Melamine Faced Panels Defect Classification beyond the Visible Spectrum

Abstract
1. Introduction
- We explore the use of images from different spectral bands to classify defects in melamine wood-based panels. Demonstrating, through experimental evaluation, the value of images beyond the visible spectrum in the classification of melamine faced panels.
- We show that the classification performance of melamine faced panels defects increases when different spectral bands are combined.
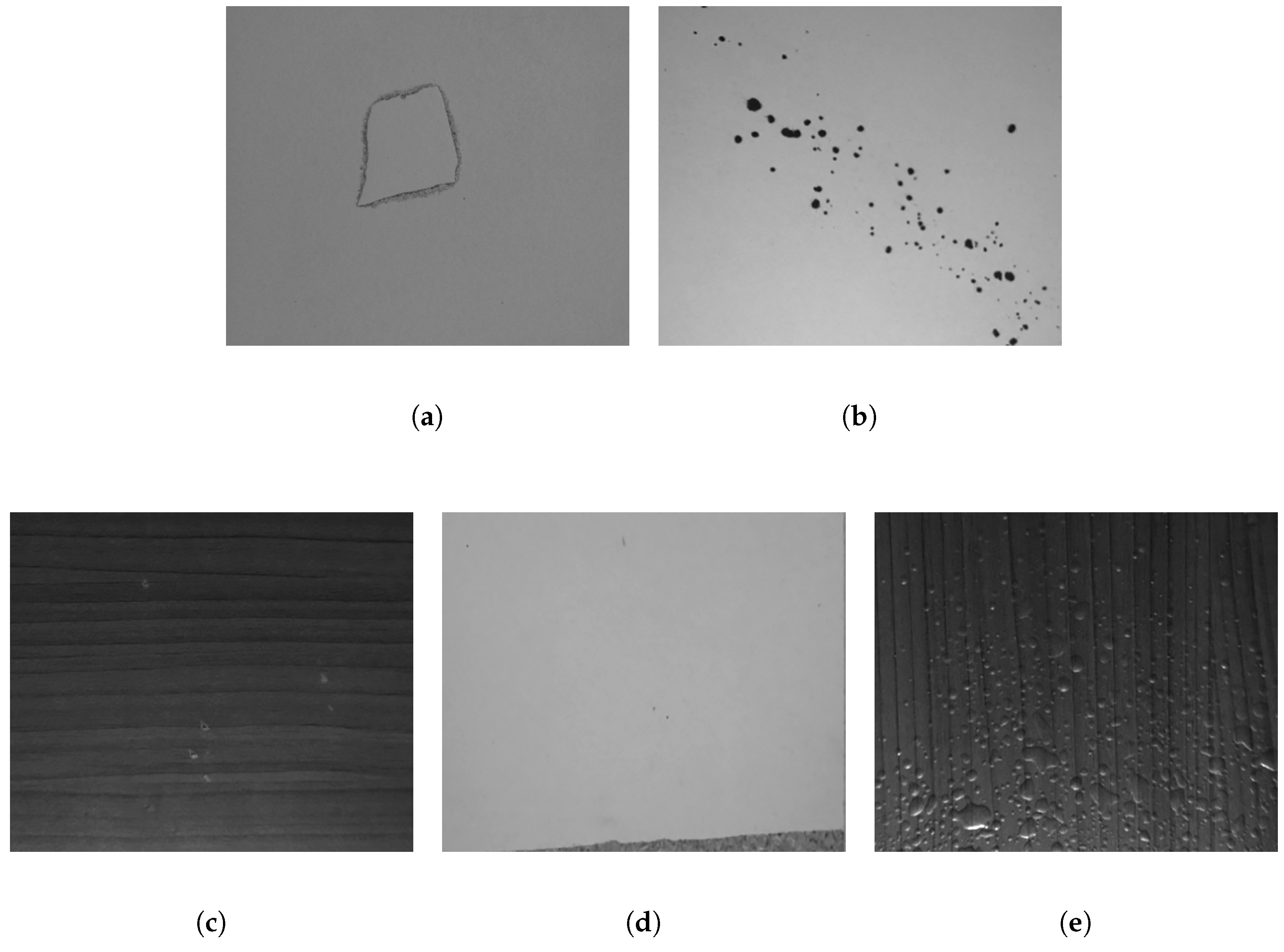
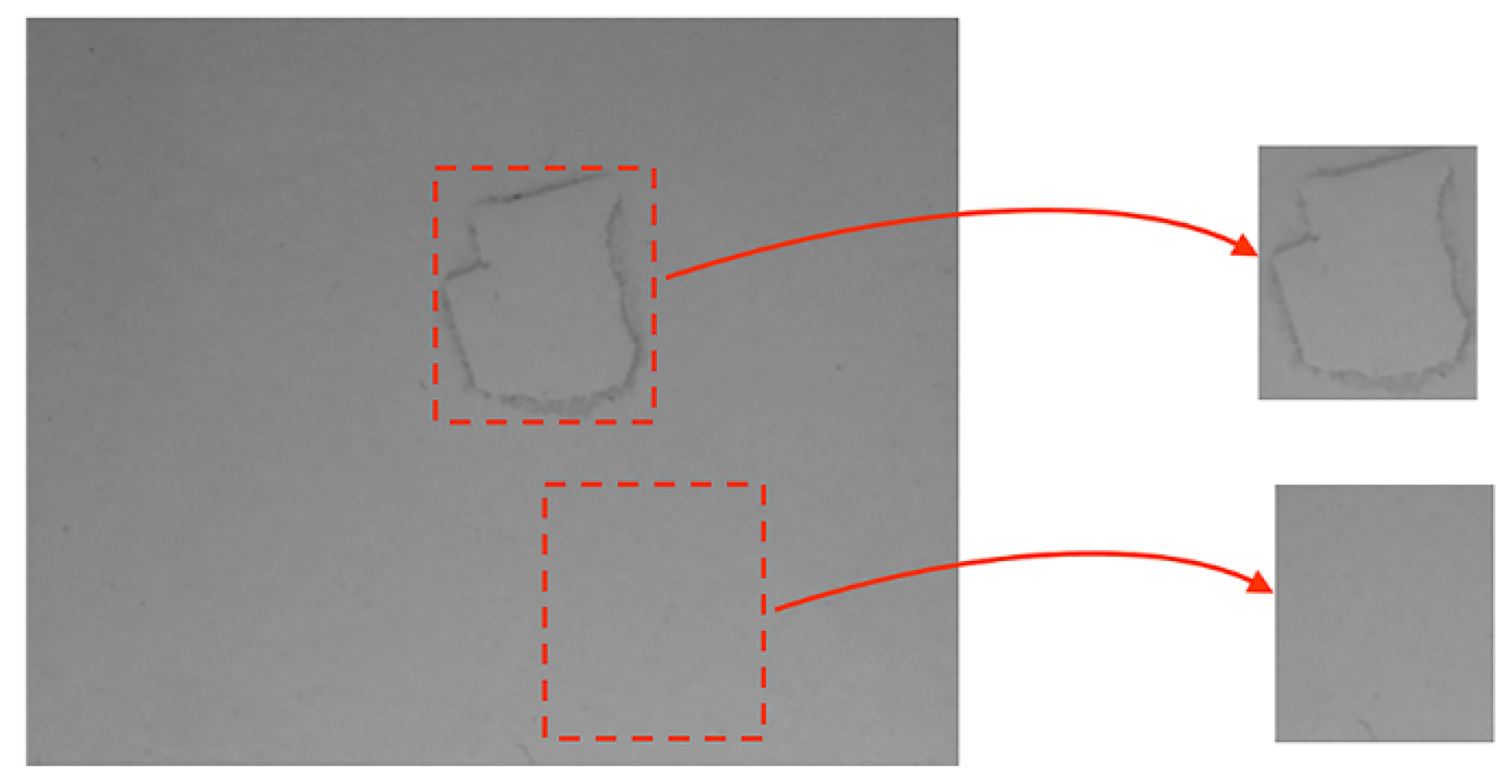
2. Problem Description
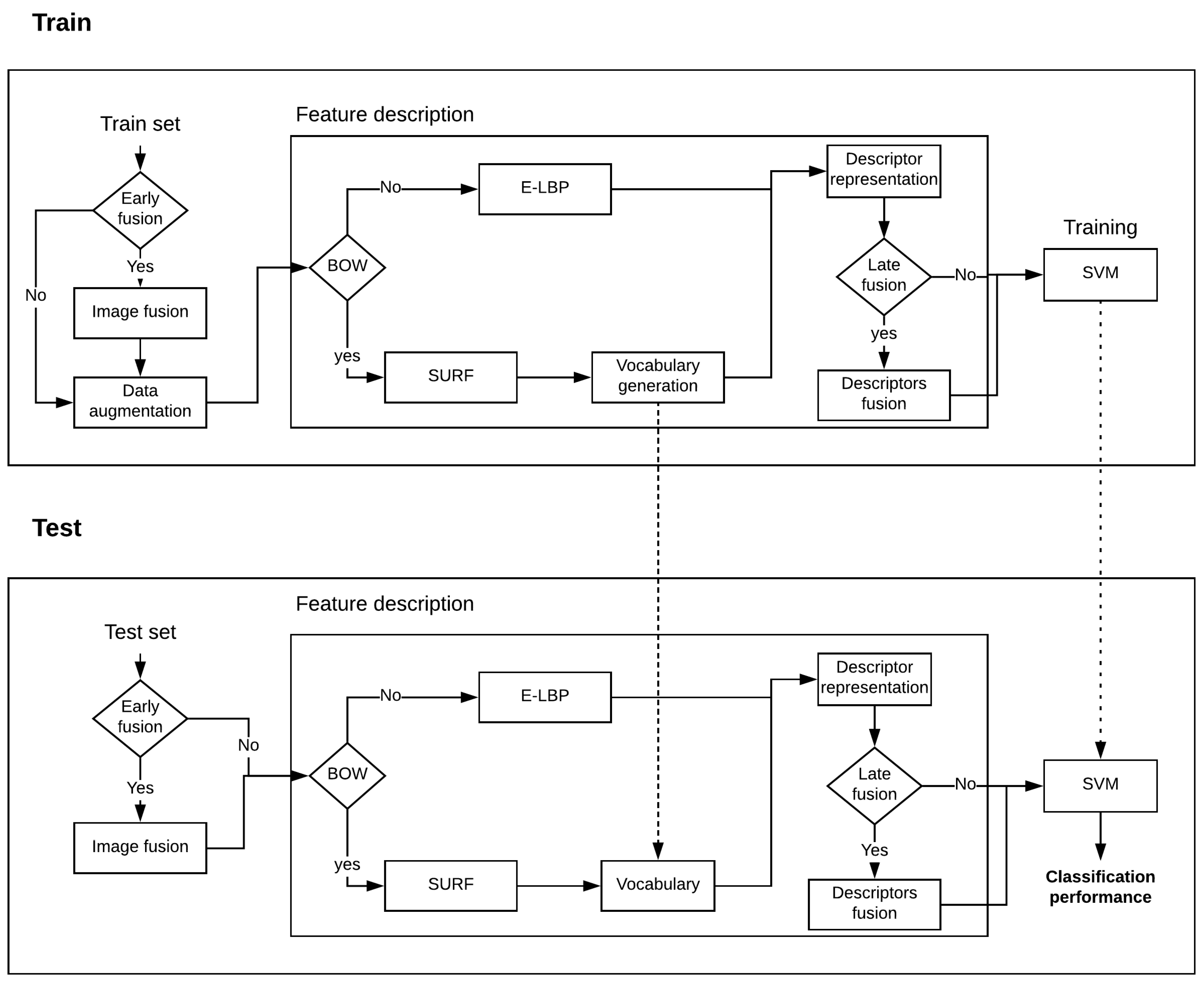
3. Proposed Approach
- Obtain interest points of the image. This step is commonly carried out in the interest point detection stage of some local description algorithm. In the present work, the SURF descriptor [12] was used, which provides the keypoints from which the descriptors are calculated.
- Calculate the descriptors corresponding to the obtained keypoints. The SURF algorithm provides descriptors of 64 elements, corresponding to the descriptor of each keypoints of the image.
- Generate a of vocabulary or visual dictionary. To generate this dictionary, a set of training images is used, from which steps 1 and 2 are executed. From the total of calculated descriptors, the k-means clustering algorithm is applied, where k is the number of words in the dictionary, resulting in k groups of descriptors.
- Find the occurrences of each “word” of the dictionary in the set of SURF descriptors of each image. In this way we obtain the BoW of an image, which is an histogram of length k, which represents the occurrence of the SURF descriptors in each word of the dictionary generated in the training stage.
4. Experimental Setup
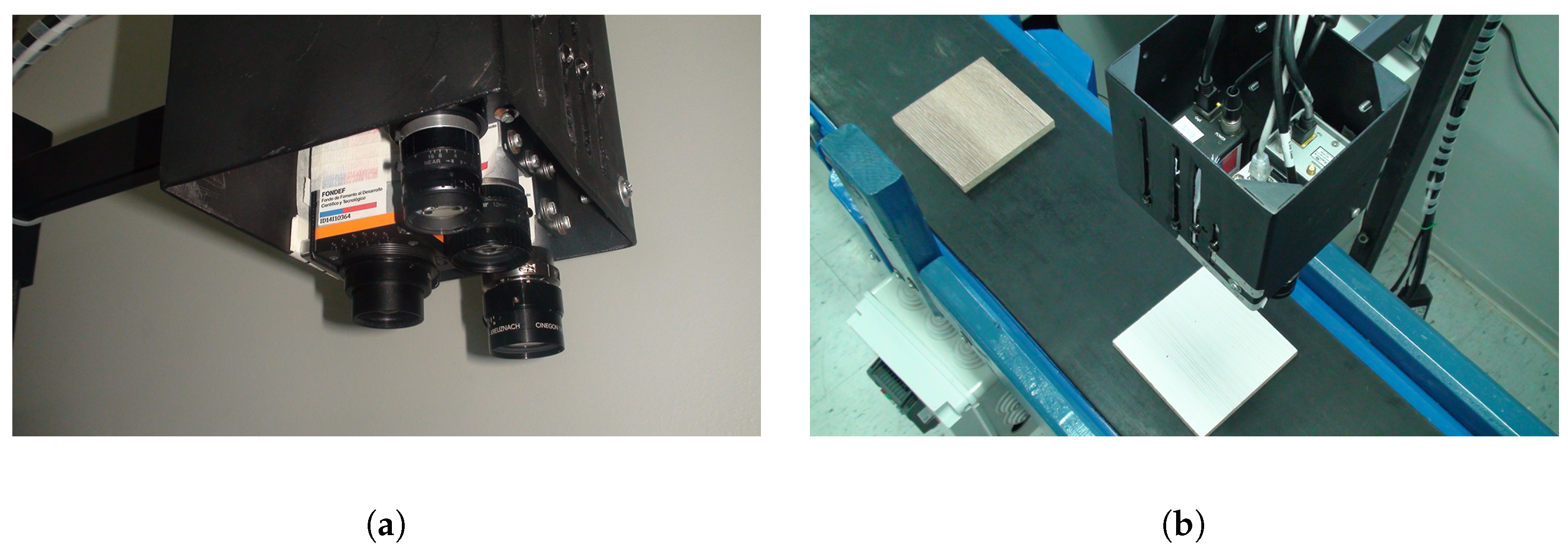
4.1. Multispectral Camera Rig
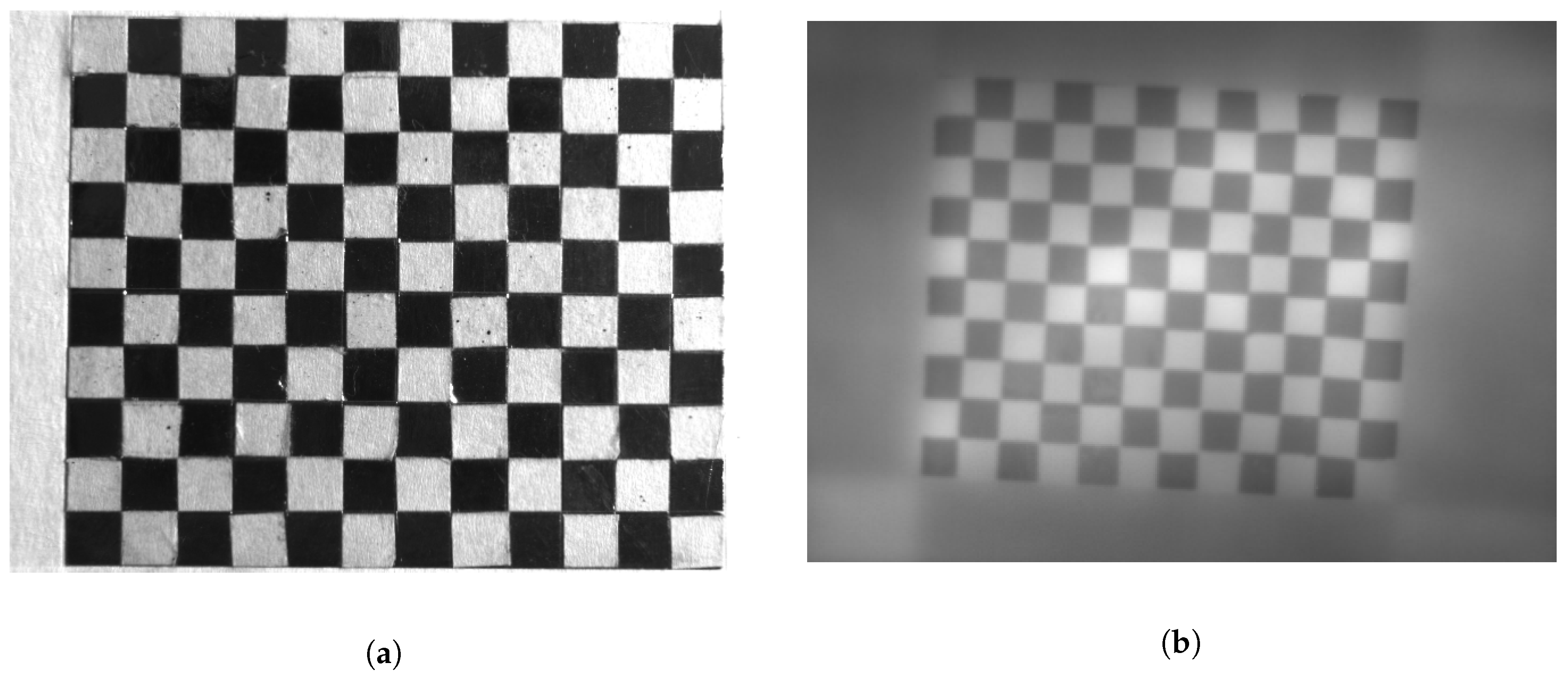
4.2. Calibration and Rectification
4.3. Heating Process
4.4. Dataset
- A sample is manually aligned between all the spectral bands.
- Manually, a region of interest is defined over each defect present in the board by an expert.
- Randomly, regions outside the regions of interest are selected to be free-of-defect samples.
- Randomly, some samples are selected to be training samples and other testing samples.
5. Experimental Results
5.1. Single Band
5.2. Early Fusion
5.3. Late Fusion
6. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wood Based Panel Market Size, Share & Trends Analysis Report by Product, 2018 to 2025; Grand View Research: San Francisco, CA, USA, 2018.
- Gu, I.Y.H.; Andersson, H.; Vicen, R. Wood defect classification based on image analysis and support vector machines. Wood Sci. Technol. 2010, 44, 693–704. [Google Scholar] [CrossRef]
- Cortes, C.; Vapnik, V. Support-vector networks. Mach. Learn. 1995, 20, 273–297. [Google Scholar] [CrossRef]
- Mahram, A.; Shayesteh, M.G.; Jafarpour, S. Classification of wood surface defects with hybrid usage of statistical and textural features. In Proceedings of the 35th International Conference on Telecommunications and Signal Processing (TSP), Prague, Czech Republic, 3–4 July 2012; pp. 749–752. [Google Scholar] [CrossRef]
- Cover, T.; Hart, P. Nearest neighbor pattern classification. IEEE Trans. Inf. Theor. 2006, 13, 21–27. [Google Scholar] [CrossRef]
- Yuce, B.; Mastrocinque, E.; Packianather, M.S.; Pham, D.; Lambiase, A.; Fruggiero, F. Neural network design and feature selection using principal component analysis and Taguchi method for identifying wood veneer defects. Prod. Manuf. Res. 2014, 2, 291–308. [Google Scholar] [CrossRef]
- YongHua, X.; Jin-Cong, W. Study on the identification of the wood surface defects based on texture features. Opt. Int. J. Light Electron Opt. 2015, 126, 2231–2235. [Google Scholar] [CrossRef]
- Haralick, R.M.; Shanmugam, K.; Dinstein, I. Textural features for image classification. IEEE Trans. Syst. Man Cybern. 1973, SMC-3, 610–621. [Google Scholar] [CrossRef]
- Tamura, H.; Mori, S.; Yamawaki, T. Textural features corresponding to visual perception. IEEE Trans. Syst. Man Cybern. 1978, 8, 460–473. [Google Scholar] [CrossRef]
- Hittawe, M.M.; Muddamsetty, S.M.; Sidibé, D.; Mériaudeau, F. Multiple features extraction for timber defects detection and classification using SVM. In Proceedings of the 2015 IEEE International Conference on Image Processing (ICIP), Quebec, QC, Canada, 27–30 September 2015; pp. 427–431. [Google Scholar] [CrossRef]
- Brahnam, S.; Jain, L.C.; Nanni, L.; Lumini, A. Local Binary Patterns: New Variants and Applications; Springer Publishing Company, Inc.: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Bay, H.; Ess, A.; Tuytelaars, T.; Gool, L.V. Speeded-up robust features (SURF). Comput. Vis. Image Underst. 2008, 110, 346–359. [Google Scholar] [CrossRef]
- Tong, H.L.; Ng, H.; Yap, T.V.T.; Ahmad, W.S.H.M.W.; Fauzi, M.F.A. Evaluation of feature extraction and selection techniques for the classification of wood defect images. J. Eng. Appl. Sci. 2017, 12, 602–608. [Google Scholar] [CrossRef]
- Ahmad, W.S.H.M.W.; Tong, H.L.; Ng, H.; Yap, T.T.V.; Fauzi, M.F.A. Comparison of feature extraction techniques on segmented wood defects. J. Eng. Appl. Sci. 2016, 11, 374–379. [Google Scholar] [CrossRef]
- Santiago, A.S.; Yuste, A.; Expósito, J.M.; Galán, S.G.; Prado, R.; Maqueira, J.; Bruque, S. Real-time image texture analysis in quality management using grid computing: An application to the MDF manufacturing industry. Int. J. Adv. Manuf. Technol. 2012, 58, 1217–1225. [Google Scholar] [CrossRef]
- Berglind, H.; Dillenz, A. Detection of glue deficiency in laminated wood with pulse thermography. J. Wood Sci. 2003, 49, 216–220. [Google Scholar] [CrossRef]
- van Dyk, H.; Lemaster, R.L. An investigation of the use of active infrared thermography to detect localized surface anomalies in lumber. Scanning 2010, 32, 219–223. [Google Scholar] [CrossRef] [PubMed]
- Meinlschmidt, P. Thermographic detection of defects in wood and wood-based materials. In Proceedings of the 14th International Symposium of Nondestructive Testing of Wood, Hannover, Germany, 2–4 May 2005. [Google Scholar]
- Liu, L.; Zhao, L.; Long, Y.; Kuang, G.; Fieguth, P. Extended local binary patterns for texture classification. Image Vis. Comput. 2012, 30, 86–99. [Google Scholar] [CrossRef]
- Tsai, C.F. Bag-of-words representation in image annotation: A review. ISRN Artif. Intell. 2012, 2012, 19. [Google Scholar] [CrossRef]
- Ojala, T.; Pietikainen, M.; Maenpaa, T. Multiresolution gray-scale and rotation invariant texture classification with local binary patterns. IEEE Trans. Pattern Anal. Mach. Intell. 2002, 24, 971–987. [Google Scholar] [CrossRef]
- Pietikäinen, M.; Zhao, G. Chapter 9—Two decades of local binary patterns: A survey. In Advances in Independent Component Analysis and Learning Machines; Bingham, E., Kaski, S., Laaksonen, J., Lampinen, J., Eds.; Academic Press: Cambridge, MA, USA, 2015; pp. 175–210. [Google Scholar] [CrossRef]
- Cimpoi, M.; Maji, S.; Vedaldi, A. Deep filter banks for texture recognition and segmentation. In Proceedings of the 2015 IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Boston, MA, USA, 7–12 June 2015; pp. 3828–3836. [Google Scholar]
- Chan, T.H.; Jia, K.; Gao, S.; Lu, J.; Zeng, Z.; Ma, Y. PCANet: A simple deep learning baseline for image classification? IEEE Trans. Image Process. 2015, 24, 5017–5032. [Google Scholar] [CrossRef] [PubMed]
- Liu, L.; Fieguth, P.; Wang, X.; Pietikäinen, M.; Hu, D. Evaluation of LBP and deep texture descriptors with a new robustness benchmark. In Computer Vision—ECCV 2016; Leibe, B., Matas, J., Sebe, N., Welling, M., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 69–86. [Google Scholar]
- Bouguet, J.Y. Camera Calibration Toolbox for Matlab; Caltech: Pasadena, CA, USA, 2008. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Boards | Training Samples | Testing Samples |
|---|---|---|---|
| Paper scraps | 16 | 9 | 32 |
| Staints | 37 | 25 | 25 |
| White spots | 27 | 25 | 25 |
| Paper displacement | 20 | 10 | 40 |
| Bubbles | 36 | 22 | 88 |
| Without defect | 136 | 90 | 89 |
| Feature | Spectral Band | PS | ST | WS | PD | BB | WD | Total Accuracy |
|---|---|---|---|---|---|---|---|---|
| E-LBP | NIR | 1.00 | 0.84 | 1.00 | 0.97 | 0.89 | 0.95 | 0.94 |
| VS | 0.75 | 0.76 | 1.00 | 1.00 | 0.54 | 0.94 | 0.80 | |
| LWIR | 0.75 | 0.24 | 0.84 | 1.00 | 0.40 | 0.82 | 0.66 | |
| BoW | NIR | 0.96 | 0.88 | 0.92 | 0.87 | 0.87 | 1.00 | 0.92 |
| VS | 0.87 | 0.96 | 1.00 | 0.80 | 0.88 | 1.00 | 0.92 | |
| LWIR | 0.96 | 0.92 | 1.00 | 0.95 | 0.81 | 1.00 | 0.93 |
| Feature | Fusion | PS | ST | WS | PD | BB | WD | Total Accuracy |
|---|---|---|---|---|---|---|---|---|
| E-LBP | VS-LWIR | 1.00 | 0.760 | 0.92 | 1.00 | 0.61 | 0.97 | 0.85 |
| NIR-LWIR | 0.84 | 0.84 | 1.00 | 1.00 | 0.69 | 0.96 | 0.87 | |
| NIR-VS | 0.75 | 0.76 | 0.96 | 0.85 | 0.84 | 0.94 | 0.86 | |
| NIR-VS-LWIR | 0.84 | 0.76 | 1.00 | 0.87 | 0.86 | 0.97 | 0.90 | |
| BoW | VS-LWIR | 0.93 | 0.72 | 0.96 | 0.95 | 0.73 | 1.00 | 0.88 |
| NIR-LWIR | 0.93 | 0.76 | 0.88 | 0.77 | 0.71 | 1.00 | 0.84 | |
| NIR-VS | 0.90 | 0.92 | 1.00 | 0.90 | 0.96 | 1.00 | 0.96 | |
| NIR-VS-LWIR | 0.96 | 0.76 | 1.00 | 0.82 | 0.92 | 1.00 | 0.93 |
| Feature | Fusion | PS | ST | WS | PD | BB | WD | Total Accuracy |
|---|---|---|---|---|---|---|---|---|
| E-LBP | VS-LWIR | 0.75 | 0.76 | 0.92 | 1.00 | 0.71 | 0.97 | 0.85 |
| NIR-LWIR | 0.87 | 0.84 | 0.92 | 0.95 | 0.85 | 0.96 | 0.90 | |
| NIR-VS | 0.87 | 0.76 | 0.96 | 0.97 | 0.87 | 0.95 | 0.91 | |
| NIR-VS-LWIR | 0.62 | 0.76 | 0.88 | 1.00 | 0.72 | 0.96 | 0.839 | |
| BoW | VS-LWIR | 1.00 | 0.84 | 1.00 | 0.87 | 0.78 | 1.00 | 0.90 |
| NIR-LWIR | 0.96 | 0.80 | 0.92 | 0.87 | 0.79 | 1.00 | 0.89 | |
| NIR-VS | 0.93 | 0.92 | 1.00 | 0.87 | 0.89 | 1.00 | 0.94 | |
| NIR-VS-LWIR | 1.00 | 0.88 | 0.92 | 0.92 | 0.81 | 1.00 | 0.92 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aguilera, C.A.; Aguilera, C.; Sappa, A.D. Melamine Faced Panels Defect Classification beyond the Visible Spectrum. Sensors 2018, 18, 3644. https://doi.org/10.3390/s18113644
Aguilera CA, Aguilera C, Sappa AD. Melamine Faced Panels Defect Classification beyond the Visible Spectrum. Sensors. 2018; 18(11):3644. https://doi.org/10.3390/s18113644
Chicago/Turabian StyleAguilera, Cristhian A., Cristhian Aguilera, and Angel D. Sappa. 2018. "Melamine Faced Panels Defect Classification beyond the Visible Spectrum" Sensors 18, no. 11: 3644. https://doi.org/10.3390/s18113644
APA StyleAguilera, C. A., Aguilera, C., & Sappa, A. D. (2018). Melamine Faced Panels Defect Classification beyond the Visible Spectrum. Sensors, 18(11), 3644. https://doi.org/10.3390/s18113644