Tunable Fabry-Perot Interferometer Designed for Far-Infrared Wavelength by Utilizing Electromagnetic Force

Abstract
:1. Introduction
2. Experimental Details
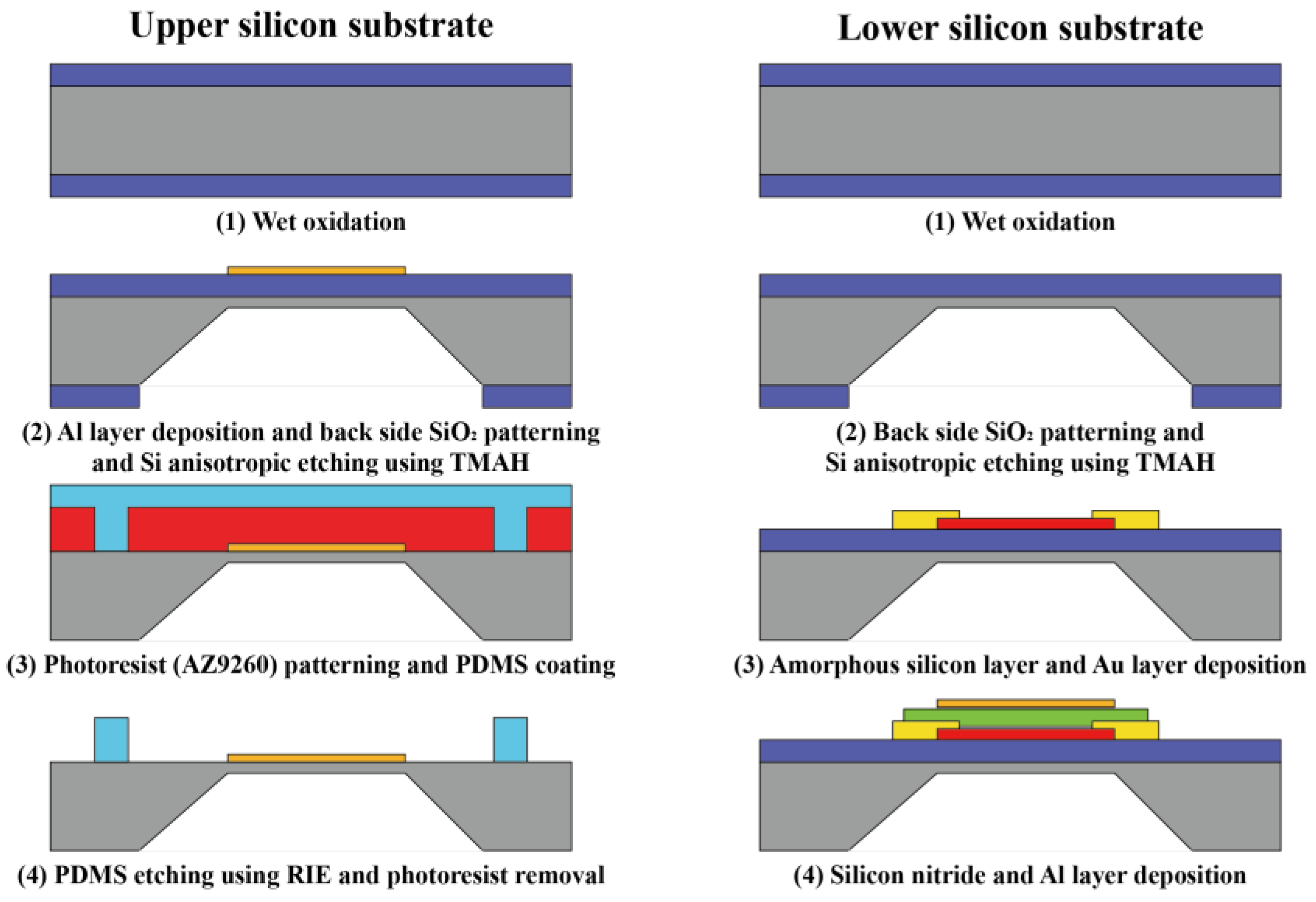
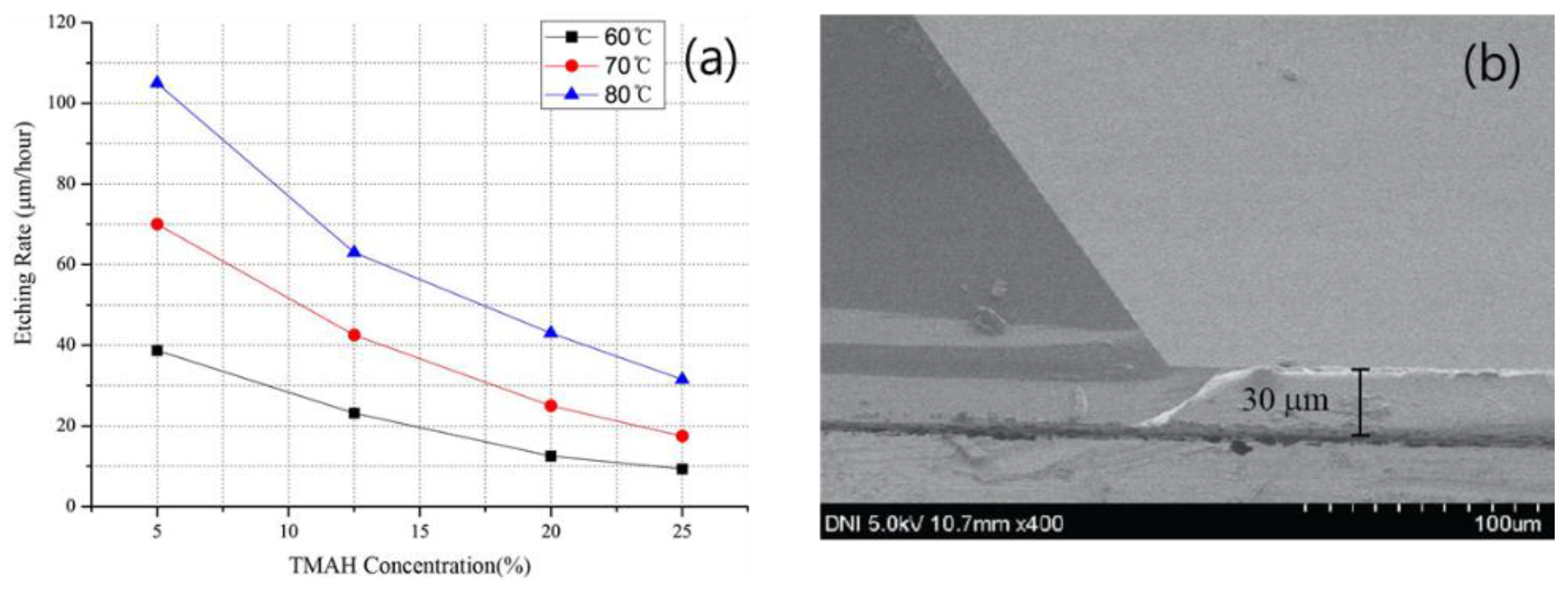
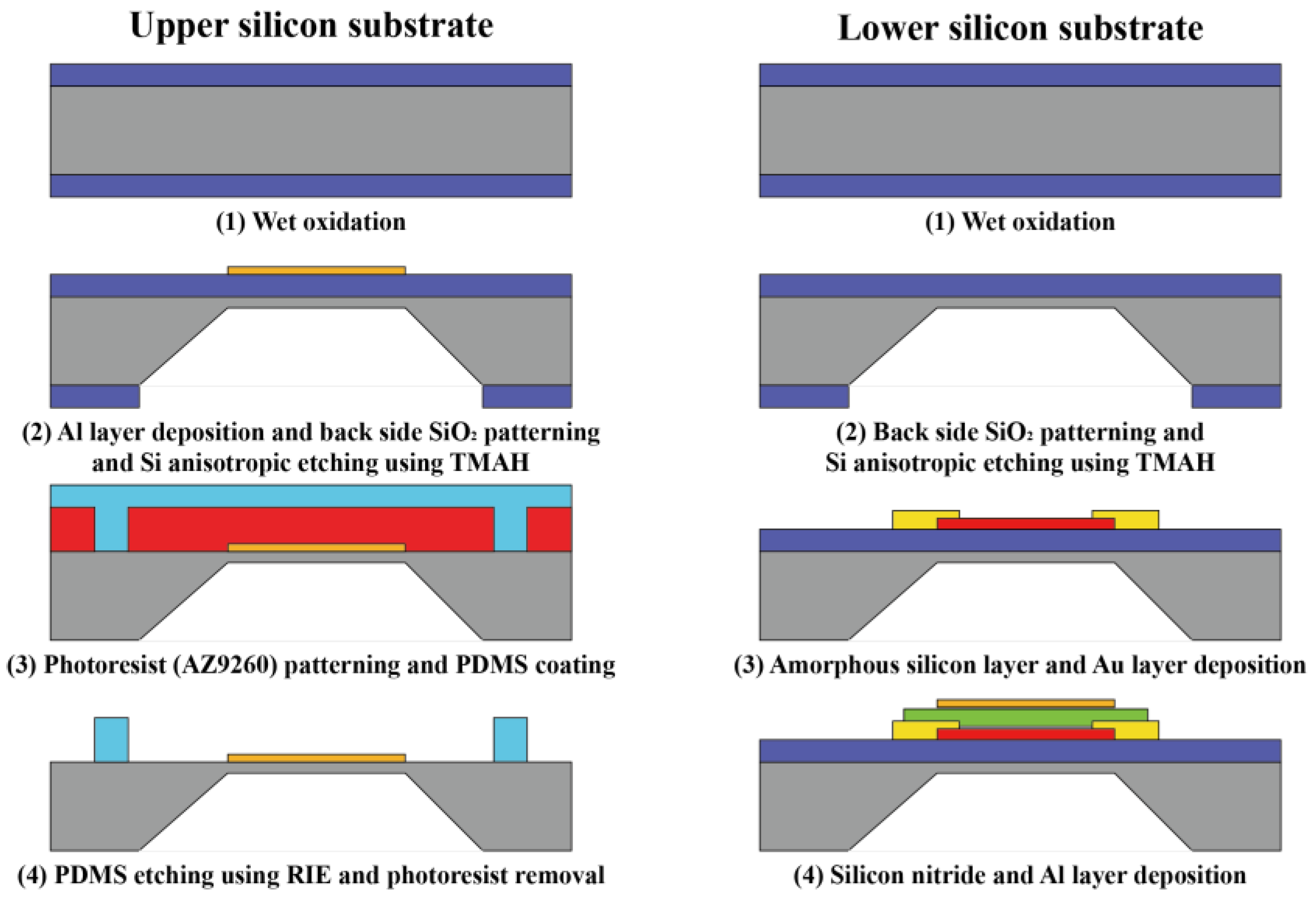
2.1. Fabrication of TFPI
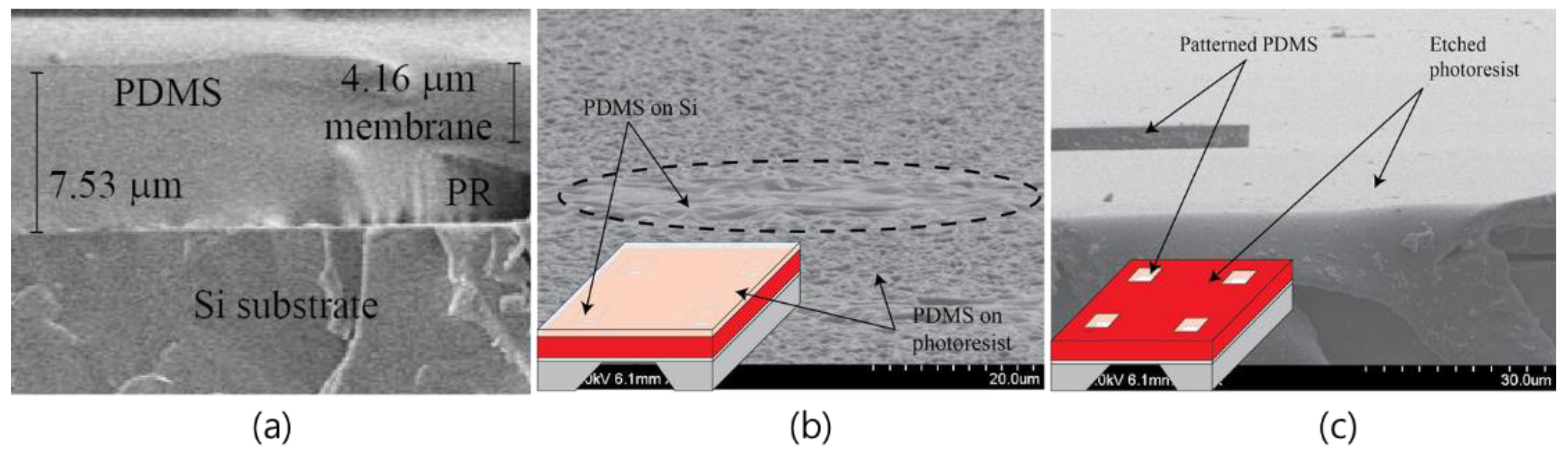
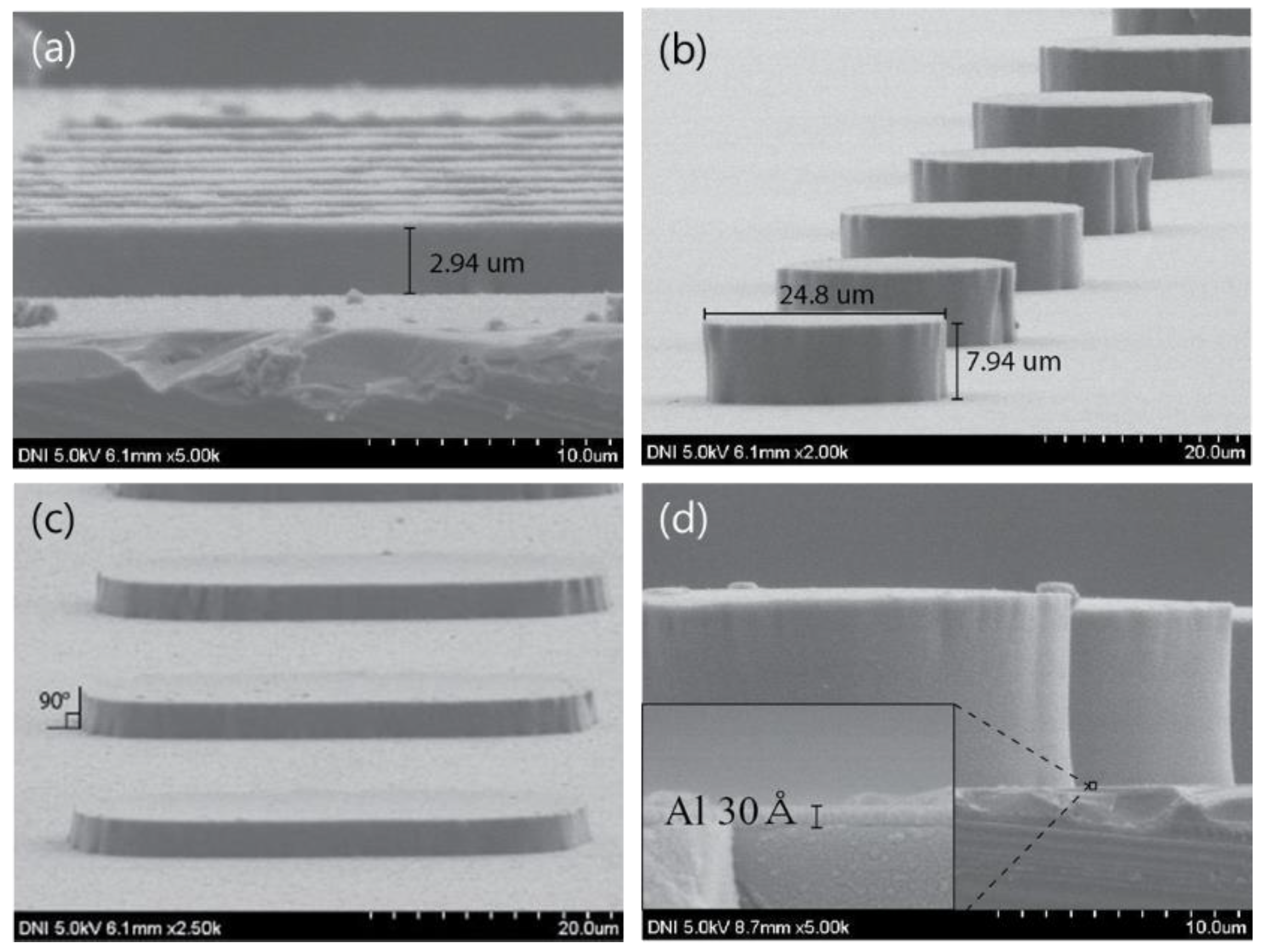
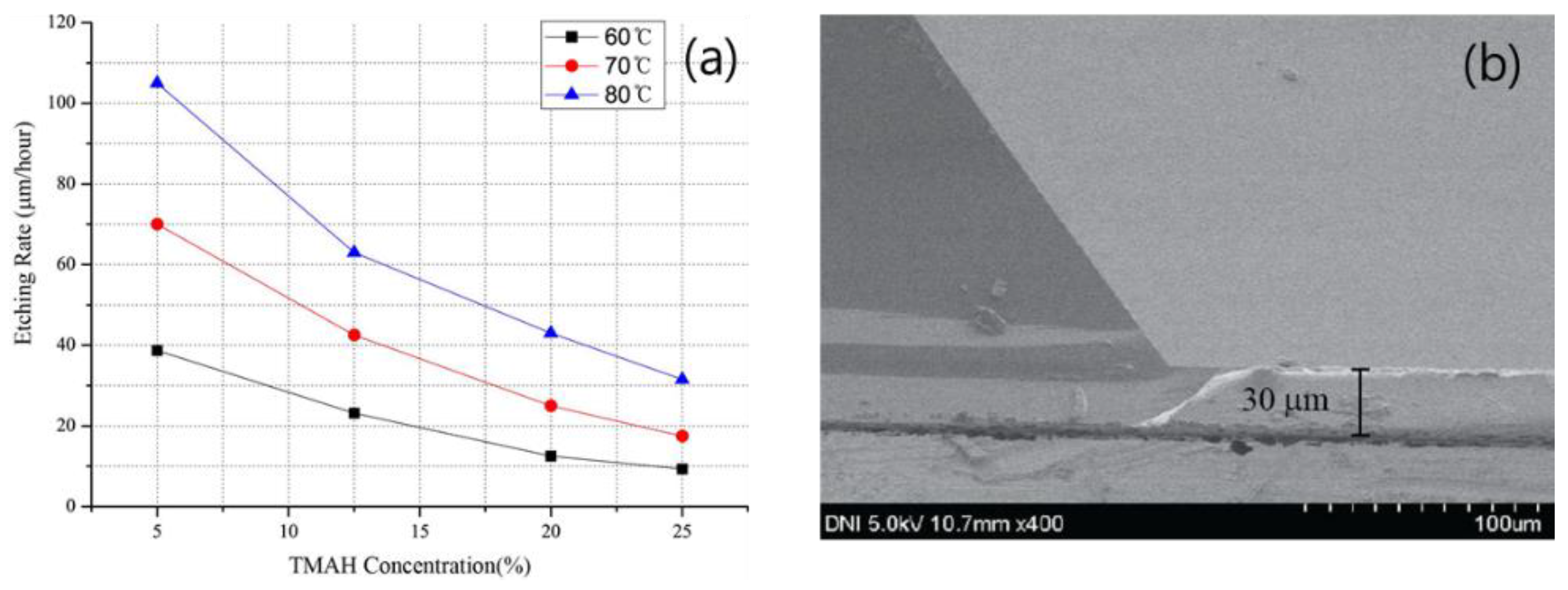
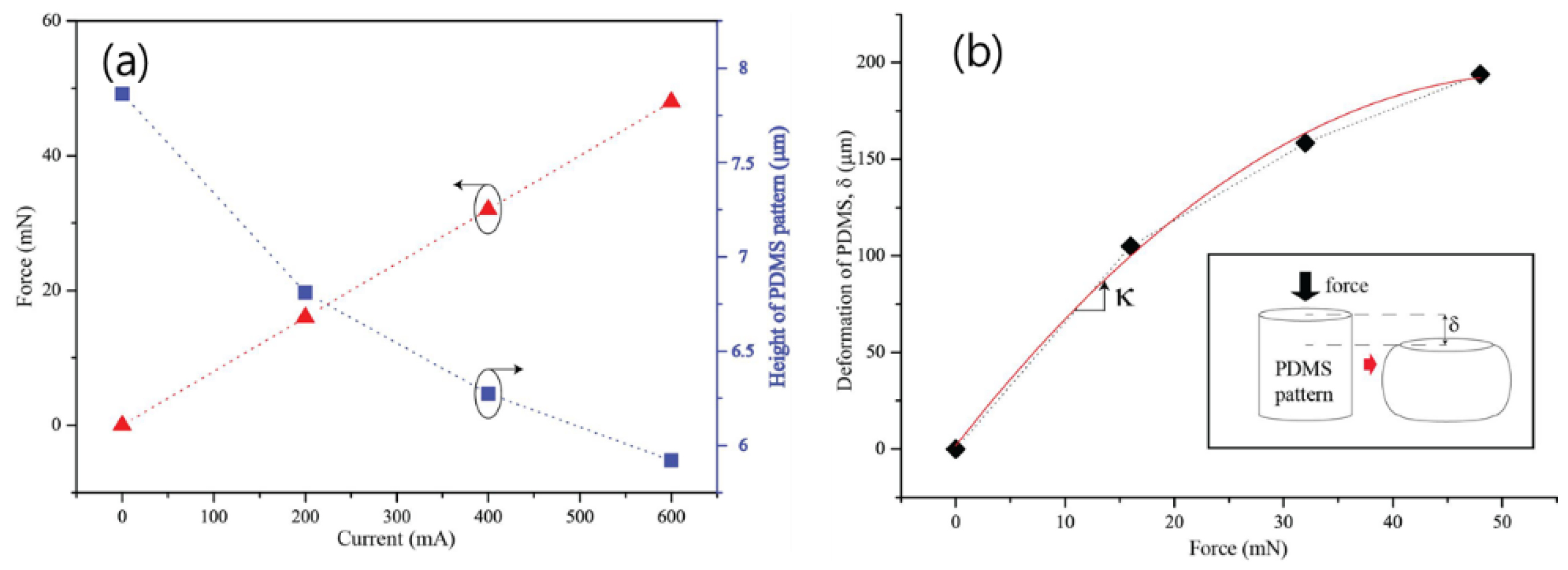
2.2. PDMS Pattern Process and Design
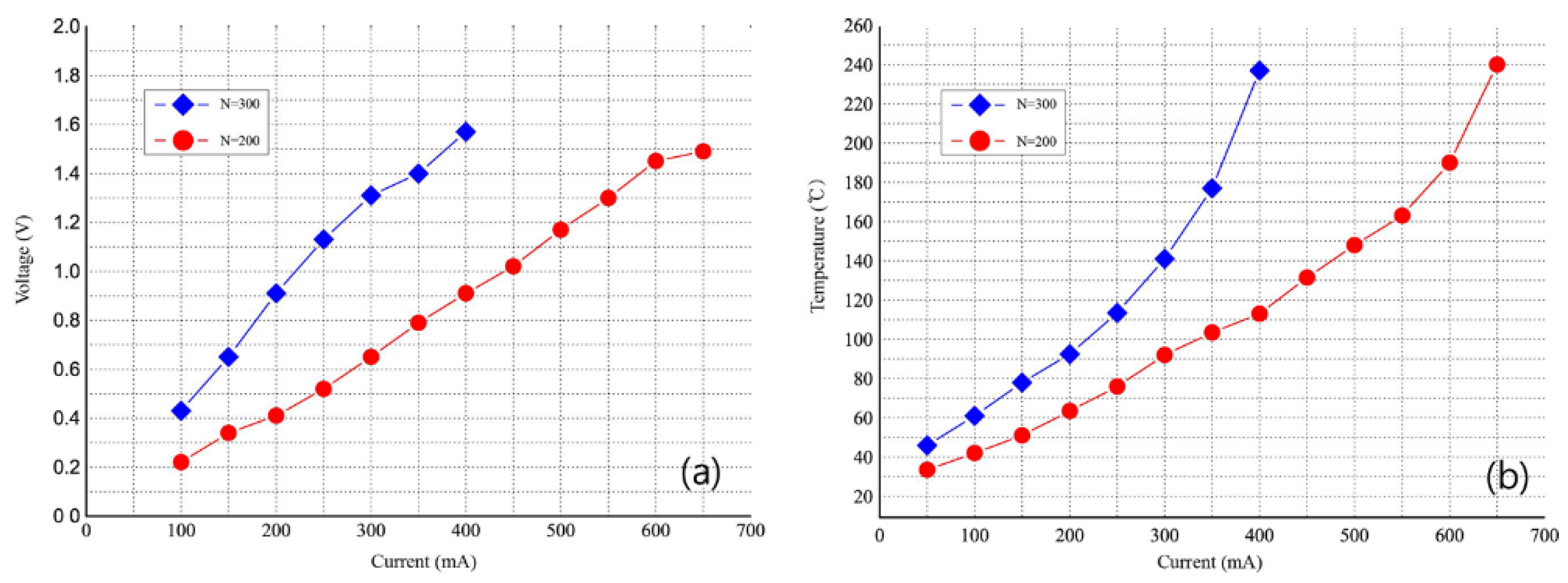
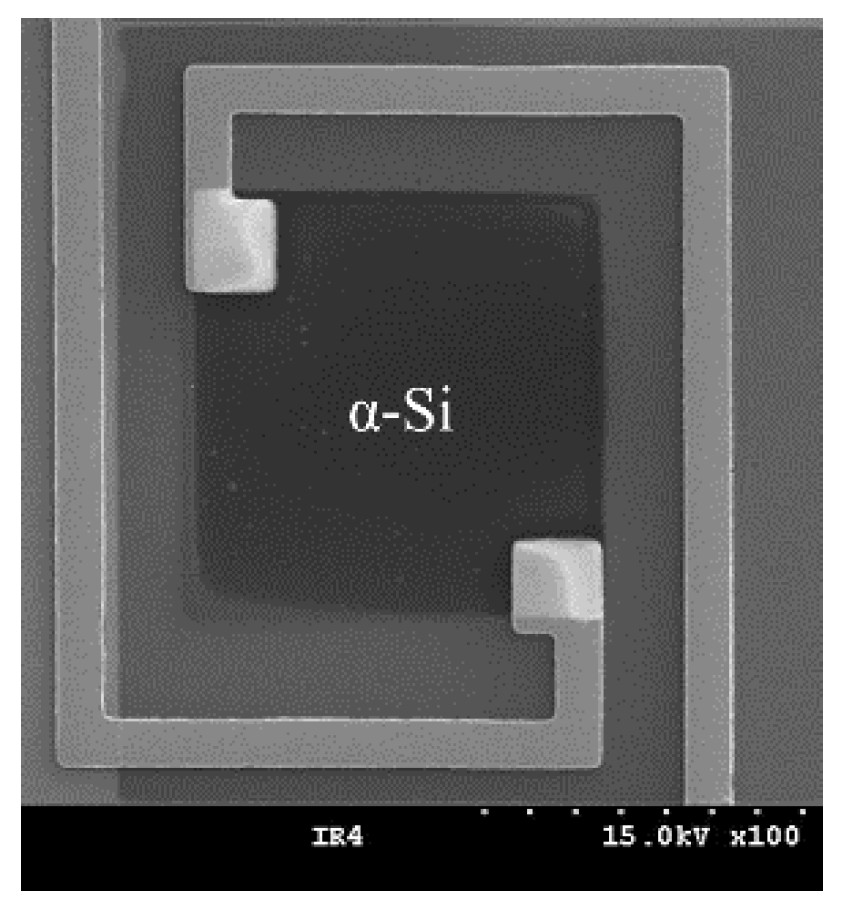
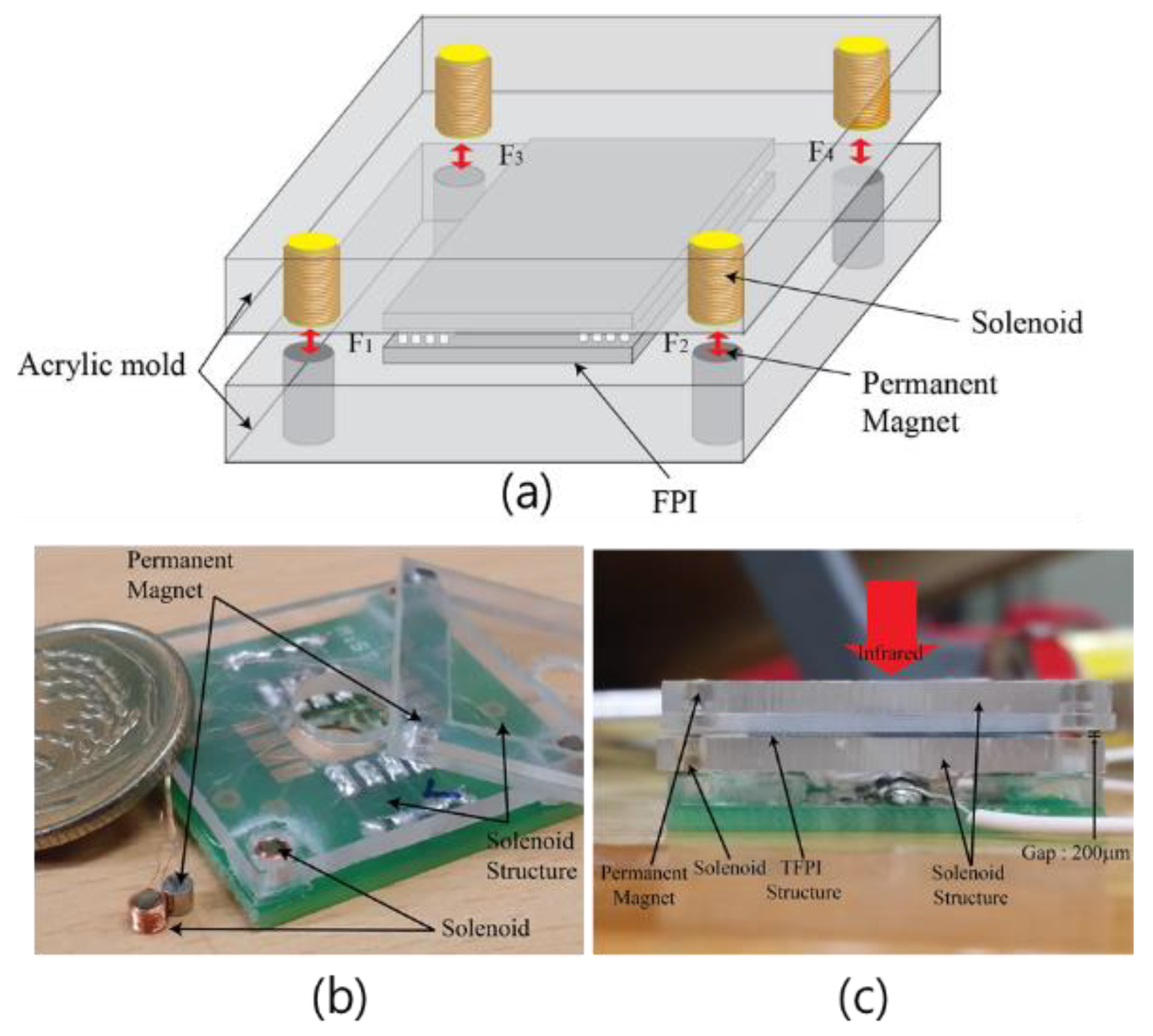
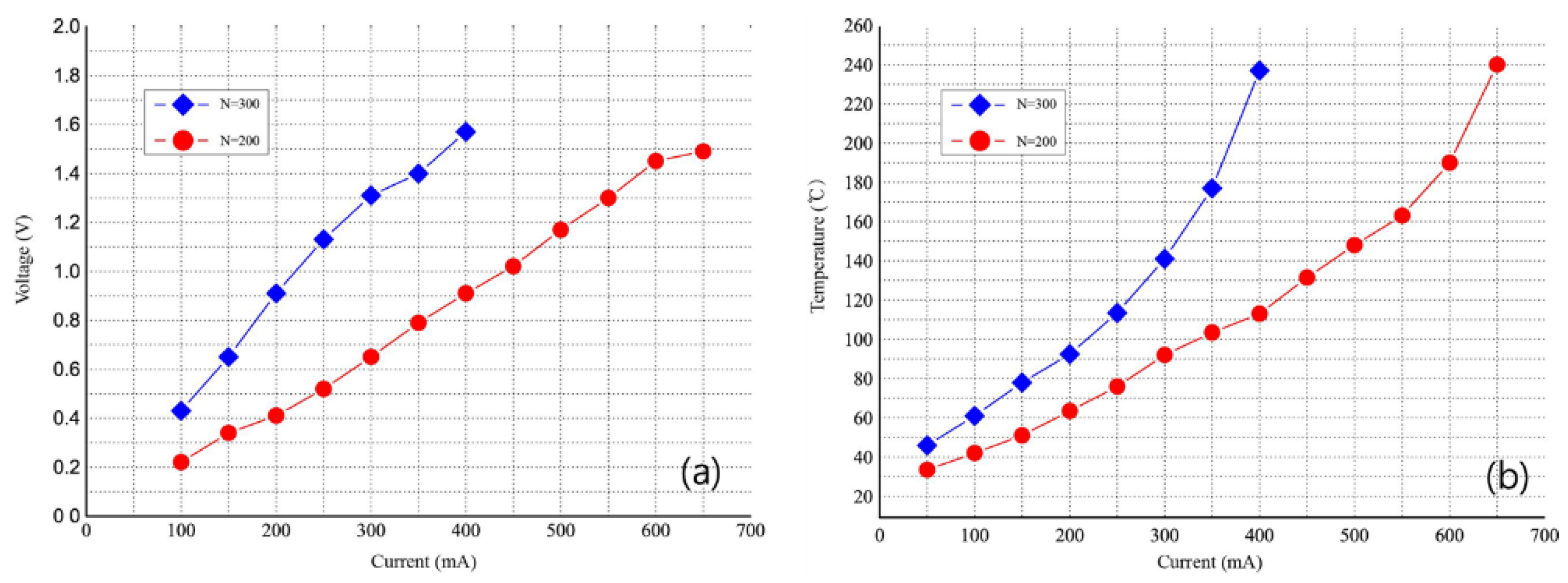
2.3. Fabrication of Solenoid Structure
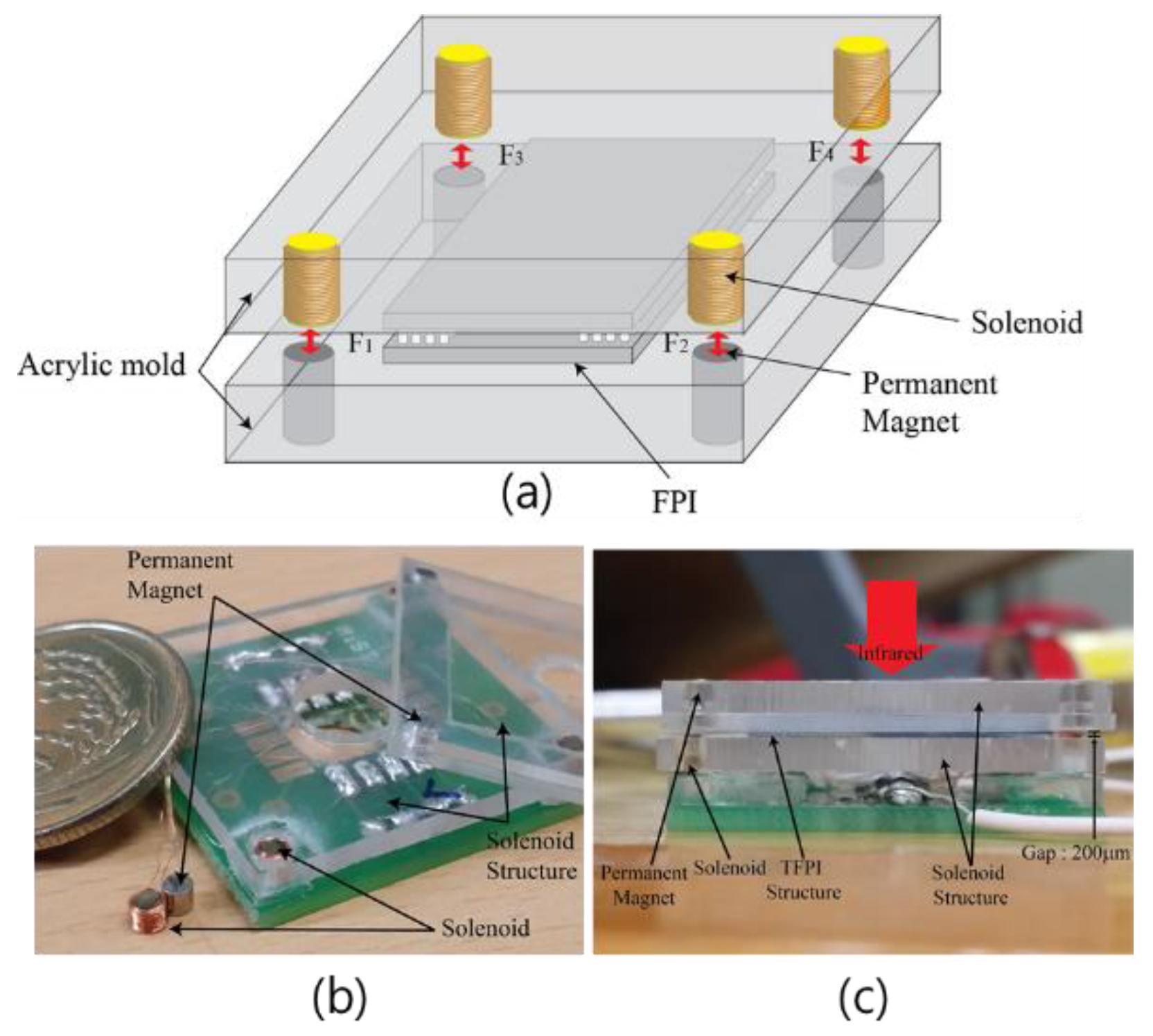
2.4. Measurement Method of TFPI-Type Infrared Detection Sensor
3. Results and Discussion
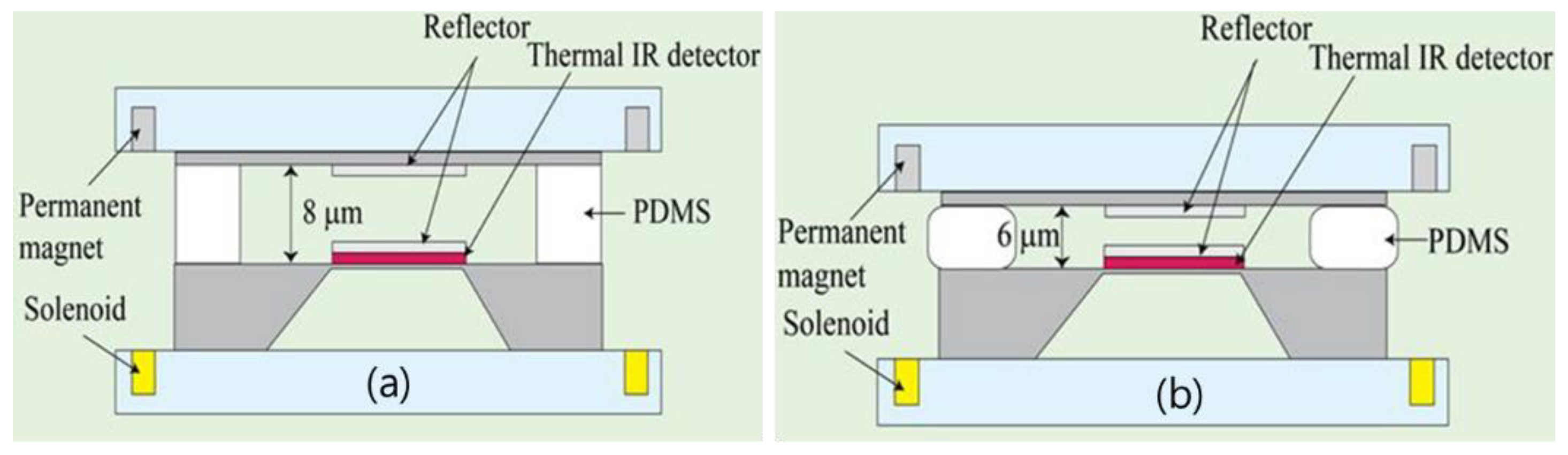
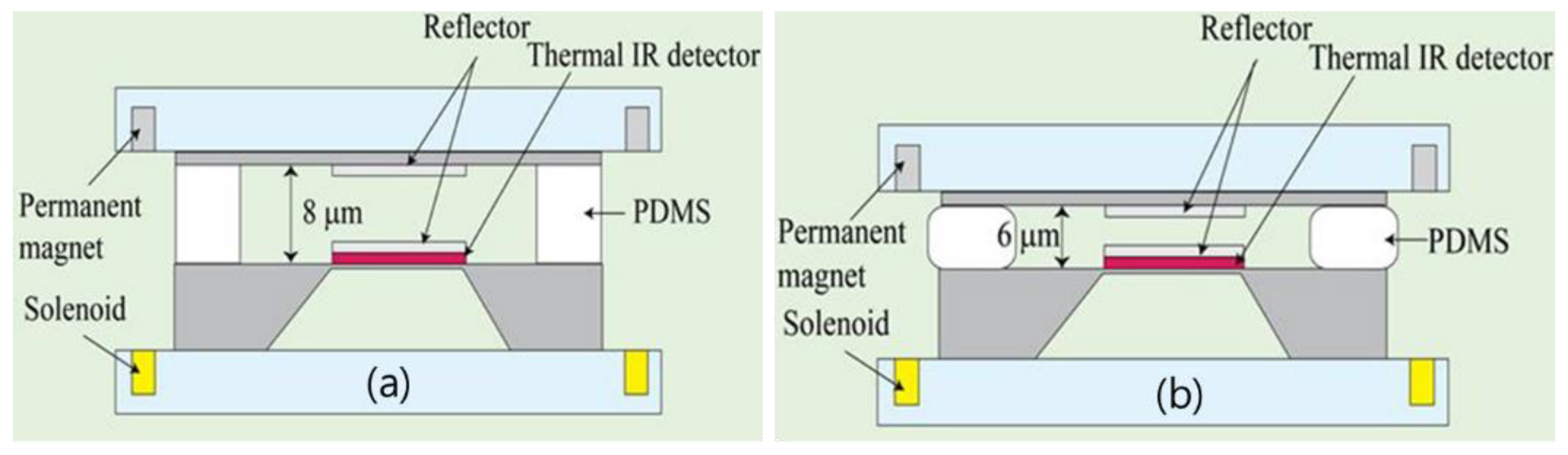
3.1. Operation Principle
3.2. Designing IR Transmittance and Reflectivity
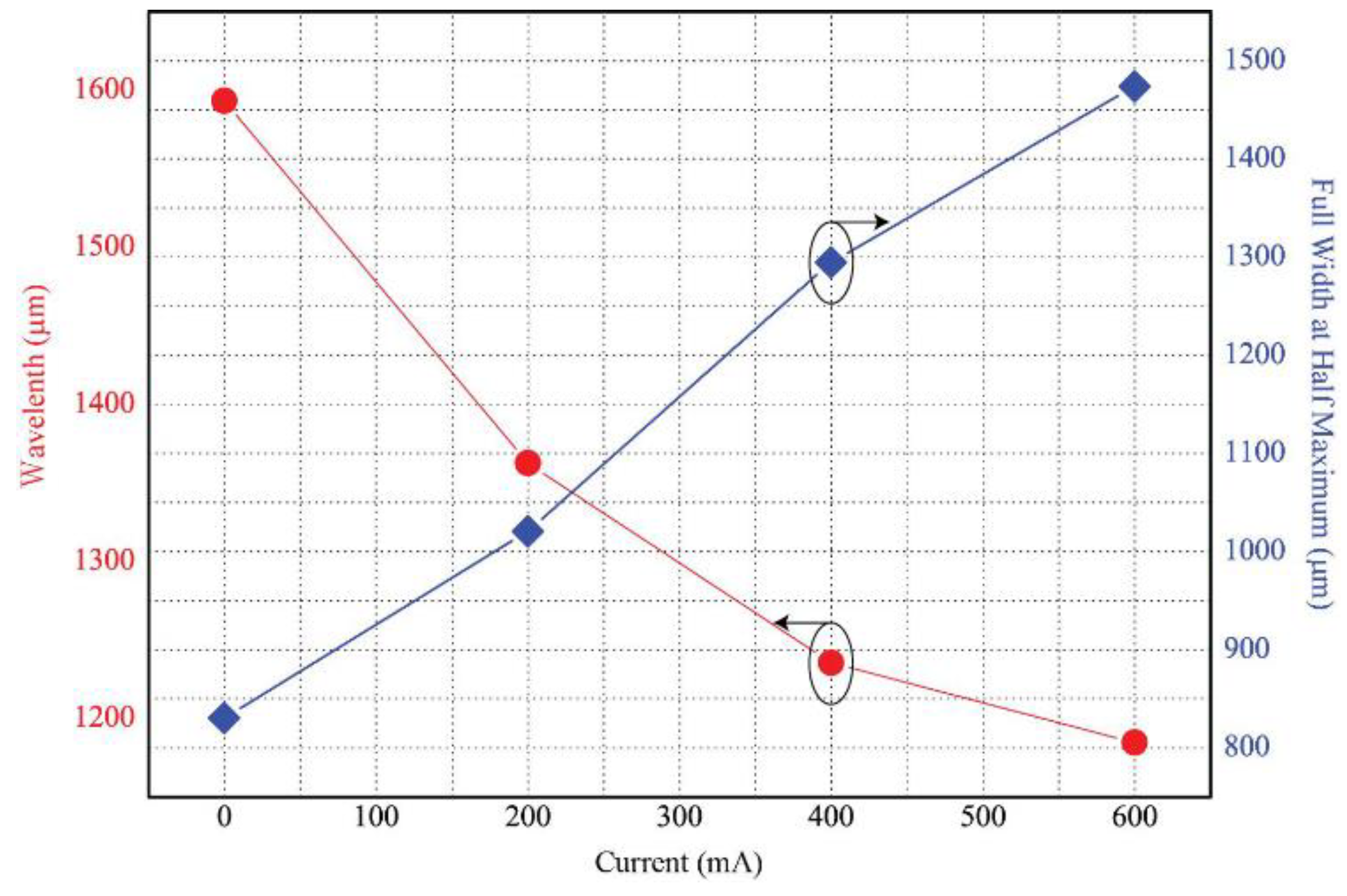
3.3. Performance Evaluation of TFPI-Type Infrared Light Sensor
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rogalski, A. Recent progress in infrared detector technology. Infrared Phys. Technol. 2011, 54, 136–154. [Google Scholar] [CrossRef]
- Kong, S.H.; Wolffenbuttel, R.F. Spectral Performance of a Micromachined Infrared Spectrum Analyzerin Silicon. IEEE Trans. Instrum. Meas. 2005, 54, 264–267. [Google Scholar] [CrossRef]
- Chen, C.N. Fully quantitative characterization of CMOS–MEMS polysilicon/titanium thermopile infrared sensors. Sens. Actuators B Chem. 2012, 161, 892–900. [Google Scholar] [CrossRef]
- Banks, J.M.; Flammer, P.D.; Furtak, T.E.; Hollingsworth, R.E.; Collins, R.T. Plasmonic Band-Pass Microfilters for LWIR Absorption Spectroscopy. Int. J. Opt. 2012, 2012, 916482. [Google Scholar] [CrossRef]
- Takahashi, K.; Oyama, H.; Misawa, N.; Okumura, K.; Ishida, M.; Sawada, K. Surface stress sensor using MEMS-based Fabry–Perot interferometer for label-free biosensing. Sens. Actuators B Chem. 2013, 188, 393–399. [Google Scholar] [CrossRef]
- Enomoto, T.; Suzuki, M.; Iwaki, T.; Wado, H.; Takeuchi, Y. Infrared absorption sensor for multiple gas sensing. Development of a Fabry-Perot spectrometer with ultrawide wavelength range. Electron. Commun. Jpn. 2013, 96, 264–269. [Google Scholar] [CrossRef]
- Aziz, M.; Pfeiffer, J.; Wohlfarth, M.; Luber, C.; Wu, S.; Meissner, P. A new and simple concept of tunable two-chip microcavities for filter applications in WDM systems. IEEE Photon. Technol. Lett. 2000, 12, 1522–1524. [Google Scholar] [CrossRef]
- Li, S.; Zhong, S.; Xu, J.; He, F.; Wu, Y. Fabrication and characterization of a thermal tunable bulk-micromachined optical filter. Sens. Actuators A Phys. 2012, 188, 298–304. [Google Scholar] [CrossRef]
- Lammel, G.; Schweizer, S.; Schiesser, S.; Renaud, P. Tunable optical filter of porous silicon as key component for a MEMS spectrometer. J. Microelectromech. Syst. 2002, 11, 815–827. [Google Scholar] [CrossRef]
- Musca, C.A.; Antoszewski, J.; Winchester, K.J.; Keating, A.J.; Nguyen, T.; Silva, K.K.M.B.D.; Dell, J.M.; Faraone, L.; Mitra, P.; Beck, J.D.; et al. Monolithic integration of an infrared photon detector with a MEMS-based tunable filter. IEEE Electron Device Lett. 2005, 26, 888–890. [Google Scholar] [CrossRef]
- Lee, C.L.; Liu, K.W.; Luo, H.H.; Wu, M.S.; Ma, C.T. A hot-polymer fiber fabry-perot interferometer anemometer for sensing airflow. Sensors 2017, 17, 2015. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Xiong, S.; Gao, S.; Zhang, H.; Wan, L.; Huang, X.; Huang, B.; Feng, Y.; Liu, W.; Li, Z. High-temperature sensor based on fabry-perot interferometer in microfiber tip. Sensors 2018, 18, 202. [Google Scholar] [CrossRef] [PubMed]
- Calaza, C.; Fonseca, L.; Moreno, M.; Marco, S.; Cané, C.; Gracia, I. A surface micromachining process for the development of a medium-infrared tuneable Fabry–Perot interferometer. Sens. Actuators A Phys. 2004, 113, 39–47. [Google Scholar] [CrossRef]
- Yamanoi, T.; Endo, T.; Toshiyoshi, H. A hybid-assembled MEMS Fabry-perot wavelength tunable filter. Sens. Actuators A Phys. 2008, 145–146, 116–122. [Google Scholar] [CrossRef]
- Parashar, A.; Shah, A.; Packirisamy, M.; Sivakumar, N. Three cavity tunable MEMS fary perot interferometer. Sensors 2007, 7, 3071–3083. [Google Scholar] [CrossRef] [PubMed]
- Jeong, J.W.; Jung, I.W.; Jung, H.J.; Baney, D.M.; Solgaard, O. Multifunctional tunable optical filter using MEMS spatial light modulator. J. Microelectromech. Syst. 2010, 19, 610–618. [Google Scholar] [CrossRef]
- Tayebati, P.; Wang, P.D.; Vakhshoori, D.; Sacks, R.N. Widely tunable fabry–perot filter using Ga(Al)As–AlO deformable mirrors. IEEE Photonics Technol. Lett. 2002, 10, 394–396. [Google Scholar] [CrossRef]
- Russin, T.J.; Kerber, M.; Russin, A.; Wang, A.; Waters, R. Fabrication and analysis of a MEMS NIR Fabry-Perot Interferometer. J. Microelectromech. Syst. 2012, 21, 181–189. [Google Scholar] [CrossRef]
- Fernandez, C.; Guenther, B.D.; Gehm, M.E.; Brady, D.J.; Sullivan, M.E. Longwave infrared (LWIR) coded aperture dispersive spectrometer. Opt. Express 2007, 15, 5742–5753. [Google Scholar] [CrossRef] [PubMed]
- Jung, D.G.; Kim, H.R.; Back, S.M.; Bang, S.J.; Kong, S.H. A fabry-perot interferometer-based long-wavelength infrared spectrometer utilizing an novel PDMS patterning technique. Jpn. J. Appl. Phys. 2015, 54, 06FP09. [Google Scholar] [CrossRef]
- Batic, M.; Burger, J.; Cindro, V.; Kramberger, G.; Mandic, I.; Mikuz, M.; Stude, A.; Zavrtanik, M. Verification of High Dose Rate 192 Ir Source Position During Brachytherapy Treatment Using Silicon Pixel Detectors. IEEE Trans. Nucl. Sci. 2011, 58, 2250–2256. [Google Scholar] [CrossRef]
- Vargas-Rodriguez, E.; Rutt, H.N. Design of CO, CO2 and CH4 gas sensors based on correlation spectroscopy using a Fabry–Perot interferometer. Sens. Actuators B Chem. 2009, 137, 410–419. [Google Scholar] [CrossRef]
- Han, S.W.; Neikirk, D.P. Design of infrared wavelength-selective microbolometers using planar multimode detectors. Proc. SPIE 2005, 5836, 549. [Google Scholar] [CrossRef]
- Colace, L.; Sorinello, V.; Balbi, M.; Assanto, G. Germanium near infrared detector in silicon on insulator. Appl. Phys. Lett. 2007, 91, 021107. [Google Scholar] [CrossRef]
- Wang, J.; Chen, X.; Hu, W.; Wang, L.; Lu, W.; Xu, F.; Zhao, J.; Shi, Y.; Ji, R. Amorphous HgCdTe infrared photoconductive detector with high detectivity above 200 K. Appl. Phys. Lett. 2011, 99, 113508. [Google Scholar] [CrossRef]
- Choi, J.C.; Lee, J.K.; Choi, Y.C.; Jung, D.G.; Kong, S.H. Infrared detector array with an incident-ray concentrator. Jpn. J. Appl. Phys. 2013, 52, 06GL12. [Google Scholar] [CrossRef]
- Chan, K.L.; Ning, Z.; Westerdahl, D.; Wong, K.C.; Sun, Y.W.; Hartl, A.; Wenig, M.O. Dispersive infrared spectroscopy measurements of atmospheric CO2 using a Fabry–Pérot interferometer sensor. Sci. Total Environ. 2014, 472, 27–35. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.C.; Jung, H.; Lee, G.J.; Kang, J.Y.; Koo, J.G.; Park, J.M.; Park, K.S.; Kong, S.H. Micro-Electro-Mechanical-Systems-based infrared spectrometer composed of multi-slit grating and bolometer array. Jpn. J. Appl. Phys. 2008, 47, 6943–6948. [Google Scholar] [CrossRef]
- Lee, J.K.; Park, K.W.; Choi, J.C.; Kim, H.R.; Kong, S.H. Design and fabrication of PMMA-micromachined fluid lens based on electromagnetic actuation on PMMA–PDMS bonded membrane. J. Micromech. Microeng. 2012, 22, 115028. [Google Scholar] [CrossRef]
- Balakrisnan, B.; Pati, S.; Smela, E. Patterning PDMS using acombination ofwetand dry etching. J. Micromech. Microeng. 2009, 19, 047002. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
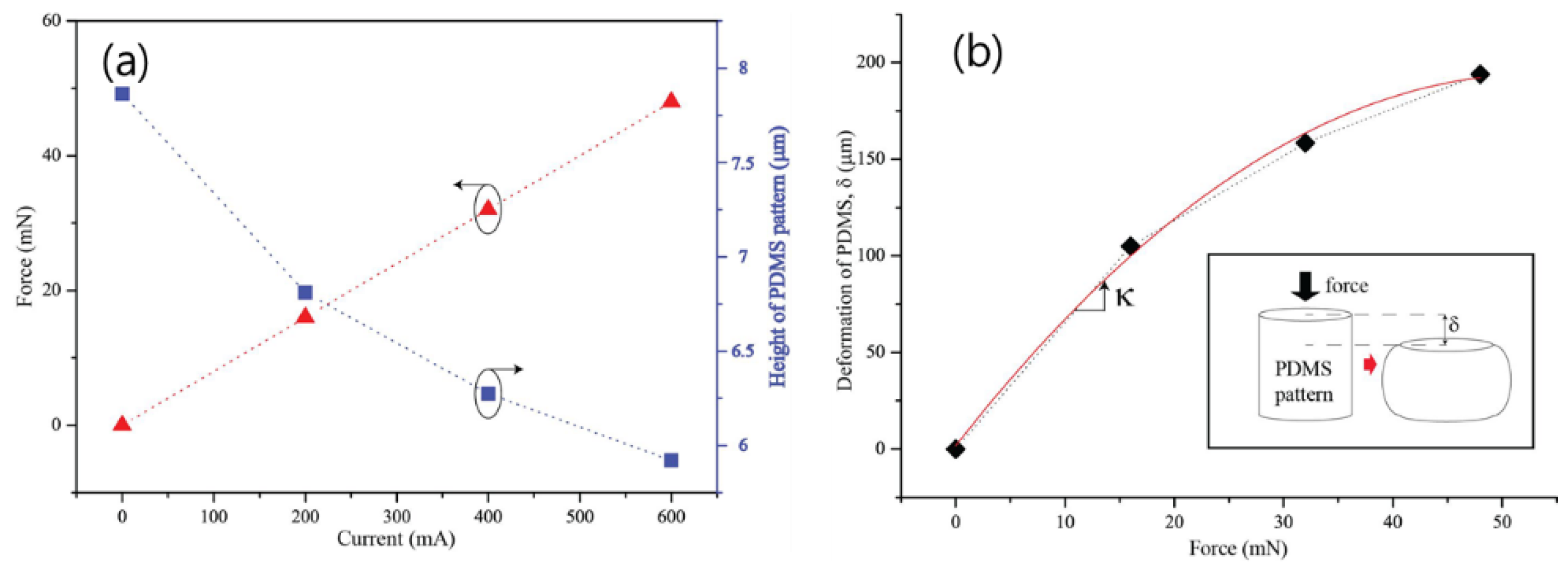
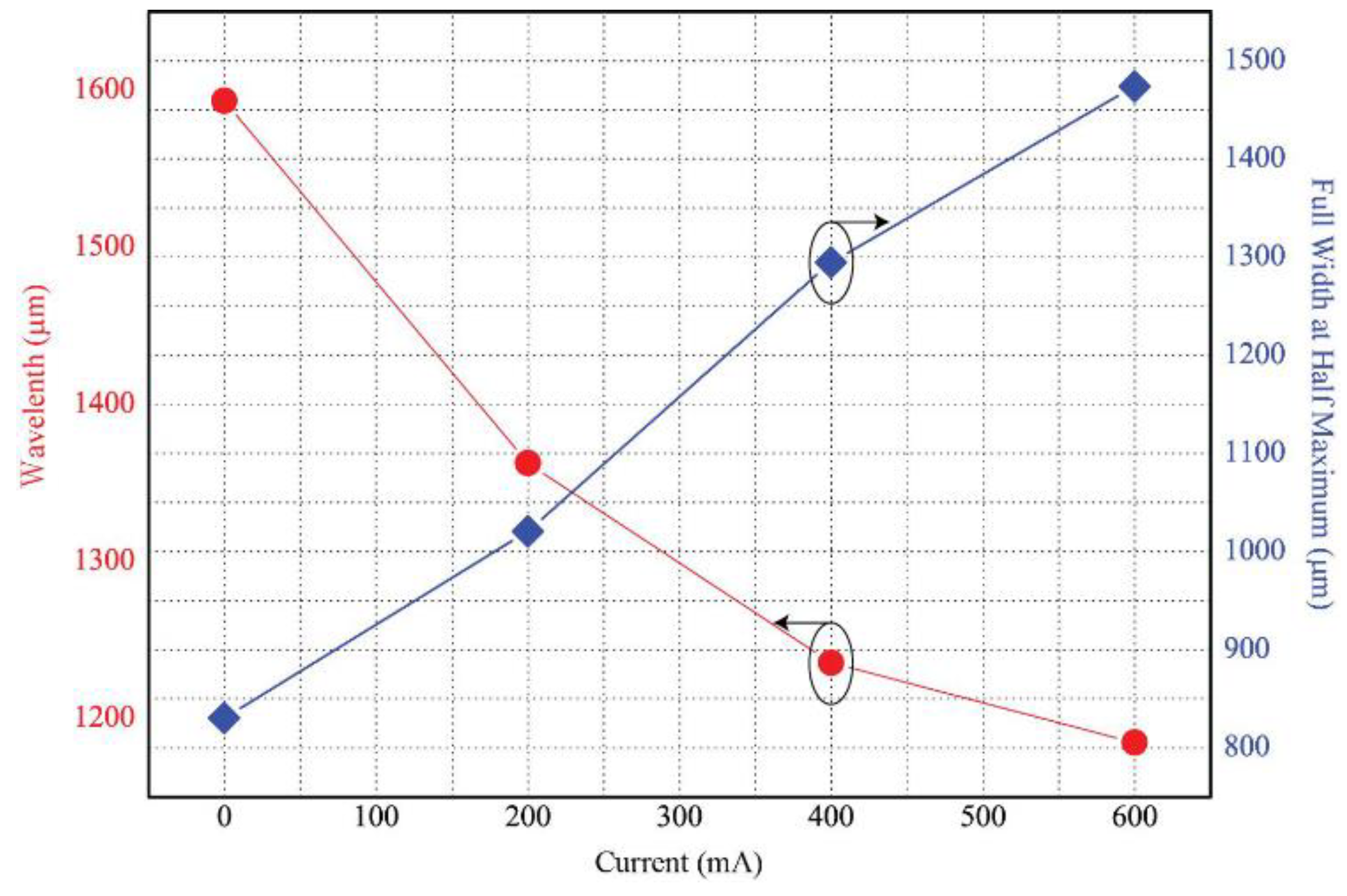
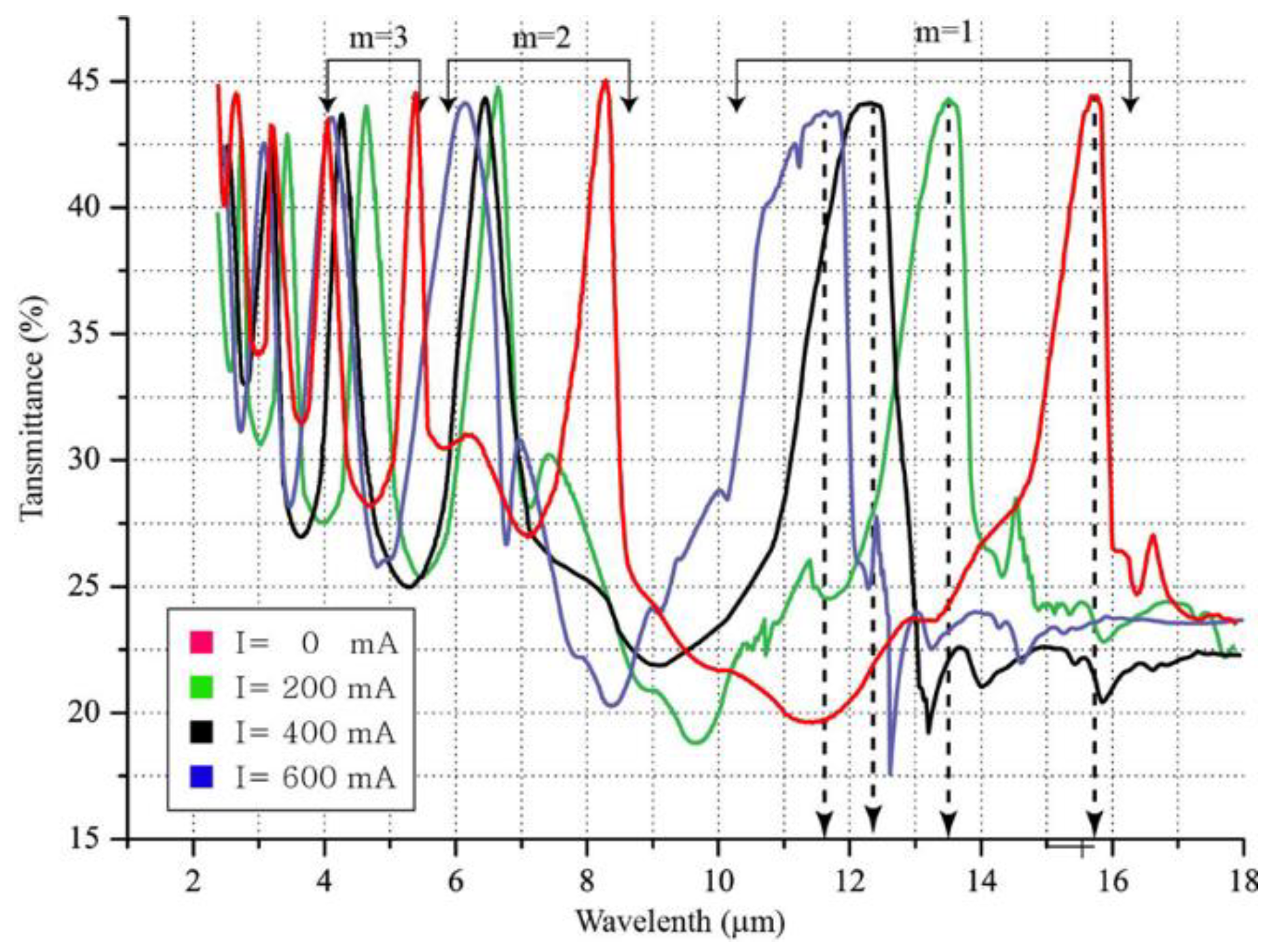
| Drive Current (mA) | 0 | 200 | 400 | 600 |
| Fabry-Perot gap (μm) | 8 | 6.75 | 6.25 | 6 |
| Peak wavelength (μm) | 15.8 | 13.5 | 12.2 | 11.7 |
| 3-dB BW, FWHM (μm) | 8.3 | 10.2 | 13 | 14.7 |
| FSR (μm) | 8 | 7 | 6 | 5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jung, D.G.; Lee, J.Y.; Kim, J.K.; Jung, D.; Kong, S.H. Tunable Fabry-Perot Interferometer Designed for Far-Infrared Wavelength by Utilizing Electromagnetic Force. Sensors 2018, 18, 2572. https://doi.org/10.3390/s18082572
Jung DG, Lee JY, Kim JK, Jung D, Kong SH. Tunable Fabry-Perot Interferometer Designed for Far-Infrared Wavelength by Utilizing Electromagnetic Force. Sensors. 2018; 18(8):2572. https://doi.org/10.3390/s18082572
Chicago/Turabian StyleJung, Dong Geon, Jun Yeop Lee, Jae Keon Kim, Daewoong Jung, and Seong Ho Kong. 2018. "Tunable Fabry-Perot Interferometer Designed for Far-Infrared Wavelength by Utilizing Electromagnetic Force" Sensors 18, no. 8: 2572. https://doi.org/10.3390/s18082572
APA StyleJung, D. G., Lee, J. Y., Kim, J. K., Jung, D., & Kong, S. H. (2018). Tunable Fabry-Perot Interferometer Designed for Far-Infrared Wavelength by Utilizing Electromagnetic Force. Sensors, 18(8), 2572. https://doi.org/10.3390/s18082572