
Printed Graphene, Nanotubes and Silver Electrodes Comparison for Textile and Structural Electronics Applications



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
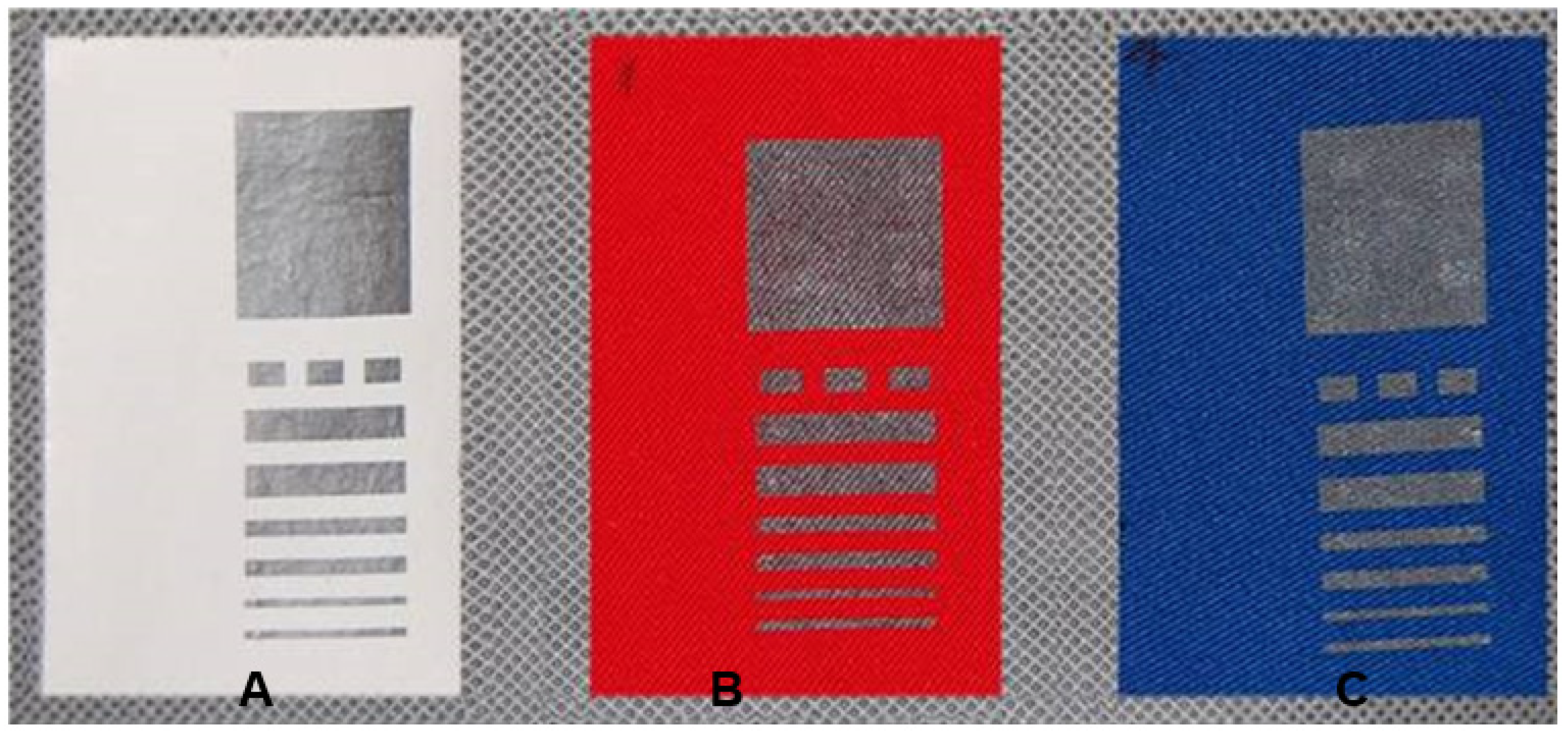
2.1.1. Textile Materials
2.1.2. Electrically Conductive Composites
- organic vehicle in the form of poly (methyl-methacrylate) (PMMA) having a molecular weight of 350,000 mol supplied by Sigma-Aldrich dissolved in butyl carbitol acetate (OKB) with a concentration of 8 wt.%;
- LuxPrint DuPont 8155 resin (available commercially), intended for the manufacturing of composite pastes for screen printing, in particular for the compositions comprising metal powders and ceramics. The main component of the fluoroelastomer is a vinylidene (PVDF) dissolved in ethyl acetate cellosolve (OCE).
- commercially available composite paste with silver particles (L-121, from Institute of Electronics Materials Technology, Warsaw, Poland) and graphite paste (421 electrodag SS, Acheson),
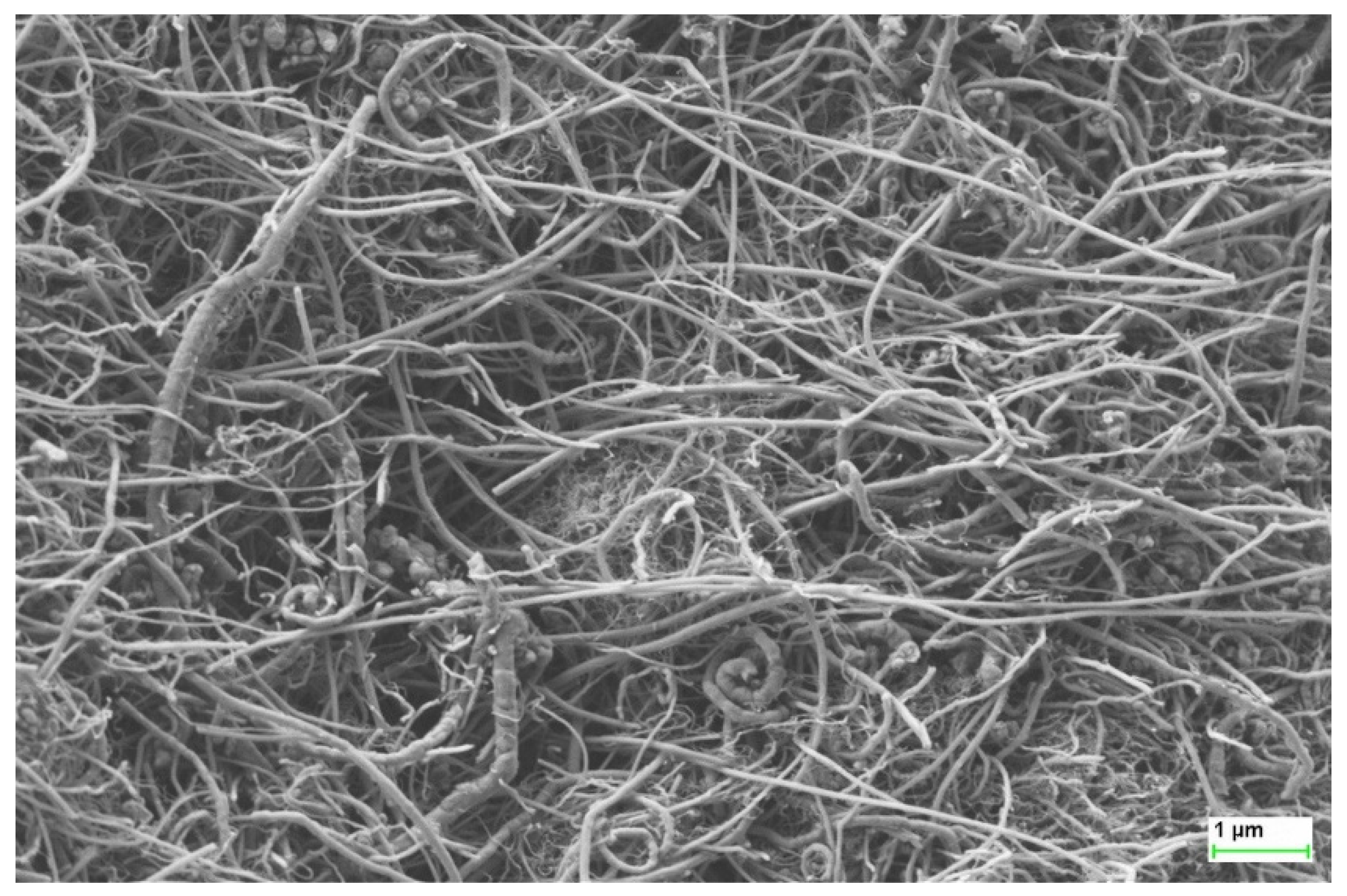
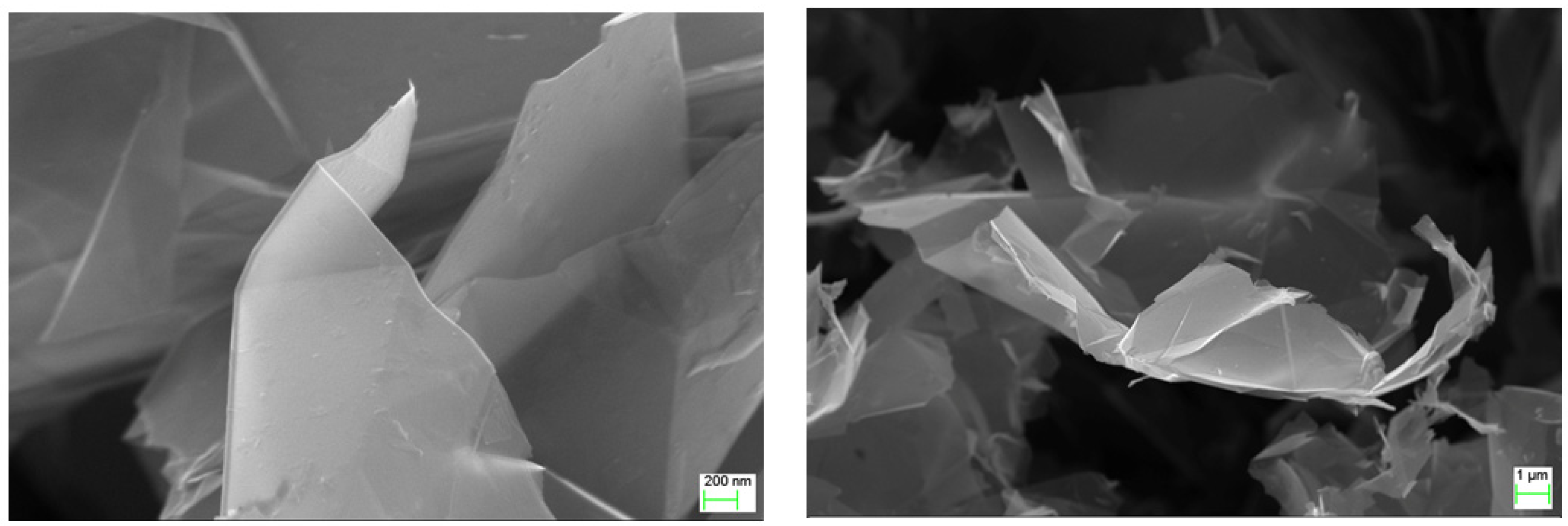
- developed pastes containing graphene and carbon nanotubes.
- resistance Rs = 0081 Ω/□
- conductivity δ = 115,525 S/m
- carrier mobility 172 cm2/V∙s
- carrier concentration −6.618 × 1017 cm−2
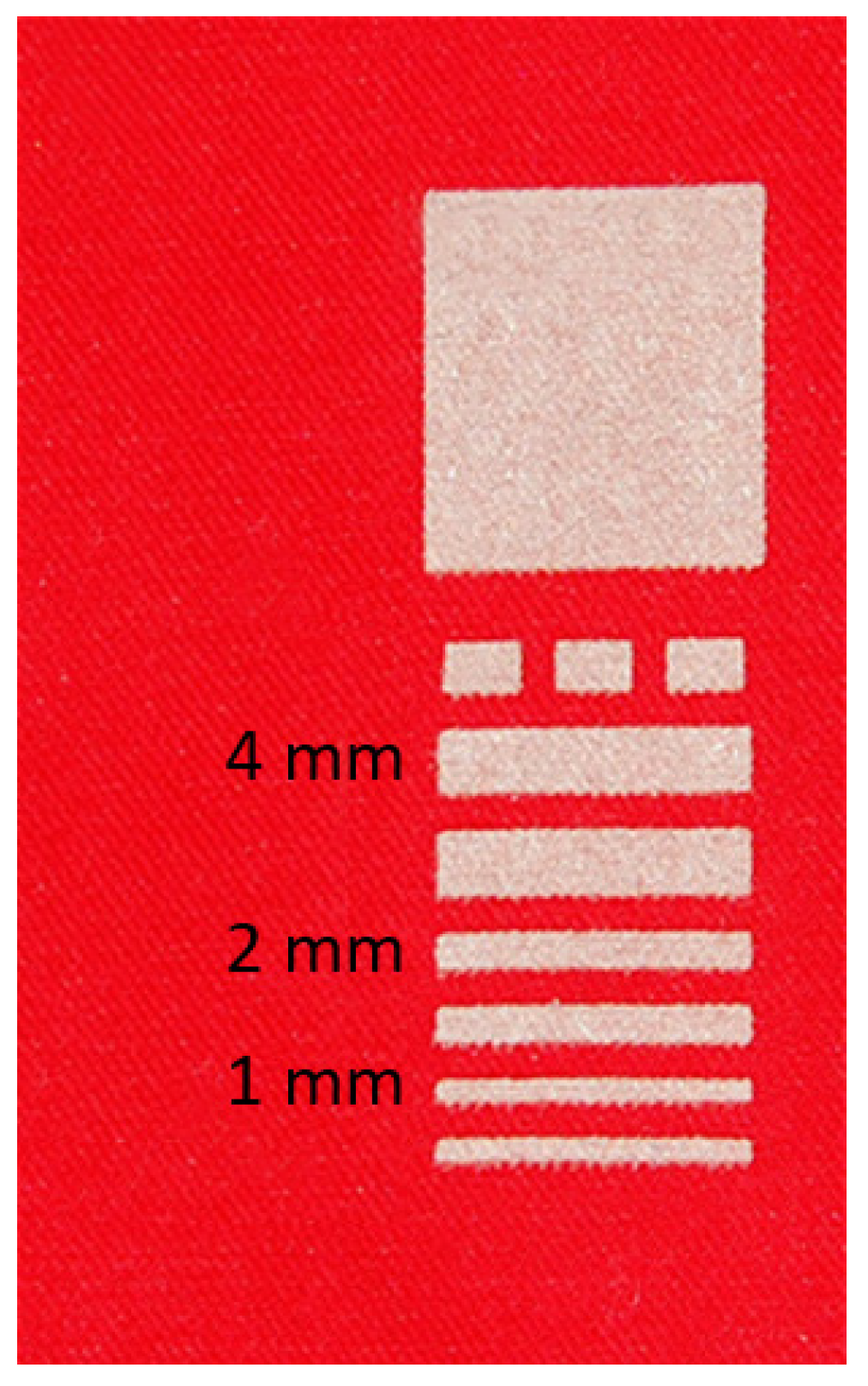
2.1.3. Printed Samples Preparation
- X-the Roman numeral indicating the variant with respect to the chemical composition of the paste (I to XV)
- Y-Arabic number means a series of produced pastes (for the series in this study it is always 2),
- Z-Arabic number indicates one of three textile materials used as the substrate (e.g., 1, 2, 3).
2.2. Test Methods
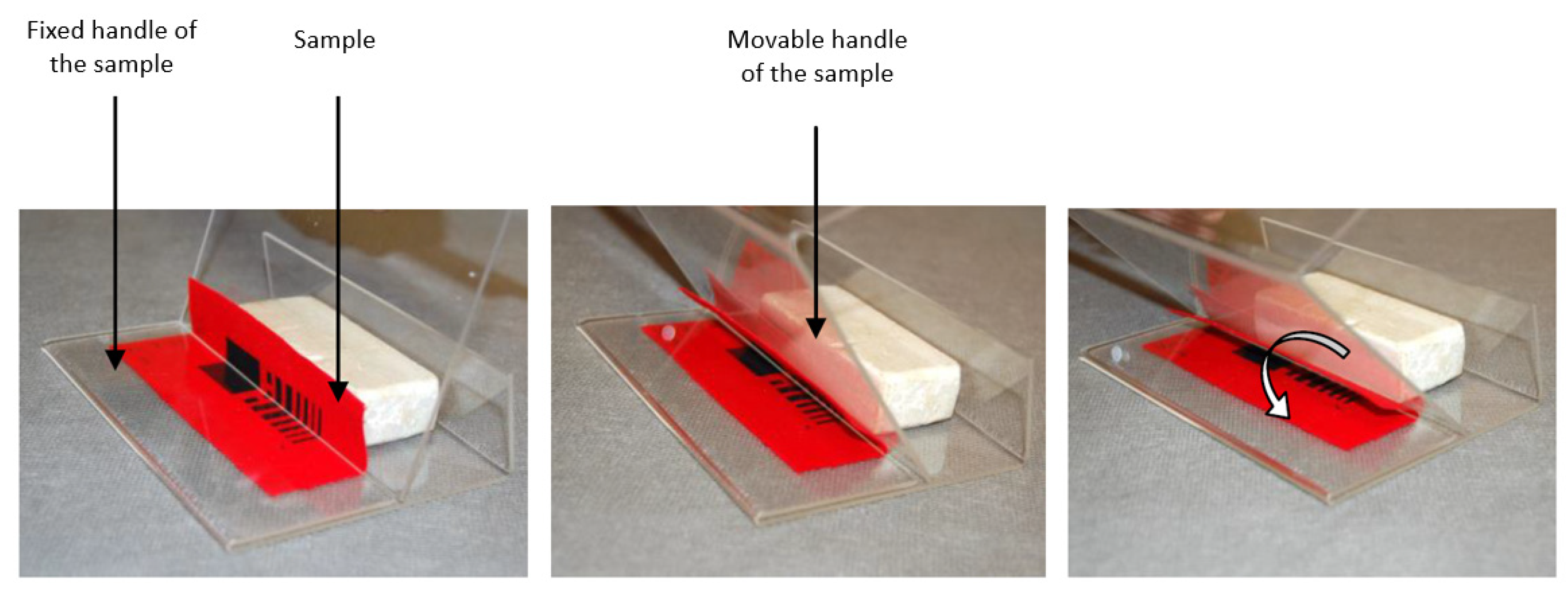
2.2.1. Adhesion Test
2.2.2. Surface Resistance
2.2.3. Surface Resistance after Washing and Bending Cycles
3. Results
3.1. Adhesion Test Results
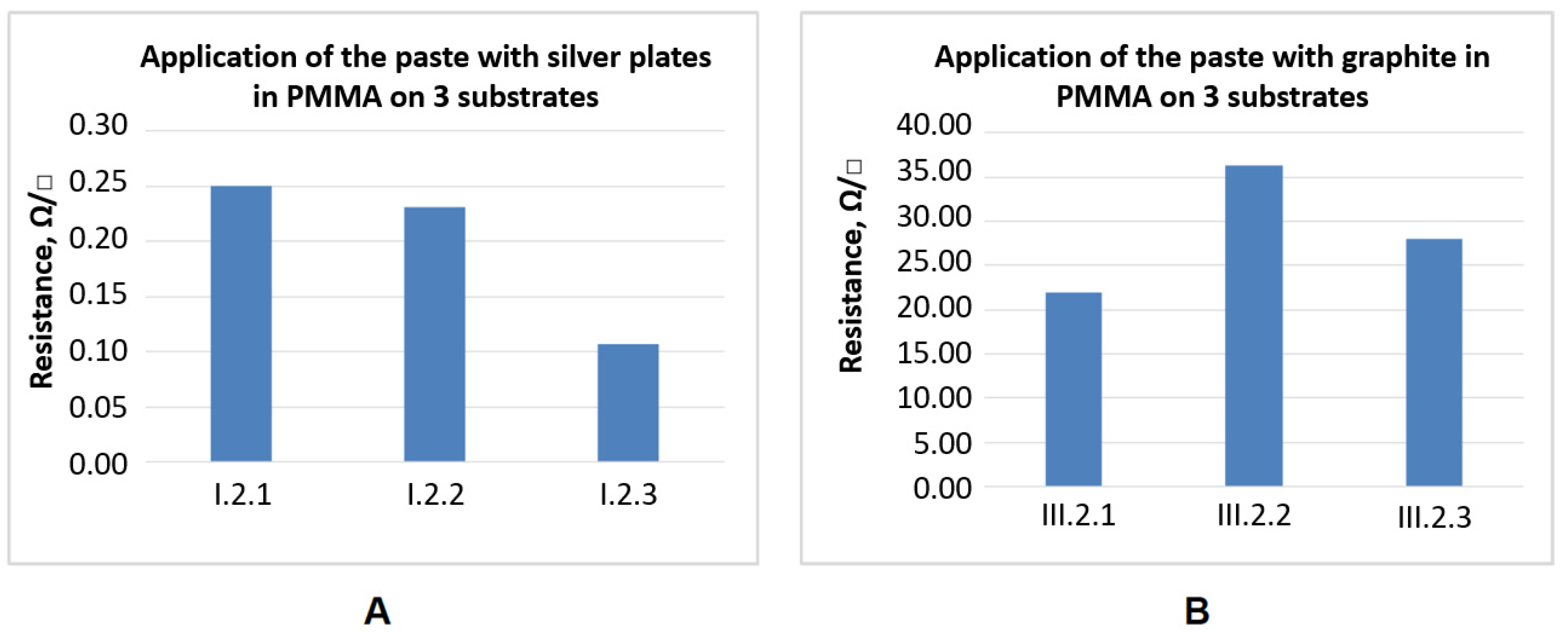
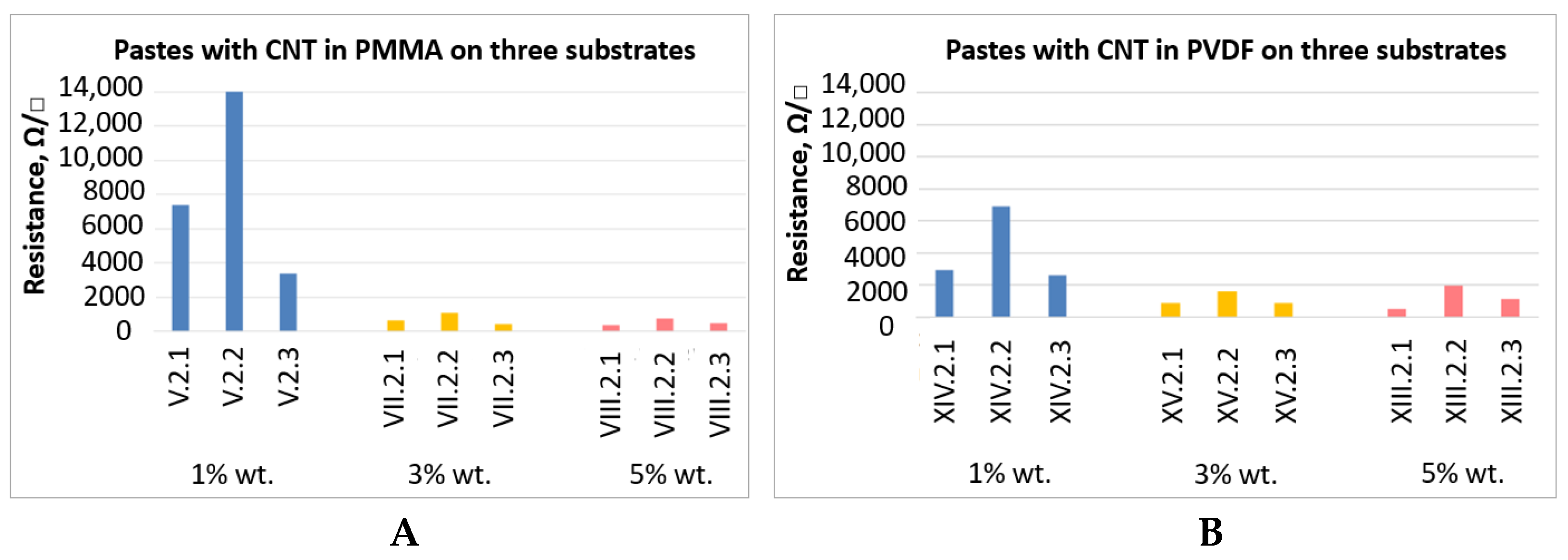
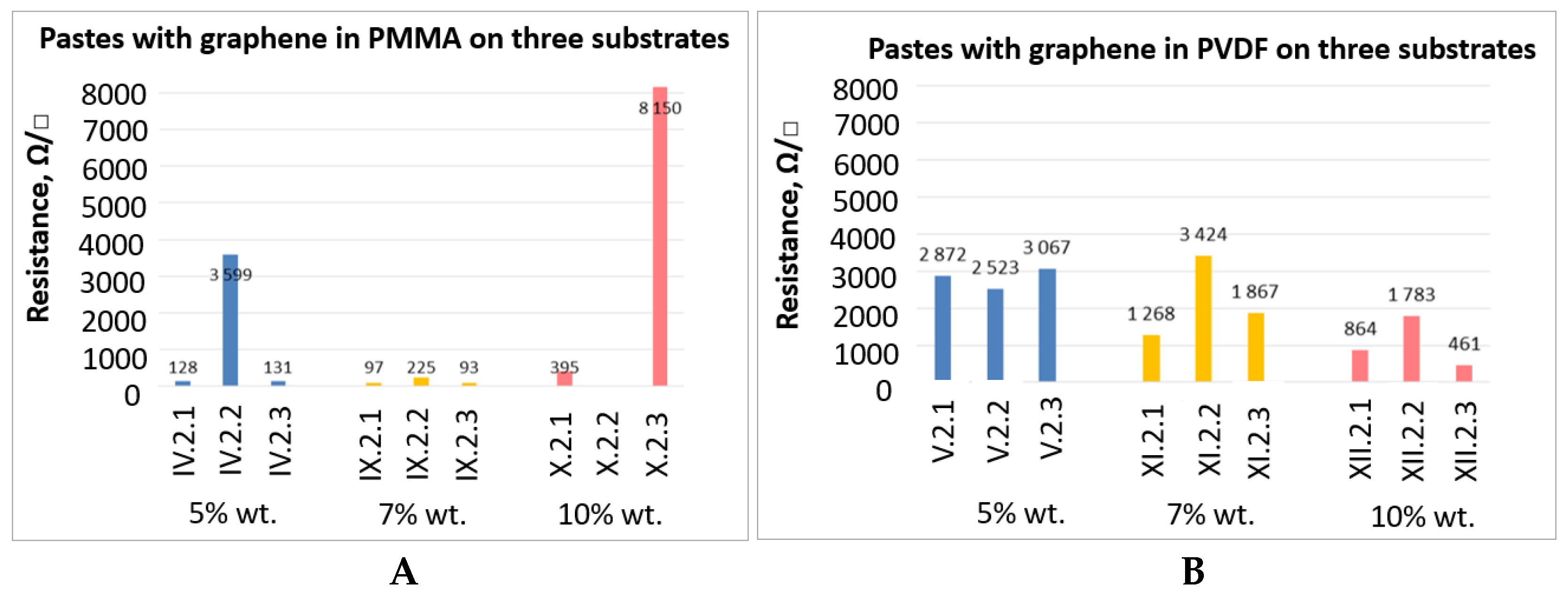
3.2. Surface Resistance Results
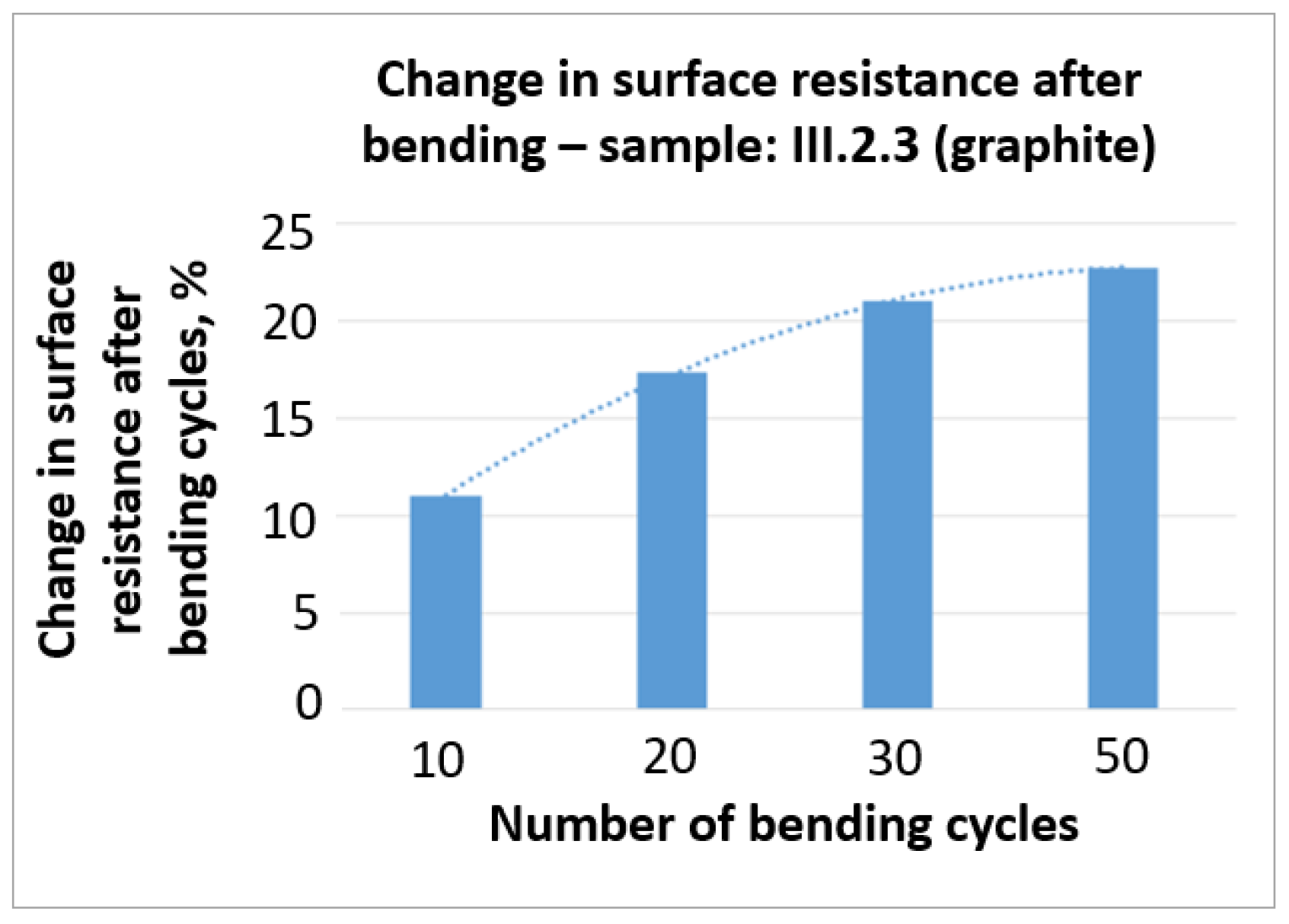
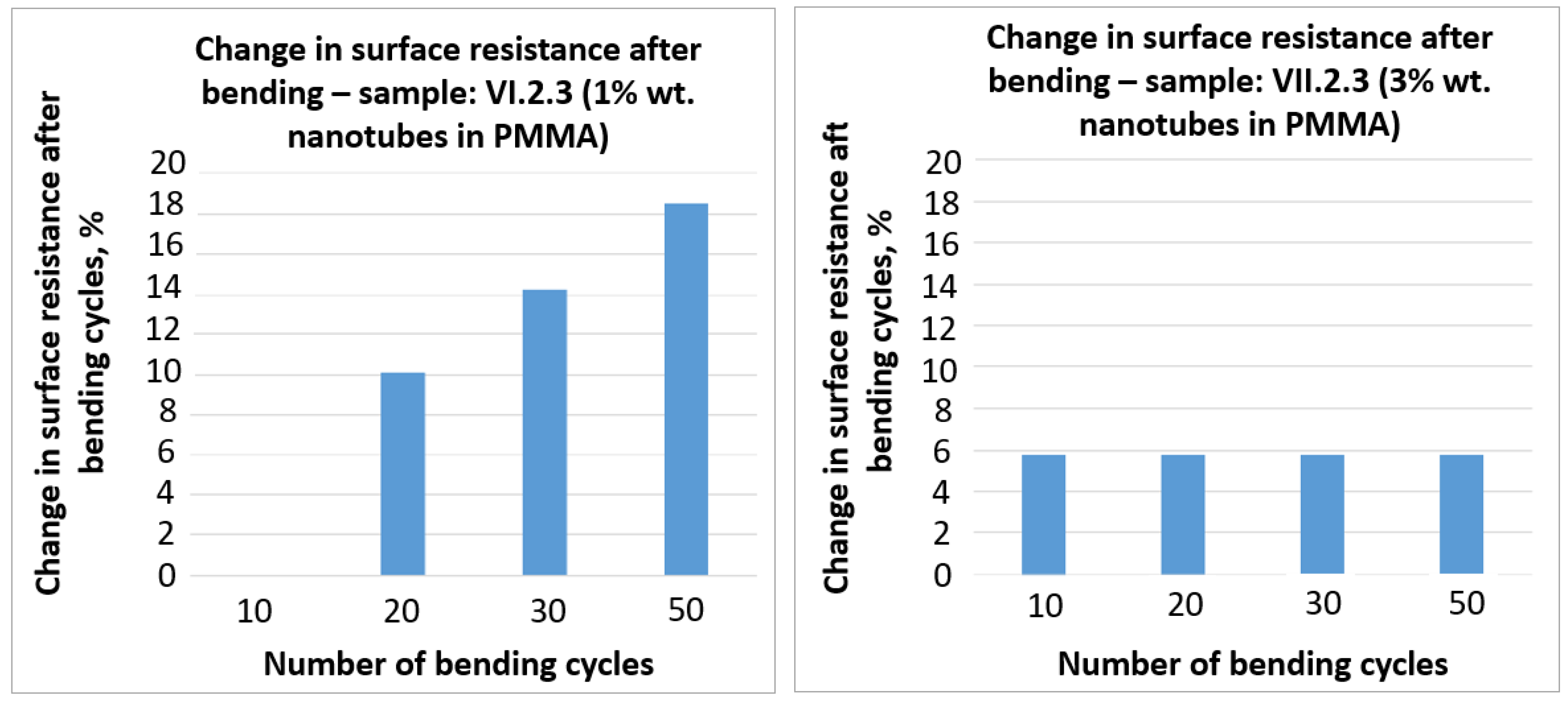
3.3. Surface Resistance after Washing and Bending Cycles
4. Discussion
5. Conclusions
- Geometry and the type of substrate affect the adhesion of the paste. The poorest adhesion to the substrate was observed for the smooth Teflon (PTFE) coating. The best adhesion was observed for the multi-walled carbon nanotubes in PMMA and PVDF vehicles on the substrates made of modacrylic (substrate 2) and aramid (substrate 3) fibers;
- The more complex the substrate surface, the higher the values of surface resistance observed. It was also found that the highest resistance was observed for substrate 2 (made of modacrylic fibers with a surface mass of 320 g/m2) with the most developed surface;
- For substrates 1 (non-woven fabric, laminated with a PTFE membrane) and 3 (aramid fibers), PMMA vehicle allows for obtaining layers with the lowest surface resistance, compared with PVDF for pastes of analogical content of graphene nanoplatelets;
- For the PMMA-based pastes we observed a decrease in the resistance with an increase of the graphene content from 7 wt.% to the 5 wt.%, followed by the increase in the resistance for 10 wt.% samples, due to the higher viscosity of the 10 wt.% pastes influencing negatively the printed paths uniformity;
- PMMA vehicle allows to obtain layers with a lower surface resistance than PVDF vehicle based pastes with comparable content of multi-walled carbon nanotubes;
- The pastes containing multi-walled carbon nanotubes obtained the lowest resistance on substrate 3 (aramid fibers) with 3 wt.% of CNTs in PMMA vehicle, followed by paths printed on substrate 1 (nonwoven fabric and laminated with a PTFE membrane) with 5 wt.% of CNTs in PMMA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kazani, I.; Hertleer, C.; De Mey, G.; Schwarz, A.; Guxho, G.; Van Langenhove, L. Electrical Conductive Textiles obtained by Screen Printing. Fibres Text. East. Eur. 2012, 20, 57–63. [Google Scholar]
- Leśnikowski, J. Modelowanie Tekstylnych Linii Sygnałowych do Zastosowań w Tekstronice; Politechnika Łódzka Zeszyty Naukowe: Cracow, Poland, 2013; Nr 1167. [Google Scholar]
- Mattila, H.R. Intelligent Textiles and Clothing; Woodhead Publishing Limited: Cambridge, UK, 2010. [Google Scholar]
- Michalak, M.; Krucińska, I.; Surma, B. Textronic Textile Product. Fibres Text. East. Eur. 2006, 14, 5. [Google Scholar]
- Tęsiorowski, Ł.; Gniotek, K. Radiowa Transmisja Sygnałów w Systemie Tekstronicznym. Przegląd Telekomunikacyjny Wiadomości Telekomunikacyjne 2008, 81, 1048–1051. [Google Scholar]
- Skrzetuska, E. Trendy rozwojowe w tekstronice-Rozwiązania tekstroniczne dla ochrony zdrowia. Przegląd Elektrotechniczny 2014, r90, 34–40. [Google Scholar]
- Bendkowska, W. Tekstylia inteligentne—Przegląd zastosowań. Część I: Tekstylia regulujące mikroklimat odzieży. Przegląd Włókienniczy Technik Włókienniczy 2002, 8, 9–13. [Google Scholar]
- Walter, M.; Eilebrecht, W.; Wartzek, T.; Leonhardt, S. The smart car seat: Personalised monitoring of vital signs in automotive applications. Pers. Ubiquit. Comput. 2011, 15, 707–715. [Google Scholar] [CrossRef]
- Wang, L.; Fu, X.; He, J.; Shi, X.; Chen, T.; Chen, P.; Wang, B.; Peng, H. Application challenges in fiber and textile electronics. Adv. Mater. 2020, 32, 1901971. [Google Scholar] [CrossRef] [PubMed]
- Komolafe, A.; Torah, R.; Wei, Y.; Nunes-Matos, H.; Li, M.; Hardy, D.; Dias, T.; Tudor, M.; Beeby, S. Integrating flexible filament circuits for e-textile applications. Adv. Mater. Technol. 2019, 4, 1900176. [Google Scholar] [CrossRef]
- Coyle, S.; Morris, D.; Lau, K.-T.; Diamond, D.; Moyna, N. Textile-based wearable sensors for assisting sports performance. Wearable and Implantable Body Sensor Networks. Int. Workshop 2009, 307–311. [Google Scholar] [CrossRef]
- Scilingo, E.P.; Gemignani, A.; Paradiso, R.; Taccini, N.; Ghelarducci, B.; Danilo, R. Performance evaluation of sensing fabrics for monitoring physiological and biomechanical variables. IEEE Trans. Inf. Technol. Biomed. 2005, 9, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Krucińska, S.E.; Urbaniak-Domagała, W. Prototypes of Carbon Nanotube-Based Textile Sensors Manufactured by the Screen Printing Method. FIBRES Text. East. Eur. 2012, 20, 79–83. [Google Scholar]
- Słoma, M.; Jakubowska, M. Screen Printed Polymer Paste with Carbon Nanotubes for Printed Electronics Application, in: Thick Films: Properties, Technology and Applications; Panzini Michael: Flushing, NY, USA, 2012; pp. 237–260. ISBN 978-1-61470-384-6. [Google Scholar]
- Leśnikowski, J. Analysis of characteristic impedance of microstrip and coplanar textile signal lines. J. Text. Inst. 2020. [Google Scholar] [CrossRef]
- Leśnikowski, J. Effect of temperature and humidity on the transmission properties of textile signal lines. J. Text. Inst. 2020, 111, 604–610. [Google Scholar] [CrossRef]
- Zheng, Y.; Jin, L.; Qi, J.; Liu, Z.; Xu, L.; Hayes, S.; Gill, S.; Li, Y. Performance evaluation of conductive tracks in fabricating e-textiles by lock-stitch embroidery. J. Ind. Text. 2020. [Google Scholar] [CrossRef]
- Beedasy, V.; Smith, P.J. Printed Electronics as Prepared by Inkjet Printing. Materials 2020, 13, 704. [Google Scholar] [CrossRef] [PubMed]
- Shahariar, H.; Kim, I.; Soewardiman, H.; Jur, J.S. Inkjet Printing of Reactive Silver Ink on Textiles. ACS Appl. Mater. Interfaces 2019, 11, 6208–6216. [Google Scholar] [CrossRef]
- Karim, N.; Afroj, S.; Tan, S.; Novosolev, K.S.; Yeates, S.G. All Inkjet-Printed Graphene-Silver Composite Ink on Textiles for Highly Conductive Wearable Electronics Applications. Nat. Sci. Rep. 2019, 9, 8035. [Google Scholar] [CrossRef] [PubMed]
- Stempien, Z.; Rybicki, E.; Rybicki, T.; Lesnikowski, J. Inkjet-printing deposition of silver electro-conductive layers on textile substrates at low sintering temperature by using an aqueous silver ions=containing ink for textronic applications. Sens. Actuators B Chem. 2016, 224, 714–725. [Google Scholar] [CrossRef]
- Kazani, I. Study of Screen-Printed Electroconductive Textile Materials; Ghent University Zwijnaarde: Ghent, Belgium, 2012. [Google Scholar]
- ASTM D3359-17 Standard Test Method for Rating Adhesion by Tape Test. Available online: https://www.astm.org/Standards/D3359 (accessed on 31 March 2021).
- ISO 6330:2012 Textiles—Domestic Washing and Drying Procedures for Textile Testing. Available online: https://www.iso.org/standard/43044.html (accessed on 31 March 2021).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Fabric Composition | Surface Mass, g/m2 Thickness, mm (±5%) |
|---|---|---|
| 1 | Non-woven made of aramid and paraaramid fibers (Kevlar/Nomex) laminated with PTFE membrane (Teflon) (white colored yellow). | 140 g/m2 0.78 mm |
| 2 | Fabric made of modacrylic fand cotton fibers Composition: 54% Protex MA, 46% CO (color red) | 320 g/m2 0.60 mm |
| 3 | Fabric made of paraaramid/aramid fibers (Nomex Comfort fabric Composition: 93% Nomex, Kevlar 7%) (colored blue). | 260 g/m2 0.52 mm |
| Variant of Chemical Composition of the Paste | The Percentage of Functional Phase in the Paste | Polymer Vehicle Paste |
|---|---|---|
| I | Silver flakes | 34% PMMA in OKB, paste L121 (from ITME) |
| II | Silver flakes | PVDF in OCE |
| III | Graphite flakes | Commercially available paste Electrodag 421 SS(Acheson) E421SS |
| IV | Graphen nanoplates GNP 5 wt.% | PMMA in OKB |
| V | Graphen nanoplates GNP 5 wt.% | PVDF in OCE |
| VI | Multi-walled carbon nanotubes MWCNT 1 wt.% | PMMA in OKB |
| VII | Multi-walled carbon nanotubes MWCNT 3 wt.% | PMMA in OKB |
| VIII | Multi-walled carbon nanotubes MWCNT 5 wt.% | PMMA in OKB |
| IX | Graphen nanoplates GNP 7 wt.% | PMMA in OKB |
| X | Graphen nanoplates GNP 10 wt.% | PMMA in OKB |
| XI | Graphen nanoplates GNP 7 wt.% | PVDF in OCE |
| XII | Graphen nanoplates GNP 10 wt.% | PVDF in OCE |
| XIII | Multi-walled carbon nanotubes MWCNT 5 wt.% | PVDF in OCE |
| XIV | Multi-walled carbon nanotubes MWCNT 1 wt.% | PVDF in OCE |
| XV | Multi-walled carbon nanotubes MWCNT 3 wt.% | PVDF in OCE |
| No. of Sample | I. 2.1 | I. 2.2 | I. 2.3 | II. 2.1 | II. 2.2 | II. 2.3 | III. 2.1 | III. 2.2 | III. 2.3 |
|---|---|---|---|---|---|---|---|---|---|
| PMMA | PVDF | PMMA | |||||||
| v1 | 0 | 0 | 0 | 0 | 0 | 0 | 4 | 0 | 0 |
| v2 | 4 | 2 | 2 | 4 | 1 | 1 | 4 | 1 | 1 |
| MWNT Nanotubes Content in Polymer | PMMA | PVDF | ||||
|---|---|---|---|---|---|---|
| No. of Sample | Adhesion | No. of Sample | Adhesion | |||
| v1 | v2 | v1 | v2 | |||
| 1% | VI. 2.1 | 0 | 4 | XIV. 2.1 | 1 | 4 |
| VI. 2.2 | 0 | 0 | XIV. 2.2 | 0 | 0 | |
| VI. 2.3 | 0 | 1 | XIV. 2.3 | 0 | 0 | |
| 3% | VII. 2.1 | 4 | 4 | XV. 2.1 | 4 | 4 |
| VII. 2.2 | 1 | 1 | XV. 2.2 | 0 | 1 | |
| VII. 2.3 | 1 | 1 | XV. 2.3 | 0 | 1 | |
| 5% | VIII. 2.1 | 4 | 4 | XV. 2.1 | 3 | 3 |
| VIII. 2.2 | 1 | 1 | XV. 2.2 | 1 | 2 | |
| VIII. 2.3 | 1 | 1 | XV. 2.3 | 1 | 2 | |
| Graphene Nanoplates Content in Polymer | PMMA | PVDF | ||||
|---|---|---|---|---|---|---|
| No. of Sample | Adhesion | No. of Sample | Adhesion | |||
| v1 | v2 | v1 | v2 | |||
| 5% | IV. 2.1 | 1 | 3 | V. 2.1 | 3 | 3 |
| IV. 2.2 | 3 | 3 | V. 2.2 | 2 | 2 | |
| IV. 2.3 | 3 | 3 | V. 2.3 | 2 | 3 | |
| 7% | IX. 2.1 | 2 | 3 | IX. 2.1 | 3 | 3 |
| IX. 2.2 | 2 | 3 | IX. 2.2 | 1 | 2 | |
| IX. 2.3 | 2 | 2 | IX. 2.3 | 2 | 3 | |
| 10% | X. 2.1 | 3 | 3 | XII. 2.1 | 3 | 3 |
| X. 2.2 | 2 | 2 | XII. 2.2 | 1 | 2 | |
| X. 2.3 | 2 | 2 | XII. 2.3 | 2 | 2 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tabaczyńska, A.; Dąbrowska, A.; Słoma, M. Printed Graphene, Nanotubes and Silver Electrodes Comparison for Textile and Structural Electronics Applications. Sensors 2021, 21, 4038. https://doi.org/10.3390/s21124038
Tabaczyńska A, Dąbrowska A, Słoma M. Printed Graphene, Nanotubes and Silver Electrodes Comparison for Textile and Structural Electronics Applications. Sensors. 2021; 21(12):4038. https://doi.org/10.3390/s21124038
Chicago/Turabian StyleTabaczyńska, Agnieszka, Anna Dąbrowska, and Marcin Słoma. 2021. "Printed Graphene, Nanotubes and Silver Electrodes Comparison for Textile and Structural Electronics Applications" Sensors 21, no. 12: 4038. https://doi.org/10.3390/s21124038
APA StyleTabaczyńska, A., Dąbrowska, A., & Słoma, M. (2021). Printed Graphene, Nanotubes and Silver Electrodes Comparison for Textile and Structural Electronics Applications. Sensors, 21(12), 4038. https://doi.org/10.3390/s21124038