
Curvature Detection with an Optoelectronic Measurement System Using a Self-Made Calibration Profile




Abstract
1. Introduction
2. Materials and Methods
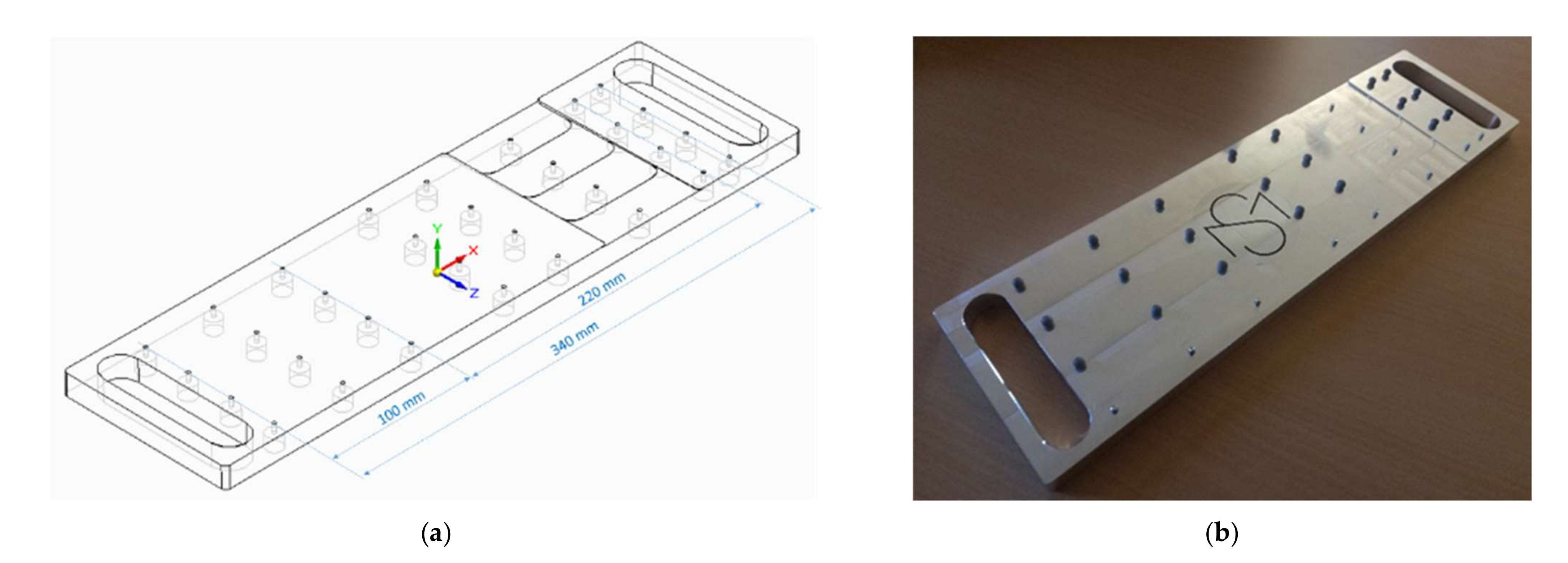
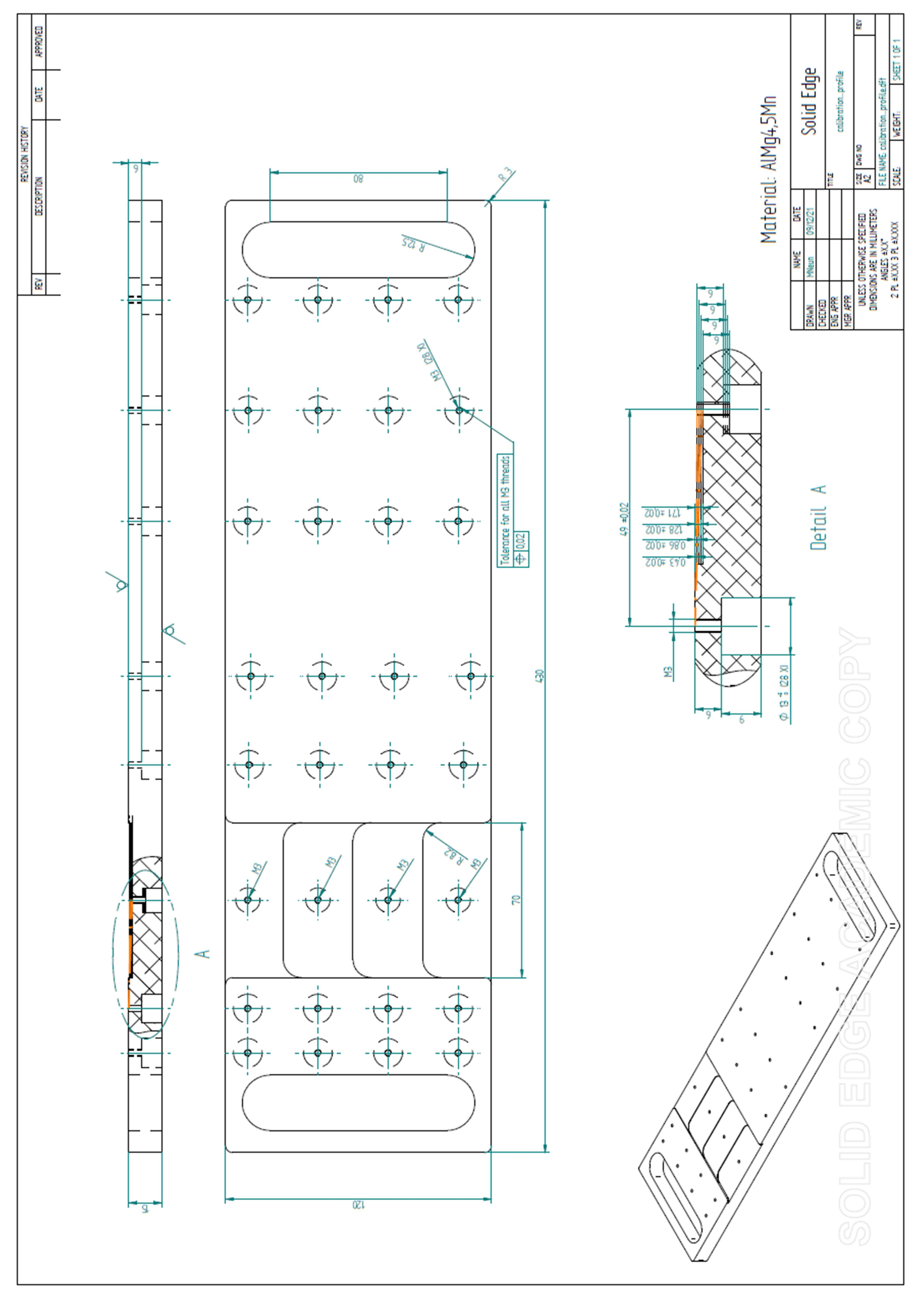
2.1. Development of a Calibration Pofile with Defined Curvatures
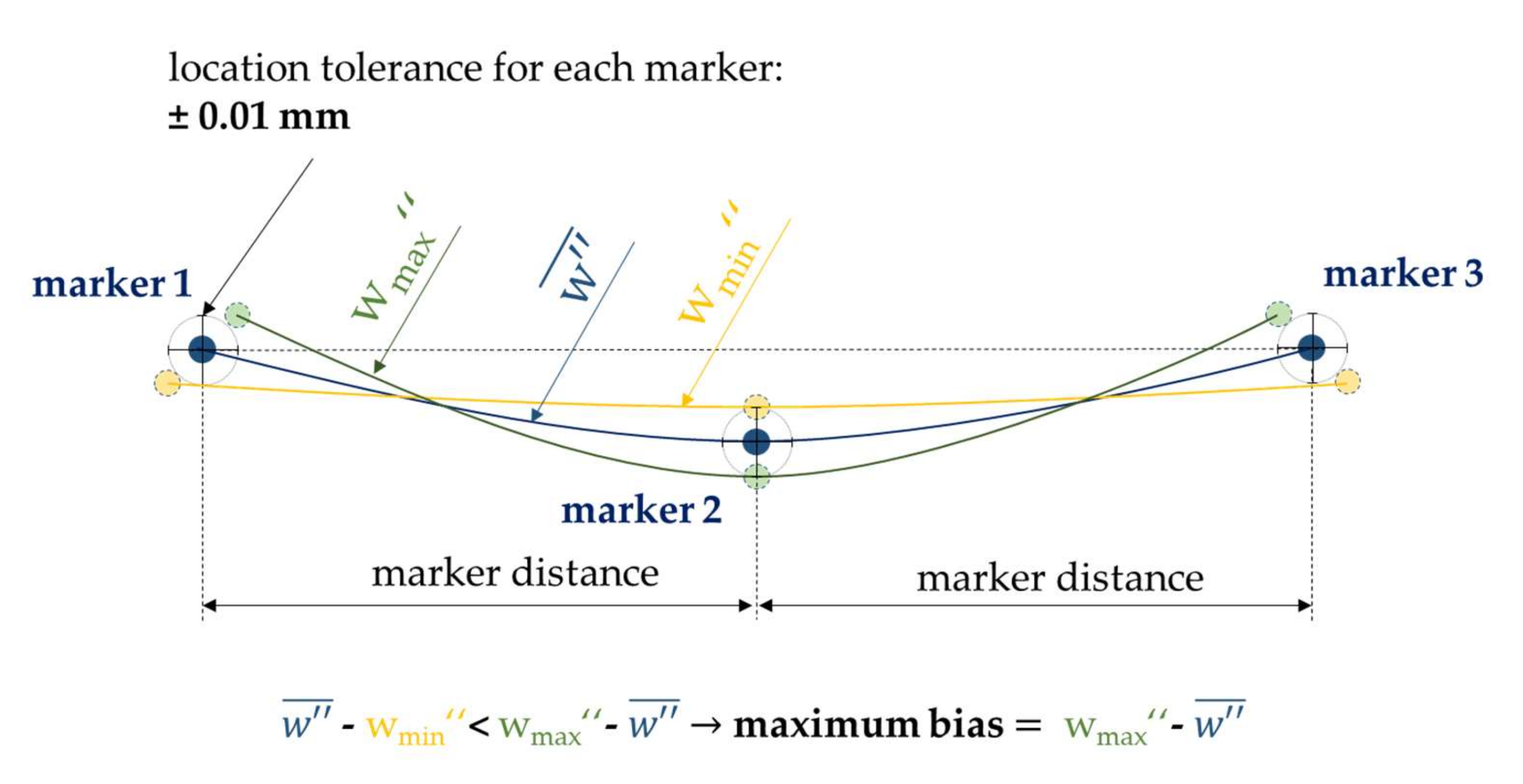
2.2. Accuracy Determination
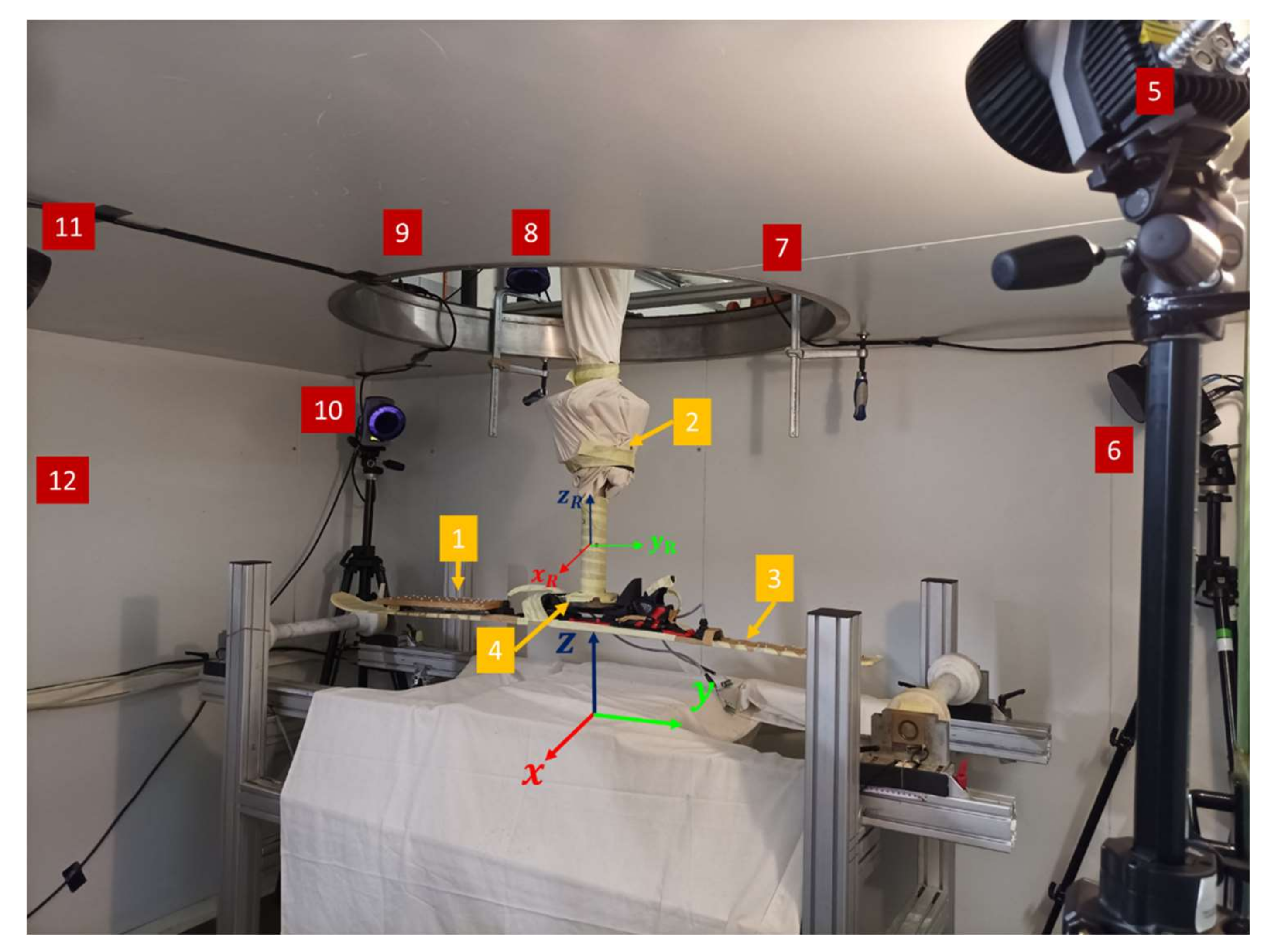
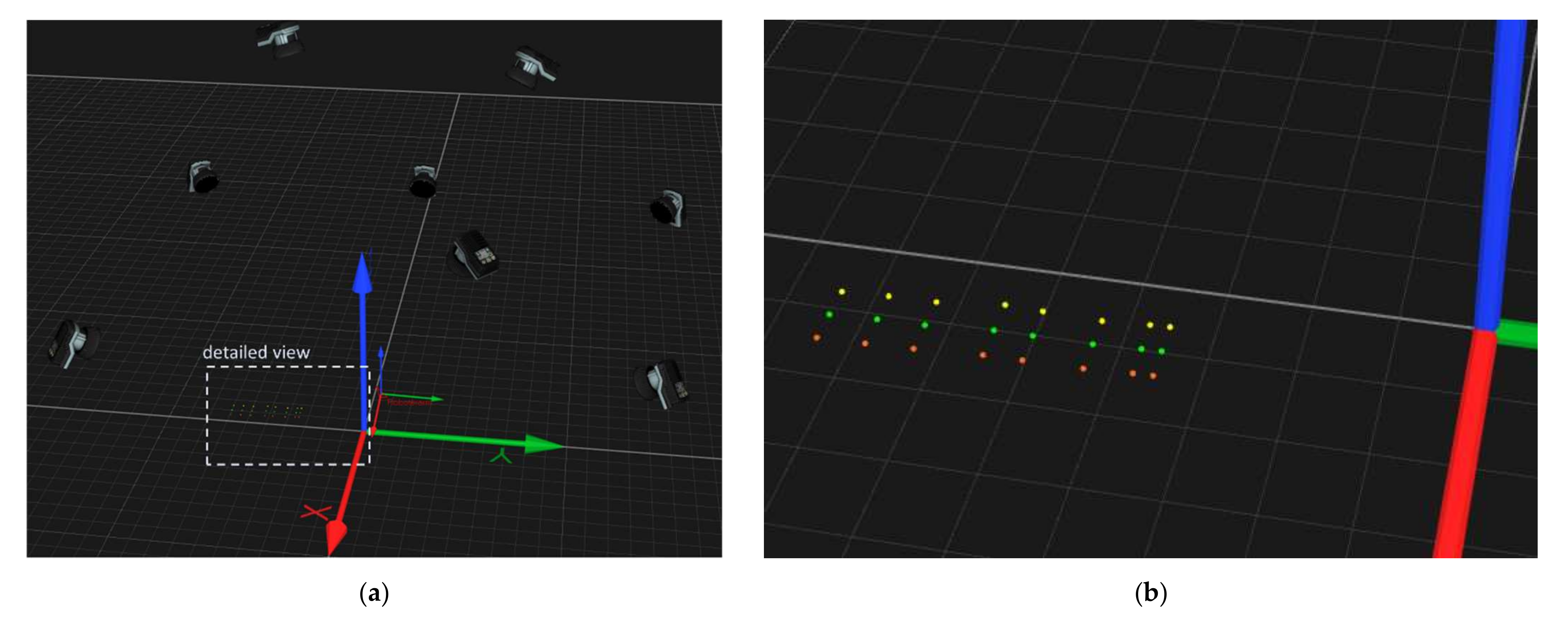
2.2.1. Experimental Setup
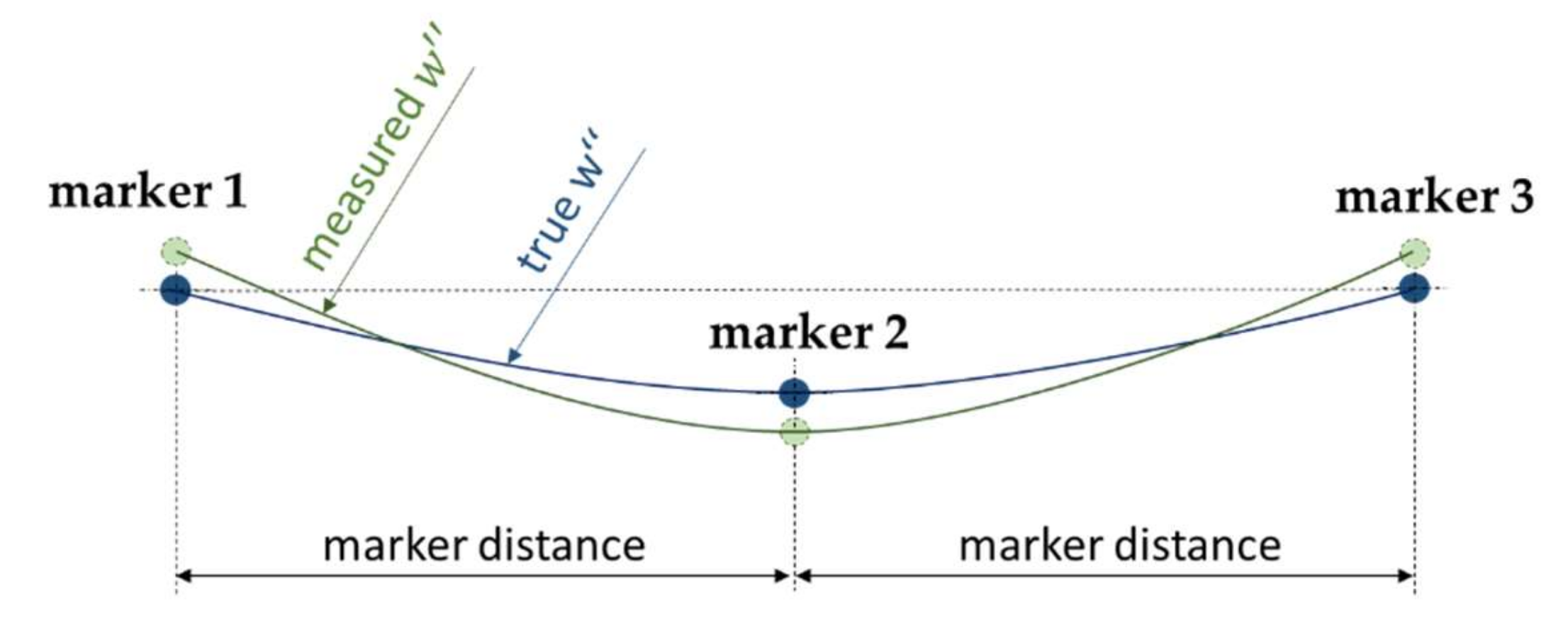
2.2.2. Data Processing and Statistical Analysis
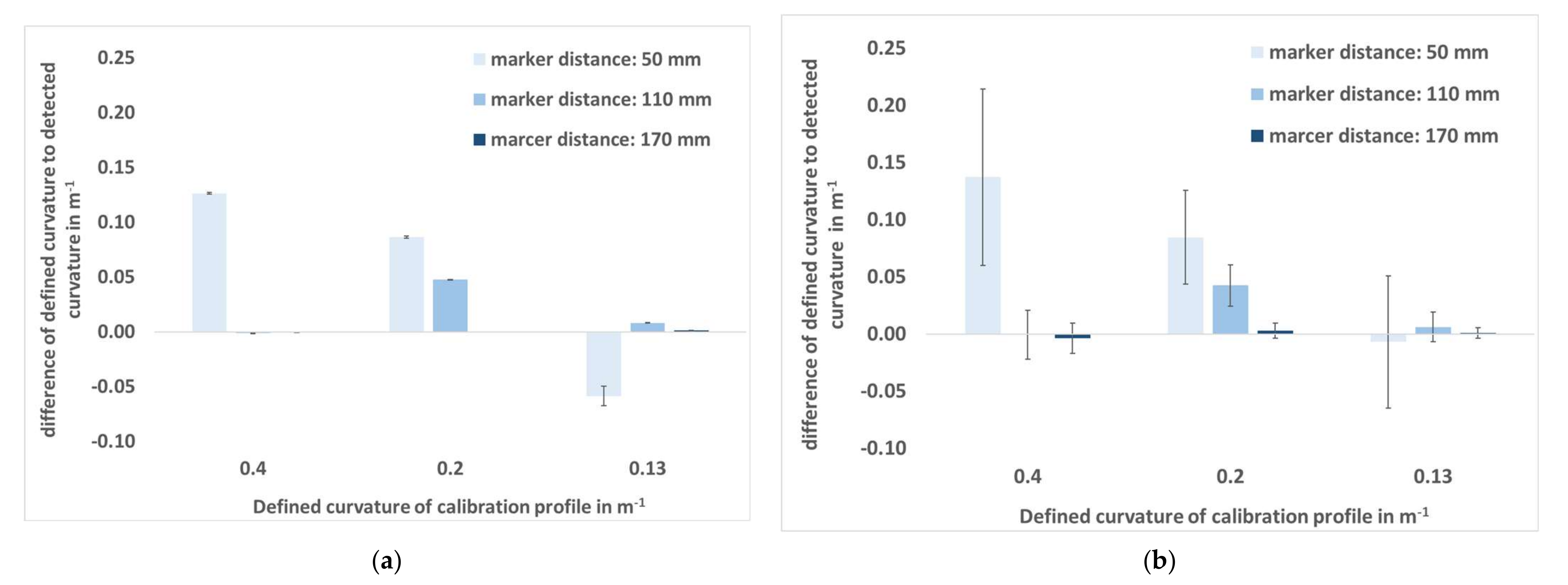
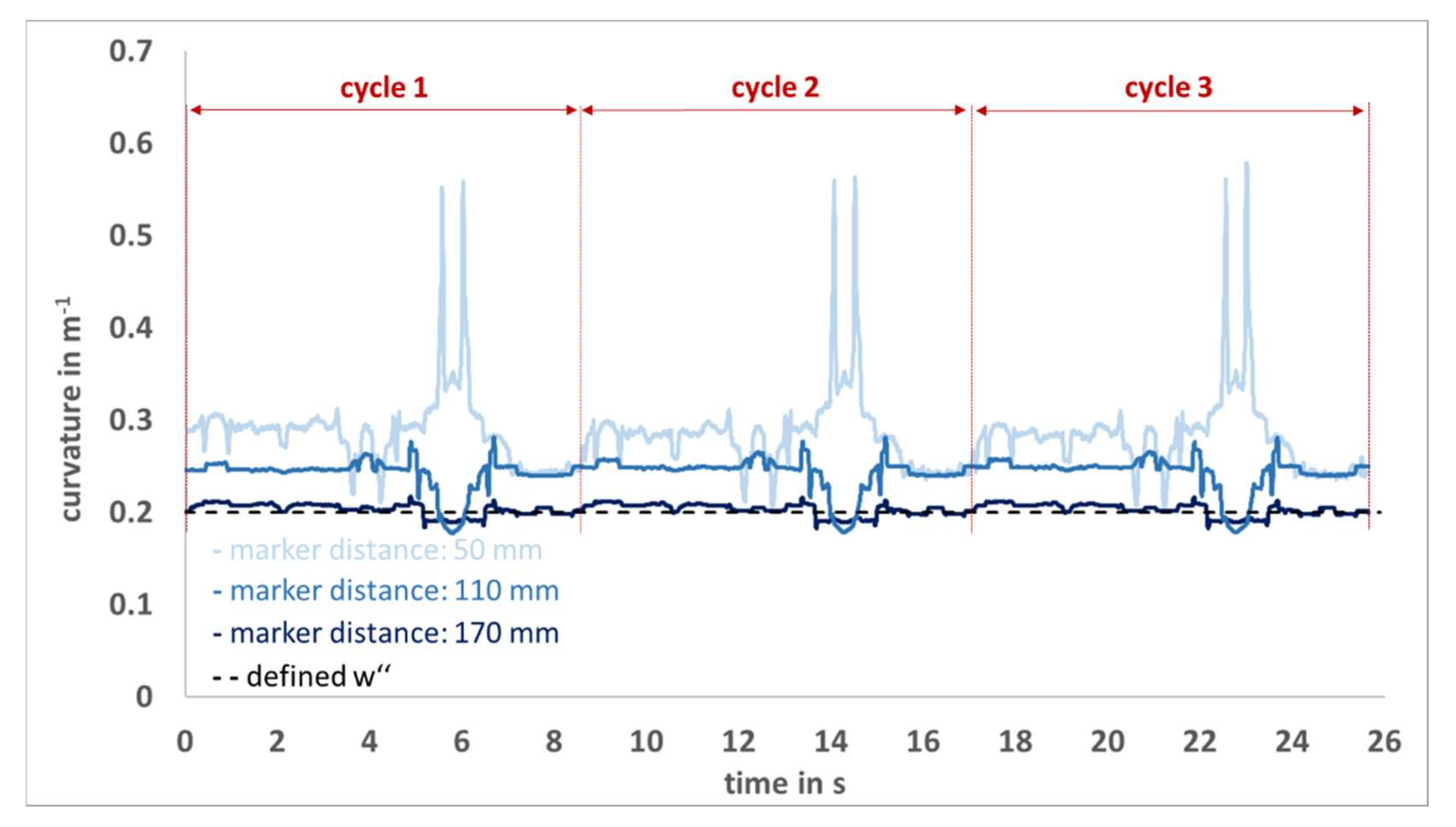
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Calibration Profile



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
References
- Gilgien, M.; Spörri, J.; Limpach, P.; Geiger, A.; Müller, E. The effect of different global navigation satellite system methods on positioning accuracy in elite alpine skiing. Sensors 2014, 14, 18433–18453. [Google Scholar] [CrossRef] [PubMed]
- Shirehjini, A.A.N.; Yassine, A.; Shirmohammadi, S. An RFID-based position and orientation measurement system for mobile objects in intelligent environments. IEEE Trans. Instrum. Meas. 2012, 61, 1664–1675. [Google Scholar] [CrossRef]
- Rhodes, J.; Mason, B.; Perrat, B.; Smith, M.; Goosey-Tolfrey, V. The validity and reliability of a novel indoor player tracking system for use within wheelchair court sports. J. Sports Sci. 2014, 32, 1639–1647. [Google Scholar] [CrossRef] [PubMed]
- Sathyan, T.; Shuttleworth, R.; Hedley, M.; Davids, K. Validity and reliability of a radio positioning system for tracking athletes in indoor and outdoor team sports. Behav. Res. Methods 2012, 44, 1108–1114. [Google Scholar] [CrossRef]
- Hedley, M.; Mackintosh, C.; Shuttleworth, R.; Humphrey, D.; Sathyan, T.; Ho, P. Wireless tracking system for sports training indoors and outdoors. Procedia Eng. 2010, 2, 2999–3004. [Google Scholar] [CrossRef]
- Perrat, B.; Smith, M.J.; Mason, B.S.; Rhodes, J.M.; Goosey-Tolfrey, V.L. Quality assessment of an Ultra-Wide Band positioning system for indoor wheelchair court sports. Proc. Inst. Mech. Eng. Part P J. Sports Eng. Technol. 2015, 229, 81–91. [Google Scholar] [CrossRef]
- Ogris, G.; Leser, R.; Horsak, B.; Kornfeind, P.; Heller, M.; Baca, A. Accuracy of the LPM tracking system considering dynamic position changes. J. Sports Sci. 2012, 30, 1503–1511. [Google Scholar] [CrossRef]
- Stelzer, A.; Pourvoyeur, K.; Fischer, A. Concept and application of LPM-a novel 3-D local position measurement system. IEEE Trans. Microw. Theory Tech. 2004, 52, 2664–2669. [Google Scholar] [CrossRef]
- Bischoff, O.; Heidmann, N.; Rust, J.; Paul, S. Design and implementation of an ultrasonic localization system for wireless sensor networks using angle-of-arrival and distance measurement. Procedia Eng. 2012, 47, 953–956. [Google Scholar] [CrossRef]
- Dutta, T. Evaluation of the Kinect™ sensor for 3-D kinematic measurement in the workplace. Appl. Ergon. 2012, 43, 645–649. [Google Scholar] [CrossRef]
- Klous, M.; Müller, E.; Schwameder, H. Collecting kinematic data on a ski/snowboard track with panning, tilting, and zooming cameras: Is there sufficient accuracy for a biomechanical analysis? J. Sports Sci. 2010, 28, 1345–1353. [Google Scholar] [CrossRef]
- Liu, G.; Tang, X.; Cheng, H.-D.; Huang, J.; Liu, J. A novel approach for tracking high speed skaters in sports using a panning camera. Pattern Recognit. 2009, 42, 2922–2935. [Google Scholar] [CrossRef]
- Corazza, S.; Mündermann, L.; Gambaretto, E.; Ferrigno, G.; Andriacchi, T.P. Markerless motion capture through visual hull, articulated icp and subject specific model generation. Int. J. Comput. Vis. 2010, 87, 156. [Google Scholar] [CrossRef]
- Stancic, I.; Supuk, T.G.; Panjkota, A. Design, development and evaluation of optical motion-tracking system based on active white light markers. IET Sci. Meas. Technol. 2013, 7, 206–214. [Google Scholar] [CrossRef]
- Van der Kruk, E.; Reijne, M.M. Accuracy of human motion capture systems for sport applications; state-of-the-art review. Eur. J. Sport Sci. 2018, 18, 806–819. [Google Scholar] [CrossRef] [PubMed]
- Begon, M.; Colloud, F.; Fohanno, V.; Bahuaud, P.; Monnet, T. Computation of the 3D kinematics in a global frame over a 40 m-long pathway using a rolling motion analysis system. J. Biomech. 2009, 42, 2649–2653. [Google Scholar] [CrossRef] [PubMed]
- Richards, J.G. The measurement of human motion: A comparison of commercially available systems. Hum. Mov. Sci. 1999, 18, 589–602. [Google Scholar] [CrossRef]
- Topley, M.; Richards, J.G. A comparison of currently available optoelectronic motion capture systems. J. Biomech. 2020, 106, 109820. [Google Scholar] [CrossRef]
- Monnet, T.; Samson, M.; Bernard, A.; David, L.; Lacouture, P. Measurement of three-dimensional hand kinematics during swimming with a motion capture system: A feasibility study. Sports Eng. 2014, 17, 171–181. [Google Scholar] [CrossRef]
- Maletsky, L.P.; Sun, J.; Morton, N.A. Accuracy of an optical active-marker system to track the relative motion of rigid bodies. J. Biomech. 2007, 40, 682–685. [Google Scholar] [CrossRef] [PubMed]
- Windolf, M.; Götzen, N.; Morlock, M. Systematic accuracy and precision analysis of video motion capturing systems—Exemplified on the Vicon-460 system. J. Biomech. 2008, 41, 2776–2780. [Google Scholar] [CrossRef]
- Liu, H.; Holt, C.; Evans, S. Accuracy and repeatability of an optical motion analysis system for measuring small deformations of biological tissues. J. Biomech. 2007, 40, 210–214. [Google Scholar] [CrossRef] [PubMed]
- De Gobbi, M.; Petrone, N. Structural behaviour of slalom skis in bending and torsion (P269). Eng. Sport 2008, 7, 643–652. [Google Scholar]
- Thorwartl, C.; Kröll, J.; Tschepp, A.; Schäffner, P.; Holzer, H.; Stöggl, T. A Novel Sensor Foil to Measure Ski Deflections: Development and Validation of a Curvature Model. Sensors 2021, 21, 4848. [Google Scholar] [CrossRef] [PubMed]
- Nachbauer, W.; Rainer, F.; Schindelwig, K. Effects of ski stiffness on ski performance. Eng. Sport 2004, 5, 472–478. [Google Scholar]
- Rainer, F.; Nachbauer, W.; Schindelwig, K.; Kaps, P. On the measurement of the stiffness of skis. In Science and Skiing III; Müller, E., Bacharach, D., Klika, R., Eds.; Meyer & Meyer Sport: Aachen, Germany, 2005; Volume 1, pp. 136–147. [Google Scholar]
- Lüthi, A.; Federolf, P.; Fauve, M.; Rhyner, H. Effect of bindings and plates on ski mechanical properties and carving performance. In The Engineering of Sport 6; Hubbard, M., Metha, R.D., Pallis, J.M., Eds.; Springer: Winfield, IL, USA, 2006; Volume 1, pp. 299–304. [Google Scholar]
- Truong, J.; Brousseau, C.; Desbiens, A.L. A Method for Measuring the Bending and Torsional Stiffness Distributions of Alpine Skis. Procedia Eng. 2016, 147, 394–400. [Google Scholar] [CrossRef][Green Version]
- Clifton, P.; Subic, A.; Mouritz, A. Snowboard stiffness prediction model for any composite sandwich construction. Procedia Eng. 2010, 2, 3163–3169. [Google Scholar] [CrossRef][Green Version]
- Stöggl, T.; Karlöf, L. Mechanical behaviour of cross-country ski racing poles during double poling. Sports Biomech. 2013, 12, 365–380. [Google Scholar] [CrossRef] [PubMed]
- Gim, J.; Jeon, J.; Kim, B.; Jeong, T.; Jeon, K.; Rhee, B. Quantification and design of jumping-ski characteristics. Proc. Inst. Mech. Eng. Part P J. Sports Eng. Technol. 2018, 232, 150–159. [Google Scholar] [CrossRef]






| Defined w″ (m−1) | Distance (mm) | Difference (mm−1) | SD (mm−1) | Max Error (mm−1) | Difference (mm−1) | SD (mm−1) | Max Error (mm−1) | Difference (mm−1) | SD (mm−1) | Max Error (mm−1) |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.4 | 50 | 126.3 | 1.0 | 129.8 | 138.6 | 79.3 | 501.5 | 137.2 | 77.1 | 481.41 |
| 0.2 | 86.3 | 0.9 | 89.7 | 83.8 | 43.4 | 451.3 | 84.5 | 41.1 | 379.5 | |
| −58.7 | 8.7 | −74.9 | −7.3 | 56.4 | 154.9 | −7.0 | 57.7 | 154.3 | ||
| 0.4 | 110 | −1.4 | 0.2 | −2.2 | −1.3 | 21.6 | −83.9 | −0.7 | 21.6 | −61.8 |
| 0.2 | 47.6 | 0.2 | 48.2 | 42.4 | 18.2 | 87.7 | 42.5 | 18.1 | 81.5 | |
| 8.1 | 0.2 | 8.7 | 5.8 | 12.7 | −42.8 | 6.0 | 12.9 | 41.6 | ||
| 0.4 | 170 | −0.4 | 0.1 | −0.8 | −3.8 | 13.1 | −30.2 | −3.7 | 13.3 | 27.7 |
| 0.2 | −0.3 | 0.1 | −0.6 | 2.7 | 6.5 | −22.0 | 2.9 | 6.5 | −17.9 | |
| 1.1 | 0.1 | 4.0 | 1.05 | 4.6 | −26.3 | 1.0 | 4.6 | −20.7 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thorwartl, C.; Stöggl, T.; Teufl, W.; Holzer, H.; Kröll, J. Curvature Detection with an Optoelectronic Measurement System Using a Self-Made Calibration Profile. Sensors 2022, 22, 51. https://doi.org/10.3390/s22010051
Thorwartl C, Stöggl T, Teufl W, Holzer H, Kröll J. Curvature Detection with an Optoelectronic Measurement System Using a Self-Made Calibration Profile. Sensors. 2022; 22(1):51. https://doi.org/10.3390/s22010051
Chicago/Turabian StyleThorwartl, Christoph, Thomas Stöggl, Wolfgang Teufl, Helmut Holzer, and Josef Kröll. 2022. "Curvature Detection with an Optoelectronic Measurement System Using a Self-Made Calibration Profile" Sensors 22, no. 1: 51. https://doi.org/10.3390/s22010051
APA StyleThorwartl, C., Stöggl, T., Teufl, W., Holzer, H., & Kröll, J. (2022). Curvature Detection with an Optoelectronic Measurement System Using a Self-Made Calibration Profile. Sensors, 22(1), 51. https://doi.org/10.3390/s22010051