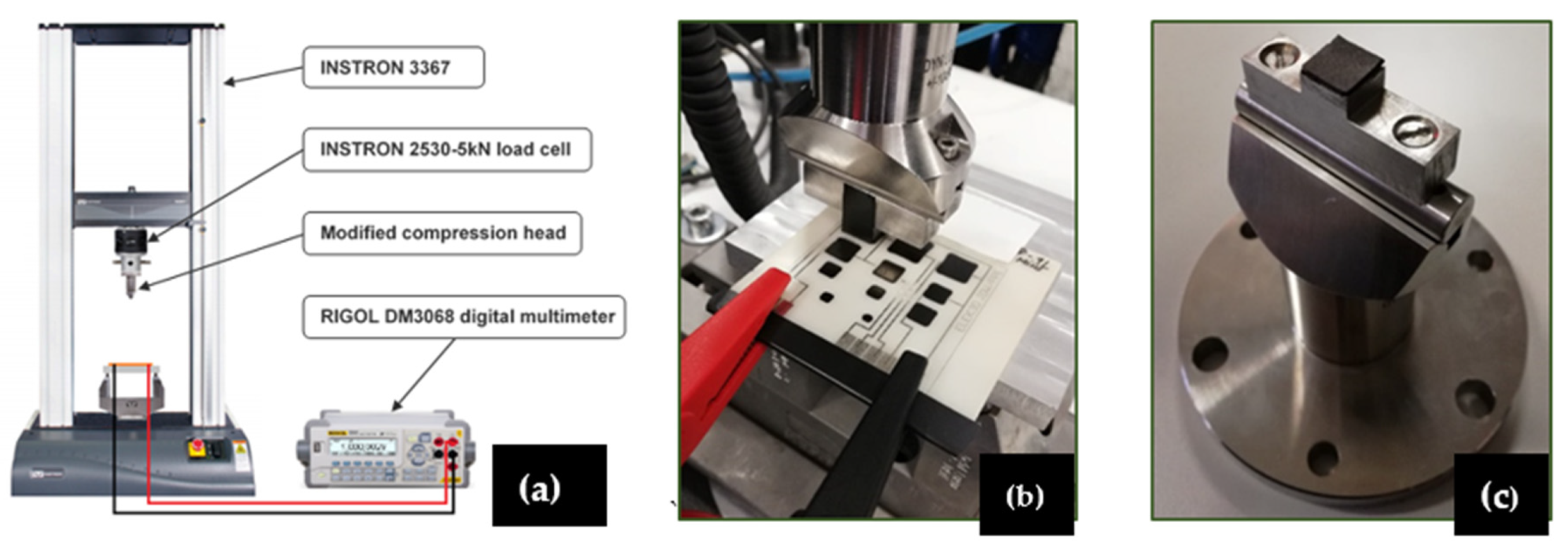
3.3. Sensor Testing
4. Results
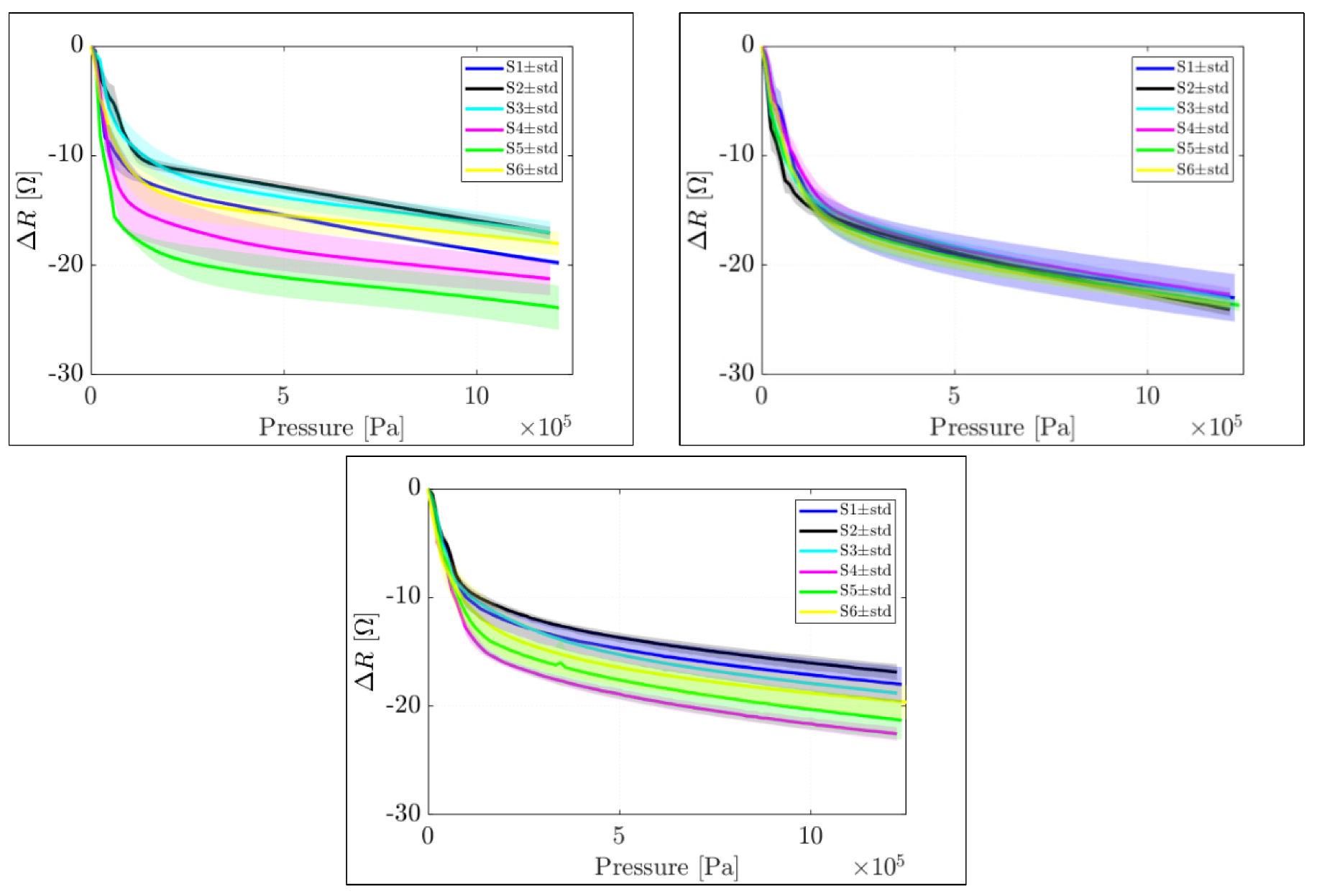
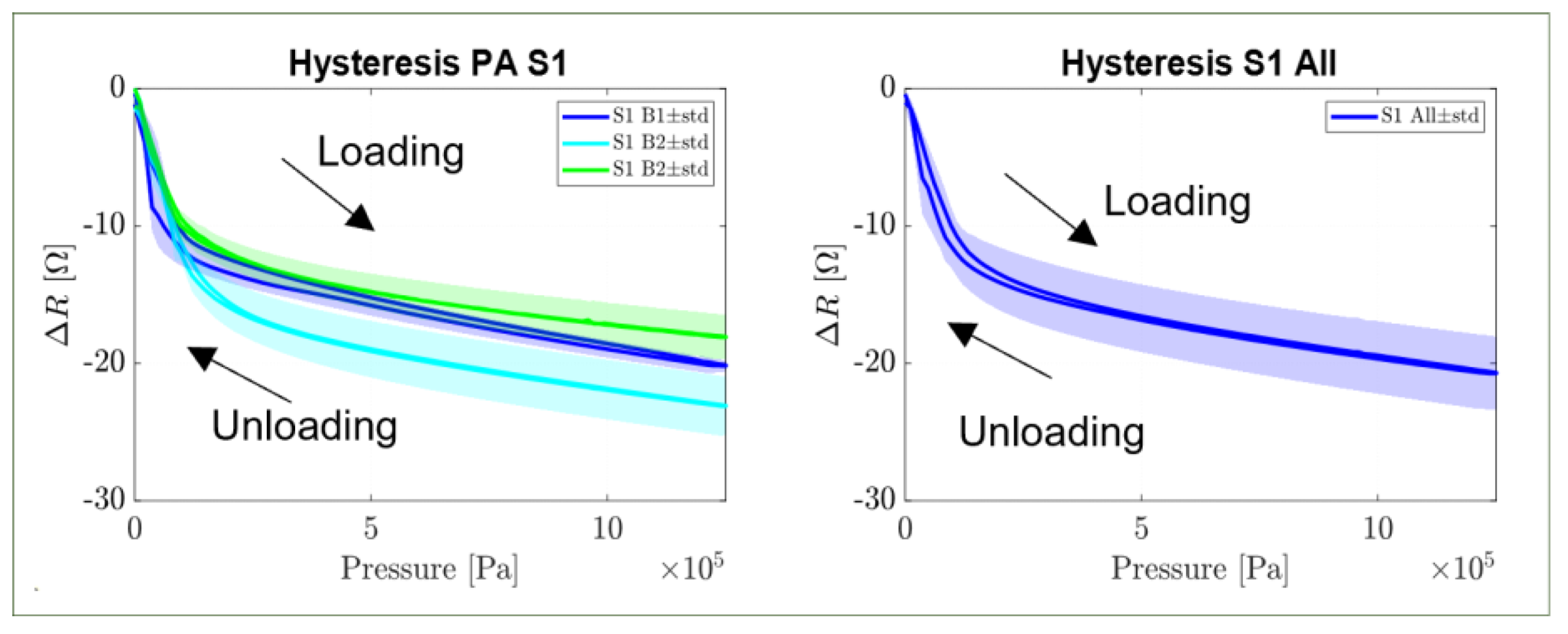
4.1. Ramping Load, Sensor Sensitivity, and Hysteresis
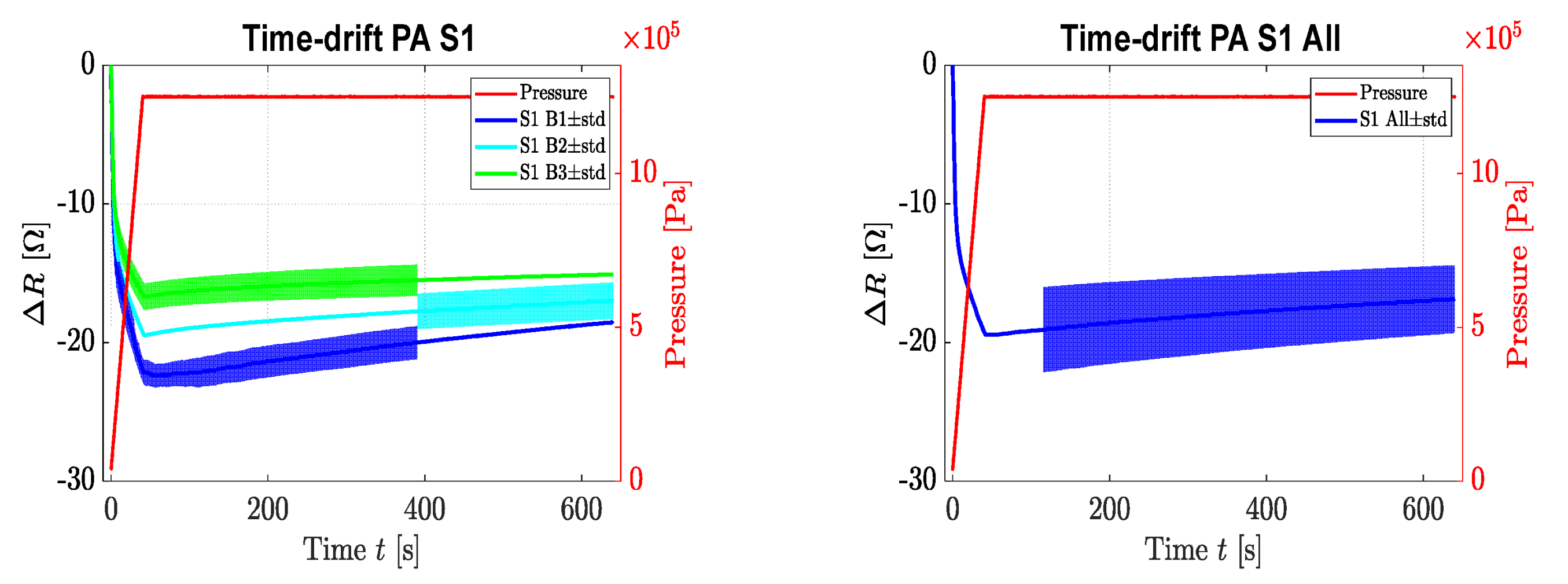
4.2. Time Drift Testing
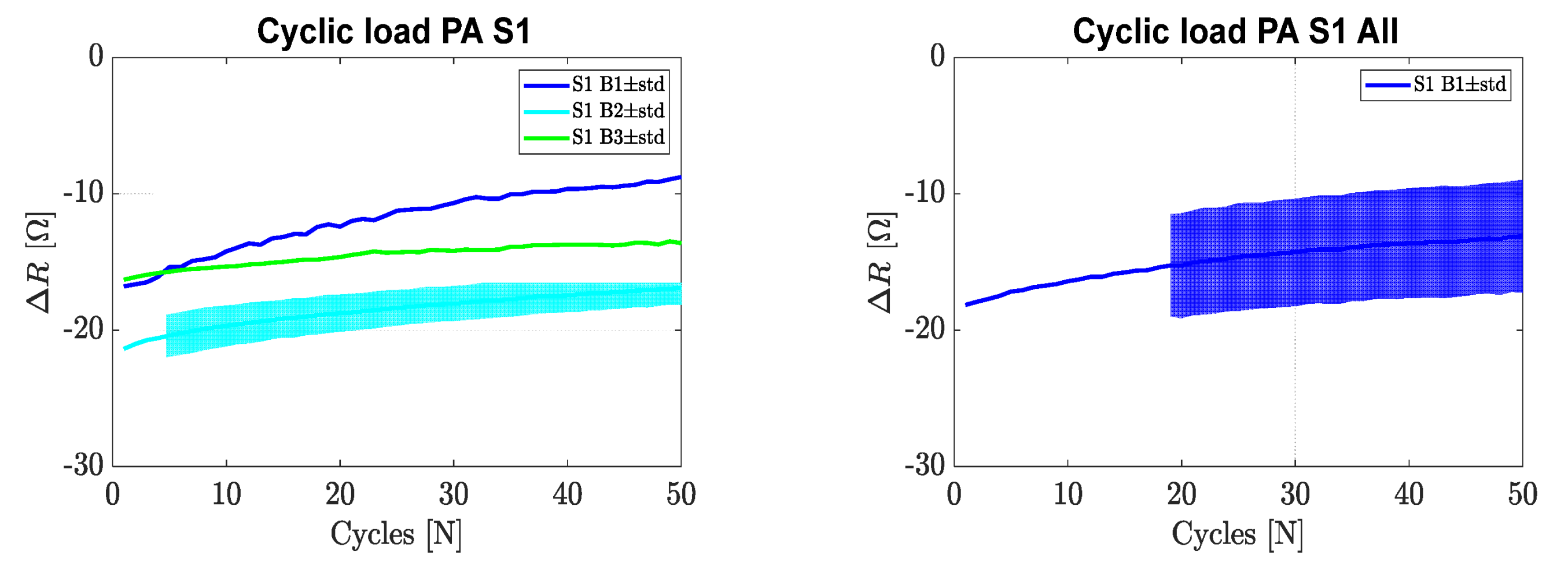
4.3. Cyclic Forces
5. Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cheng, M.; Zhu, G.; Zhang, F.; Tang, W.; Jianping, S.; Yang, J.; Zhu, L. An review of flexible force sensors for human health monitoring. J. Adv. Res. 2020, 26, 53–58. [Google Scholar] [CrossRef]
- Ni, Y.; Ji, R.; Long, K.; Bu, T.; Chen, K.; Zhuang, S. A review of 3D-printed sensors. Appl. Spectrosc. Rev. 2017, 52, 623–652. [Google Scholar] [CrossRef]
- Frutiger, A.; Muth, J.T.; Vogt, D.M.; Mengüç, Y.; Campo, A.; Valentine, A.D.; Walsh, C.J.; Lewis, J.A. Capacitive soft strain sensors via multicore–shell fiber printing. Adv. Mater. 2015, 27, 2440–2446. [Google Scholar] [CrossRef] [PubMed]
- Tseng, P.; Murray, C.; Kim, D.; Di Carlo, D. Research highlights: Printing the future of microfabrication. Lab Chip 2014, 14, 1491–1495. [Google Scholar] [CrossRef] [PubMed]
- Kasani, S.; Curtin, K.; Wu, N. A review of 2D and 3D plasmonic nanostructure array patterns: Fabrication, light management and sensing applications. Nanophotonics 2019, 8, 2065–2089. [Google Scholar] [CrossRef]
- Da Vià, C. 3D sensors and micro-fabricated detector systems. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2014, 765, 151–154. [Google Scholar] [CrossRef]
- Puers, R. Capacitive sensors: When and how to use them. Sens. Actuators A Phys. 1993, 37, 93–105. [Google Scholar] [CrossRef]
- O’Neill, P.F.; Ben Azouz, A.; Vázquez, M.; Liu, J.; Marczak, S.; Slouka, Z.; Chang, H.C.; Diamond, D.; Brabazon, D. Advances in three-dimensional rapid prototyping of microfluidic devices for biological applications. Biomicrofluidics 2014, 8, 52112. [Google Scholar] [CrossRef]
- Khan, Y.; Thielens, A.; Muin, S.; Ting, J.; Baumbauer, C.; Arias, A.C. A New Frontier of Printed Electronics: Flexible Hybrid Electronics. Adv. Mater. 2020, 32, 1905279. [Google Scholar] [CrossRef]
- Chang, J.S.; Facchetti, A.F.; Reuss, R. A Circuits and Systems Perspective of Organic/Printed Electronics: Review, Challenges, and Contemporary and Emerging Design Approaches. IEEE J. Emerg. Sel. Top. Circuits Syst. 2017, 7, 7–26. [Google Scholar] [CrossRef]
- Cruz, S.M.F.; Rocha, L.A.; Viana, J.C. Printing Technologies on Flexible Substrates for Printed Electronics. In Flexible Electronics; InTech: London, UK, 2018. [Google Scholar]
- Woo, S.J.; Kong, J.H.; Kim, D.G.; Kim, J.M. A thin all-elastomeric capacitive pressure sensor array based on micro-contact printed elastic conductors. J. Mater. Chem. C 2014, 2, 4415–4422. [Google Scholar] [CrossRef]
- Valle-Lopera, D.A.; Castaño-Franco, A.F.; Gallego-Londoño, J.; Hernández-Valdivieso, A.M. Test and fabrication of piezoresistive sensors for contact pressure measurement. Rev. Fac. Ing. 2017, 2017, 47–52. [Google Scholar] [CrossRef]
- Lu, S.; Cardenas, J.A.; Worsley, R.; Williams, N.X.; Andrews, J.B.; Casiraghi, C.; Franklin, A.D. Flexible, Print-in-Place 1D-2D Thin-Film Transistors Using Aerosol Jet Printing. ACS Nano 2019, 13, 11263–11272. [Google Scholar] [CrossRef]
- Machiels, J.; Verma, A.; Appeltans, R.; Buntinx, M.; Ferraris, E.; Deferme, W. Printed Electronics (PE) As An enabling Technology To Realize Flexible Mass Customized Smart Applications. Procedia CIRP 2021, 96, 115–120. [Google Scholar] [CrossRef]
- Kopola, P.; Zimmermann, B.; Filipovic, A.; Schleiermacher, H.F.; Greulich, J.; Rousu, S.; Hast, J.; Myllylä, R.; Würfel, U. Aerosol jet printed grid for ITO-free inverted organic solar cells. Sol. Energy Mater. Sol. Cells 2012, 107, 252–258. [Google Scholar] [CrossRef]
- Tait, J.G.; Witkowska, E.; Hirade, M.; Ke, T.H.; Malinowski, P.E.; Steudel, S.; Adachi, C.; Heremans, P. Uniform Aerosol Jet printed polymer lines with 30 μm width for 140 ppi resolution RGB organic light emitting diodes. Org. Electron. 2015, 22, 40–43. [Google Scholar] [CrossRef]
- Wilkinson, N.J.; Smith, M.A.A.; Kay, R.W.; Harris, R.A. A review of aerosol jet printing—A non-traditional hybrid process for micro-manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 4599–4619. [Google Scholar] [CrossRef]
- Secor, E.B. Principles of aerosol jet printing. Flex. Print. Electron. 2018, 3, 035002. [Google Scholar] [CrossRef]
- Seiti, M.; Ginestra, P.S.; Ferraro, R.M.; Giliani, S.; Vetrano, R.M.; Ceretti, E.; Ferraris, E. Aerosol Jet® Printing of Poly (3, 4-Ethylenedioxythiophene): Poly (Styrenesulfonate) onto Micropatterned Substrates for Neural Cells In Vitro Stimulation. Int. J. Bioprint. 2022, 8, 504. [Google Scholar] [CrossRef]
- Chietera, F.P.; Colella, R.; Verma, A.; Ferraris, E.; Corcione, C.E.; Moraila-Martinez, C.L.; Gerardo, D.; Acid, Y.H.; Rivadeneyra, A.; Catarinucci, L. Laser-Induced Graphene, Fused Filament Fabrication, and Aerosol Jet Printing for Realizing Conductive Elements of UHF RFID Antennas. IEEE J. Radio Freq. Identif. 2022, vol. 6, 601–609. [Google Scholar] [CrossRef]
- Machiels, J.; Appeltans, R.; Bauer, D.K.; Segers, E.; Henckens, Z.; Van Rompaey, W.; Adons, D.; Peeters, R.; Geiβler, M.; Kuehnoel, K. Screen Printed Antennas on Fiber-Based Substrates for Sustainable HF RFID Assisted E-Fulfilment Smart Packaging. Materials 2021, 14, 5500. [Google Scholar] [CrossRef] [PubMed]
- Striani, R.; Stasi, E.; Giuri, A.; Seiti, M.; Ferraris, E.; Esposito Corcione, C. Development of an Innovative and Green Method to Obtain Nanoparticles in Aqueous Solution from Carbon-Based Waste Ashes. Nanomaterials 2021, 11, 577. [Google Scholar] [CrossRef] [PubMed]
- Seiti, M.; Ginestra, P.S.; Verma, A.; Ceretti, E.; Ferraris, E. Aerosol Jet® Printing on stereolithography resin substrates for in-vitro dual bioreactor sensing. Procedia CIRP 2022, 110, 174–179. [Google Scholar] [CrossRef]
- Borghetti, M.; Cantù, E.; Ponzoni, A.; Sardini, E.; Serpelloni, M. Aerosol Jet Printed and Photonic Cured Paper-Based Ammonia Sensor for Food Smart Packaging. IEEE Trans. Instrum. Meas. 2022, 71, 1–10. [Google Scholar] [CrossRef]
- Gibney, R.; Patterson, J.; Ferraris, E. High-Resolution Bioprinting of Recombinant Human Collagen Type III. Polymers 2021, 13, 2973. [Google Scholar] [CrossRef]
- Gibney, R.; Ferraris, E. Bioprinting of collagen type I and II via aerosol jet printing for the replication of dense collagenous tissues. Front. Bioeng. Biotechnol. 2021, 1068. [Google Scholar] [CrossRef]
- Ahmad, J.; Andersson, H.; Sidén, J. Screen-Printed Piezoresistive Sensors for Monitoring Pressure Distribution in Wheelchair. IEEE Sens. J. 2019, 19, 2055–2063. [Google Scholar] [CrossRef]
- Narakathu, B.B.; Eshkeiti, A.; Reddy, A.S.G.; Rebros, M.; Rebrosova, E.; Joyce, M.K.; Bazuin, B.J.; Atashbar, M.Z. A novel fully printed and flexible capacitive pressure sensor. In Proceedings of the Sensors, 2012 IEEE, Taipei, Taiwan, 28–31 October 2012; pp. 1–4. [Google Scholar] [CrossRef]
- Tiwana, M.I.; Redmond, S.J.; Lovell, N.H. A review of tactile sensing technologies with applications in biomedical engineering. Sens. Actuators A Phys. 2012, 179, 17–31. [Google Scholar] [CrossRef]
- Duan, Y.; He, S.; Wu, J.; Su, B.; Wang, Y. Recent Progress in Flexible Pressure Sensor Arrays. Nanomaterials 2022, 12, 2495. [Google Scholar] [CrossRef]
- Polzinger, B.; Keck, J.; Matic, V.; Eberhardt, W.; Kück, H. D4.1-Inkjet and Aerosol Jet® Printed Sensors on 2D and 3D Substrates. AMA Conf. 2020, 566–569. [Google Scholar] [CrossRef]
- Rajala, S.; Schouten, M.; Krijnen, G.; Tuukkanen, S. High Bending-Mode Sensitivity of Printed Piezoelectric Poly(vinylidenefluoride- co-trifluoroethylene) Sensors. ACS Omega 2018, 3, 8067–8073. [Google Scholar] [CrossRef]
- Ramalingame, R.; Hu, Z.; Gerlach, C.; Rajendran, D.; Zubkova, T.; Baumann, R.; Kanoun, O. Flexible piezoresistive sensor matrix based on a carbon nanotube PDMS composite for dynamic pressure distribution measurement. J. Sens. Sens. Syst. 2019, 8, 1–7. [Google Scholar] [CrossRef]
- Wang, L.; Ding, T.; Wang, P. Thin flexible pressure sensor array based on carbon black/silicone rubber nanocomposite. IEEE Sens. J. 2009, 9, 1130–1135. [Google Scholar] [CrossRef]
- Park, S.; Kim, H.; Vosgueritchian, M.; Cheon, S.; Kim, H.; Koo, J.H.; Kim, T.R.; Lee, S.; Schwartz, G.; Chang, H.; et al. Stretchable Energy-Harvesting Tactile Electronic Skin Capable of Differentiating Multiple Mechanical Stimuli Modes. Adv. Mater. 2014, 26, 7324–7332. [Google Scholar] [CrossRef]
- Zhu, Y.J. Mechanical Modification of Elastomers–Filler Reinforcement and Blending; Beijing Science and Technology Press: Beijing, China, 1992; pp. 59–61. [Google Scholar]
- Kalantari, M.; Dargahi, J.; Kövecses, J.; Mardasi, M.G.; Nouri, S. A new approach for modeling piezoresistive force sensors based on semiconductive polymer composites. IEEE/ASME Trans. Mechatron. 2011, 17, 572–581. [Google Scholar] [CrossRef]
- Ruschau, G.R.; Yoshikawa, S.; Newnham, R.E. Resistivities of conductive composites. J. Appl. Phys. 1992, 72, 953–959. [Google Scholar] [CrossRef]
- Baranowski, P.; Janiszewski, J.; Małachowski, J. Tire rubber testing procedure over a wide range of strain rates. J. Theor. Appl. Mech. 2017, 55, 727–739. [Google Scholar] [CrossRef]
- Niemczura, J.G. On the Response of Rubbers at High Strain Rates; The University of Texas at Austin: Austin, TX, USA, 2009; ISBN 1109571828. [Google Scholar]
- Tang, Z.; Jia, S.; Zhou, C.; Li, B. 3D Printing of Highly Sensitive and Large-Measurement-Range Flexible Pressure Sensors with a Positive Piezoresistive Effect. ACS Appl. Mater. Interfaces 2020, 12, 28669–28680. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Working Principle | Materials Used | Production Method | Working Range | Ref. |
|---|---|---|---|---|
| Capacitive | Conductive: Silver Sensing: Polymer ink Top Layer: UV cured insulator Substrate: PBT | Inkjet Aerosol Jet | Polzinger [32] | |
| Piezoelectric | Conductive: Silver Sensing: PVDF-TrFE Top layer: Silver Substrate: PET | Screen | Normal mode: 2pC/N Bend mode: 200 nC/N | Rajala [33] |
| Piezoresistive | Conductive: Silver Sensing: PDMS + MWCNTs Substrate: Kapton | Inkjet | Range: 2.5 to 640 kPa | Ramalingame [34] |
| Piezoresistive | Conductive: Silver Sensing: Carbon black Substrate: PET | Screen | Range: 1 to 100 N | Ahmad [28] |
| Piezoresistive | Conductive: Sensing: Carbon+ silicon | Range: 0–1 MPa | Wang [35] | |
| Capacitive | PDMS, SWCNT, Air Gap | Spray coating. Mould | Sensitivity: 0.7 KPa−1 (for p < 1 kPa) | Park [36] |
| Name | Metalon® JS A221E | Carbon EMS CI 2050 |
|---|---|---|
| Deposition technique | Ultrasonic AJ®P | Screen printing |
| Type | Conductive silver ink | Piezoresistive carbon ink |
| Solid content | 40–60 wt% Ag | 31 wt% Carbon |
| Other content | 3–10 wt% 2,2-oxybisethanol 2–10 wt% isopropyl alcohol | Trade Secret |
| Dynamic viscosity | 10–20 mPas | 2500 mPas |
| Average particle size | 35 nm | <5 µm |
| Cure temperature and time | 150 °C for 120 min | 150 °C for 30 min |
| Parameter | Value |
|---|---|
| Atomizer gas flow | 65 sccm |
| Sheath gas flow | 45 sccm |
| Print speed | 7 mm/s |
| Table temperature | 23 °C |
| Number of layers | 7 |
| Ramping Force | Cyclic Force | Constant Force | |
|---|---|---|---|
| Tested sensor (S) | S1–S6 | S1 | S1 |
| Min force (N) | 0 | 0 | 0 |
| Max force (N) | 125 | 125 | 125 |
| Pressure range (Mpa) | 1.25 | 1.25 | 1.25 |
| Load rate (N/s) | 3 | 10 | - |
| Pressure rate (Kpa/s) | 30 | 100 | - |
| # cycles (/) | / | 50 | / |
| Holding time (min) | / | / | 10 |
| Repetitions | 3 | 3 | 3 |
| # | Board 1 | Board 2 | Board 3 | Mean +/− STD (Ω/MPa) | ||||
|---|---|---|---|---|---|---|---|---|
| HSR | LSR | HSR | LSR | HSR | LSR | HSR | LSR | |
| 1 | 94.99 | 7.04 | 95.44 | 7.67 | 83.50 | 6.46 | 91.31 ± 5.52 | 7.05 ± 0.49 |
| 2 | 83.96 | 7.21 | 119.49 | 8.45 | 86.29 | 6.62 | 96.58 ± 16.22 | 7.42 ± 0.76 |
| 3 | 102.22 | 8.54 | 104.68 | 8.18 | 117.82 | 9.07 | 108.25 ± 6.84 | 8.59 ± 0.36 |
| 4 | 134.68 | 6.17 | 94.70 | 8.46 | 123.27 | 8.35 | 117.55 ± 16.81 | 7.66 ± 1.05 |
| 5 | 126.24 | 6.26 | 105.12 | 8.24 | 116.64 | 8.93 | 116.00 ± 8.63 | 7.81 ± 1.13 |
| 6 | 118.82 | 6.46 | 98.12 | 7.39 | 116.41 | 8.13 | 111.11 ± 9.24 | 7.32 ± 0.68 |
| Mean +/− STD (Ω/MPa) | 110.15 ± 19.56 | 6.95 ± 0.88 | 102.92 ± 9.26 | 8.07 ± 0.43 | 107.32 ± 17.57 | 7.93 ± 1.12 | 106.79 ± 15.46 | 7.65 ± 0.81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Verma, A.; Goos, R.; Weerdt, J.D.; Pelgrims, P.; Ferraris, E. Design, Fabrication, and Testing of a Fully 3D-Printed Pressure Sensor Using a Hybrid Printing Approach. Sensors 2022, 22, 7531. https://doi.org/10.3390/s22197531
Verma A, Goos R, Weerdt JD, Pelgrims P, Ferraris E. Design, Fabrication, and Testing of a Fully 3D-Printed Pressure Sensor Using a Hybrid Printing Approach. Sensors. 2022; 22(19):7531. https://doi.org/10.3390/s22197531
Chicago/Turabian StyleVerma, Akash, Ruben Goos, Jurre De Weerdt, Patrick Pelgrims, and Eleonora Ferraris. 2022. "Design, Fabrication, and Testing of a Fully 3D-Printed Pressure Sensor Using a Hybrid Printing Approach" Sensors 22, no. 19: 7531. https://doi.org/10.3390/s22197531
APA StyleVerma, A., Goos, R., Weerdt, J. D., Pelgrims, P., & Ferraris, E. (2022). Design, Fabrication, and Testing of a Fully 3D-Printed Pressure Sensor Using a Hybrid Printing Approach. Sensors, 22(19), 7531. https://doi.org/10.3390/s22197531