Experimental Study on the Performance of Hydraulic Vibration Assisted Broaching (HVAB) Based on Piezoelectric Sensors


Abstract
1. Introduction
2. HVAB Principle and Kinematics
3. HVAB Experiments
3.1. Experimental Setup
3.2. Measurement Method
4. Results and Discussion
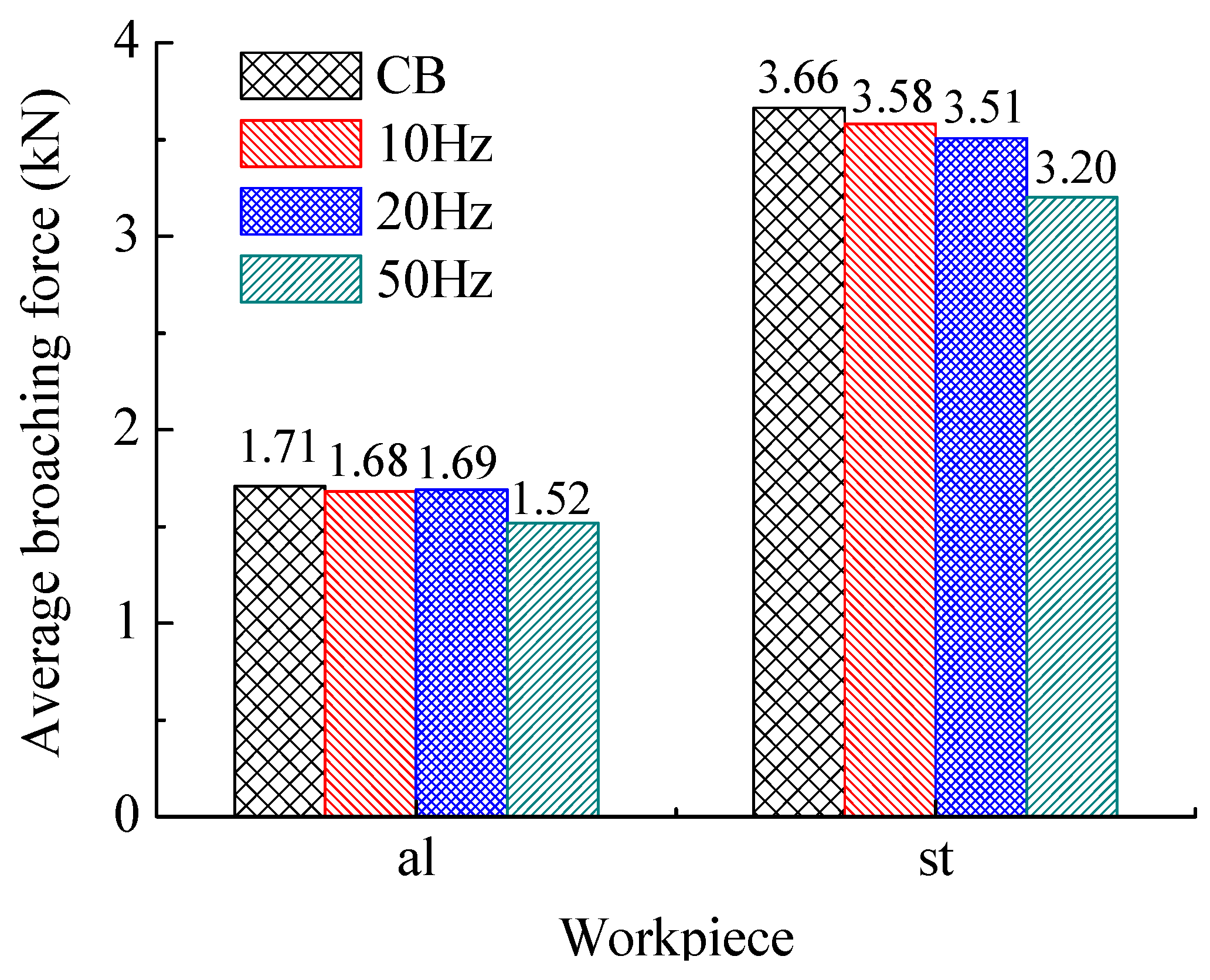
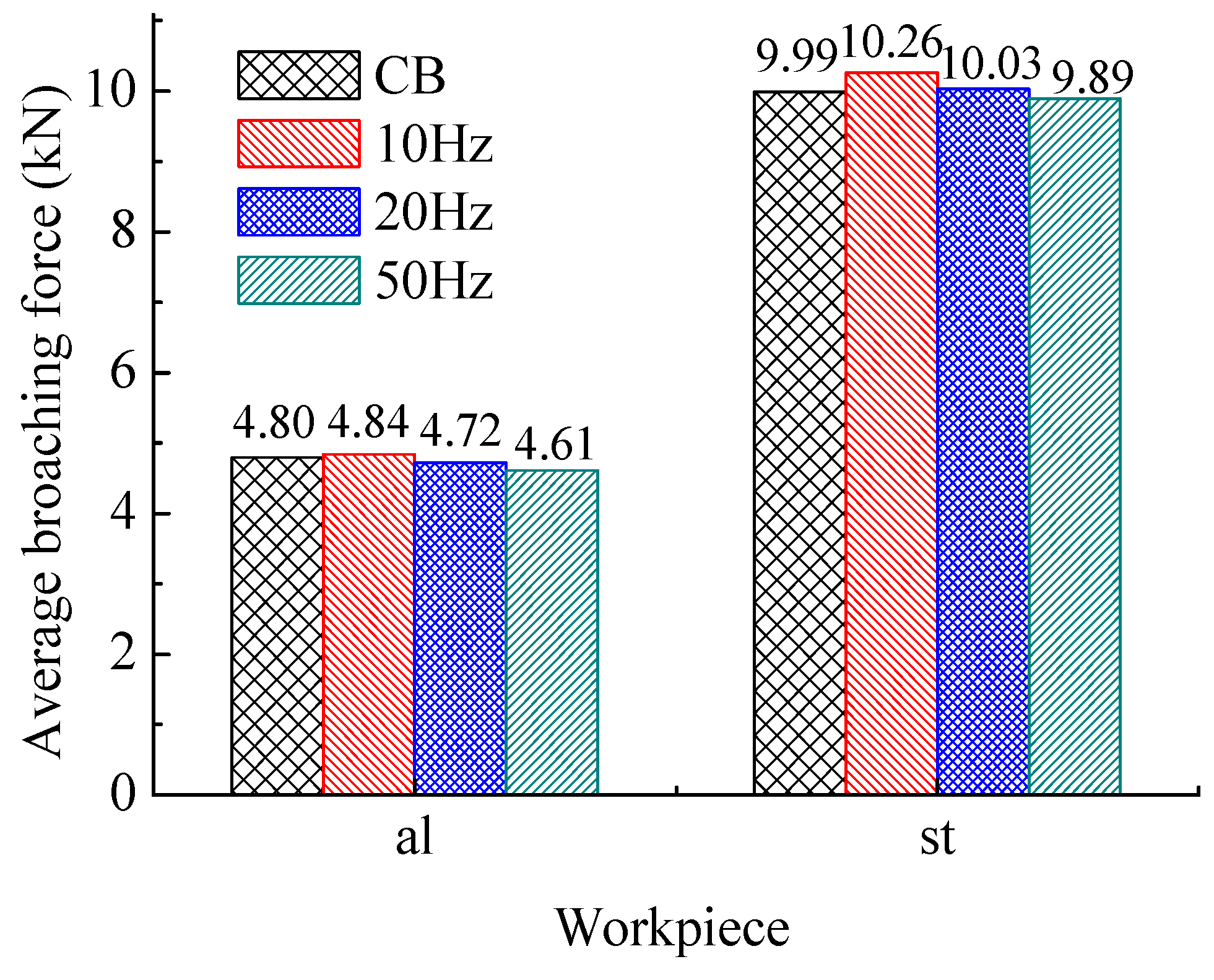
4.1. Comparison on Cutting Force
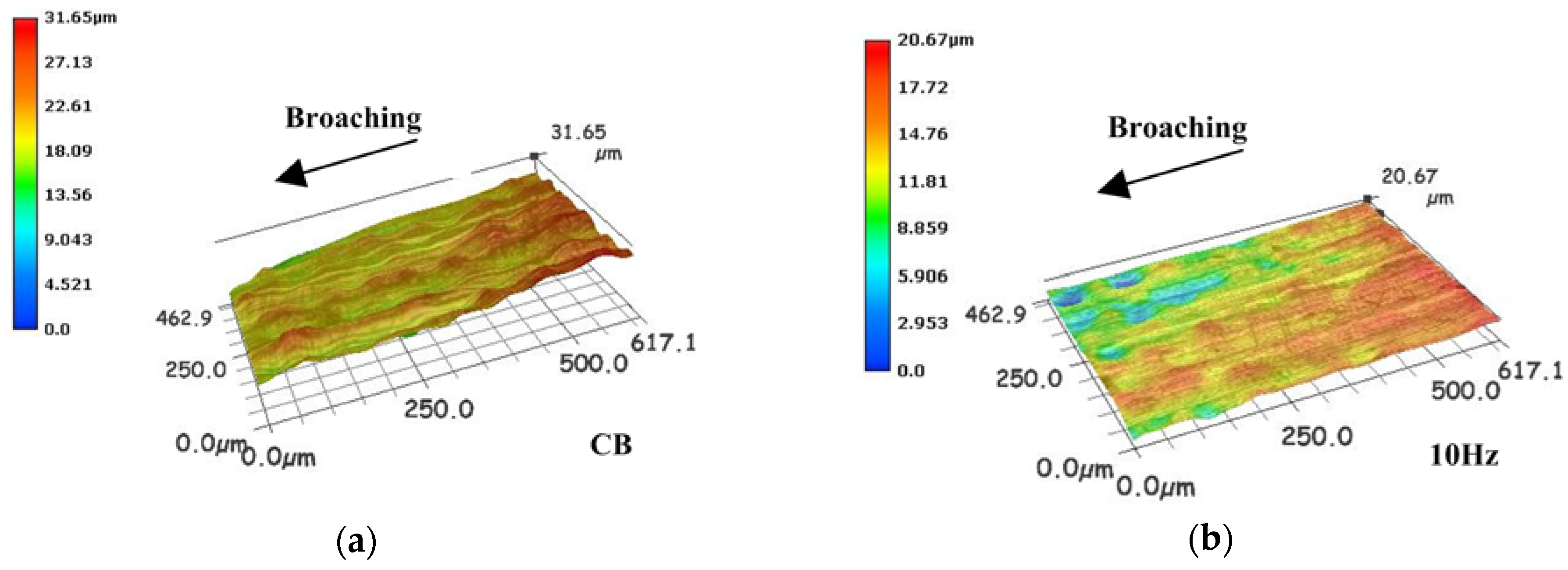
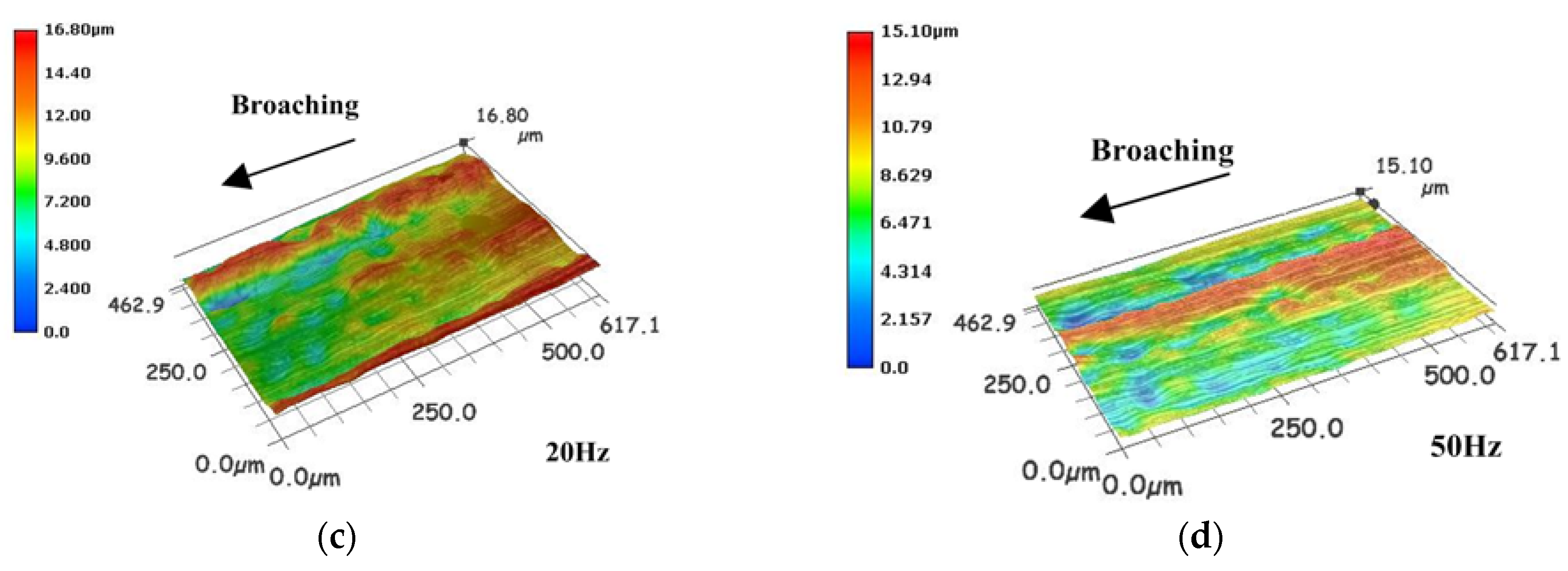
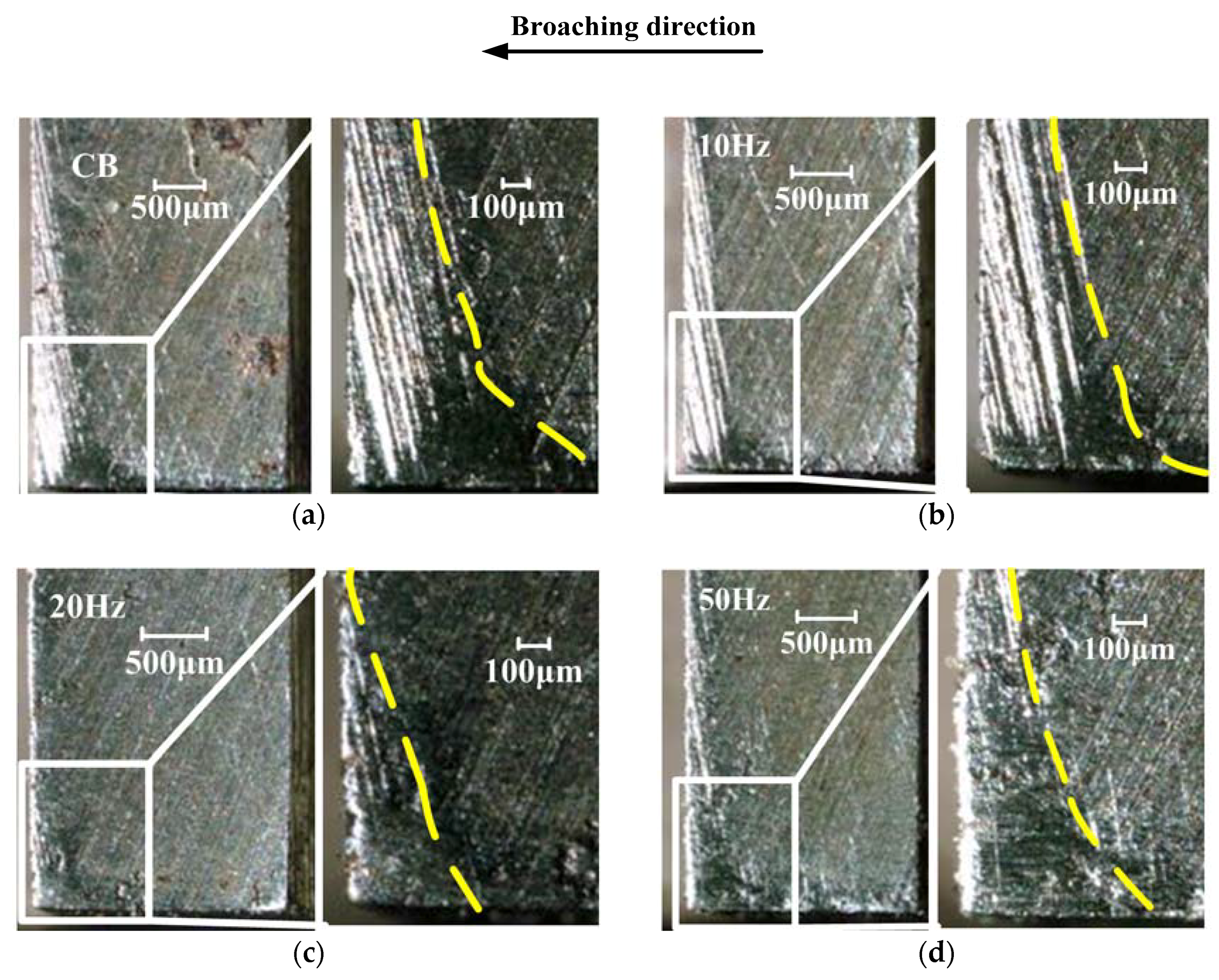
4.2. Comparison on Surface Integrity
4.3. Comparison on Tool Wear
5. Conclusions
- (1)
- HVAB can reduce broaching force by nearly 10% compared to CB, and in general the HVAB forces show more reduction as the frequency increases. The advantage of HVAB on reducing cutting forces is more obvious in Section A.
- (2)
- HVAB is able to achieve better surface roughness at higher frequency. Because of the characteristics of intermittent broach motion, HVAB can reduce the feed rate, and thus improve the machined surface roughness compared with the CB. Therefore, the surface roughness of HVAB is mainly determined by the vibration the frequency and others.
- (3)
- Higher frequency is useful for reducing the tool wear. Because the higher frequency can cause more cutting energy input and reduce the energy loss during the cutting process, it reduces the continuous engagement between the tool and the work piece, and both of them can maintain a lower temperature during the broaching process, but the higher frequency could induce longer tool-workpiece contact ratios.
Author Contributions
Funding
Conflicts of Interest
References
- Loizou, J.; Tian, W.; Robertson, J. Automated wear characterization for broaching tools based on machine vision systems. J. Manuf. Syst. 2015, 37, 558–563. [Google Scholar] [CrossRef]
- Vogtel, P.; Klocke, F.; Puls, H. Modelling of process forces in broaching Inconel 718. Procedia CIRP 2013, 8, 409–414. [Google Scholar] [CrossRef]
- Mo, S.P.; Axinte, D.A.; Hyde, T.H. An example of selection of the cutting conditions in broaching of heat-resistant alloys based on cutting forces, surface roughness and tool wear. J. Mater. Process. Technol. 2005, 160, 382–389. [Google Scholar] [CrossRef]
- Axinte, D.A.; Gindy, N. Tool condition monitoring in broaching. Wear 2003, 254, 370–382. [Google Scholar] [CrossRef]
- Ni, J.; Li, B.; Xu, J. Investigation on broaching performance and unloading mechanism of micro-textured broach. Int. J. Adv. Manuf. Technol. 2016, 86, 2449–2458. [Google Scholar] [CrossRef]
- González, H.; Calleja, A.; Pereira, O. Super abrasive machining of integral rotary components using grinding flank tools. Metals 2018, 8, 24. [Google Scholar] [CrossRef]
- Hosseini, A.; Kishawy, H.A. On the optimized design of broaching tools. J. Manuf. Sci. Eng. 2014, 136, 011011. [Google Scholar] [CrossRef]
- Seleznev, Y.N. Design of the cutting section of a broach for machining hexahedral holes. Russ. Eng. Res. 2007, 27, 815–817. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, C.; Chen, M. A coupling response surfaces methodology of multiple constraints (CRSMMC) for parameters optimization of broach tool in broaching of heat-resistant steel X12CrMoWVNb N-10-1-1. Int. J. Adv. Manuf. Technol. 2014, 74, 1719–1732. [Google Scholar] [CrossRef]
- Zanger, F.; Boev, N.; Schulze, V. Surface quality after broaching with variable cutting thickness. Procedia CIRP 2014, 13, 114–119. [Google Scholar] [CrossRef]
- Klocke, F.; Döbbeler, B.; Seimann, M. Dry broaching using carbon free steel as tool material. Procedia CIRP 2016, 46, 496–499. [Google Scholar] [CrossRef]
- Meng, Z.; Wu, C.; Ni, J. Modeling and analysis of cutting force in vibration-assisted broaching (VAB). Int. J. Adv. Manuf. Technol. 2016, 91, 1–9. [Google Scholar] [CrossRef]
- Shen, J.; Li, Z.; Wang, J. Study on the influence of ultrasonic vibration on the specific energy of sawing ceramic. Procedia CIRP 2016, 46, 555–558. [Google Scholar] [CrossRef]
- Shen, X.H.; Wang, J.J.; Wang, X.C. Ultrasonic vibration-assisted milling of aluminum alloy. Int. J. Adv. Manuf. Technol. 2012, 63, 41–49. [Google Scholar] [CrossRef]
- Kumabe, J. Vibratory Cutting; Jikkyou Pubilshing Co.: Tokyo, Japan, 1979. [Google Scholar]
- Zhang, X.; Kumar, A.S.; Rahman, M. Experimental study on ultrasonic elliptical vibration cutting of hardened steel using PCD tools. J. Mater. Process. Technol. 2010, 211, 1701–1709. [Google Scholar] [CrossRef]
- Zhou, M.; Eow, Y.T.; Ngoi, B.K.A. Vibration-assisted precision machining of steel with PCD tools. Adv. Manuf. Process. 2003, 18, 825–834. [Google Scholar] [CrossRef]
- Sajjady, S.A.; Abadi, H.N.H.; Amini, S. Analytical and experimental study of topography of surface texture in ultrasonic vibration assisted turning. Mater. Des. 2016, 93, 311–323. [Google Scholar] [CrossRef]
- Adnan, A.S.; Subbiah, S. Experimental investigation of transverse vibration-assisted orthogonal cutting of AL-2024. Int. J. Mach. Tools Manuf. 2010, 50, 294–302. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y. Rotary ultrasonic elliptical machining for side milling of CFRP: Tool performance and surface integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef] [PubMed]
- Jin, X.; Xie, B. Experimental study on surface generation in vibration-assisted micro-milling of glass. Int. J. Adv. Manuf. Technol. 2015, 81, 507–512. [Google Scholar] [CrossRef]
- Elhami, S.; Razfar, M.R.; Farahnakian, M. Analytical, numerical and experimental study of cutting force during thermally enhanced ultrasonic assisted milling of hardened AISI 4140. Int. J. Mech. Sci. 2015, 103, 158–171. [Google Scholar] [CrossRef]
- Ding, H.; Ibrahim, R.; Cheng, K. Experimental study on machinability improvement of hardened tool steel using two dimensional vibration-assisted micro-end-milling. Int. J. Mach. Tools Manuf. 2010, 50, 1115–1118. [Google Scholar] [CrossRef]
- Maurotto, A.; Wickramarachchi, C.T. Experimental investigations on effects of frequency in ultrasonically-assisted end-milling of AISI 316L: A feasibility study. Ultrasonics 2016, 65, 113–120. [Google Scholar] [CrossRef] [PubMed]
- Ding, K.; Fu, Y.; Su, H. Experimental studies on drilling tool load and machining quality of C/SiC composites in rotary ultrasonic machining. J. Mater. Process. Technol. 2014, 214, 2900–2907. [Google Scholar] [CrossRef]
- Azghandi, B.V.; Kadivar, M.A.; Razfar, M.R. An experimental study on cutting forces in ultrasonic assisted drilling. Procedia CIRP 2016, 46, 563–566. [Google Scholar] [CrossRef]
- Wang, J.; Feng, P.; Zhang, J. Modeling the dependency of edge chipping size on the material properties and cutting force for rotary ultrasonic drilling of brittle materials. Int. J. Mach. Tools Manuf. 2016, 101, 18–27. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, B.; Wang, S. Study on the system matching of ultrasonic vibration assisted grinding for hard and brittle materials processing. Int. J. Mach. Tools Manuf. 2014, 77, 66–73. [Google Scholar] [CrossRef]
- Chen, H.; Tang, J. An experimental study of the effects of ultrasonic vibration on grinding surface roughness of C45 carbon steel. Int. J. Adv. Manuf. Technol. 2013, 68, 2095–2098. [Google Scholar] [CrossRef]
- Zahedi, A.; Tawakoli, T.; Akbari, J. Energy aspects and workpiece surface characteristics in ultrasonic-assisted cylindrical grinding of alumina–zirconia ceramics. Int. J. Mach. Tools Manuf. 2015, 90, 16–28. [Google Scholar] [CrossRef]
- Zhao, Q.; Sun, Z.; Guo, B. Material removal mechanism in ultrasonic vibration assisted polishing of micro cylindrical surface on SiC. Int. J. Mach. Tools Manuf. 2016, 103, 28–39. [Google Scholar] [CrossRef]
- Xiao, X.; Zheng, K.; Liao, W. Study on cutting force model in ultrasonic vibration assisted side grinding of zirconia ceramics. Int. J. Mach. Tools Manuf. 2016, 104, 58–67. [Google Scholar] [CrossRef]
- Liang, Z.; Wang, X.; Wu, Y. Experimental study on Brittle—Ductile transition in elliptical ultrasonic assisted grinding (EUAG) of monocrystal sapphire using single diamond abrasive grain. Int. J. Mach. Tools Manuf. 2013, 71, 41–51. [Google Scholar] [CrossRef]
- Liao, Y.S.; Chen, Y.C.; Lin, H.M. Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy. Int. J. Mach. Tools Manuf. 2007, 47, 1988–1996. [Google Scholar] [CrossRef]
- Zhang, X.; Sui, H.; Zhang, D. Study on the separation effect of high-speed ultrasonic vibration cutting. Ultrasonics 2018, 87, 166. [Google Scholar] [CrossRef] [PubMed]
- Shu, L.; Sugita, N.; Oshima, M. Design and experimental force analysis of a novel elliptical vibration assisted orthopedic oscillating saw. Med. Eng. Phys. 2018, 54, 22–31. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.Q.; Liu, K.; Kumar, A.S. A study of the diamond tool wear suppression mechanism in vibration-assisted machining of steel. J. Mater. Process. Technol. 2014, 214, 496–506. [Google Scholar] [CrossRef]
- Totis, G.; Adams, O.; Sortino, M. Development of an innovative plate dynamometer for advanced milling and drilling applications. Measurement 2014, 49, 164–181. [Google Scholar] [CrossRef]
- Axinte, D.; Boud, F.; Penny, J. Broaching of Ti-6-4—Detection of workpiece surface anomalies on dovetail slots through process monitoring. CIRP Ann.-Manuf. Technol. 2005, 54, 87–90. [Google Scholar] [CrossRef]
- Lamikiz, A.D.; De Lacalle, L.L.; Sánchez, J.A. Cutting force estimation in sculptured surface milling. Int. J. Mach. Tools Manuf. 2004, 44, 1511–1526. [Google Scholar] [CrossRef]
- Hosseini, A.; Kishawy, A.H. Prediction of cutting forces in broaching operation. J. Adv. Manuf. Syst. 2013, 12, 1–14. [Google Scholar] [CrossRef]
- Zhang, T.; Liao, Y.; Zhang, K. Theoretical analysis of the dynamic properties of a 2-2 cement-based piezoelectric dual-layer stacked sensor under impact load. Sensors 2017, 17, 1019. [Google Scholar] [CrossRef] [PubMed]
- Vitola, J.; Pozo, F.; Tibaduiza, D. A sensor data fusion system based onk-nearest neighbor pattern classification for structural health monitoring applications. Sensors 2017, 17, 417. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.; Lee, C.; Park, S. Artificial neural network-based early-age concrete strength monitoring using dynamic response signals. Sensors 2017, 17, 1319. [Google Scholar] [CrossRef] [PubMed]
- Yu, P.; Liu, W.; Gu, C. Flexible piezoelectric tactile sensor array for dynamic three-axis force measurement. Sensors 2016, 16, 819. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Cheng, W.; Chen, J. A high performance piezoelectric sensor for dynamic force monitoring of landslide. Sensors 2017, 17, 394. [Google Scholar] [CrossRef] [PubMed]
- Du, G.; Li, Z.; Song, G. A PVDF-based sensor for internal stress monitoring of a concrete-filled steel tubular (CFST) column subject to impact loads. Sensors 2018, 18, 1682. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Liang, C.W.; Li, M. Principle research on a novel piezoelectric 12-DOF force/acceleration sensor. J. Sens. 2017, 2017, 1–16. [Google Scholar] [CrossRef]
- Li, Y.J.; Sun, B.Y.; Zhang, J. A novel parallel piezoelectric six-axis heavy force/torque sensor. Measurement 2009, 42, 730–736. [Google Scholar] [CrossRef]
- Cholpadi, R.K.; Kuttan, A. Mechanistic force modeling for broaching process. Int. J. Manuf. Eng. 2014, 2014, 1–10. [Google Scholar]
- Meng, Z.; Wu, C.Y.; Ni, J. Effect of sink flow on dual-valve electro-hydraulic excitation system. J. Vibroeng. 2016, 18, 1563–1572. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System Information | Value | |
|---|---|---|
| Broaching machine | Driving mode | Hydraulic |
| Supply pressure | 10 MPa | |
| Broaching cylinder specification | 80/50–500 mm | |
| Maximum broaching force | 30 kN | |
| Broaching stroke | 400 mm | |
| Hydraulic oil density | 900 kg/m3 | |
| Broaching velocity | 35 mm/s | |
| Broaching cooling | Cooling liquid | |
| Broach | Type | Keyway |
| Size | 595 × 16 × 40 mm | |
| Material | W18Cr4V | |
| Front height | 34.52 mm | |
| Rear height | 36.28 mm | |
| Tooth width | 16 mm | |
| Rake angle of tooth | 15 deg | |
| Clearance angle | 3 deg | |
| Pitch | 6 mm | |
| Number of tooth | 45 | |
| DVEHE | Supply pressure | 7 Mpa |
| Maximum flow | 100 L/min | |
| Excitation cylinder specification | 80/50–10 mm | |
| Mass | 12.6 kg | |
| Excitation valve | Rexroth 4WS2EM6 | |
| Controller | S7-300PLC CPU314 | |
| Frequency | 0–100 Hz | |
| Amplitude | 0–1 mm | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, Z.; Ni, J.; Shi, Y.; Wu, C.-Y.; Liu, X.-Q. Experimental Study on the Performance of Hydraulic Vibration Assisted Broaching (HVAB) Based on Piezoelectric Sensors. Sensors 2018, 18, 2417. https://doi.org/10.3390/s18082417
Meng Z, Ni J, Shi Y, Wu C-Y, Liu X-Q. Experimental Study on the Performance of Hydraulic Vibration Assisted Broaching (HVAB) Based on Piezoelectric Sensors. Sensors. 2018; 18(8):2417. https://doi.org/10.3390/s18082417
Chicago/Turabian StyleMeng, Zhen, Jing Ni, Yu Shi, Chuan-Yu Wu, and Xiang-Qi Liu. 2018. "Experimental Study on the Performance of Hydraulic Vibration Assisted Broaching (HVAB) Based on Piezoelectric Sensors" Sensors 18, no. 8: 2417. https://doi.org/10.3390/s18082417
APA StyleMeng, Z., Ni, J., Shi, Y., Wu, C.-Y., & Liu, X.-Q. (2018). Experimental Study on the Performance of Hydraulic Vibration Assisted Broaching (HVAB) Based on Piezoelectric Sensors. Sensors, 18(8), 2417. https://doi.org/10.3390/s18082417