Welding Seam Trajectory Recognition for Automated Skip Welding Guidance of a Spatially Intermittent Welding Seam Based on Laser Vision Sensor


Abstract
1. Introduction
2. Experimental Methods
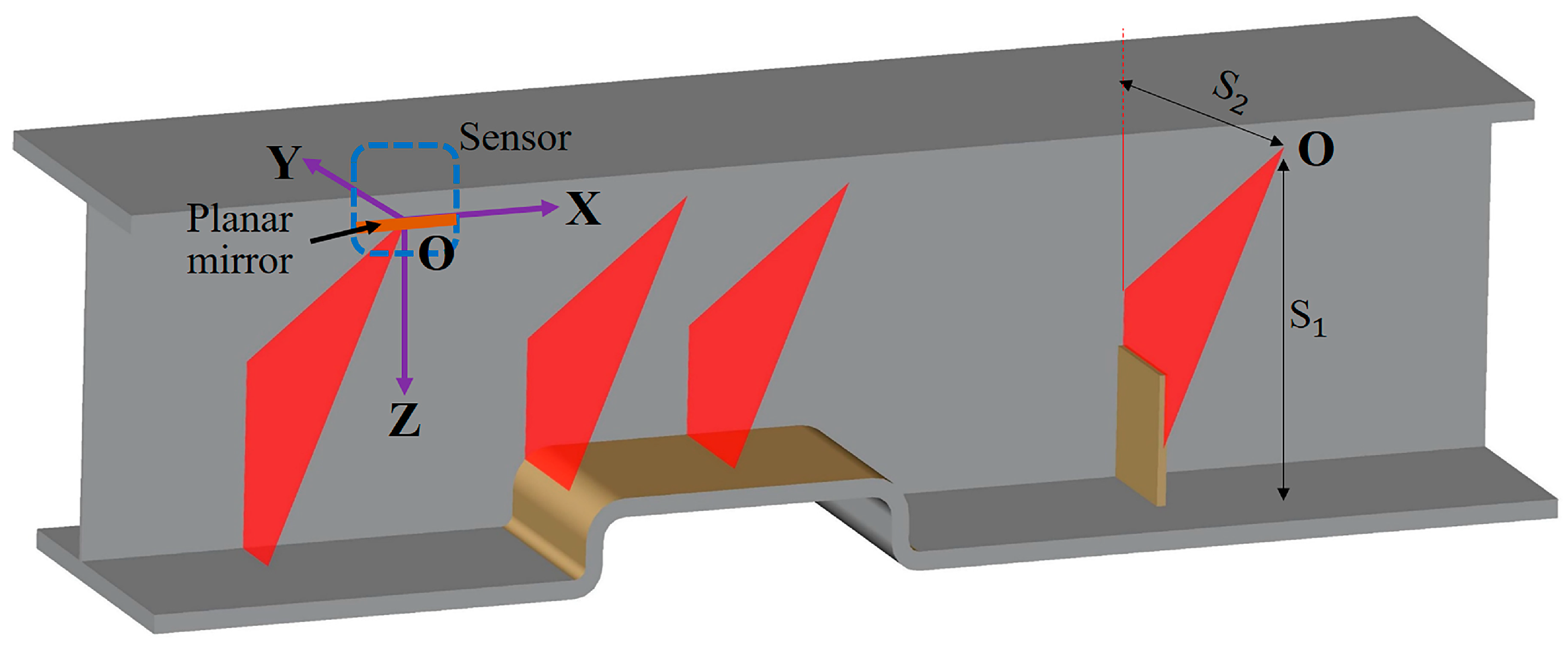
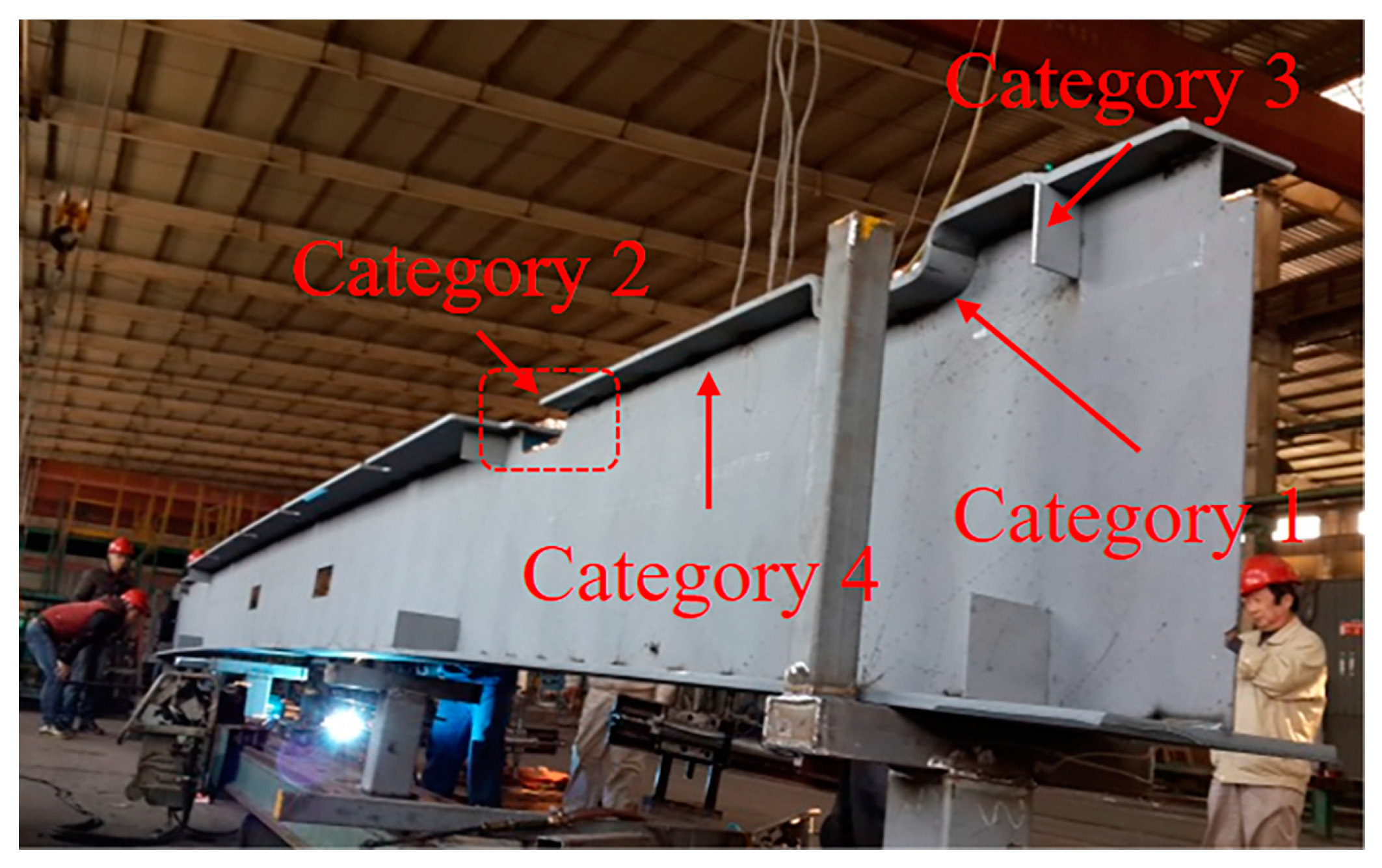
2.1. Experimental Details
2.2. Corner Position and Trajectory Detection of Fillet Welds
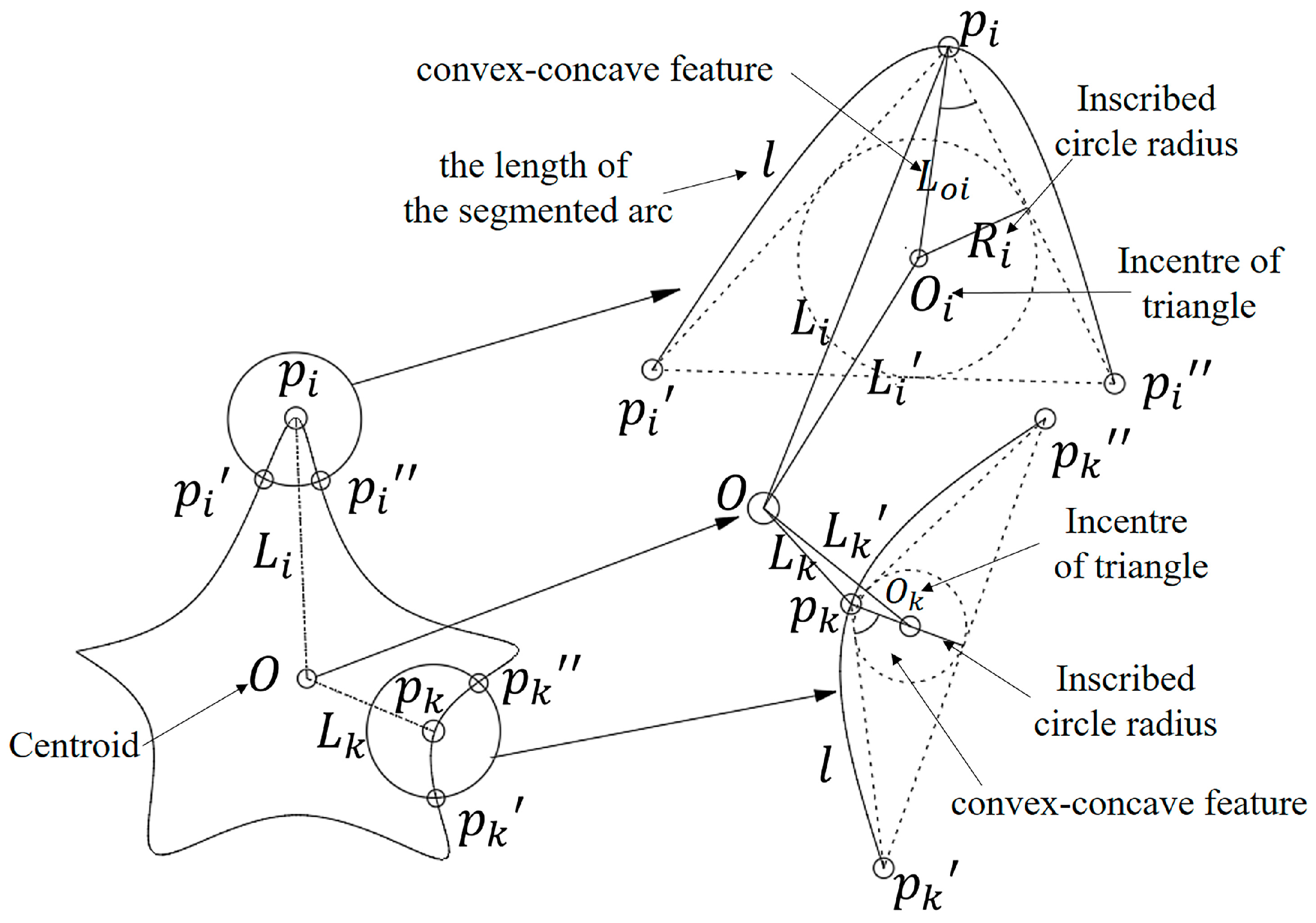
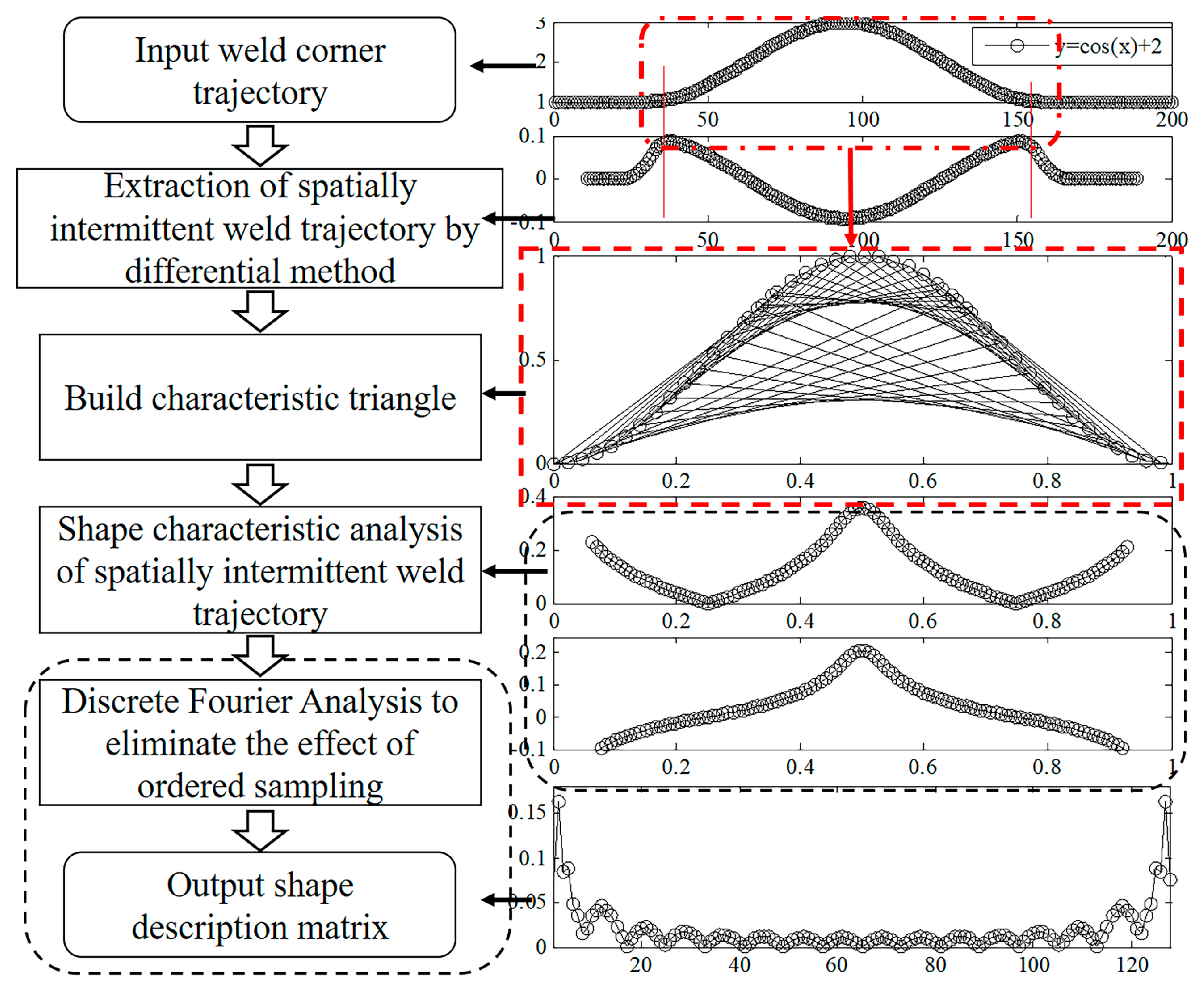
2.3. Seam Trajectory Features Extraction
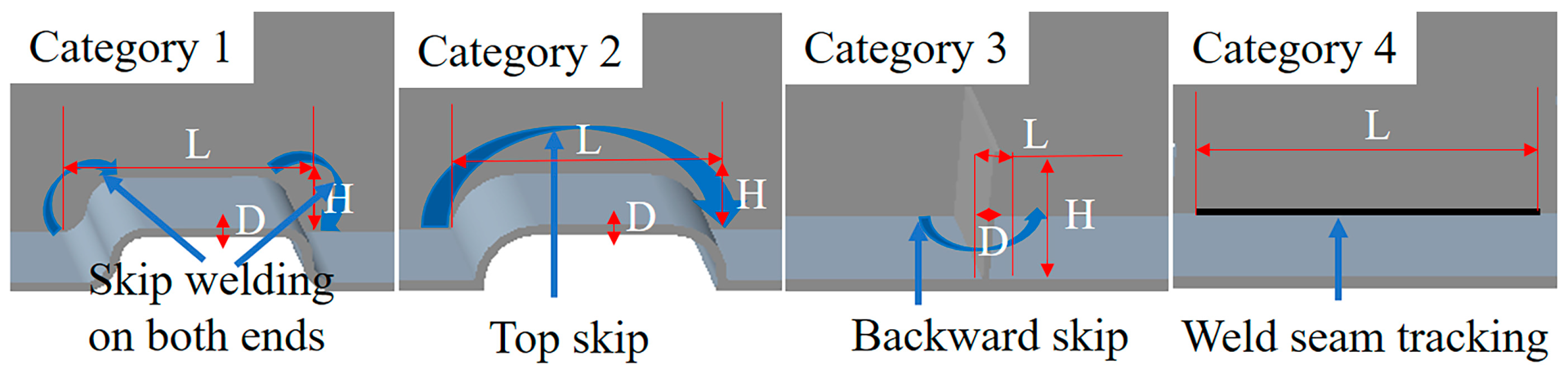
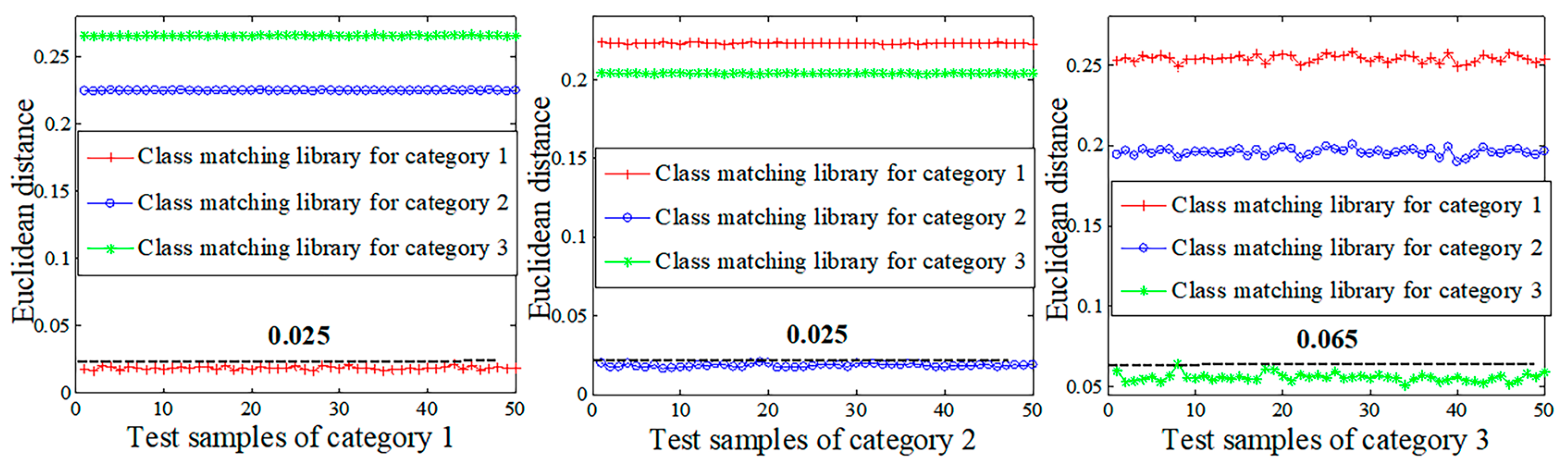
2.4. Classification Method Based on Euclidean Distance
3. Results and Discussion
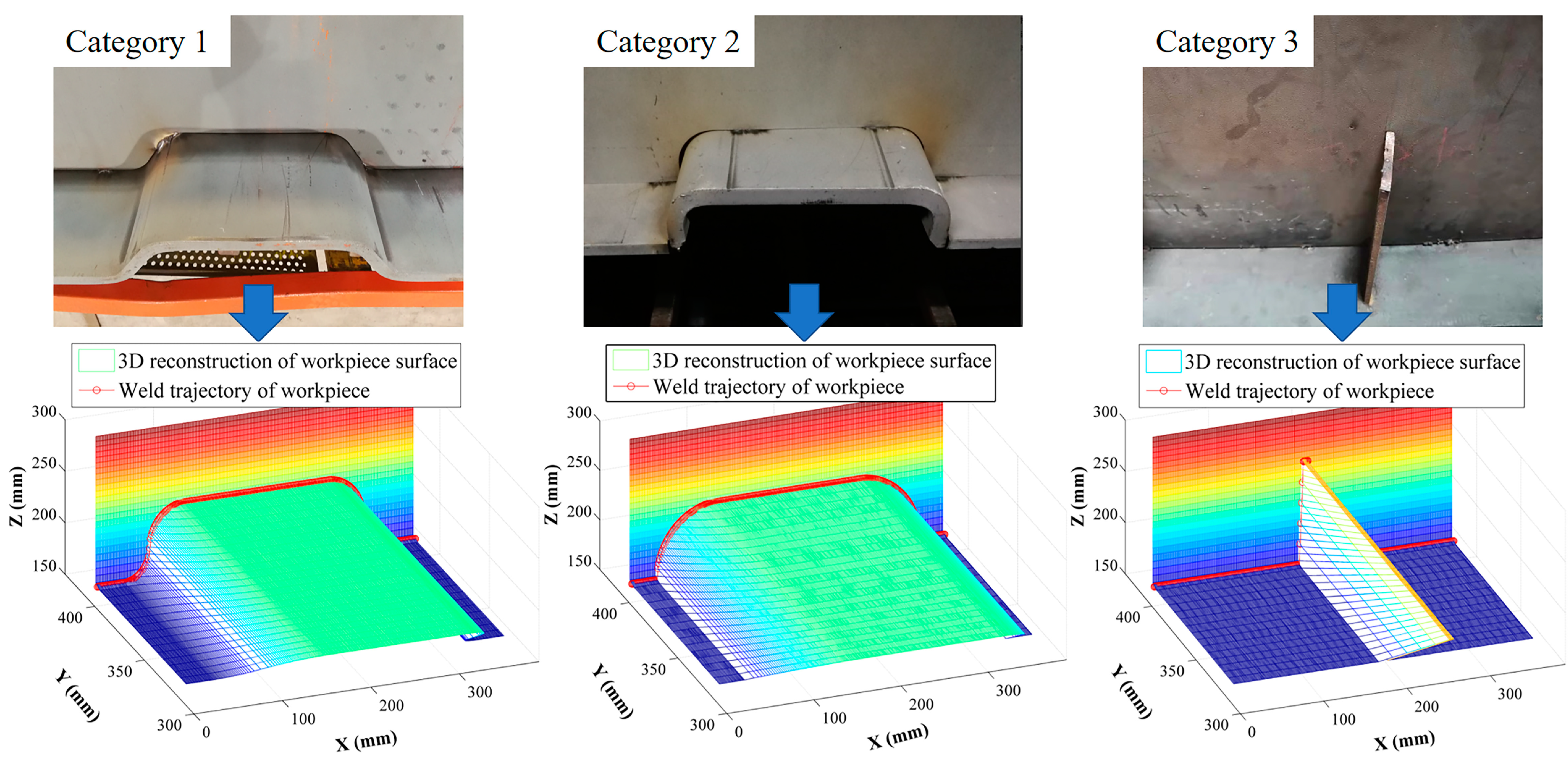
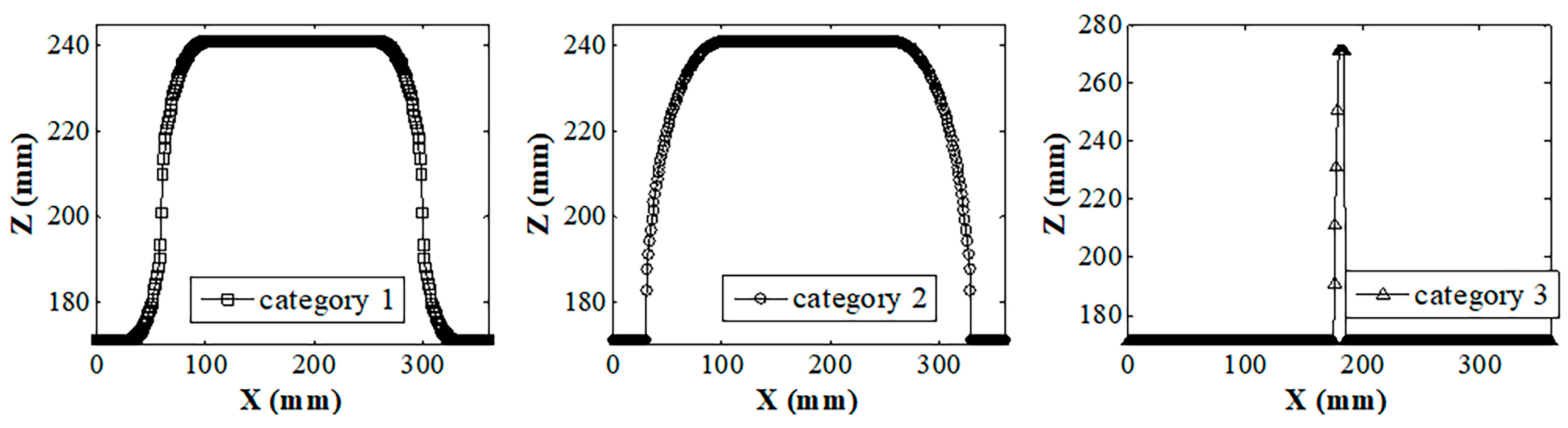
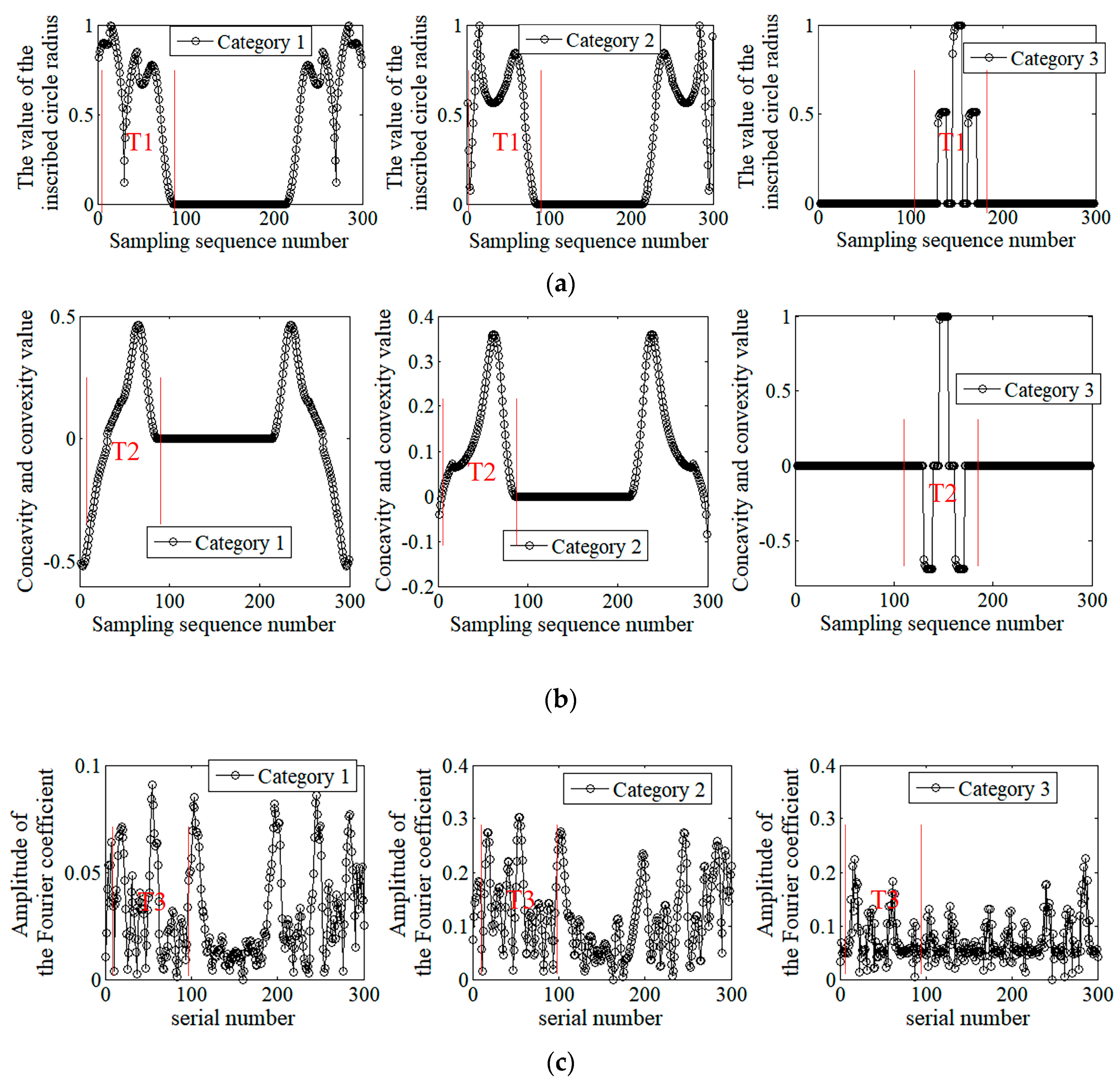
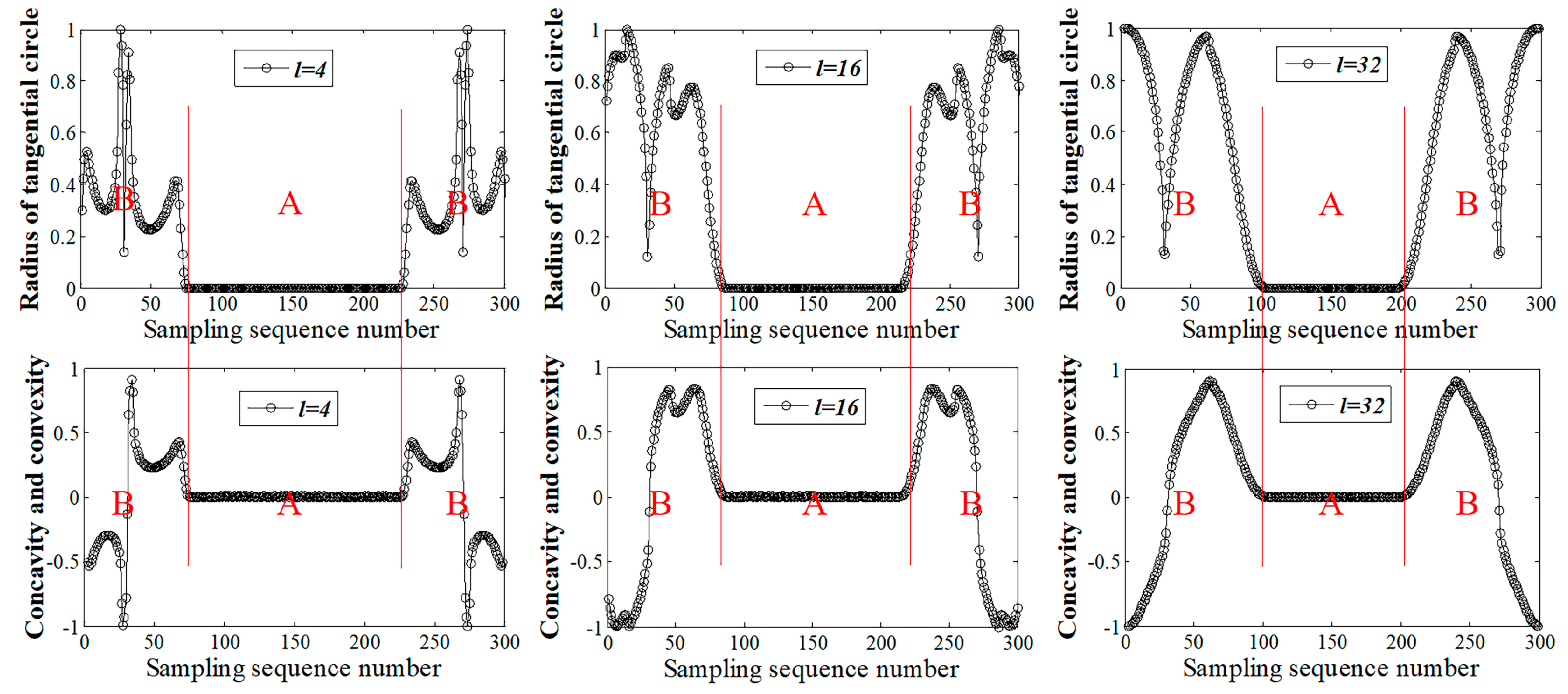
3.1. Results of 3D Trajectory Detection and Corner Trajectory Shape Feature Extraction of Welds
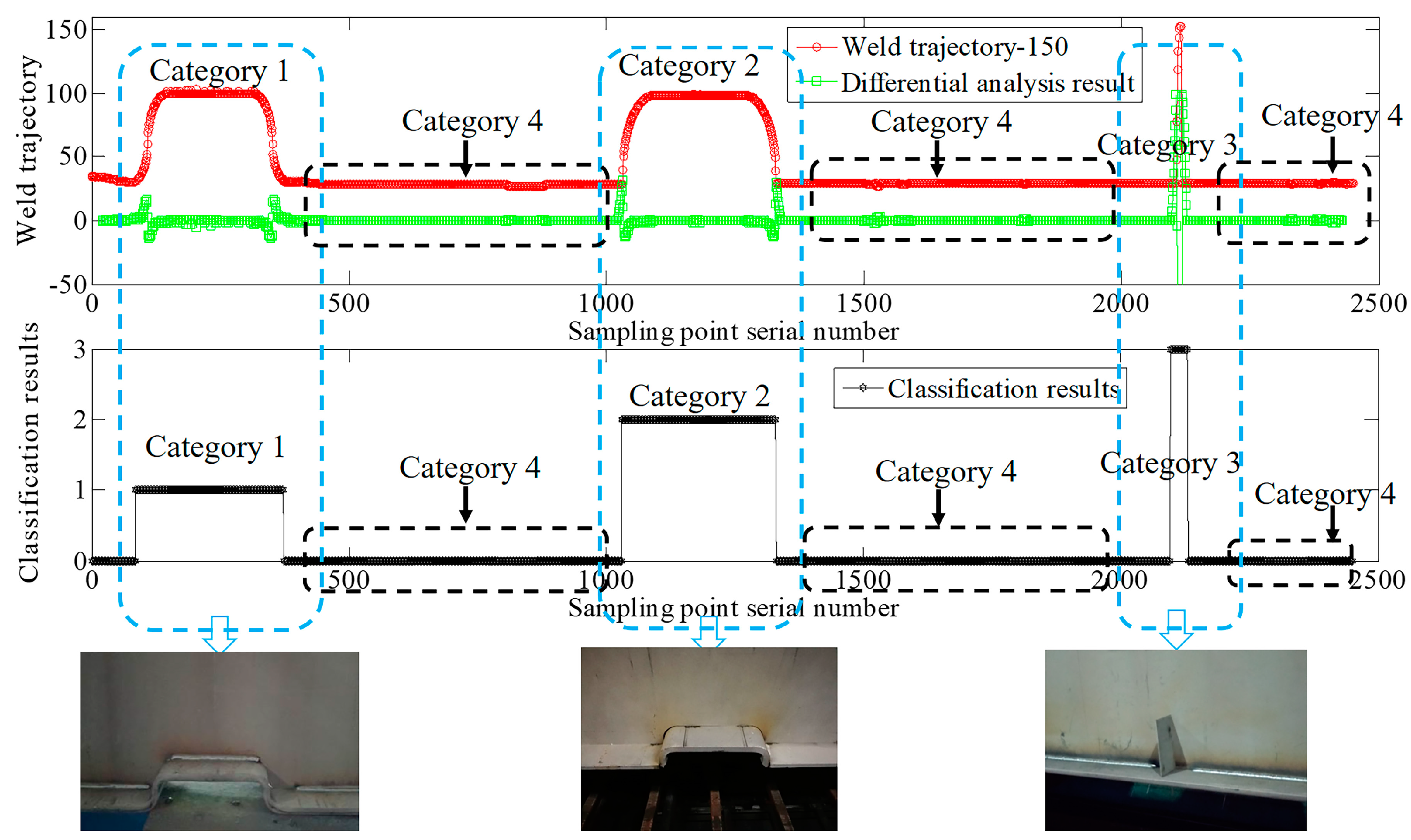
3.2. Classification Experiment Based on the Euclidean Distance
3.3. Welding Experimental and Field Test Validation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Krausche, T.; Launert, B.; Pasternak, H. A study on the prediction of welding effects in steel box girders. In Proceedings of the European Conference on Steel and Composite Structures (Eurosteel), Copenhagen, Denmark, 13–15 September 2017. [Google Scholar]
- Saad-Eldeen, S.; Garbatov, Y.; Soares, C.G. Experimental assessment of corroded steel box-girders subjected to uniform bending. Ships Offshore Struct. 2013, 8, 653–662. [Google Scholar] [CrossRef]
- Koller, R.E.; Stoecklin, I.; Weisse, B.; Terrasi, G.P. Strengthening of fatigue critical welds of a steel box girder. Eng. Fail. Anal. 2012, 25, 329–345. [Google Scholar] [CrossRef]
- Bolmsjö, G.; Olsson, M.; Cederberg, P. Robotic arc welding—Trends and developments for higher autonomy. Ind. Robot Int. J. 2002, 29, 98–104. [Google Scholar] [CrossRef]
- Liu, Z.; Bu, W.; Tan, J. Motion navigation for arc welding robots based on feature mapping in a simulation environment. Robot. Comput. Integr. Manuf. 2010, 26, 137–144. [Google Scholar] [CrossRef]
- Chen, S.B.; Lv, N. Research evolution on intelligentized technologies for arc welding process. J. Manuf. Process. 2014, 16, 109–122. [Google Scholar] [CrossRef]
- Moon, S.B.; Hwang, S.H.; Shon, W.H.; Lee, H.G.; Oh, Y.T. Portable robotic system for steel h-beam welding. Ind. Robot 2003, 30, 258–264. [Google Scholar] [CrossRef]
- Tavares, P.; Costa, C.M.; Rocha, L.; Malaca, P.; Costa, P.; Moreira, A.P.; Sousa, A.; Veiga, G. Collaborative Welding System using BIM for robotic reprogramming and spatial augmented reality. Autom. Constr. 2019, 106, 102825. [Google Scholar] [CrossRef]
- Neto, P.; Mendes, N. Direct off-line robot programming via a common cad package. Robot. Auton. Syst. 2013, 61, 896–910. [Google Scholar] [CrossRef]
- Baizid, K.; Ćuković, S.; Iqbal, J.; Yousnadj, A.; Chellali, R.; Meddahi, A.; Devedžićl, G.; Ghionea, I. Irosim: Industrial robotics simulation design planning and optimization platform based on cad and knowledgeware technologies. Robot. Comput. Integr. Manuf. 2016, 42, 121–134. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, N.; Fang, G.; Du, S.; Zhao, W.; Ye, Z.; Chen, S. Welding seam tracking in robotic gas metal arc welding. J. Mater. Process. Technol. 2017, 248, 18–30. [Google Scholar] [CrossRef]
- Rout, A.; Deepak, B.B.V.L.; Biswal, B.B. Advances in weld seam tracking techniques for robotic welding: A review. Robot. Comput. Integr. Manuf. 2019, 56, 12–37. [Google Scholar] [CrossRef]
- Xu, Y.; Fang, G.; Lv, N.; Chen, S.; Zou, J.J. Computer vision technology for seam tracking in robotic gtaw and gmaw. Robot. Comput. Integr. Manuf. 2015, 32, 25–36. [Google Scholar] [CrossRef]
- Soares, L.B.; Weis, A.A.; Rodrigues, R.N.; Drews, P.L.J., Jr.; Guterres, B.; Botelho, S.S.C.; Filho, N.D. Seam tracking and welding bead geometry analysis for autonomous welding robot. In Proceedings of the IEEE Latin American Robotics Symposium, Curitiba, Brazil, 8–11 November 2017. [Google Scholar]
- Idrobo-Pizo, G.A.; Motta, J.M.S.T.; Sampaio, R.C. A calibration method for a laser triangulation scanner mounted on a robot arm for surface mapping. Sensors 2019, 19, 1783. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhang, Y. Toward welding robot with human knowledge: A remotely-controlled approach. IEEE Trans. Autom. Sci. Eng. 2014, 12, 769–774. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Iterative local ANFIS-based human welder intelligence modeling and control in pipe GTAW process: A data-driven approach. IEEE/ASME Trans. Mechatron. 2014, 20, 1079–1088. [Google Scholar] [CrossRef]
- Liu, Y.K.; Zhang, Y.M. Model-based predictive control of weld penetration in gas tungsten arc welding. IEEE Trans. Control Syst. Technol. 2013, 22, 955–966. [Google Scholar] [CrossRef]
- Zhang, K.; Chen, Y.; Gui, H.; Li, D.; Li, Z. Identification of the deviation of seam tracking and weld cross type for the derusting of ship hulls using a wall-climbing robot based on three-line laser structural light. J. Manuf. Process. 2018, 35, 295–306. [Google Scholar] [CrossRef]
- Xue, B.; Chang, B.; Peng, G.; Gao, Y.; Tian, Z.; Du, D.; Wang, G. A vision based detection method for narrow butt joints and a robotic seam tracking system. Sensors 2019, 19, 1144. [Google Scholar] [CrossRef]
- Liu, W.; Li, L.; Hong, Y.; Yue, J. Linear mathematical model for seam tracking with an arc sensor in P-GMAW Processes. Sensors 2017, 17, 591. [Google Scholar] [CrossRef]
- Mohd Shah, H.N.; Sulaiman, M.; Shukor, A.Z. Autonomous detection and identification of weld seam path shape position. Int. J. Adv. Manuf. Technol. 2017, 92, 3739–3747. [Google Scholar] [CrossRef]
- Hascoet, J.Y.; Hamilton, K.; Carabin, G.; Rauch, M.; Alonso, M.; Ares, E. Welding torch trajectory generation for hull joining using autonomous welding mobile robot. In Proceedings of the 4th Manufacturing Engineering Society International Conference (MESIC 2011), Cadiz, Spain, 21–23 September 2011. [Google Scholar]
- Kiddee, P.; Fang, Z.; Tan, M. An automated weld seam tracking system for thick plate using cross mark structured light. Int. J. Adv. Manuf. Technol. 2016, 87, 3589–3603. [Google Scholar] [CrossRef]
- Li, X.; Li, X.; Khyam, M.O.; Ge, S.S. Robust welding seam tracking and recognition. IEEE Sens. J. 2017, 17, 5609–5617. [Google Scholar] [CrossRef]
- Zeng, J.; Chang, C.; Du, D.; Wang, L.; Chang, S.; Peng, G.; Wang, W. A weld position recognition method based on directional and structured light information fusion in multi-layer/multi-pass welding. Sensors 2018, 18, 129. [Google Scholar] [CrossRef]
- Zou, Y.; Wang, Y.; Zhou, W.; Chen, X. Real-time seam tracking control system based on line laser visions. Opt. Lasers Eng. 2018, 103, 182–192. [Google Scholar] [CrossRef]
- Zou, Y.; Chen, J.; Wei, X. Research on a real-time pose estimation method for a seam tracking system. Opt. Lasers Eng. 2020, 127, 105947. [Google Scholar] [CrossRef]
- Zeng, J.; Chang, B.; Du, D.; Peng, G.; Chang, S.; Hong, Y.; Wang, L.; Shan, J. A vision-aided 3d path teaching method before narrow butt joint welding. Sensors 2017, 17, 1099. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Yan, M.; Huang, T.; Zheng, J.; Li, Z. 3d reconstruction of complex spatial weld seam for autonomous welding by laser structured light scanning. J. Manuf. Process. 2019, 39, 200–207. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y. Control of 3D weld pool surface. Control Eng. Pract. 2013, 21, 1469–1480. [Google Scholar] [CrossRef]
- Huang, W.; Kovacevic, R. A laser-based vision system for weld quality inspection. Sensors 2011, 11, 506–521. [Google Scholar] [CrossRef]
- Wei, A.; Chang, B.; Xue, B.; Peng, G.; Du, D.; Han, Z. Research on the weld position detection method for sandwich structures from Face-Panel side based on backscattered X-ray. Sensors 2019, 19, 3198. [Google Scholar] [CrossRef]
- Hong, Y.; Chang, B.; Peng, G.; Yuan, Z.; Hou, X.; Xue, B.; Du, D. In-Process Monitoring of Lack of Fusion in Ultra-Thin Sheets Edge Welding Using Machine Vision. Sensors 2018, 18, 2411. [Google Scholar] [CrossRef] [PubMed]
- Zeng, J.; Cao, G.; Peng, Y.; Huang, S. A weld joint type identification method for visual sensor based on image features and SVM. Sensors 2020, 20, 471. [Google Scholar] [CrossRef] [PubMed]
- Park, J.B.; Lee, S.H.; Lee, I.J. Precise 3d lug pose detection sensor for automatic robot welding using a structured-light vision system. Sensors 2009, 9, 7550–7565. [Google Scholar] [CrossRef]
- Zeng, J.; Cao, G.; Hong, Y.; Chang, S.; Zou, Y. A precise visual method for narrow butt detection in specular reflection workpiece welding. Sensors 2016, 16, 1480. [Google Scholar] [CrossRef]
- Ma, H.; Wei, S.; Sheng, Z.; Lin, T.; Chen, S. Robot welding seam tracking method based on passive vision for thin plate closed-gap butt welding. Int. J. Adv. Manuf. Technol. 2010, 48, 945–953. [Google Scholar] [CrossRef]
- Dinham, M.; Fang, G. Autonomous weld seam identification and localisation using eye-in-hand stereo vision for robotic arc welding. Robot. Comput. Integr. Manuf. 2013, 29, 288–301. [Google Scholar] [CrossRef]
- Wang, P.J.; Shao, W.J.; Gong, S.H.; Jia, P.J.; Li, G. High-precision measurement of weld seam based on narrow depth of field lens in laser welding. Sci. Technol. Weld. Join. 2016, 21, 267–274. [Google Scholar] [CrossRef]
- Nele, L.; Sarno, E.; Keshari, A. An image acquisition system for real-time seam tracking. Int. J. Adv. Manuf. Technol. 2013, 69, 2099–2110. [Google Scholar] [CrossRef]
- Dinham, M.; Fang, G. Detection of fillet weld joints using an adaptive line growing algorithm for robotic arc welding. Robot. Comput. Integr. Manuf. 2014, 30, 229–243. [Google Scholar] [CrossRef]
- Bračun, D.; Sluga, A. Stereo vision based measuring system for online welding path inspection. J. Mater. Process. Technol. 2015, 223, 328–336. [Google Scholar] [CrossRef]
- Yang, L.; Liu, Y. A novel 3D seam extraction method based on multi-functional sensor for V-Type weld seam. IEEE Access 2019, 7, 182415–182424. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification | Measurement (mm) | Welding Treatment |
|---|---|---|
| Category 1 | Top welding | |
| Category 2 | Top skip | |
| Category 3 | Backward skip | |
| Category 4 | Weld seam tracking |
| Experiment Number | S1 (mm) | S2 (mm) | N | F (Hz) | V (m/min) | Measurement Quantity | ||
|---|---|---|---|---|---|---|---|---|
| Experiment 1 | 380–430 | 400 | 33° | 0.5° | 40 | 16 | 1.0 | Category 1: 20 |
| Category 2: 20 | ||||||||
| Category 3: 20 | ||||||||
| Experiment 2 | 400 | 380–430 | 16 | 1.0 | Category 1: 20 | |||
| Category 2: 20 | ||||||||
| Category 3: 20 | ||||||||
| Experiment 3 | 400 | 400 | 15–20 | 1.0 | Category 1: 10 | |||
| Category 2: 10 | ||||||||
| Category 3: 10 | ||||||||
| Experiment 4 | 400 | 400 | 20 | 0.8–1.3 | Category 1: 10 | |||
| Category 2: 10 | ||||||||
| Category 3: 10 | ||||||||
| Experiment 5 | 400 | 400 | 33° | 0.2°–0.8° | 40 | 20 | 1.2 | Category 1: 10 |
| Category 2: 10 | ||||||||
| Category 3: 10 |
| The Advanced Detection Distance of the Sensor (mm) | Welding Speed (mm/s) | Scanning Frequency (Hz) | Classification Errors |
|---|---|---|---|
| 500 | 20 | 20 | 0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Hong, Y.; Gao, J.; Hong, B.; Li, X. Welding Seam Trajectory Recognition for Automated Skip Welding Guidance of a Spatially Intermittent Welding Seam Based on Laser Vision Sensor. Sensors 2020, 20, 3657. https://doi.org/10.3390/s20133657
Li G, Hong Y, Gao J, Hong B, Li X. Welding Seam Trajectory Recognition for Automated Skip Welding Guidance of a Spatially Intermittent Welding Seam Based on Laser Vision Sensor. Sensors. 2020; 20(13):3657. https://doi.org/10.3390/s20133657
Chicago/Turabian StyleLi, Gaoyang, Yuxiang Hong, Jiapeng Gao, Bo Hong, and Xiangwen Li. 2020. "Welding Seam Trajectory Recognition for Automated Skip Welding Guidance of a Spatially Intermittent Welding Seam Based on Laser Vision Sensor" Sensors 20, no. 13: 3657. https://doi.org/10.3390/s20133657
APA StyleLi, G., Hong, Y., Gao, J., Hong, B., & Li, X. (2020). Welding Seam Trajectory Recognition for Automated Skip Welding Guidance of a Spatially Intermittent Welding Seam Based on Laser Vision Sensor. Sensors, 20(13), 3657. https://doi.org/10.3390/s20133657