Sensor Systems for FRP Lightweight Structures: Automotive Features Based on Serial Sensor Products


Abstract
1. Introduction
2. Structure Integrated Sensors
2.1. Current State of Research
2.2. Sensor Integration: Concept
2.3. Sensor Integration: Practical
2.4. Technology Application: Validation
3. Condition Monitoring: Methods and Materials
3.1. Methodology
3.2. Signal Analysis
3.3. Demonstrator
3.4. Simulation
Modal Analysis
3.5. Experiments
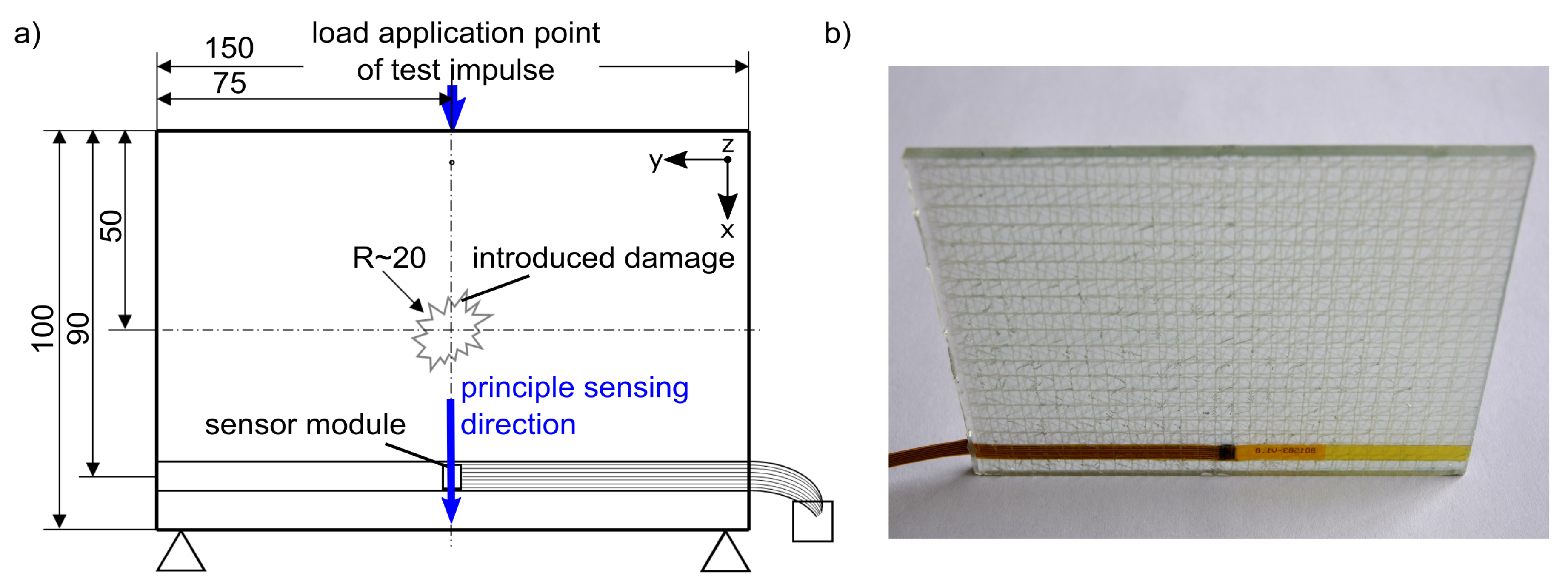
3.5.1. Test Set-Up
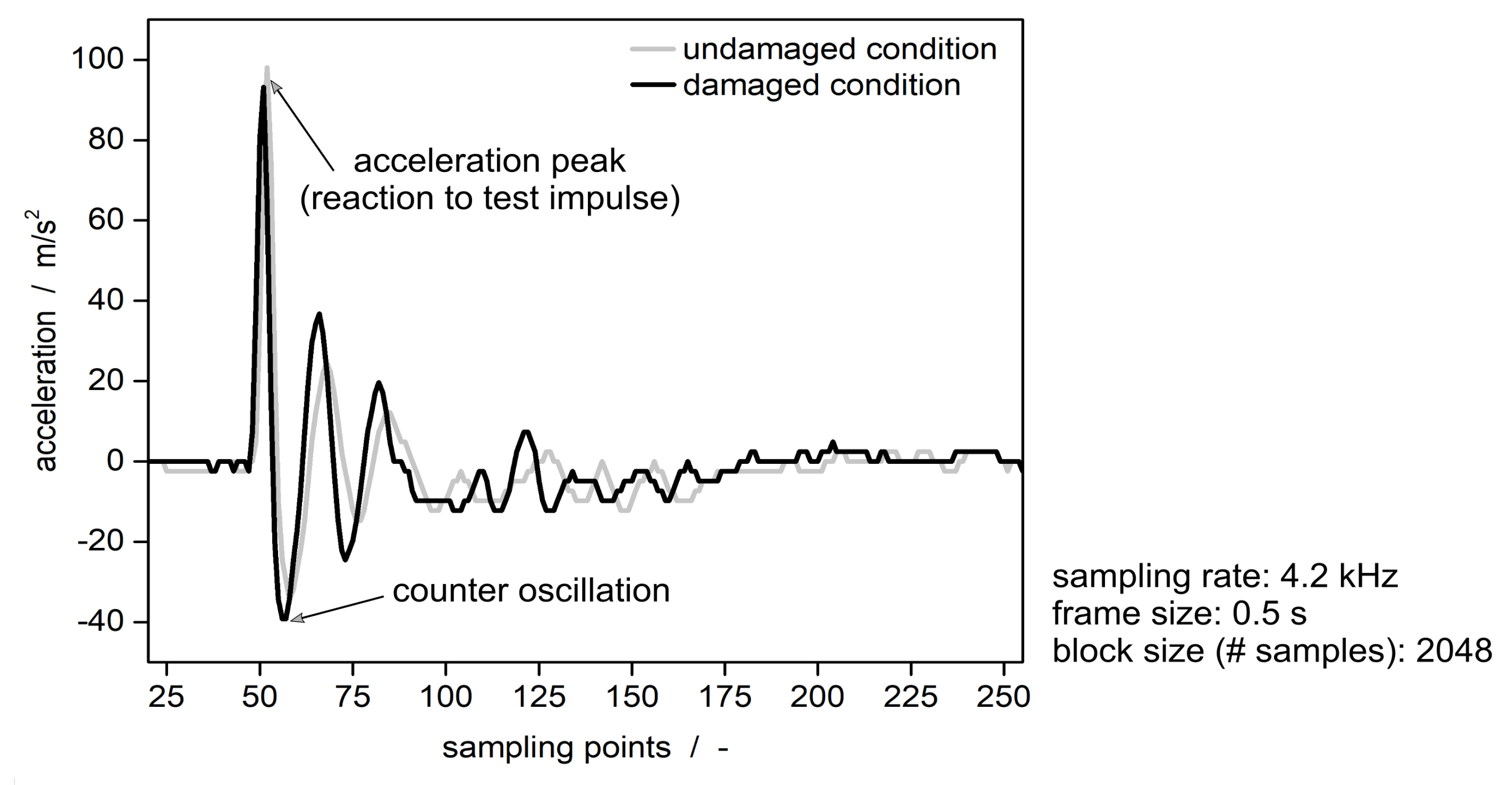
3.5.2. Measurements
4. Results
Analysis Results
5. Discussion
6. Conclusions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| DFT | Discrete fourier transformation |
| FEM | Finite element method |
| FFT | Fast fourier transformation |
| FRP | Fiber reinforced polymer |
| GFRP | Glas fiber reinforced polymer |
| LGA | Land grid array |
| MEMS | Micro electro mechanical system |
| PSI5 | Peripheral sensor interface 5 |
| RTM | Resin transfer molding |
| SHM | Structural health monitoring |
| SPI | Serial peripheral interface |
References
- Monner, H.P.; Rose, M. Adaptive, Tolerant and Efficient Composite Structures; Research Topics in Aerospace. Autonomous Composite Structures; Wiedemann, M., Sinapius, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 375–380. [Google Scholar]
- Thursby, G.; Sorazu, B.; Dong, F.; Betz, D.C.; Culshaw, B. Damage Detection in Structural Materials using a Polarimetric Fibre Optic Sensor. Proc. SPIE 2003, 5050, 287–295. [Google Scholar]
- Schubert, K.J.; Herrmann, A.S. On attenuation and measurement of lamb waves in viscoelastic composites. Compos. Struct. 2011, 94, 177–185. [Google Scholar] [CrossRef]
- Winkler, A.; Modler, N.; Dannemann, M.; Starke, E.; Holeczek, K. Aktive faserverstärkte Thermoplastverbunde mit materialhomogenen integrierten Piezokeramikmodulen, ein Ausblick. In Smarte Strukturen und Systeme, Proceedings of the Tagungsband des 4SMARTS-Symposiums, 6–7 April 2016, Darmstadt, Germany; Wiedemann, M., Ed.; DeGruyter: Berlin, Germany, 2016; pp. 172–181. [Google Scholar]
- Boehme, B.; Roellig, M.; Lautenschlaeger, G.; Franke, M.; Schulz, J.; Wolter, K.-J. Strukturintegrierte Ultraschallsensorik und -elektronik in CFK-Baugruppen für die Zustandsüberwachung. PLUS 2013, 10, 848–855. [Google Scholar]
- Sodano, H.A.; Park, G.; Inman, D.J. An Investigation into the performance of macro-fiber ccomposite for sensing and structural vibration applications. Mech. Syst. Signal Process. 2004, 18, 683–697. [Google Scholar] [CrossRef]
- Herszberg, I.; Bannister, M.K.; Li, H.C.H.; Thomson, R.S.; White, C. Structural Health Monitoring For Advanced Composite Structures. In Proceedings of the Sixteenth International Conference on Composite Materials (ICCM 16), Kyoto, Japan, 8–13 July 2007; ICCM-16 Local Organizing Committee: Kyoto, Japan, 2007. [Google Scholar]
- Wevers, M.; Rippert, L.; Van Huffel, S. Optical fibres for in-situ monitoring the damage development in composites. In Proceedings of the 15th World Conference on Nondestructive Testing, Roma, Italy, 15–21 October 2000; pp. 41–50. [Google Scholar]
- Huang, Y.; Nemat-Nasser, S. Structural Integrity of Composite Laminates with Embedded Microsensors. In Sensor Systems and Networks: Phenomena, Technology and Applications for NDE and Health Monitoring; Peters, K.J., Ed.; SPIE: Bellingham, WA, USA, 2007; Volume 6530. [Google Scholar]
- Schueller, M.; Lipowski, M.; Grossmann, T.; Troltzsch, J.; Geßner, T.; Kroll, L. Integration von Mikro- und Nanosystemen in Hybride Strukturen. In Smarte Strukturen und Systeme, Proceedings of the Tagungsband des 4SMARTS-Symposiums, 6–7 April 2016, Darmstadt, Germany; Wiedemann, M., Ed.; DeGruyter: Berlin, Germany, 2016; pp. 161–171. [Google Scholar]
- Torres, A.M.; Crouzeix, L.; Collombet, F.; Douchin, B.; Grunevald, Y.-H. Mechanical Charaterization of an Alternative Technique to Embed Sensors in Composite Sructures: The Monitoring Patch. Appl. Compos. Mater. 2010, 19, 379–391. [Google Scholar] [CrossRef]
- Lang, W.; Boll, D.; Schotzko, T. Functional Scale Integration. Embedding Sensors in Materials for Structural Health Monitoring. In Proceedings of the 6th European Workshop on Structrual Health Monitoring, Dresden, Germany, 3–6 July 2012. [Google Scholar]
- Nestler, D.; Jung, H.; Trautmann, M.; Wagner, G. Schichtverbunde der Zukunft: Funktionaliserte hybride Laminate auf Thermoplastbasis. LWD 2015, 4, 20–25. [Google Scholar]
- Nestler, D.; Karapepas, C. Beitrag für Carbon Composite e.V.. Sensorintegration in Thermoplastbasierte Hybride Laminate. Artefaktfreie in-line Integration von Intelligenten SHM-Komponenten; Bundesexzellenzcluster MERGE TU Chemnitz: Chemnitz, Germany, 2016. [Google Scholar]
- Ebert, F.; Seider, T.; Illing-Günther, H.; Nendel, K.; Martin, J.; Otto, T.; Gessner, T.; Nestler, D.; Wagner, G. Integration of humidity sensors into fibre-reinforced thermoplastic composites. Procedia Technol. 2016, 26, 207–213. [Google Scholar] [CrossRef]
- Ullmann, F.; Decker, R.; Graf, A.; Krausel, V.; Heinrich, M.; Hardt, W.; Kroll, L.; Landgrebe, D. Continuous Manufacturing of Piezoceramic Hybrid Laminates for Functionalised Formed Structural Components. Technologies for Lightweight Structures (TLS) 2017, 1. Available online: https://www.lightweight-structures.de/issue/view/11 (accessed on 27 June 2019).
- Kloepfer, J. Entwicklung eines Load-Monitoring-Systems für Sportgeräte. Fraunhofer-Allianz Adaptronik. 2013. Available online: https://www.adaptronik.fraunhofer.de/de/appl1/sport/monit/paddel.html (accessed on 5 May 2019).
- Graeber, J.; Kruse, J.; Spratter, J.; Schonhoff, S. Chassis Part Consisting of Fiber-Reinforced Plastics, Equipped with an Integrated Sensor. U.S. Patent US7083199 B2, 1 August 2006. [Google Scholar]
- Maron, B.; Weck, D.; Filippatos, A.; Hohne, R.; Krahl, M.; Kostka, P.; Langkamp, A.; Modler, N. Die vernetzte Karosserie: Funktionsintegrativer Leichtbau mit Hybridgarn-Textil-Thermoplast-Vebunden. Kunststoffe 2016, 3, 46–49. [Google Scholar]
- Christof, H.; Klein, L.; Frank, E.; Giebel, E.; Kueppers, S.; Mueller, L.; Bahroun, K.; Buchmeiser, M.; Gresser, G.T.; Middendorf, P. Integrated Sensors for Structural Health and Crash Monitoring in Carbon Fiber Reinforced Polymers. In Proceedings of the 2nd International Merge Technologies Conference, IMTC 2015 Lightweight Structures, Chemnitz, Germany, 1–2 October 2015; Kroll, L., Ed.; Verlag Wissenschaftliche Scripten: Auerbach, Germany, 2015; pp. 211–2018. [Google Scholar]
- Horoschenkoff, A. Carbonfaser: Sensorelement für funktionelle Faserverbundwerkstoffe. LWD 2014, 2, 28–33. [Google Scholar] [CrossRef]
- Anike, J.C.; Belay, K.; Abot, J.L. Piezoresistive response of carbon nanotube yarns under tension: Parametric effects and phenomenology. New Carbon Mater. 2018, 33, 140–154. [Google Scholar] [CrossRef]
- Abot, J.L.; Góngora-Rubio, M.R.; Anike, J.C.; Kiyono, C.Y.; Mello, L.A.M.; Cardoso, V.F.; Rosa, R.L.S.; Kuebler, D.A.; Brodeur, G.E.; Alotaibi, A.H.; et al. Foil Strain Gauges Using Piezoresistive Carbon Nanotube Yarn: Fabrication and Calibration. Sensors 2018, 18, 464. [Google Scholar] [CrossRef] [PubMed]
- Ghoshal, A.; Ayers, J.; Gurvich, M.; Urban, M.; Bordick, N. Experimental Investigation in Embedded Sensing for Structural Health Monitoring of Composite Components in Aerospace Vehicles. In Proceedings of the ASME 2012 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, Stone Mountain, GA, USA, 19–21 September 2012; Volume 1, pp. 845–854. [Google Scholar]
- Murukeshan, V.M.; Chan, P.Y.; Ong, L.S.; Seah, L.K. Cure Monitoring of smart composites using Fiber Bragg Grating based embedded sensors. Sens. Actuators 2000, 79, 153–161. [Google Scholar] [CrossRef]
- Lu, S.; Chen, D.; Wang, X.; Xiong, X.; Ma, K.; Zhang, L.; Meng, Q. Monitoring the manufacturing process of glass fiber reinforced composites with carbon nanotube buckypaper sensors. Polym. Test. 2016, 52, 79–84. [Google Scholar] [CrossRef]
- Weder, A.; Geller, S.; Heinig, A.; Tyczynski, T.; Hufenbach, W.; Fischer, W.-J. A novel technology for the high-volume production of intelligent composite structures with integrated piezoceramic sensors and electronic components. Sens. Actuators A Phys. 2013, 202, 106–110. [Google Scholar] [CrossRef]
- Chang, F.-K. From Smart Sensing to Multifunctional Materials: Are we ready for the challenges? In Proceedings of the 19th International Conference on Composite Materials (ICCM 19), Montreal, QC, Canada, 28 July–2 August 2013. [Google Scholar]
- Inaudi, D.; Glisic, B. Integration of distributed strain and temperature sensors in composite coiled tubing. In Proceedings of the SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring, San Diego, CA, USA, 30 March 2006; SPE Library: Bethel, NY, USA, 2006. [Google Scholar]
- Konstantopoulos, S.; Fauster, E.; Schledjewski, R. Monitoring the production of FRP composites: A review of in-line sensing methods. eXPRESS Polym. Lett. 2014, 8, 823–840. [Google Scholar] [CrossRef]
- Moghaddam, M.K.; Breede, A.; Brauner, C.; Lang, W. Embedding Piezoresistive Pressure Sensors to Obtain Online Pressure Profiles Inside Fiber Composite Laminates. Sensors 2015, 15, 7499–7511. [Google Scholar] [CrossRef]
- Tuncol, G.; Danisman, M.; Kaynar, A.; Sozer, E.M. Constraints on monitoring resin flow in the resin transfer molding (RTM) process by using thermocouple sensors. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1363–1386. [Google Scholar] [CrossRef]
- Buggy, S.J.; Chehura, E.; James, S.W.J.; Tatam, R.P. Optical Fibre Grating Refractometers for Resin Cure Monitoring. J. Opt. A Pure Appl. Opt. 2007, 9, 60–66. [Google Scholar] [CrossRef]
- Moghaddam, M.K.; Breede, A.; Chaloupka, A.; Boedecker, A.; Habben, C.; Meyer, E.-M.; Brauner, C.; Lang, W. Design, fabrication and embedding of microscale interdigital sensors for real-time cure monitoring during composite manufacturing. Sens. Actuators A Phys. 2015, 243, 123–133. [Google Scholar] [CrossRef]
- Jung, K.; Kang, T.J. Cure Monitoring and Internal Strain Measurement of 3-D Hybrid Braided Composites using Fiber Bragg Grating Sensors. J. Compos. Mater. 2007, 41, 1499–1519. [Google Scholar] [CrossRef]
- Schmachtenberg, E.; Schulte zur Heide, J.; Töpker, J. Application of ultrasonics for the process control of Resin Transfer Moulding (RTM). Polym. Test. 2004, 24, 330–338. [Google Scholar] [CrossRef]
- Sampath, U.; Kim, H.; Kim, D.-G.; Kim, Y.-C.; Song, M. In-Situ Cure Monitoring of Wind Turbine Blades by Using Fiber Bragg Grating Sensors and Fresnel Reflection Measurement. Sensors 2015, 15, 18229–18238. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, J.; Opitz, M.; Liebers, N. Evaluation and calibration of tool independent cure monitoring systems for epoxy resins. In Proceedings of the 10th International Conference on Composite Science and Technology (ICCST/10), Lisbon, Portugal, 2–4 September 2015. [Google Scholar]
- Klein, L.; Middendorf, P. Designte Sensorfunktionalität im Automobilleichtbau mit Faserverbundkunststoff (eine Systembetrachtung). In Smarte Strukturen und Systeme, Proceedings of the Tagungsband des 4SMARTS- Symposiums, 6–7 April 2016, Darmstadt, Germany; Wiedemann, M., Ed.; DeGruyter: Berlin, Germany, 2016; pp. 194–210. [Google Scholar]
- Klein, L.; Middendorf, P. Novel Integration Concepts for Automotive Sensors in Composite Structures. In ANTEC Orlando 2015; SPE Library: Bethel, NY, USA, 2015. [Google Scholar]
- Klein, L.; Middendorf, P. Functionalized Lightweight Parts: Application of LCM for the Integration of Automotive Sensors in CFRP Structures. In PPS Graz 2015; AIP Publishing LCC: Melville, NY, USA, 2015. [Google Scholar]
- Huening, F. (Ed.) Sensoren und Sensorschnittstellen; DeGruyter: Berlin, Germany, 2016. [Google Scholar]
- Reif, K. (Ed.) Automobilelektronik. Eine Einführung für Ingenieure; Vieweg und Teubner: Wiesbaden, Germany, 2007. [Google Scholar]
- Klein, L.; Kugler, A.; Schoenfeld, D. Method for Arranging a Number of Micromechanical Acceleration Sensors on or in a Plastic Component, and cOrresponding Plastic Component. WO 2018 069066 A1, 19 April 2018. [Google Scholar]
- Klein, L. Verfahren zur Herstellung eines Faserverbundbauteils und Faserverbundbauteil. DE 10 2018 221 009.8, 5 December 2018. [Google Scholar]
- Klein, L.; Middendorf, P. Automobilsensoren: Eigenschaften einer Sensorintegration mittels Liquid Composite Molding. In Technomer 2015 TU Chemnitz; TU Chemnitz: Chemnitz, Germany, 2015. [Google Scholar]
- Berthelot, J.-M. (Ed.) Mechanics of Composite Materials and Structures, 3rd ed.; Vallouise, France, 2015; Available online: www.compomechaclimb.com (accessed on 27 June 2019).
- Klein, L. Verfahren zur Prüfung eines Faserverbundbauteils, Vorrichtung, Computerprogramm und maschinenlesbares Speichermedium. DE 10 2018 221 016.0, 5 December 2018. [Google Scholar]
- Klein, L. Herstellungsverfahren für ein Faserverbundbauteil, Faserverbundbauteil, Prüfverfahren für ein Faserverbundbauteil, Computerprogramm, maschinenlesbares Speichermedium und Vorrichtung. DE 10 2018 221 010.1, 5 December 2018. [Google Scholar]
- Klein, L. Faserverbundbauteil, Verwendung des Faserverbundbauteils, diverse Verfahren. DE 10 2018 221 012.8, 5 December 2018. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition of Demonstrator | Frequency [Hz] | Magnitude [m/s] |
|---|---|---|
| undamaged | 257 (2.5) | 680 (19.7) |
| damaged | 245 (10.6) | 646 (30.6) |
| related delta | −0.04 (0.03) | −0.03 (0.03) |
| Condition of Demonstrator | Frequency [Hz] | Magnitude [m/s] |
|---|---|---|
| undamaged | 305 (5.5) | 535 (10.5) |
| damaged | 308 (9.5) | 627 (25.9) |
| related delta | 0 (0.02) | 0.17 (0.03) |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Klein, L. Sensor Systems for FRP Lightweight Structures: Automotive Features Based on Serial Sensor Products. Sensors 2019, 19, 3088. https://doi.org/10.3390/s19143088
Klein L. Sensor Systems for FRP Lightweight Structures: Automotive Features Based on Serial Sensor Products. Sensors. 2019; 19(14):3088. https://doi.org/10.3390/s19143088
Chicago/Turabian StyleKlein, Linda. 2019. "Sensor Systems for FRP Lightweight Structures: Automotive Features Based on Serial Sensor Products" Sensors 19, no. 14: 3088. https://doi.org/10.3390/s19143088
APA StyleKlein, L. (2019). Sensor Systems for FRP Lightweight Structures: Automotive Features Based on Serial Sensor Products. Sensors, 19(14), 3088. https://doi.org/10.3390/s19143088