Research Progress of Automated Visual Surface Defect Detection for Industrial Metal Planar Materials




Abstract
1. Introduction
2. Two-Dimensional Surface Quality Inspection System
3. Previous Review
4. Evaluation Criterion
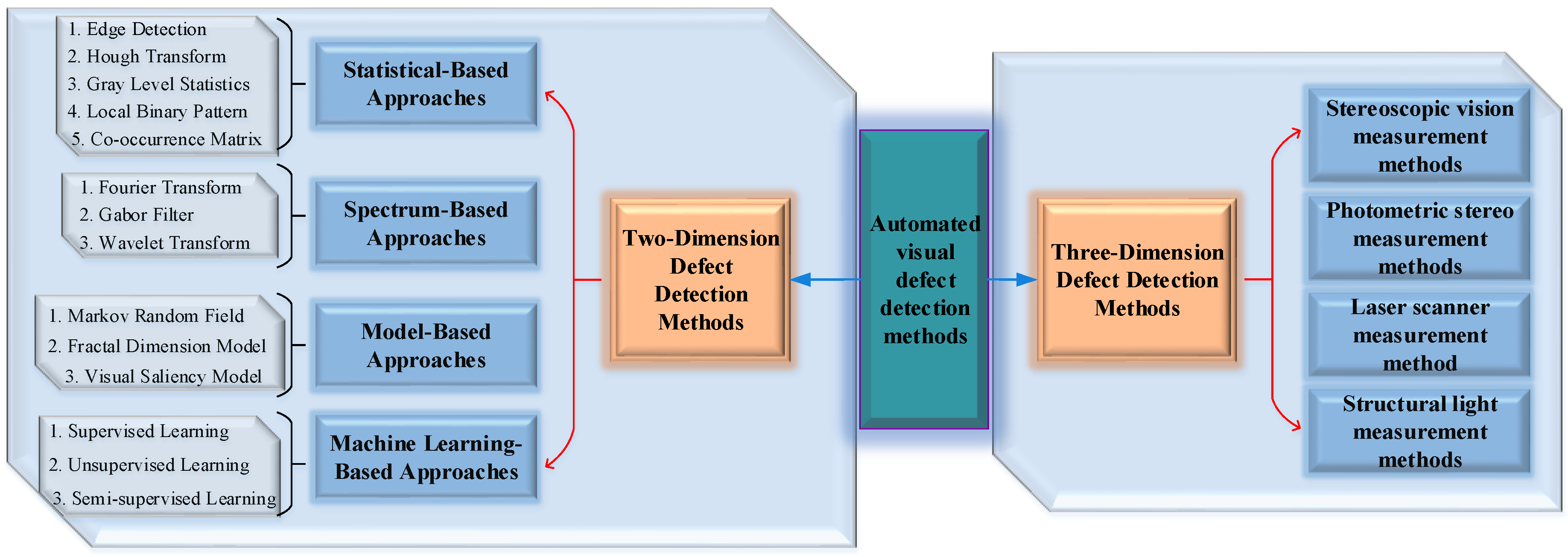
5. Taxonomy of Two-Dimension Defect Detection Methods
5.1. Statistical-Based Approaches
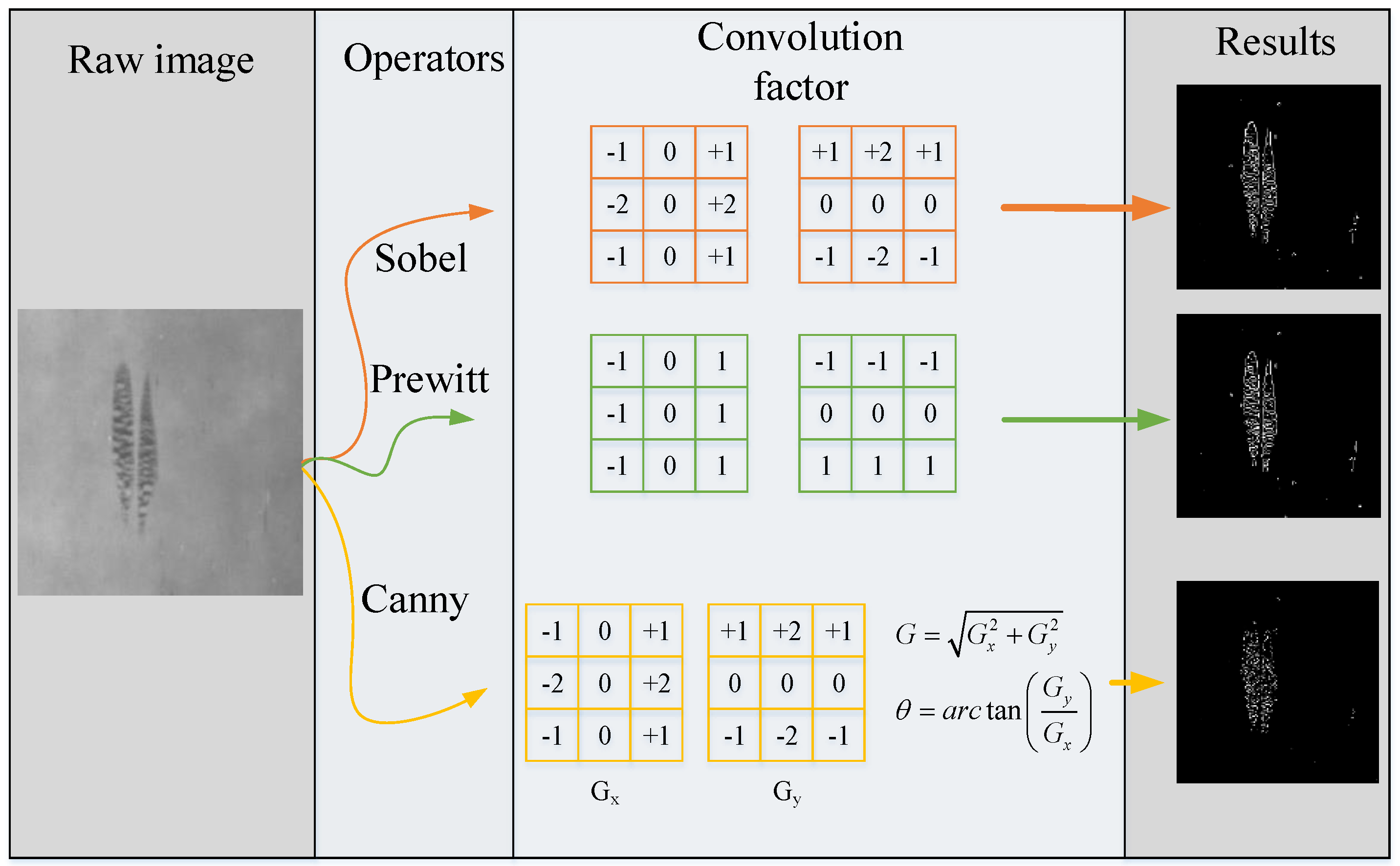
5.1.1. Edge Detection
5.1.2. Hough Transform
5.1.3. Gray-Level Statistics
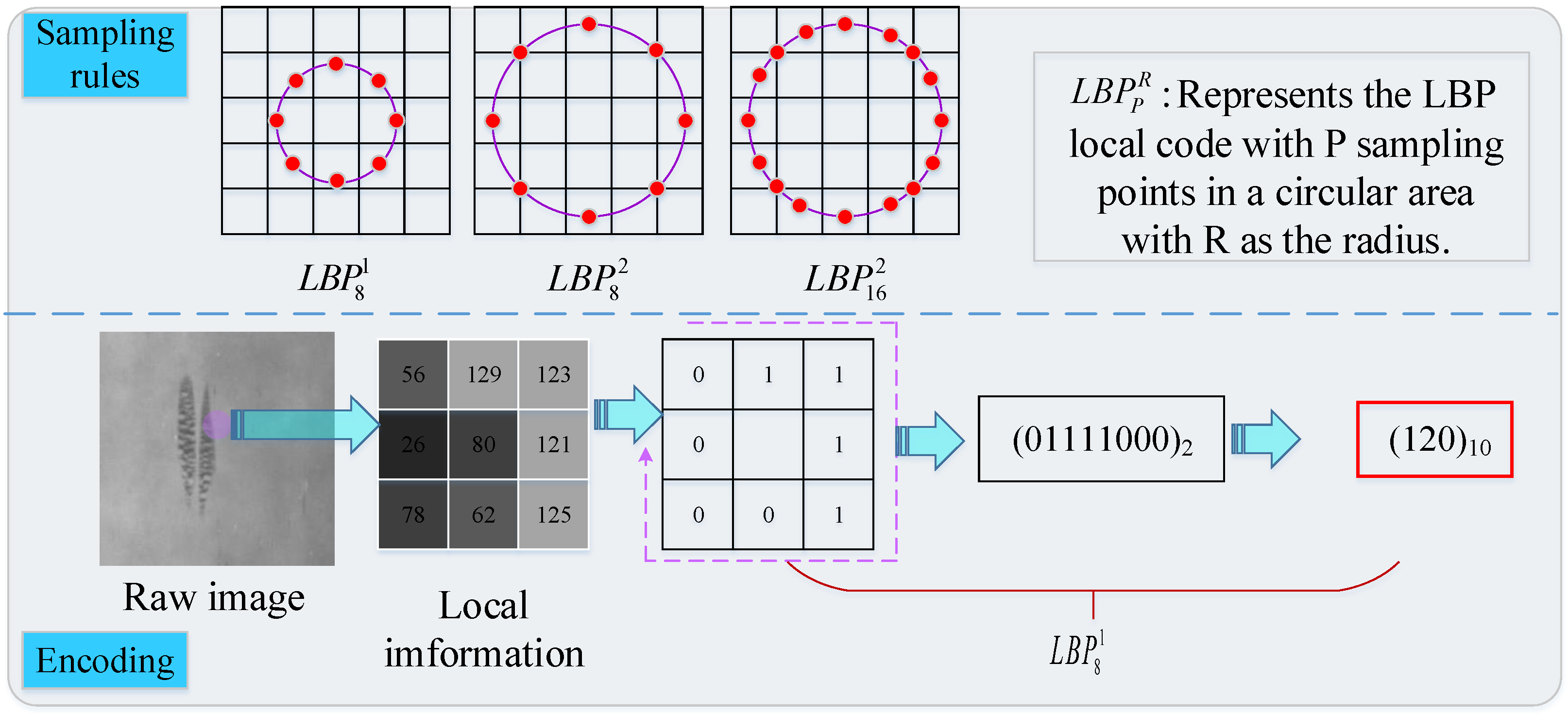
5.1.4. Local Binary Pattern
5.1.5. Co-Occurrence Matrix
5.2. Spectrum-Based Approaches
5.2.1. Fourier Transform
5.2.2. Gabor Filter
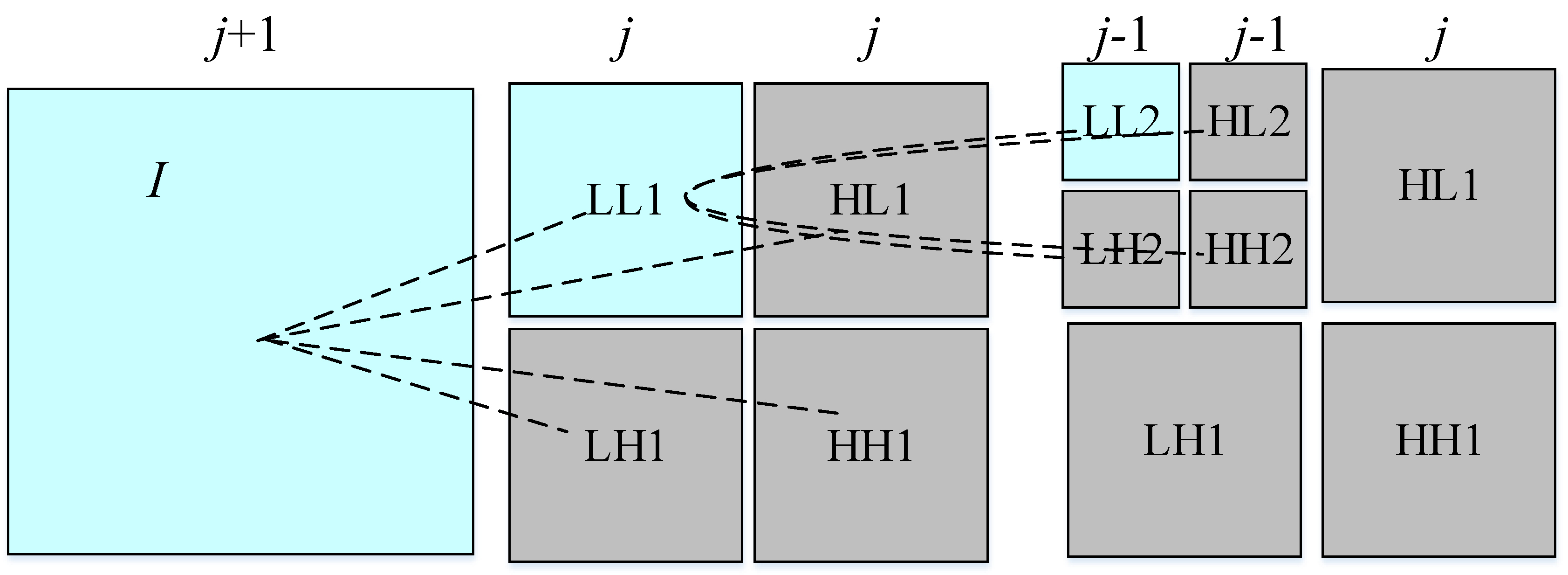
5.2.3. Wavelet Transform
5.3. Model-Based Approaches
5.3.1. Markov Random Field
5.3.2. Fractal Dimension Model
5.3.3. Visual Saliency Model
5.3.4. Other Emerging Models
5.4. Machine Learning-Based Approaches
5.4.1. Supervised Learning
5.4.2. Unsupervised Learning
5.4.3. Semi-Supervised Learning
5.5. Brief Summary
6. Taxonomy of Three-Dimension Defect Detection Methods
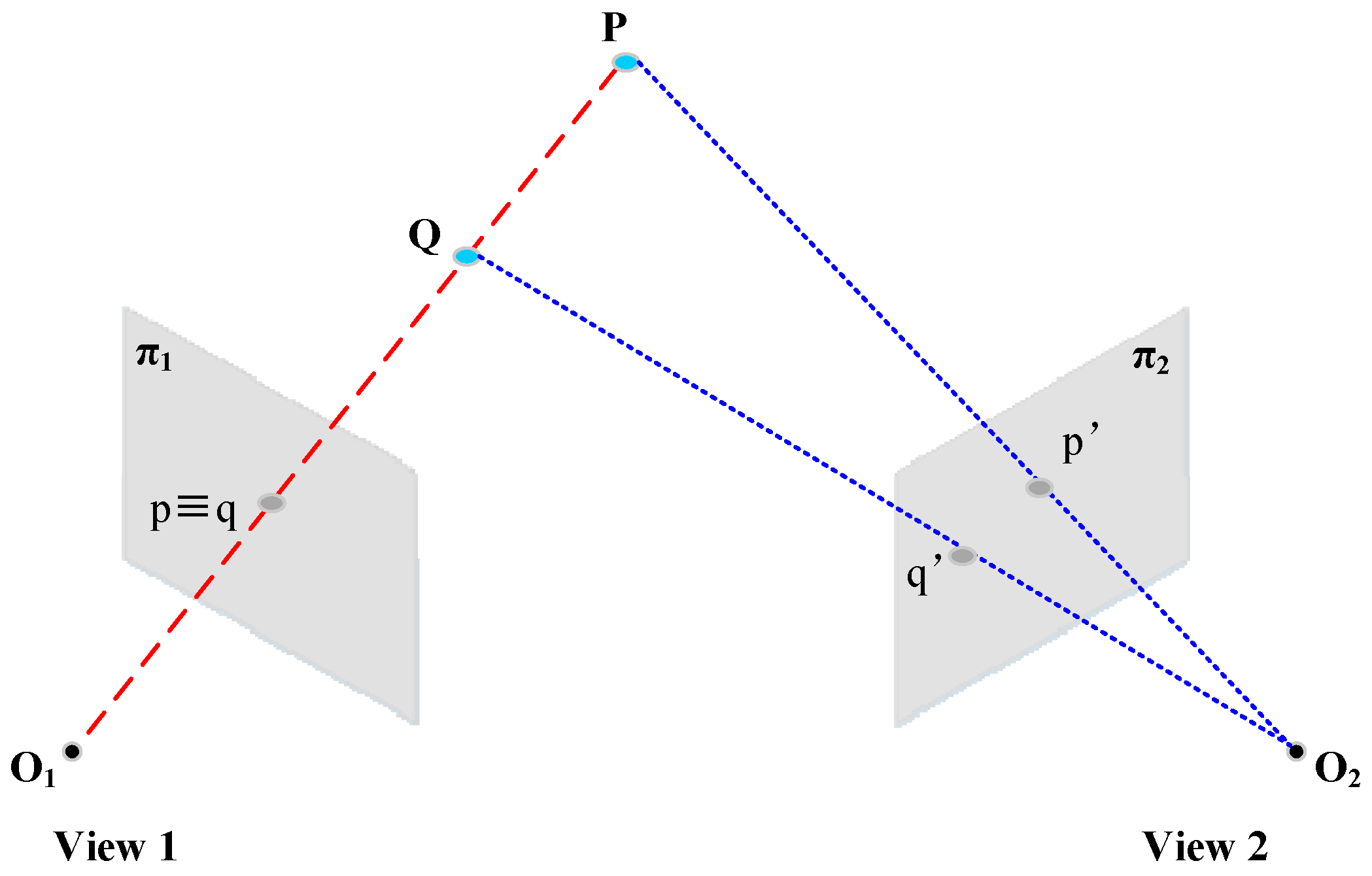
6.1. Stereoscopic Vision Measurement Methods
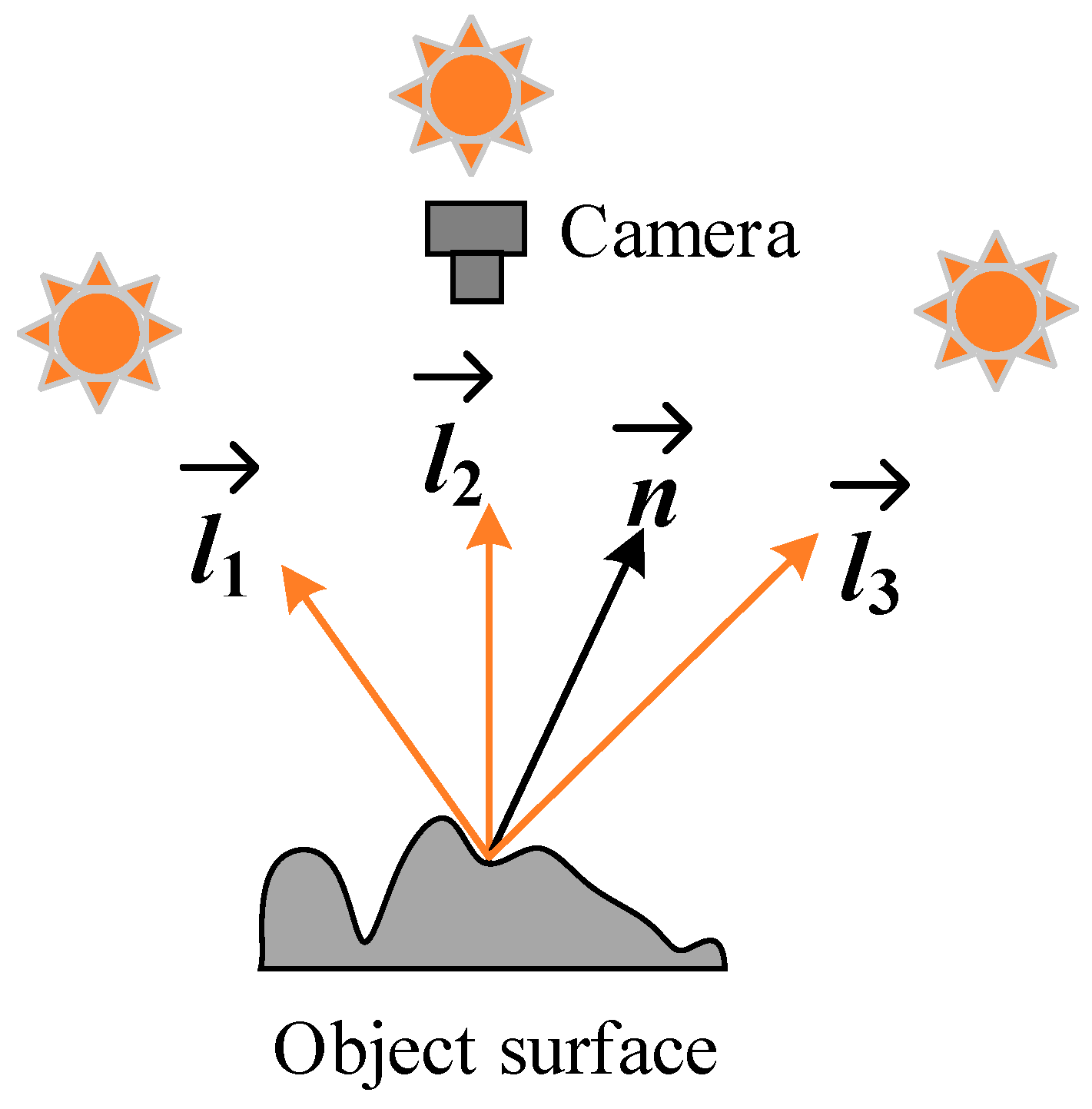
6.2. Photometric Stereo Measurement Methods
6.3. Laser Scanner Measurement Method
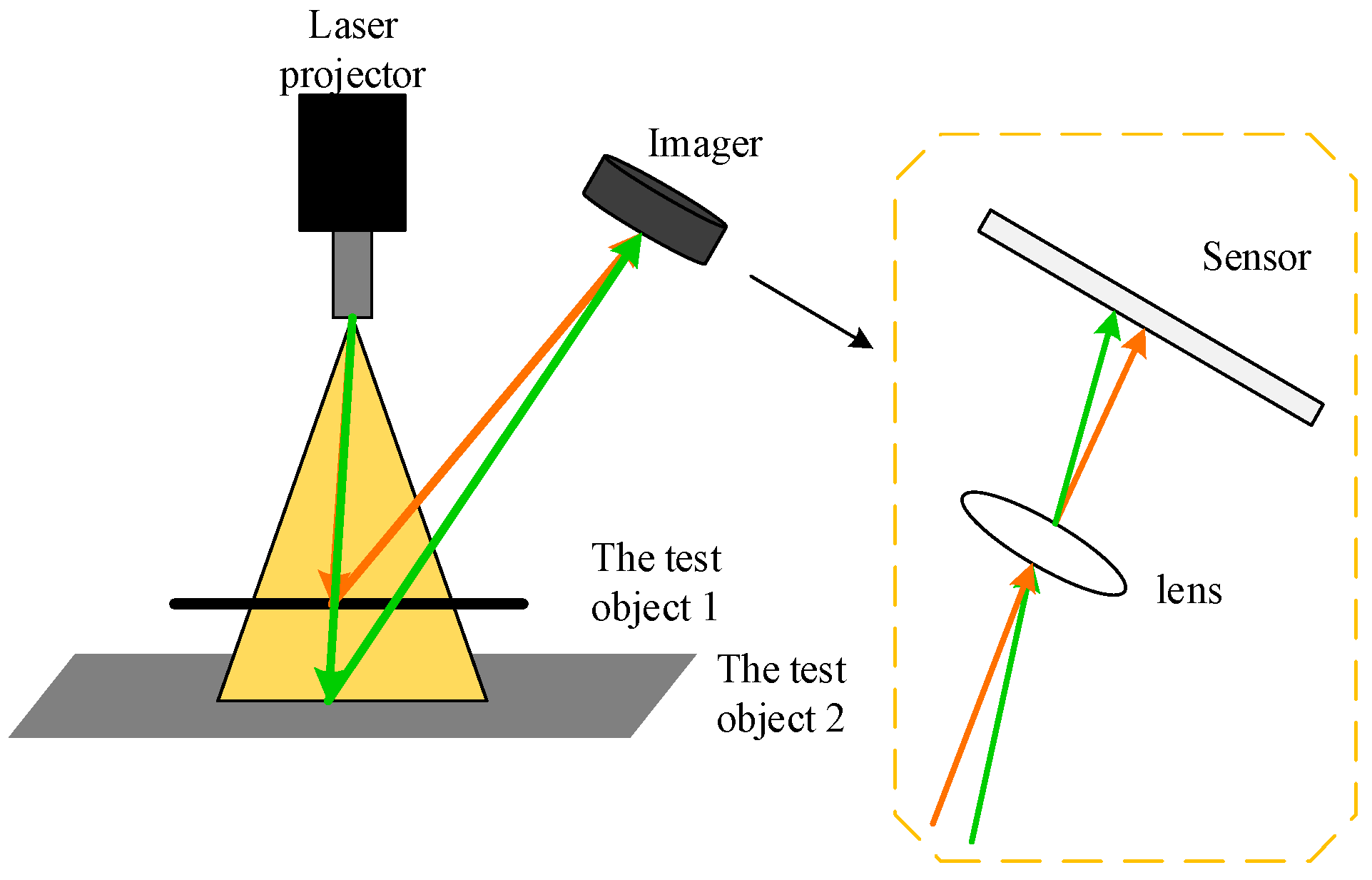
6.4. Structural Light Measurement Methods
6.5. Brief Summary
7. Summary and Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Li, N.; Wang, F.; Song, G. New entropy-based vibro-acoustic modulation method for metal fatigue crack detection: An exploratory study. Measurement 2020, 150, 1–9. [Google Scholar] [CrossRef]
- Li, Q.; Chen, J.; Zhao, L. Research on an improved metal surface defect detection sensor based on a 3D RFID tag antenna. J. Sens. 2020, 2020, 1–13. [Google Scholar] [CrossRef]
- Lv, X.; Duan, F.; Jiang, J.; Fu, X.; Gan, L. Deep metallic surface defect detection: The new benchmark and detection network. Sensors 2020, 20, 1562. [Google Scholar] [CrossRef] [PubMed]
- Lv, X.; Duan, F.; Jiang, J.; Fu, X.; Gan, L. Deep active learning for surface defect detection. Sensors 2020, 20, 1650. [Google Scholar] [CrossRef] [PubMed]
- Ghorai, S.; Mukherjee, A.; Gangadaran, M.; Dutta, P.K. Automatic defect detection on hot-rolled flat steel products. IEEE Trans. Instrum. Meas. 2013, 62, 612–621. [Google Scholar] [CrossRef]
- Song, K.; Yan, Y. A noise robust method based on completed local binary patterns for hot-rolled steel strip surface defects. Appl. Surf. Sci. 2013, 285, 858–864. [Google Scholar] [CrossRef]
- Luo, Q.; Sun, Y.; Li, P.; Simpson, O.; Tian, L.; He, Y. Generalized completed local binary patterns for time-efficient steel surface defect classification. IEEE Trans. Instrum. Meas. 2019, 68, 667–679. [Google Scholar] [CrossRef]
- He, D.; Xu, K.; Zhou, P.; Zhou, D. Surface defect classification of steels with a new semi-supervised learning method. Opt. Lasers Eng. 2019, 117, 40–48. [Google Scholar] [CrossRef]
- Luo, Q.; He, Y. A cost-effective and automatic surface defect inspection system for hot-rolled flat steel. Robot. Comput. Integr. Manuf. 2016, 38, 16–30. [Google Scholar] [CrossRef]
- Usamentiaga, R.; Garcia, D.F.; Molleda, J.; Bulnes, F.G.; Bonet Brana, G. Vibrations in steel strips: Effects on flatness measurement and filtering. IEEE Trans. Ind. Appl. 2014, 50, 3103–3112. [Google Scholar] [CrossRef]
- Inc, R. RAMON Surface Quality Detection System for Continuous. Available online: http://www.ramon.com.cn (accessed on 14 July 2020).
- Zhou, X.; Wang, Y.; Zhu, Q.; Mao, J.; Xiao, C.; Lu, X.; Zhang, H. A Surface defect detection framework for glass bottle bottom using visual attention model and wavelet transform. IEEE Trans. Ind. Inform. 2020, 16, 2189–2201. [Google Scholar] [CrossRef]
- Jian, C.; Gao, J.; Ao, Y. Automatic surface defect detection for mobile phone screen glass based on machine vision. Appl. Soft Comput. 2017, 52, 348–358. [Google Scholar] [CrossRef]
- Chang, F.; Liu, M.; Dong, M.; Duan, Y. A mobile vision inspection system for tiny defect detection on smooth car-body surfaces based on deep ensemble learning. Meas. Sci. Technol. 2019, 30. [Google Scholar] [CrossRef]
- Tsai, D.; Luo, J. Mean shift-based defect detection in multicrystalline solar wafer surfaces. IEEE Trans. Ind. Inform. 2011, 7, 125–135. [Google Scholar] [CrossRef]
- Zhang, H.; Qi, X.; Li, X. Research on key technology of cold-rolled aluminum plate surface defect detection system. In Proceedings of the 2nd International Conference on Mechatronics and Control Engineering (ICMCE 2013), Dalian, China, 28–29 August 2013; pp. 915–918. [Google Scholar] [CrossRef]
- Xuewu, Z.; Fang, G.; Lizhong, X. Inspection of surface defects in copper strip using multivariate statistical approach and SVM. Int. J. Comput. Appl. Technol. 2012, 43, 44–50. [Google Scholar] [CrossRef]
- Piironen, T.; Silven, O.; Pietikainen, M.; Laitinen, T.; Strommer, E. Automated visual inspection of rolled metal surfaces. Mach. Vis. Appl. 1990, 3, 247–254. [Google Scholar] [CrossRef]
- Keesug, C.; Kyungmo, K.; Lee, J.S. Development of defect classification algorithm for POSCO rolling strip surface inspection system. In Proceedings of the SICE-ICASE International Joint Conference, Busan, Korea, 18–21 October 2006; pp. 1–4. [Google Scholar]
- Rinn, R.; Becker, M.; Foehr, R.; Luecking, F. Steel mill defect detection and classification at 3000 ft/min using mainstream technology. In Proceedings of the Conference on Real-Time Imaging III, San Jose, CA, USA, 26 January 1998; pp. 20–26. [Google Scholar]
- Zhang, X.; Ding, Y.; Lv, Y.; Shi, A.; Liang, R. A vision inspection system for the surface defects of strongly reflected metal based on multi-class SVM. Expert Syst. Appl. 2011, 38, 5930–5939. [Google Scholar] [CrossRef]
- Chin, R.T.; Harlow, C.A. Automated visual inspection: A survey. IEEE Trans. Pattern Anal. Mach. Intell. 1982, 4, 557–573. [Google Scholar] [CrossRef]
- Chin, R.T. Automated visual inspection: 1981 to 1987. Comput. Vis. Graph. Image Process. 1988, 41, 346–381. [Google Scholar] [CrossRef]
- Thomas, A.D.H.; Rodd, M.G.; Holt, J.D.; Neill, C.J. Real-time industrial inspection: A review. Real-Time Imaging 1995, 1, 139–158. [Google Scholar] [CrossRef]
- Newman, T.S.; Jain, A.K. A survey of automated visual inspection. Comput. Vis. Image Underst. 1995, 61, 231–262. [Google Scholar] [CrossRef]
- Kumar, A. Computer-vision-based fabric defect detection: A survey. IEEE Trans. Ind. Electron. 2008, 55, 348–363. [Google Scholar] [CrossRef]
- Ngan, H.Y.T.; Pang, G.K.H.; Yung, N.H.C. Automated fabric defect detection—A review. Image Vis. Comput. 2011, 29, 442–458. [Google Scholar] [CrossRef]
- Huang, S.; Pan, Y. Automated visual inspection in the semiconductor industry: A survey. Comput. Ind. 2015, 66, 1–10. [Google Scholar] [CrossRef]
- Xie, X. A review of recent advances in surface defect detection using texture analysis techniques. Electron. Lett. Comput. Vis. Image Anal. 2008, 7, 1–22. [Google Scholar] [CrossRef]
- Luo, J.; Dong, T.; Song, D.; Xiu, C. A review on surface defect detection. J. Front. Comput. Sci. Technol. 2014, 8, 1041–1048. [Google Scholar] [CrossRef]
- Tang, B.; Kong, J.Y.; Wu, S.Q. Review of surface defect detection based on machine vision. J. Image Graph. 2017, 22, 1640–1663. [Google Scholar]
- Czimmermann, T.; Ciuti, G.; Milazzo, M.; Chiurazzi, M.; Roccella, S.; Oddo, C.M.; Dario, P. Visual-based defect detection and classification approaches for industrial applications-a survey. Sensors 2020, 20, 1459. [Google Scholar] [CrossRef]
- Neogi, N.; Mohanta, D.K.; Dutta, P.K. Review of vision-based steel surface inspection systems. Eurasip J. Image Video Process. 2014, 1–19. [Google Scholar] [CrossRef]
- Sun, X.; Gu, J.; Tang, S.; Li, J. Research progress of visual inspection technology of steel products—A review. Appl. Sci. 2018, 8, 2195. [Google Scholar] [CrossRef]
- Luo, Q.; Fang, X.; Liu, L.; Yang, C.; Sun, Y. Automated visual defect detection for flat steel surface: A survey. IEEE Trans. Instrum. Meas. 2020, 69, 626–644. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, J.; Tian, Y.; Chen, H.; Sun, H.; Liu, K. A simple guidance template-based defect detection method for strip steel surfaces. IEEE Trans. Ind. Inform. 2019, 15, 2798–2809. [Google Scholar] [CrossRef]
- Youkachen, S.; Ruchanurucks, M.; Phatrapornnant, T.; Kaneko, H. Defect segmentation of hot-rolled steel strip surface by using convolutional auto-encoder and conventional image processing. In Proceedings of the 10th International Conference of Information and Communication Technology for Embedded Systems (IC-ICTES), Kasetsart University, Bangkok, Thailand, 25–27 March 2019; pp. 1–5. [Google Scholar]
- Wu, H.; Xu, X.; Gao, W. Uneven illumination surface defects inspection based on convolutional neural network. In Proceedings of the International Conference of Computer Vision and Pattern Recognition, Long Beach, CA, USA, 16–20 June 2019; pp. 1–10. [Google Scholar]
- Shi, T.; Kong, J.; Wang, X.; Liu, Z.; Zheng, G. Improved sobel algorithm for defect detection of rail surfaces with enhanced efficiency and accuracy. J. Cent. South. Univ. 2016, 23, 2867–2875. [Google Scholar] [CrossRef]
- Sharifzadeh, M.; Alirezaee, S.; Amirfattahi, R.; Sadri, S. Detection of steel defect using the image processing algorithms. In Proceedings of the Inmic: International Multitopic Conference, 12th IEEE International Multitopic Conference, Karachi, Pakistan, 23–24 December 2008; pp. 125–127. [Google Scholar]
- Ma, Y.; Li, Q.; Zhou, Y.; He, F.; Xi, S. A surface defects inspection method based on multidirectional gray-level fluctuation. Int. J. Adv. Robot. Syst. 2017, 14, 1–17. [Google Scholar] [CrossRef]
- Wang, Y.; Xia, H.; Yuan, X.; Li, L.; Sun, B. Distributed defect recognition on steel surfaces using an improved random forest algorithm with optimal multi-feature-set fusion. Multimed. Tools Appl. 2018, 77, 16741–16770. [Google Scholar] [CrossRef]
- Huang, X.; Luo, X. A real-time algorithm for aluminum surface defect extraction on non-uniform image from CCD camera. In Proceedings of the International Conference on Machine Learning and Cybernetics (ICMLC), Lanzhou, China, 13–16 July 2014; pp. 556–561. [Google Scholar]
- Borselli, A.; Colla, V.; Vannucci, M.; Veroli, M. A fuzzy inference system applied to defect detection in flat steel production. In Proceedings of the IEEE International Conference on Fuzzy Systems, Barcelona, Spain, 18–23 July 2010; pp. 1–6. [Google Scholar]
- Shen, Y. Techniques of machine vision applied in detection of copper strip surface’s defects. Electron. Meas. Technol. 2010, 33, 65–67. [Google Scholar]
- Zhao, J.; Yan, Y.; Liu, W.; Tong, J. A multi-scale edge detection method of steel strip surface defects online detection system. J. Northeast. Univ. Nat. Sci. 2010, 31, 432–435. [Google Scholar]
- Kulkarni, R.; Banoth, E.; Pal, P. Automated surface feature detection using fringe projection: An autoregressive modeling-based approach. Opt. Lasers Eng. 2019, 121, 506–511. [Google Scholar] [CrossRef]
- Bulnes, F.G.; Garcia, D.F.; Javier De la Calle, F.; Usamentiaga, R.; Molleda, J. A non-invasive technique for online defect detection on steel strip surfaces. J. Nondestruct. Eval. 2016, 35, 1–18. [Google Scholar] [CrossRef]
- Choi, J.; Kim, C. Unsupervised detection of surface defects: A two-step approach. In Proceedings of the 19th IEEE International Conference on Image Processing (ICIP), Lake Buena Vista, FL, USA, 30 September–3 October 2012; pp. 1037–1040. [Google Scholar]
- Djukic, D.; Spuzic, S. Statistical discriminator of surface defects on hot rolled steel. Image Vis. Comput. 2007, 158–163. [Google Scholar]
- Zhai, M.; Jing, Z.; Fu, S.; Luo, X. Defect detection in aluminum foil by input-estimate-based chi-square detector. Opt. Eng. 2009, 48, 1–5. [Google Scholar] [CrossRef]
- Timm, F.; Barth, E. Non-parametric texture defect detection using Weibull features. In Proceedings of the Conference on Image Processing—Machine Vision Applications IV, San Francisco, CA, USA, 25–27 January 2011. [Google Scholar]
- Liu, K.; Wang, H.; Chen, H.; Qu, E.; Tian, Y.; Sun, H. Steel surface defect detection using a new haar-weibull-variance model in unsupervised manner. IEEE Trans. Instrum. Meas. 2017, 66, 2585–2596. [Google Scholar] [CrossRef]
- Ojala, T.; Pietikainen, M.; Harwood, D. A comparative study of texture measures with classification based on feature distributions. Pattern Recognit. 1996, 29, 51–59. [Google Scholar] [CrossRef]
- Song, K.C.; Yan, Y.H.; Chen, W.H.; Zhang, X. Research and perspective on local binary pattern. Acta Automatica Sinica 2013, 39, 730–744. [Google Scholar] [CrossRef]
- Wang, J.; Li, Q.; Gan, J.; Yu, H.; Yang, X. Surface defect detection via entity sparsity pursuit with intrinsic priors. IEEE Trans. Ind. Inform. 2020, 16, 141–150. [Google Scholar] [CrossRef]
- Chu, M.; Gong, R. Invariant feature extraction method based on smoothed local binary pattern for strip steel surface defect. ISIJ Int. 2015, 55, 1956–1962. [Google Scholar] [CrossRef]
- Liao, S.; Zhu, X.; Lei, Z.; Zhang, L.; Li, S.Z. Learning multi-scale block local binary patterns for face recognition. In Proceedings of the International Conference on Biometrics, Seoul, Korea, 27–29 August 2007; pp. 828–836. [Google Scholar]
- Cao, B.; Li, J.; Qiao, N. Nickel foam surface defect detection based on spatial-frequency multi-scale MB-LBP. Soft Comput. 2020, 24, 5949–5957. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, K.; Xu, J. An improved MB-LBP defect recognition approach for the surface of steel plates. Appl. Sci. 2019, 9, 4222. [Google Scholar] [CrossRef]
- Luo, Q.; Fang, X.; Sun, Y.; Li, L.; Ai, J.; Yang, C.; Simpson, O. Surface defect classification for hot-rolled steel strips by selectively dominant local binary patterns. IEEE Access 2019, 7, 23488–23499. [Google Scholar] [CrossRef]
- Haralick, R.M.; Shanmugam, K.; Dinstein, I. Textural features for image classification. IEEE Trans. Syst. Man Cybern. 1973, SMC-3, 610–621. [Google Scholar] [CrossRef]
- Tsai, D.-M.; Chen, M.-C.; Li, W.-C.; Chiu, W.-Y. A fast regularity measure for surface defect detection. Mach. Vis. Appl. 2012, 23, 869–886. [Google Scholar] [CrossRef]
- Ai, Y.; Xu, K. Surface detection of continuous casting slabs based on curvelet transform and kernel locality preserving projections. J. Iron Steel Res. Int. 2013, 20, 80–86. [Google Scholar] [CrossRef]
- Choi, D.C.; Jeon, Y.J.; Yun, J.P.; Kim, S.W. Pinhole detection in steel slab images using Gabor filter and morphological features. Appl. Opt. 2011, 50, 5122–5129. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Xu, K.; Xu, J. Application of undecimated wavelet transform to surface defect detection of hot rolled steel plates. In Proceedings of the 1st International Congress on Image and Signal Processing, Sanya, China, 27–30 May 2008; pp. 528–532. [Google Scholar]
- Yazdchi, M.; Yazdi, M.; Mahyari, A.G. Steel surface defect detection using texture segmentation based on multifractal dimension. In Proceedings of the International Conference on Digital Image Processing (ICDIP), Bangkok, Thailand, 7–9 March 2009; pp. 346–350. [Google Scholar]
- Paulraj, M.P.; Shukry, A.M.M.; Yaacob, S.; Adom, A.H.; Krishnan, R.P. Structural steel plate damage detection using DFT spectral energy and artificial neural network. In Proceedings of the 6th International Colloquium on Signal Processing & its Applications, Mallaca City, Malaysia, 21–23 May 2010; pp. 1–6. [Google Scholar]
- Yun, J.P.; Choi, S.; Kim, J.-W.; Kim, S.W. Automatic detection of cracks in raw steel block using Gabor filter optimized by univariate dynamic encoding algorithm for searches (uDEAS). NDT E Int. 2009, 42, 389–397. [Google Scholar] [CrossRef]
- Park, C.; Bae, H.; Yun, J.; Yun, S. The automated surface inspection system for hot slab. In Proceedings of the 13th International Conference on Control, Automation and Systems (ICCAS), Gwangju, Korea, 20–23 October 2013; pp. 1733–1735. [Google Scholar]
- Wu, H. Research of copper bar surface defects inspection system based on machine vision. Instrum. Tech. Sens. 2016, 86–88. [Google Scholar]
- Chol, D.C.; Jeon, Y.J.; Kim, S.H.; Moon, S.; Yun, J.P.; Kim, S.W. Detection of pinholes in steel slabs using gabor filter combination and morphological features. ISIJ Int. 2017, 57, 1045–1053. [Google Scholar] [CrossRef]
- Medina, R.; Gayubo, F.; Gonzalez-Rodrigo, L.M.; Olmedo, D.; Gomez-Garcia-Bermejo, J.; Zalama, E.; Peran, J.R. Automated visual classification of frequent defects in flat steel coils. Int. J. Adv. Manuf. Technol. 2011, 57, 1087–1097. [Google Scholar] [CrossRef]
- Tolba, A.S. Fast defect detection in homogeneous flat surface products. Expert Syst. Appl. 2011, 38, 12339–12347. [Google Scholar] [CrossRef]
- Wu, H.; Xu, X.; Chu, J.; Duan, L.; Siebert, P. Particle swarm optimization-based optimal real Gabor filter for surface inspection. Assem. Autom. 2019, 39, 963–972. [Google Scholar] [CrossRef]
- Tolba, A.S.; Raafat, H.M. Multiscale image quality measures for defect detection in thin films. Int. J. Adv. Manuf. Technol. 2015, 79, 113–122. [Google Scholar] [CrossRef]
- Li, X.; Tso, S.K.; Guan, X.; Huang, Q. Improving automatic detection of defects in castings by applying wavelet technique. IEEE Trans. Ind. Electron. 2006, 53, 1927–1934. [Google Scholar] [CrossRef]
- Tsai, D.; Lin, M. Machine-vision-based identification for wafer tracking in solar cell manufacturing. Robot. Comput. Integr. Manuf. 2013, 29, 312–321. [Google Scholar] [CrossRef]
- Jeon, Y.; Yun, J.; Choi, D.; Kim, S.W. Defect detection algorithm for corner cracks in steel billet using discrete wavelet transform. In Proceedings of the ICROS-SICE International Joint Conference, Fukuoka, Japan, 18–21 August 2009; pp. 2769–2773. [Google Scholar]
- Weiwei, L.; Yunhui, Y. Automated surface defect detection for cold-rolled steel strip based on wavelet anisotropic diffusion method. Int. J. Ind. Syst. Eng. 2014, 17, 224–239. [Google Scholar] [CrossRef]
- Song, K.; Hu, S.; Yan, Y. Automatic recognition of surface defects on hot-rolled steel strip using scattering convolution network. J. Comput. Inf. Syst. 2014, 10, 3049–3055. [Google Scholar] [CrossRef]
- Xu, K.; Song, M.; Yang, C.; Zhou, P. Application of hidden markov tree model to on-line detection of surface defects for steel strips. J. Mech. Eng. 2013, 49, 34–40. [Google Scholar] [CrossRef]
- Zhou, S.; Wu, S.; Liu, H.; Lu, Y.; Hu, N. Double low-rank and sparse decomposition for surface defect segmentation of steel sheet. Appl. Sci. 2018, 8, 1628. [Google Scholar] [CrossRef]
- Cross, G.R.; Jain, A.K. Markov random field texture models. IEEE Trans. Pattern Anal. Mach. Intell. 1983, 5, 25–39. [Google Scholar] [CrossRef]
- Gayubo, F.; Gonzalez, J.L.; de la Fuente, E.; Miguel, F.; Peran, J.R. On-line machine vision system for detect split defects in sheet-metal forming processes. In Proceedings of the 18th International Conference on Pattern Recognition (ICPR 2006), Hong Kong, China, 20–24 August 2006; pp. 723–726. [Google Scholar]
- Zhang, X.; Ding, Y.; Duan, D.; Fang, G.; Xu, L.; Shi, A. Surface defects inspection of copper strips based on vision bionics. J. Image Graph. 2011, 16, 593–599. [Google Scholar] [CrossRef]
- Zhiznyakov, A.L.; Privezentsev, D.G.; Zakharov, A.A. Using fractal features of digital images for the detection of surface defects. Pattern Recognit. Image Anal. 2015, 25, 122–131. [Google Scholar] [CrossRef]
- Shi, B.; Qiao, P. A new surface fractal dimension for displacement mode shape-based damage identification of plate-type structures. Mech. Syst. Signal. Process. 2018, 103, 139–161. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Xi, J.; Zhang, Z.; Fan, X. Surface defect target identification on copper strip based on adaptive genetic algorithm and feature saliency. Math. Probl. Eng. 2013, 2013, 1–10. [Google Scholar] [CrossRef]
- Harel, J.; Koch, C.; Perona, P. Graph-Based Visual Saliency; MIT Press: Cambridge, MA, USA, 2006; Volume 19, pp. 545–552. [Google Scholar]
- Tu, W.; He, S.; Yang, Q.; Chen, S. Real-time salient object detection with a minimum spanning tree. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Seattle, WA, USA, 27–30 June 2016; pp. 2334–2342. [Google Scholar]
- Wang, Q.; Zheng, W.; Piramuthu, R. GraB: Visual saliency via novel graph model and background priors. In Proceedings of the 2016 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Seattle, WA, USA, 27–30 June 2016; pp. 535–543. [Google Scholar]
- Yu, H.; Li, Q.; Tan, Y.; Gan, J.; Wang, J.; Geng, Y.-A.; Jia, L. A coarse-to-fine model for rail surface defect detection. IEEE Trans. Instrum. Meas. 2019, 68, 656–666. [Google Scholar] [CrossRef]
- Song, Q.; Oskoui, E.A.; Taylor, T.; Ansari, F. Visual saliency-based image binarization approach for detection of surface microcracks by distributed optical fiber sensors. Struct. Health Monit. Int. J. 2019, 18, 1590–1601. [Google Scholar] [CrossRef]
- Yan, Y.; Kaneko, S.I.; Asano, H. Accumulated and aggregated shifting of intensity for defect detection on micro 3D textured surfaces. Pattern Recognit. 2020, 98, 1–11. [Google Scholar] [CrossRef]
- Song, G.; Song, K.; Yan, Y. EDRNet: Encoder-Decoder Residual network for salient object detection of strip steel surface defects. IEEE Trans. Instrum. Meas. 2020, 1–11. [Google Scholar] [CrossRef]
- Song, G.; Song, K.; Yan, Y. Saliency detection for strip steel surface defects using multiple constraints and improved texture features. Opt. Lasers Eng. 2020, 128, 1–11. [Google Scholar] [CrossRef]
- Zhang, D.; Song, K.; Xu, J.; He, Y.; Yan, Y. Unified detection method of aluminium profile surface defects: Common and rare defect categories. Opt. Lasers Eng. 2020, 126, 1–8. [Google Scholar] [CrossRef]
- Dong, H.; Song, K.; He, Y.; Xu, J.; Yan, Y.; Meng, Q. PGA-Net: Pyramid feature fusion and global context attention network for automated surface defect detection. IEEE Trans. Ind. Inform. 2019, 1–11. [Google Scholar] [CrossRef]
- Celik, T.; Tjahjadi, T. Automatic image equalization and contrast enhancement using gaussian mixture modeling. IEEE Trans. Image Process. 2012, 21, 145–156. [Google Scholar] [CrossRef]
- Liu, K.; Luo, N.; Li, A.; Tian, Y.; Sajid, H.; Chen, H. A new self-reference image decomposition algorithm for strip steel surface defect detection. IEEE Trans. Instrum. Meas. 2020, 69, 4732–4741. [Google Scholar] [CrossRef]
- Zhou, F.; Liu, G.; Xu, F.; Deng, H. A generic automated surface defect detection based on a bilinear model. Appl. Sci. 2019, 9, 3159. [Google Scholar] [CrossRef]
- Yu, J.; Lu, X.; Zong, W.Z. Wafer defect detection and recognition based on local and nonlocal linear discriminant analysis and dynamic ensemble of gaussian mixture models. Acta Autom. Sin. 2016, 42, 47–59. [Google Scholar] [CrossRef]
- Susan, S.; Sharma, M. Automatic texture defect detection using Gaussian mixture entropy modeling. Neurocomputing 2017, 239, 232–237. [Google Scholar] [CrossRef]
- Yan, H.; Paynabar, K.; Shi, J. Anomaly detection in images with smooth background via smooth-sparse decomposition. Technometrics 2017, 59, 102–114. [Google Scholar] [CrossRef]
- Huangpeng, Q.; Zhang, H.; Zeng, X.; Huang, W. Automatic visual defect detection using texture prior and low-rank representation. IEEE Access 2018, 6, 37965–37976. [Google Scholar] [CrossRef]
- Duan, Y.J.; Lv, Y.S.; Zhang, J.; Zhao, X.L.; Wang, Y.F. Deep learning for control: The state of the art and prospects. Acta Autom. Sin. 2016, 42, 643–654. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhao, J.K.; Wang, Y.N.; Zheng, B.B. A review of human action recognition based on deep learning. Acta Autom. Sin. 2016, 848–857. [Google Scholar] [CrossRef]
- Kang, G.W.; Liu, H.B. Surface defects inspection of cold rolled strips based on neural network. In Proceedings of the 4th International Conference Machine Learning Cybernetics, Canton, China, 18–21 August 2005; pp. 5034–5037. [Google Scholar]
- Chen, F.; Jahanshahi, M.R. NB-CNN: Deep learning-based crack detection using convolutional neural network and naive bayes data fusion. IEEE Trans. Ind. Electron. 2018, 65, 4392–4400. [Google Scholar] [CrossRef]
- Zhou, Z.; Lu, Q.; Wang, Z.; Huang, H. Detection of micro-defects on irregular reflective surfaces based on improved faster R-CNN. Sensors 2019, 19, 5000. [Google Scholar] [CrossRef]
- He, D.; Xu, K.; Zhou, P. Defect detection of hot rolled steels with a new object detection framework called classification priority network. Comput. Ind. Eng. 2019, 128, 290–297. [Google Scholar] [CrossRef]
- Bulnes, F.G.; Usamentiaga, R.; Garcia, D.F.; Molleda, J. Vision-based sensor for early detection of periodical defects in web materials. Sensors 2012, 12, 10788–10809. [Google Scholar] [CrossRef] [PubMed]
- Lian, J.; Jia, W.; Zareapoor, M.; Zheng, Y.; Luo, R.; Jain, D.K.; Kumar, N. Deep-learning-based small surface defect detection via an exaggerated local variation-based generative adversarial network. IEEE Trans. Ind. Inform. 2020, 16, 1343–1351. [Google Scholar] [CrossRef]
- Zheng, X.; Wang, H.; Chen, J.; Kong, Y.; Zheng, S. A generic semi-supervised deep learning-based approach for automated surface inspection. IEEE Access 2020, 8, 114088–114099. [Google Scholar] [CrossRef]
- Gai, X.; Ye, P.; Wang, J.; Wang, B. Research on defect detection method for steel metal surface based on deep Learning. In Proceedings of the 5th Information Technology and Mechatronics Engineering Conference, Chongqing, China, 12–14 June 2020; pp. 637–641. [Google Scholar]
- Katsamenis, I.; Protopapadakis, E.; Doulamis, A.; Doulamis, N.; Voulodimos, A. Pixel-level corrosion detection on metal constructions by fusion of deep learning semantic and contour segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Seattle, WA, USA, 14–19 June 2020; pp. 1–6. [Google Scholar]
- Choi, D.; Jeon, Y.; Lee, S.; Yun, J.; Kim, S. Algorithm for detecting seam cracks in steel plates using a Gabor filter combination method. Appl. Opt. 2014, 53, 4865–4872. [Google Scholar] [CrossRef]
- Ashour, M.W.; Khalid, F.; Halin, A.A.; Abdullah, L.N.; Darwish, S.H. Surface defects classification of hot-rolled steel strips using multi-directional shearlet features. Arab. J. Sci. Eng. 2019, 44, 2925–2932. [Google Scholar] [CrossRef]
- Yun, J.P.; Shin, W.C.; Koo, G.; Kim, M.S.; Lee, C.; Lee, S.J. Automated defect inspection system for metal surfaces based on deep learning and data augmentation. J. Manuf. Syst. 2020, 55, 317–324. [Google Scholar] [CrossRef]
- Neuhauser, F.M.; Bachmann, G.; Hora, P. Surface defect classification and detection on extruded aluminum profiles using convolutional neural networks. Int. J. Mater. Form. 2020, 13, 591–603. [Google Scholar] [CrossRef]
- Zhao, Y.J.; Yan, Y.H.; Song, K.C. Vision-based automatic detection of steel surface defects in the cold rolling process: Considering the influence of industrial liquids and surface textures. Int. J. Adv. Manuf. Technol. 2017, 90, 1665–1678. [Google Scholar] [CrossRef]
- Tao, X.; Zhang, D.; Ma, W.; Liu, X.; Xu, D. Automatic metallic surface defect detection and recognition with convolutional neural networks. Appl. Sci. 2018, 8, 1575. [Google Scholar] [CrossRef]
- Goodfellow, I.; Pouget-Abadie, J.; Mirza, M.; Xu, B.; Warde-Farley, D.; Ozair, S.; Courville, A.; Bengio, Y. Generative adversarial nets. arXiv 2014, arXiv:1406.2661. [Google Scholar]
- Niu, S.; Li, B.; Wang, X.; Lin, H. Defect image sample generation with GAN for improving defect recognition. IEEE Trans. Autom. Sci. Eng. 2020, 17, 1611–1622. [Google Scholar] [CrossRef]
- Berthelot, D.; Carlini, N.; Goodfellow, I.; Oliver, A.; Papernot, N.; Raffel, C. MixMatch: A holistic approach to semi-supervised learning. In Proceedings of the 33rd Conference on Neural Information Processing Systems (NeurIPS), Vancouver, BC, Canada, 8–4 December 2019; pp. 1–11. [Google Scholar]
- He, Y.; Song, K.; Meng, Q.; Yan, Y. An end-to-end steel surface defect detection approach via fusing multiple hierarchical features. IEEE Trans. Instrum. Meas. 2020, 69, 1493–1504. [Google Scholar] [CrossRef]
- Gan, J.; Li, Q.; Wang, J.; Yu, H. A hierarchical extractor-based visual rail surface inspection system. IEEE Sens. J. 2017, 17, 7935–7944. [Google Scholar] [CrossRef]
- Sun, K.; Shen, Z.; Shi, Y.; Xu, Z.; Yuan, L.; Ni, X. Non-destructive detection of small blowholes in aluminum by using laser ultrasonics technique. In Proceedings of the 17th International Conference on Photothermal and Photoacoustic Phenomena, Suzhou, China, 20–24 October 2013; pp. 1181–1188. [Google Scholar]
- Xiao, R.; Wang, J.; Xie, X.; Guo, F.; Li, X. 3D center segregation reconstruction of steel continuous casting slab. Steel Res. Int. 2019, 90, 1–8. [Google Scholar] [CrossRef]
- Ricci, M.; Ficola, A.; Fravolini, M.L.; Battaglini, L.; Palazzi, A.; Burrascano, P.; Valigi, P.; Appolloni, L.; Cervo, S.; Rocchi, C. Magnetic imaging and machine vision NDT for the on-line inspection of stainless steel strips. Meas. Sci. Technol. 2013, 24, 1–17. [Google Scholar] [CrossRef]
- Ege, Y.; Bicakci, S.; Gunes, H.; Citak, H.; Coramik, M. An application of BRANN and MFL methods: Determining crack type and physical properties on M5 steel sheets. Measurement 2019, 138, 545–556. [Google Scholar] [CrossRef]
- He, Y.; Pan, M.; Luo, F.; Tian, G. Pulsed eddy current imaging and frequency spectrum analysis for hidden defect nondestructive testing and evaluation. NDT E Int. 2011, 44, 344–352. [Google Scholar] [CrossRef]
- Kishore, M.B.; Park, D.G.; Jeong, J.R.; Kim, J.Y.; Jacobs, L.J.; Lee, D.H. Detection of deep subsurface cracks in thick stainless steel plate. J. Magn. 2015, 20, 312–316. [Google Scholar] [CrossRef][Green Version]
- Harzallah, S.; Chabaat, M. 3D-FEM computation and experimental study of eddy currents for characterization of surface cracks. Int. J. Struct. Integr. 2017, 8, 603–610. [Google Scholar] [CrossRef]
- Soni, A.K.; Rao, B.P. Lock-in amplifier based eddy current instrument for detection of sub-surface defect in stainless steel plates. Sens. Imaging 2018, 19, 1–11. [Google Scholar] [CrossRef]
- Pernkopf, F.; O’Leary, P. Image acquisition techniques for automatic visual inspection of metallic surfaces. NDT E Int. 2003, 36, 609–617. [Google Scholar] [CrossRef]
- Koch, C.; Brilakis, I. Pothole detection in asphalt pavement images. Adv. Eng. Inform. 2011, 25, 507–515. [Google Scholar] [CrossRef]
- Wen, X.; Song, K.; Niu, M.; Dong, Z.; Yan, Y. 3D inspection technology combining passive stereo matching and active structured light for steel plate surface sample. Int. J. Surf. Sci. Eng. 2017, 11, 299–319. [Google Scholar] [CrossRef]
- Wen, X.; Song, K.; Huang, L.; Niu, M.; Yan, Y. Complex surface ROI detection for steel plate fusing the gray image and 3D depth information. Optik 2019, 198, 1–17. [Google Scholar] [CrossRef]
- Tsai, Y.H.; Tsai, D.M.; Li, W.C.; Chiu, W.Y.; Lin, M.C. Surface defect detection of 3D objects using robot vision. Ind. Robot. Int. J. Robot. Res. Appl. 2011, 38, 381–398. [Google Scholar] [CrossRef]
- Torok, M.M.; Golparvar-Fard, M.; Kochersberger, K.B. Image-based automated 3D crack detection for post-disaster building assessment. J. Comput. Civ. Eng. 2014, 28. [Google Scholar] [CrossRef]
- Von Enzberg, S.; Al-Hamadi, A. A multiresolution approach to model-based 3-D surface quality inspection. IEEE Trans. Ind. Inform. 2016, 12, 1498–1507. [Google Scholar] [CrossRef]
- Niu, M.; Song, K.; Huang, L.; Yan, Y.; Meng, Q. Unsupervised saliency detection of rail surface defects using stereoscopic images. IEEE Trans. Ind. Inform. 2020, 1–10. [Google Scholar] [CrossRef]
- Ren, M.; Wang, X.; Xiao, G.; Chen, M.; Fu, L. Fast defect inspection based on data-driven photometric stereo. IEEE Trans. Instrum. Meas. 2019, 68, 1148–1156. [Google Scholar] [CrossRef]
- Kang, D.; Jang, Y.J.; Won, S. Development of an inspection system for planar steel surface using multispectral photometric stereo. Opt. Eng. 2013, 52, 1–7. [Google Scholar] [CrossRef]
- Erkal, B.G.; Hajjar, J.F. Laser-based surface damage detection and quantification using predicted surface properties. Autom. Constr. 2017, 83, 285–302. [Google Scholar] [CrossRef]
- Reyno, T.; Marsden, C.; Wowk, D. Surface damage evaluation of honeycomb sandwich aircraft panels using 3D scanning technology. NDT E Int. 2018, 97, 11–19. [Google Scholar] [CrossRef]
- Pernkopf, F. Detection of surface defects on raw steel blocks using Bayesian network classifiers. Pattern Anal. Appl. 2004, 7, 333–342. [Google Scholar] [CrossRef]
- Landstrom, A.; Thurley, M.J. Morphology-based crack detection for steel slabs. IEEE J. Sel. Top. Signal Process. 2012, 6, 866–875. [Google Scholar] [CrossRef]
- Zhao, L.M.; Ouyang, Q.; Chen, D.F.; Wen, L.Y. Surface defects inspection method in hot slab continuous casting process. Ironmak. Steelmak. 2011, 38, 464–470. [Google Scholar] [CrossRef]
- Martin, D.; Guinea, D.M.; Garcia-Alegre, M.C.; Villanueva, E.; Guinea, D. Multi-modal defect detection of residual oxide scale on a cold stainless steel strip. Mach. Vis. Appl. 2010, 21, 653–666. [Google Scholar] [CrossRef]
- Wells, L.J.; Shafae, M.S.; Camelio, J.A. Automated surface defect detection using high-density data. J. Manuf. Sci. Eng. Trans. Asme 2016, 138, 1–131. [Google Scholar] [CrossRef]
- Zhang, B.; Huang, W.; Wang, C.; Gong, L.; Zhao, C.; Liu, C.; Huang, D. Computer vision recognition of stem and calyx in apples using near-infrared linear-array structured light and 3D reconstruction. Biosyst. Eng. 2015, 139, 25–34. [Google Scholar] [CrossRef]
- Chu, H.H.; Wang, Z.Y. A vision-based system for post-welding quality measurement and defect detection. Int. J. Adv. Manuf. Technol. 2016, 86, 3007–3014. [Google Scholar] [CrossRef]
- Xiong, Z.; Li, Q.; Mao, Q.; Zou, Q. A 3D laser profiling system for rail surface defect detection. Sensors 2017, 17, 1791. [Google Scholar] [CrossRef]
- Cao, X.; Xie, W.; Ahmed, S.M.; Li, C.R. Defect detection method for rail surface based on line-structured light. Measurement 2020, 159. [Google Scholar] [CrossRef]
- Song, L.M.; Wang, D.N. A novel grating matching method for 3D reconstruction. NDT E Int. 2006, 39, 282–288. [Google Scholar] [CrossRef]
- Zhang, X.L.; Ouyang, Q.; Peng, S.; Zhao, L.M. Continuous casting slab surface crack depth measurement using sinusoidal phase grating method. Ironmak. Steelmak. 2014, 41, 387–393. [Google Scholar] [CrossRef]
- Wen, X.; Song, K.; Niu, M.; Dong, Z.; Yan, Y. A three-dimensional inspection system for high temperature steel product surface sample height using stereo vision and blue encoded patterns. Optik 2017, 130, 131–148. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Years | The Main Contents | Inadequacies |
|---|---|---|---|
| [22] | 1982 | This paper discussed the problem of automated visual inspection in industry from the aspects of hardware, software, system throughput, universality, and reliability. | These papers only discussed the general advantages and the feasibility of the AVI method, and have been published for a long time |
| [23] | 1988 | This paper summarized the progress made by the AVI industry from 1981 to 1987 and the problems to be solved. | |
| [24] | 1995 | In this paper, the most suitable algorithms for real-time application were mainly introduced. | |
| [25] | 1995 | The general advantages and feasibility of AVI were discussed in conjunction with the literature from 1988 to 1993. | |
| [26] | 2008 | The detection techniques based on computer vision were reviewed from the point of view of fabric surface defects. | There is no special review on metal planar materials surface defect detection technology. |
| [28] | 2015 | Optical detection systems in the semiconductor industry were reviewed. | |
| [29] | 2008 | The research progress of surface detection technology based on texture analysis method in recent years was reviewed. | |
| [30] | 2014 | The applications of several typical surface defect detection techniques on multiple surfaces were compared. | |
| [31] | 2017 | The applications of machine vision surface defect detection in many kinds of planar materials were reviewed. | |
| [32] | 2020 | This paper reviewed the vision-based automated detection methods for metals, ceramics, textiles, and other materials, and it describes the types of defects in detail. | |
| [33] | 2014 | This paper summarized the detection methods of steel surface defects based on AVI, including the detection algorithms and classification algorithms of six types of steel products such as slab, strip and bar, and it summarizes the hardware composition of AVI system. | It covers a wide range of products, involving defect detection and classification, which is not well targeted. |
| [34] | 2018 | This paper provided a supplement to [33]; it also covers AVI methods of flat steel products and long steel products. | |
| [35] | 2020 | This paper made a detail review of two-dimensional visual detection methods for flat steel (including con-casting slabs, hot- and cold-rolled steel strips) surface defects. | Only two dimensional detection methods are involved. |
| Methods | Reference | Approaches | Defect Types | Difficulties | Advantages | Disadvantages |
|---|---|---|---|---|---|---|
| Edge detection | [39] | Eight directional Sobel operator | Backfin defect | Random noise interference | Robust to noise and protect edge shape well | Only suitable for low-resolution images |
| Hough transform | [40] | Traditional Hough transform | Holes, scratches | Complex background and noise interference | Strong anti-interference ability | Only detects defects of certain shapes |
| Gray level statistics | [41] | Multi-directional gray fluctuation | Multi-type defects | Complex texture characteristics | Suitable for low-resolution images | Poor timeliness and cannot automatically select the threshold |
| Local binary pattern | [6] | Adjacent evaluation completed local binary patterns | Multi-type defects | Uneven illumination | Robust to noise | Weak robustness to scale variation |
| Co-occurrence matrix | [42] | Combination of GLCM and HOG | Scales | Complex texture characteristics | Extracted the spatial correlation between image pixels completely | Computing and storage requirements are relatively high |
| Reference | Operators | Application | Advantages | Inadequacies |
|---|---|---|---|---|
| [43] | Prewitt combined with the Gaussian smoothing operator | Aluminum strip | Achieves high robustness to image non-uniformity | The results are not ideal for images with mixed complex noises |
| [44] | Traditional Sobel operators | Steel sheet | Good detection result for images with gradual gray variation and low noise | Has only two templates for horizontal and vertical edges detection respectively, which has limitations |
| [39] | Eight directional Sobel operator | Rail | Suppresses false edge detection that is easy to trigger well | The computational burden is relatively high |
| [45] | Double-threshold Canny operator | Copper strip | Avoid false detection as far as possible | Poor adaptive ability makes it easy to blur the noiseless region sometimes |
| Reference | Methods | Improvements | Advantages | Disadvantages |
|---|---|---|---|---|
| [54] | Traditional LBP | - | Rotation and gray invariance | Sensitive to scale variation and noise interference |
| [56] | Improved LBP | Simultaneously calculate the changes in multiple directions | Has better visual recognition ability | The noise suppression ability is not outstanding |
| [6] | Adjacent evaluation completed LBP (AECLBPs) | Changed the threshold mechanism of CLBP by taking neighborhood pixels instead of central pixels | Has high recognition accuracy and strong anti-noise ability | Scale adaptability is not prominent |
| [60] | New multi-scale LBP (new MB-LBP) | Changed the block size and replaced the simple average with the percentage difference between the neighborhood block and the center block | Enhances the robustness to scale variation. | The noise suppression ability is not outstanding |
| [7] | Generalized complete LBP (GCLBP) | Explore the non-uniform pattern hidden in the uniform pattern | With strong anti-interference ability and simple calculation | It cannot suppress noise and adapt to scale variation well at the same time |
| Methods | Reference | Approaches | Defect types | Difficulties | Advantages | Disadvantages |
|---|---|---|---|---|---|---|
| Fourier transform (FT) | [64] | Combination of FT and curvelet transform | Longitudinal cracks | Complex background information | Invariant to translation, expansion, and rotation | Background and defect information in frequency domain can easily be mixed to cause interference |
| Gabor filter | [65] | Traditional Gabor filter | Periodic defect | Uneven illumination | Suitable for high-dimensional feature space | Difficult to determine the optimal filtering parameters and no rotation invariance |
| Wavelet transform | [66] | Undecimated wavelet transform | Horizontal scratch | Pseudo-noise interference and uneven illumination | Suitable for multi-scale image analysis and can compress image effectively | Difficult to select a proper wavelet base |
| Methods | Reference | Approaches | Defect types | Difficulties | Advantages | Disadvantages |
|---|---|---|---|---|---|---|
| Markov random field | [82] | Hidden Markov tree model | Multi-type defects | Complex texture characteristics | Can reflect the underlying structure of the image | Not suitable for global texture analysis and small size defects |
| Fractal dimension model | [67] | Multifractal decomposition | Multi-type defects | Irregular defect shape | Global information can be represented by local features | Only applicable to images with adaptability |
| Visual saliency model | [83] | Double low-rank and sparse decomposition | Multi-type defects | Mixed pattern information and pseudo-noise interference | Robust to noise and uneven illumination | Limitations on gradient strength or low contrast defects |
| Reference | Models | Main Content | Performance |
|---|---|---|---|
| [103] | Gaussian mixture model | The Gaussian mixture model and local and nonlocal linear discriminant analysis are combined to solve the problem of dimension reduction and defects detection and recognition. | TPR = 0.993 |
| [104] | Gaussian mixture entropy model | Authors used the non-extensive entropy with Gaussian gain as the regularity index and utilized this entropy for localizing texture defects through Gaussian mixture entropy modeling. | FNR = 0.078 |
| [105] | Smooth and sparse decomposition model | The method exploits regularized high-dimensional regression to decompose an image and separate anomalous regions by solving a large-scale optimization problem. | FPR = 0.010 FNR = 0.004 Time (sec) = 0.195 |
| [106] | Low-rank sparse reconstruction model | The method detects the defect via low-rank decomposition with the help of the texture prior, which is estimated by constructing a texture prior map on the given images where higher values indicate a higher probability of abnormality. | TPR = 0.72 FPR = 0.31 Accuracy = 0.99 Precision = 0.69 F-measure = 0.68 Time (sec) = 0.81 |
| [56] | A concise and compact guidance information model | The authors provided a paradigm of incorporating intrinsic priors of defect images, which detects the surface defects at the entity level rather than pixel level. | FPR = 0.01 FNR = 0.02 Time (sec) = 0.945 |
| [36] | A guide template model | A guide template is proposed to sort the gray value of each column pixel of the test image and use the guide template to subtract the sorted test image to locate defects. | Precision = 0.95 Recall = 0.97 F-measure = 0.96 Time (sec) = 0.035 |
| [101] | A new self-reference template-guided model | The authors calculated the statistical characteristics of a large number of defect-free images and built a specific template for each test defect image. Then, it was based on the self-reference template to detect defects. | Precision = 0.99 Recall = 0.98 F-measure = 0.98 |
| [102] | Bilinear model | The authors designed the dual-vision geometric group 16 (D-VGG16) as the feature function of the bilinear model, used the gradient weighted function class activation mapping to obtain the heat map of the original image, and used the threshold segmentation method to process the heat map and automatically locate the defects. | Precision = 0.99 |
| Taxonomy | Reference | Approaches | Strengths and Weaknesses |
|---|---|---|---|
| Supervised learning | [109] | A double-layer feed-forward neural network | Quite simple, effective and robust but dependent on labeled samples, and the number is limited |
| [110] | Convolutional neural network (CNN) and Naive Bayesian data fusion schemes (NB-CNN) | ||
| [111] | Improved Fast R-CNN | ||
| [112] | Classification priority network (CPN) | ||
| Unsupervised learning | [113] | Clustering | Requires no labeled samples for training but is susceptible to noise and highly influenced by initial values |
| [37] | Convolutional automatic encoder | ||
| Semi-supervised learning | [114] | Generative adversarial network (GAN) | Requires only a small number of labeled samples and the result is stable, but requires many interactions and reduces efficiency |
| [8] | Convolutional auto-encoder (CAE) and semi-supervised GAN fusion schemes | ||
| [115] | Convolutional neural network based on a residual structure |
| Approaches | Reference | Advantage | Disadvantage |
|---|---|---|---|
| Stereoscopic vision | [140,141,142,143,144] | Suitable for areas with large texture variations and is very sensitive to normal surface disturbances | Depends on the intrinsic texture information of the object surface |
| Photometric stereo | [145,146] | There is no need to know the precise 3D relationship between the test object and the camera, or to use two cameras to capture 3D data | Limitations of detecting non-Lambertian surfaces such as glossy metals |
| Laser scanner | [147,148,149,150,151,152,153] | Reproduce the surface shape so that it is non-contact, non-destructive, and has high precision | The equipment cost is high and the calculation amount is large |
| Structural light | [154,155,156,157,158,159] | High spatial resolution and accuracy | Complex calculation and difficult to calibrate accurately |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, X.; Luo, Q.; Zhou, B.; Li, C.; Tian, L. Research Progress of Automated Visual Surface Defect Detection for Industrial Metal Planar Materials. Sensors 2020, 20, 5136. https://doi.org/10.3390/s20185136
Fang X, Luo Q, Zhou B, Li C, Tian L. Research Progress of Automated Visual Surface Defect Detection for Industrial Metal Planar Materials. Sensors. 2020; 20(18):5136. https://doi.org/10.3390/s20185136
Chicago/Turabian StyleFang, Xiaoxin, Qiwu Luo, Bingxing Zhou, Congcong Li, and Lu Tian. 2020. "Research Progress of Automated Visual Surface Defect Detection for Industrial Metal Planar Materials" Sensors 20, no. 18: 5136. https://doi.org/10.3390/s20185136
APA StyleFang, X., Luo, Q., Zhou, B., Li, C., & Tian, L. (2020). Research Progress of Automated Visual Surface Defect Detection for Industrial Metal Planar Materials. Sensors, 20(18), 5136. https://doi.org/10.3390/s20185136