Estimation of Fine and Oversize Particle Ratio in a Heterogeneous Compound with Acoustic Emissions

Abstract
:1. Introduction
2. Materials and Method
2.1. Offline Check Procedure
Sensor Selection
2.2. Materials and Setup
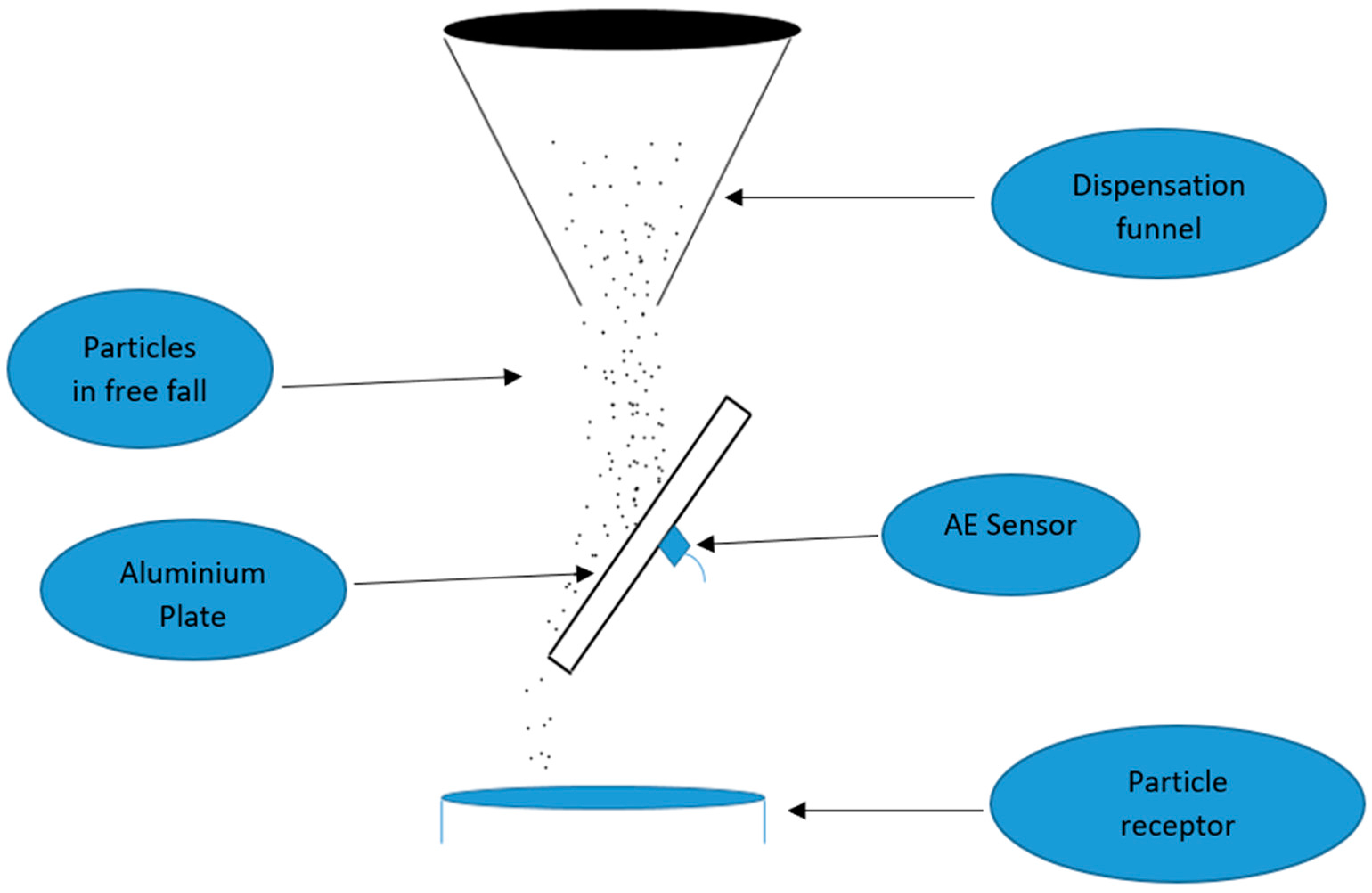
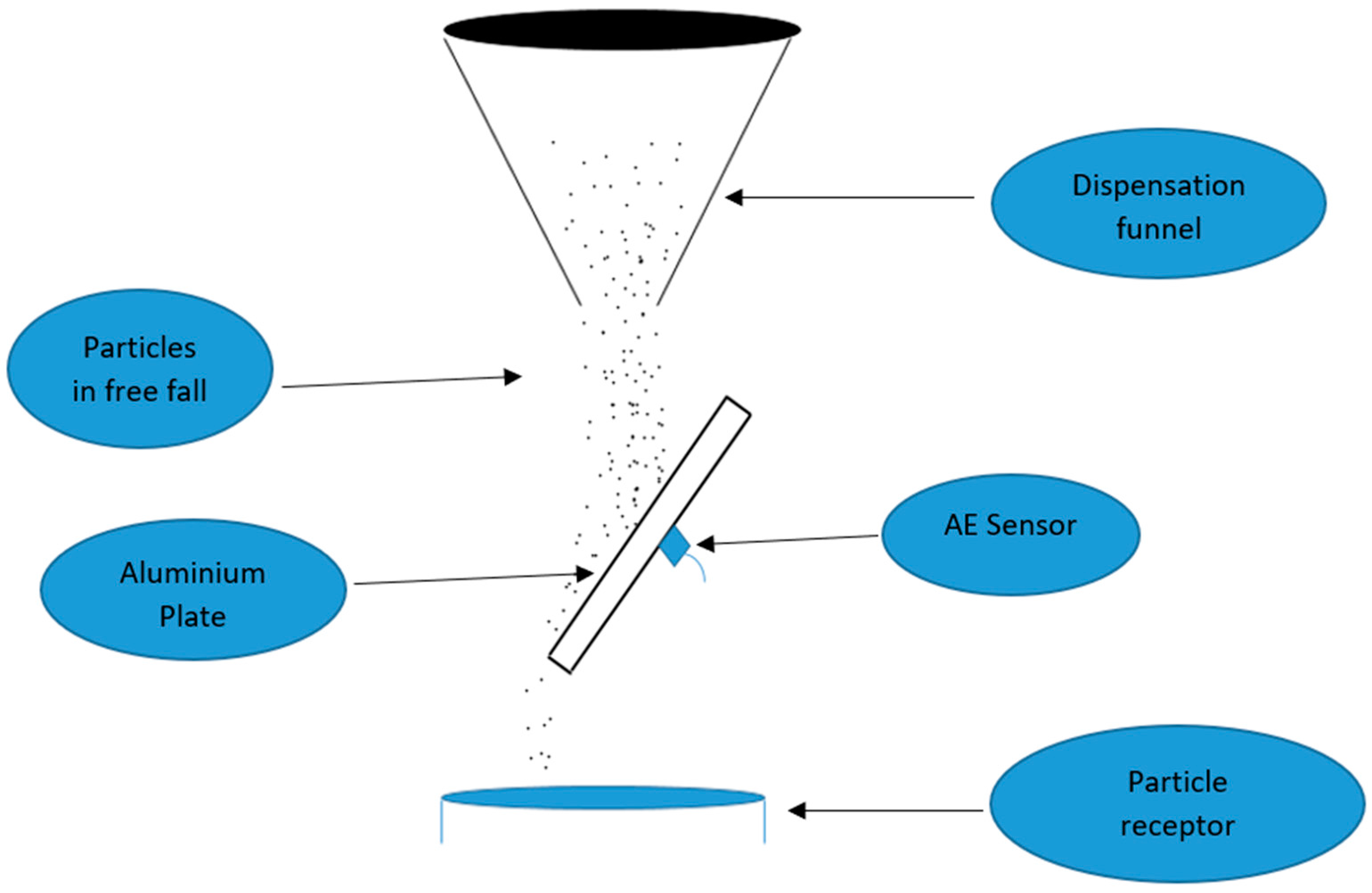
2.2.1. Experimental Setup
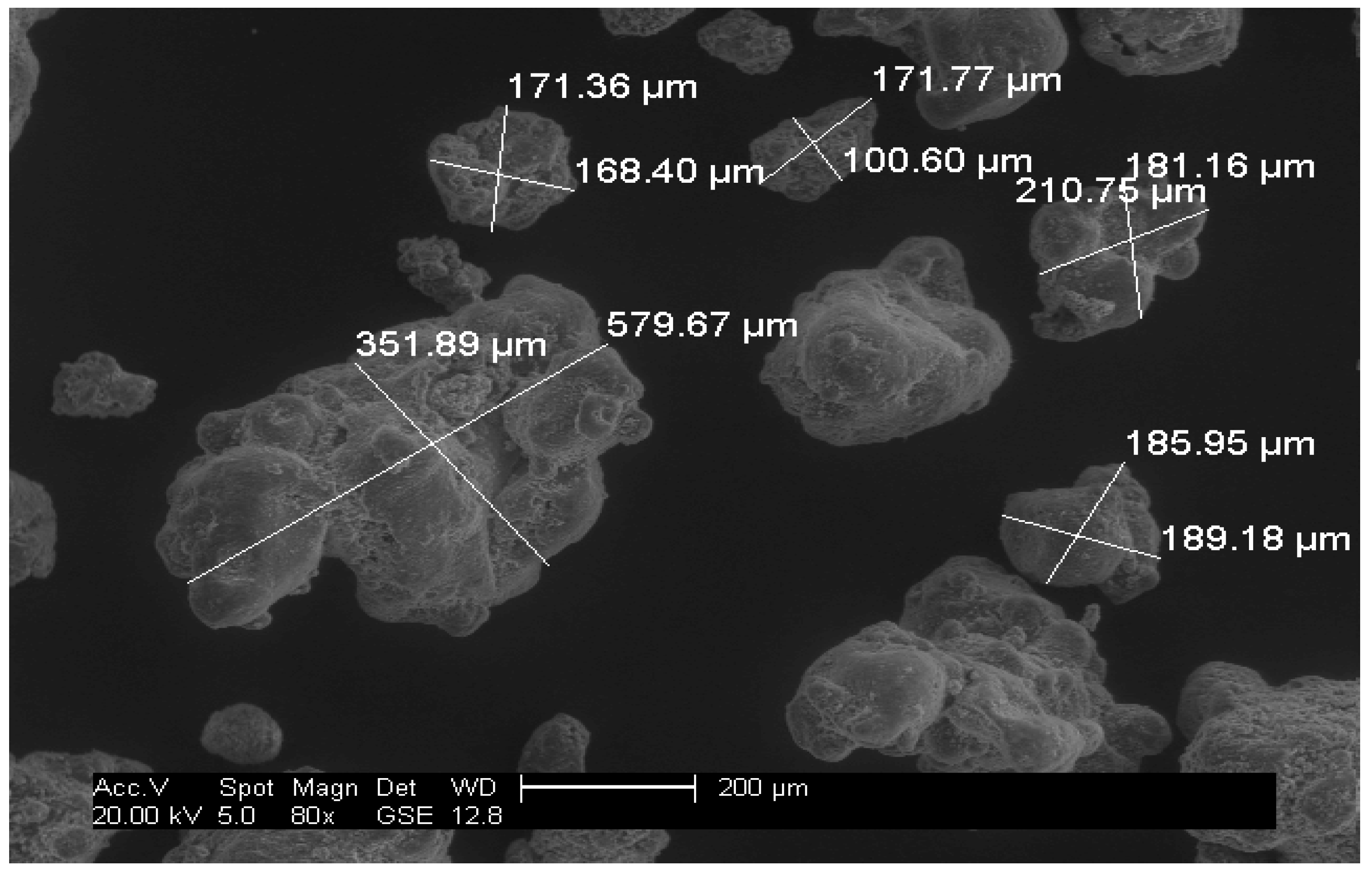
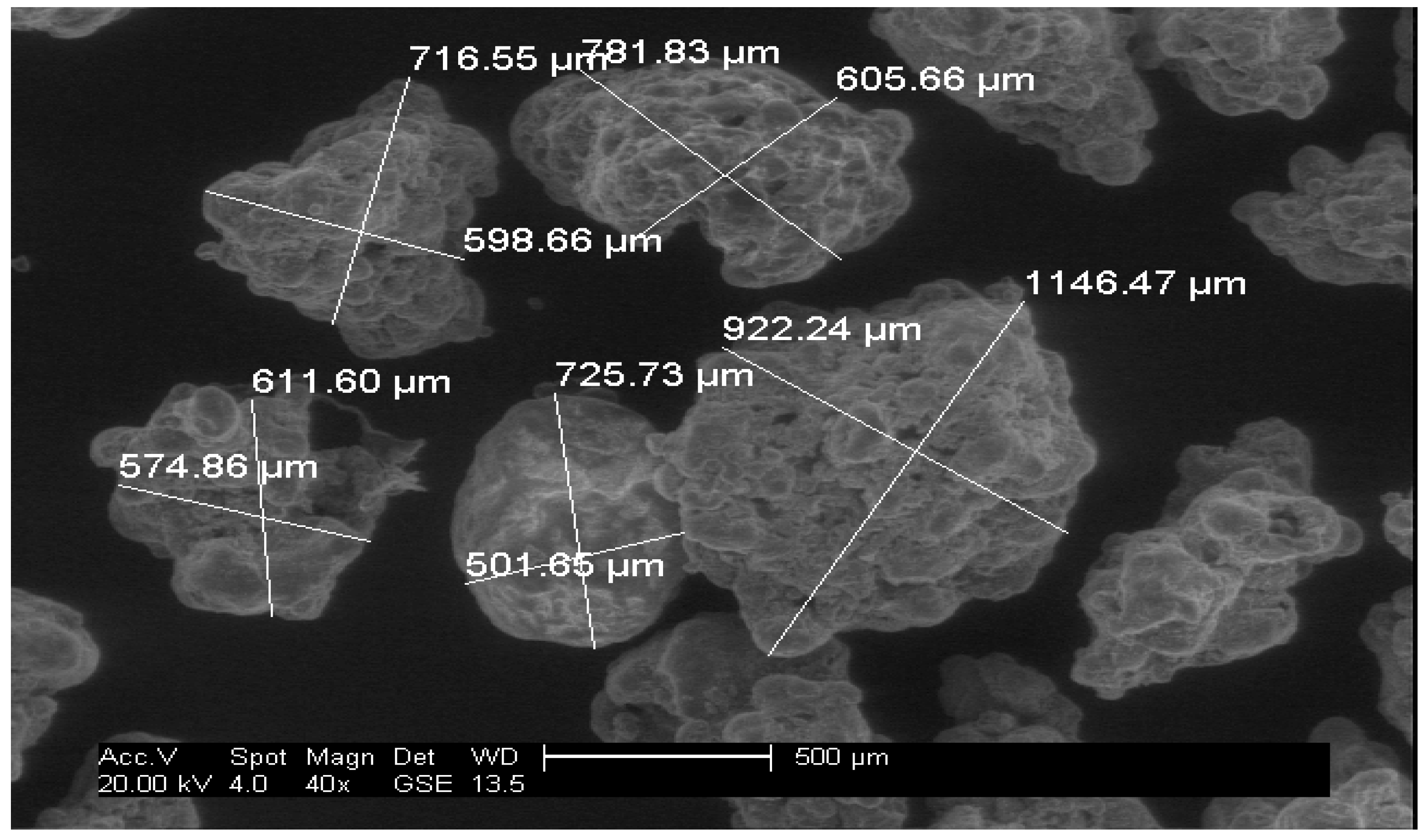
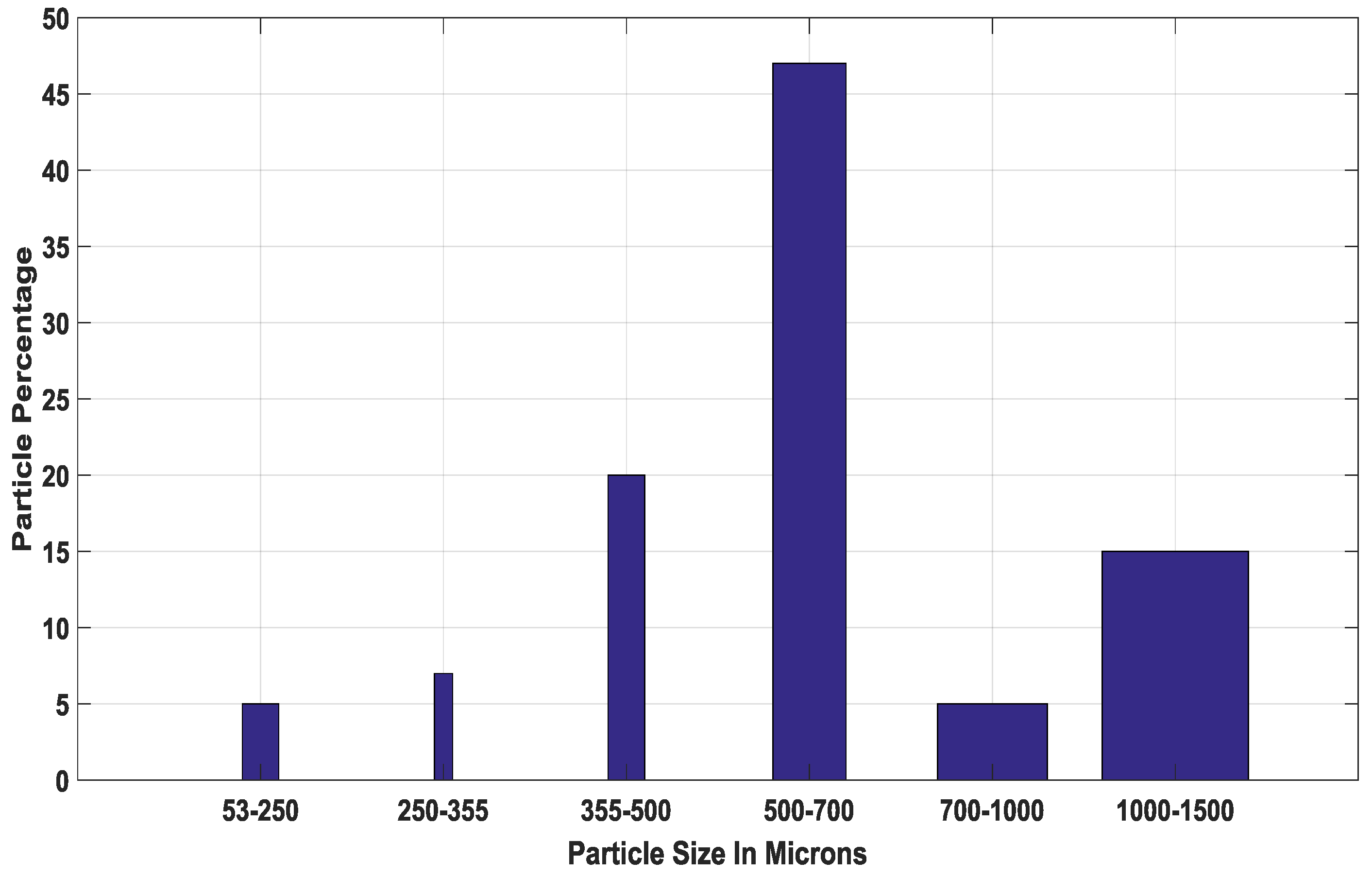
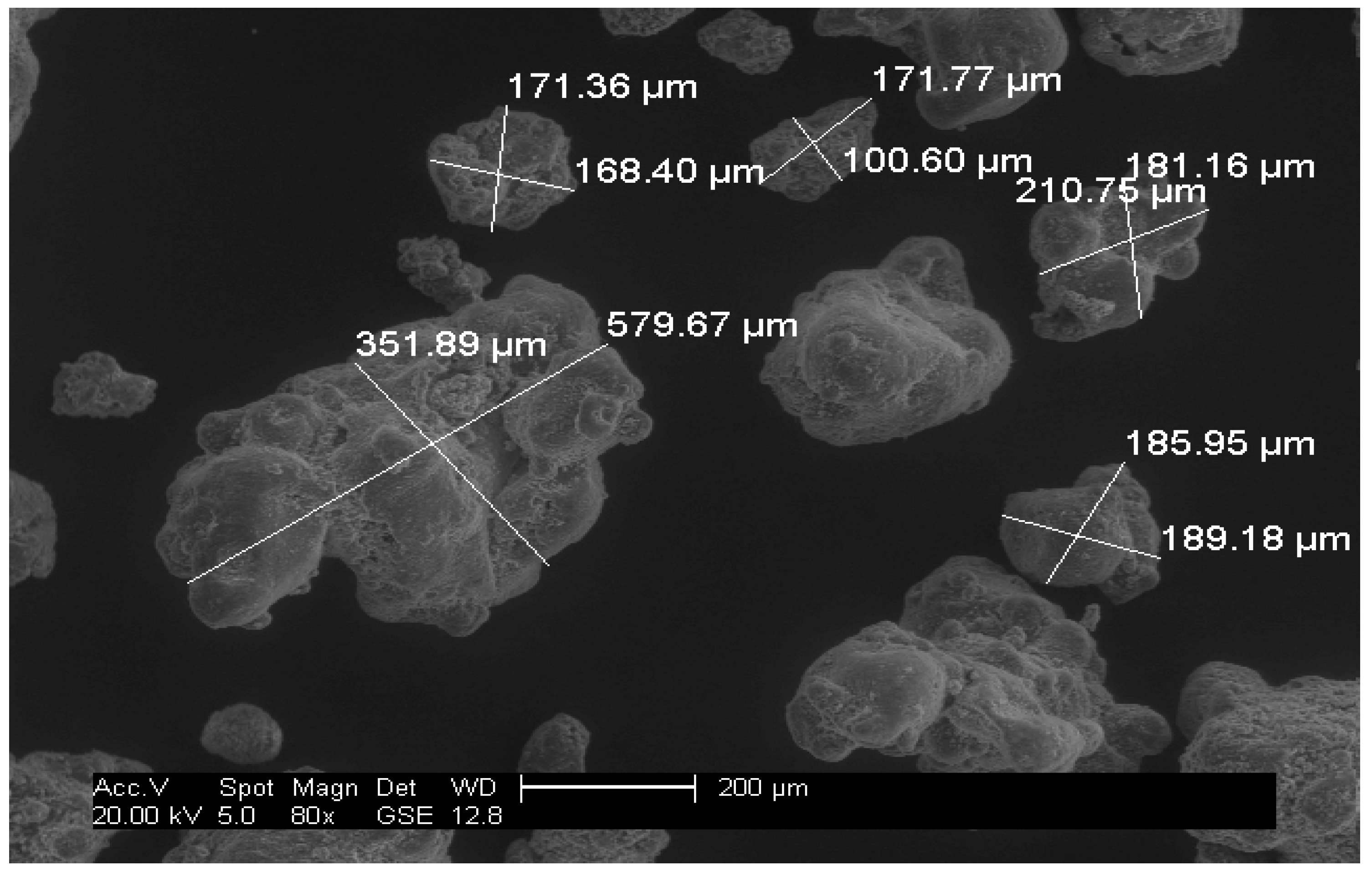
2.2.2. Sample Preparation
3. Theoretical Model and Signal Processing Approach
3.1. Particle Sizing with the AE Theoretical Model
3.2. Signal Processing Method
Threshold Tuning Stages
- Expression of the signal in its absolute format |x| to rectify negative values.
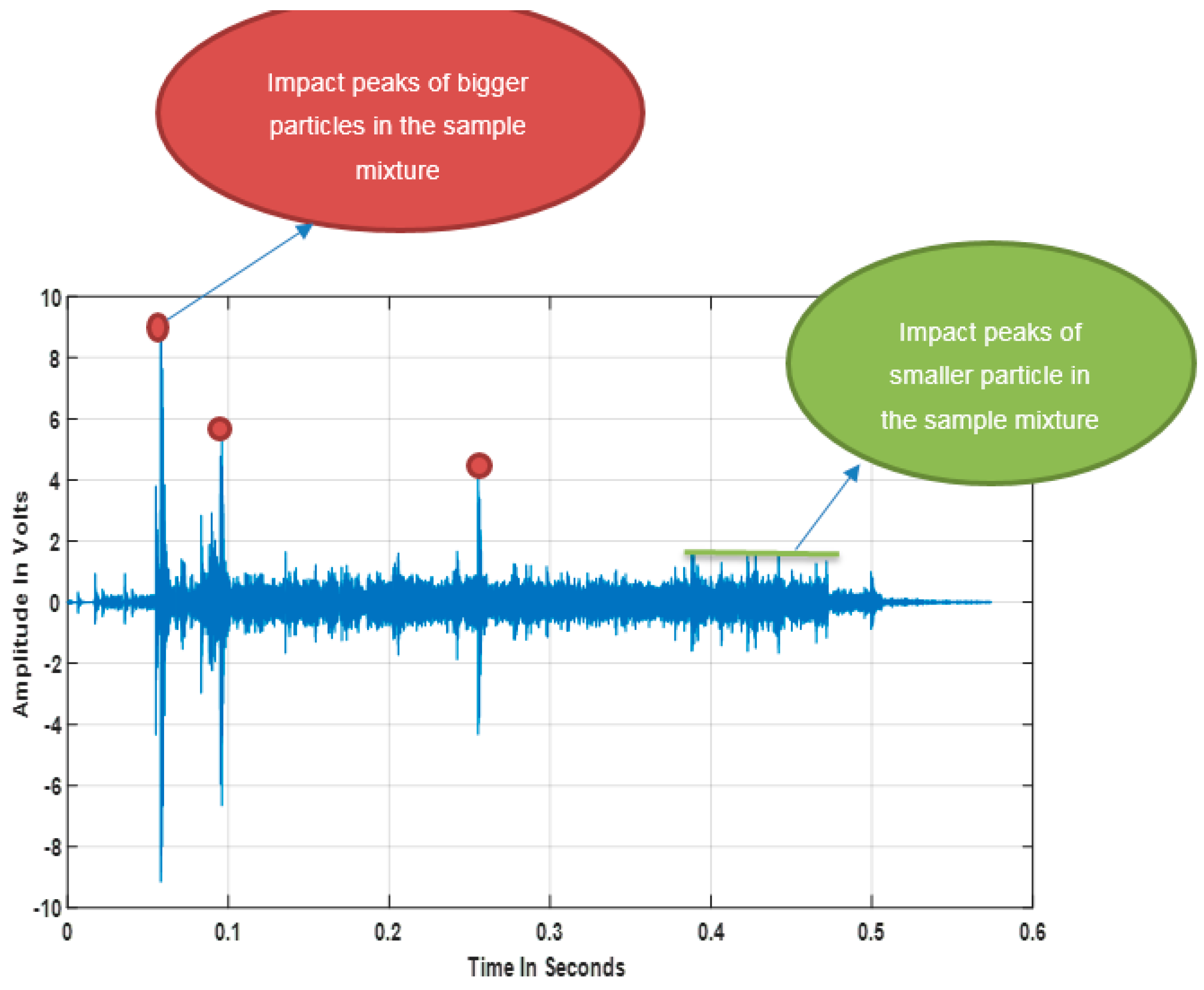
- Separation of the signal into high and low amplitude component parts corresponding to the impacts of the big and small particle distributions in the mixture, respectively.
- For this to be achieved, a default threshold first needs to be implemented whose signal amplitude level is equal to the maximum produced from the resulting impact of the distribution of the small particles in the mixture.
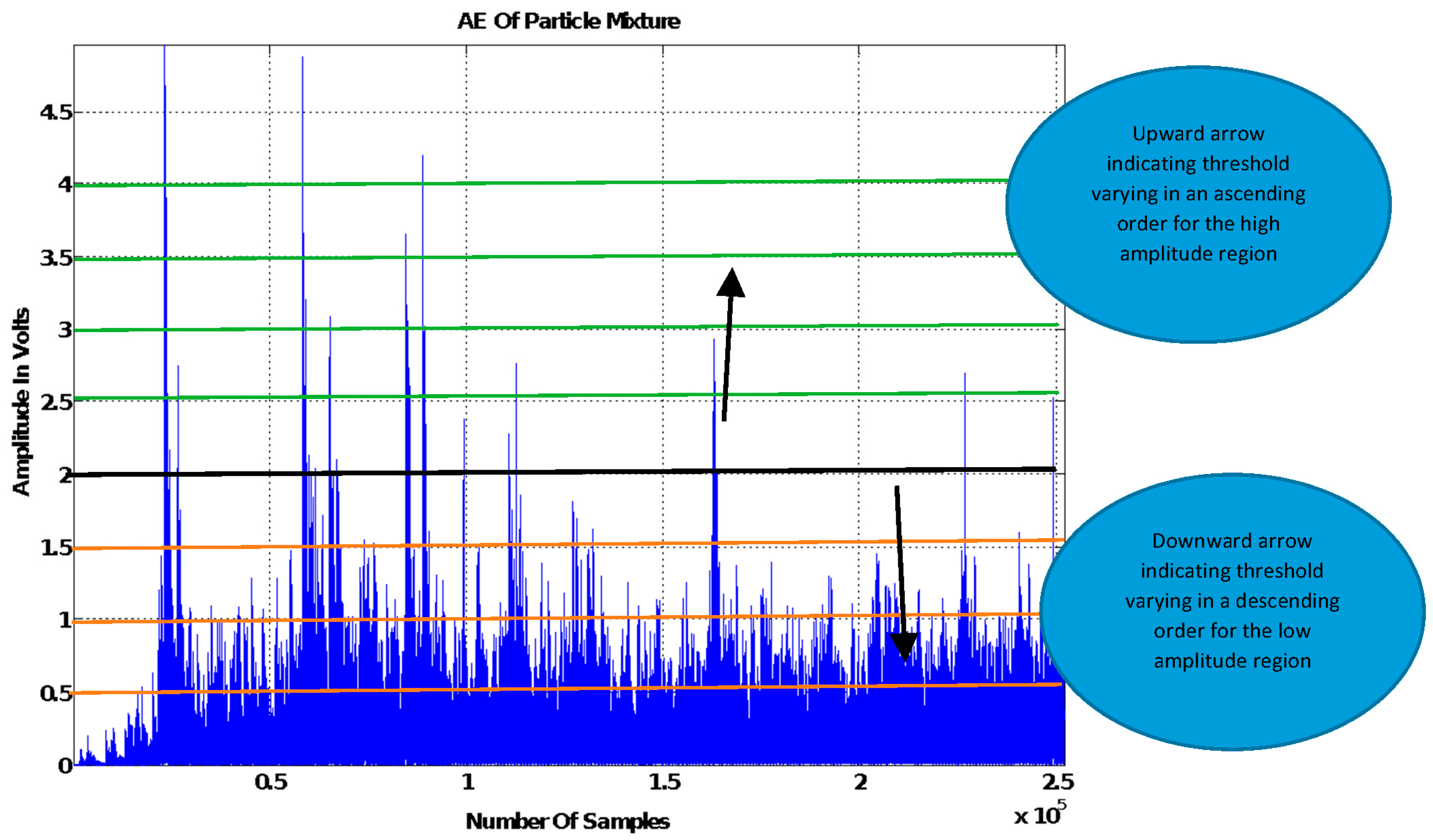
- In order to gain an accurate calibration of the default threshold, it is advisable to carry out a good number of experimental runs of unmixed material containing only the small particles. Figure 5 shows an example of a signal and a number of thresholds with the described default threshold represented by the black line.
- Implementation of a varying threshold within each signal to scan across the length of each signal component part for a region containing signal information that can be linked to particle size.
- The amplitude of the varying threshold should be varied in an ascending order in the high amplitude signal part and a descending order in the low amplitude signal part as can be seen in Figure 5. Due to the nature of the AE signals processed in this study, the threshold was adjusted by 0.5 V each time it was varied.
- Extraction of the mean amplitude of the signal within the corresponding thresholds each time the amplitude of the varying threshold is changed, as shown in Equation (3).
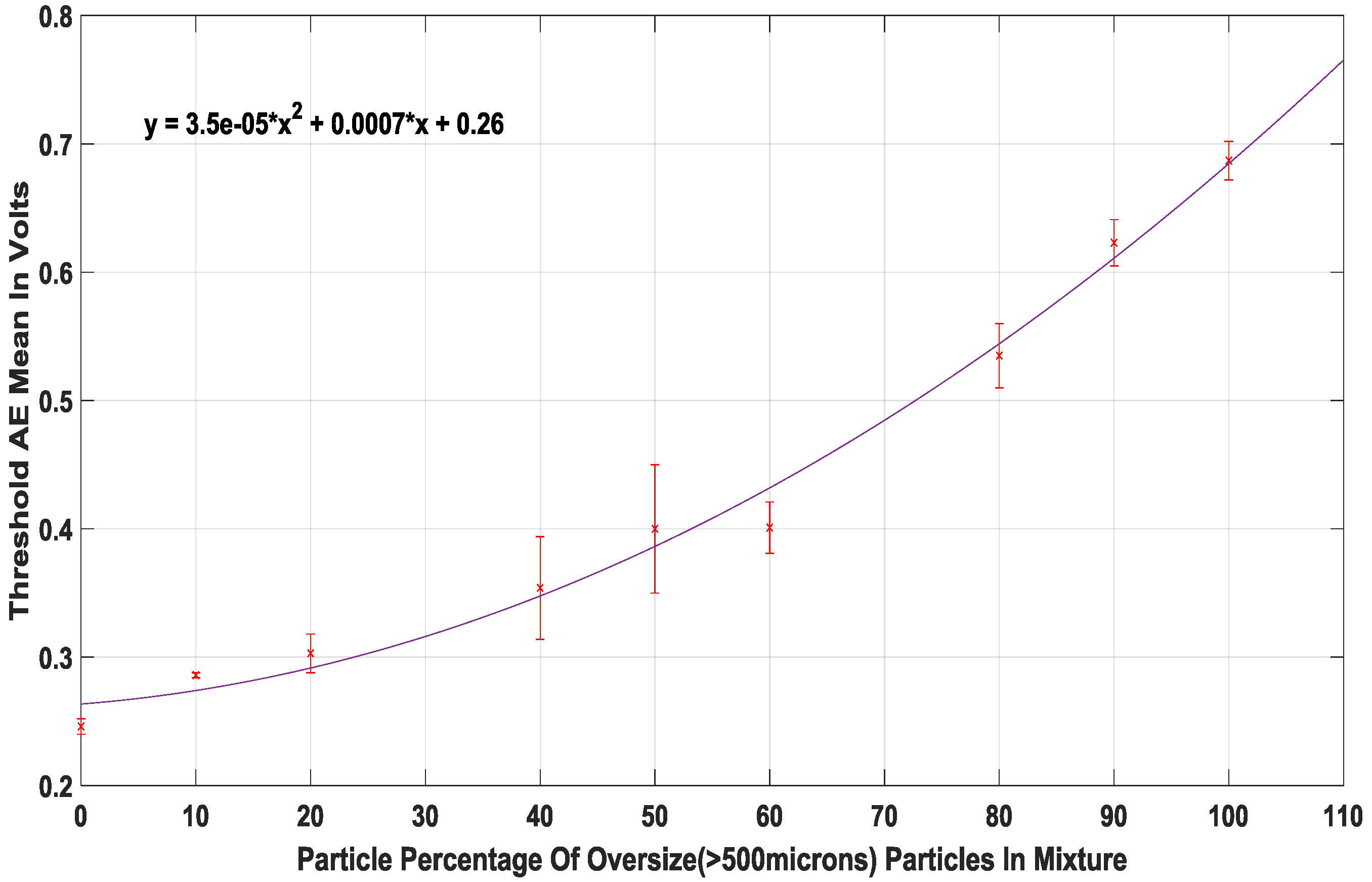
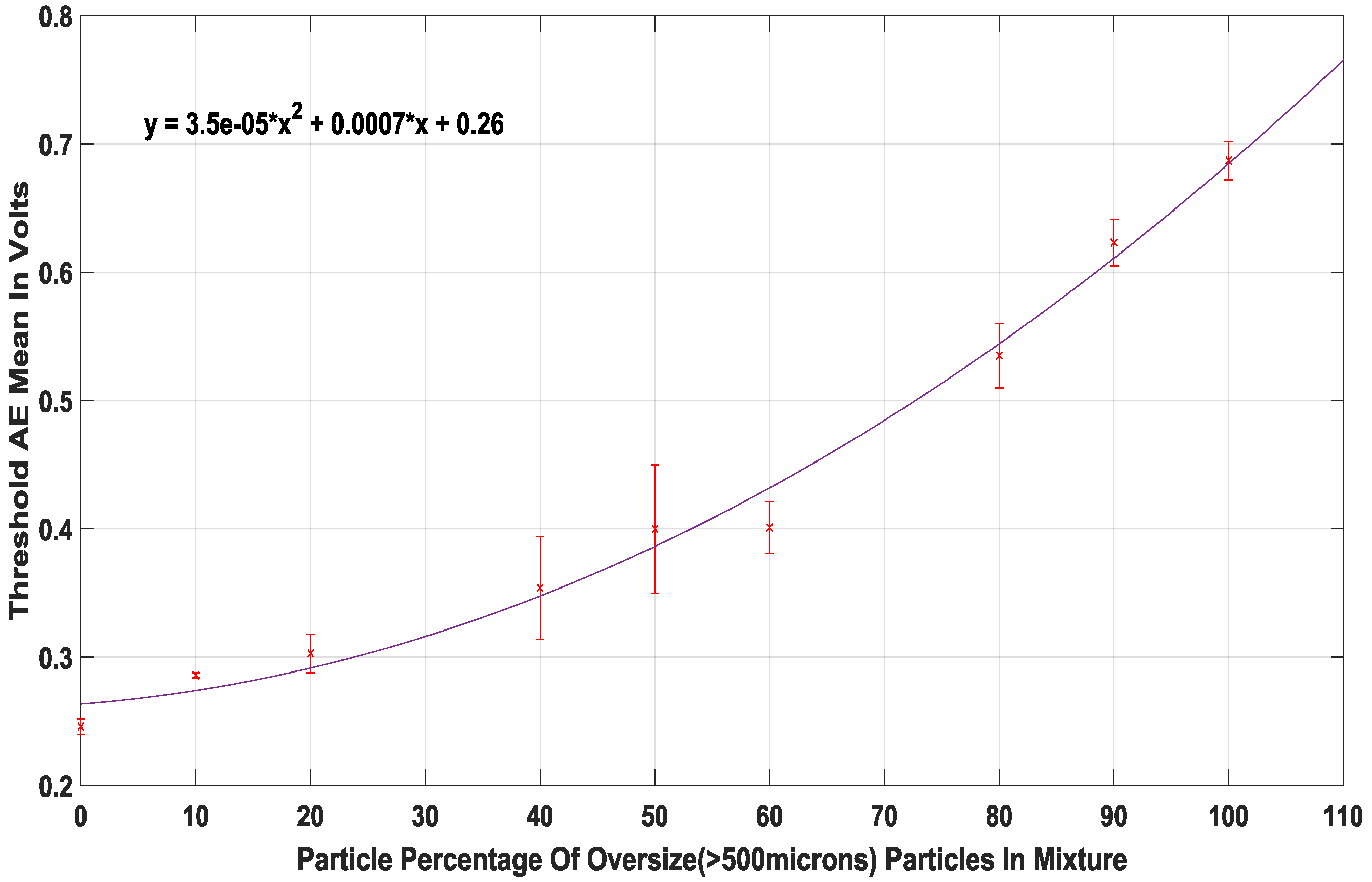
- Different mixture ratios containing a measured mass of both particles of interest should be formed, after which steps 3 and 4 should be repeated for each powder mix ratio. In this paper, the mix ratios shown in Table 1 were used. The acquired threshold amplitude mean should then be correlated to the respective powder mix ratio.
- Each correlation plot produced from each threshold level should be validated using a new set of particle mixtures with the correlation plot that produces the highest estimation accuracy selected as the PSD estimation model. The amplitude parameters used to obtain the best correlation plot should be regarded as the optimal threshold level parameters.
4. Results and Discussion
5. Conclusions
Acknowledgments
Author Contribution
Conflicts of Interest
References
- Particle Size Tutorial, Overview of Methods. Available online: www.Dispersion.com (accessed on 17 February 2017).
- Nsugbe, E.; Starr, A.; Foote, P.; Ruiz-Carcel, C.; Jennions, I. Size Differentiation of a Continuous Stream of Particles Using Acoustic Emissions. J. Acoust. Soc. Am. 2016, 139, 2066. [Google Scholar] [CrossRef]
- Bastari, A.; Cristalli, C.; Morlacchi, R. Acoustic emissions for particle sizing of powders through signal processing techniques. Mech. Syst. Signal Process. 2011, 25, 901–916. [Google Scholar] [CrossRef]
- Ren, C.J.; Wang, J.D.; Song, D. Determination of particle size distribution by multi-scale analysis of acoustic emission signals in gas-solid fluidized bed. J. Zhejiang Univ. Sci. A 2011, 12, 260–267. [Google Scholar] [CrossRef]
- Nsugbe, E.; Starr, A.; Ruiz-Carcel, C. Monitoring the Particle Size Distribution of a Powder Mixing Process with Acoustic Emissions: A Review. Eng. Technol. Ref. 2016, 1–12. [Google Scholar] [CrossRef]
- Leach, M.F.; Rubin, G.A.; Williams, J.C. Particle size determination from acoustic emissions. Powder Technol. 1977, 16, 153–158. [Google Scholar] [CrossRef]
- Leach, M.F.; Rubin, G.A. Analysis of Gaussian size distribution of rigid particles from their acoustic emissions. Powder Technol. 1978, 19, 189–195. [Google Scholar] [CrossRef]
- Leach, M.F.; Rubin, G.A. Size analysis of particles of irregular shape from their acoustic emissions. Powder Technol. 1978, 21, 263–267. [Google Scholar] [CrossRef]
- Buttle, D.J.; Martin, S.R.; Scruby, C.B. Particle sizing by quantitative acoustic emission. Res. Nondestruct. Eval. 1991, 3, 1–26. [Google Scholar] [CrossRef]
- Hu, Y.; Huang, X.; Qian, X. Online particle size measurement through acoustic emission detection and signal analysis. In Proceedings of the IEEE International Instrumentation Measurement Technology Conference, Montevideo, Uruguay, 12–15 May 2014; pp. 949–953. [Google Scholar]
- Nsugbe, E.; Starr, A.; Ruiz-Carcel, C.; Jennions, I. Online Particle Size Distribution Estimation of a Mixture of Similar Sized Particles with Acoustic Emissions. J. Phys. Conf. Ser. 2017, 885, 012009. [Google Scholar] [CrossRef]
- Nsugbe, E.; Starr, A.; Ruiz-Carcel, C.; Jennions, I. Particle Size Distribution Estimation of a Mixture of Regular and Irregular Sized Particles Using Acoustic Emissions. Procedia Manuf. 2017, 11, 2252–2259. [Google Scholar] [CrossRef]
- Heywood, H.; Groves, M.J.; Wyatt-Sargent, J.L. Particle Size Analysis Conference. Proc. Soc. Anal. Chem. 1970, 7, 136–138. [Google Scholar]
- Hansuld, E.M.; Briens, L. A review of monitoring methods for pharmaceutical wet granulation. Int. J. Pharm. 2014, 472, 192–201. [Google Scholar] [CrossRef] [PubMed]
- Pecorari, C. Characterizing particle flow by acoustic emission. J. Nondestruct. Eval. 2013, 32, 104–111. [Google Scholar] [CrossRef]
- Uher, M.; Benes, P. Measurement of particle size distribution by acoustic emission method. In Proceedings of the XX IMEKO World Congress, Busan, Korea, 9–14 September 2012. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix Ratio | |
|---|---|
| Fines | Oversize |
| 0 | 100 |
| 10 | 90 |
| 20 | 80 |
| 40 | 60 |
| 50 | 50 |
| 60 | 40 |
| 80 | 20 |
| 90 | 10 |
| 100 | 0 |
| Size Range (microns) | Bulk Density (g/cm3) | Percentage Bulk Density Difference | |
|---|---|---|---|
| Fines | 53–500 | 0.58 | 8% |
| Oversize | 501–1500 | 0.63 |
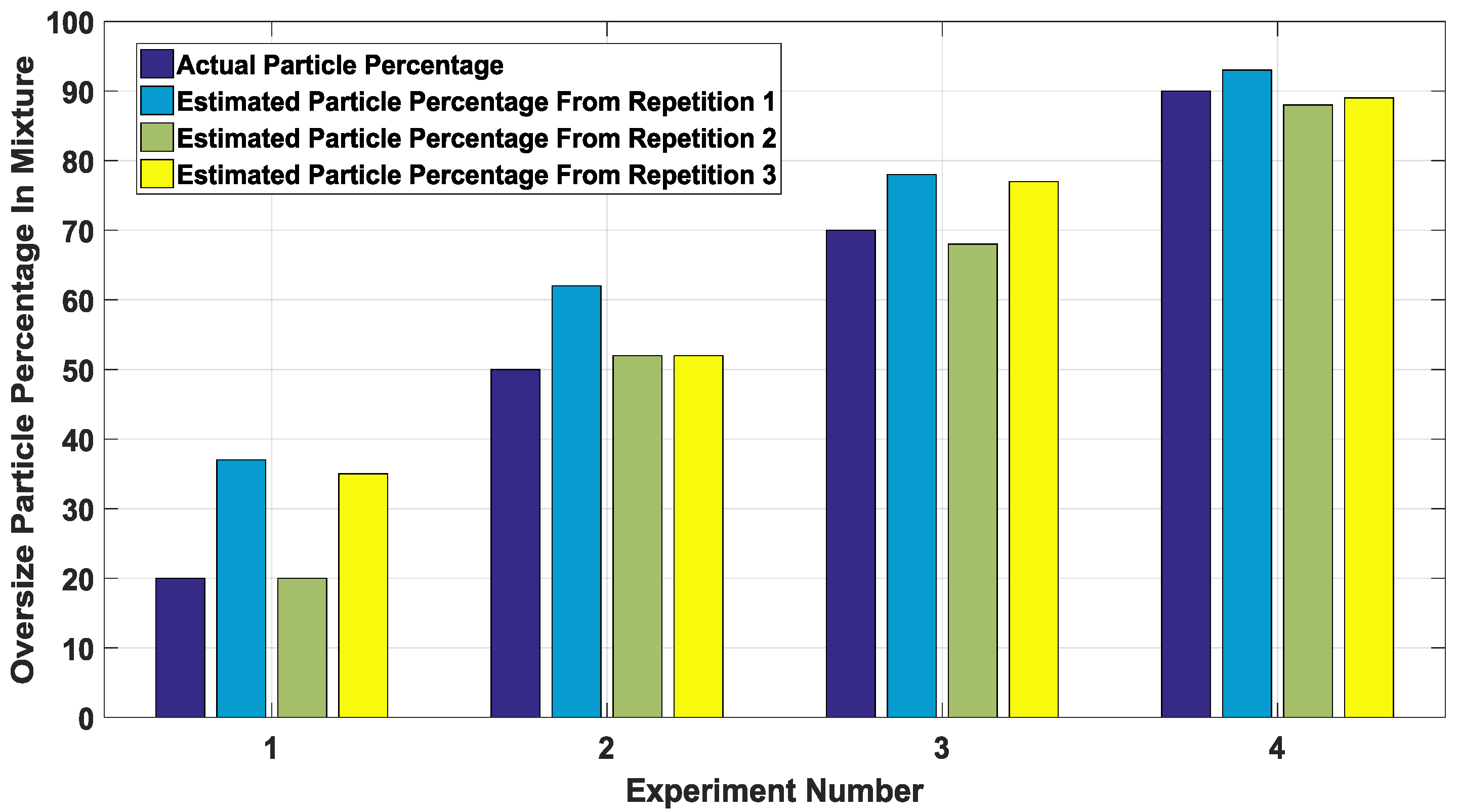
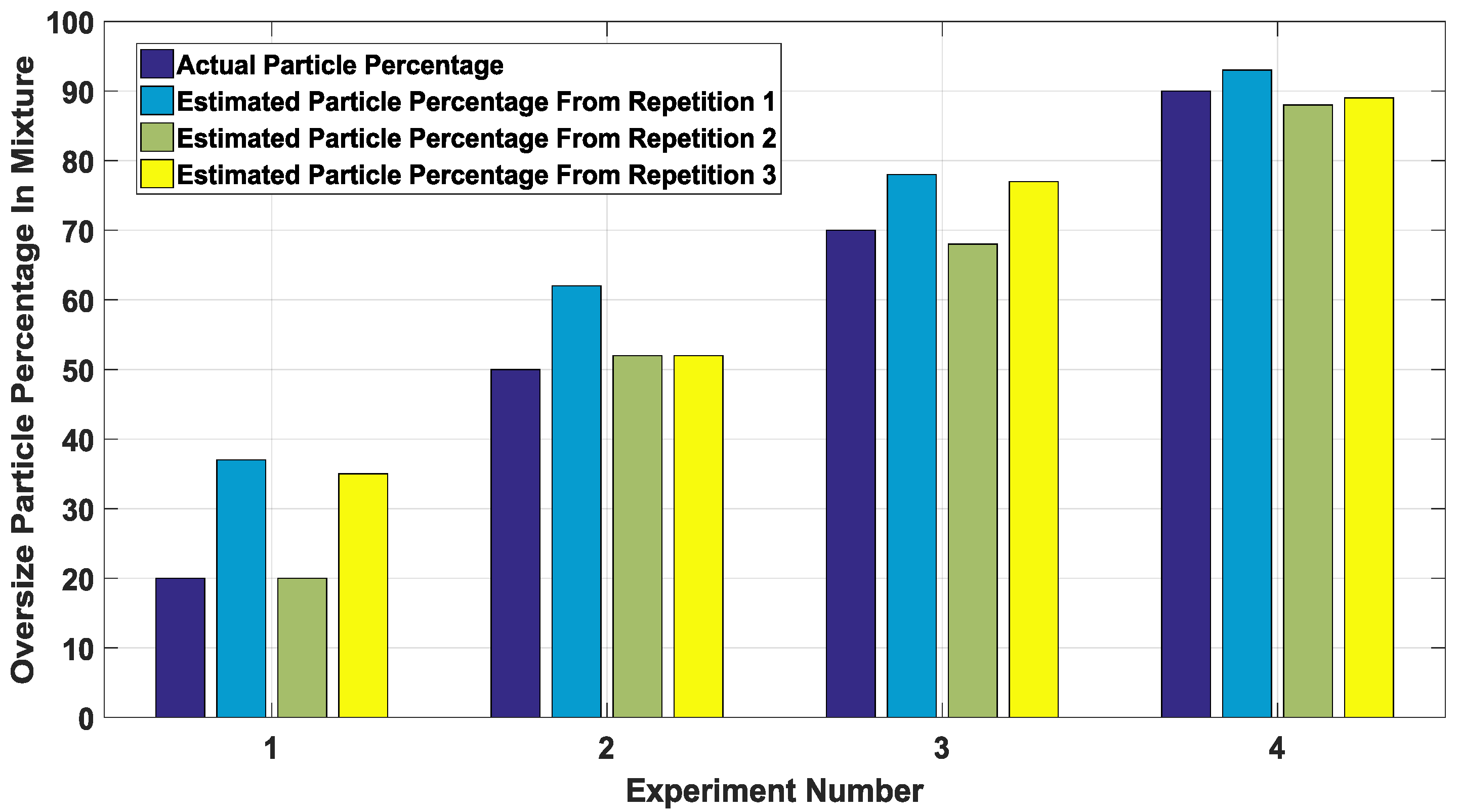
| Experiment Number | Mix Ratio (Fines:Oversize) | Repetitions |
|---|---|---|
| 1 | 80:20 | 3 |
| 2 | 50:50 | 3 |
| 3 | 30:70 | 3 |
| 4 | 10:90 | 3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nsugbe, E.; Ruiz-Carcel, C.; Starr, A.; Jennions, I. Estimation of Fine and Oversize Particle Ratio in a Heterogeneous Compound with Acoustic Emissions. Sensors 2018, 18, 851. https://doi.org/10.3390/s18030851
Nsugbe E, Ruiz-Carcel C, Starr A, Jennions I. Estimation of Fine and Oversize Particle Ratio in a Heterogeneous Compound with Acoustic Emissions. Sensors. 2018; 18(3):851. https://doi.org/10.3390/s18030851
Chicago/Turabian StyleNsugbe, Ejay, Cristobal Ruiz-Carcel, Andrew Starr, and Ian Jennions. 2018. "Estimation of Fine and Oversize Particle Ratio in a Heterogeneous Compound with Acoustic Emissions" Sensors 18, no. 3: 851. https://doi.org/10.3390/s18030851
APA StyleNsugbe, E., Ruiz-Carcel, C., Starr, A., & Jennions, I. (2018). Estimation of Fine and Oversize Particle Ratio in a Heterogeneous Compound with Acoustic Emissions. Sensors, 18(3), 851. https://doi.org/10.3390/s18030851