
Quantum JIDOKA. Integration of Quantum Simulation on a CNC Machine for In–Process Control Visualization

 ,
,  , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
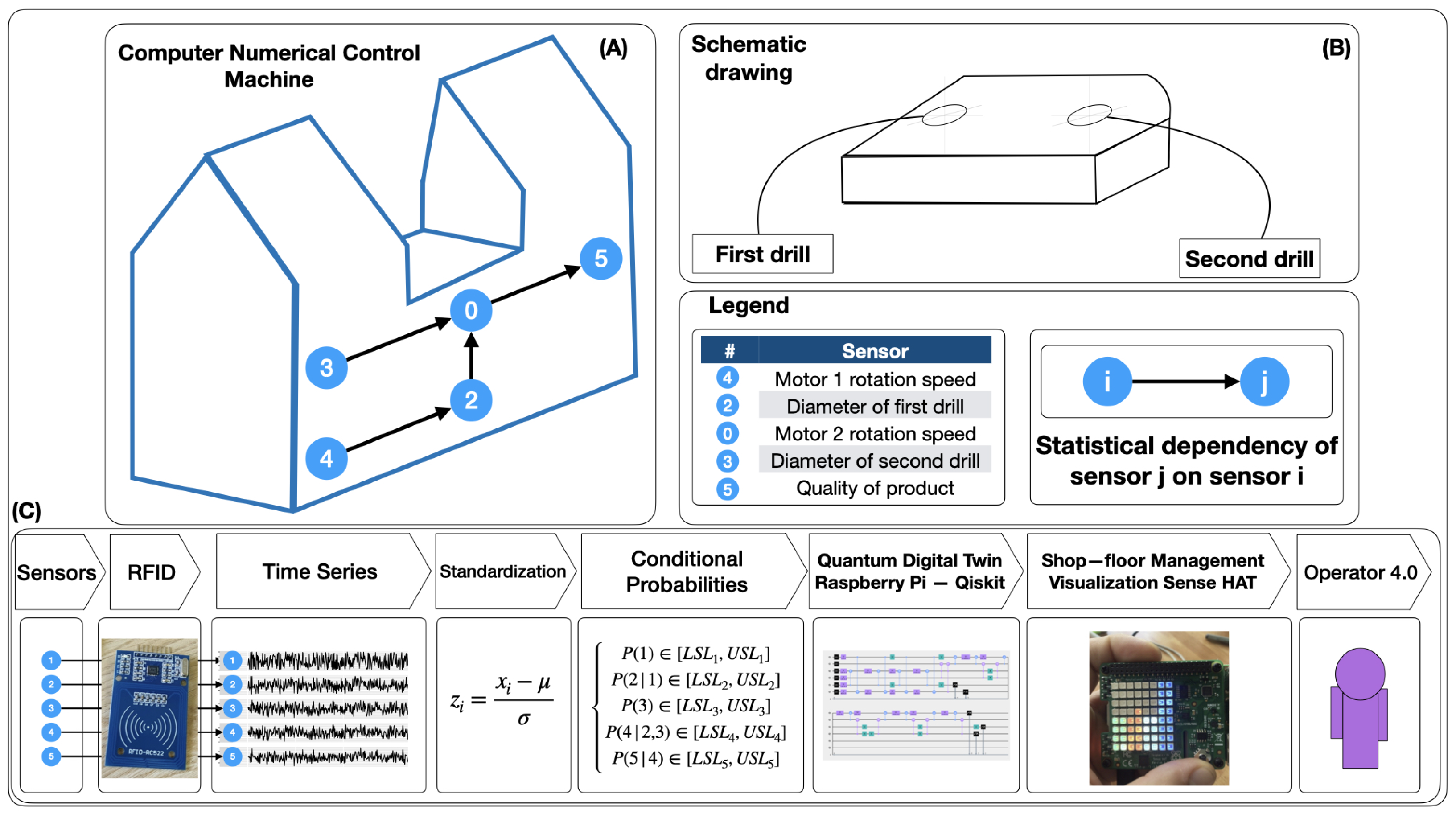
2. Case Study Quantum JIDOKA
2.1. Scope Establishment
2.2. Specification of Hardware and Software
2.2.1. Hardware
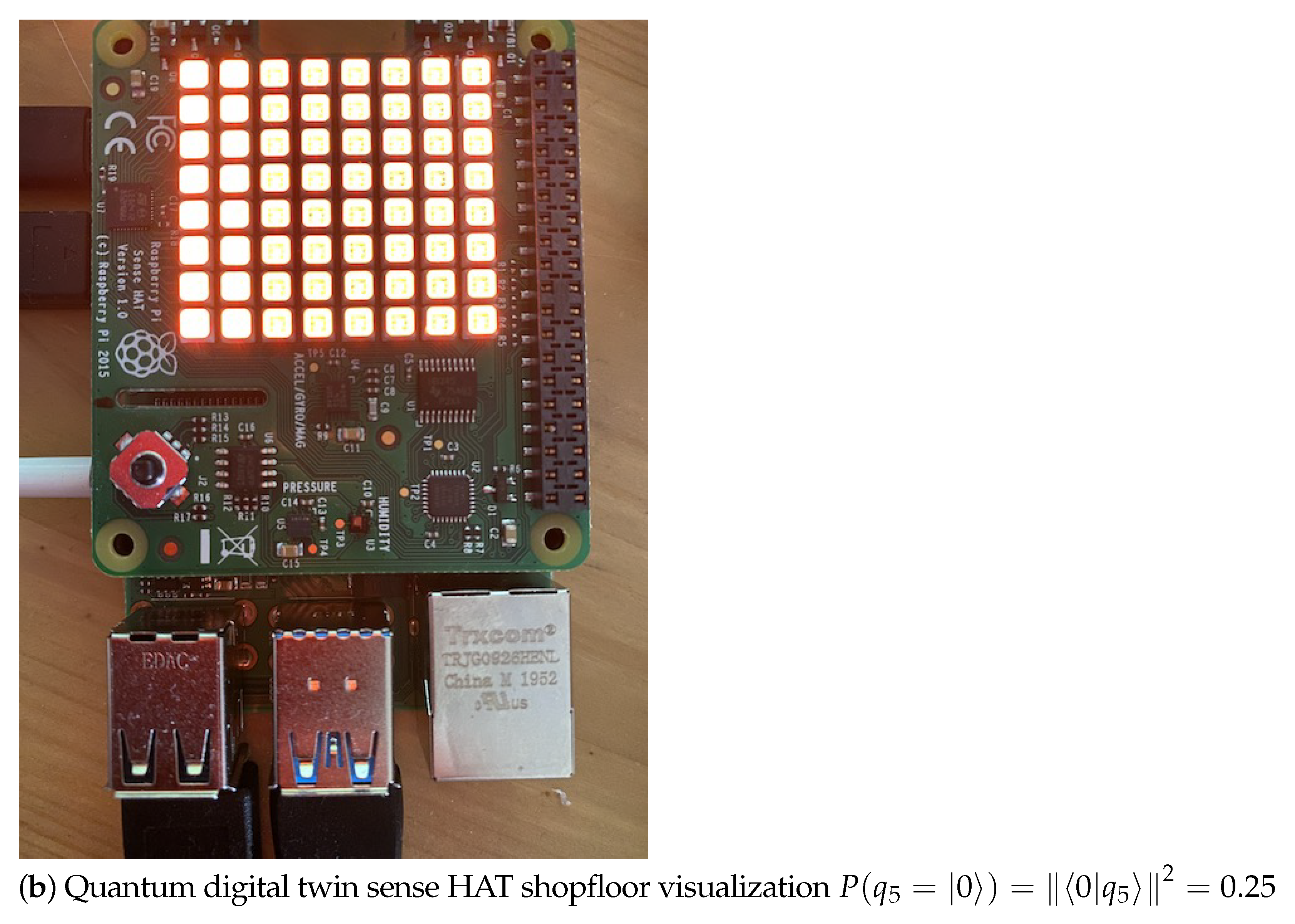
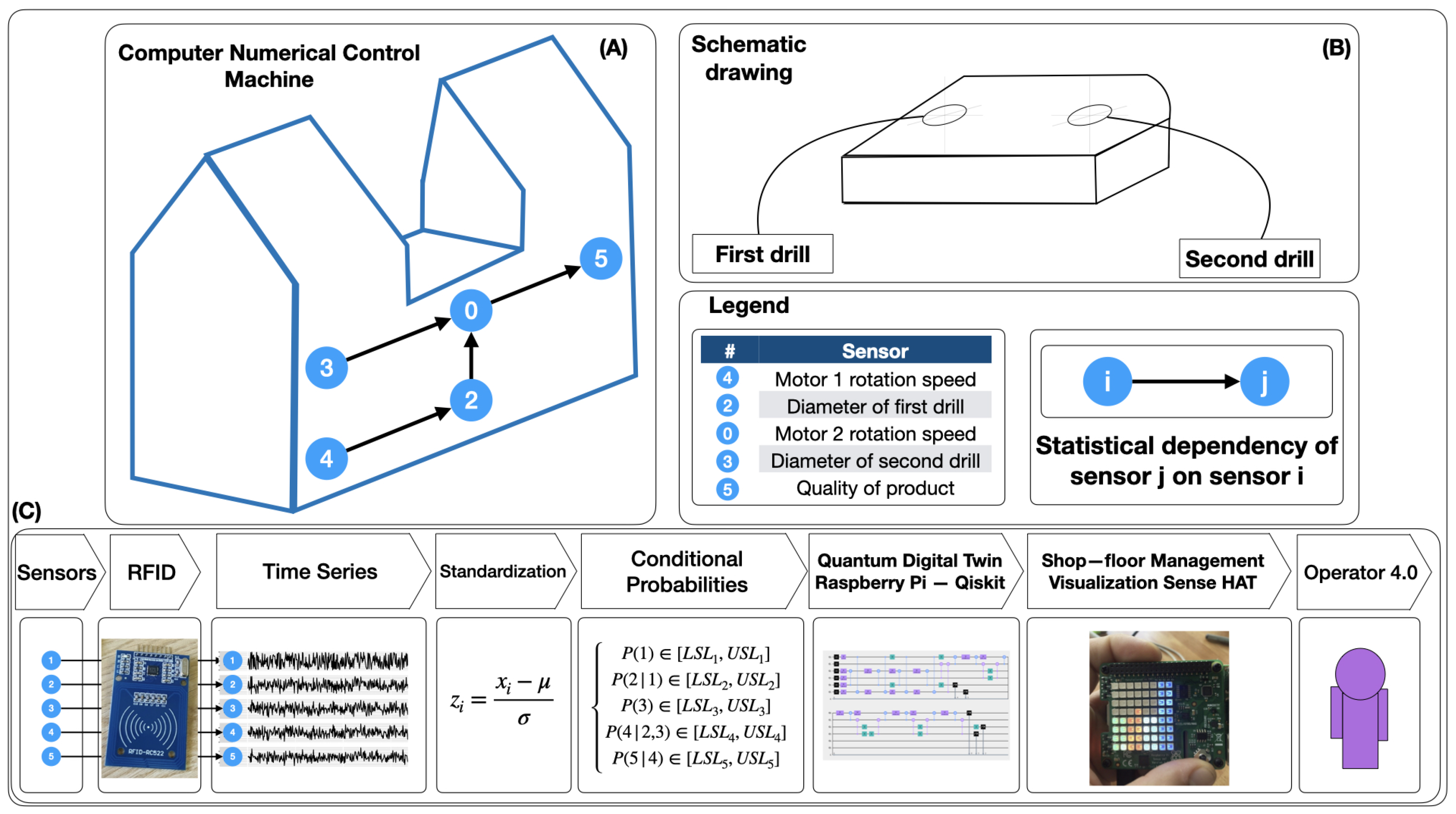
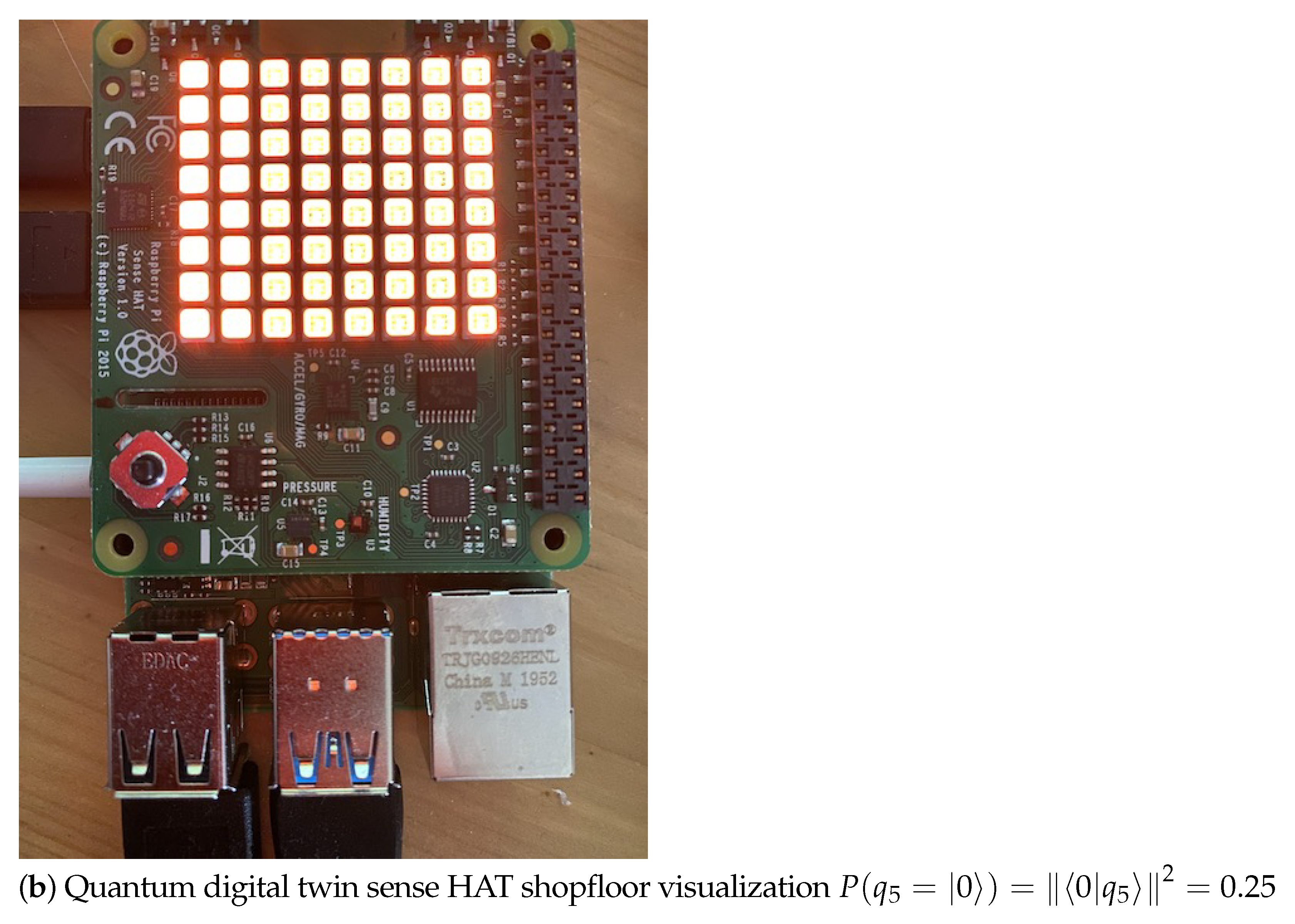
- Raspberry Pi 4.0. The Raspberry Pi 4.0 is a high-performance 64-bit quad-core processor, up to 8 GB of RAM, dual-band 2.4/5.0 GHz wireless local area network (LAN), Bluetooth 5.0, Gigabit Ethernet, USB 3.0, and a sense HAT add-on which is attached on top of the Raspberry Pi via the 40 general-purpose input or output pins (which provide the data and power interface). It has several sensors and an 8 × 8 RGB (Red–Green–Blue) LED matrix display that can be used to visualize sensor states for multiple applications [47,48,49,50]. In the proposed design, the critical component, because of its value and relative complexity is the Raspberry Pi CPU. In the factory in question there are about two hundred CPUs of this type, and the annual failure rate, including human-caused failures, is 1%. This is acceptable and within standard maintenance parameters.
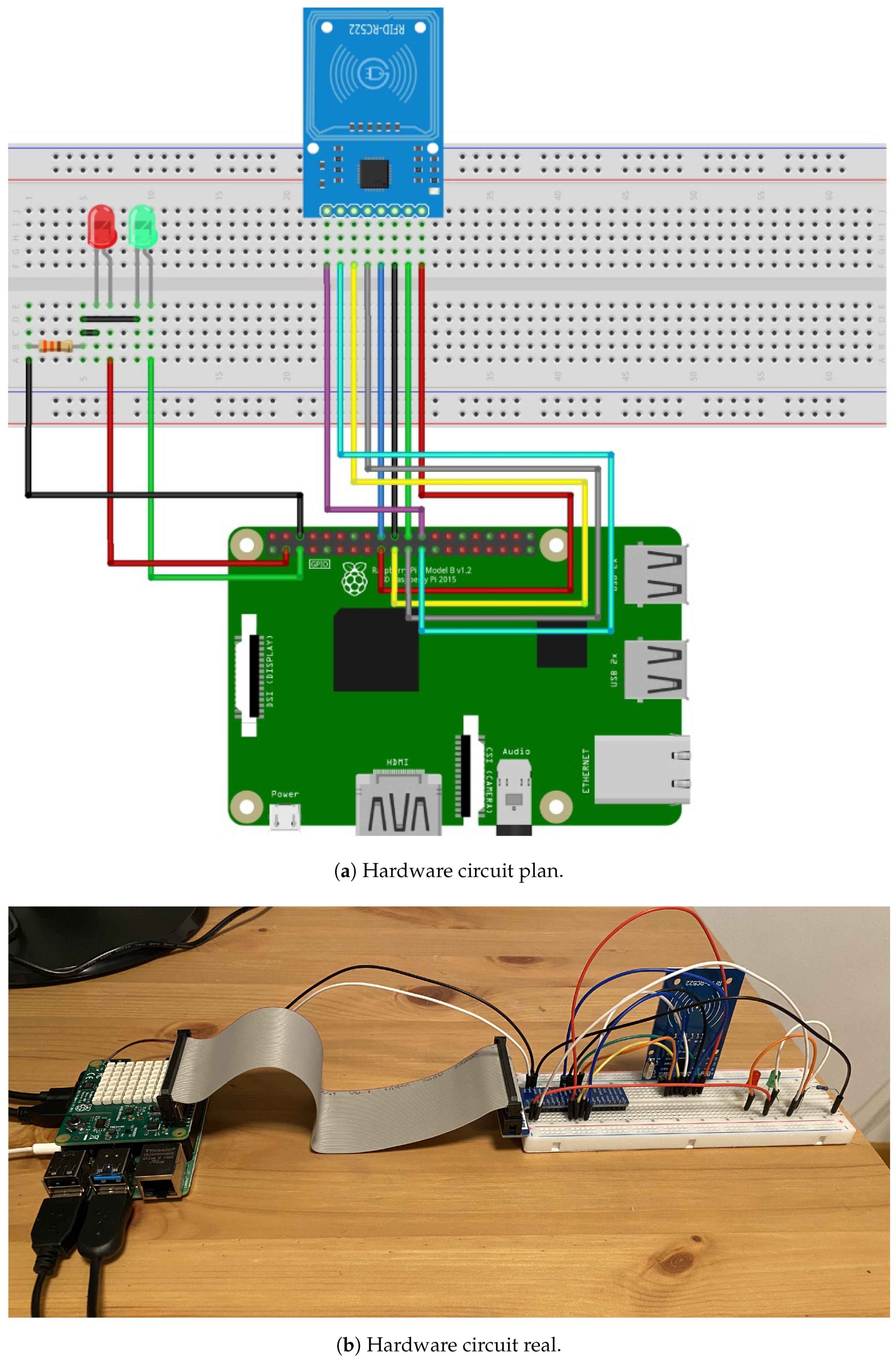
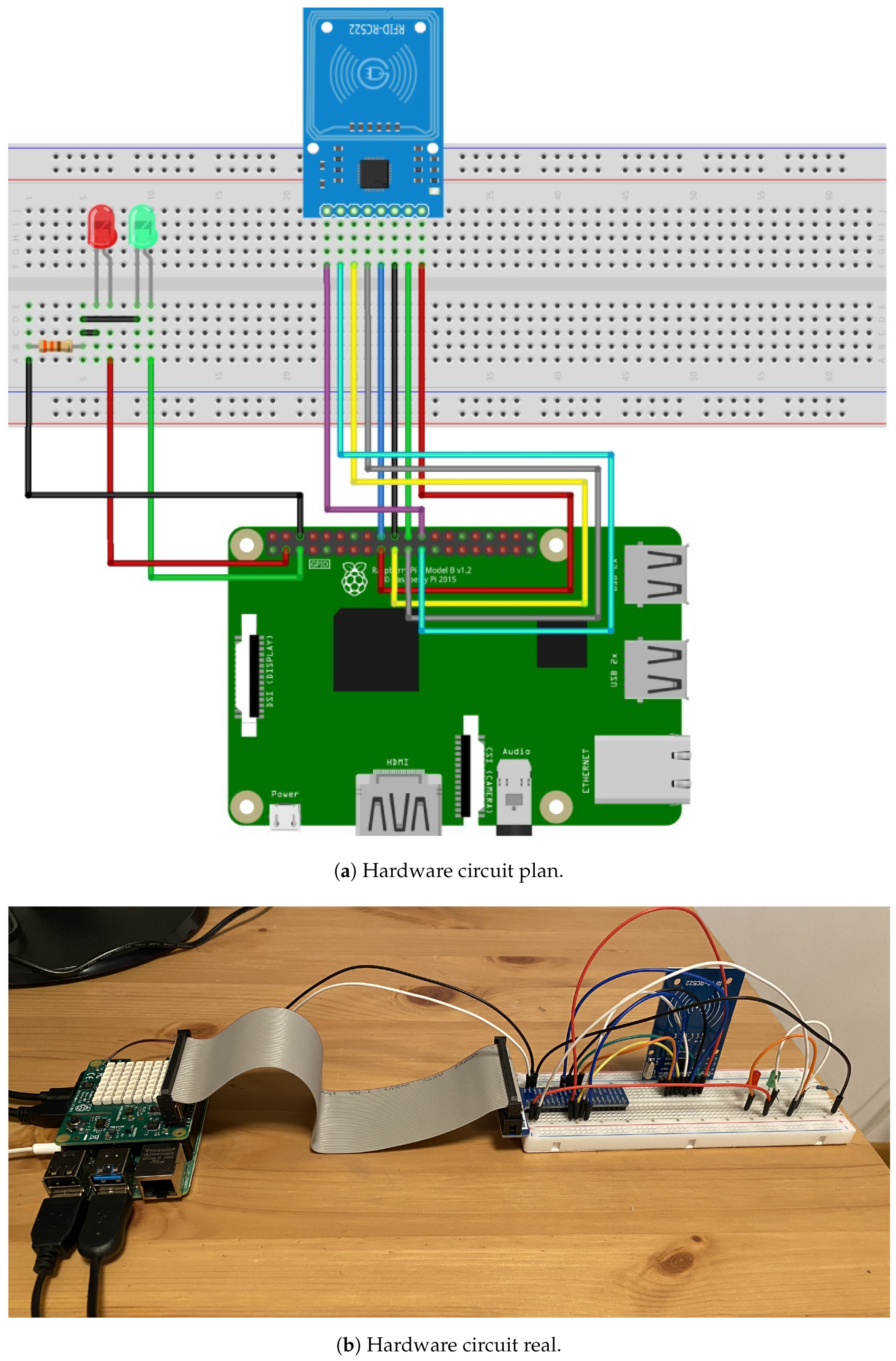
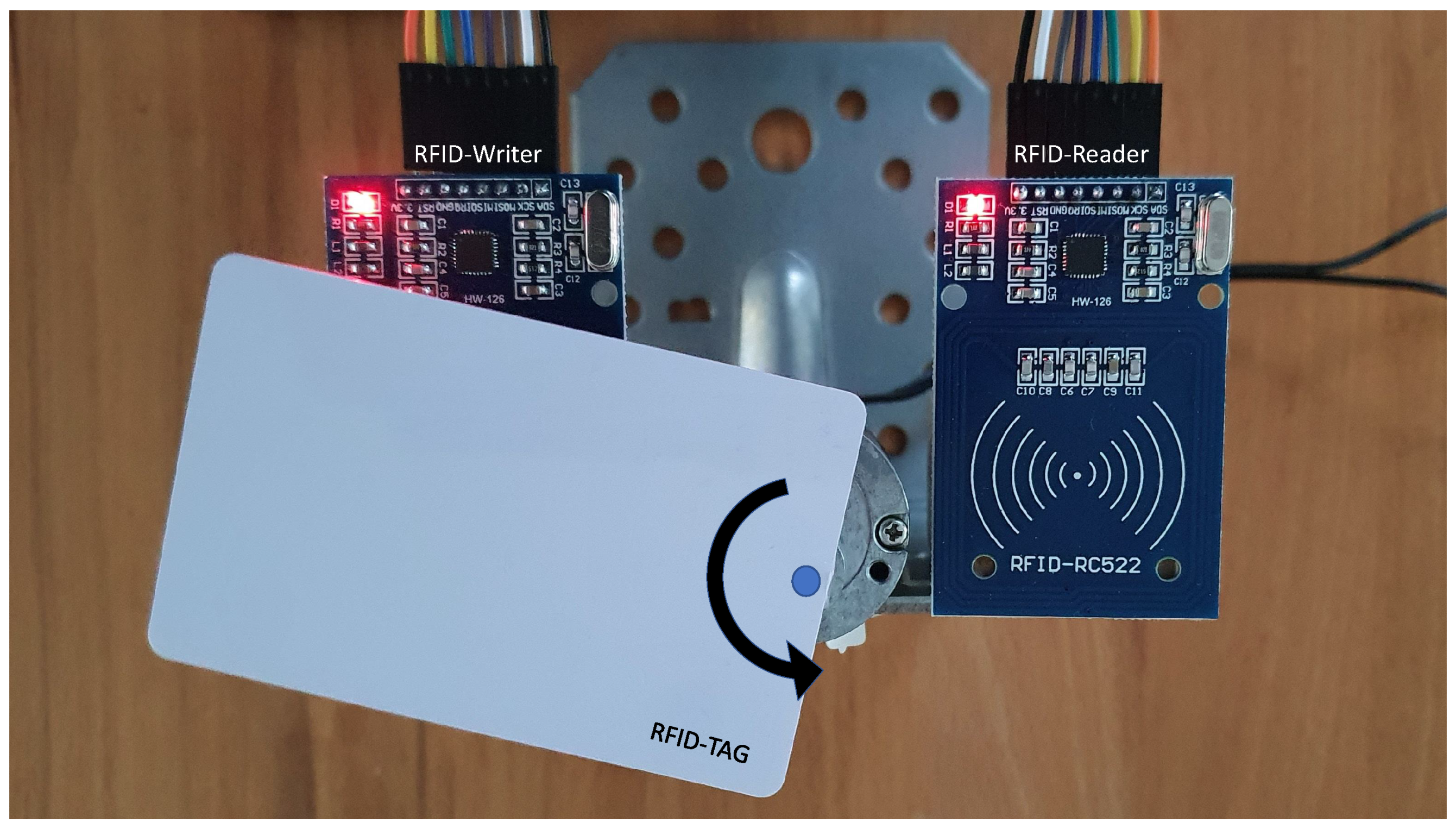
- RC522 RFID module. The RC522 RFID is a 13.56 MHz RFID module that is based on the MFRC522 controller from NXP semiconductors. Its operating voltage lies between 2.5 V to 3.3 V. It allows for serial peripheral interface (SPI), inter-integrated circuit (IC) and universal asynchronous receiver and transmitter (UART) communication protocols. Its maximum data rate is 10 Mbps with a read range of 5 cm and a current consumption of 13 to 26 mA. These characteristics are optimal for a number of industrial and educational applications [51,52].
- Set of cables, light-emitting diodes (LEDs), resistors, and test plates. An LED is a two-lead semiconductor light source, which emits light when activated. The LEDs used present a forward current of 30 mA and a forward voltage range between 1.8 V and 2.4 V. A resistor is a passive electronic component that offers a specific amount of electrical resistance to the flow of current when connected in a circuit. The resistors used in this project are standard 1 k.
2.2.2. Software
2.3. Data Collection
- An RFID-writer, connected to the sensors of the computer numerical control machine in Figure 1;
- The RFID-reader as described in Figure 2;
- A small machine that is physically rotating an RFID-card around a motor-driven axis, as shown in Figure 3, and by this transferring datasets from the writer to the reader.
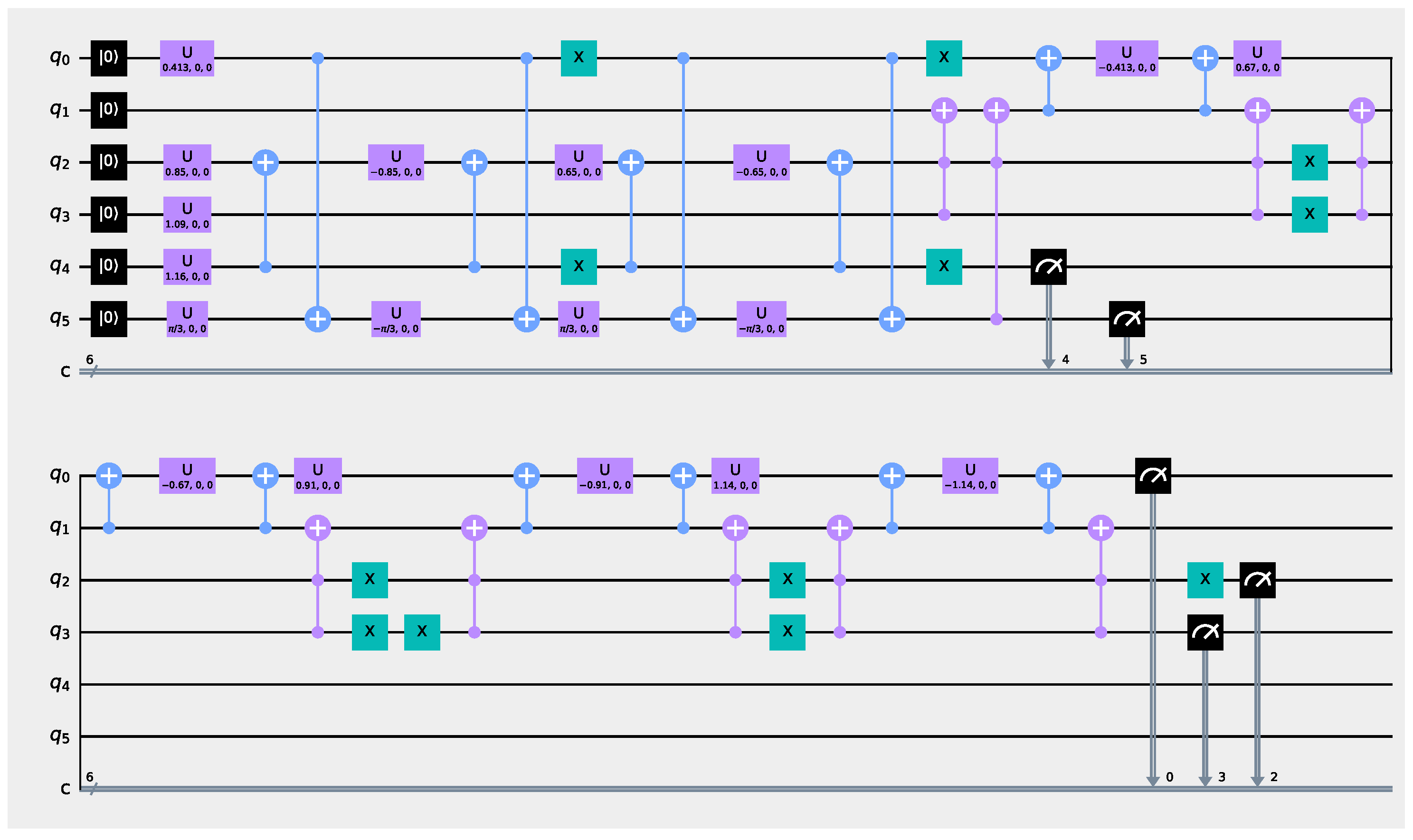
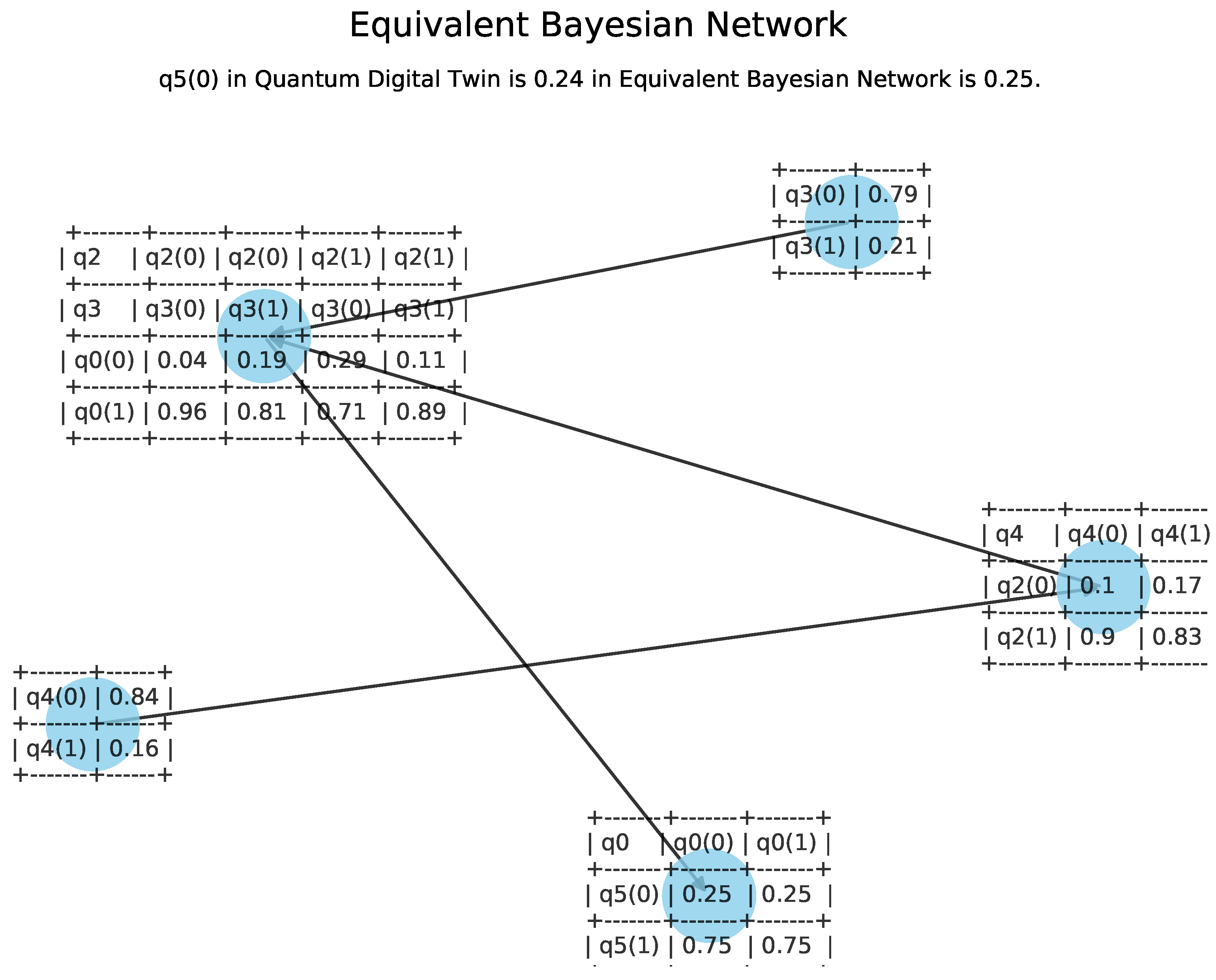
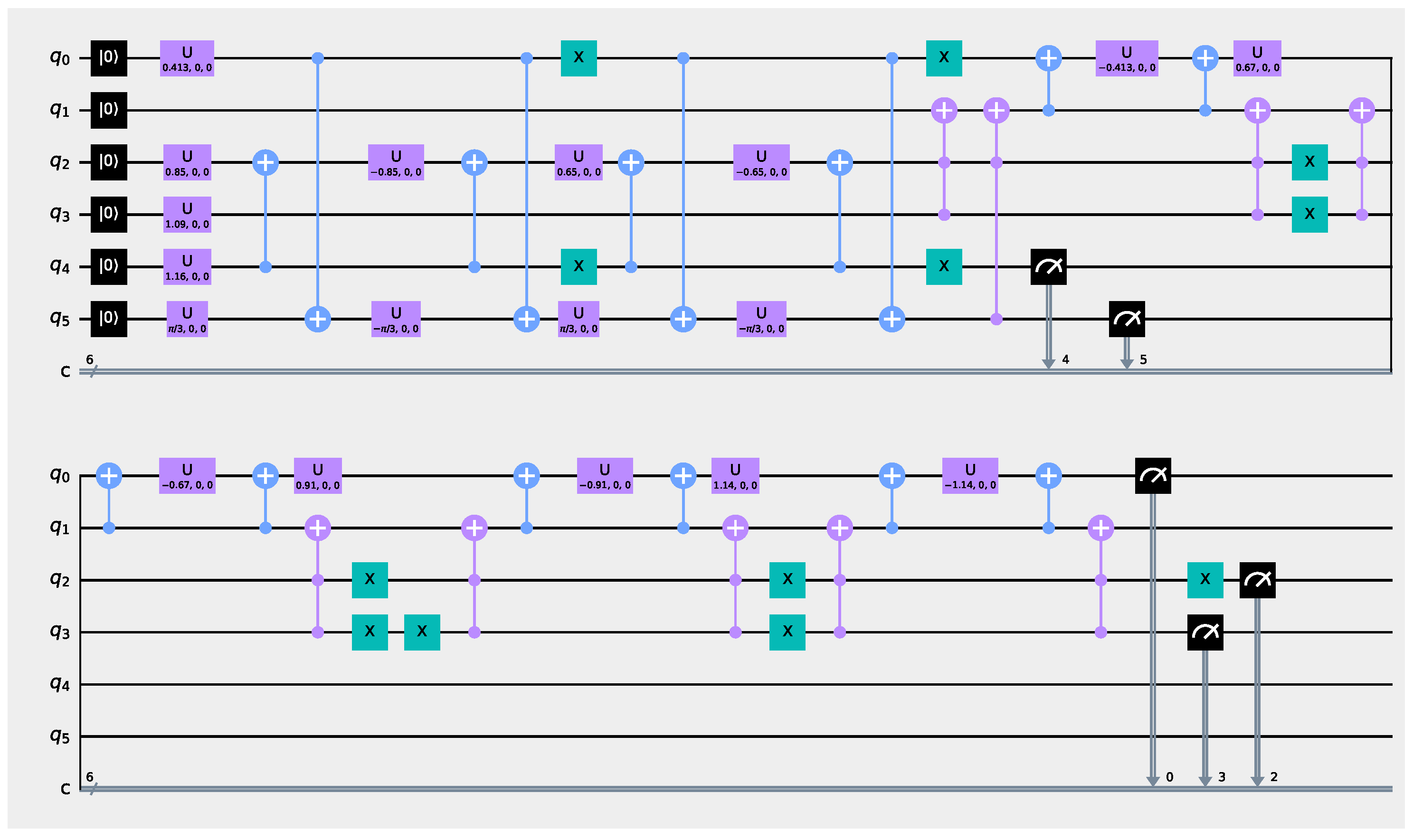
2.4. Quantum Digital Twin
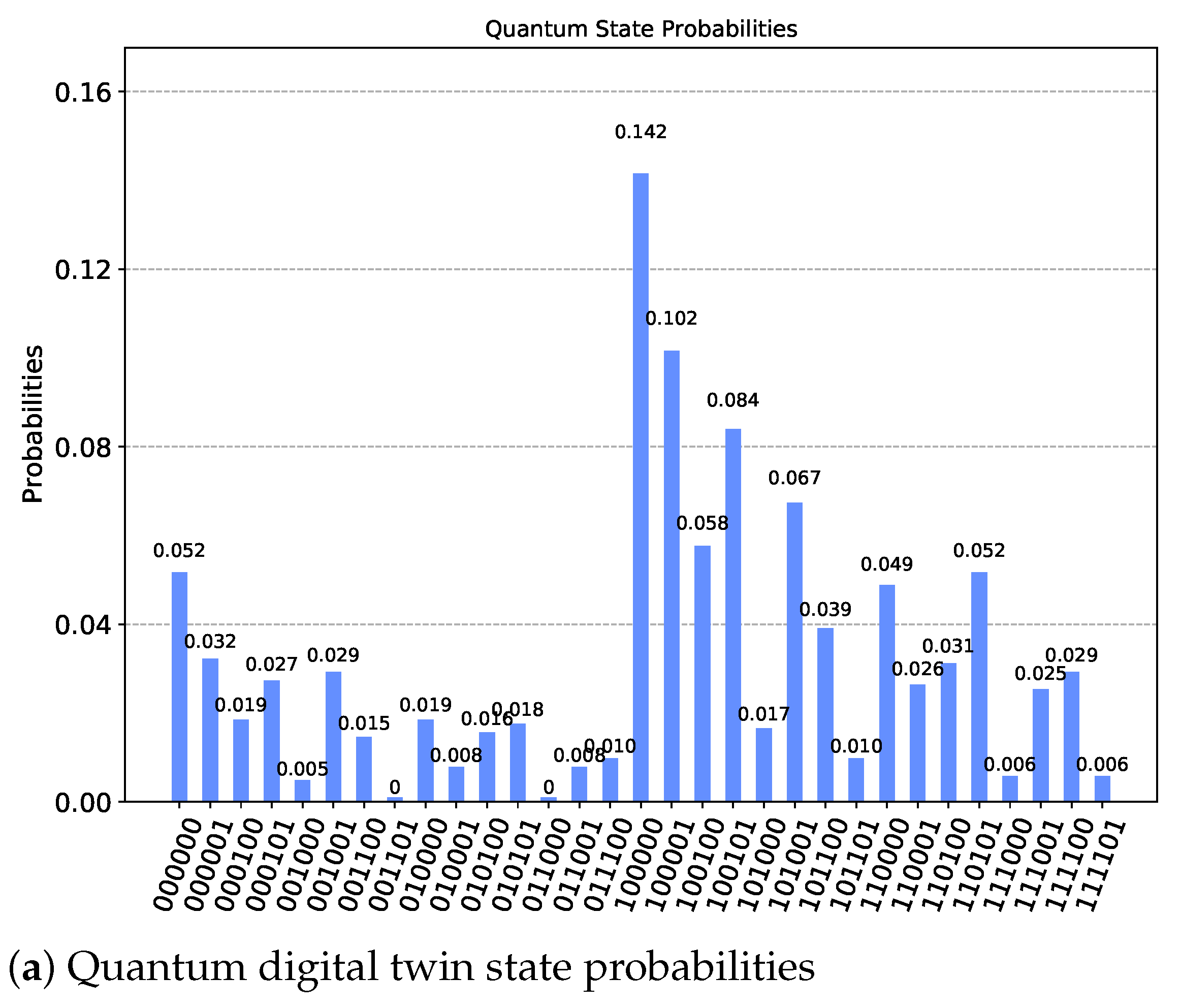
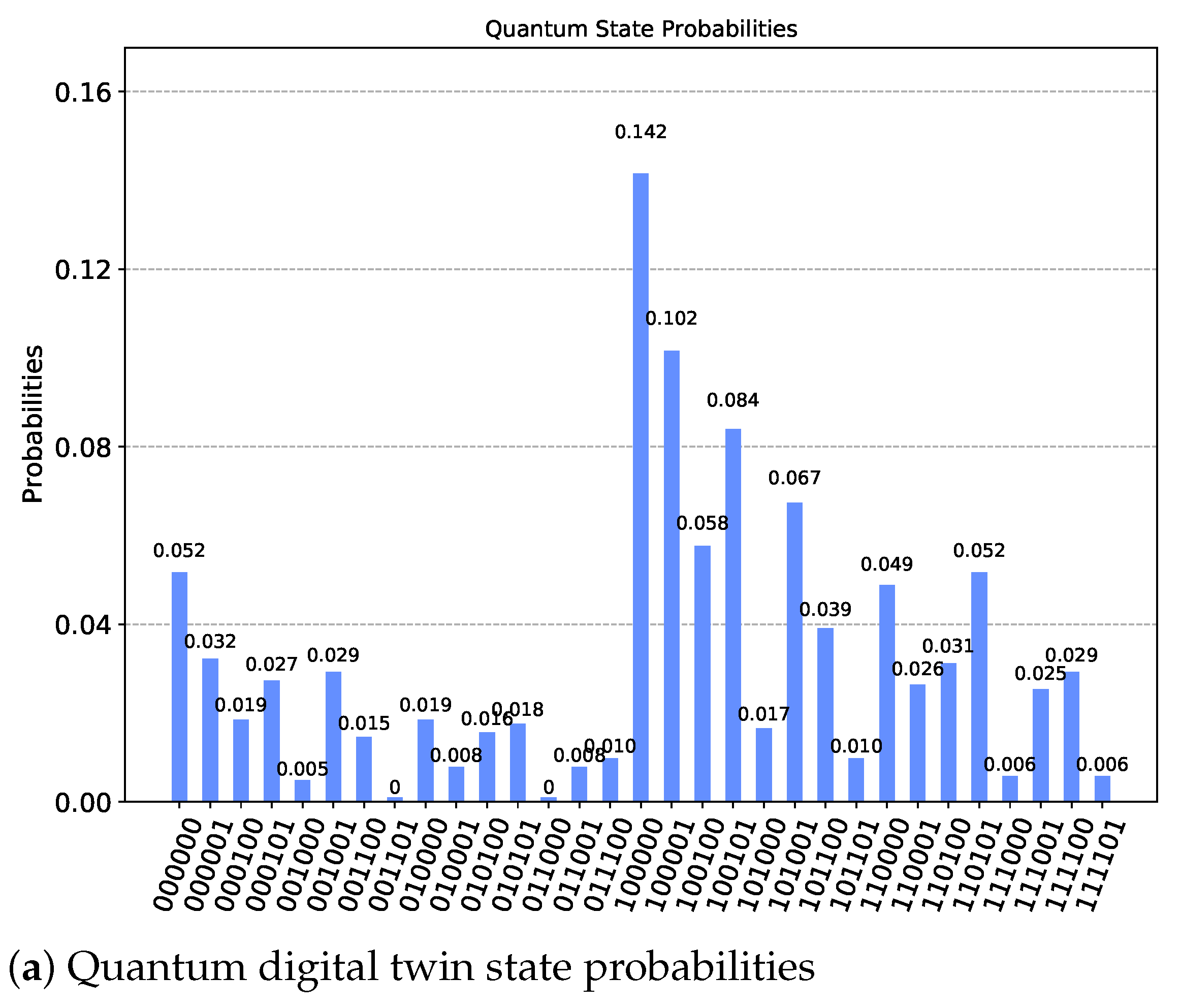
3. Results
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| CNC | Computer numerical control |
| CPS | Cyber-physical systems |
| IC | Inter-integrated circuit |
| JIT | Just-in-time |
| LAN | Local area network |
| QC | Quantum computing |
| LED | Light emitting diode |
| RFID | Radio frequency identification |
| RGB | Red–Green–Blue |
| SFM | Shopfloor management |
| SMED | Single minute exchange of die |
| SPI | Serial peripheral interface |
| TPM | Total productive maintenance |
| TQM | Total quality management |
| UART | Universal asynchronous receiver/transmitter |
References
- Wu, L.; Liu, H.; Su, K. Exploring the dual effect of effectuation on new product development speed and quality. J. Bus. Res. 2020, 106, 82–93. [Google Scholar] [CrossRef]
- Wagner, R.M. (Ed.) Industrie 4.0 für die Praxis; Springer Gabler: Wiesbaden, Germany, 2018. [Google Scholar]
- Kagermann, H.; Lukas, W.D.; Wahlster, W. Industrie 4.0: Mit dem Internet der Dinge auf dem Weg zur 4. industriellen Revolution. VDI Nachrichten 2011, 13, 1. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Kagermann, H. Change through digitization—Value creation in the age of industry 4.0. In Management of Permanent Change; Springer Science + Business Media: Berlin/Heidelberg, Germany, 2015; pp. 23–45. [Google Scholar] [CrossRef]
- Monostori, L.; Kádár, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Muhuri, P.K.; Shukla, A.K.; Abraham, A. Industry 4.0: A bibliometric analysis and detailed overview. Eng. Appl. Artif. Intell. 2019, 78, 218–235. [Google Scholar] [CrossRef]
- Melton, T. The benefits of lean manufacturing: What lean thinking has to offer the process industries. Chem. Eng. Res. Des. 2005, 83, 662–673. [Google Scholar] [CrossRef] [Green Version]
- Villalba-Diez, J.; Ordieres-Meré, J. Improving manufacturing performance by standardization of interprocess communication. IEEE Trans. Eng. Manag. 2015, 62, 351–360. [Google Scholar] [CrossRef]
- Villalba-Diez, J. The Hoshin Kanri Forest. Lean Strategic Organizational Design, 1st ed.; CRC Press: Boca Raton, FL, USA; Taylor and Francis Group LLC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Villalba-Diez, J. The Lean Brain Theory. Complex Networked Lean Strategic Organizational Design; CRC Press: Boca Raton, FL, USA; Taylor and Francis Group LLC: Boca Raton, FL, USA, 2017. [Google Scholar]
- Bick, W. Warum Industrie 4.0 und Lean zwingend zusammengehören. VDI-Z 2014, 156, 46–47. [Google Scholar]
- Ohno, T. Toyota Production System: Beyond Large-Scale Production; Productivity Press: New York, NY, USA, 1988. [Google Scholar]
- Cua, K.O.; McKone, K.E.; Schroeder, R.G. Relationships between implementation of TQM, JIT, and TPM and manufacturing performance. J. Oper. Manag. 2001, 19, 675–694. [Google Scholar] [CrossRef]
- Shah, R.; Ward, P.T. Lean manufacturing: Context, practice bundles, and performance. J. Oper. Manag. 2003, 21, 129–149. [Google Scholar] [CrossRef]
- Jolayemi, J.K. Hoshin kanri and hoshin process: A review and literature survey. Total Qual. Manag. 2008, 19, 295–320. [Google Scholar] [CrossRef]
- Mayr, A.; Weigelt, M.; Kühl, A.; Grimm, S.; Erll, A.; Potzel, M.; Franke, J. Lean 4.0-A conceptual conjunction of lean management and Industry 4.0. Procedia Cirp 2018, 72, 622–628. [Google Scholar] [CrossRef]
- Rüttimann, B.G.; Stöckli, M.T. Lean and industry 4.0—Twins, partners, or contenders? A due clarification regarding the supposed clash of two production systems. J. Serv. Sci. Manag. 2016, 9, 485–500. [Google Scholar] [CrossRef] [Green Version]
- Stentoft, J.; Rajkumar, C. The relevance of Industry 4.0 and its relationship with moving manufacturing out, back and staying at home. Int. J. Prod. Res. 2020, 58, 2953–2973. [Google Scholar] [CrossRef]
- Sanders, A.; Elangeswaran, C.; Wulfsberg, J.P. Industry 4.0 implies lean manufacturing: Research activities in industry 4.0 function as enablers for lean manufacturing. J. Ind. Eng. Manag. (JIEM) 2016, 9, 811–833. [Google Scholar] [CrossRef] [Green Version]
- Mrugalska, B.; Wyrwicka, M.K. Towards lean production in industry 4.0. Procedia Eng. 2017, 182, 466–473. [Google Scholar] [CrossRef]
- Wagner, T.; Herrmann, C.; Thiede, S. Industry 4.0 impacts on lean production systems. Procedia CIRP 2017, 63, 125–131. [Google Scholar] [CrossRef]
- Kolberg, D.; Knobloch, J.; Zühlke, D. Towards a lean automation interface for workstations. Int. J. Prod. Res. 2017, 55, 2845–2856. [Google Scholar] [CrossRef]
- Buer, S.V.; Strandhagen, J.O.; Chan, F.T. The link between industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda. Int. J. Prod. Res. 2018, 56, 2924–2940. [Google Scholar] [CrossRef] [Green Version]
- Pereira, A.C.; Dinis-Carvalho, J.; Alves, A.C.; Arezes, P. How Industry 4.0 can enhance lean practices. FME Trans. 2019, 47, 810–822. [Google Scholar] [CrossRef] [Green Version]
- Neto, J.M.; Salomon, V.A.; Petrillo, A.; Akabane, G.K. Impact of Industry 4.0 on the Lean Management concept: A systematic literature review. In Proceedings of the IJCIEOM 2020—International Joint Conference on Industrial Engineering and Operations Management, Rio de Janeiro, Brazil, 8–11 July 2020. [Google Scholar] [CrossRef]
- Pagliosa, M.; Tortorella, G.; Ferreira, J.C.E. Industry 4.0 and Lean Manufacturing: A systematic literature review and future research directions. J. Manuf. Technol. Manag. 2021, 32, 543–569. [Google Scholar] [CrossRef]
- Ma, J.; Wang, Q.; Zhao, Z. SLAE—CPS: Smart lean automation engine enabled by cyber-physical systems technologies. Sensors 2017, 17, 1500. [Google Scholar] [CrossRef] [Green Version]
- Romero, D.; Gaiardelli, P.; Powell, D.; Wuest, T.; Thürer, M. Rethinking JIDOKA systems under automation & learning perspectives in the digital lean manufacturing world. IFAC-PapersOnLine 2019, 52, 899–903. [Google Scholar] [CrossRef]
- Deuse, J.; Dombrowski, U.; Nöhring, F.; Mazarov, J.; Dix, Y. Systematic combination of Lean Management with digitalization to improve production systems on the example of JIDOKA 4.0. Int. J. Eng. Bus. Manag. 2020, 12. [Google Scholar] [CrossRef]
- Baudin, M. Working with Machines: The Nuts and Bolts of Lean Operations with JIDOKA; Productivity Press: New York, NY, USA, 2007. [Google Scholar]
- Kolberg, D.; Zühlke, D. Lean Automation enabled by Industry 4.0 Technologies. IFAC-PapersOnLine 2015, 28, 1870–1875. [Google Scholar] [CrossRef]
- Broy, M.; Cengarle, M.V.; Geisberger, E. Cyber-physical systems: Imminent challenges. Lect. Notes Comput. Sci. 2012, 7539 LNCS, 1–28. [Google Scholar] [CrossRef]
- Schneider, P. Managerial challenges of Industry 4.0: An empirically backed research agenda for a nascent field. Rev. Manag. Sci. 2018, 12, 803–848. [Google Scholar] [CrossRef]
- Grijalvo Martín, M.; Pacios Álvarez, A.; Ordieres-Meré, J.; Villalba-Díez, J.; Morales-Alonso, G. New Business Models from Prescriptive Maintenance Strategies Aligned with Sustainable Development Goals. Sustainability 2021, 13, 216. [Google Scholar] [CrossRef]
- Dey, S.; Stori, J.A. A Bayesian network approach to root cause diagnosis of process variations. Int. J. Mach. Tools Manuf. 2005, 45, 75–91. [Google Scholar] [CrossRef]
- McCabe, B. Belief networks for engineering applications. Int. J. Technol. Manag. 2001, 21, 257–270. [Google Scholar] [CrossRef] [Green Version]
- Low, G.H.; Yoder, T.J.; Chuang, I.L. Quantum inference on Bayesian networks. Phys. Rev. A At. Mol. Opt. Phys. 2014, 89, 062315. [Google Scholar] [CrossRef] [Green Version]
- Borujeni, S.E.; Nannapaneni, S.; Nguyen, N.H.; Behrman, E.C.; Steck, J.E. Quantum circuit representation of Bayesian networks. Expert Syst. Appl. 2021, 176, 114768. [Google Scholar] [CrossRef]
- Villalba-Diez, J.; Zheng, X. Quantum Strategic Organizational Design: Alignment in Industry 4.0 Complex-Networked Cyber-Physical Lean Management Systems. Sensors 2020, 20, 5856. [Google Scholar] [CrossRef]
- Villalba-Diez, J.; Benito, R.M.; Losada, J.C. Industry 4.0 Quantum Strategic Organizational Design Configurations. The Case of Two Qubits: One Reports to One. Sensors 2020, 20, 6977. [Google Scholar] [CrossRef] [PubMed]
- Villalba-Diez, J.; Losada, J.C.; Benito, R.M.; González-Marcos, A. Industry 4.0 Quantum Strategic Organizational Design Configurations. The Case of 3 Qubits: One Reports to Two. Entropy 2021, 23, 374. [Google Scholar] [CrossRef]
- Villalba-Diez, J.; Losada, J.C.; Benito, R.M.; Schmidt, D. Industry 4.0 Quantum Strategic Organizational Design Configurations. The Case of 3 Qubits: Two Report to One. Entropy 2021, 23, 426. [Google Scholar] [CrossRef]
- Byrd, T.; Turner, D. Measuring the flexibility of information technology infrastructure: Exploratory analysis of a construct. J. Manag. Inf. Syst. 2000, 17, 167–208. [Google Scholar]
- Eisenhardt, K.M. Building theories from case study research. Acad. Manag. Rev. 1989, 14, 532–550. [Google Scholar] [CrossRef]
- Johnston, S.J.; Cox, S.J. The Raspberry Pi: A Technology Disrupter, and the Enabler of Dreams. Electronics 2017, 6, 51. [Google Scholar] [CrossRef] [Green Version]
- Dhillon, N.S.; Sutandi, A.; Vishwanath, M.; Lim, M.M.; Cao, H.; Si, D. A Raspberry Pi-Based Traumatic Brain Injury Detection System for Single-Channel Electroencephalogram. Sensors 2021, 21, 2779. [Google Scholar] [CrossRef] [PubMed]
- Kim, W.; Jung, I. Simulator for Interactive and Effective Organization of Things in Edge Cluster Computing. Sensors 2021, 21, 2616. [Google Scholar] [CrossRef] [PubMed]
- Chang, Y.H.; Sahoo, N.; Chen, J.Y.; Chuang, S.Y.; Lin, H.W. ROS-Based Smart Walker with Fuzzy Posture Judgement and Power Assistance. Sensors 2021, 21, 2371. [Google Scholar] [CrossRef] [PubMed]
- Tan, P.; Wu, H.; Li, P.; Xu, H. Teaching Management System with Applications of RFID and IoT Technology. Educ. Sci. 2018, 8, 26. [Google Scholar] [CrossRef] [Green Version]
- Laxmi, A.R.; Mishra, A. RFID based Logistic Management System using Internet of Things (IoT). In Proceedings of the 2018 Second International Conference on Electronics, Communication and Aerospace Technology (ICECA), Coimbatore, India, 29–31 March 2018; pp. 556–559. [Google Scholar] [CrossRef]
- Van Rossum, G. Python Tutorial, Technical Report CS-R9526; Centrum voor Wiskunde en Informatica (CWI): Amsterdam, The Netherlands, 1995. [Google Scholar]
- Wille, R.; Meter, R.V.; Naveh, Y. IBM’s Qiskit Tool Chain: Working with and Developing for Real Quantum Computers. In Proceedings of the 2019 Design, Automation Test in Europe Conference Exhibition (DATE), Florence, Italy, 25–29 March 2019; pp. 1234–1240. [Google Scholar] [CrossRef]
- Nielsen, M.A.; Chuang, I. Quantum Computation and Quantum Information; Cambridge University Press: Cambridge, UK, 2010. [Google Scholar]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Villalba-Diez, J.; Gutierrez, M.; Grijalvo Martín, M.; Sterkenburgh, T.; Losada, J.C.; Benito, R.M. Quantum JIDOKA. Integration of Quantum Simulation on a CNC Machine for In–Process Control Visualization. Sensors 2021, 21, 5031. https://doi.org/10.3390/s21155031
Villalba-Diez J, Gutierrez M, Grijalvo Martín M, Sterkenburgh T, Losada JC, Benito RM. Quantum JIDOKA. Integration of Quantum Simulation on a CNC Machine for In–Process Control Visualization. Sensors. 2021; 21(15):5031. https://doi.org/10.3390/s21155031
Chicago/Turabian StyleVillalba-Diez, Javier, Miguel Gutierrez, Mercedes Grijalvo Martín, Tomas Sterkenburgh, Juan Carlos Losada, and Rosa María Benito. 2021. "Quantum JIDOKA. Integration of Quantum Simulation on a CNC Machine for In–Process Control Visualization" Sensors 21, no. 15: 5031. https://doi.org/10.3390/s21155031
APA StyleVillalba-Diez, J., Gutierrez, M., Grijalvo Martín, M., Sterkenburgh, T., Losada, J. C., & Benito, R. M. (2021). Quantum JIDOKA. Integration of Quantum Simulation on a CNC Machine for In–Process Control Visualization. Sensors, 21(15), 5031. https://doi.org/10.3390/s21155031