Development of Insert Condition Classification System for CNC Lathes Using Power Spectral Density Distribution of Accelerometer Vibration Signals



Abstract
1. Introduction
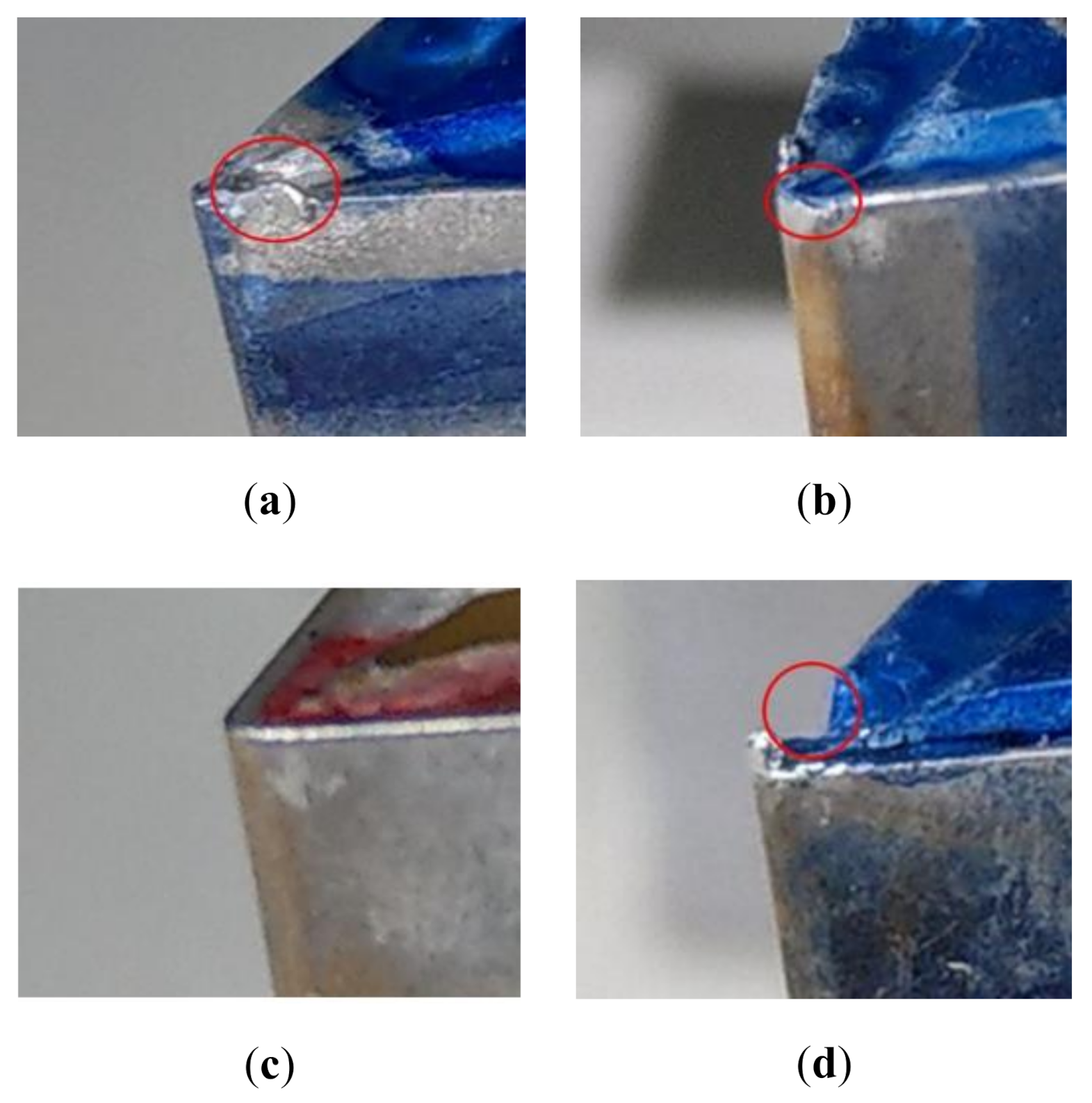
- Designing an insert condition classification system that can be used to identify and classify four common lathe machining insert conditions—built-up edge, flank wear, normal, and fracture.
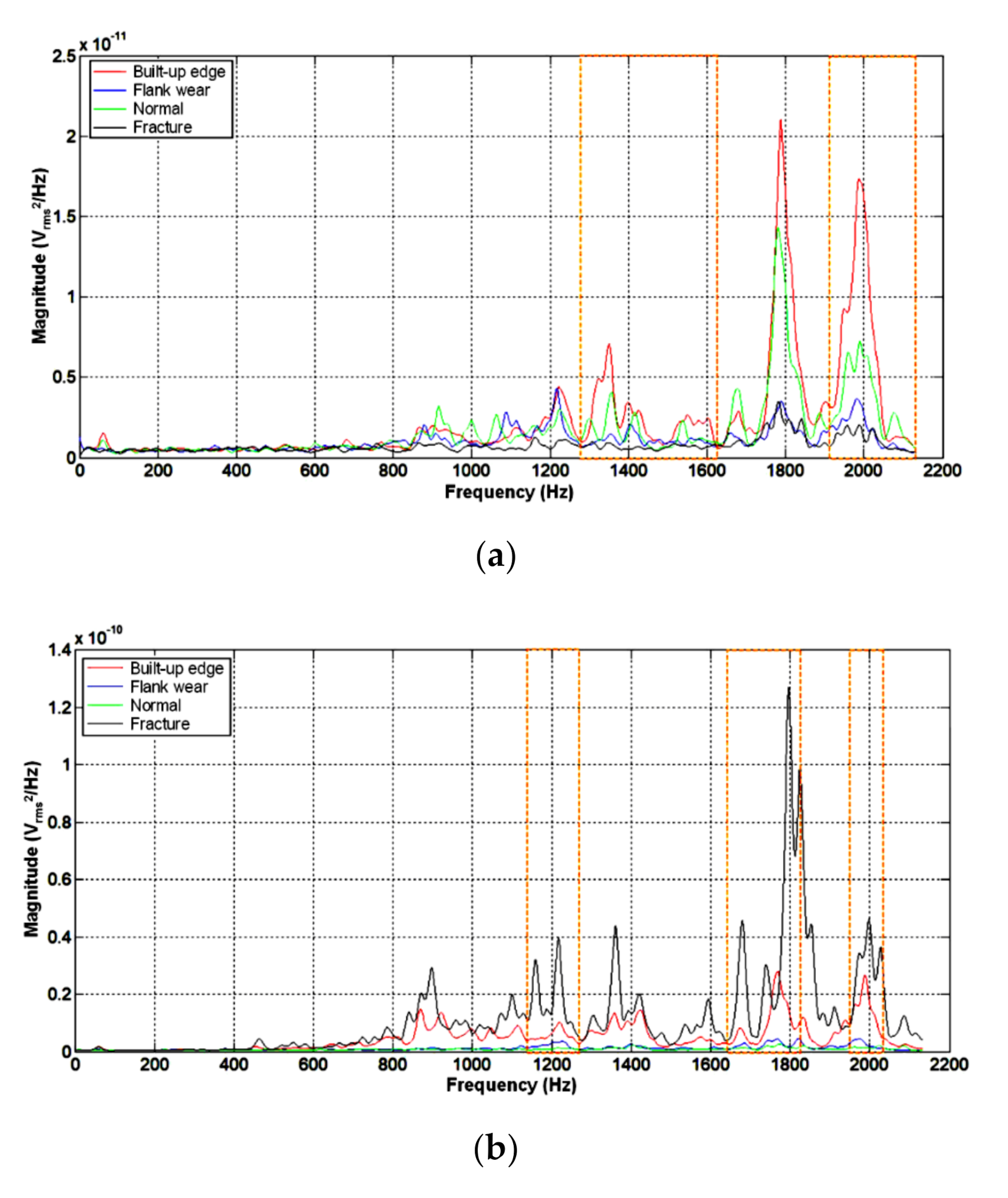
- Using the magnitude features of the PSD distribution of the signals obtained from a lathe machining accelerometer to identify and classify the insert conditions under different machining conditions.
- Performing cutting tests with different machining conditions on a CNC lathe to evaluate the feasibility and performance of the insert condition classification system developed in this study from different machining aspects.
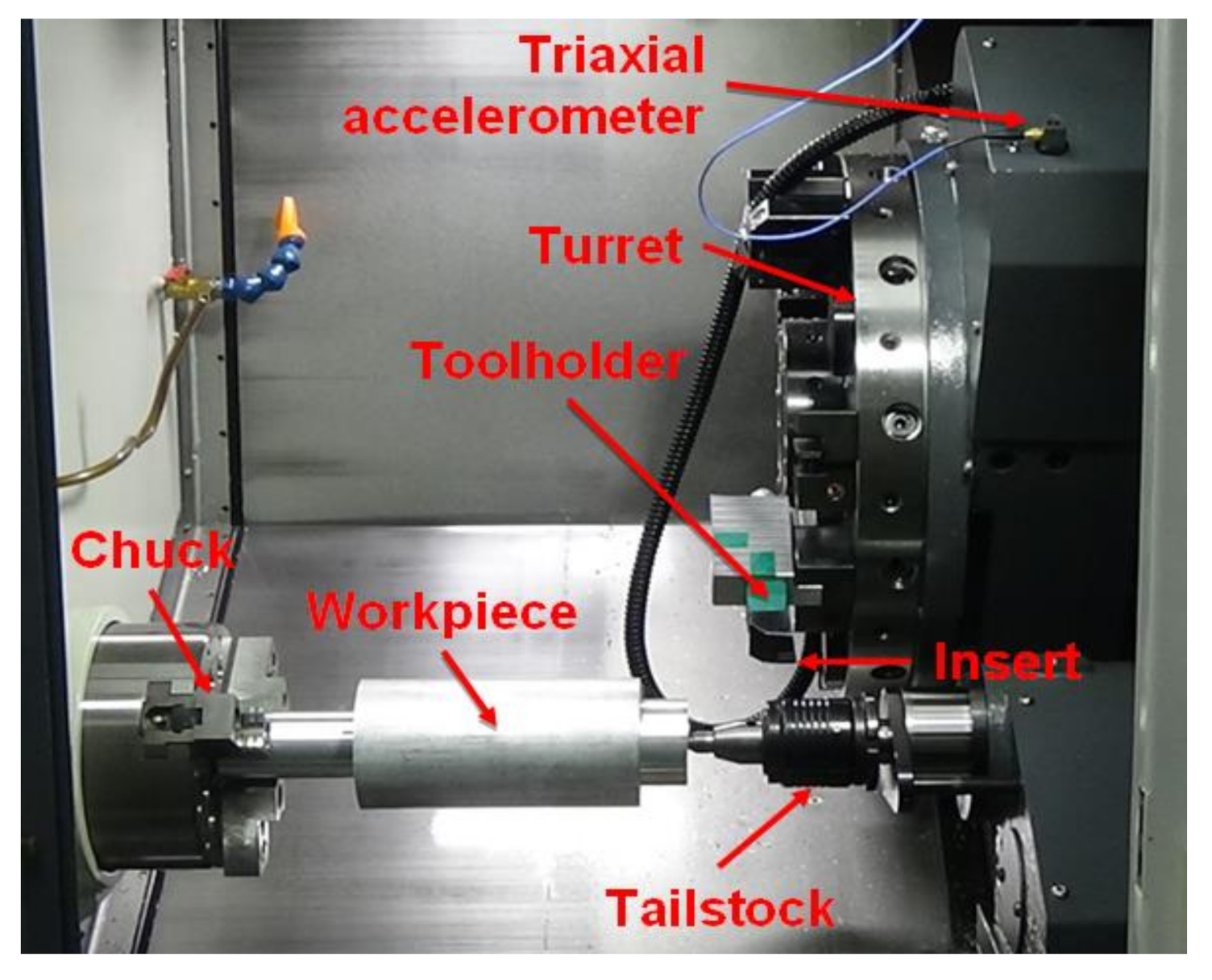
2. Experimental Setup and Experiment Plan
3. Insert Condition Modeling
3.1. Frequency Segment Selection
3.2. Building the Insert Condition Models
4. Machining Model Fusion Mechanism Design
- The frequency segments were executed according to the PSD distributions to obtain the magnitude features.
- The principal components were calculated using PCA according to the obtained magnitude features.
- The insert condition classification, , was calculated according to the insert condition models and the principal components.
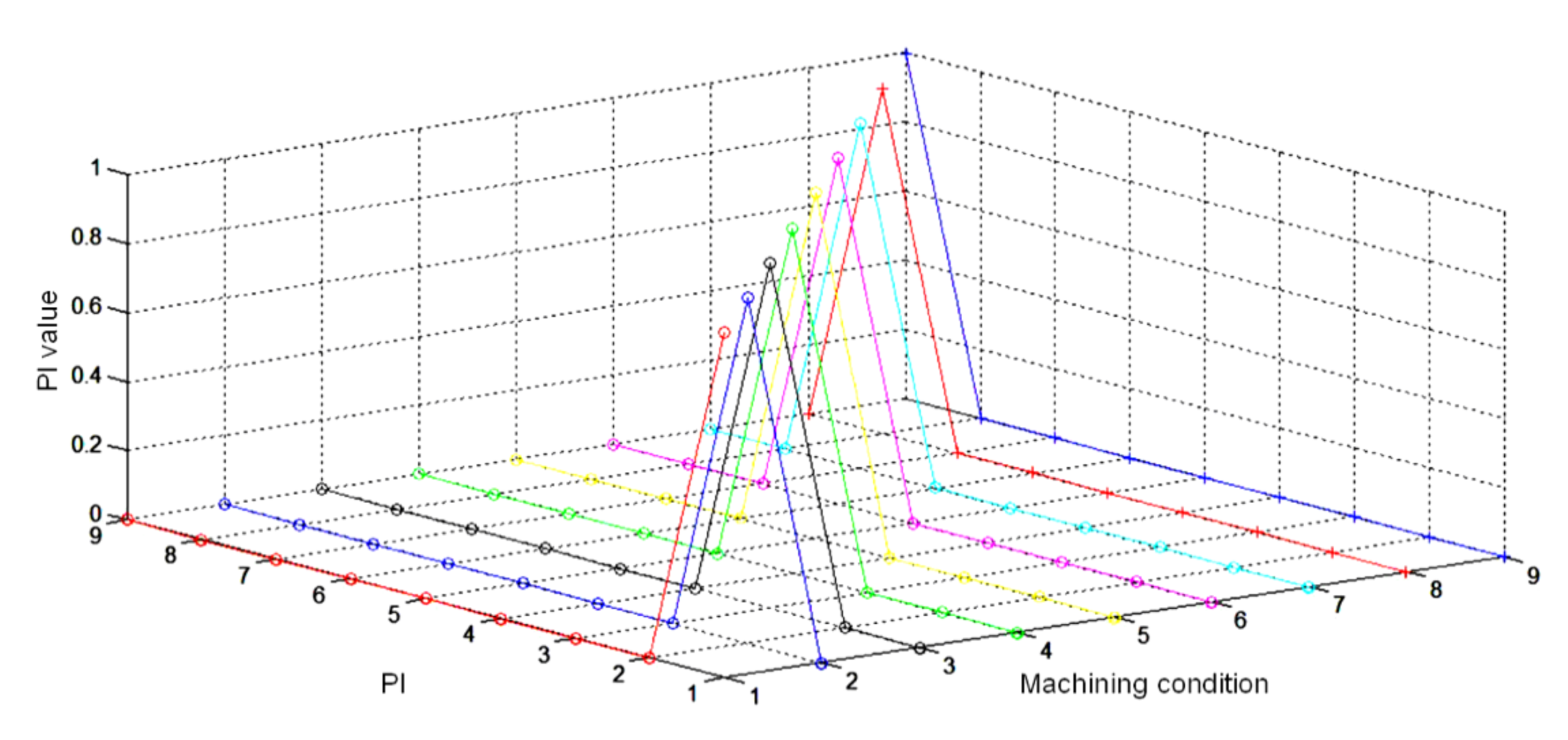
- The weight values, , of the insert condition model were calculated according to the machining model fusion mechanism and the machining conditions.
- The weighted sum values of the built-up edge, flank wear, normal, and fracture insert conditions were calculated using Equations (8)–(11).
- The normalized values of the insert conditions were calculated using Equations (12)–(15).
- According to the normalized values of the insert conditions listed in Table 7, the insert condition corresponding to the accelerometer signals was the built-up edge condition.
5. Experimental Results and Discussion
5.1. Machining Condition Test Within Range of Machining Experiment Plan
- There were six signals for the built-up edge insert condition, among which the classification results of five signals were correct, and that of one signal was incorrect. The classification rate was 83.33%.
- There were six signals for the flank wear insert condition, and the classification result was completely correct. The classification rate was 100%.
- There were six signals for the normal insert condition, among which the classification results of four signals were correct, and those of two signals were incorrect. The classification rate was 66.67%.
- There were six signals for the fracture insert condition, among which the classification results of five signals were correct, and that of one signal was incorrect. The classification rate was 83.33%.
- The classification rate resulting from the experiment under the machining conditions of a cutting speed of 318 m/min, depth of cut of 1.8 mm, and cutting feed of 0.19 mm/rev was 92.86%.
- The classification rate resulting from the experiment under the machining conditions of a cutting speed of 305 m/min, depth of cut of 1.4 mm, and cutting feed of 0.23 mm/rev was 87.5%.
- The classification rate resulting from the experiment under the machining conditions of a cutting speed of 285 m/min, depth of cut of 1.6 mm, and cutting feed of 0.18 mm/rev was 81.25%.
5.2. Machining Condition Test Outside Range of Machining Experiment Plan
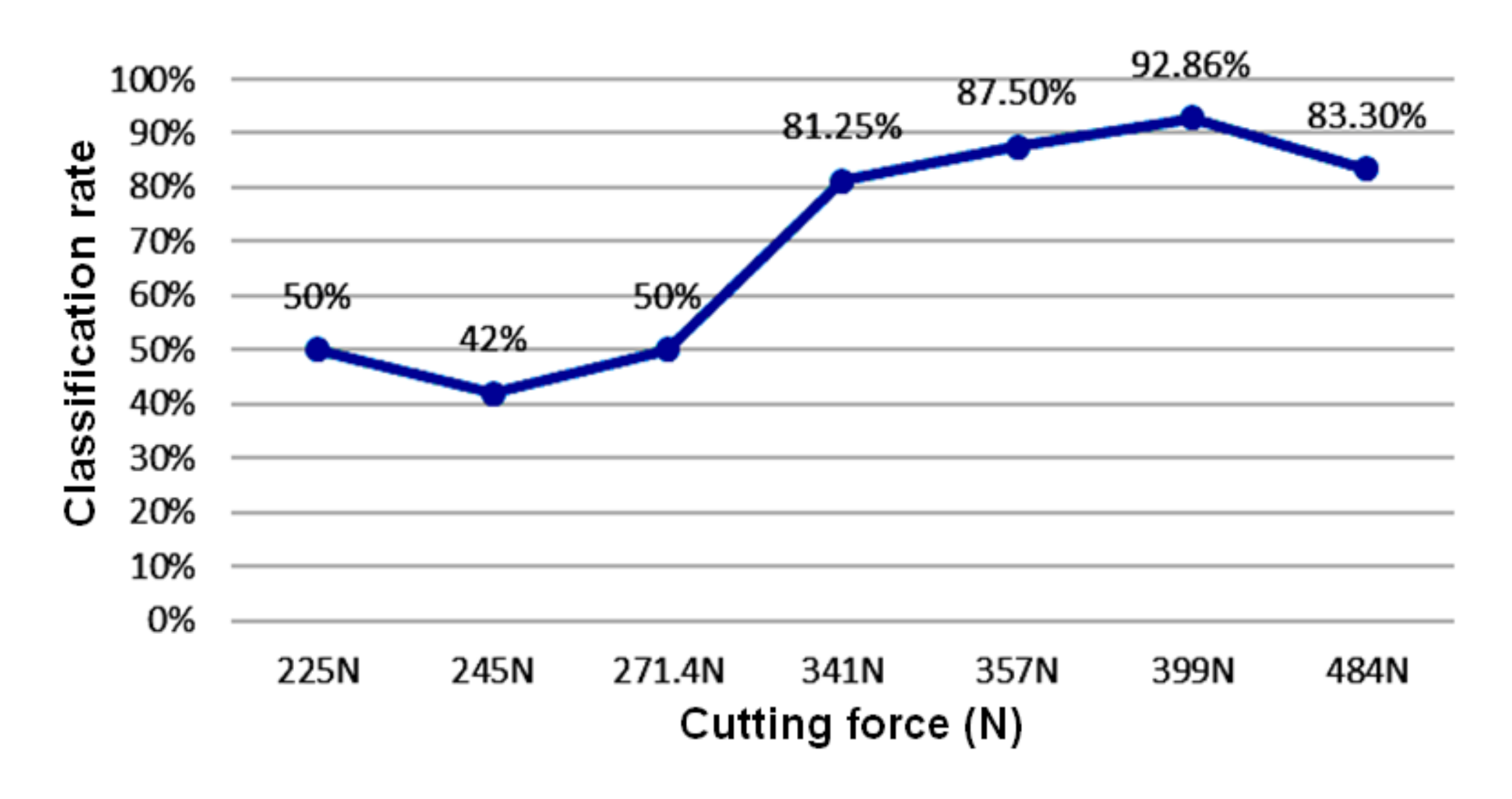
5.3. Cutting Force Experiment
5.4. Comprehensive Discussion
5.5. Comparative Experiment Results and Discussion
6. Conclusions
- Development of an insert condition classification system that integrates the insert condition modeling method and machining model fusion mechanism to ensure that the system can be used to identify and classify four common insert conditions online—built-up edge, flank wear, normal, and fracture.
- Development of an insert condition modeling method that considers the resultant PSD distributions of the accelerometer signals, and use of PCA with the frequency segment selection developed in this study to ensure that the data dimension can be significantly reduced in subsequent applications.
- Development of a machining model fusion mechanism that considers both the insert condition models and different machining conditions to ensure that the insert condition classification system developed in this study can be applied to different machining conditions in practice.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| : | Depth of cut (mm) |
| : | Resultant PSD distribution |
| : | PSD distribution of x-axis accelerometer signal |
| : | PSD distribution of y-axis accelerometer signal |
| : | PSD distribution of z-axis accelerometer signal |
| BPNN: | Backpropagation neural network |
| : | Covariance matrix of the training set |
| : | Calculated cutting force (N) |
| : | Cutting feed (mm/rev) |
| : | Rake angle |
| : | Chip thickness (mm) |
| : | Specific cutting force (N/mm2) |
| : | Specific cutting force (N/mm2) |
| : | Edge angle |
| : | Eigenvalue |
| : | Non-dimensional factor |
| PCA: | Principal component analysis |
| : | Weight value |
| PSD: | Power spectral density |
| : | Ratio of the total variance |
| : | Training set |
| : | Insert condition classification |
| : | Weighted sum value for the built-up edge insert condition |
| : | Weighted sum values for the fracture insert condition |
| : | Weighted sum value for the normal insert condition |
| : | Weighted sum value for the flank wear insert condition |
| : | Unitless coefficient |
| : | Eigenvector |
| : | Transformation matrix |
| : | Test data |
| : | Training data |
| : | Average of the training set |
| : | Transformed data |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device | Model |
|---|---|
| CNC Lathe | YCM GT-200MA |
| Accelerometer | PCB Piezotronics 356A15 |
| Data acquisition | NI-9234 |
| Thermometer | HILA TN-49SCG |
| Toolholder | Sandvik PCLNR 2525M 12 |
| Inserts | CNMG 120408 (produced by Mitsubishi Materials, Tungaloy, Kennametal, and Kyocera Precision Tools) |
| Laptop computer | ASUS GL502VS |
Appendix B
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| 0.4–0.8 | 0.7 | 0.15–0.4 | 0.15 | 0.8–1.2 | 0.04–0.35 | 0.25 | 0.15 | Others |
References
- Ambhore, N.; Kamble, D.; Chinchanikar, S.; Wayal, V. Tool condition monitoring system: A review. Mater. Today Proc. 2015, 2, 3419–3428. [Google Scholar] [CrossRef]
- Siddhpura, A.; Paurobally, R. A review of flank wear prediction methods for tool condition monitoring in a turning process. Int. J. Adv. Manuf. Technol. 2013, 65, 371–393. [Google Scholar] [CrossRef]
- Dutta, S.; Pal, S.K.; Mukhopadhyay, S.; Sen, R. Application of digital image processing in tool condition monitoring: A review. CIRP J. Manuf. Sci. Technol. 2013, 6, 212–232. [Google Scholar] [CrossRef]
- Mikoajczyk, T.; Nowicki, K.; Kodowski, A.; Pimenov, D.Y. Neural network approach for automatic image analysis of cutting edge wear. Mech. Syst. Signal. Process 2017, 88, 100–110. [Google Scholar] [CrossRef]
- Wang, G.; Yang, Y.; Li, Z. Force sensor based tool condition monitoring using a heterogeneous ensemble learning model. Sensors 2014, 14, 21588–21602. [Google Scholar] [CrossRef]
- Li, N.; Chen, Y.; Kong, D.; Tan, S. Force-based tool condition monitoring for turning process using v-support vector regression. Int. J. Adv. Manuf. Technol. 2017, 91, 351–361. [Google Scholar] [CrossRef]
- Gao, D.; Liao, Z.; Lv, Z.; Lu, Y. Multi-scale statistical signal processing of cutting force in cutting tool condition monitoring. Int. J. Adv. Manuf. Technol. 2015, 80, 1843–1853. [Google Scholar] [CrossRef]
- Salimi, A.; Özdemir, A.; Erdem, A. Simulation and monitoring of the machining process via fuzzy logic and cutting forces. Iran. J. Mater. Sci. Eng. 2015, 12, 14–26. [Google Scholar]
- Kunpeng, Z.; Soon, H.G.; San, W.Y. Multiscale singularity analysis of cutting forces for micromilling tool-wear monitoring. IEEE Trans. Ind. Electron. 2011, 58, 2512–2521. [Google Scholar] [CrossRef]
- Chen, B.; Chen, X.; Li, B.; He, Z.; Cao, H.; Cai, G. Reliability estimation for cutting tools based on logistic regression model using vibration signals. Mech. Syst. Signal. Process 2011, 25, 2526–2537. [Google Scholar] [CrossRef]
- Elangovan, M.; Sugumaran, V.; Ramachandran, K.I.; Ravikumar, S. Effect of SVM kernel functions on classification of vibration signals of a single point cutting tool. Expert Syst. Appl. 2011, 38, 15202–15207. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Murthy, B.S.N.; Mohan Rao, N. Cutting tool condition monitoring by analyzing surface roughness, work piece vibration and volume of metal removed for AISI 1040 steel in boring. Meas. J. Int. Meas. Confed. 2013, 46, 4075–4084. [Google Scholar] [CrossRef]
- Bhuiyan, M.S.H.; Choudhury, I.A.; Dahari, M.; Nukman, Y.; Dawal, S.Z. Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring. Meas. J. Int. Meas. Confed. 2016, 92, 208–217. [Google Scholar] [CrossRef]
- Kosaraju, S.; Anne, V.G.; Popuri, B.B. Online tool condition monitoring in turning titanium (grade 5) using acoustic emission: Modeling. Int. J. Adv. Manuf. Technol. 2013, 67, 1947–1954. [Google Scholar] [CrossRef]
- Jemielniak, K.; Kossakowska, J.; Urbański, T. Application of wavelet transform of acoustic emission and cutting force signals for tool condition monitoring in rough turning of Inconel 625. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 123–129. [Google Scholar] [CrossRef]
- Chinchanikar, S.; Choudhury, S.K. Evaluation of chip-tool interface temperature: Effect of tool coating and cutting parameters during turning hardened AISI 4340 steel. Procedia Mater. Sci. 2014, 6, 996–1005. [Google Scholar] [CrossRef]
- Salgado, D.R.; Alonso, F.J. An approach based on current and sound signals for in-process tool wear monitoring. Int. J. Mach. Tools Manuf. 2007, 47, 2140–2152. [Google Scholar] [CrossRef]
- Salimiasl, A.; Özdemir, A. Analyzing the performance of artificial neural network (ANN)-, fuzzy logic (FL)-, and least square (LS)-based models for online tool condition monitoring. Int. J. Adv. Manuf. Technol. 2016, 87, 1145–1158. [Google Scholar] [CrossRef]
- Raja, E.J.; Lim, W.S.; Venkataseshaiah, C. Tool condition monitoring using competitive neural network and Hilbert-Huang transform. Asian J. Sci. Res. 2013, 6, 703–714. [Google Scholar] [CrossRef]
- Bhat, N.N.; Dutta, S.; Vashisth, T.; Pal, S.; Pal, S.K.; Sen, R. Tool condition monitoring by SVM classification of machined surface images in turning. Int. J. Adv. Manuf. Technol. 2016, 83, 1487–1502. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Tan, H.H. In-process tool condition monitoring in compliant abrasive belt grinding process using support vector machine and genetic algorithm. J. Manuf. Process. 2018, 31, 199–213. [Google Scholar] [CrossRef]
- Kaya, B.; Oysu, C.; Ertunc, H.M.; Ocak, H. A support vector machine-based online tool condition monitoring for milling using sensor fusion and a genetic algorithm. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1808–1818. [Google Scholar] [CrossRef]
- Wang, G.F.; Yang, Y.W.; Zhang, Y.C.; Xie, Q.L. Vibration sensor based tool condition monitoring using ν support vector machine and locality preserving projection. Sens. Actuators A Phys. 2014, 209, 24–32. [Google Scholar] [CrossRef]
- Downey, J.; Bombiński, S.; Nejman, M.; Jemielniak, K. Automatic multiple sensor data acquisition system in a real-time production environment. Procedia CIRP 2015, 33, 215–220. [Google Scholar] [CrossRef]
- González-Laguna, A.; Barreiro, J.; Fernández-Abia, A.; Alegre, E.; González-Castro, V. Design of a TCM system based on vibration signal for metal turning processes. Procedia Eng. 2015, 132, 405–412. [Google Scholar] [CrossRef][Green Version]
- Arslan, H.; Er, A.O.; Orhan, S.; Aslan, E. Tool condition monitoring in turning using statistical parameters of vibration signal. Int. J. Acoust. Vibr. 2016, 21, 371–378. [Google Scholar] [CrossRef]
- Caggiano, A. Tool wear prediction in Ti-6Al-4V machining through multiple sensor monitoring and PCA features pattern recognition. Sensors 2018, 18, 823. [Google Scholar] [CrossRef]
- Kulandaivelu, P.; Kumar, P.S.; Sundaram, S. Wear monitoring of single point cutting tool using acoustic emission techniques. Sadhana 2013, 38, 211–234. [Google Scholar] [CrossRef]
- Jolliffe, I.T. Principal Component Analysis, 2nd ed.; Springer: New York, NY, USA, 2002. [Google Scholar]
- Pham, D.; Alcock, R.J. Smart Inspection Systems: Techniques and Applications of Intelligent Vision; Academic Press: San Diego, CA, USA, 2003. [Google Scholar]
- Hagan, M.T.; Demuth, H.B.; Beale, M.H.; De Jesús, O. Neural Network Design, 2nd ed.; Martin Hagan: Stillwater, OK, USA, 2014. [Google Scholar]
- Sandvik Coromant. Training Handbook: Metal Cutting Technology; Sandvik Coromant: Sandviken, Sweden, 2017. [Google Scholar]
- Uquillas, D.A.R.; Yeh, S.S. Tool holder sensor design for measuring the cutting force in CNC turning machines. In Proceedings of the 2015 IEEE International Conference on Advanced Intelligent Mechatronics, Busan, Korea, 7–11 July 2015; IEEE: Piscataway, NJ, USA, 2015. [Google Scholar]
- Sun, J.; Yan, C.; Wen, J. Intelligent bearing fault diagnosis method combining compressed data acquisition and deep learning. IEEE Trans. Instrum. Meas. 2018, 67, 185–195. [Google Scholar] [CrossRef]
- Hu, H.; Tang, B.; Gong, X.; Wei, W.; Wang, H. Intelligent fault diagnosis of the high-speed train with big data based on deep neural networks. IEEE Trans. Ind. Inform. 2017, 13, 2106–2116. [Google Scholar] [CrossRef]






| Machining Conditions | Levels | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Cutting speed (m/min) | 280 | 300 | 320 |
| Depth of cut (mm) | 1 | 1.5 | 2 |
| Cutting feed (mm/rev) | 0.15 | 0.2 | 0.25 |
| Experiment no. | Cutting Speed (m/min) | Depth of Cut (mm) | Cutting Feed (mm/rev) |
|---|---|---|---|
| 1 | 280 | 1 | 0.15 |
| 2 | 280 | 1.5 | 0.2 |
| 3 | 280 | 2 | 0.25 |
| 4 | 300 | 1 | 0.2 |
| 5 | 300 | 1.5 | 0.25 |
| 6 | 300 | 2 | 0.15 |
| 7 | 320 | 1 | 0.25 |
| 8 | 320 | 1.5 | 0.15 |
| 9 | 320 | 2 | 0.2 |
| Machining Conditions | Frequency Segments | Machining Conditions | Frequency Segments |
|---|---|---|---|
| 1 | 1279 Hz–1629 Hz 1916 Hz–2132 Hz | 6 | 784 Hz–971 Hz 1308 Hz–1442 Hz 1635 Hz–1724 Hz 1914 Hz–2132 Hz |
| 2 | 1391 Hz–1492 Hz 1905 Hz–2132 Hz | 7 | 1314 Hz–1377 Hz 1644 Hz–1838 Hz |
| 3 | 1395 Hz–1457 Hz 1613 Hz–1713 Hz 1945 Hz–2132 Hz | 8 | 817 Hz–962 Hz 1174 Hz–1427 Hz 1919 Hz–2132 Hz |
| 4 | 1279 Hz–1506 Hz 1909 Hz–2132 Hz | 9 | 1139 Hz–1269 Hz 1644 Hz–1829 Hz 1949 Hz–2036 Hz |
| 5 | 1274 Hz–1469 Hz 1905 Hz–2132 Hz |
| Predicted Class | |||||
|---|---|---|---|---|---|
| Built-Up Edge | Flank Wear | Normal | Fracture | ||
| Actual class | Built-up edge | 3 | 0 | 0 | 0 |
| Flank wear | 0 | 2 | 0 | 0 | |
| Normal | 0 | 0 | 3 | 0 | |
| Fracture | 0 | 0 | 0 | 3 | |
| Machining Conditions | Number of Neurons | Number of Principal Components | Ratio of Total Variance |
|---|---|---|---|
| 1 | 8 | 5 | 0.9960 |
| 2 | 7 | 3 | 0.9782 |
| 3 | 4 | 4 | 0.9973 |
| 4 | 8 | 3 | 0.9935 |
| 5 | 8 | 4 | 0.9704 |
| 6 | 12 | 5 | 0.9980 |
| 7 | 5 | 5 | 0.9629 |
| 8 | 3 | 2 | 0.9972 |
| 9 | 4 | 3 | 0.9621 |
| Weight Values | Built-Up Edge | Flank Wear | Normal | Fracture | |
|---|---|---|---|---|---|
| Model 1 | |||||
| Model 2 | |||||
| Model 3 | |||||
| Model 4 | |||||
| Model 5 | |||||
| Model 6 | |||||
| Model 7 | |||||
| Model 8 | |||||
| Model 9 | |||||
| Weighted sum values | ― | ||||
| Normalized values | ― |
| Weight Values | Built-Up Edge | Flank Wear | Normal | Fracture | |
|---|---|---|---|---|---|
| Model 1 | 1.36 × 10−8 | 1 | 0 | 0 | 0 |
| Model 2 | 1.55 × 10−6 | 0 | 1 | 0 | 0 |
| Model 3 | 3.39 × 10−5 | 0 | 1 | 0 | 0 |
| Model 4 | 7.53 × 10−8 | 0 | 1 | 0 | 0 |
| Model 5 | 5.00 × 10−4 | 1 | 0 | 0 | 0 |
| Model 6 | 1.34 × 10−5 | 1 | 0 | 0 | 0 |
| Model 7 | 5.97 × 10−5 | 1 | 0 | 0 | 0 |
| Model 8 | 9.10 × 10−3 | 1 | 0 | 0 | 0 |
| Model 9 | 9.90 × 10−1 | 1 | 0 | 0 | 0 |
| Weighted sum values | ― | 0.9997 | 3.55 × 10−5 | 0 | 0 |
| Normalized values | ― | 99.9964% | 0.0036% | 0 | 0 |
| Classification result | Built-up edge | ||||
| Actual Class | Number of Signals | Insert Condition Classification | |||
|---|---|---|---|---|---|
| Built-Up Edge | Flank Wear | Normal | Fracture | ||
| Built-up edge | 6 | 5 | - | - | 1 |
| Flank wear | 6 | - | 6 | - | - |
| Normal | 6 | - | 2 | 4 | - |
| Fracture | 6 | - | 1 | - | 5 |
| Actual Class | Number of Signals | Insert Condition Classification | |||
|---|---|---|---|---|---|
| Built-Up Edge | Flank Wear | Normal | Fracture | ||
| Built-up edge | 4 | 3 | - | - | 1 |
| Flank wear | 4 | - | 2 | - | 2 |
| Normal | 4 | - | - | 3 | 1 |
| Fracture | 3 | 3 | - | - | - |
| Actual Class | Number of Signals | Insert Condition Classification | |||
|---|---|---|---|---|---|
| Built-Up Edge | Flank Wear | Normal | Fracture | ||
| Built-up edge | 4 | 4 | - | - | - |
| Flank wear | 3 | - | - | 3 | - |
| Normal | 3 | - | 1 | 2 | - |
| Fracture | 4 | 2 | - | 1 | 1 |
| Cutting Speed (m/min) | Depth of Cut (mm) | Cutting Feed (mm/rev) | Inside/Outside of Experimental Ranges | Cutting Force (N) | Classification Rate (%) |
|---|---|---|---|---|---|
| 285 | 1.1 | 0.17 | Inside | 225 | 50.00% |
| 318 | 1.8 | 0.19 | Inside | 399 | 92.86% |
| 285 | 1.6 | 0.18 | Inside | 341 | 81.25% |
| 290 | 1.9 | 0.23 | Inside | 484 | 83.30% |
| 323 | 2.3 | 0.14 | Outside | 409 | 53.30% |
| 305 | 1.4 | 0.23 | Inside | 357 | 87.50% |
| 306 | 1.1 | 0.22 | Inside | 271 | 50.00% |
| 310 | 1.2 | 0.17 | Inside | 245 | 42.00% |
| Cutting Speed (m/min) | Depth of Cut (mm) | Cutting Feed (mm/rev) | Cutting Force (N) | Classification Rate System 1 | Classification Rate System 2 |
|---|---|---|---|---|---|
| 285 | 1.1 | 0.17 | 225 | 50.00% | 35.71% |
| 318 | 1.8 | 0.19 | 399 | 92.86% | 21.43% |
| 285 | 1.6 | 0.18 | 341 | 81.25% | 18.75% |
| 290 | 1.9 | 0.23 | 484 | 83.30% | 25.00% |
| 323 | 2.3 | 0.14 | 409 | 53.30% | 26.32% |
| 305 | 1.4 | 0.23 | 357 | 87.50% | 26.67% |
| 306 | 1.1 | 0.22 | 271 | 50.00% | 31.25% |
| 310 | 1.2 | 0.17 | 245 | 42.00% | 28.57% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.-W.; Yeh, S.-S. Development of Insert Condition Classification System for CNC Lathes Using Power Spectral Density Distribution of Accelerometer Vibration Signals. Sensors 2020, 20, 5907. https://doi.org/10.3390/s20205907
Huang Y-W, Yeh S-S. Development of Insert Condition Classification System for CNC Lathes Using Power Spectral Density Distribution of Accelerometer Vibration Signals. Sensors. 2020; 20(20):5907. https://doi.org/10.3390/s20205907
Chicago/Turabian StyleHuang, Yi-Wen, and Syh-Shiuh Yeh. 2020. "Development of Insert Condition Classification System for CNC Lathes Using Power Spectral Density Distribution of Accelerometer Vibration Signals" Sensors 20, no. 20: 5907. https://doi.org/10.3390/s20205907
APA StyleHuang, Y.-W., & Yeh, S.-S. (2020). Development of Insert Condition Classification System for CNC Lathes Using Power Spectral Density Distribution of Accelerometer Vibration Signals. Sensors, 20(20), 5907. https://doi.org/10.3390/s20205907