
Non-Invasive Inspections: A Review on Methods and Tools



Abstract
:1. Introduction
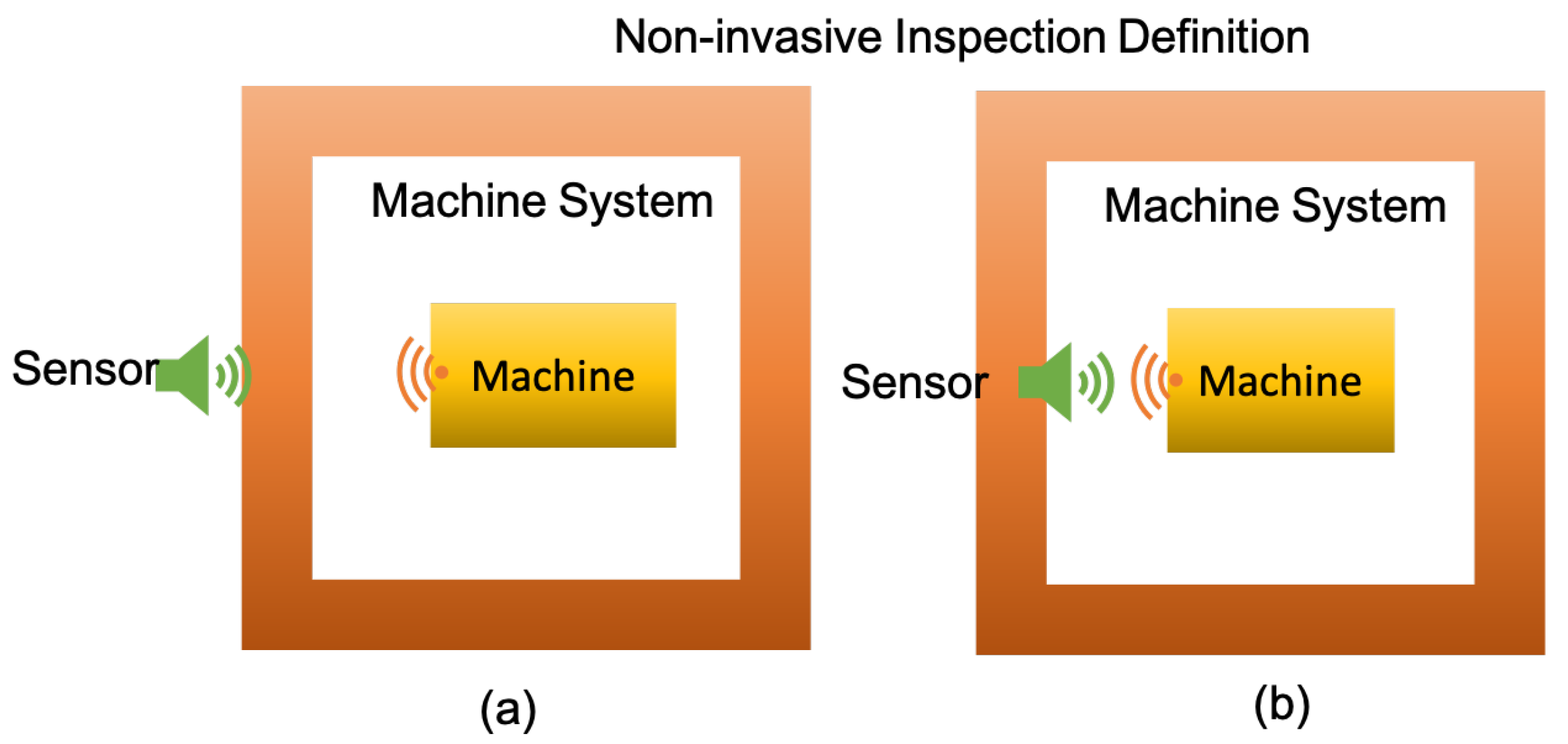
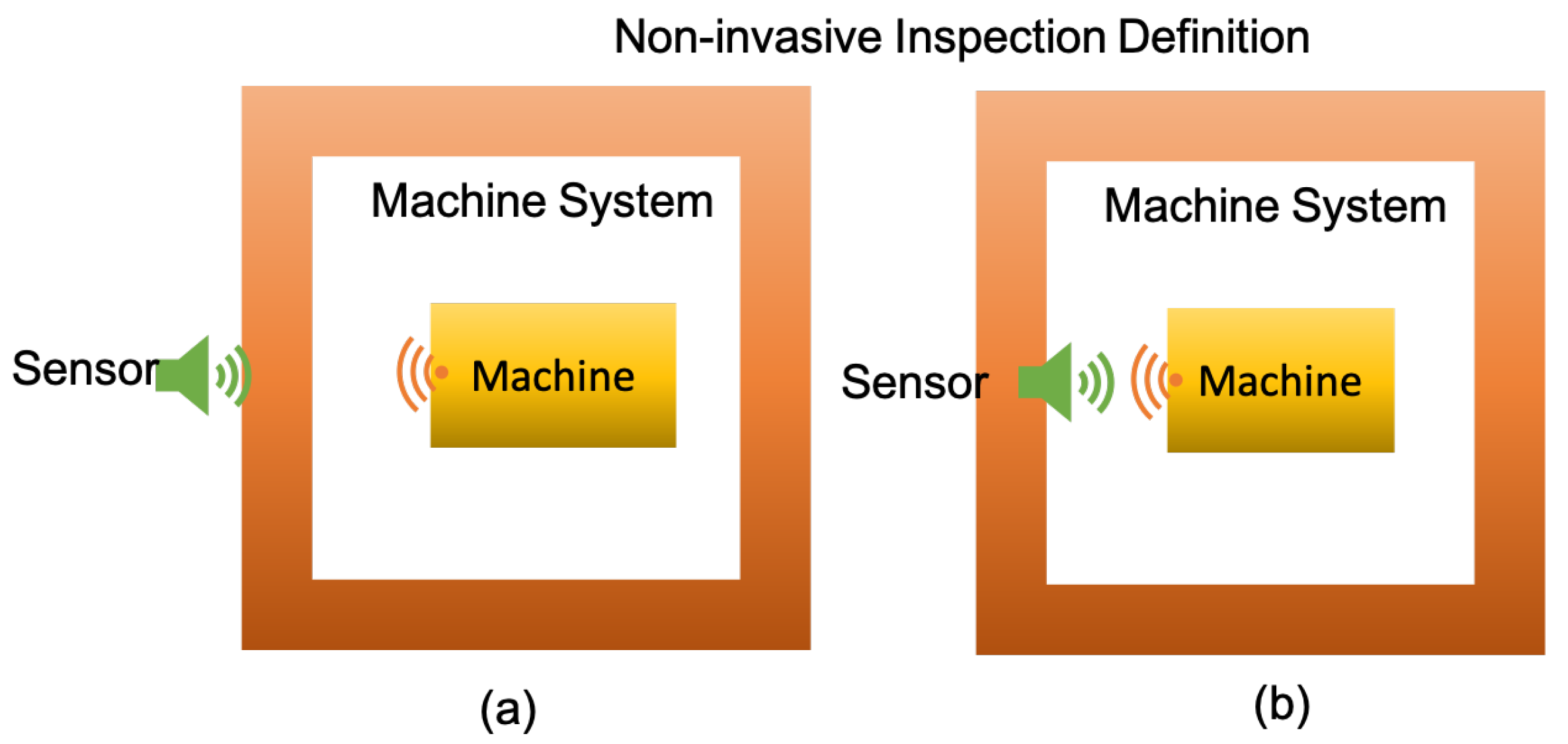
2. Definition of NI Inspections (NII)
2.1. Type-1—Definition: Non-Contact-Base NI Inspections (NCNI)
2.2. Type-2—Definition: Contact-Based NI Inspections (CNI)
3. Tools and Methods of NI Inspections
3.1. Non-Contact-Based Sensing
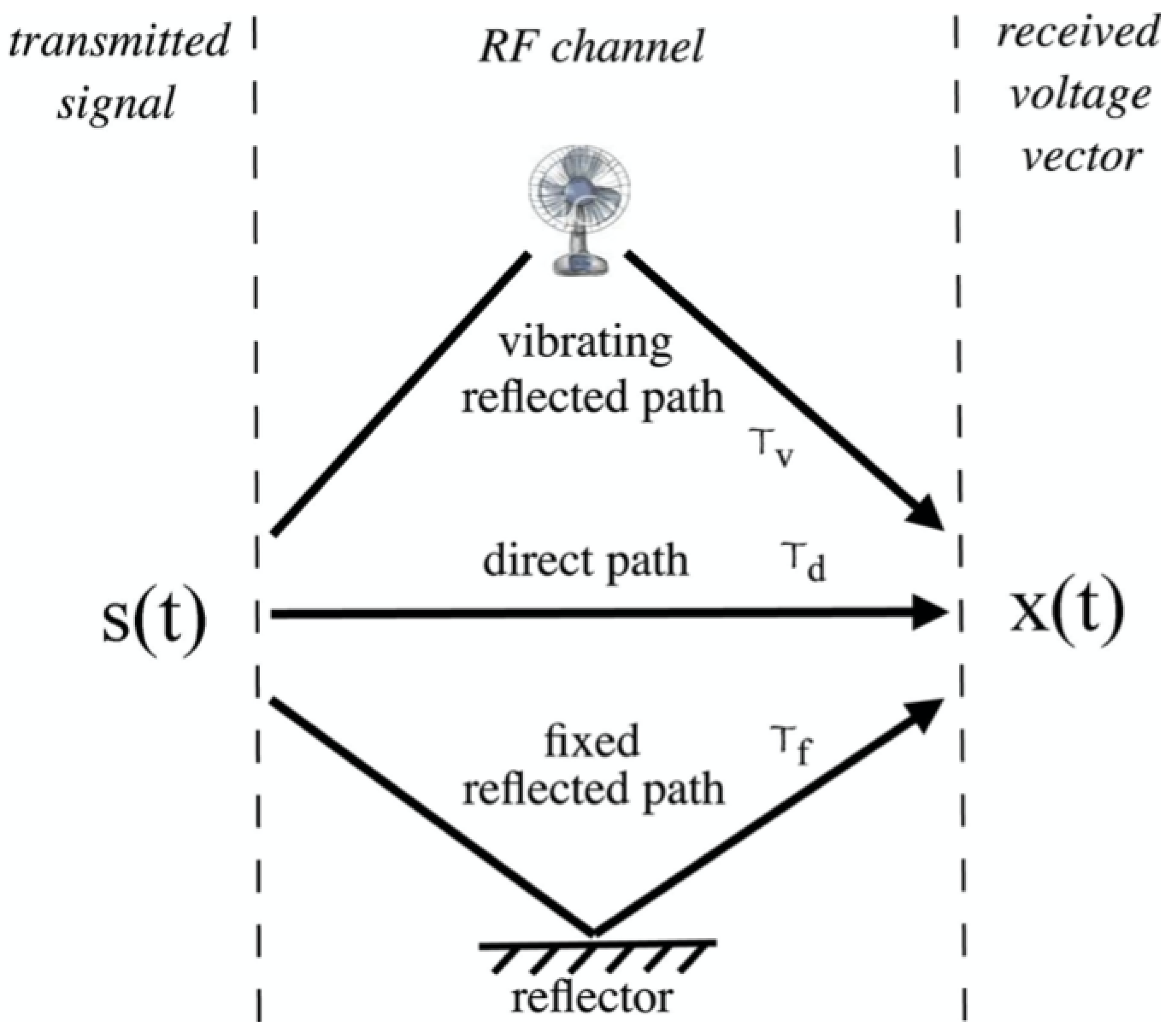
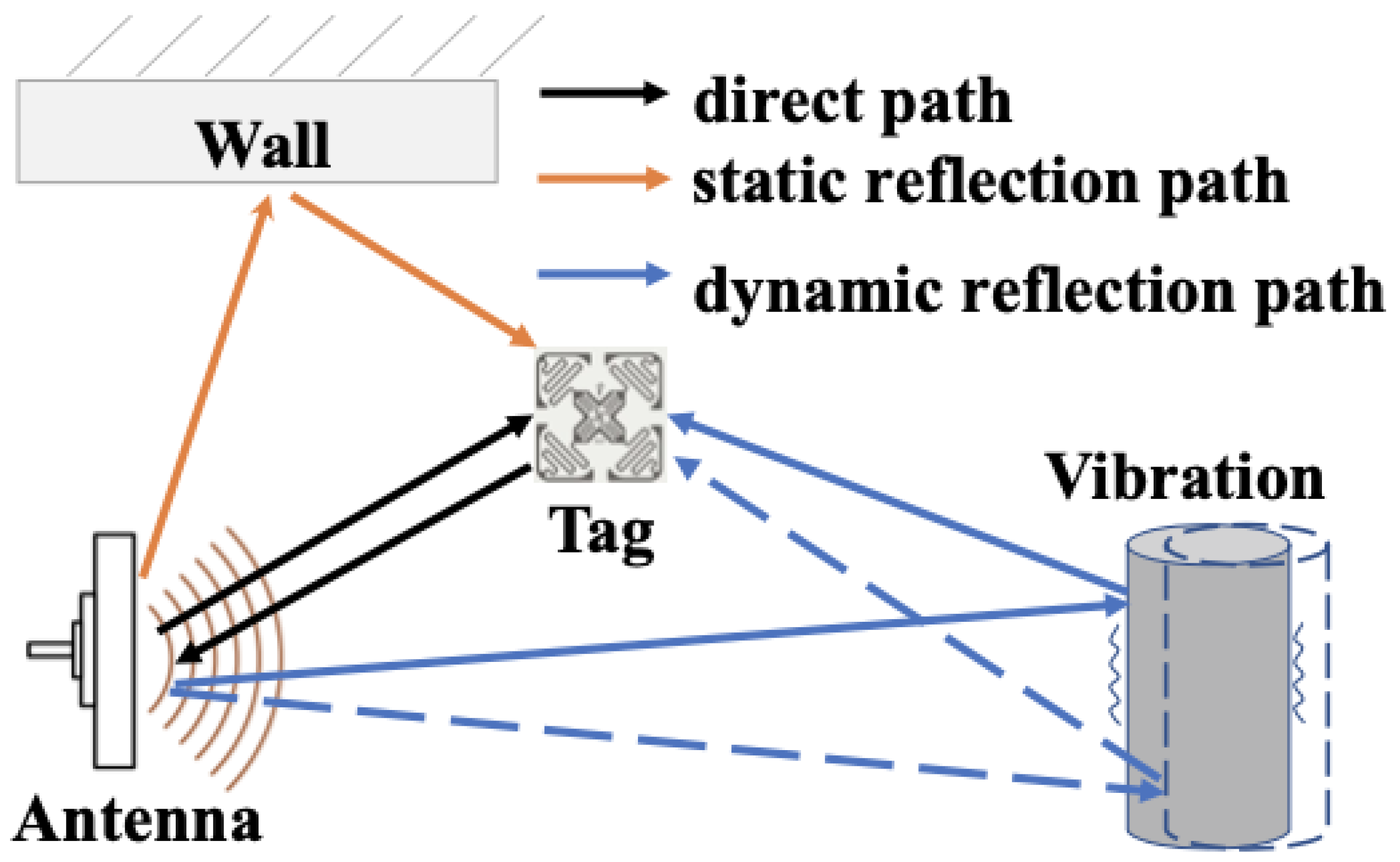
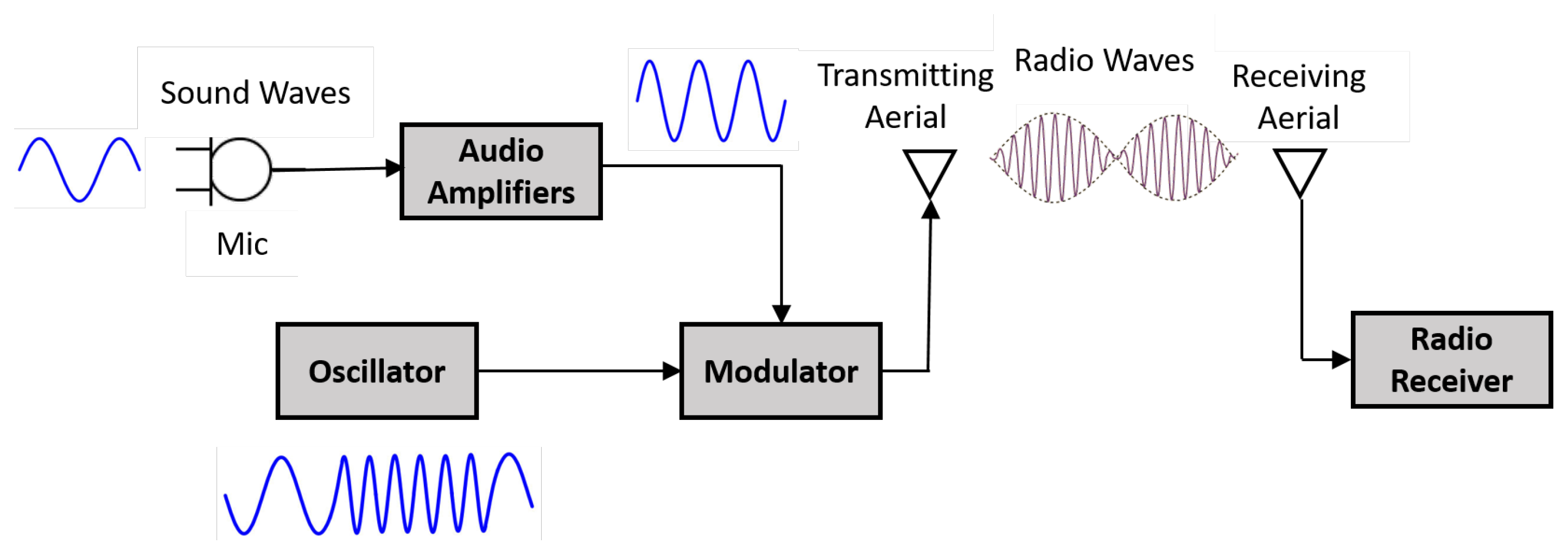
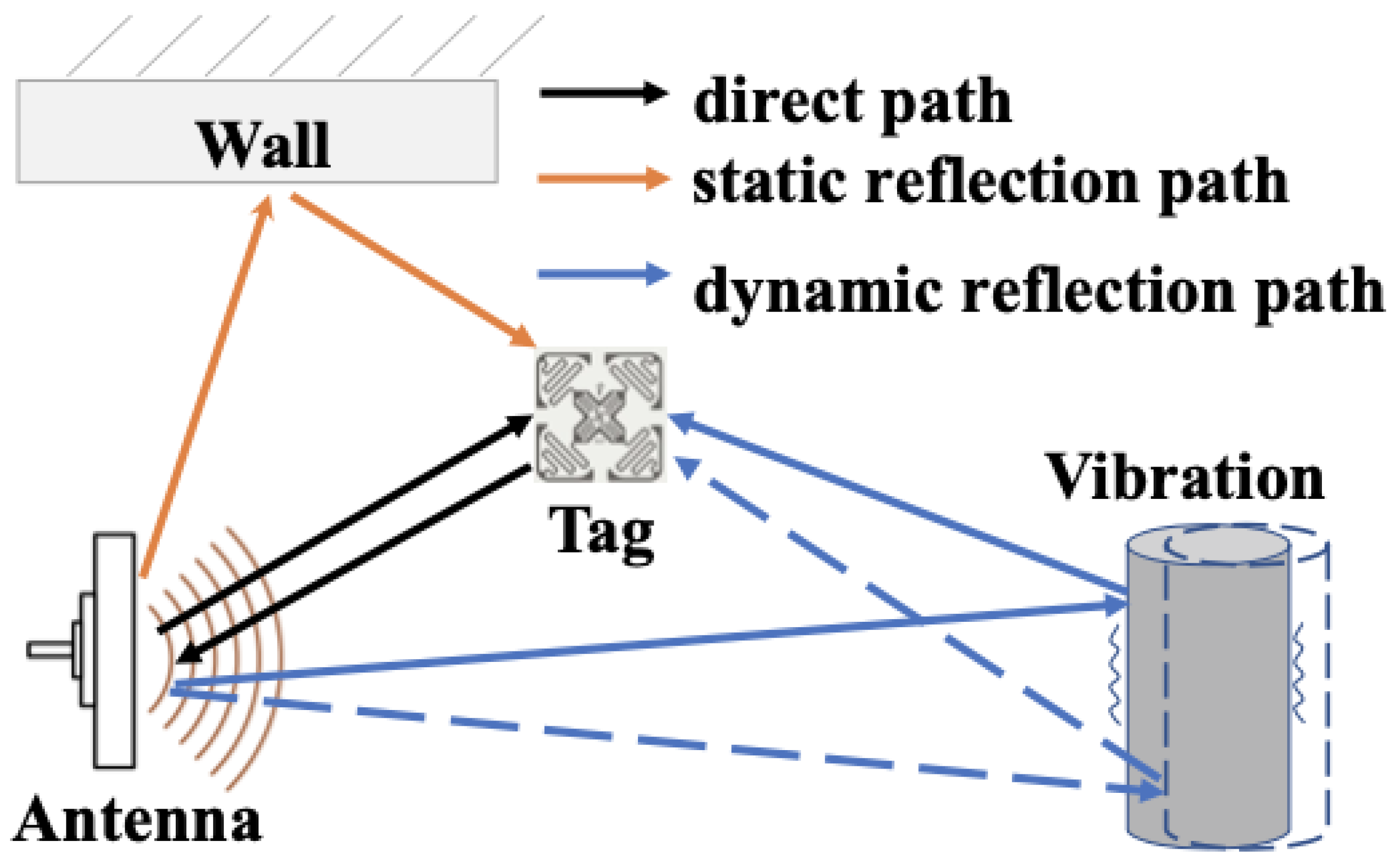
3.1.1. Radio Frequency
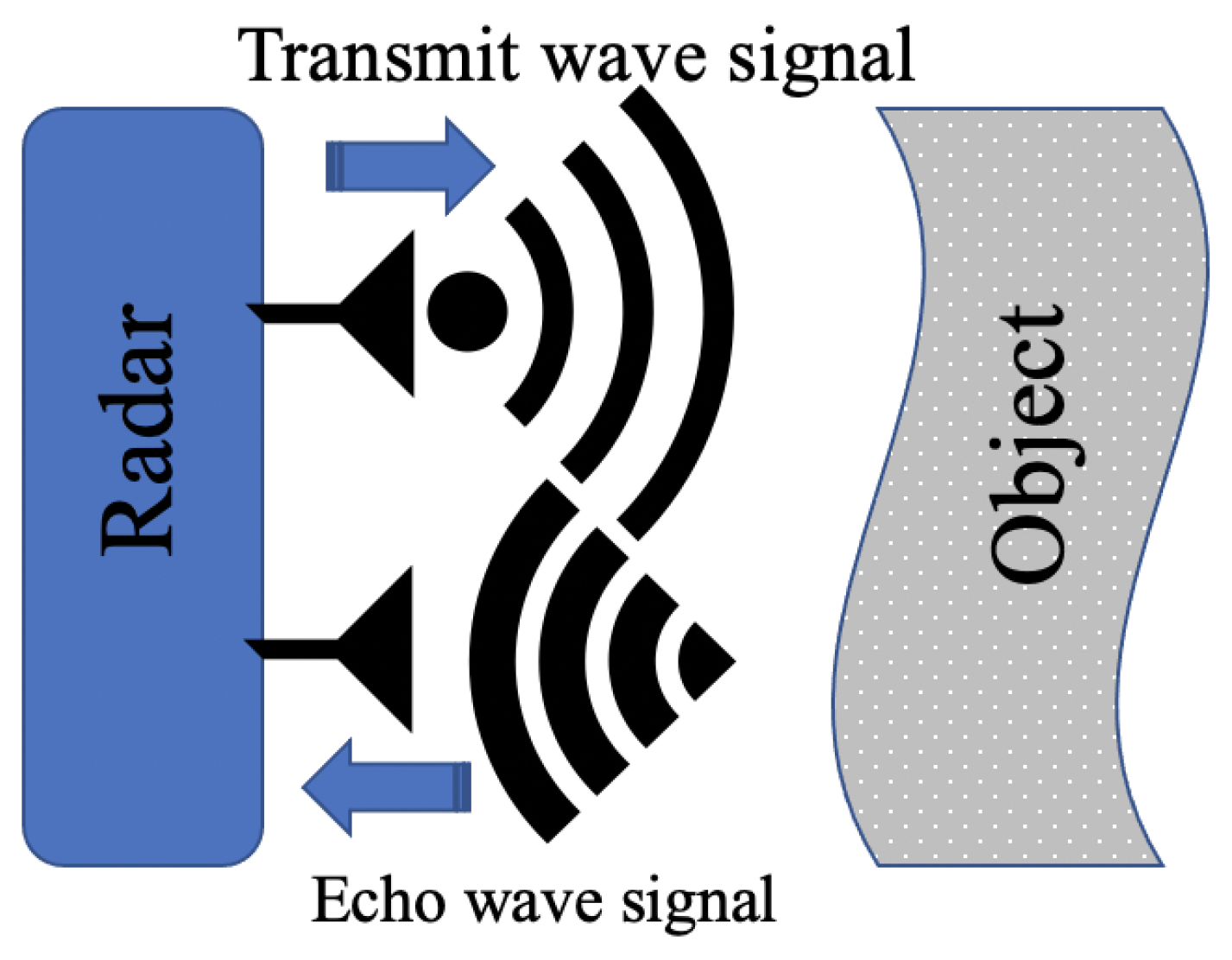
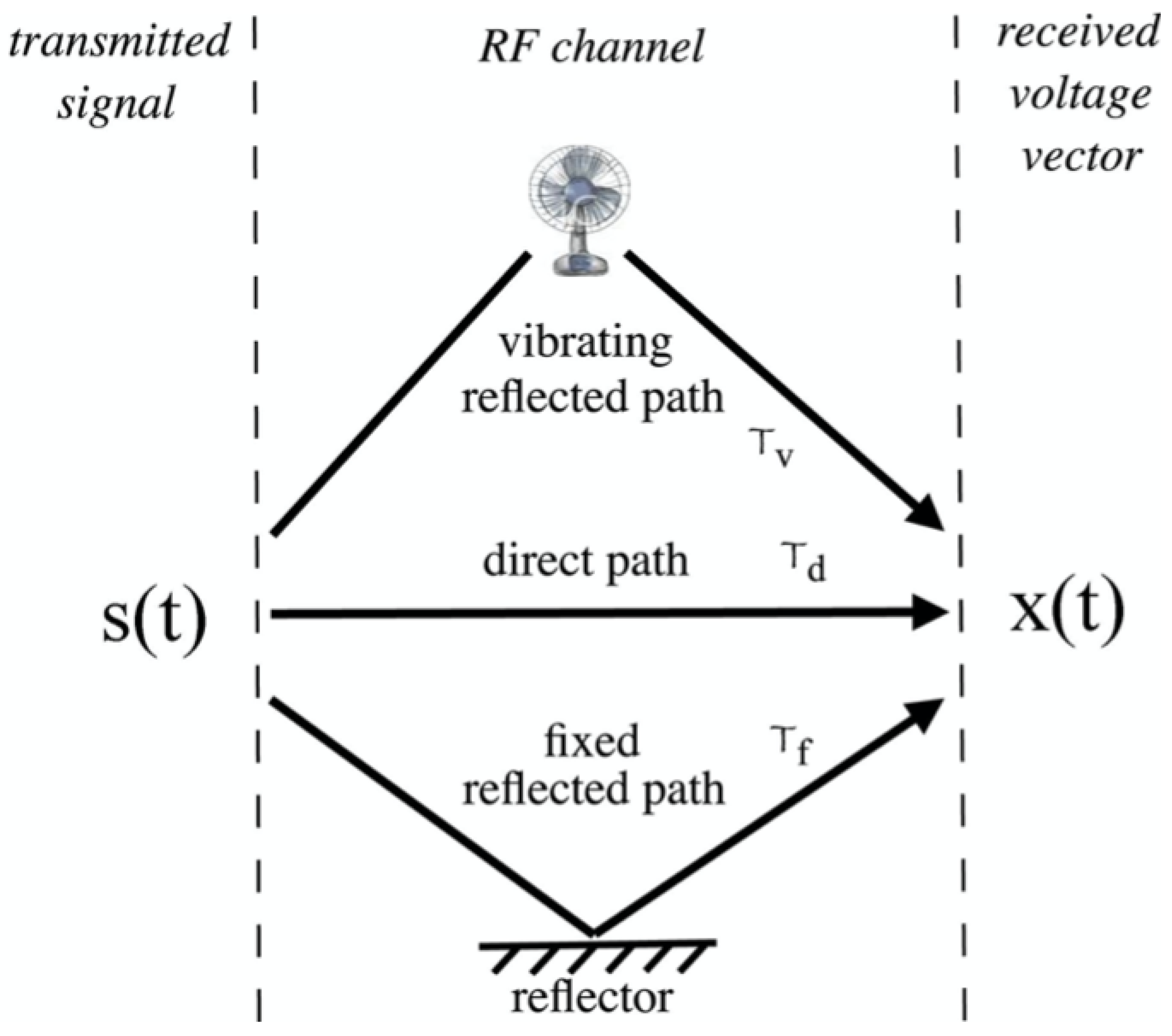
3.1.2. Radar
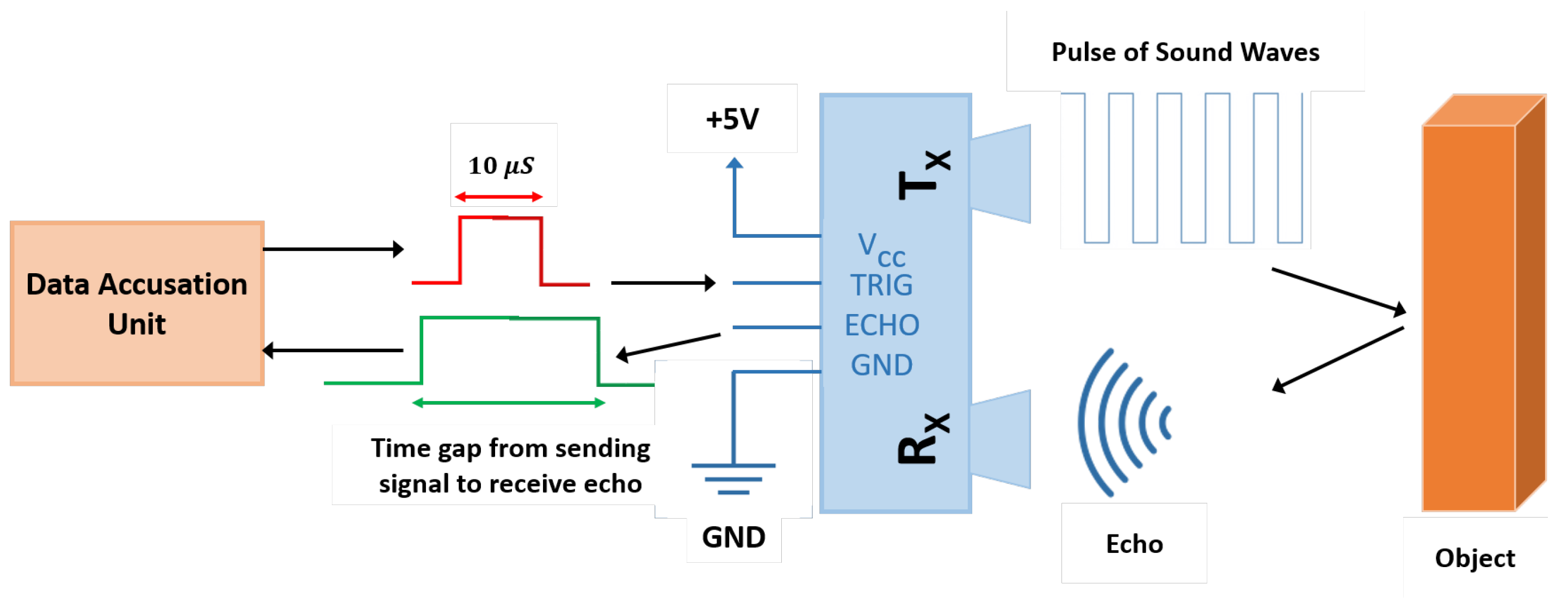
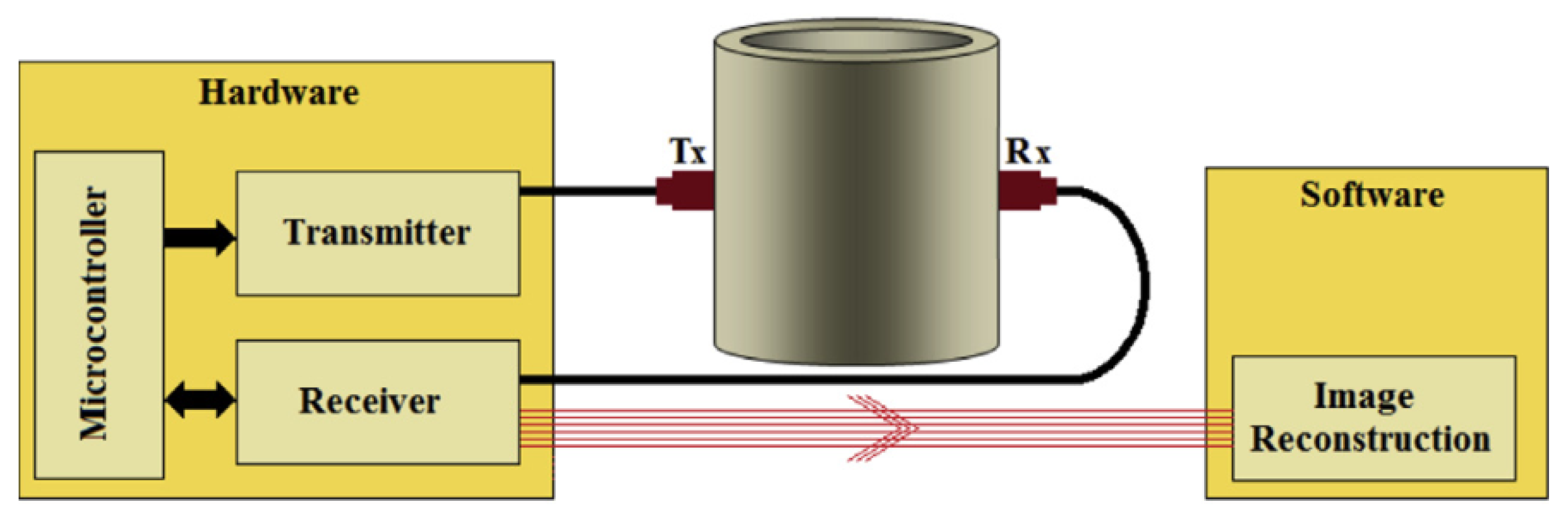
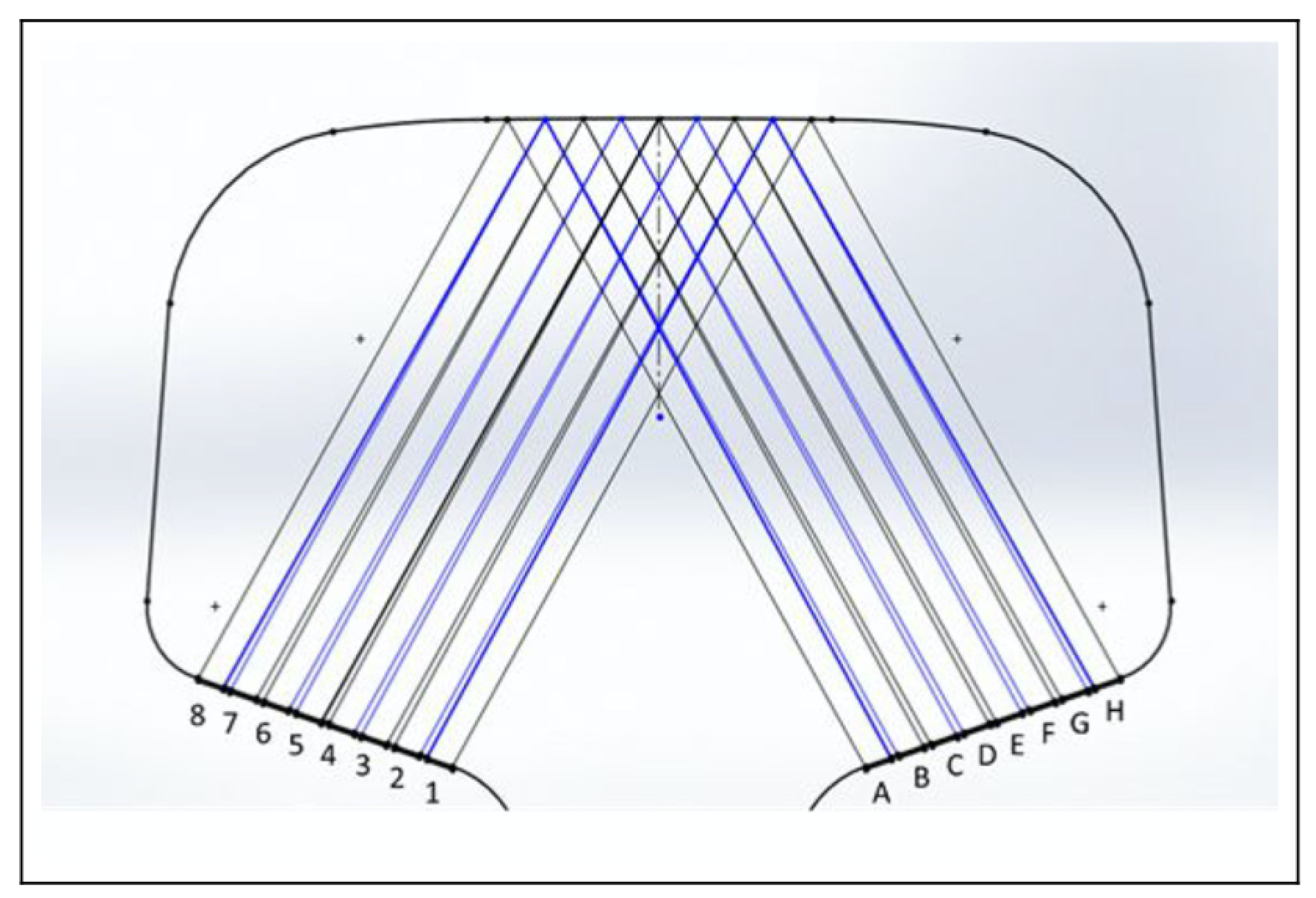
3.1.3. Ultrasonic Sensing
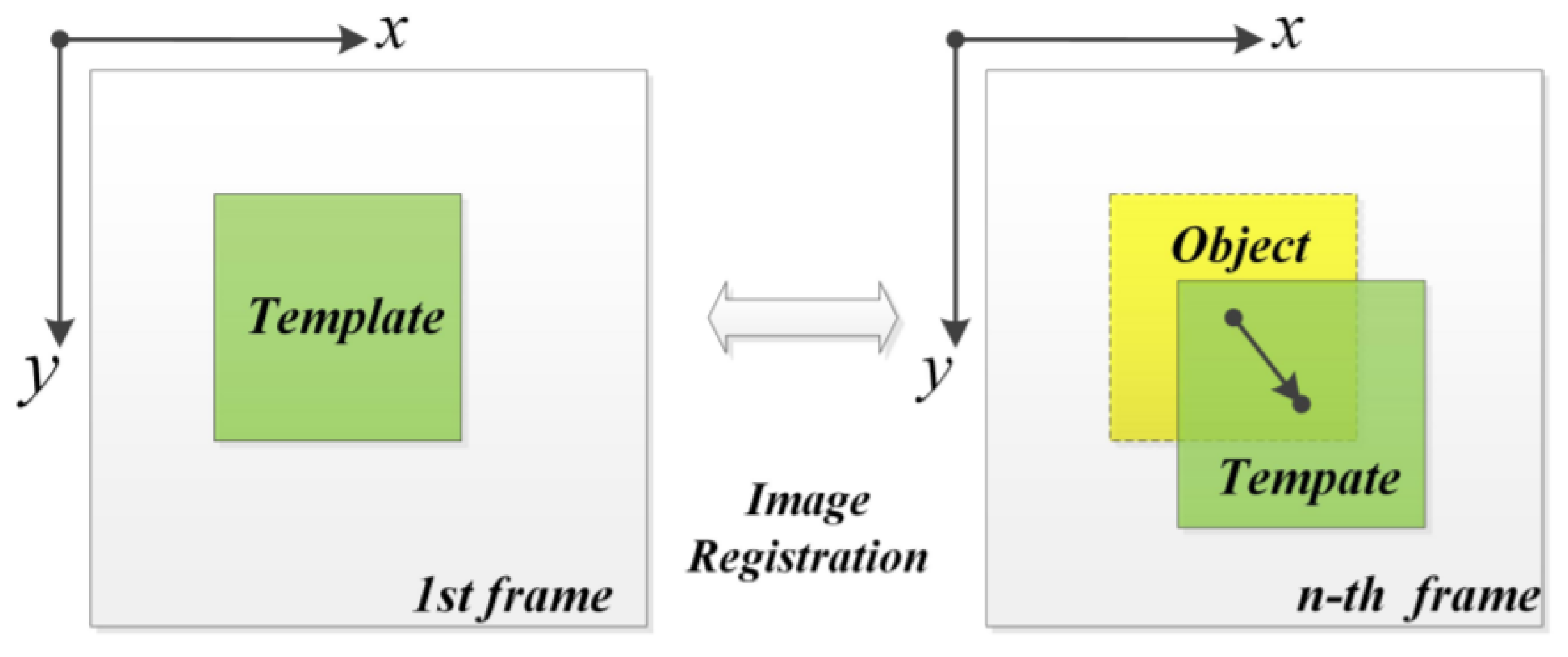
3.1.4. Camera Based Imaging
3.1.5. Acoustic Emission Sensing
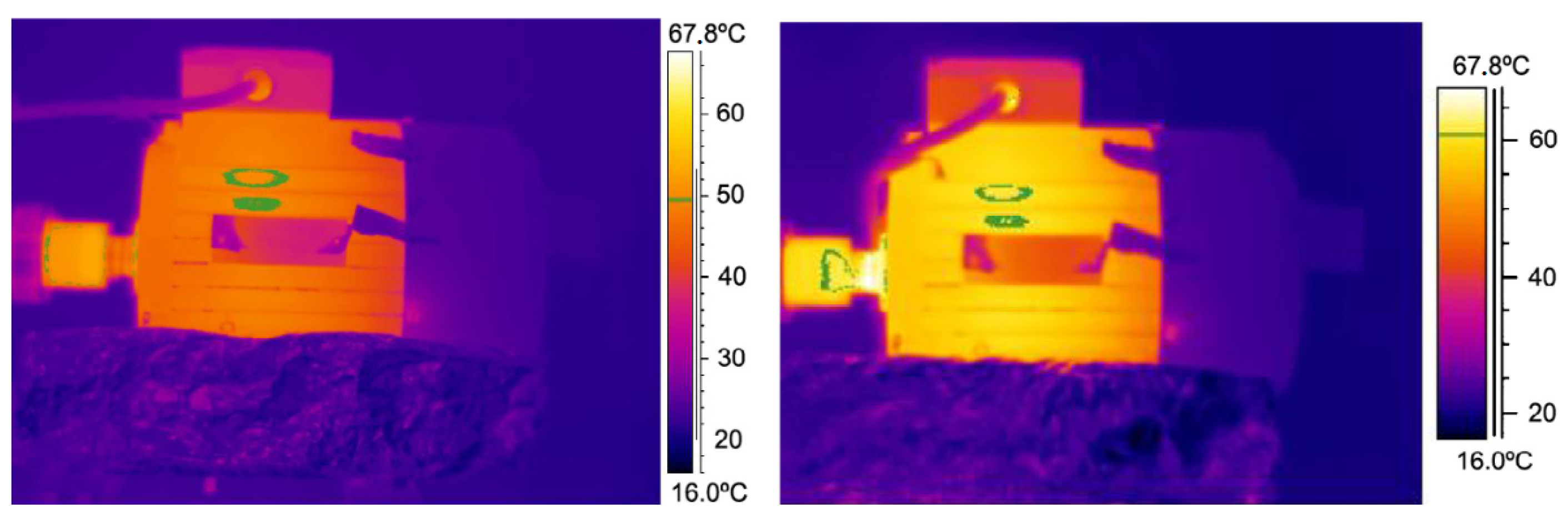
3.1.6. Thermographic Sensing
3.1.7. Laser
3.2. Contact-Based Sensors
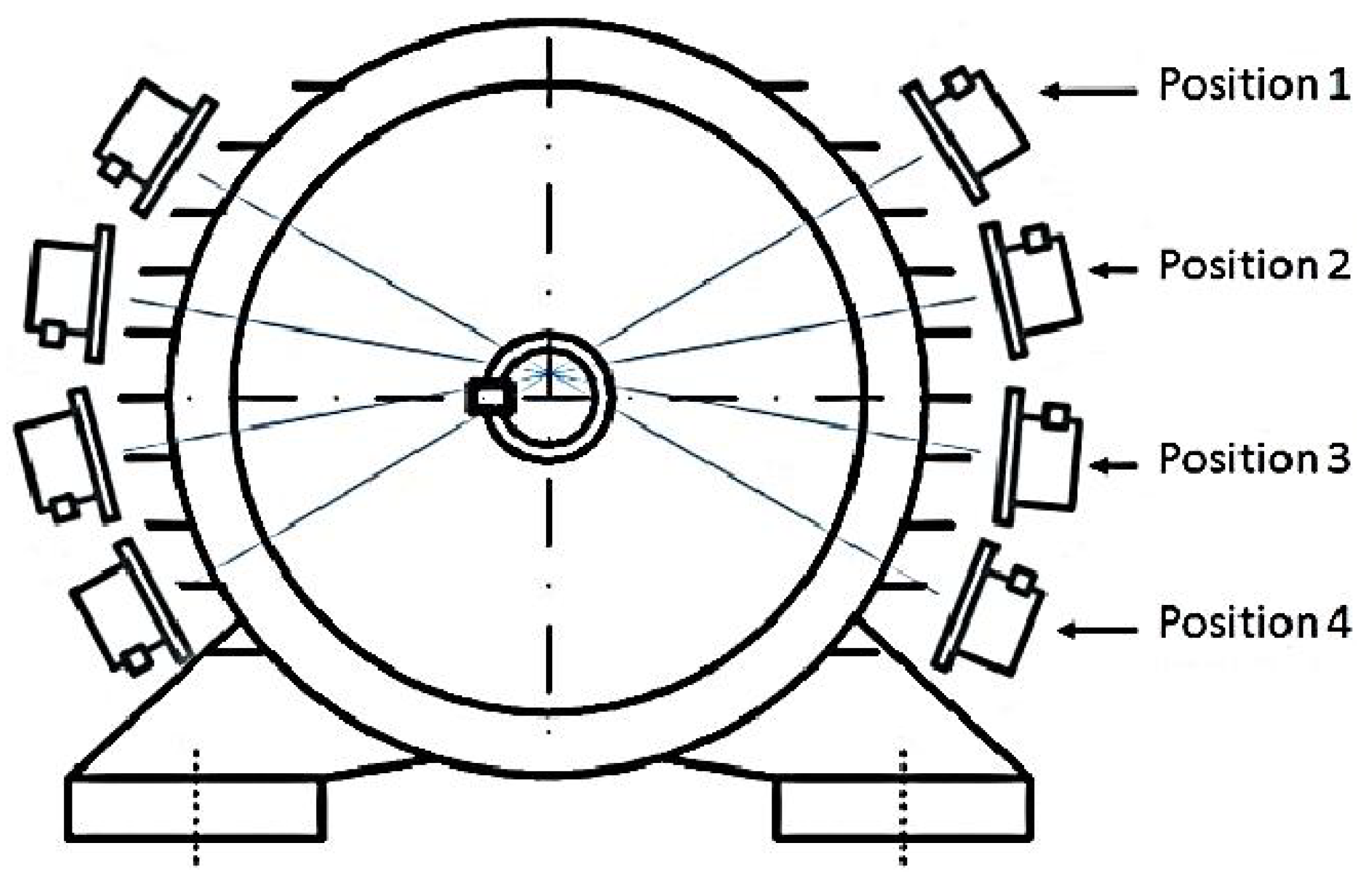
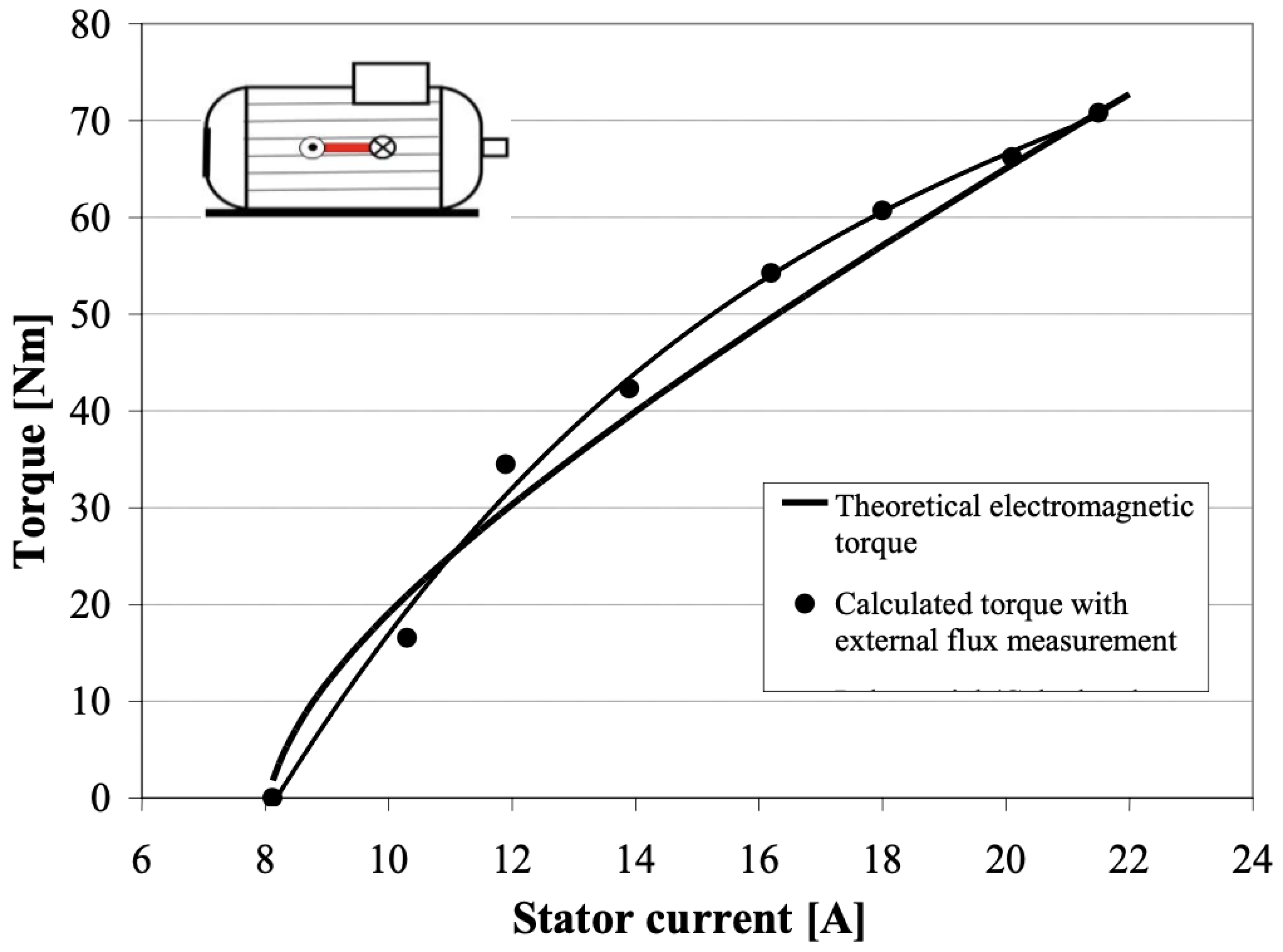
3.2.1. Magnetic Flux and Voltage Sensing
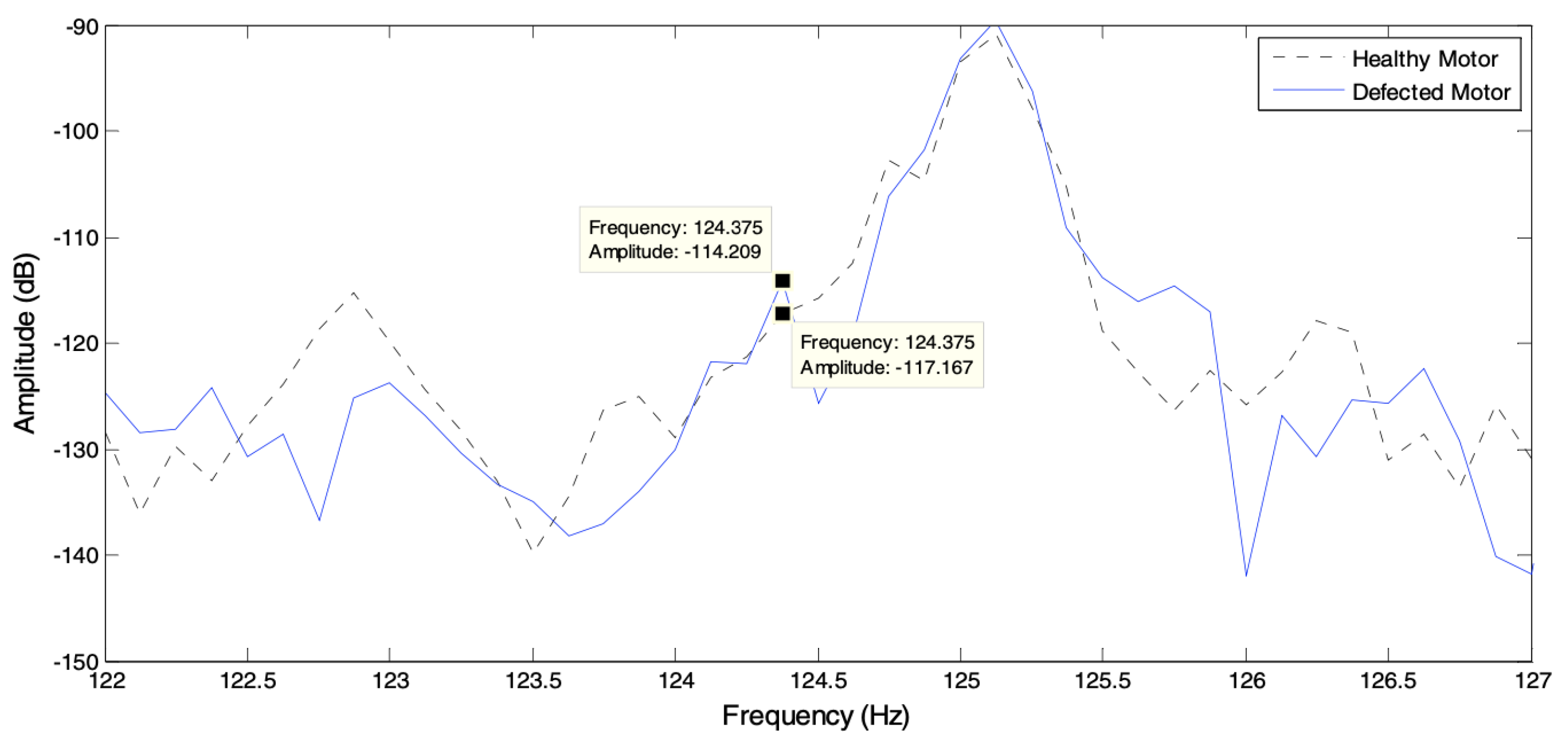
3.2.2. Machine Current Analysis
3.2.3. Vibration Technique
3.2.4. Wear Debris
4. Analysis of the Literature Review
4.1. Evaluation
4.2. Identifying Gaps and How to Close the Gap
4.3. Suitability Matrix of NII Techniques for Different Applications
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hecht, J. Laser. In Encyclopedia Britannica; Encyclopædia Britannica, Inc.: Chicago, IL, USA, 2021. [Google Scholar]
- Li, H.; Wang, W.; Li, Z.; Dong, L.; Li, Q. A novel approach for predicting tool remaining useful life using limited data. Mech. Syst. Signal Process. 2020, 143, 106832. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, K.; Liu, H. An elevator monitoring system based on the internet of things. Procedia Comput. Sci. 2018, 131, 541–544. [Google Scholar] [CrossRef]
- Kozłowski, E.; Mazurkiewicz, D.; Żabiński, T.; Prucnal, S.; Sȩp, J. Machining sensor data management for operation-level predictive model. Expert Syst. Appl. 2020, 159, 113600. [Google Scholar] [CrossRef]
- Liang, Z.; Liu, B.; Xie, M.; Parlikad, A.K. Condition-based maintenance for long-life assets with exposure to operational and environmental risks. Int. J. Prod. Econ. 2020, 221, 107482. [Google Scholar] [CrossRef]
- Shi, Y.; Zhu, W.; Xiang, Y.; Feng, Q. Condition-based maintenance optimization for multi-component systems subject to a system reliability requirement. Reliab. Eng. Syst. Saf. 2020, 202, 107042. [Google Scholar] [CrossRef]
- Engeler, M.; Treyer, D.; Zogg, D.; Wegener, K.; Kunz, A. Condition-based Maintenance: Model vs. Statistics a Performance Comparison. Procedia CIRP 2016, 57, 253–258. [Google Scholar] [CrossRef]
- Sullivan, G.; Pugh, R.; Melendez, A.P.; Hunt, W. Chapter 5: Types of Maintenance Programs. In Operations & Maintenance Best Practices—A Guide to Achieving Operational Efficiency (Release 3); Technical Report; Pacific Northwest National Lab. (PNNL): Richland, WA, USA, 2010; pp. 1–9. [Google Scholar]
- Cai, J.L.; Tzeng, C.B. Design of an embedded monitoring system used for the operation conditioning of wind turbine: Wind energy. In Proceedings of the 2017 International Conference on Sustainable and Renewable Energy Engineering, ICSREE 2017, Hiroshima, Japan, 10–12 May 2017; pp. 106–111. [Google Scholar] [CrossRef]
- Gao, Z.; Cecati, C.; Ding, S.X. A Survey of Fault Diagnosis and Fault-Tolerant Techniques—Part I: Fault Diagnosis with Model-Based and Signal-Based Approaches. IEEE Trans. Ind. Electron. 2015, 62, 3757–3767. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Cecati, C.; Ding, S.X. A Survey of Fault Diagnosis and Fault-Tolerant Techniques—Part II: Fault Diagnosis with Knowledge-Based and Hybrid/Active Approaches. IEEE Trans. Ind. Electron. 2015, 62, 3768–3774. [Google Scholar] [CrossRef] [Green Version]
- Gao, Z.; Liu, X. An Overview on Fault Diagnosis, Prognosis and Resilient Control for Wind Turbine Systems. Processes 2021, 9, 300. [Google Scholar] [CrossRef]
- He, Y.; Han, X.; Gu, C.; Chen, Z. Cost-oriented predictive maintenance based on mission reliability state for cyber manufacturing systems. Adv. Mech. Eng. 2018, 10, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Rahhal, J.S.; Abualnadi, D. IOT Based Predictive Maintenance Using LSTM RNN Estimator. In Proceedings of the 2nd International Conference on Electrical, Communication and Computer Engineering, ICECCE 2020, Istanbul, Turkey, 12–13 June 2020. [Google Scholar] [CrossRef]
- Kachin, O.; Kachin, S. Diagnostic of moving machine parts. In Proceedings of the 2012 7th International Forum on Strategic Technology (IFOST), Tomsk, Russia, 18–21 September 2012; pp. 11–14. [Google Scholar] [CrossRef]
- Peng, W. Remote Online Machine Condition Monitoring Using Advanced Internet, Wireless and Mobile Communication Technologies. Ph.D. Thesis, Nottingham Trent University, London, UK, 2011. [Google Scholar]
- Mulders, M.; Haarman, M. Predictive Maintenance 4.0; Predict the Unpredictable (PwC Publication): Amsterdam, The Netherlands, 2017; p. 32. [Google Scholar]
- Lo, N.G.; Soualhi, A.; Frini, M.; Razik, H. Gear and bearings fault detection using motor current signature analysis. In Proceedings of the 13th IEEE Conference on Industrial Electronics and Applications (ICIEA), Wuhan, China, 31 May–2 June 2018; pp. 900–905. [Google Scholar] [CrossRef]
- Sabouri, M.; Ojaghi, M.; Faiz, J.; Cardoso, A.J. New technique for identifying bearing faults in three-phase induction motors. In Proceedings of the IECON 2016—42nd Annual Conference of the IEEE Industrial Electronics Society, Florence, Italy, 23–26 October 2016; pp. 1530–1535. [Google Scholar] [CrossRef]
- Atzori, L.; Iera, A.; Morabito, G. The Internet of Things: A survey. Comput. Netw. 2010, 54, 2787–2805. [Google Scholar] [CrossRef]
- Shishlyannikov, D.I.; Pushkarev, A.E. Diagnosis of mining and oilfield equipment by excited oscillations analysis technique. J. Phys. Conf. Ser. 2019, 1384. [Google Scholar] [CrossRef]
- Manyala, J.; Atashbar, M. On-Line Lubricants Health Condition Monitoring in Gearbox Application. SAE Int. J. Fuels Lubr. 2013, 6, 907–914. [Google Scholar] [CrossRef]
- Boscato, G.; Fragonara, L.Z.; Cecchi, A.; Reccia, E.; Baraldi, D. Structural Health Monitoring through Vibration-Based Approaches. Shock Vib. 2019, 2019, 2380616. [Google Scholar] [CrossRef]
- Burriel-Valencia, J.; Puche-Panadero, R.; Martinez-Roman, J.; Sapena-Bano, A.; Pineda-Sanchez, M.; Perez-Cruz, J.; Riera-Guasp, M. Automatic fault diagnostic system for induction motors under transient regime optimized with expert systems. Electronics 2019, 8, 6. [Google Scholar] [CrossRef] [Green Version]
- Alabied, S.; Haba, U.; Daraz, A.; Gu, F.; Ball, A.D. Empirical mode decomposition of motor current signatures for centrifugal pump diagnostics. In Proceedings of the 2018 24th International Conference on Automation and Computing (ICAC), Newcastle Upon Tyne, UK, 6–7 September 2018; pp. 6–7. [Google Scholar] [CrossRef]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S.; Magzoub, M.; Hung, N.T. A Non-Invasive Method for Condition Monitoring of Induction Motors Operating Under Arbitrary Loading Conditions. Arab. J. Sci. Eng. 2016, 41, 3463–3471. [Google Scholar] [CrossRef]
- Al-Najjar, B.; Alsyouf, I. Selecting the most efficient maintenance approach using fuzzy multiple criteria decision making. Int. J. Prod. Econ. 2003, 84, 85–100. [Google Scholar] [CrossRef]
- Secic, A.; Jambrosic, K.; Kuzle, I. Blind Source Separation as an Extraction Tool of the Useful Diagnostic Material in on Load Tap Changer Audio Based Diagnostics. In Proceedings of the 2018 IEEE PES Innovative Smart Grid Technologies Conference Europe (ISGT-Europe), Sarajevo, Bosnia and Herzegovina, 21–25 October 2018; pp. 1–6. [Google Scholar]
- Kia, S.H.; Henao, H.; Capolino, G.A. Some digital signal processing techniques for induction machines diagnosis. In Proceedings of the 8th IEEE Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives, Bologna, Italy, 5–8 September 2011; pp. 322–329. [Google Scholar] [CrossRef]
- Kia, S.H.; Henao, H.; Member, S.; Capolino, G.-A. Efficient digital signal processing techniques for induction machines fault diagnosis. In Proceedings of the 2013 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Paris, France, 11–12 March 2013; pp. 232–246. [Google Scholar]
- Lv, Q. Research on state monitoring technology for power equipment based on Internet of things. In Proceedings of the 2018 International Conference on Robots & Intelligent System (ICRIS), Changsha, China, 26–27 May 2018; pp. 110–113. [Google Scholar] [CrossRef]
- Olalere, I.O.; Dewa, M.; Nleya, B. Remote Condition Monitoring of Elevator’s Vibration and Acoustics Parameters for Optimised Maintenance Using IoT Technology. In Proceedings of the 2018 IEEE Canadian Conference on Electrical & Computer Engineering (CCECE), Quebec, QC, Canada, 13–16 May 2018. [Google Scholar] [CrossRef]
- Puche-Panadero, R.; Martinez-Roman, J.; Sapena-Bano, A.; Burriel-Valencia, J. Diagnosis of Rotor Asymmetries Faults in Induction Machines Using the Rectified Stator Current. IEEE Trans. Energy Convers. 2020, 35, 213–221. [Google Scholar] [CrossRef]
- Nassar, I.T.; Wang, J.; Frolik, J.L.; Weller, T.M. A High-Efficiency, Miniaturized Sensor Node with 3-D Machined-Substrate Antennas for Embedded Wireless Monitoring. IEEE Sens. J. 2015, 15, 5036–5044. [Google Scholar] [CrossRef]
- Zhang, Y.; Zeng, P.; Yang, G.; Li, J. Online and remote machine condition monitoring and fault diagnosis system using wireless sensor networks. In Proceedings of the 2013 15th IEEE International Conference on Communication Technology, Guilin, China, 17–19 November 2013; pp. 259–265. [Google Scholar] [CrossRef]
- Guerrero, E.; Brugues, J.; Verdu, J.; Paco, P.D. Microwave Microphone Using a General Purpose 24-GHz FMCW Radar. IEEE Sens. Lett. 2020, 4, 4–7. [Google Scholar] [CrossRef]
- Moll, J.; Salman, R.; Pozdniakov, D.; Nuber, A.; Friedman, H.; Arnold, P.; Mälzer, M.; Krozer, V. Motion sensing of a wind turbine prototype using a bistatic FMCW Doppler radar sensor. In Proceedings of the 2018 11th German Microwave Conference (GeMiC), Freiburg, Germany, 12–14 March 2018; pp. 99–102. [Google Scholar] [CrossRef]
- Hershberger, J.; Pratt, T.; Kossler, R. Non-contact rotating machine health status via dual-polarized radar. In Proceedings of the 2018 Texas Symposium on Wireless and Microwave Circuits and Systems (WMCS), Waco, TX, USA, 5–6 April 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Hung, W.P.; Chang, C.H.; Lee, T.H. Real-time and noncontact impulse radio radar system for μm movement accuracy and vital-sign monitoring applications. IEEE Sens. J. 2017, 17, 2349–2358. [Google Scholar] [CrossRef]
- Guerrero, E.; Brugues, J.; Verdu, J.; De Paco, P. Sound Retrieval Using 24 GHz FMCW Radar. In Proceedings of the 2020 IEEE Radio and Wireless Symposium (RWS), San Antonio, TX, USA, 26–29 January 2020; pp. 191–193. [Google Scholar] [CrossRef]
- Sujanya Kumari, T.; Roy, L.P. Through-the-Wall HB100 Radar Signal Processing for Estimating Frequency of Vibrating Diaphragm. In Proceedings of the 2020 IEEE Region 10 Symposium (TENSYMP), Dhaka, Bangladesh, 5–7 June 2020; pp. 851–854. [Google Scholar] [CrossRef]
- Piotrowsky, L.; Siska, J.; Schweer, C.; Pohl, N. Using FMCW radar for spatially resolved intra-chirp vibrometry in the audio range. In Proceedings of the 2020 IEEE/MTT-S International Microwave Symposium (IMS), Los Angeles, CA, USA, 4–6 August 2020; pp. 791–794. [Google Scholar] [CrossRef]
- Roy, D.; Sinharay, A.; Rakshit, R.; Chakravarty, T.; Bhowmick, B.; Pal, A. A Novel RF-assisted-Strobe System for Unobtrusive Vibration Detection of Machine Parts. IEEE Sens. J. 2020, 20, 10924–10935. [Google Scholar] [CrossRef]
- Gu, C.; Lien, J. A Two-Tone Radar Sensor for Concurrent Detection of Absolute Distance and Relative Movement for Gesture Sensing. IEEE Sens. Lett. 2017, 1, 1–4. [Google Scholar] [CrossRef]
- Cappellini, A.; Cigada, A.; Vanali, M.; Leva, D.; Rivolta, C. Advantages and drawbacks in the use of non-contact radar techniques to perform dynamic measurements. J. Civ. Struct. Health Monit. 2014, 4, 303–311. [Google Scholar] [CrossRef]
- Kim, Y.; Zyl, J.V. Synthetic Aperture Radar Polarimetry; John Wiley & Sons: Hoboken, NJ, USA, 2011; pp. 1–2. [Google Scholar]
- Folger, P. Chapter 1—Basic Radar Principles and General Characteristics; Defense Mapping Agency Hydrographic Center: Washington, DC, USA, 2014; pp. 1–34. [Google Scholar]
- Barusu, M.R.; Sethurajan, U.; Deivasigamani, M. Diagnosis of bearing outer race faults using a low-cost non-contact method with advanced wavelet transforms. Elektron. Elektrotechnika 2019, 25, 44–53. [Google Scholar] [CrossRef] [Green Version]
- Barusu, M.R.; Deivasigamani, M. Non-Invasive Vibration Measurement for Diagnosis of Bearing Faults in 3-Phase Squirrel Cage Induction Motor Using Microwave Sensor. IEEE Sens. J. 2021, 21, 1026–1039. [Google Scholar] [CrossRef]
- Barusu, M.R.; Deivasigamani, M. Diagnosis of Multiple Rotor Bar Faults of Squirrel Cage Induction Motor (SCIM) Using Rational Dilation Wavelet Transforms. IETE J. Res. 2020, 1–15. [Google Scholar] [CrossRef]
- Mueller, J.G.; Pratt, T.G. A radio frequency polarimetric sensor for rotating machine analysis. IEEE Sens. J. 2013, 13, 4866–4873. [Google Scholar] [CrossRef]
- Khazaee, M.; Rezaniakolaie, A.; Moosavian, A.; Rosendahl, L. A novel method for autonomous remote condition monitoring of rotating machines using piezoelectric energy harvesting approach. Sens. Actuators A Phys. 2019, 295, 37–50. [Google Scholar] [CrossRef]
- Mulidi, J. General Principles of Radio Broadcasting, Transmission and Reception. Electr. Control Syst. 2020. [Google Scholar]
- Yang, P.; Feng, Y.; Xiong, J.; Chen, Z.; Li, X.Y. RF-Ear: Contactless Multi-device Vibration Sensing and Identification Using COTS RFID. In Proceedings of the IEEE INFOCOM 2020—IEEE Conference on Computer Communications, Toronto, ON, Canada, 6–9 July 2020; pp. 297–306. [Google Scholar] [CrossRef]
- Panda, K.G.; Agrawal, D.; Nshimiyimana, A.; Hossain, A. Effects of environment on accuracy of ultrasonic sensor operates in millimetre range. Perspect. Sci. 2016, 8, 574–576. [Google Scholar] [CrossRef] [Green Version]
- Abbaszadeh, J.; Rahim, H.A.; Rahim, R.A.; Sarafi, S.; Nor Ayob, M.; Faramarzi, M. Design procedure of ultrasonic tomography system with steel pipe conveyor. Sens. Actuators A Phys. 2013, 203, 215–224. [Google Scholar] [CrossRef]
- Zhou, L.; Brunskill, H.P.; Lewis, R. Real-time non-invasive measurement and monitoring of wheel–rail contact using ultrasonic reflectometry. Struct. Health Monit. 2019, 18, 1953–1965. [Google Scholar] [CrossRef]
- Olisa, S.C.; Khan, M.A.; Starr, A. Review of current guided wave ultrasonic testing (GWUT) limitations and future directions. Sensors 2021, 21, 811. [Google Scholar] [CrossRef] [PubMed]
- Zhang, D.; Guo, J.; Lei, X.; Zhu, C. A high-speed vision-based sensor for dynamic vibration analysis using fast motion extraction algorithms. Sensors 2016, 16, 572. [Google Scholar] [CrossRef] [PubMed]
- Amjad, M.S.; Dressler, F. Integrated Communications and Non-Invasive Vibrations Sensing using Strobing Light. In Proceedings of the 2020 IEEE International Conference on Communications (ICC), Dublin, Ireland, 7–11 June 2020. [Google Scholar] [CrossRef]
- Jeng, Y.N.; Wu, C.H. Frequency identification of vibration signals using video camera image data. Sensors 2012, 12, 13871–13898. [Google Scholar] [CrossRef] [Green Version]
- Han, L.; Li, Z.; Zhong, K.; Cheng, X.; Luo, H.; Liu, G.; Shang, J.; Wang, C.; Shi, Y. Vibration detection and motion compensation for multi-frequency phase-shifting-based 3D sensors. Sensors 2019, 19, 1368. [Google Scholar] [CrossRef] [Green Version]
- Ferrer, B.; Espinosa, J.; Roig, A.B.; Perez, J.; Mas, D. Vibration frequency measurement using a local multithreshold technique. Opt. Express 2013, 21, 26198. [Google Scholar] [CrossRef]
- Altmann, B.; Pape, C.; Reithmeier, E. Digital image processing algorithms for automated inspection of dynamic effects in roller bearings. In Automated Visual Inspection and Machine Vision II; International Society for Optics and Photonics: Bellingham, WA, USA, 2017; Volume 10334, p. 103340A. [Google Scholar] [CrossRef] [Green Version]
- Kia, S.H.; Henao, H.; Capolino, G.A. A comparative study of acoustic, vibration and stator current signatures for gear tooth fault diagnosis. In Proceedings of the 2012 XXth International Conference on Electrical Machines, Marseille, France, 2–5 September 2012; pp. 1514–1519. [Google Scholar] [CrossRef]
- Heydarzadeh, M.; Nourani, M.; Hansen, J.; Hedayati Kia, S. Non-invasive gearbox fault diagnosis using scattering transform of acoustic emission. In Proceedings of the 2017 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), New Orleans, LA, USA, 5–9 March 2017; pp. 371–375. [Google Scholar] [CrossRef]
- Salazar-Villanueva, F.; Ibarra-Manzano, O.G. Spectral analysis for identifying faults in induction motors by means of sound. In Proceedings of the 23rd International Conference on Electronics, Communications and Computing, CONIELECOMP 2013, Puebla, Mexico, 11–13 March 2013; pp. 149–153. [Google Scholar] [CrossRef]
- Czech, P.; Wojnar, G.; Burdzik, R.; Konieczny, Ł; Warczek, J. Application of the discrete wavelet transform and probabilistic neural networks in IC engine fault diagnostics. J. Vibroengineering 2014, 16, 1619–1639. [Google Scholar]
- Wang, R.; Liu, F.; Hou, F.; Jiang, W.; Hou, Q.; Yu, L. A Non-Contact Fault Diagnosis Method for Rolling Bearings Based on Acoustic Imaging and Convolutional Neural Networks. IEEE Access 2020, 8, 132761–132774. [Google Scholar] [CrossRef]
- Vanraj; Dhami, S.S.; Pabla, B.S. Non-contact incipient fault diagnosis method of fixed-axis gearbox based on CEEMDAN. R. Soc. Open Sci. 2017, 4, 170616. [Google Scholar] [CrossRef] [Green Version]
- Wu, H.; Tsokalo, I.A.; Taghouti, M.; Salah, H.; Fitzek, F.H. Compressible Source Separation in Industrial IoT Broadband Communication. In Proceedings of the 2019 24th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Zaragoza, Spain, 10–13 September 2019; pp. 619–624. [Google Scholar] [CrossRef]
- Pham, M.T.; Kim, J.M.; Kim, C.H. Deep learning-based bearing fault diagnosis method for embedded systems. Sensors 2020, 20, 6886. [Google Scholar] [CrossRef]
- Pham, M.T.; Kim, J.M.; Kim, C.H. Intelligent fault diagnosis method using acoustic emission signals for bearings under complex working conditions. Appl. Sci. 2020, 10, 7068. [Google Scholar] [CrossRef]
- Wotzka, D.; Cichoń, A. Study on the influence of measuring ae sensor type on the effectiveness of oltc defect classification. Sensors 2020, 20, 3095. [Google Scholar] [CrossRef] [PubMed]
- Sio-Sever, A.; Leal-Muñoz, E.; Lopez-Navarro, J.M.; Alzugaray-Franz, R.; Vizan-Idoipe, A.; de Arcas-Castro, G. Non-invasive estimation of machining parameters during end-milling operations based on acoustic emission. Sensors 2020, 20, 5326. [Google Scholar] [CrossRef] [PubMed]
- Janda, M.; Vitek, O.; Skalka, M. Noise diagnostic of induction machine. In Proceedings of the 19th International Conference on Electrical Machines, ICEM 2010, Rome, Italy, 6–8 September 2010. [Google Scholar] [CrossRef]
- Picazo-Rodenas, M.J.; Antonino-Daviu, J.; Climente-Alarcon, V.; Royo-Pastor, R.; Mota-Villar, A. Combination of non-invasive approaches for general assessment of induction motors. In Proceedings of the 2014 International Conference on Electrical Machines (ICEM), Berlin, Germany, 2–5 September 2014; pp. 1496–1502. [Google Scholar] [CrossRef] [Green Version]
- Khamisan, N.; Ghazali, K.H.; Zin, A.H.M. A thermograph image extraction based on color features for induction motor bearing fault diagnosis monitoring. ARPN J. Eng. Appl. Sci. 2015, 10, 17095–17101. [Google Scholar]
- Picazo-Ródenas, M.J.; Royo, R.; Antonino-Daviu, J.; Roger-Folch, J. Use of the infrared data for heating curve computation in induction motors: Application to fault diagnosis. Eng. Fail. Anal. 2013, 35, 178–192. [Google Scholar] [CrossRef]
- Jeffali, F.; EL Kihel, B.; Nougaoui, A.; Delaunois, F. Monitoring and diagnostic misalignment of asynchronous machines by infrared thermography. J. Mater. Environ. Sci. 2015, 6, 1192–1199. [Google Scholar]
- Duan, L.; Yao, M.; Wang, J.; Bai, T.; Zhang, L. Segmented infrared image analysis for rotating machinery fault diagnosis. Infrared Phys. Technol. 2016, 77, 267–276. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, L.O.; Lucas Maia, C.M.; Rocha, M.T.; Jose Barbosa Junior, A.N.; Anna Aguiar, P.V.; Rafael Lima, B.C.; Junior, G.A.; Barros, P.R. Thermal vision for remote monitoring through cross-platform application. In Proceedings of the 2018 13th IEEE International Conference on Industry Applications (INDUSCON), Sao Paulo, Brazil, 12–14 November 2018; pp. 698–703. [Google Scholar] [CrossRef]
- Jeffali, F.; Ouariach, A.; El Kihel, B.; Nougaoui, A. Diagnosis of three-phase induction motor and the impact on the kinematic chain using non-destructive technique of infrared thermography. Infrared Phys. Technol. 2019, 102, 102970. [Google Scholar] [CrossRef]
- Janssens, O.; Loccufier, M.; Van Hoecke, S. Thermal Imaging and Vibration-Based Multisensor Fault Detection for Rotating Machinery. IEEE Trans. Ind. Inform. 2019, 15, 434–444. [Google Scholar] [CrossRef] [Green Version]
- Deng, R.; Lin, Y.; Tang, W.; Gu, F.; Ball, A. Object-based thermal image segmentation for fault diagnosis of reciprocating compressors. Sensors 2020, 20, 3436. [Google Scholar] [CrossRef]
- Choudhary, A.; Shimi, S.L.; Akula, A. Bearing Fault Diagnosis of Induction Motor Using Thermal Imaging. In Proceedings of the 2018 International Conference on Computing, Power and Communication Technologies (GUCON), Greater Noida, India, 28–29 September 2018; pp. 950–955. [Google Scholar] [CrossRef]
- Khajavi, M.N.; Keshtan, M.N. Intelligent fault classification of rolling bearings using neural network and discrete wavelet transform. J. Vibroengineering 2014, 16, 761–769. [Google Scholar]
- Ribeiro, D.A.; Ferreira, D.D.; Pereira, D.A.; Braga Junior, R.A.; Nunes, R.D. Mechanical fault detection in electric motors measured by a digital signal processing device in an optical mouse. Meas. J. Int. Meas. Confed. 2019, 138, 350–355. [Google Scholar] [CrossRef]
- Mehrabi, A.B.; Farhangdoust, S. A Laser-Based Noncontact Vibration Technique for Health Monitoring of Structural Cables: Background, Success, and New Developments. Adv. Acoust. Vib. 2018, 2018, 8640674. [Google Scholar] [CrossRef] [Green Version]
- Silva-Pineda, G.; Argote, L.F. Vibration measurement using laser interferometry. In Proceedings of the Sixth International Conference on Education and Training in Optics and Photonics, Cancún, Mexico, 16 June 2000; Volume 3831, p. 308. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez, R.M.; Cristalli, C.; Paone, N. Comparative study between laser vibrometer and accelerometer measurements for mechanical fault detection of electric motors. In Proceedings of the Fifth International Conference on Vibration Measurements by Laser Techniques: Advances and Applications, Ancona, Italy, 18–21 June 2002; Volume 4827, pp. 521–529. [Google Scholar] [CrossRef]
- Zidat, F.; Lecointe, J.P.; Morganti, F.; Brudny, J.F.; Jacq, T.; Streiff, F. Non invasive sensors for monitoring the efficiency of AC electrical rotating machines. Sensors 2010, 10, 7874–7895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pusca, R.; Romary, R.; Ceban, A.; Brudny, J.F. An online universal diagnosis procedure using two external flux sensors applied to the AC electrical rotating machines. Sensors 2010, 10, 10448–10466. [Google Scholar] [CrossRef]
- Pusca, R.; Demian, C.; Mercier, D.; Lefevre, E.; Romary, R. An improvement of a diagnosis procedure for AC machines using two external flux sensors based on a fusion process with belief functions. In Proceedings of the IECON 2012—38th Annual Conference on IEEE Industrial Electronics Society, Montreal, QC, Canada, 25–28 October 2012; pp. 5096–5101. [Google Scholar] [CrossRef]
- Liu, Z.; Cao, W.; Huang, P.H.; Tian, G.Y.; Kirtley, J.L. Non-invasive winding fault detection for induction machines based on stray flux magnetic sensors. In Proceedings of the 2016 IEEE Power and Energy Society General Meeting (PESGM), Boston, MA, USA, 17–21 July 2016. [Google Scholar] [CrossRef] [Green Version]
- Irhoumah, M.; Mercier, D.; Pusca, R.; Lefevre, E.; Romary, R. Information fusion of external flux sensors for detection of inter-turn short circuit faults in induction machines. In Proceedings of the IECON 2017—43rd Annual Conference of the IEEE Industrial Electronics Society, Beijing, China, 29 October–1 November 2017; pp. 8076–8081. [Google Scholar] [CrossRef]
- Del Pizzo, A.; Di Noia, L.P.; Lauria, D.; Rizzo, R.; Pisani, C. Stator current signature analysis for Fault Diagnosis in Permanent Magnet Synchronous Wind Generators. In Proceedings of the International Conference on Renewable Energy Research and Applications (ICRERA), Palermo, Italy, 22–25 November 2015; pp. 531–535. [Google Scholar]
- Cuevas, M.; Romary, R.; Lecointe, J.P.; Jacq, T. Non-Invasive Detection of Rotor Short-Circuit Fault in Synchronous Machines by Analysis of Stray Magnetic Field and Frame Vibrations. IEEE Trans. Magn. 2016, 52, 52–55. [Google Scholar] [CrossRef]
- Irhoumah, M.; Pusca, R.; Lefevre, E.; Mercier, D.; Romary, R. Information fusion with Correlation Coefficient for detecting inter-turn short circuit faults in asynchronous machines. In Proceedings of the 2019 IEEE 12th International Symposium on Diagnostics for Electrical Machines, Power Electronics and Drives (SDEMPED), Toulouse, France, 27–30 August 2019; pp. 232–237. [Google Scholar] [CrossRef]
- Ramirez-Nunez, J.A.; Antonino-Daviu, J.A.; Climente-Alarcon, V.; Quijano-Lopez, A.; Razik, H.; Osornio-Rios, R.A.; Romero-Troncoso, R.D.J. Evaluation of the Detectability of Electromechanical Faults in Induction Motors Via Transient Analysis of the Stray Flux. IEEE Trans. Ind. Appl. 2018, 54, 4324–4332. [Google Scholar] [CrossRef]
- Gunerkar, R.S.; Jalan, A.K.; Belgamwar, S.U. Fault diagnosis of rolling element bearing based on artificial neural network. J. Mech. Sci. Technol. 2019, 33, 505–511. [Google Scholar] [CrossRef]
- Antonino-Daviu, J.A.; Quijano-Lopez, A.; Rubbiolo, M.; Climente-Alarcon, V. Advanced Analysis of Motor Currents for the Diagnosis of the Rotor Condition in Electric Motors Operating in Mining Facilities. IEEE Trans. Ind. Appl. 2018, 54, 3934–3942. [Google Scholar] [CrossRef]
- Patel, V.U. Condition monitoring of induction motor for broken rotor bar using discrete wavelet transform & K-nearest neighbor. In Proceedings of the 2019 3rd International Conference on Computing Methodologies and Communication (ICCMC), Erode, India, 27–29 March 2019; pp. 520–524. [Google Scholar] [CrossRef]
- Irfan, M.; Saad, N.; Ali, A.; Vinoth Kumar, K.; Aman Sheikh, M.; Awais, M. A Condition Monitoring System for the Analysis of Bearing Distributed Faults. In Proceedings of the 2019 IEEE 10th Annual Ubiquitous Computing, Electronics & Mobile Communication Conference (UEMCON), New York, NY, USA, 10–12 October 2019; pp. 0911–0915. [Google Scholar] [CrossRef]
- Jiang, K.; Li, L.; Han, L.; Gou, S. In-Process Quality Inspection of Rolling Element Bearings Based on the Measurement of Microelastic Deformation of Outer Ring. Shock Vib. 2019, 2019, 5656143. [Google Scholar] [CrossRef]
- Pawelski, P.; He, D. Vibration Based Pump Health Monitoring; SAE Technical Papers; SAE International: Warrendale, PA, USA, 2004. [Google Scholar] [CrossRef]
- Chao, O.Z.; Mohd Mishani, M.B.; Yee, K.S.; Ismail, Z. Non-Destructive Testing and Diagnostic of Rotating Machinery Faults in Petrochemical Processing Plant. IOP Conf. Ser. Mater. Sci. Eng. 2019, 491, 012007. [Google Scholar] [CrossRef]
- Arebi, L.; Gu, J.; Ball, A.; Gu, F. Investigation of a rotating shaft with a novel integrated wireless accelerometer. In Proceedings of the 7th International Conference on Condition Monitoring and Machinery Failure Prevention Technologies, Stratford-upon-Avon, UK, 22–24 June 2010. [Google Scholar]
- Pezzani, C.M.; Bossio, J.M.; Castellino, A.M.; Bossio, G.R.; De Angelo, C.H. A PLL-based resampling technique for vibration analysis in variable-speed wind turbines with PMSG: A bearing fault case. Mech. Syst. Signal Process. 2017, 85, 354–366. [Google Scholar] [CrossRef]
- Lucas, G.B.; Castro, B.A.; Rocha, M.; Andreoli, A.L. Study of a Three Phase Induction Motor Load Estimation System by Low-Cost Piezoelectric Sensor. In Proceedings of the 13th IEEE International Conference on Industry Applications (INDUSCON), Sao Paulo, Brazil, 12–14 November 2018; pp. 599–605. [Google Scholar]
- Yuan, R.; Lv, Y.; Song, G. Fault diagnosis of rolling bearing based on a novel adaptive high-order local projection denoising method. Complexity 2018, 2018, 3049318. [Google Scholar] [CrossRef] [Green Version]
- Martinez, M.; Fernandez, D.; Reigosa, D.; Guerrero, J.M.; Briz, F. Wireless Torque Pulsations Measurement System for PMSMs. IEEE Trans. Ind. Appl. 2020, 56, 6467–6476. [Google Scholar] [CrossRef]
- He, Q.; Wu, E.; Pan, Y. Multi-Scale Stochastic Resonance Spectrogram for fault diagnosis of rolling element bearings. J. Sound Vib. 2018, 420, 174–184. [Google Scholar] [CrossRef]
- Lu, L.; He, Y.; Wang, T.; Shi, T.; Ruan, Y. Wind Turbine Planetary Gearbox Fault Diagnosis Based on Self-Powered Wireless Sensor and Deep Learning Approach. IEEE Access 2019, 7, 119430–119442. [Google Scholar] [CrossRef]
- Hernández-Muriel, J.A.; Bermeo-Ulloa, J.B.; Holguin-Londoño, M.; Álvarez-Meza, A.M.; Orozco-Gutiérrez, Á.A. Bearing health monitoring using relief-F-based feature relevance analysis and HMM. Appl. Sci. 2020, 10, 5170. [Google Scholar] [CrossRef]
- Kirankumar, M.V.; Lokesha, M.; Kumar, S.; Kumar, A. Review on Condition Monitoring of Bearings using vibration analysis techniques. Iop Conf. Ser. Mater. Sci. Eng. 2018, 376, 012110. [Google Scholar] [CrossRef]
- Strömbergsson, D.; Marklund, P.; Berglund, K.; Larsson, P.E. Bearing monitoring in the wind turbine drivetrain: A comparative study of the FFT and wavelet transforms. Wind Energy 2020, 23, 1381–1393. [Google Scholar] [CrossRef] [Green Version]
- Du, L.; Zhe, J. A high throughput inductive pulse sensor for online oil debris monitoring. Tribol. Int. 2011, 44, 175–179. [Google Scholar] [CrossRef]
- Du, L.; Zhe, J. An integrated ultrasonic-inductive pulse sensor for wear debris detection. Smart Mater. Struct. 2013, 22, 025003. [Google Scholar] [CrossRef]
- Allison, C.M.; Crabtree, C.J. Development of inductive oil debris sensors for wind turbine gearboxes. In Proceedings of the European Wind Energy Association Annual Conference and Exhibition 2015, EWEA 2015—Scientific Proceedings, Paris, France, 17–20 November 2015; pp. 1–5. [Google Scholar]
- Narayana, K.L.; Sandeepn, V.R.; Raghavendra, T.; Hari Krishna, V.; Siva Shankar, A. Condition monitoring of lubricants using wear debris analysis. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 803–808. [Google Scholar] [CrossRef]
- Walsh, D.; Henning, P.; Barraclough, T. Connecting elemental analysis to particulate count: A new technique to detect failures. Spectro Sci. 2014, 1–6. [Google Scholar]
- Skwirzynski, J.K. Basic Principles of Radar Polarimetry. IEE Colloq. Dig. 1986, 1–2. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Technique | Key Characteristic | Limitations | Application |
|---|---|---|---|
| Contact-Based Techniques | |||
| Wear debris [118,119,120,121] |
|
|
|
| Vibration sensing [109,110,116,117] |
|
|
|
| Flux radiation or voltage and current [92,93,94,97,98] |
|
|
|
| Non-Contact Based Techniques | |||
| Ultrasonic sensing [57,58] |
|
|
|
| Imaging camera [63,64] |
|
|
|
| Thermographic sensing [83,84,85,86] |
|
|
|
| Radar sensing [46,48,49,50,51,52] |
|
|
|
| Acoustic emission [67,72,73] |
|
|
|
| Laser sensing [89,90,91] |
|
|
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alotaibi, M.; Honarvar Shakibaei Asli, B.; Khan, M. Non-Invasive Inspections: A Review on Methods and Tools. Sensors 2021, 21, 8474. https://doi.org/10.3390/s21248474
Alotaibi M, Honarvar Shakibaei Asli B, Khan M. Non-Invasive Inspections: A Review on Methods and Tools. Sensors. 2021; 21(24):8474. https://doi.org/10.3390/s21248474
Chicago/Turabian StyleAlotaibi, Mubarak, Barmak Honarvar Shakibaei Asli, and Muhammad Khan. 2021. "Non-Invasive Inspections: A Review on Methods and Tools" Sensors 21, no. 24: 8474. https://doi.org/10.3390/s21248474
APA StyleAlotaibi, M., Honarvar Shakibaei Asli, B., & Khan, M. (2021). Non-Invasive Inspections: A Review on Methods and Tools. Sensors, 21(24), 8474. https://doi.org/10.3390/s21248474