The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials




Abstract
1. Introduction
- The application of the active vibration reduction method [1].
2. Materials and Methods
- Steel Housing—a housing made of steel sheets and sections, with steel inserts of bearing nodes, made of the St3 steel by welding. Weight—13 kg.
- K_1—a housing made of a GFRP composite reinforced with plain woven glass fabric, areal mass 300 g/m2 (produced by KROSGLASS, Krosno, Poland), 24 layers; matrix: chemically-catalyzed polyester resin ESTROMAL 14 LM (produced by LERG, Pustkow, Poland); formed by hand lay-up method with vacuum assistance [67]; steel inserts of bearing nodes bonded to the composite housing with high endurance epoxy adhesive. Weight—4.4 kg (66.2% weight reduction in relation to the Steel Housing).
- K_2—a housing made of a GFRP composite reinforced with chopped strand mat, areal mass 540 g/m2 (produced by KROSGLASS, Krosno, Poland), nine layers; matrix: chemically-catalyzed polyester resin ESTROMAL 14 LM (produced by LERG, Pustkow, Poland); formed by hand lay-up method with vacuum assistance [67]; steel inserts of bearing nodes bonded to the composite housing with high endurance epoxy adhesive. Weight—5.2 kg (60 % weight reduction in relation to the Steel Housing).
- K_3—a housing made of a CFRP composite formed in autoclave; the input material were prepregs of twill weave carbon fabric (2 × 2) with a basis weight of 800 g/m2 (six internal construction layers) and 240 g/m2 (external visual layers); the matrix was epoxy resin in the precured state contained in the prepregs; the prepregs were produced by DELTA PREG, Sant’Egidio alla Vibrata, Italy; pressure difference during the process: 5 bar, basic temperature of the process: 120 °C, process time 4 h; steel inserts of bearing nodes bonded to the composite housing with high endurance epoxy adhesive. Weight—4.7 kg (63.8% weight reduction in relation to the Steel Housing).
- Five vibration acceleration transducers—vibration measurement of the upper plate of the housing—point P_1–P_5.
- Directional microphone—noise measurement at a distance of 0.5 m above the upper plate of the housing—point H.
- National Instrument NI 4472 data acquisition card—processing and recording of signals.
- LabView software—measurement control and signal recording.
- Matlab software—signal processing.Sampling frequency of 20 kHz was adopted during simultaneous signal recording.
3. Results and Discussion
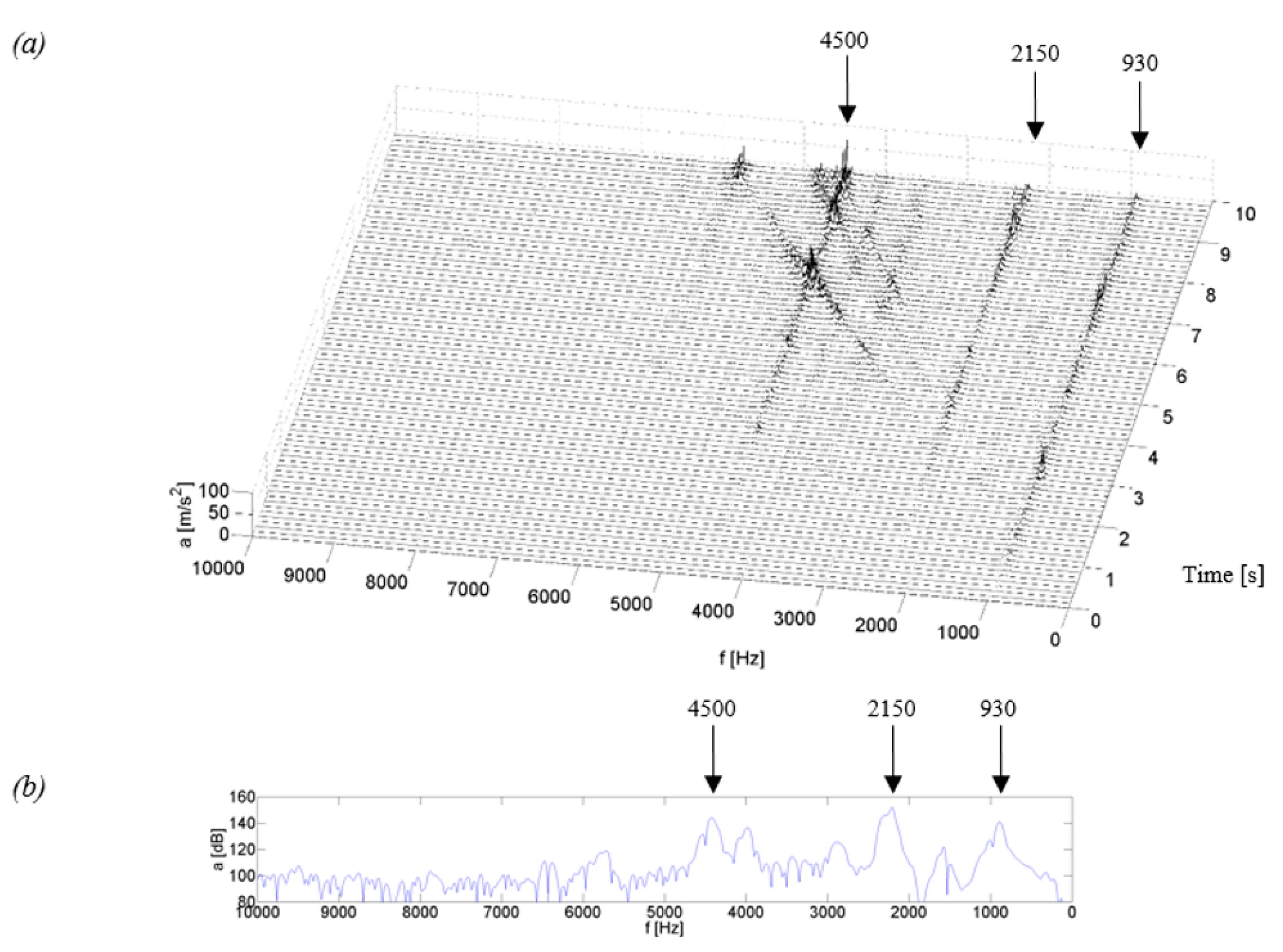
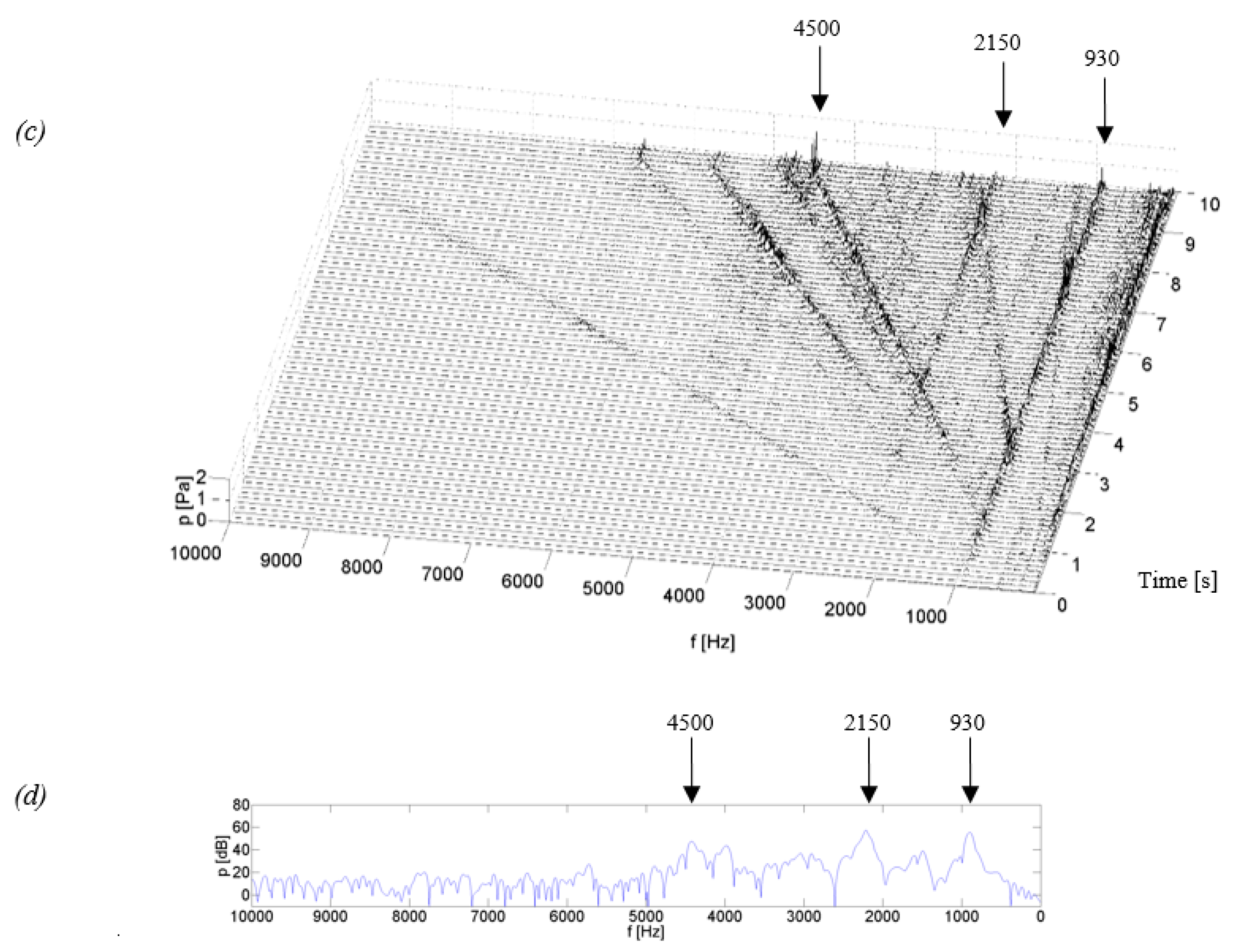
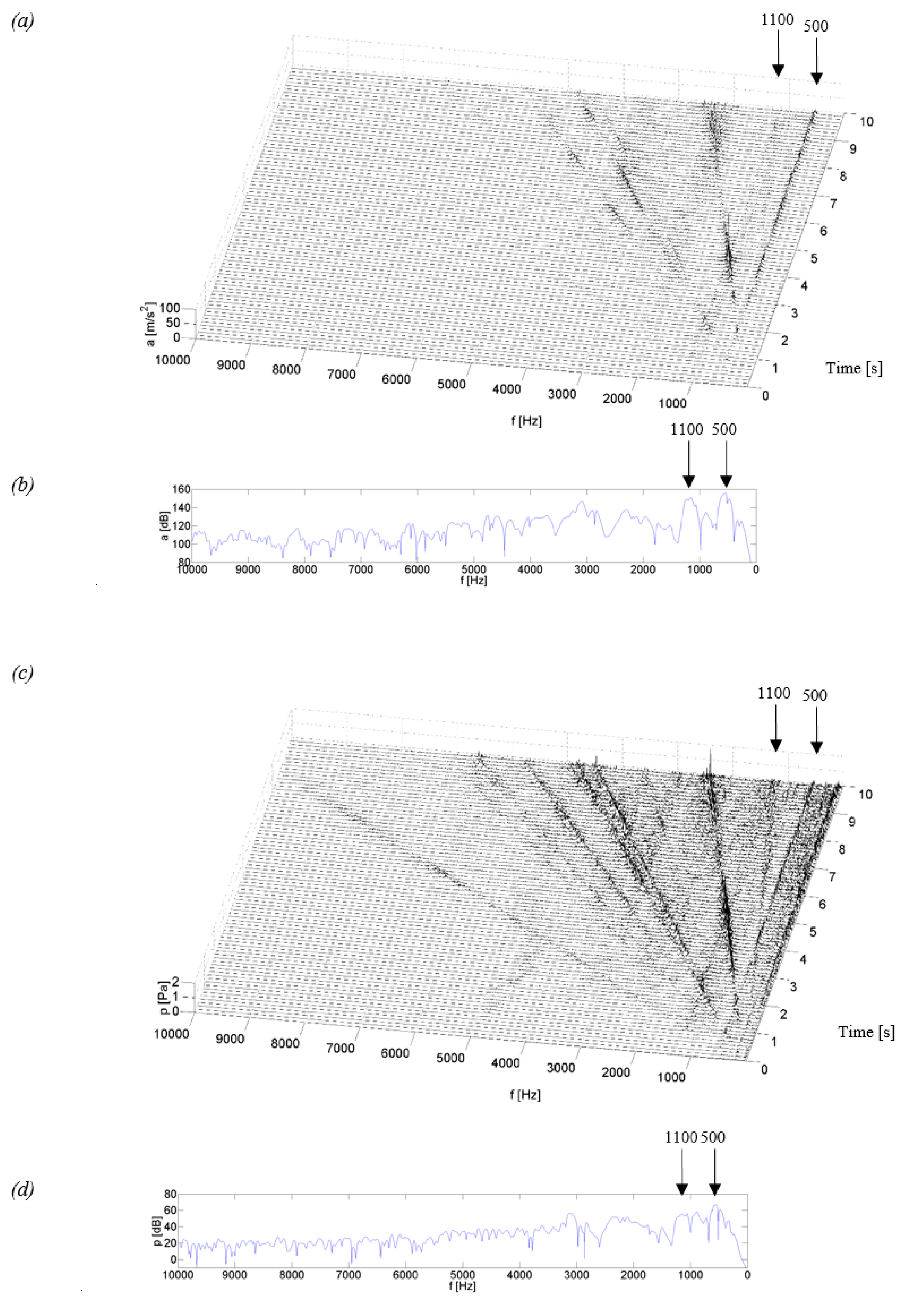
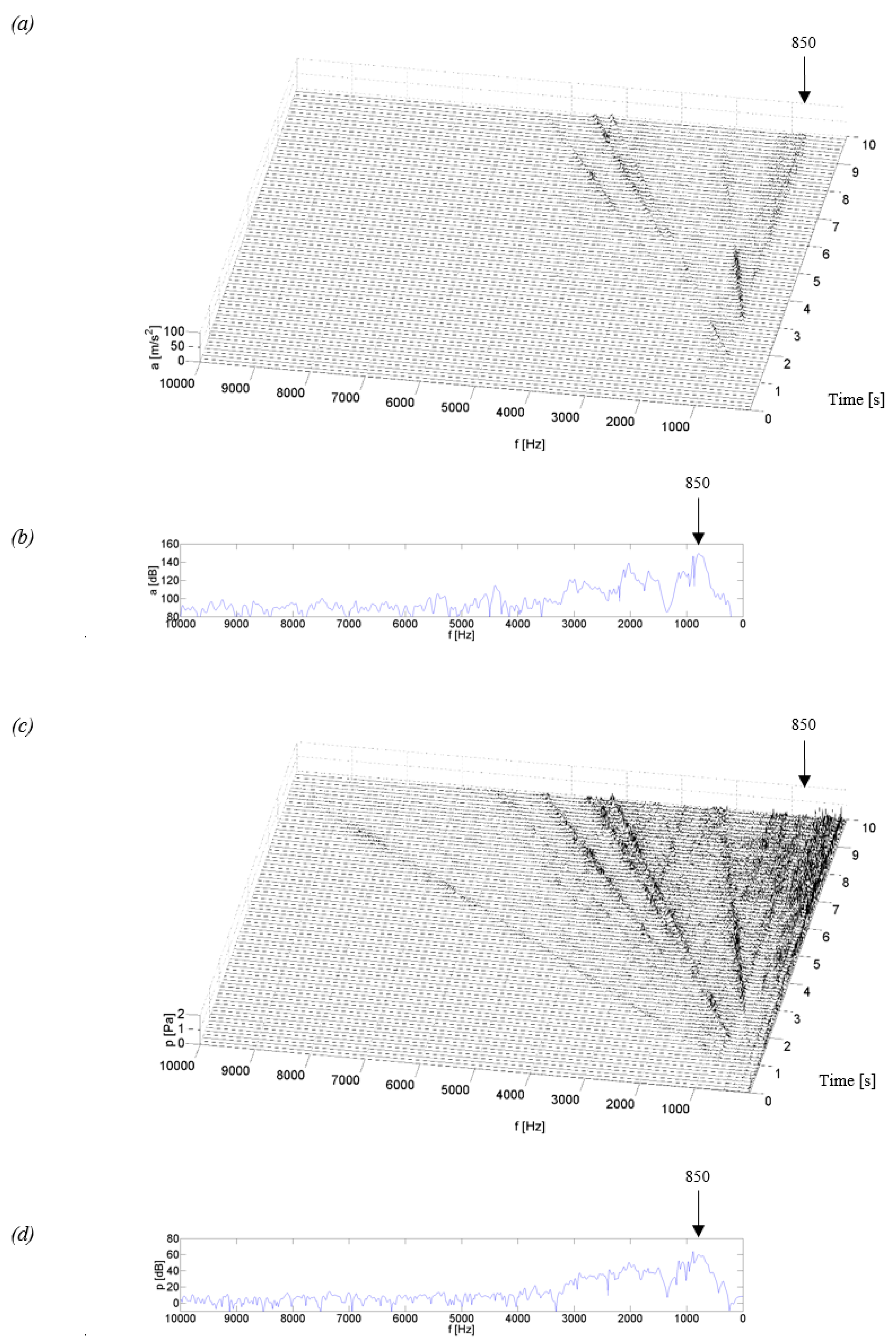
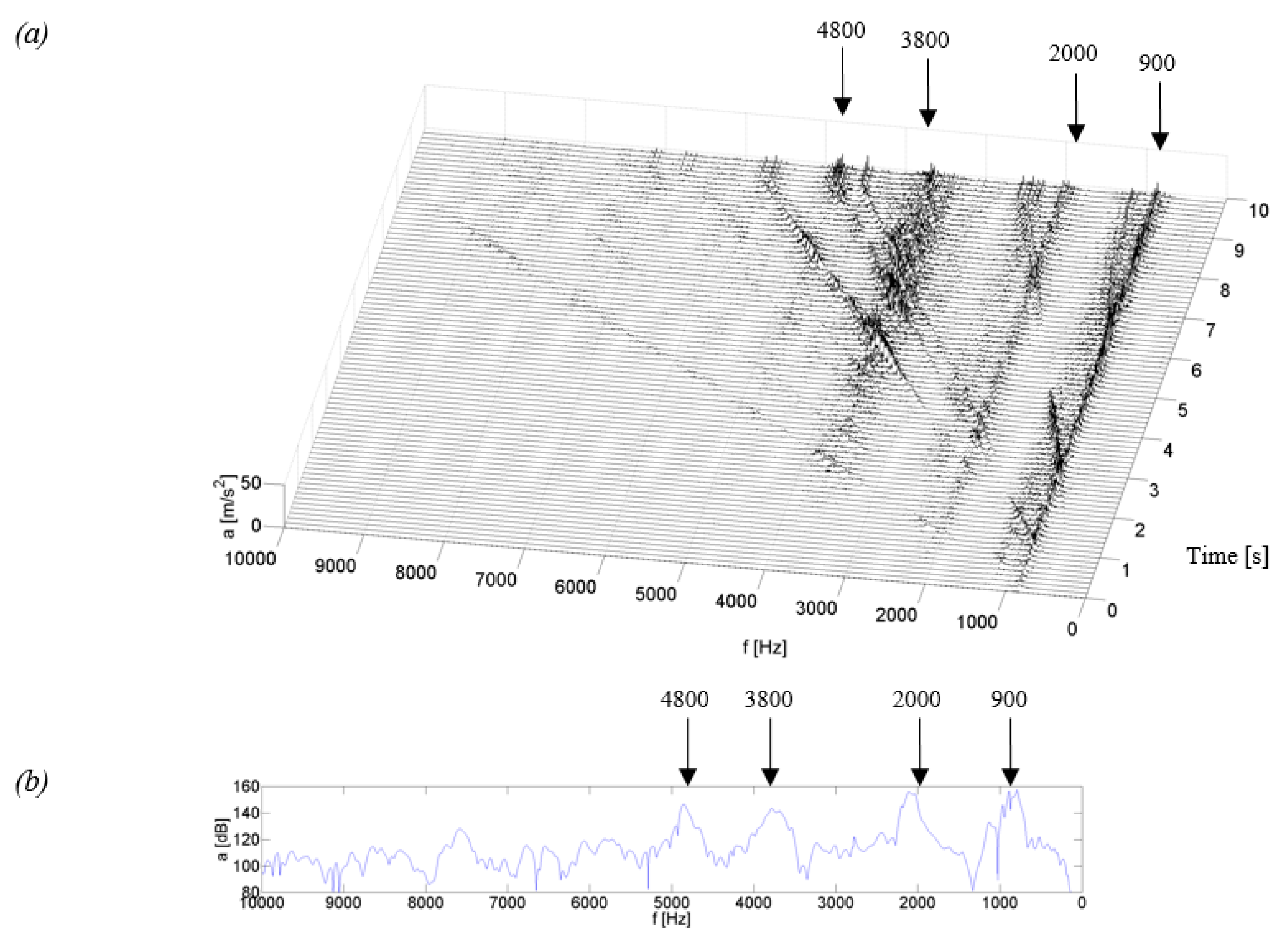
3.1. Identification of the Resonant Structure of Gearbox Housings and Their Vibroactivity Using Start-up Characteristics
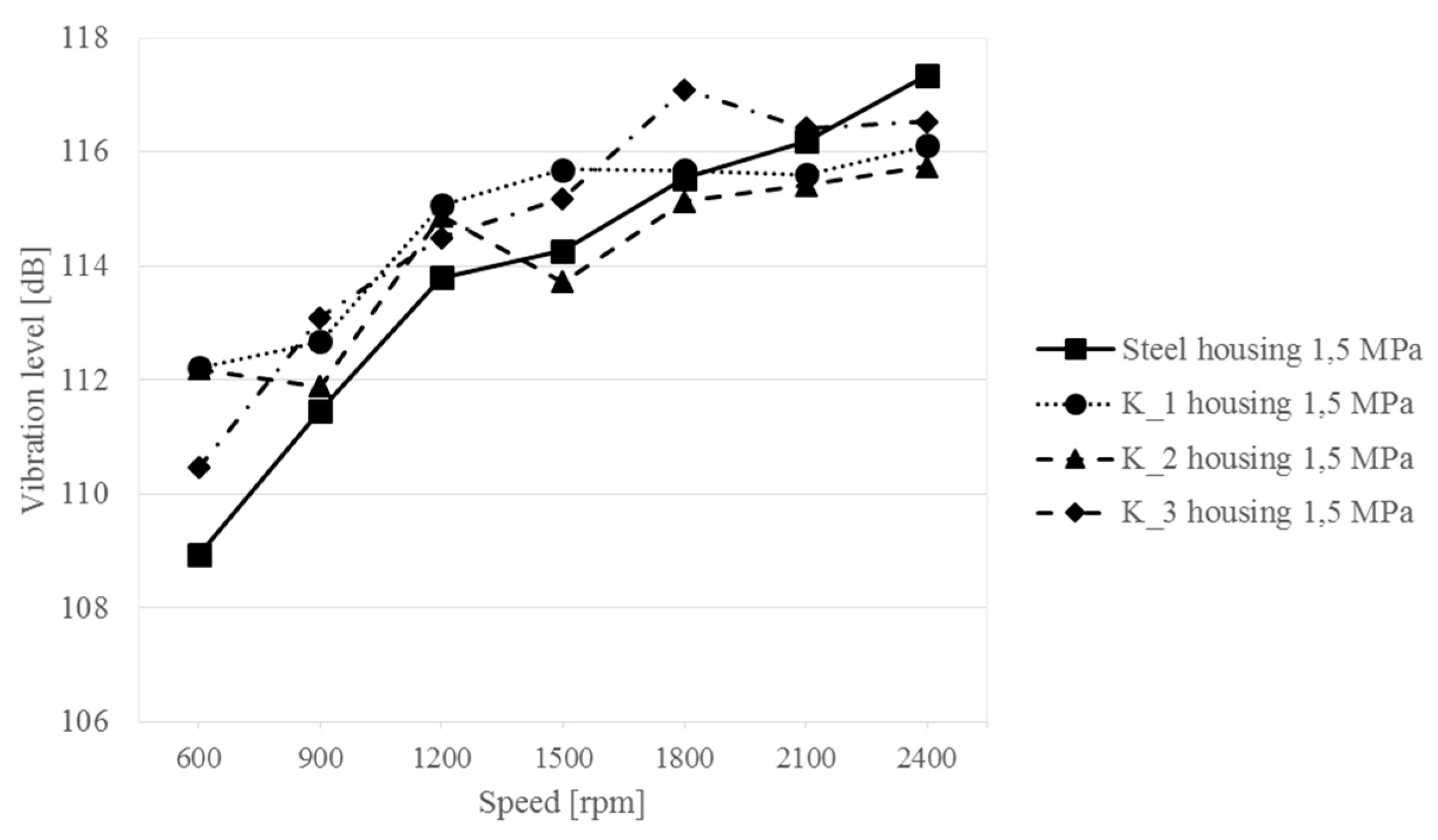
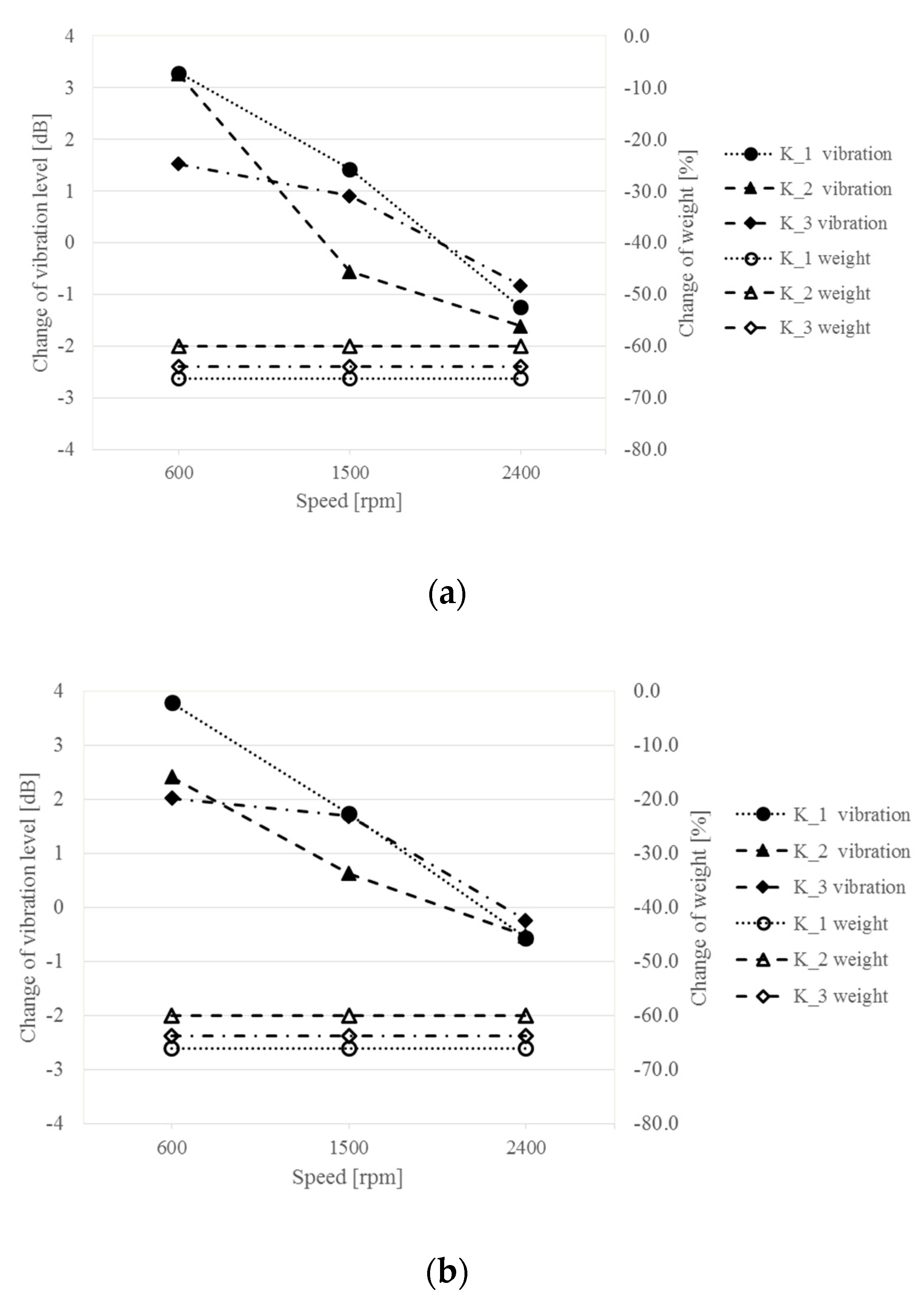
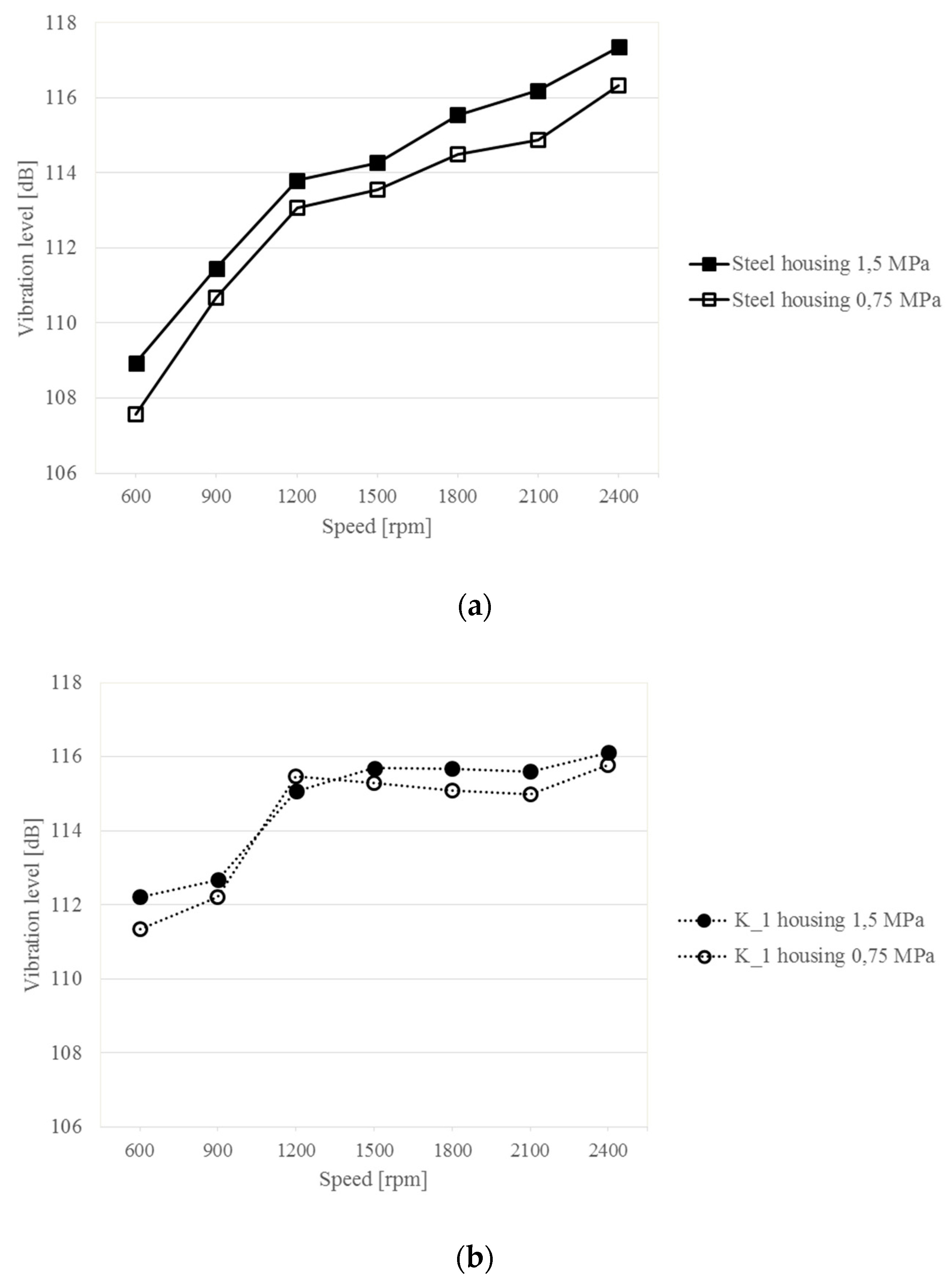
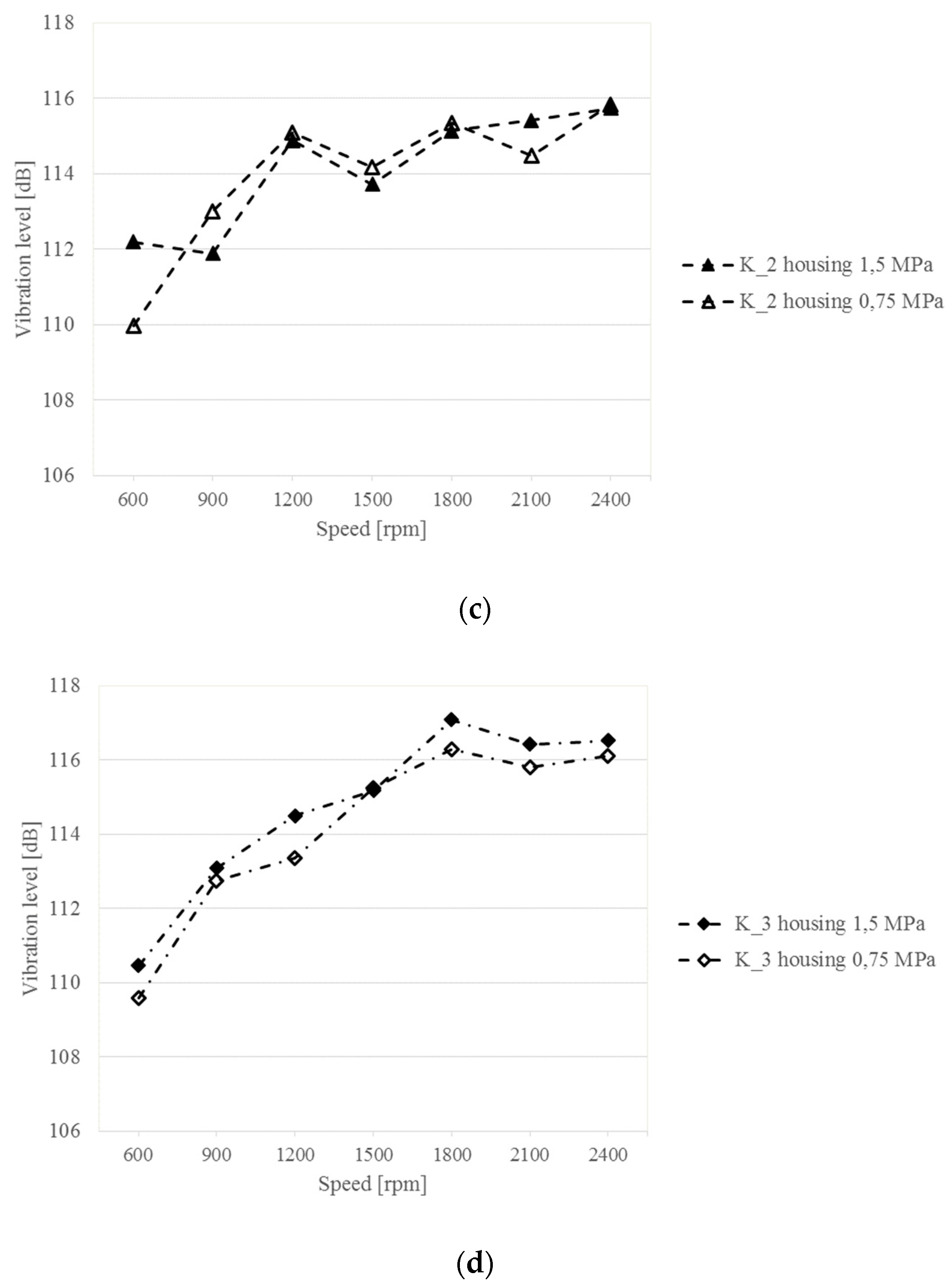
3.2. Analysis of Vibration and Noise of Gearboxes Recorded at Constant and Variable Rotational Speeds and Different Loads of the Gearing
- At a constant speed “n” of:
- ○
- 600, 900, 1200, 1500, 1800, 2100 and 2400 rpm,
- At two unit loads at the gear meshing point “Q” of:
- ○
- 1.5 and 0.75 MPa.
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Madej, H. Minimization of Vibroacoustic Activity of Gear Housing; Wydawnictwo i Zakład Poligrafii Instytutu Technologii Eksploatacji: Radom, Poland, 2003. (In Polish) [Google Scholar]
- Dąbrowski, Z.; Radkowski, S.; Wilk, A. Gear Dynamics. Research and Simulation in Operationally Oriented Design; Wydawnictwo i Zakład Poligrafii Instytutu Technologii Eksploatacji: Radom, Poland, 2000. [Google Scholar]
- Müller, L. Toothed Gears. Projects; WNT: Warszawa, Poland, 1996. [Google Scholar]
- Smith, J.D. Gear Noise and Vibration; CRC Press: New York, NY, USA, 2003. [Google Scholar]
- Tůma, J. Gearbox Noise and Vibration Prediction and Control. Int. J. Acoust. Vib. 2009, 14, 99–108. [Google Scholar] [CrossRef]
- Tůma, J. Transmission and gearbox noise and vibration prediction and control. In Handbook of Noise and Vibration Control; Crocker, M., Ed.; Wiley: New York, NY, USA, 2007; Chapter 88; pp. 1080–1089. [Google Scholar]
- Kwaśny, M.; Skoć, A.; Spałek, J. Machine Construction Basics. Volume 3. Mechanical Gears; PWN: Warszawa, Poland, 2018. [Google Scholar]
- Łączkowski, R. Vibroacoustics of Machines and Devices; WNT: Warszawa, Poland, 1983. [Google Scholar]
- Jaśkiewicz, Z.; Wąsiewski, Z. Przekładnie Walcowe, Projektowanie; WKiŁ: Warszawa, Poland, 1995. (In Polish) [Google Scholar]
- Müller, L. Toothed Gears. Badania; WNT: Warszawa, Poland, 1984. [Google Scholar]
- Cremer, L.; Heckl, M.; Petersson, B.A.T. Structure-Borne Sound. Structural Vibrations and Sound Radiation at Audio Frequencies; Springer: Berlin/Heidelberg, Germany, 2005. [Google Scholar]
- Medvecká-Beňová, S. Deformation and stiffness of spur gear teeth and their influence on gear noise. Sci. J. Sil. Univ. Technol. Ser. Transp. 2015, 89, 101–107. [Google Scholar] [CrossRef]
- Jedlinski, L. A new design of gearboxes with reduced vibration and noise levels. Diagnostyka 2016, 17, 4. [Google Scholar]
- Margielewicz, J.; Gąska, D.; Wojnar, G. Numerical modelling of toothed gear dynamics. Sci. J. Sil. Univ. Technol. Ser. Transp. 2017, 97, 105–115. [Google Scholar] [CrossRef]
- Juzek, M.; Wojnar, G. Analysis of selected solutions and methods to limit the uneven load distribution on the tooth width. Sci. J. Sil. Univ. Technol. Ser. Transp. 2017, 96, 71–79. [Google Scholar] [CrossRef]
- Bonori, G.; Barbieri, M.; Pellicano, F. Optimum profile modifications of spur gears by means of genethics algorithms. J. Sound Vib. 2008, 313, 603–616. [Google Scholar] [CrossRef]
- Peruń, G.; Kozuba, J. Use of simulation and laboratory tests to shape the vibroactivity of toothed gears. Meas. Autom. Monit. 2017, 63, 242–244. [Google Scholar]
- Łazarz, B.; Peruń, G. Wpływ łożyskowania wałów na wibroaktywność przekładni zębatej. Sci. J. Sil. Univ. Technol. Ser. Transp. 2011, 71, 43–48. (In Polish) [Google Scholar]
- Åkerblom, M. Gear Geometry for Reduced and Robust Transmission Error and Gearbox Noise; Trita-MMK: Stockholm, Sweden, 2008. [Google Scholar]
- Jedlinski, L.; Jonak, J. A disassembly-free method for evaluation of spiral bevel gear assembly. Mech. Syst. Signal Proc. 2017, 88, 399–412. [Google Scholar] [CrossRef]
- Medvecká-Beňová, S. Designing pitch curves of non-circular gears. Sci. J. Sil. Univ. Technol. Ser. Transp. 2018, 99, 105–114. [Google Scholar] [CrossRef]
- Margielewicz, J.; Gaska, D.; Litak, G. Modelling of the gear backlash. Nonlinear Dyn. 2019, 97, 355–368. [Google Scholar] [CrossRef]
- Bondarenko, V.A.; Choukarin, A.N. Generation regularities of vibration and noise spectra of the gearboxes of overhead traveling cranes. Akustika 2019, 32, 120–122. [Google Scholar]
- Dybała, J. Diagnosing of rolling-element bearings using amplitude level-based decomposition of machine vibration signal. Measurement 2018, 126, 143–155. [Google Scholar] [CrossRef]
- Galezia, A.; Barczewski, R.; Jakubek, B. Possibilities of faults detection of rolling bearings using energetic descriptors of vibrations signals. Appl. Cond. Monit. 2018, 9, 329–337. [Google Scholar]
- Matusiak-Szaraniec, A.; Wieczorowski, K. Wybrane Zagadnienia Konstrukcyjno-Technologiczne Korpusów Reduktorów Zębatych; Zeszyty Naukowe Politechniki Rzeszowskiej, Mechanika: Rzeszów, Poland, 2008. (In Polish) [Google Scholar]
- Wieczorek, A. Konstrukcyjne Metody Zmniejszania Drgań Mechanicznych Przekładni Zębatych; Bezpieczeństwo Pracy: Warszawa, Poland, 2009. (In Polish) [Google Scholar]
- Wilk, A.; Madej, H.; Figlus, T. Analysis of the possibility to reduce vibroactivity of the gearbox housing. Eksploat. Niezawodn. Maint. Reliab. 2011, 2, 42–49. [Google Scholar]
- Figlus, T.; Wilk, A.; Madej, H. A study of the influence of ribs shape on the gear transmission housing vibroactivity. Transp. Probl. 2010, 5, 64–69. [Google Scholar]
- Zhang, T.; Shi, D.; Zhuang, Z. Research on Vibration and Acoustic Radiation of Planetary Gearbox Housing. In Proceedings of the 43rd International Congress on Noise Control Engineering, Melbourne, Australia, 16–19 November 2014. [Google Scholar]
- Kostnic, S.C.; Ognjanovic, M. The Noise Structure of Gear Transmission Units and the Role of Gearbox Walls. FME Trans. 2007, 35, 105–112. [Google Scholar]
- Zhang, H.; Shi, D.; Wang, Q. Free vibration analysis of the moderately thick laminated composite rectangular plate with multi-points supported boundary conditions. In Proceedings of the 45th International Congress and Exposition of Noise Control Engineering, Hamburg, Germany, 21–24 August 2016. [Google Scholar]
- Åkerblom, M.; Sellgren, U. Gearbox Noise and Vibration: Influence of Bearing Preload; Trita-MMK: Stockholm, Sweden, 2008. [Google Scholar]
- Figlus, T.; Wilk, A. Comparison of the Sound Pressure Measurement and the Speed Measurement of The Gearbox Vibrating Surface. Transp. Probl. 2012, 7, 37–42. [Google Scholar]
- Czech, P. Diagnosis of industrial gearboxes condition by vibration and time-frequency, scale-frequency, frequency-frequency analysis. Metalurgija 2012, 51, 521–524. [Google Scholar]
- Dąbrowski, Z.; Deuszkiewicz, P.; Dziurdź, J. Proposition of the vibroacoustic diagnostic methodology of testing toothed gears of marine drives. J. Mar. Eng. Technol. 2017, 16, 386–391. [Google Scholar] [CrossRef]
- Dąbrowski, Z.; Dziurdź, J. Simultaneous Analysis of Noise and Vibration of Machines in Vibroacoustic Diagnostics. Arch. Acoust. 2016, 41, 783–789. [Google Scholar] [CrossRef][Green Version]
- Dongyang, D.; Jianguo, Y.; Jiongtian, L.; Yingkai, Z. A rule-based intelligent method for fault diagnosis of rotating machinery. Knowl. Based Syst. 2012, 36, 1–8. [Google Scholar] [CrossRef]
- Puškár, M.; Kopas, M.; Puškár, D. Influence analysis of detonations related to output characteristics and to damage level of engine parts in order to eliminate potential risks and ensure reliability of the HCCI technology. Sci. J. Sil. Univ. Technol. Ser. Transport. 2019, 102, 151–163. [Google Scholar]
- Kurnik, W. Niekonwencjonalne Materiały w Diagnostyce i Aktywnej Redukcji Drgań; Wydawnictwo Naukowe Instytutu Technologii Eksploatacji: Radom, Poland, 2008. (In Polish) [Google Scholar]
- Figlus, T.; Kozioł, M. Evaluation of failure progress in glass- and jute-fibre reinforced polymer laminates by analysis of vibration and noise. J. Vibroeng. 2014, 16, 3449–3468. [Google Scholar]
- Bielefeldt, K.; Papacz, W.; Walkowiak, J. Environmentally friendly car plastics in automotive engineering. Part 1. Arch. Automot. Eng. 2011, 2, 5–19. [Google Scholar]
- Boczkowska, A.; Krzesiński, G. Composites and Their Production Techniques; Oficyna Wydawnicza Politechniki Warszawskiej: Warszawa, Poland, 2016. [Google Scholar]
- Buchacz, A.; Baiera, A.; Świder, J. (Eds.) Experimental Synthesis and Analysis of Geometric and Plastic Properties of Selected Structural Elements of Railway Wagons; Wydawnictwo Politechniki Śląskiej: Gliwice, Poland, 2012. [Google Scholar]
- Davies, G. Materials for Automobile Bodies; Elsevier: Burlington, MA, USA, 2003. [Google Scholar]
- Dąbrowski, Z.; Dziurdź, J.; Skórski, W.W. Drgania Masztów Kompozytowych; Wydawnictwo Instytutu Technologii Eksploatacji: Radom, Poland, 2007. (In Polish) [Google Scholar]
- Dobrzański, L.A. Podstawy Nauki o Materiałach i Metaloznawstwo. Materiały Inżynierskie z Podstawami Projektowania Materiałowego; WNT: Warszawa, Poland, 2002. (In Polish) [Google Scholar]
- Kaczmar, J.W. Wytwarzanie, Właściwości i Zastosowanie Elementów z Materiałów Kompozytowych; Oficyna Wydawnicza Politechniki Wrocławskiej: Wrocław, Poland, 2013. (In Polish) [Google Scholar]
- Kłusak, M.; Grygny, S. Zastosowanie Kompozytu z Rdzeniem Korkowym do Kabin i Zabudów Pożarniczych; Modelowanie Inżynierskie: Gliwice, Poland, 2017. (In Polish) [Google Scholar]
- Sikora, J. Katalog Nowych Przegród Warstwowych Przydatnych w Projektowaniu Zabezpieczeń Wibroakustycznych; Wydawnictwo AGH: Kraków, Poland, 2013. (In Polish) [Google Scholar]
- Zadorożny, T.; Żymełka, S.; Holewik, F.; Katunin, A. Optymalny dobór materiałów przy budowie ultralekkiego pojazdu wyścigowego. Modelowanie Inżynierskie 2012, 43, 265–272. (In Polish) [Google Scholar]
- Bellini, C.; Di Cocco, V.; Favaro, G.; Iacoviello, F.; Sorrentino, L. Ductile cast irons: Microstructure influence on the fatigue initiation mechanisms. Fatigue Fract. Eng. Mater. Struct. 2019. [Google Scholar] [CrossRef]
- Iacoviello, F.; Di Cocco, V.; Bellini, C. Fatigue crack propagation and damaging micromechanisms in Ductile Cast Irons. Int. J. Fatigue 2019, 124, 48–54. [Google Scholar] [CrossRef]
- Ashby, M. Materialy Inzynierskie Tom 1 i 2; WNT: Warszawa, Poland, 1995. (In Polish) [Google Scholar]
- Juzun, M. Influence of selected method to estimate composite material elasticity properties on results of finite element analysis. Compos. Theory Pract. 2019, 19, 34–39. [Google Scholar]
- Hyla, I.; Sleziona, J. Kompozyty. Elamenty Mechaniki i Projektowania; Wydawnictwo Politechniki Slaskiej: Gliwice, Poland, 2004. (In Polish) [Google Scholar]
- Yang, R.B.; Mal, A.K. Multiple scattering of elastic waves in a fiber-reinforced composite. J. Mech. Phys. Solids 1994, 42, 1945–1968. [Google Scholar] [CrossRef]
- Bose, S.K.; Mal, A.K. Elastic waves in a fiber-reinforced composite. J. Mech. Phys. Solids 1974, 22, 217–229. [Google Scholar] [CrossRef]
- Figlus, T.; Kozioł, M.; Kuczyński, Ł. Impact of Application of Selected Composite Materials on the Weight and Vibroactivity of the Upper Gearbox Housing. Materials 2019, 12, 2517. [Google Scholar] [CrossRef] [PubMed]
- Figlus, T.; Koziol, M. Diagnosis of early-stage damage to polymer—Glass fibre composites using non-contact measurement of vibration signals. J. Mech. Sci. Technol. 2016, 30, 3567–3576. [Google Scholar] [CrossRef]
- Koziol, M.; Figlus, T. Evaluation of the Failure Progress in the Static Bending of GFRP Laminates Reinforced with a Classic Plain-Woven Fabric and a 3D Fabric, by Means of the Vibrations Analysis. Polym. Compos. 2017, 38, 1070–1085. [Google Scholar] [CrossRef]
- Crupi, V.; Guglielmino, E.; Scappaticci, L.; Risitano, G. Fatigue assessment by energy approach during tensile and fatigue tests on PPGF35. Procedia Struct. Integr. 2017, 3, 424–431. [Google Scholar] [CrossRef]
- Koziol, M. Evaluation of classic and 3D glass fiber reinforced polymer laminates through circular support drop weight tests. Compos. Part B 2019, 168, 561–571. [Google Scholar] [CrossRef]
- Ryzinska, G.; Gieleta, R. Experimental studies on impact of CFRP tubes structure on amount of absorbed energy under dynamic conditions. Compos. Theory Pract. 2018, 18, 196–201. [Google Scholar]
- Majerski, K.; Surowska, B.; Bienias, J. The comparison of effects of hygrothermal conditioning on mechanical properties of fibre metal laminates and fibre reinforced polymers. Compos. Part B 2018, 142, 108–116. [Google Scholar] [CrossRef]
- Koziol, M.; Toron, B.; Szperlich, P.; Jesionek, M. Fabrication of a piezoelectric strain sensor based on SbSI nanowires as a structural element of a FRP laminate. Compos. Part B 2019, 157, 58–65. [Google Scholar] [CrossRef]
- Smoleń, J.; Cyganek, A.; Koziol, M. Manufacture of transmission housing by contact layer technique using vacuum bag. Compos. Theory Pract. 2019, 19, 18–22. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number of pinion teeth z1 (-) | 38 |  |
| Number of wheel teeth z2 (-) | 60 | |
| Normal module mn (mm) | 1.75 | |
| Normal pressure angle αon (°) | 20 | |
| Helix angle β (°) | 15 | |
| Distance between the centers of two gears aw (mm) | 91.5 | |
| Transverse contact ratio εα | 1.4 | |
| Face contact ratio εβ | 2.636 | |
| Total contact ratio εC | 4 | |
| Coefficient of pinion addendum modification x1 | 0.794 | |
| Coefficient of wheel addendum modification x2 | 0.795 | |
| Face width bw (mm) | 56 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Figlus, T.; Kozioł, M.; Kuczyński, Ł. The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials. Sensors 2019, 19, 4240. https://doi.org/10.3390/s19194240
Figlus T, Kozioł M, Kuczyński Ł. The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials. Sensors. 2019; 19(19):4240. https://doi.org/10.3390/s19194240
Chicago/Turabian StyleFiglus, Tomasz, Mateusz Kozioł, and Łukasz Kuczyński. 2019. "The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials" Sensors 19, no. 19: 4240. https://doi.org/10.3390/s19194240
APA StyleFiglus, T., Kozioł, M., & Kuczyński, Ł. (2019). The Effect of Selected Operational Factors on the Vibroactivity of Upper Gearbox Housings Made of Composite Materials. Sensors, 19(19), 4240. https://doi.org/10.3390/s19194240