
W-Band 4th Order Waveguide Filter Based on Double Layer SU8 Microfabrication



Abstract
:1. Introduction
2. Materials and Methods
2.1. Design of the Filter Structure
2.2. Extraction of Coupling Coefficients
2.3. Analysis of the Working Mechanism of the Filter’s Operation
3. Experimental Results
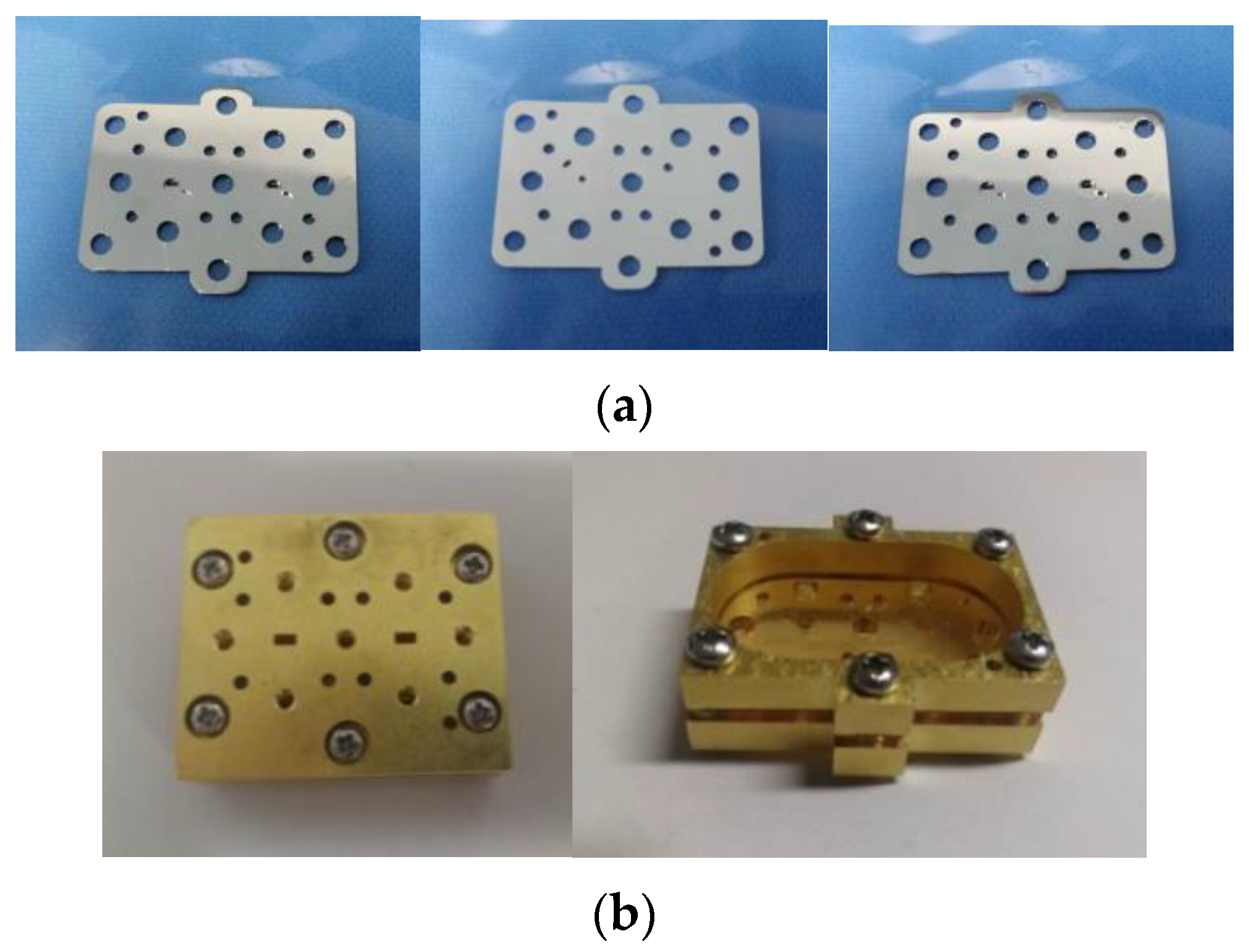
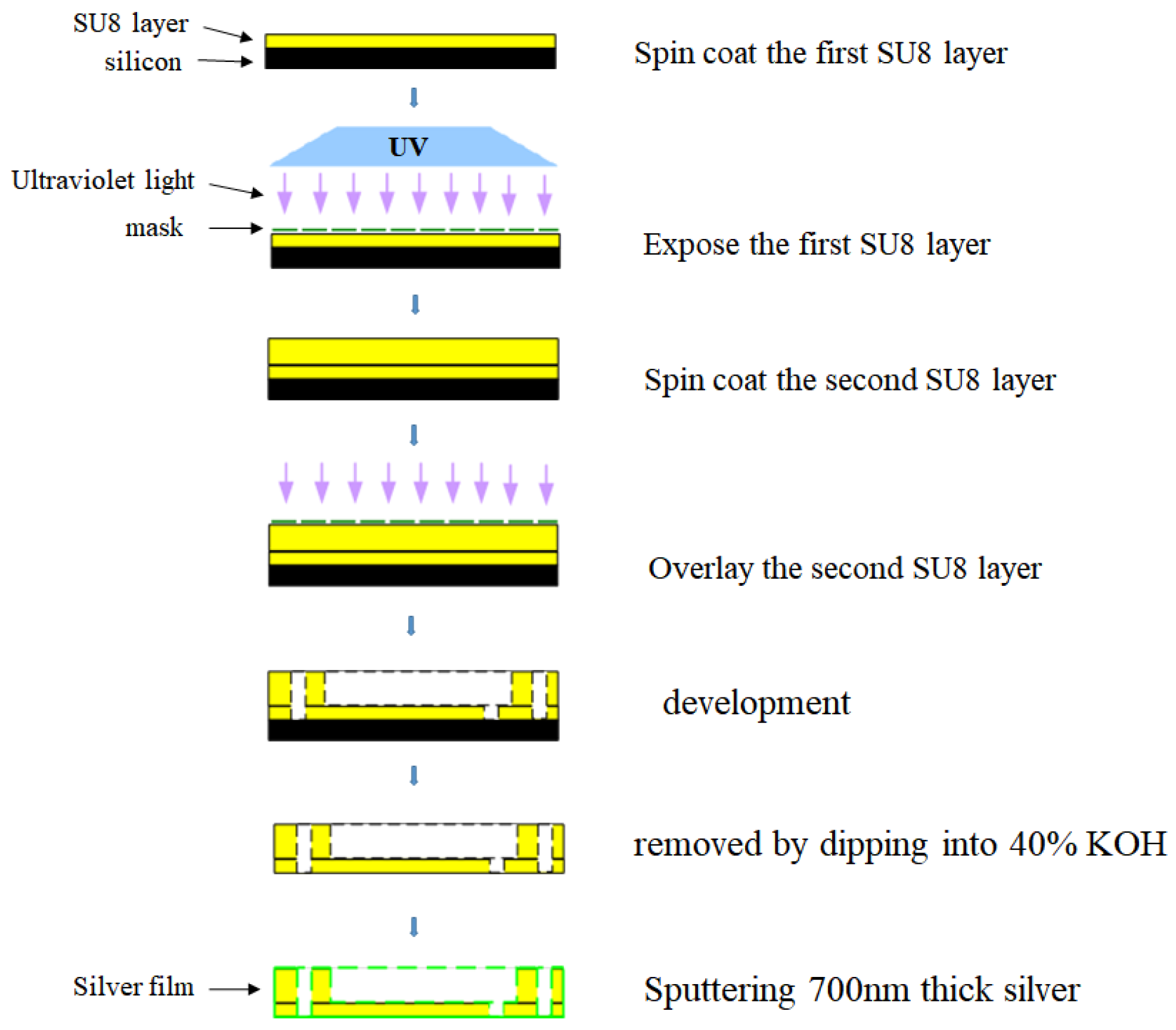
3.1. Fabrication of the Designed Filter
3.2. Difficulties and Solutions in the Fabricating
3.2.1. SU8 Micromachining Tolerance in the Thickness Direction
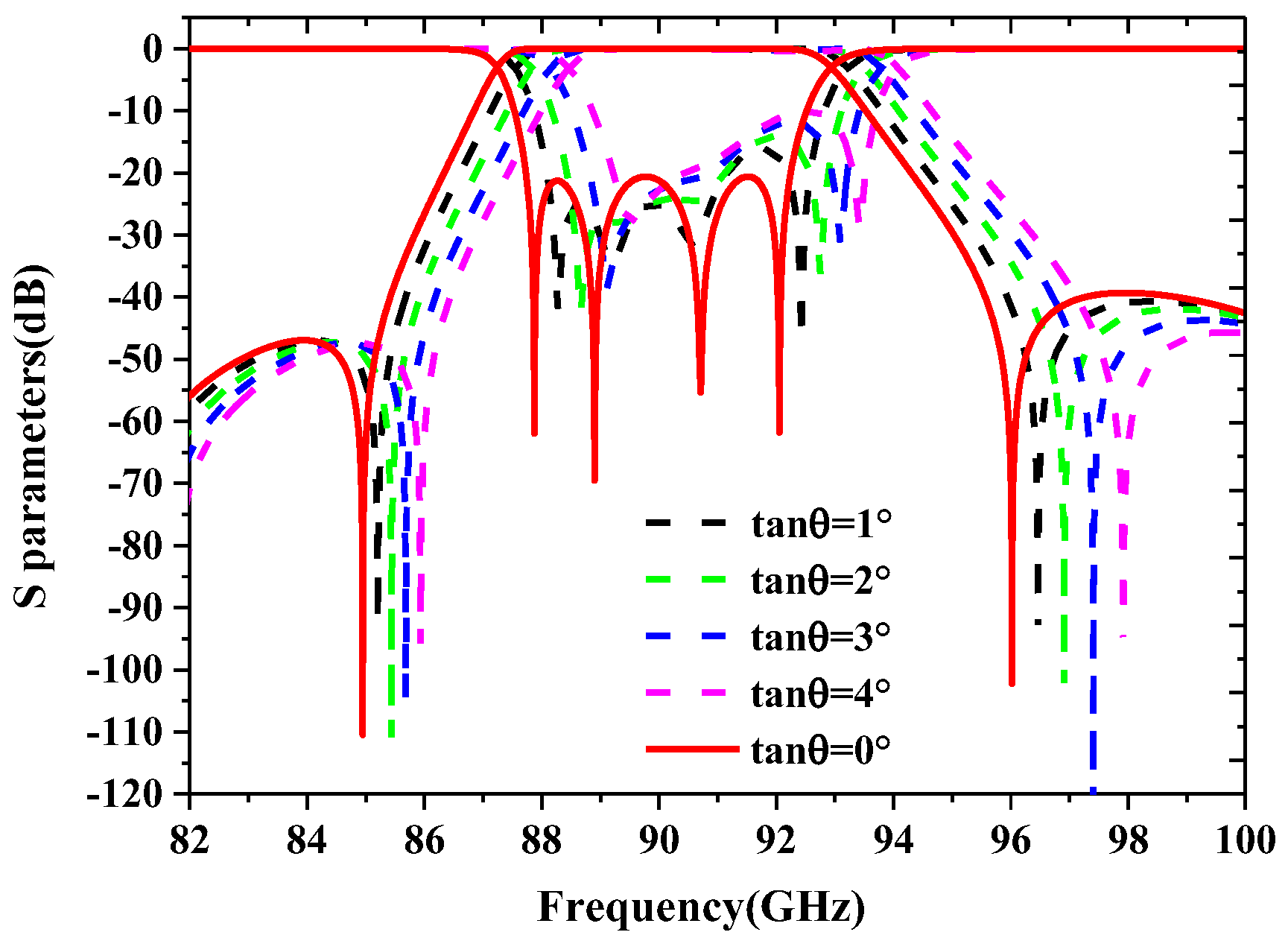
3.2.2. Underetching on Sidewalls
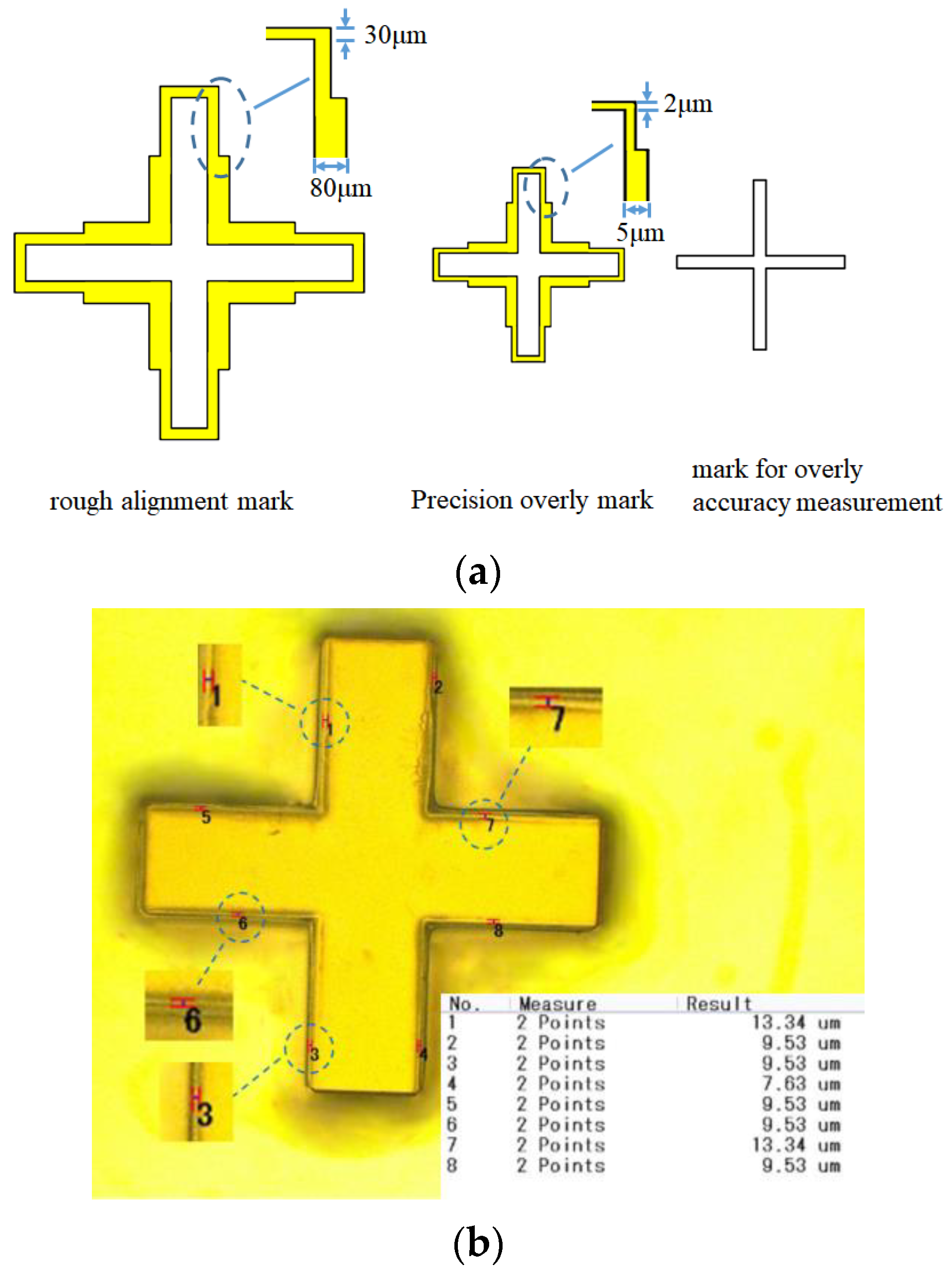
3.2.3. Overlay Accuracy of Multilayer Structures
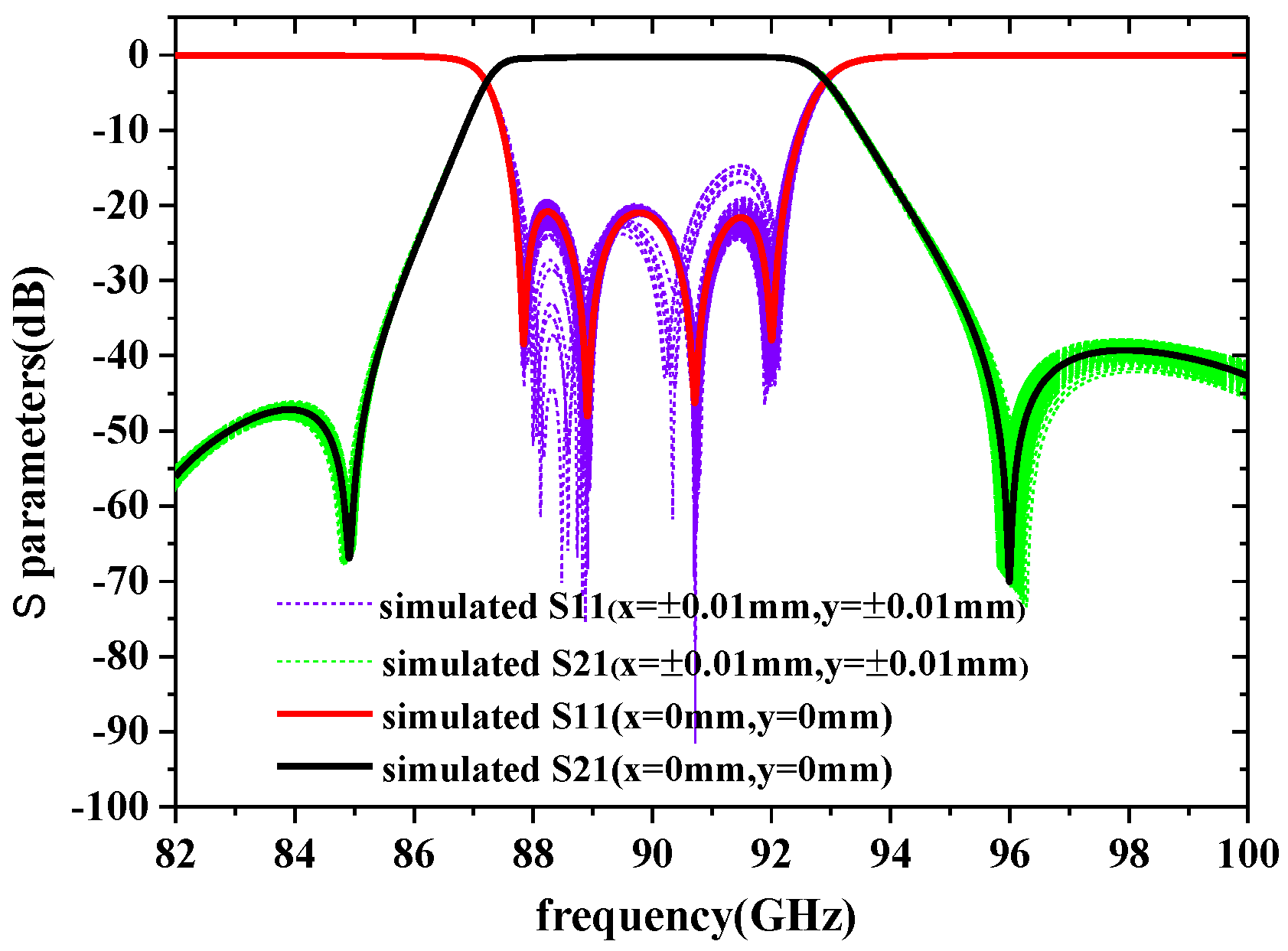
3.2.4. Chip-to-Chip Alignment
4. Measurement Results and Discussion
4.1. Design of the Press Blocks and Construction of Measurement Platform
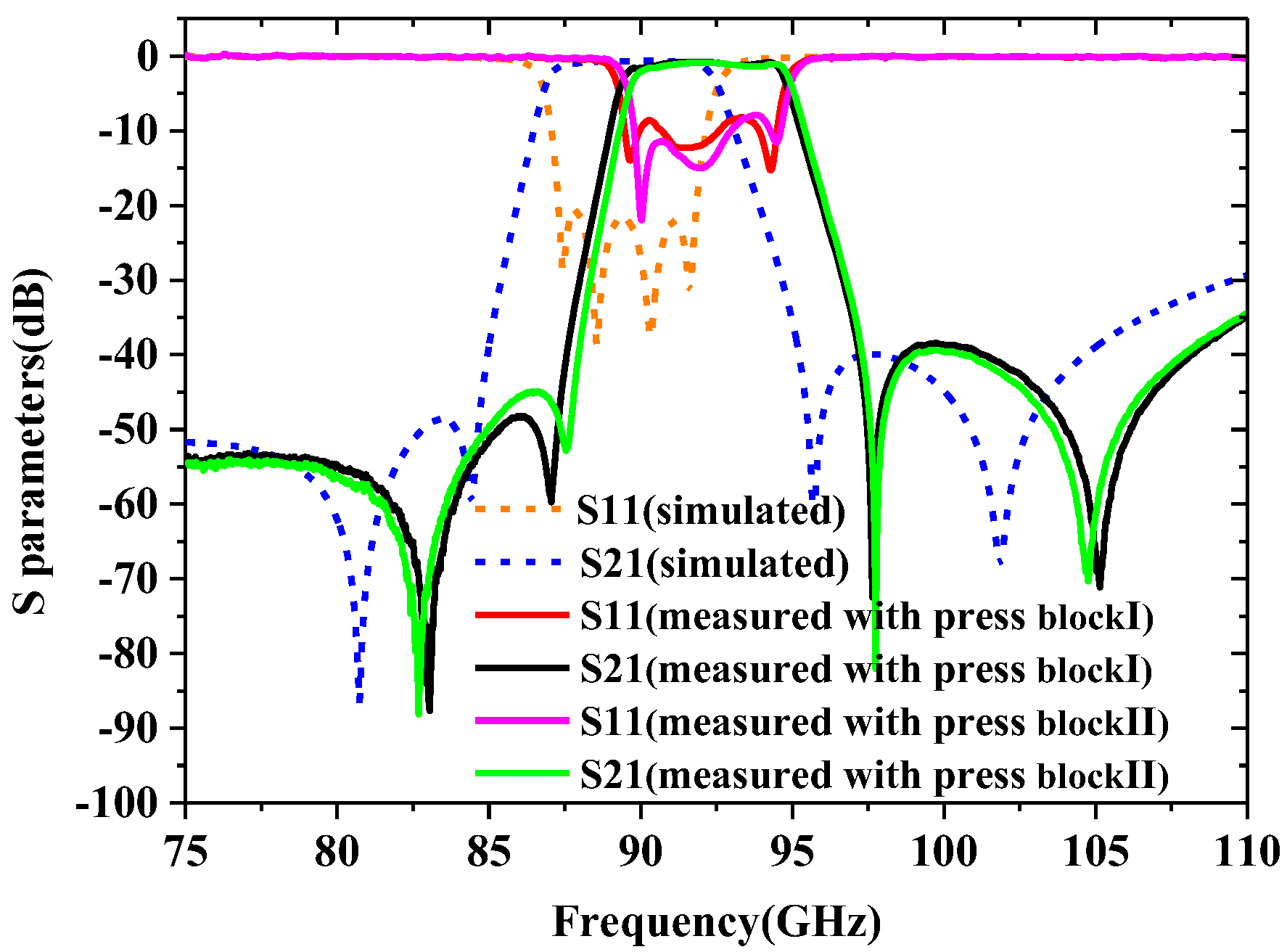
4.2. Analysis of Measurement Results
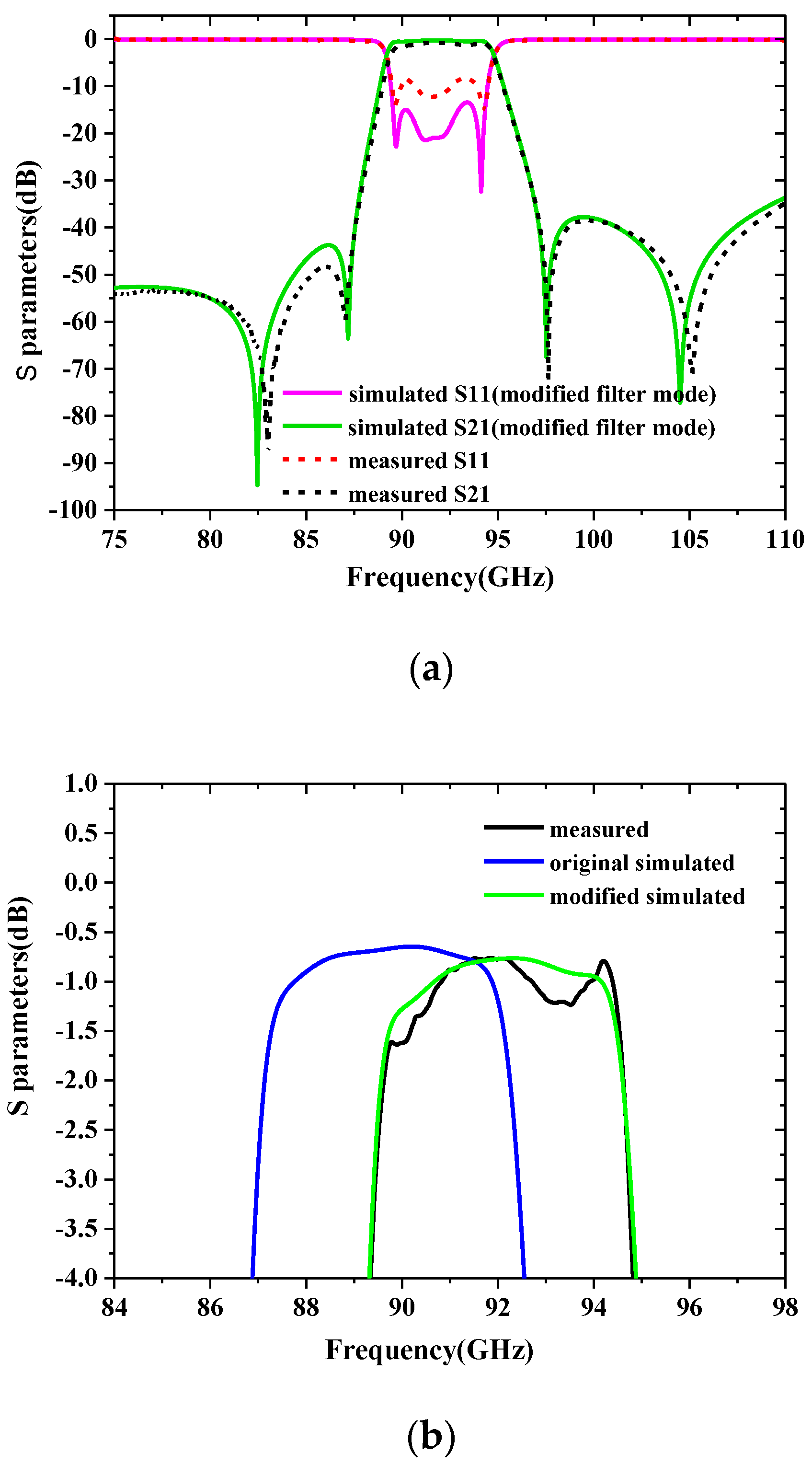
4.3. Modify the Model of the Designed Filter
4.4. Stress and Deformation Analysis of the Fabricated SU8 Chips during Measurement
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Cameron, R.J.; Kudsia, C.M.; Mansour, R. Microwave Filters for Communication Systems: Fundamentals, Design and Applications; Wiley: Hoboken, NJ, USA, 2007. [Google Scholar]
- Shang, X.; Penchev, P.; Guo, C.; Lancaster, M.J.; Dimov, S.; Dong, Y.; Farve, M.; Billod, M.; de Rijk, E. W-band waveguide filters fabricated by laser micromachining and 3-D printing. IEEE Trans. Microw. Theory Tech. 2016, 64, 2572–2579. [Google Scholar] [CrossRef]
- Carlos, G.; Edmond, C.; Robert, R. Fabrication of Circuits on Flexible Substrates Using Conductive SU-8 for Sensing Applications. J. Sens. 2017, 17, 1420. [Google Scholar] [CrossRef] [Green Version]
- Krivovitca, A.; Shah, U.; Glubokov, O.; Oberhammer, J. Micromachined Silicon-Core Substrate-Integrated Waveguides at 220–330 GHz, IEEE Trans. Microw. Theory Tech. 2020, 68, 5123–5131. [Google Scholar] [CrossRef]
- Shang, X.B.; Lancaster, M.J.; Ke, M.; Wang, Y. Measurements of micromachined submillimeter waveguide circuits. Microw. Sypm. IEEE 2010, 1–4. [Google Scholar] [CrossRef]
- Shang, X.B.; Ke, M.L.; Wang, Y.; Lancaster, M. Micromachined WR-3 waveguide filter with embedded bends. Electron. Lett. 2011, 47, 545–547. [Google Scholar] [CrossRef]
- Leal-Sevillano, C.A.; Montejo-Garai, J.R.; Ke, M.; Lancaster, M.J.; Ruiz-Cruz, J.A.; Rebollar, J.M. A Pseudo-Elliptical Response Filter at W-Band Fabricated with Thick SU-8 Photo-Resist Technology. IEEE Microw. Wirel. Compon. Lett. 2012, 22, 105–107. [Google Scholar] [CrossRef]
- Shang, X.B.; Tian, Y.T.; Lancaster, M.J.; Singh, S. A SU8 micromachined WR-1.5 band waveguide filter. IEEE Microw. Wirel. Compon. Lett. 2013, 23, 300–302. [Google Scholar] [CrossRef]
- Duan, J.P.; Zhang, B.Z.; Zhang, A.X.; Liu, J.; Xue, C.; Tang, J.; Wang, W. Microfabrication of a dual-mode rectangular waveguide filter. Microsyst. Technol. 2016, 22, 2011–2016. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, B.Z.; Wang, J.L.; Flamini, G.; El Majdoub, Y.O.; Mangraviti, D.; Mondello, L.; El Mzoughi, R.; Babba, H.; Mighri, Z.; et al. 100GHz waveguide band-pass filter employing UV-LIGA micromachining process. Microelectron. J. 2017, 69, 101–105. [Google Scholar] [CrossRef]
- Zhuang, J.X.; Hao, Z.C.; Hong, W. Silicon Micromachined Terahertz Bandpass Filter with Elliptic Cavities. IEEE Trans. Terahertz Sci. Technol. 2017, 5, 1040–1047. [Google Scholar] [CrossRef]
- Yang, H.; Dhayalan, Y.; Shang, X.B.; Lancaster, M.J.; Liu, B.; Wang, H.; Henry, M.; Huggard, P.G. WR-3 Waveguide Bandpass Filters Fabricated Using High Precision CNC Machining and SU-8 Photoresist Technology. IEEE Trans. Terahertz Sci. Technol. 2018, 8, 100–107. [Google Scholar] [CrossRef] [Green Version]
- Glubokov, O.; Zhao, X.; Campion, J.; Flamini, G.; El Majdoub, Y.O.; Mangraviti, D.; Mondello, L.; El Mzoughi, R.; Babba, H.; Mighri, Z.; et al. Micromachined filters at 450 GHz with 1% fractional bandwidth and unloaded Q beyond 700. IEEE Trans. THz Sci. Technol. 2019, 9, 106–108. [Google Scholar] [CrossRef]
- Glubokov, O.; Zhao, X.H.; Campion, J.; Shah, U.; Oberhammer, J. Investigation of Fabrication Accuracy and Repeatability of High-Q. IEEE Trans. Microw. Theory Tech. 2019, 67, 3696–3706. [Google Scholar] [CrossRef]
- Hong, J.-S.; Lancaster, M.J. Microstrip Filters for RF/Microwave Applications; Wiley: Hoboken, NJ, USA, 2001; pp. 257–271. [Google Scholar]
- Campion, J.; Shah, U.; Oberhammer, J. Oberhammer. Elliptical alignment holes enabling accurate direct assembly of micro-chips to standard waveguide flanges at sub-THz frequencies. IEEE/MTT-S Microw. Sypm. Ims. IEEE 2017, 1262–1265. [Google Scholar] [CrossRef] [Green Version]
- 1785.2-2016; IEEE Standard for Rectangular Metallic Waveguides and Their Interfaces for Frequencies of 110 GHz and above—Part 2: Waveguide Interfaces. IEEE: New York, NY, USA, 2016. [CrossRef]
- Beuerle, B.; Campion, J.; Shah, U.; Oberhammer, J. A Very Low Loss 220–325 GHz Silicon Micromachined Waveguide Technology. IEEE Trans. Terahertz Sci. Technol. 2018, 8, 248–250. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | f0, GHz | Resonators | Technology | Thickness, μm | Thickness Error, μm | Steepness |
|---|---|---|---|---|---|---|
| [5] | 220–321 | Rectangular, TE101 | SU-8 | 432 | about 10–15 | * |
| [6] | 293.2 | Rectangular, TE101 | SU-8 | 432 | about 10–15 | * |
| [7] | 100 | Rectangular, TE101 | SU-8 | 635 | about 15 | max of 1° |
| [8] | 671 | Rectangular, TE101 | SU-8 | 191 ** | * | 0.6° |
| [9] | 100 | Rectangular, TE201 | SU-8 | 1270 | 5 | 1.3° |
| [10] | 100 | Rectangular, TE102 TE301 | SU-8 | 1270 | * | 1–2° |
| [11] | 400 | elliptic cavity, TM110 | DRIE | 280 | 5 | 1.46° |
| [12] | 298.6 | Rectangular, TE101 | SU-8 | 432 | about 10–15 | * |
| [13] | 450 | Rectangular, TE101 | DRIE | 30/275 | equipment accuracy | * |
| [14] | 270 | Elliptic, quasi-TM110 | DRIE | 30/275 | equipment accuracy | about 3° |
| This work | 90 | Cylindrical, TM010 | SU-8 | 250/500 | 4 | 1° |
| Design * | r1 | r2 | r3 | r4 | w1 | la | lb |
|---|---|---|---|---|---|---|---|
| Value | 1233.5 | 1188.9 | 401.4 | 498.2 | 1127.2 | 1631 | 736.2 |
| Measured * | r1 | r2 | r3 | r4 | w1 | la | lb |
| Value | 1206.8 | 1153.8 | 421 | 495.2 | 1106.2 | 1592.5 | 721 |
| Δl | 26.7 | 35.1 | 19.6 | 3 | 21 | 38.5 | 15.2 |
| Steepness | 1.24 | 1.63 | 0.91 | 0.14 | 0.98 | 1.79 | 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Yang, Q.; Zhang, A.; Guo, C.; Chen, J. W-Band 4th Order Waveguide Filter Based on Double Layer SU8 Microfabrication. Sensors 2022, 22, 5604. https://doi.org/10.3390/s22155604
Liu M, Yang Q, Zhang A, Guo C, Chen J. W-Band 4th Order Waveguide Filter Based on Double Layer SU8 Microfabrication. Sensors. 2022; 22(15):5604. https://doi.org/10.3390/s22155604
Chicago/Turabian StyleLiu, Min, Qian Yang, Anxue Zhang, Cheng Guo, and Juan Chen. 2022. "W-Band 4th Order Waveguide Filter Based on Double Layer SU8 Microfabrication" Sensors 22, no. 15: 5604. https://doi.org/10.3390/s22155604
APA StyleLiu, M., Yang, Q., Zhang, A., Guo, C., & Chen, J. (2022). W-Band 4th Order Waveguide Filter Based on Double Layer SU8 Microfabrication. Sensors, 22(15), 5604. https://doi.org/10.3390/s22155604