
Digital Twin-Driven Rear Axle Assembly Torque Prediction and Online Control


Abstract
:1. Introduction
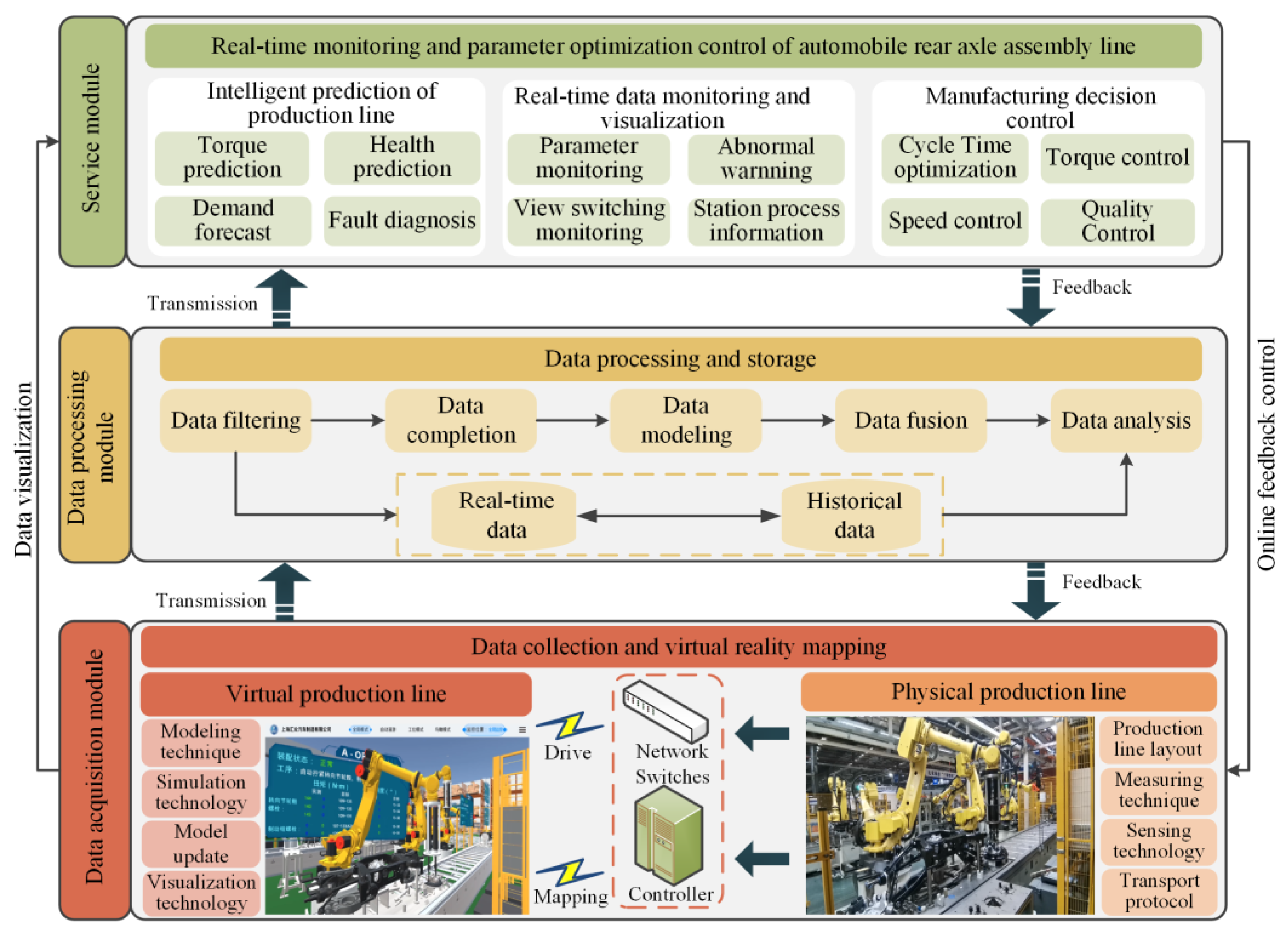
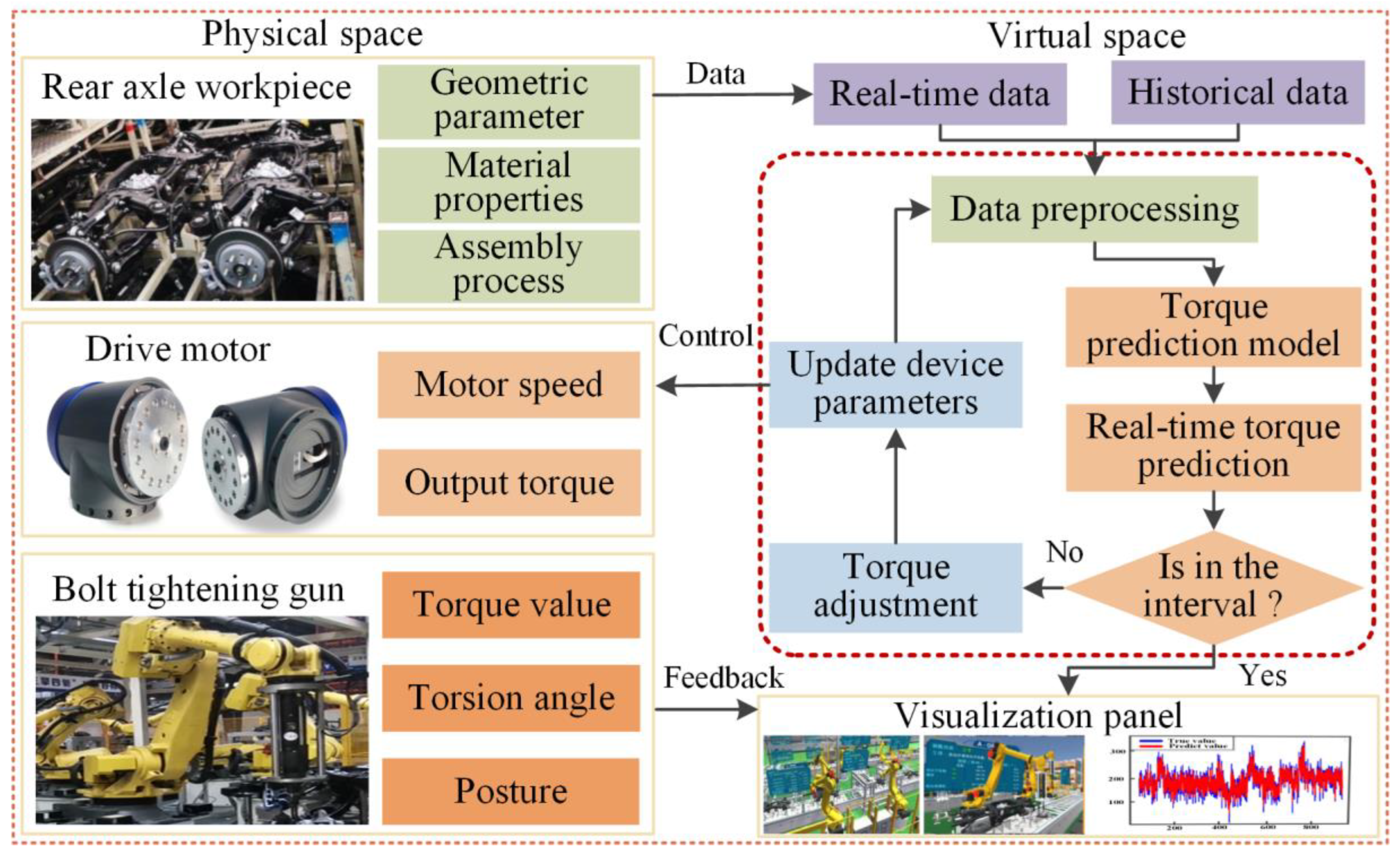
2. Overall System Architecture
- Data acquisition module: This module acquires the real-time data of the physical rear axle assembly line. The collected data includes: status data, torsion angle, torque data, etc.
- Data processing module: This module realizes the function of data filtering, data modeling, data fusion, data analysis, and data storage. The collected data will be processed to reduce data redundancy and ensure validity. Then, the data was stored in a structured way after data analysis and fusion to make system development convenient.
- Service module: The specific aspects of application services based on digital twin are as follows: (i) equipment state supervising and visualization of the assembly process, (ii) assembly torque prediction, and (iii) feedback control of the assembly process. Firstly, virtual model of the assembly line was established, and the virtual assembly line was driven by the real-time data, so the supervising of assembly parameters and visualization of the assembly process were realized. Then, a torque prediction algorithm model was proposed by analyzing the data of the assembly line to provide intelligent decision-making for the assembly line. Finally, the control command is generated to realize the online control of assembly torque.
3. Build Digital Twin Rear Axle Assembly Line Model
3.1. Twin Element Modeling
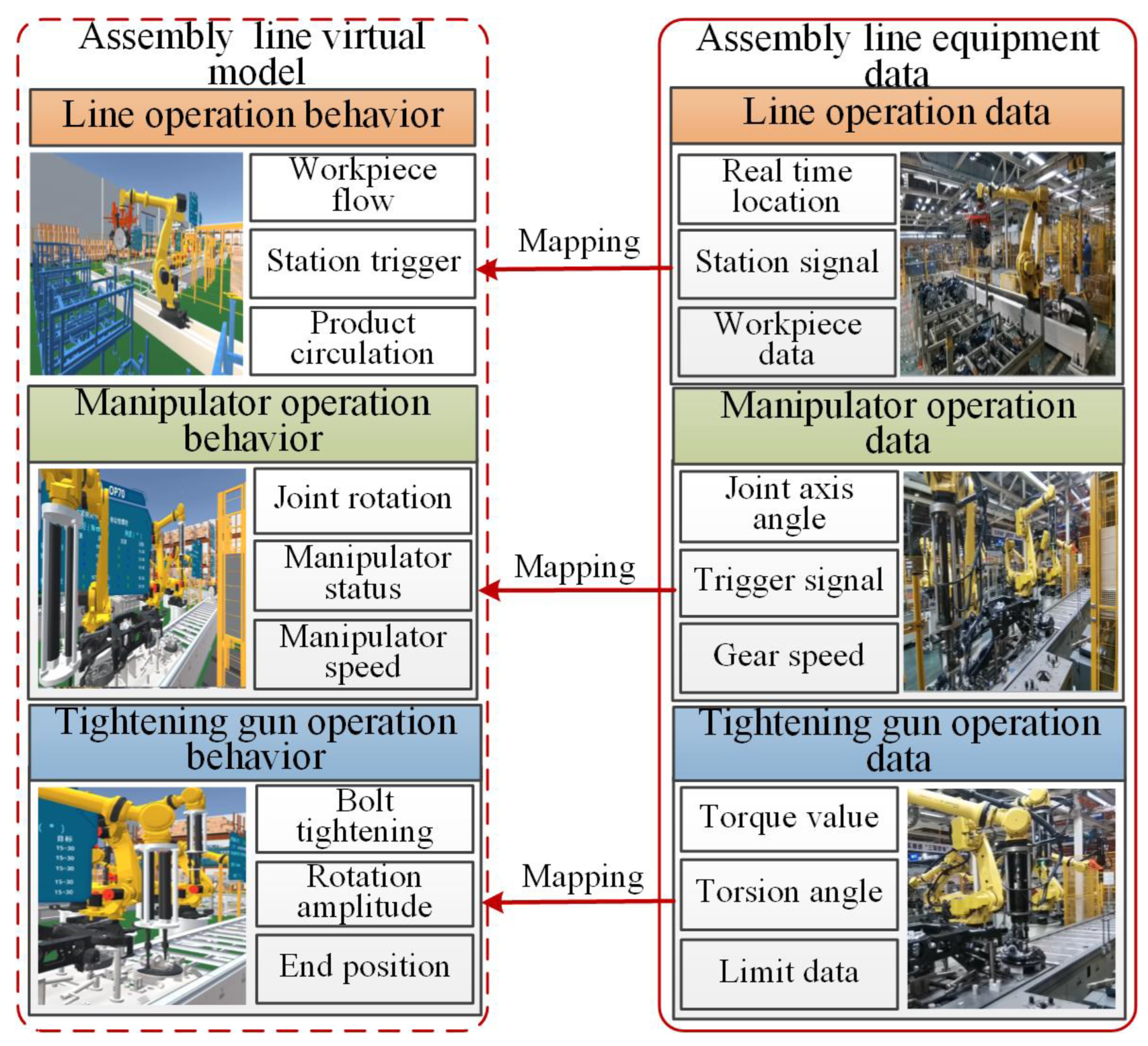
- Products twin modelingAt different stages of the process, different models of products correspond to different parts, accompanied by order, quality, coding, and other full-lifecycle information, which can be stored in the virtual label of each product in the digital space using data interfaces, and at the same time drive the evolution of the product’s component composition according to its process information.
- Equipment twin modelingFor the purpose of realizing the mapping of the twin model to the physical entity, the equipment model must be ensured that the three-dimensional size information and behavior rules are highly consistent with the physical entity. The twin model needs to establish a virtual–real communication transmission interface to obtain real-time data from the device, and define relevant virtual behavior rules to realize data-driven model behavior.
- The twin modeling of assembly line environmentThe twin modeling of production environment mainly includes the field lighting of assembly line, the main production equipment material, texture, mapping, auxiliary equipment construction, factory building, etc., rendering the real production environment to improve the visual fidelity of twin model. In addition, the environmental temperature, humidity, and other data collected by the sensors need to be applied to the virtual scene to ensure high consistency between virtual and reality.
3.2. Virtual–Real Mapping
3.3. Virtual–Real Interaction
4. Torque Prediction Model Based on GWO-VMD-LSTM
4.1. Variational Modal Decomposition
- Initialize ;
- n = n + 1, performing the whole cycle;
- k = k + 1, until k = K, for all ω ≥ 0, λn + 1, uk, and ωk are updated by Equations (3)–(5);
- Steps 2 and 3 of the cycle, when the Equation (6) is satisfied, the cycle ends.
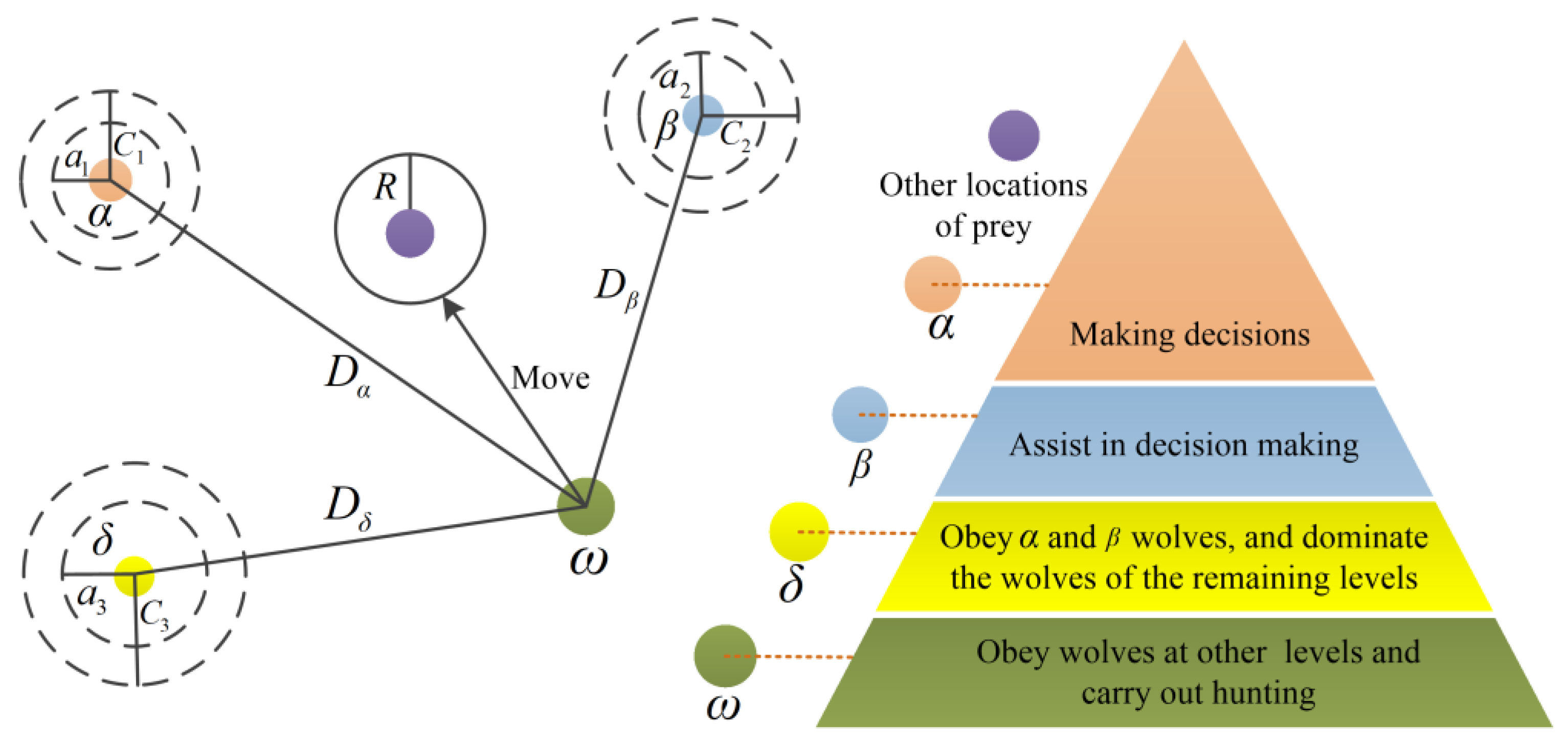
4.2. Gray Wolf Optimization Algorithm
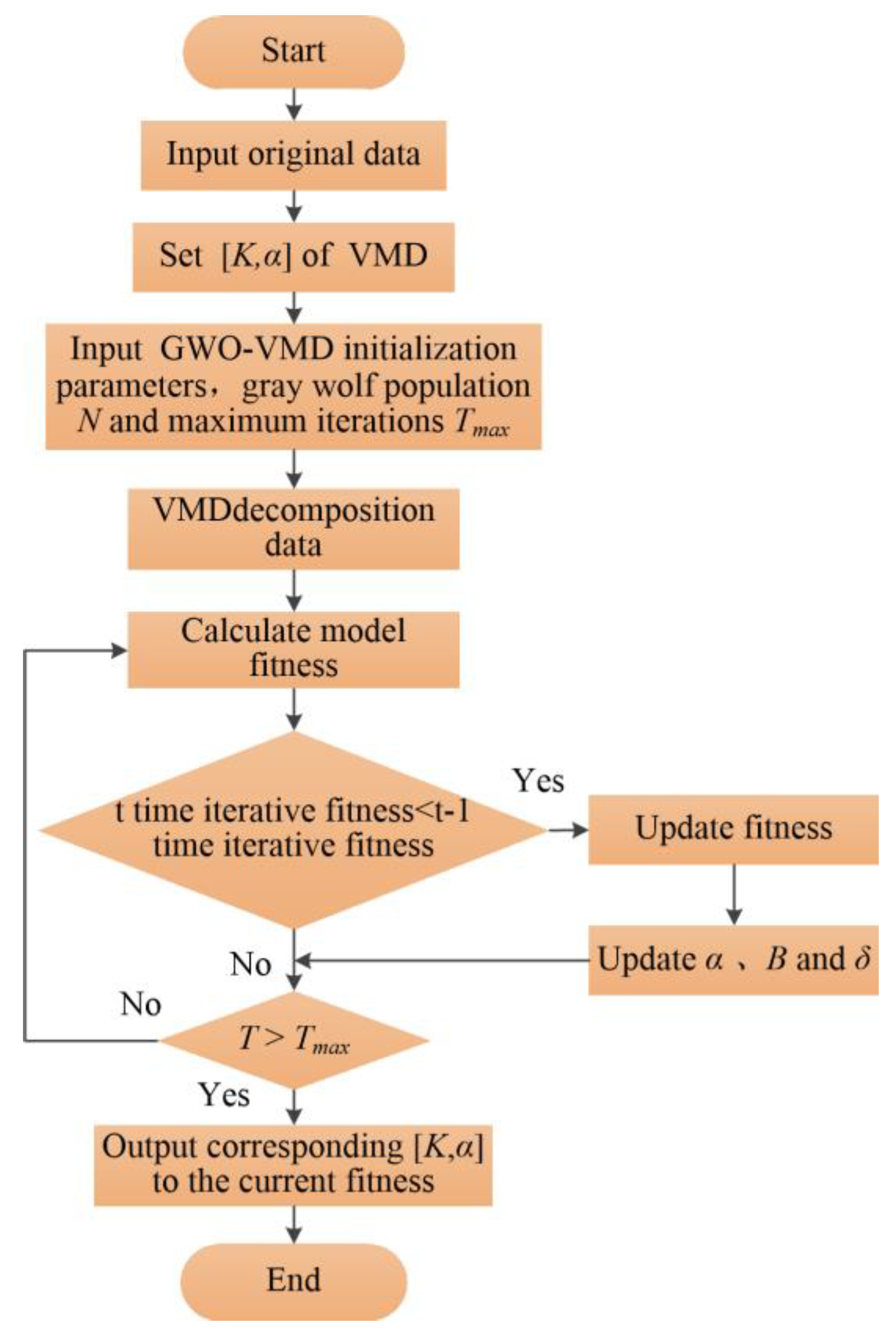
4.3. GWO Optimized VMD Decomposition Method
- Phase space reconstruction
- 2.
- The reconstructed vector ascending order arrangement
- 3.
- Reconstructing the vector Xj into a sequence of symbols
- 4.
- Calculate the permutation entropy
- 5.
- Selection and calculation of fitness function
- Input the original time series signal xt, initialize the gray wolf population as N, and the maximum iterations is Tmax. Set the value range of VMD parameter pair (K, α);
- The original time series xt is decomposed by VMD using initialized K and α, and the fitness value fitmv of all subsequences is calculated according to Equation (13), and retained as the current minimum fitness value;
- fitmvt of the current iteration is compared with the optimal fitness value fitmvbest of the previous iteration. If fitmvt < fitmvbest, then the current optimal fitness fitmvbest = fitmvt;
- Update the position of Wolf α, β and δ;
- Cycle iteration step 3 and step 4, until Tmax is reached, then the minimum fitness value of GWO and the optimal parameters (K, α) are obtained, and the VMD parameter optimization process is completed.
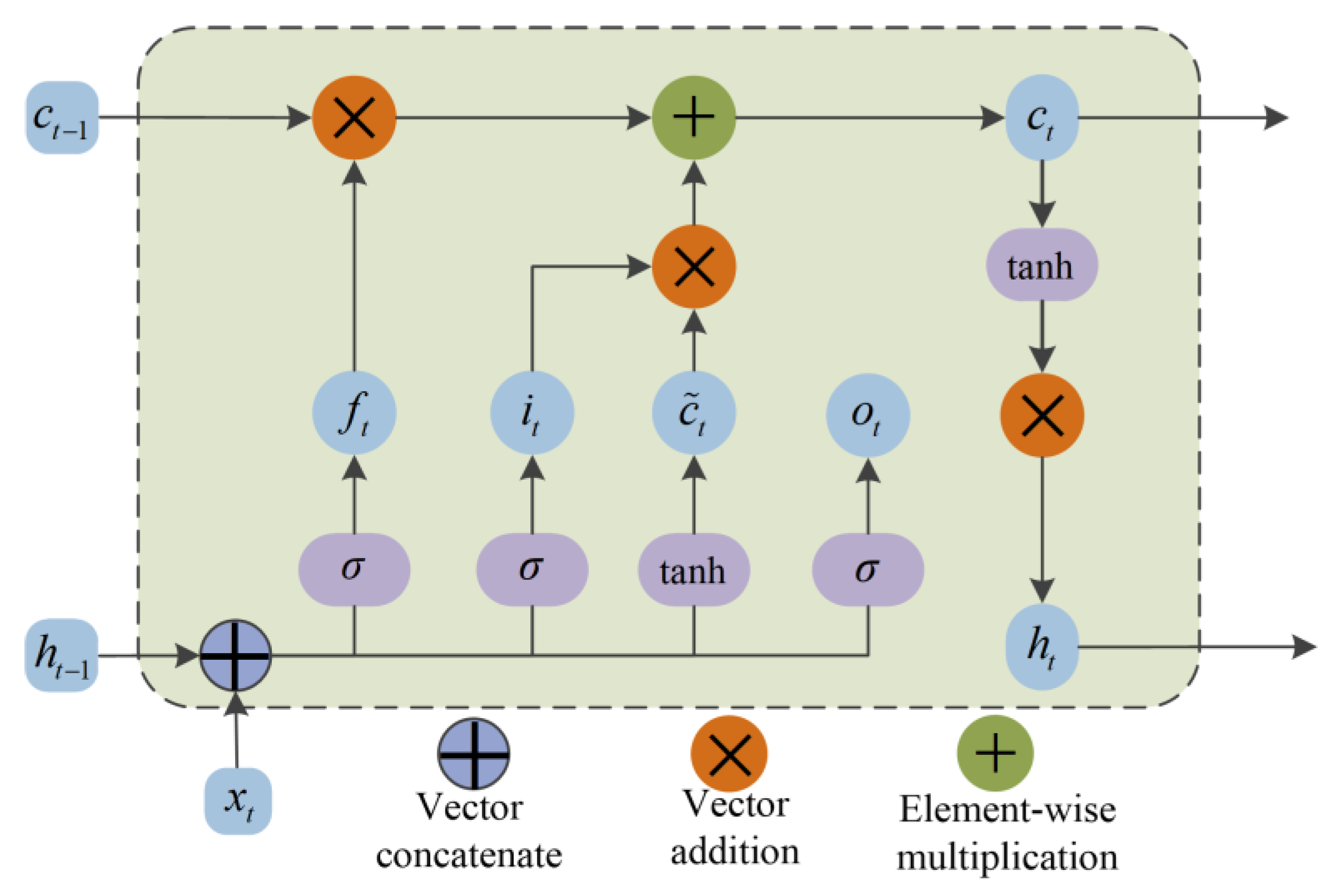
4.4. Long Short-Term Memory Network
- Forget gate
- 2.
- Input gate
- 3.
- Output gate
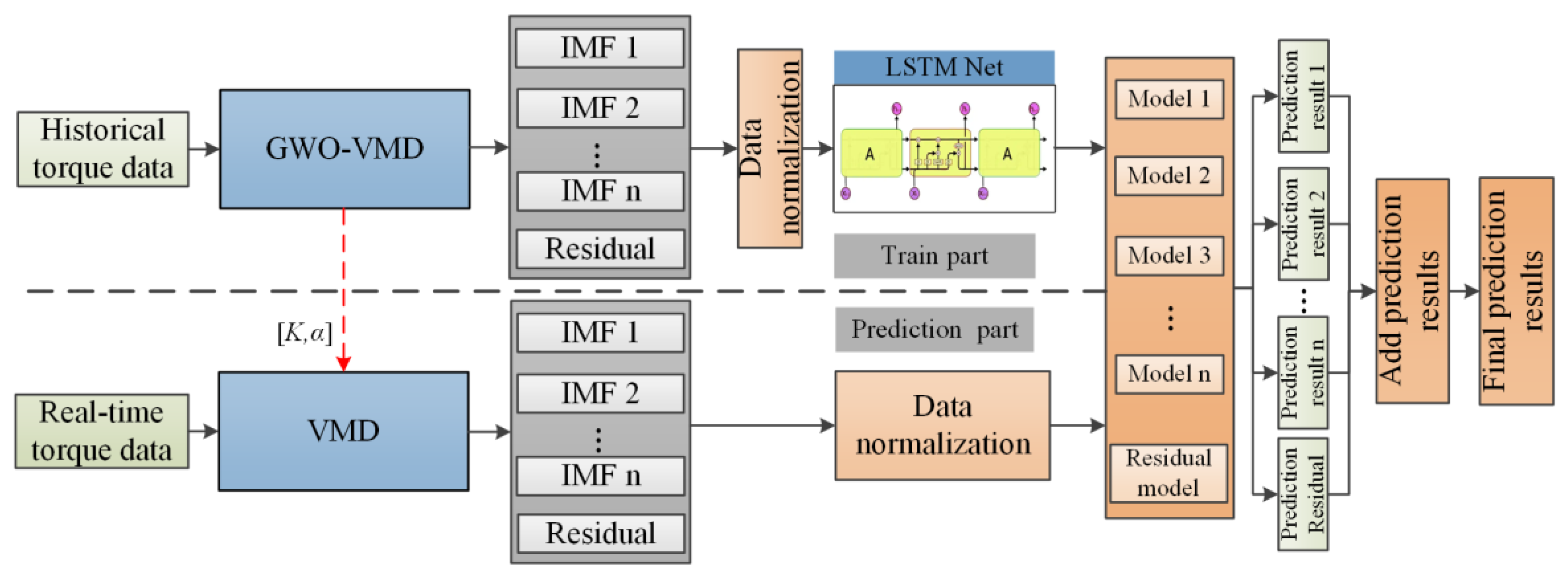
4.5. Proposed GWO-VMD-LSTM Torque Prediction Model
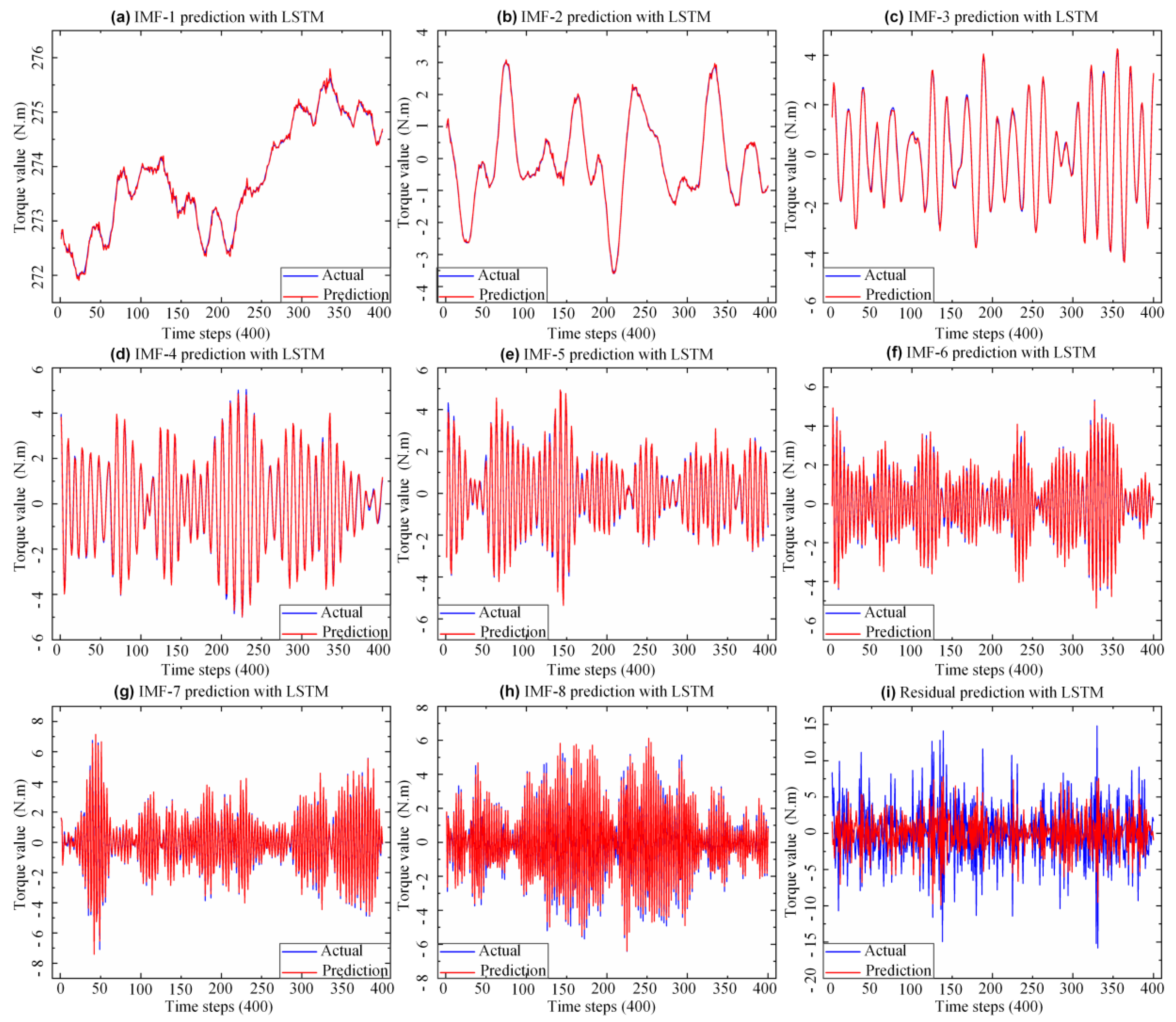
- GWO-VMD modal decomposition. The GWO-VMD method is used to perform the modal decomposition of the original sequence of assembly torque to obtain k subsequences (IMF1,…, IMFK) as well as the residual term res;
- The kth sequence {xk1, xk2,…, xkn} is selected, where xkt is the sequence value at the moment t of the k sequence, t = 1, 2, …, n;
- To reconstruct the input–output sample pair for the kth sequence, set the sequence {xkt} obtained from step 2 to the initial embedding dimension m. Perform phase space reconstruction to establish the mapping f: Rm→R, = f(xk(t − (m − 1)),…, xk(t − 1), xkt). The specific input–output sample pair is:
- 4.
- The LSTM prediction model is established for each subsequence and item, and the sample pairs obtained in step 3 are trained as training sets and test sets to obtain the prediction model;
- 5.
- Prediction. The trained subsequence IMFs and res prediction models are used to predict;
- 6.
- Summation of prediction results. The predicted value of the original sequence is obtained by summing the prediction results of each subsequence and the residual term.
5. Experimental Results and Comparative Analysis
5.1. Data Preparation and Development Environment
5.2. Evaluation Index
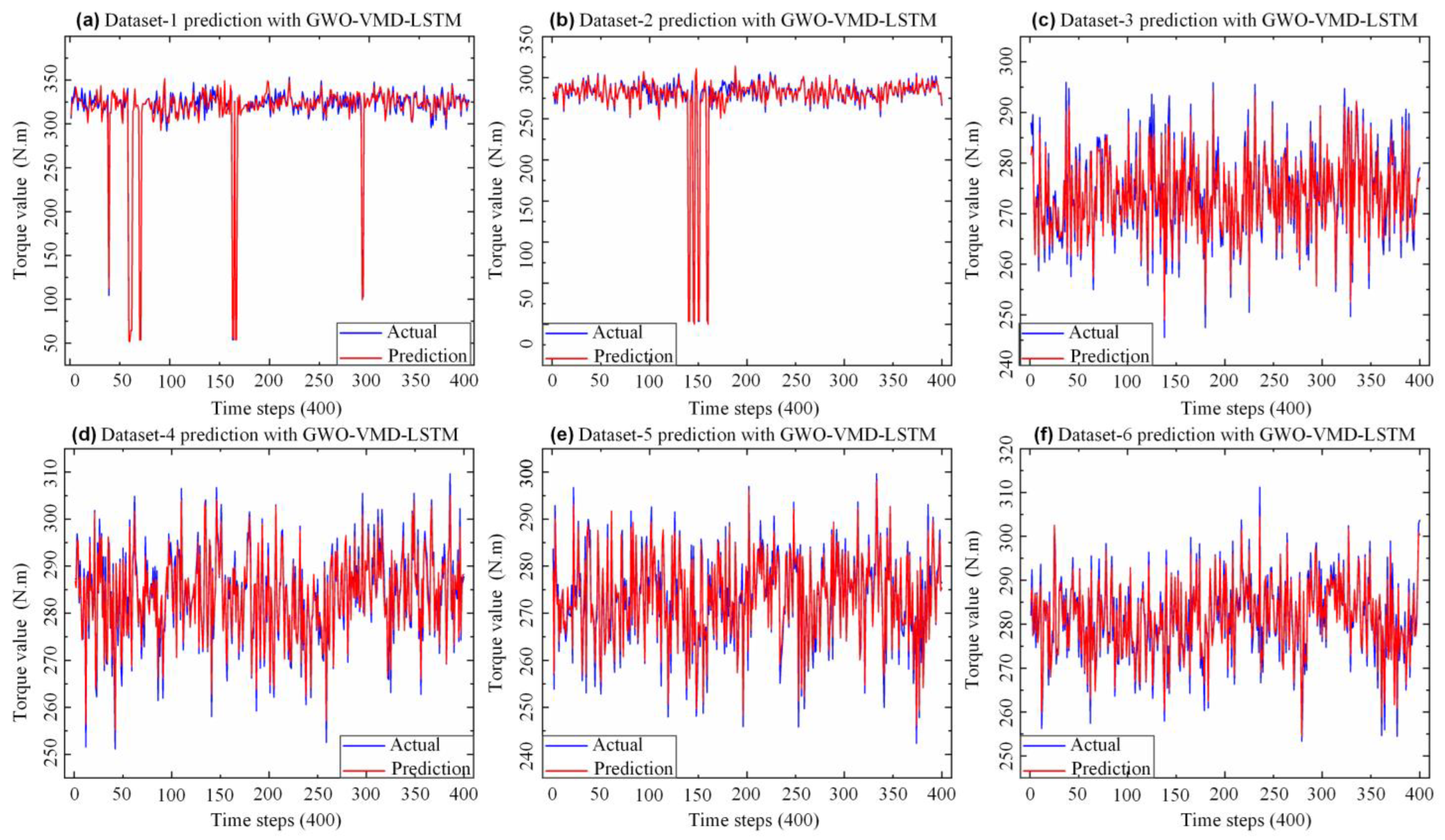
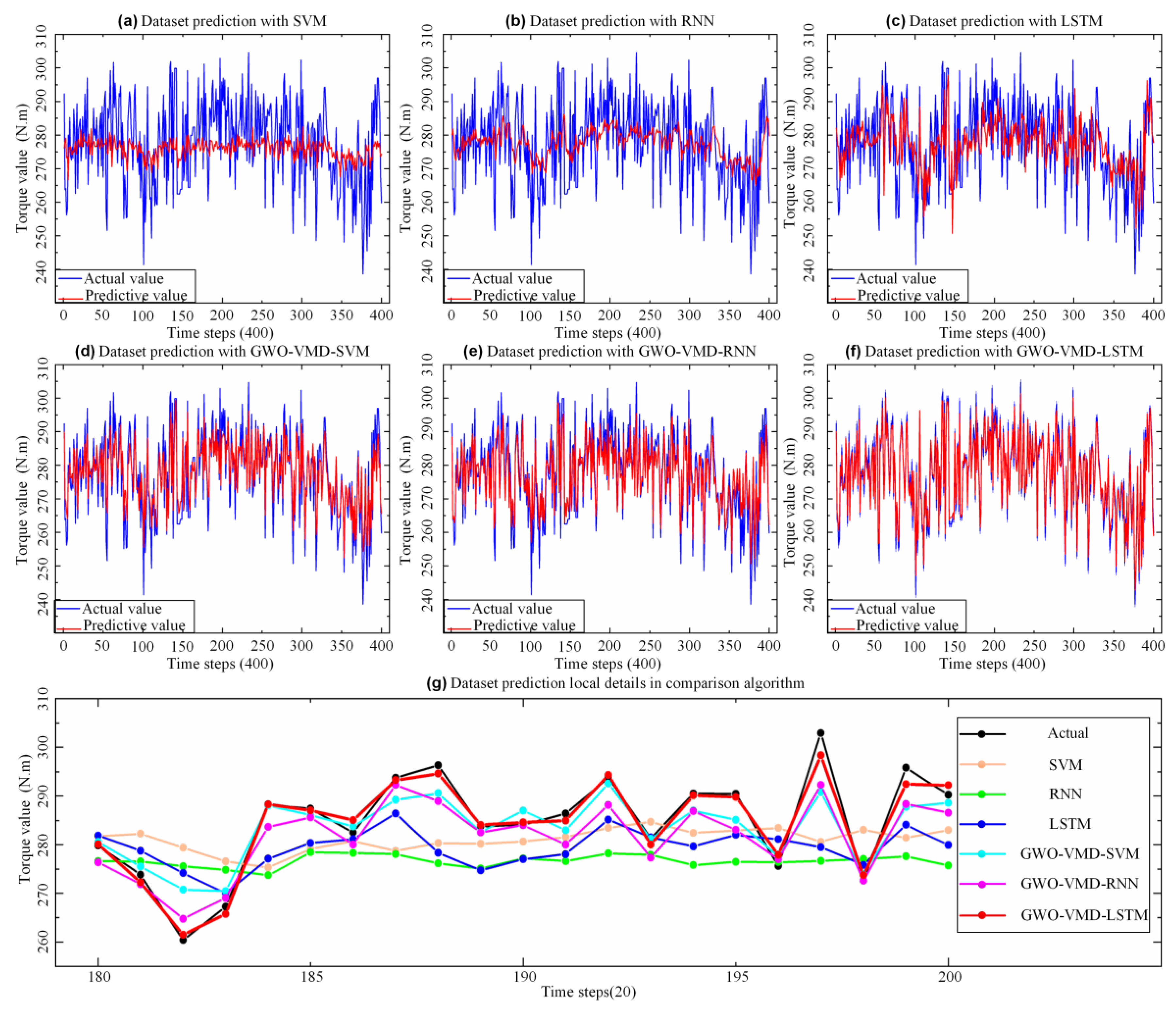
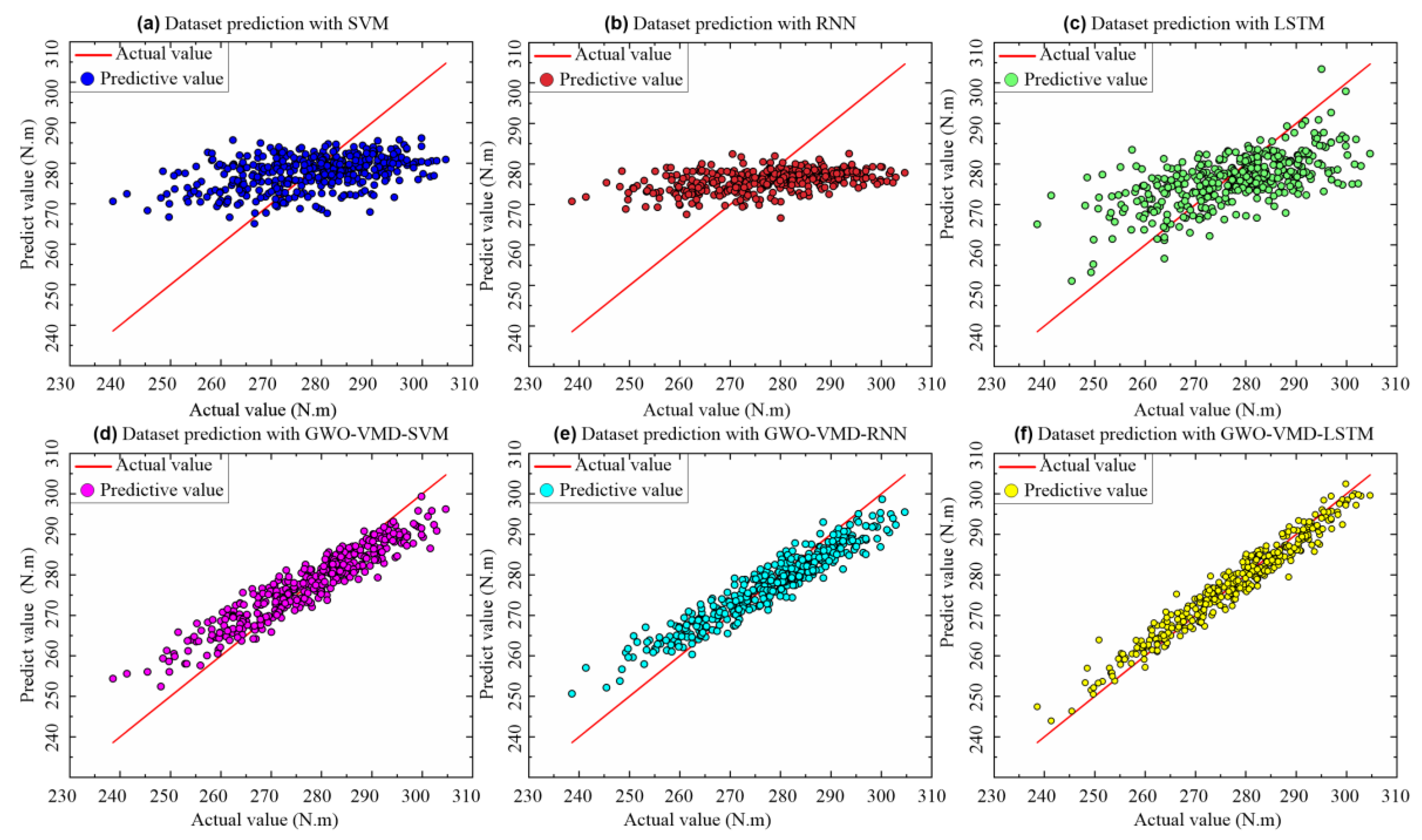
5.3. Assembly Torque Prediction
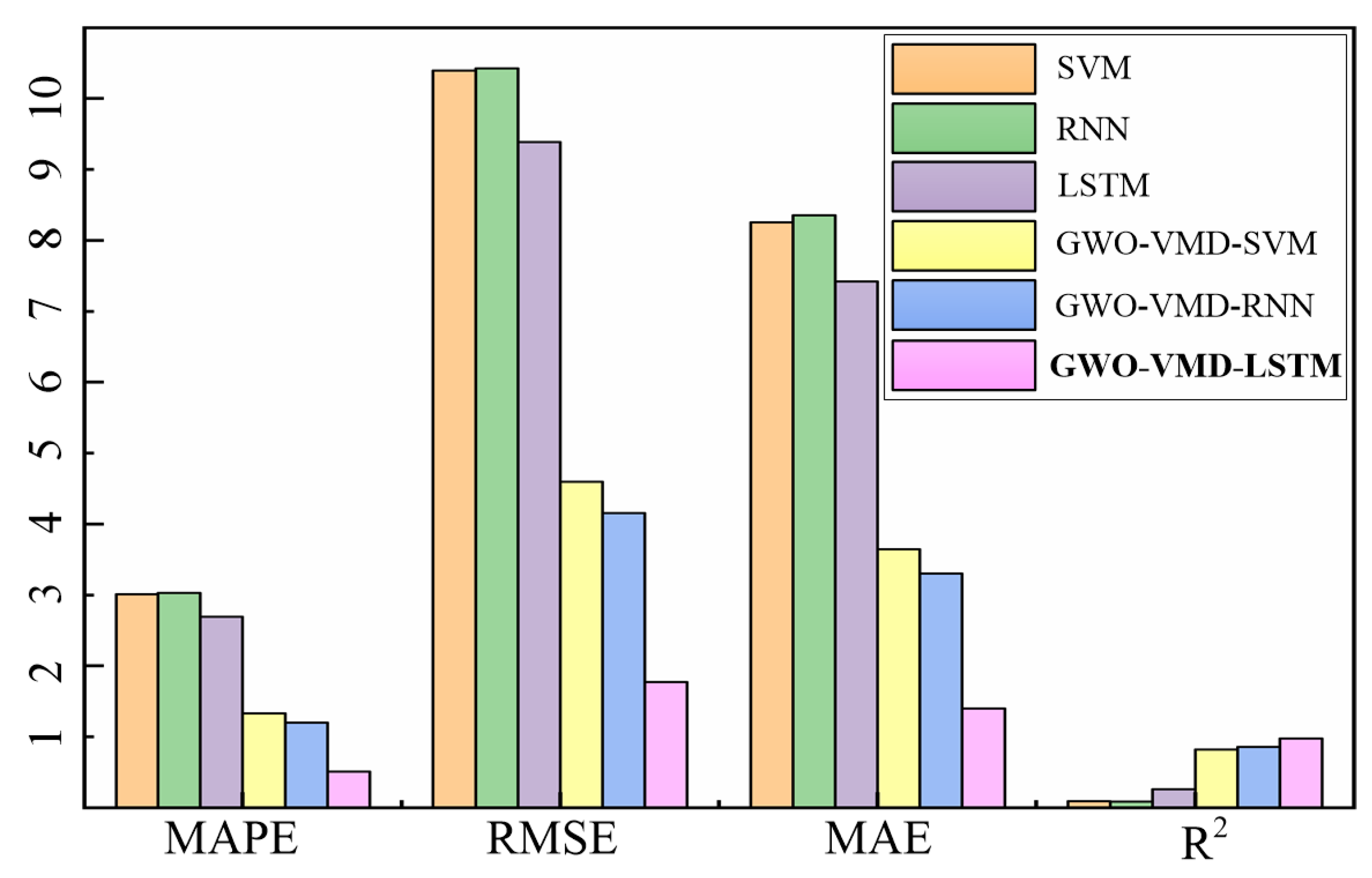
5.4. Comparative Analysis of Prediction Models
6. Online Control of Assembly Torque Based on Digital Twin
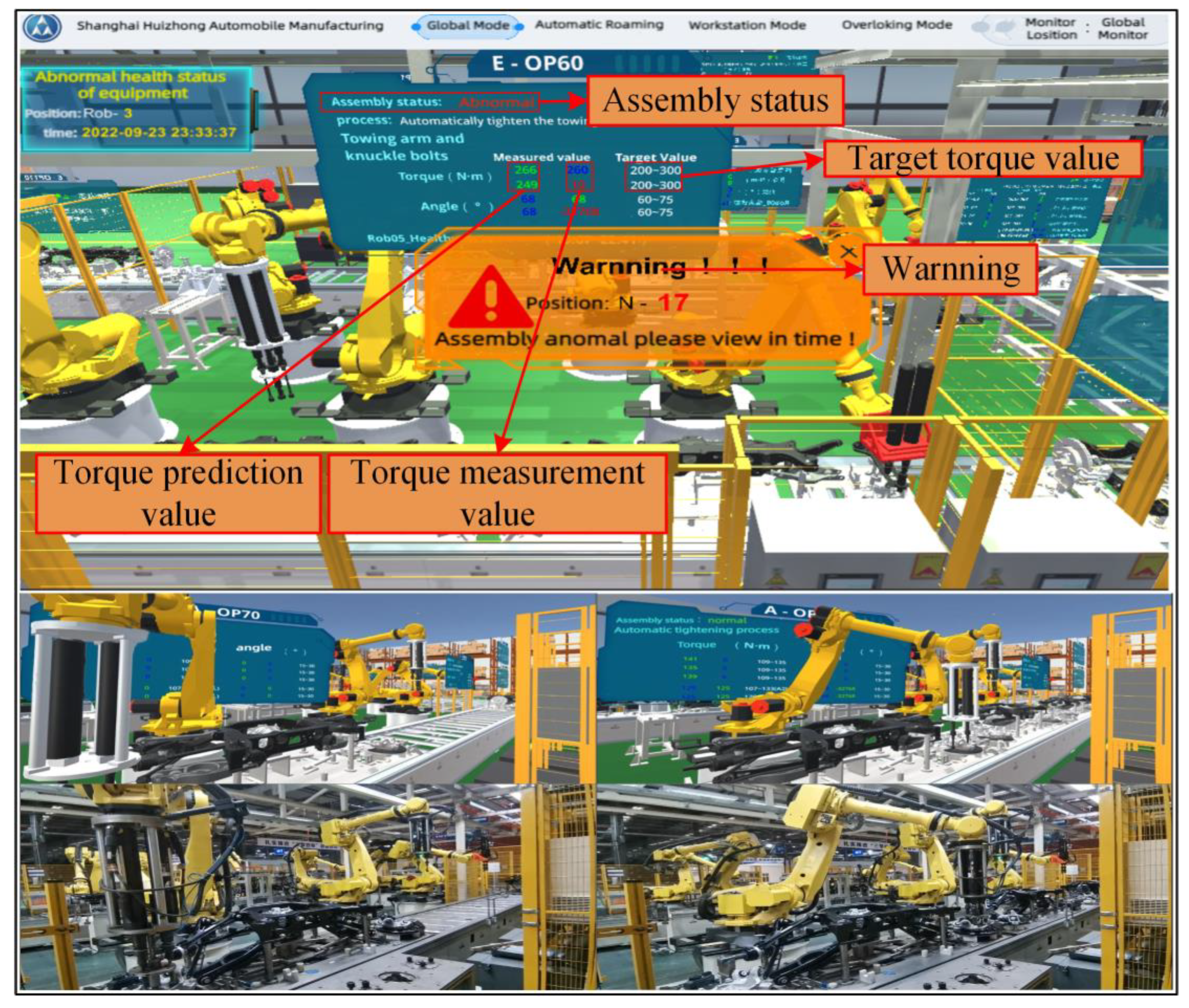
6.1. Digital Twin System Development
6.2. On-Line Control of Assembly Torque
- Firstly, the initial assembly determined parameters.
- The assembly torque is measured in real-time, and the torque prediction model is used to forecast the next moment assembly torque.
- If the predicted torque is within the set threshold range, it means that the current assembly parameters satisfy the assembly requirements and continue to assemble with the designed output torque; if the forecast value is abnormal, it is necessary to adjust the torque value and the position of the tightening gun, and generate instructions to the drive motor until the sensor returns the normal torque value.
- The whole process is repeated until the assembly is completed.
7. Conclusions
- We proposed an assembly torque prediction model based on GWO-VMD-LSTM algorithm, and the prediction accuracy of the model reaches 99.49%.
- SVM, RNN, LSTM, GWO-VMD-SVM, GWO-VMD-RNN, and GWO-VMD-LSTM are compared, and the corresponding R2 indexes are 0.09, 0.085, 0.257, 0.822, 0.855, and 0.974, respectively, which demonstrated that the GWO-VMD-LSTM algorithm is the best.
- The digital twin system of rear axle assembly line was constructed, and the system’s response time reaches 1 s, according to experimental test, which can realize the online control of assembly torque.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Hottenrott, A.; Waidner, L.; Grunow, M. Robust car sequencing for automotive assembly. Eur. J. Oper. Res. 2021, 291, 983–994. [Google Scholar] [CrossRef]
- Yamada, S.; Fujimoto, H. Precise Joint Torque Control Method for Two-inertia System with Backlash Using Load-side Encoder. IEEJ J. Ind. Appl. 2019, 8, 75–83. [Google Scholar] [CrossRef]
- Wang, G.G.; Bos, J. A study on joining magnesium alloy high pressure die casting components with thread forming fasteners. J. Magnes. Alloys 2018, 6, 114–120. [Google Scholar] [CrossRef]
- Su, Y.; Zou, M.; Jiang, C.; Qian, H. Research on Adaptive Hybrid Energy Consumption Model Based on Data Driven under Variable Working Conditions. Front. Energy Res. 2021, 9, 615. [Google Scholar] [CrossRef]
- Xia, Q.; Wang, X.; Tang, L. Furnace operation optimization with hybrid model based on mechanism and data analytics. Soft Comput. 2019, 23, 9551–9571. [Google Scholar] [CrossRef]
- Xiao, X.; Li, M. Fusion of data-driven model and mechanistic model for kiwifruit flesh firmness prediction. Comput. Electron. Agric. 2022, 193, 106651. [Google Scholar] [CrossRef]
- Kang, S.; Shin, S.; Hwang, H.; Kim, S. Predictive model for bearing torque in bolt fastening. CIRP Ann. 2022, 71, 489–492. [Google Scholar] [CrossRef]
- Oezkaya, E.; Biermann, D. Development of a geometrical torque prediction method (GTPM) to automatically determine the relative torque for different tapping tools and diameters. Int. J. Adv. Manuf. Technol. 2018, 97, 1465–1479. [Google Scholar] [CrossRef]
- Dou, T.; Fu, H.; Li, Z.; Ji, X.; Bi, S. Prediction model, simulation, and experimental validation on thrust force and torque in drilling SiCp/Al6063. Int. J. Adv. Manuf. Technol. 2019, 103, 165–175. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, M.; Su, Z.; Xiao, Y. Quantitative evaluation of residual torque of a loose bolt based on wave energy dissipation and vibro-acoustic modulation: A comparative study. J. Sound Vib. 2016, 383, 156–170. [Google Scholar] [CrossRef]
- Liu, F.; Fang, Z.; Zhao, L.; Zhang, J.; Hu, N. A failure-envelope-based method for the probabilistic failure prediction of composite multi-bolt double-lap joints. Compos. Part B Eng. 2019, 172, 593–602. [Google Scholar] [CrossRef]
- Shamoto, E.; Hashimoto, Y.; Shinagawa, M.; Sencer, B. Analytical prediction of contact stiffness and friction damping in bolted connection. CIRP Ann. 2014, 63, 353–356. [Google Scholar] [CrossRef]
- Dang Hoang, T.; Herbelot, C.; Imad, A.; Benseddiq, N. Numerical modelling for prediction of ductile fracture of bolted structure under tension shear loading. Finite Elem. Anal. Des. 2013, 67, 56–65. [Google Scholar] [CrossRef]
- Djerioui, A.; Houari, A.; Machmoum, M.; Ghanes, M. Grey Wolf Optimizer-Based Predictive Torque Control for Electric Buses Applications. Energies 2020, 13, 5013. [Google Scholar] [CrossRef]
- Hong, K.; Li, F.; Zhou, Z.; Li, F.; Zhu, X. A Data-Driven Method for Predicting the Cutterhead Torque of EPB Shield Machine. Discret. Dyn. Nat. Soc. 2021, 2021, 5980081. [Google Scholar] [CrossRef]
- Shi, G.; Qin, C.; Tao, J.; Liu, C. A VMD-EWT-LSTM-based multi-step prediction approach for shield tunneling machine cutterhead torque. Knowl.-Based Syst. 2021, 228, 107213. [Google Scholar] [CrossRef]
- Qin, C.; Shi, G.; Tao, J.; Yu, H.; Jin, Y.; Xiao, D.; Zhang, Z.; Liu, C. An adaptive hierarchical decomposition-based method for multi-step cutterhead torque forecast of shield machine. Mech. Syst.Sign. Process. 2022, 175, 109148. [Google Scholar] [CrossRef]
- Xia, X.; Chang, Z.; Li, Y.; Ye, L.; Qiu, M. Evaluation, analysis and prediction for time series on torque friction of rolling bearings. J. Test. Eval. 2017, 46, 1022–1041. [Google Scholar]
- Bagheripoor, M.; Bisadi, H. Application of artificial neural networks for the prediction of roll force and roll torque in hot strip rolling process. Appl. Math. Model. 2013, 37, 4593–4607. [Google Scholar] [CrossRef]
- Zeng, W.; Khalid, M.A.S.; Han, X.; Tjong, J. A Study on Extreme Learning Machine for Gasoline Engine Torque Prediction. IEEE Access 2020, 8, 104762–104774. [Google Scholar] [CrossRef]
- Zhang, P.; Wu, H.-N.; Chen, R.-P.; Dai, T.; Meng, F.-Y.; Wang, H.-B. A critical evaluation of machine learning and deep learning in shield-ground interaction prediction. Tunn. Undergr. Space Technol. 2020, 106, 103593. [Google Scholar] [CrossRef]
- Liu, L.; Zhang, X.; Wan, X.; Zhou, S.; Gao, Z. Digital twin-driven surface roughness prediction and process parameter adaptive optimization. Adv. Eng. Inform. 2022, 51, 101470. [Google Scholar] [CrossRef]
- Grieves, M. Intelligent digital twins and the development and management of complex systems. Digit. Twin 2022, 2, 8. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A.Y.C. Enabling technologies and tools for digital twin. J. Manuf. Syst. 2021, 58, 3–21. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Liu, Y.; Nee, A.Y.C. Digital twin driven prognostics and health management for complex equipment. CIRP Ann. 2018, 67, 169–172. [Google Scholar] [CrossRef]
- Meng, H.; Li, Y.-F. A review on prognostics and health management (PHM) methods of lithium-ion batteries. Renew. Sustain. Energy Rev. 2019, 116, 109405. [Google Scholar] [CrossRef]
- Omri, N.; Al Masry, Z.; Mairot, N.; Giampiccolo, S.; Zerhouni, N. Industrial data management strategy towards an SME-oriented PHM. J. Manuf. Syst. 2020, 56, 23–36. [Google Scholar] [CrossRef]
- Xia, T.; Xi, L. Manufacturing paradigm-oriented PHM methodologies for cyber-physical systems. J. Intell. Manuf. 2019, 30, 1659–1672. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Cheng, J.; Qi, Q.J. Digital twin workshop: A new paradigm for future workshop. Comput. Integr. Manuf. Syst. 2017, 23, 1–9. [Google Scholar]
- Shen, F.; Ren, S.S.; Zhang, X.Y.; Luo, H.W.; Feng, C.M. A Digital Twin-Based Approach for Optimization and Prediction of Oil and Gas Production. Math. Probl. Eng. 2021, 2021, 3062841. [Google Scholar] [CrossRef]
- Shi, L.; Yan, L.; Shuqing, B.; Cuobo, Z.; Yuanchong, C. Research on Intelligent Assembly Modes of Aerospace Products Based on Digital Twin. J. Phys. Conf. Ser. 2021, 1756, 012011. [Google Scholar] [CrossRef]
- Tong, X.; Liu, Q.; Pi, S.; Xiao, Y. Real-time machining data application and service based on IMT digital twin. J. Intell. Manuf. 2020, 31, 1113–1132. [Google Scholar] [CrossRef]
- Liu, J.; Cao, X.; Zhou, H.; Li, L.; Liu, X.; Zhao, P.; Dong, J. A digital twin-driven approach towards traceability and dynamic control for processing quality. Adv. Eng. Inform. 2021, 50, 101395. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, S.; Wang, Z.; Wang, S.; Ma, C.; Yang, B. Surface roughness stabilization method based on digital twin-driven machining parameters self-adaption adjustment: A case study in five-axis machining. J. Intell. Manuf. 2022, 33, 943–952. [Google Scholar] [CrossRef]
- Guo, K.; Wan, X.; Liu, L.; Gao, Z.; Yang, M. Fault Diagnosis of Intelligent Production Line Based on Digital Twin and Improved Random Forest. Appl. Sci. 2021, 11, 7733. [Google Scholar] [CrossRef]
- Nazari, M.; Sakhaei, S.M. Successive variational mode decomposition. Sign. Process. 2020, 174, 107610. [Google Scholar] [CrossRef]
- Kaleem, M.; Guergachi, A.; Krishnan, S. Hierarchical decomposition based on a variation of empirical mode decomposition. Sign. Image Video Process. 2017, 11, 793–800. [Google Scholar] [CrossRef]
- Kaveh, A.; Zakian, P. Improved GWO algorithm for optimal design of truss structures. Eng. Comput. 2018, 34, 685–707. [Google Scholar] [CrossRef]
- Zanin, M.; Zunino, L.; Rosso, O.A.; Papo, D. Permutation Entropy and Its Main Biomedical and Econophysics Applications: A Review. Entropy 2012, 14, 1553–1577. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Index | Total Number | Train Number | Test Number | VMD Parameter | |
|---|---|---|---|---|---|
| K | α | ||||
| Dataset-1 | 200 | 1600 | 400 | 11 | 1861 |
| Dataset-2 | 2200 | 1760 | 440 | 4 | 2776 |
| Dataset-3 | 2100 | 1680 | 420 | 8 | 2725 |
| Dataset-4 | 2000 | 1600 | 400 | 11 | 2956 |
| Dataset-5 | 2110 | 1688 | 422 | 4 | 1209 |
| Dataset-6 | 2120 | 1696 | 424 | 9 | 2700 |
| Datasets | MAPE (%) | RMSE | MAE | R2 |
|---|---|---|---|---|
| Dataset-1 | 9.87 | 8.765 | 6.917 | 0.806 |
| Dataset-2 | 9.37 | 8.628 | 5.927 | 0.824 |
| Dataset-3 | 0.58 | 2.070 | 1.590 | 0.947 |
| Dataset-4 | 0.58 | 2.042 | 1.630 | 0.958 |
| Dataset-5 | 0.66 | 2.237 | 1.785 | 0.951 |
| Dataset-6 | 0.64 | 2.238 | 1.781 | 0.943 |
| Model | MAPE (%) | RMSE | MAE | R2 |
|---|---|---|---|---|
| SVM | 3.01 | 10.393 | 8.256 | 0.09 |
| RNN | 3.92 | 10.423 | 8.353 | 0.085 |
| LSTM | 2.69 | 9.389 | 7.419 | 0.257 |
| GWO-VMD-SVM | 1.33 | 4.597 | 3.647 | 0.822 |
| GWO-VMD-RNN | 1.20 | 4.155 | 3.303 | 0.855 |
| GWO-VMD-LSTM | 0.51 | 1.770 | 1.400 | 0.974 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Xu, Z.; Gao, C.; Zhang, T.; Gao, Z. Digital Twin-Driven Rear Axle Assembly Torque Prediction and Online Control. Sensors 2022, 22, 7282. https://doi.org/10.3390/s22197282
Liu L, Xu Z, Gao C, Zhang T, Gao Z. Digital Twin-Driven Rear Axle Assembly Torque Prediction and Online Control. Sensors. 2022; 22(19):7282. https://doi.org/10.3390/s22197282
Chicago/Turabian StyleLiu, Lilan, Zifeng Xu, Chaojia Gao, Tingting Zhang, and Zenggui Gao. 2022. "Digital Twin-Driven Rear Axle Assembly Torque Prediction and Online Control" Sensors 22, no. 19: 7282. https://doi.org/10.3390/s22197282
APA StyleLiu, L., Xu, Z., Gao, C., Zhang, T., & Gao, Z. (2022). Digital Twin-Driven Rear Axle Assembly Torque Prediction and Online Control. Sensors, 22(19), 7282. https://doi.org/10.3390/s22197282