One of the main features of currently built inspection systems are a short inspection time and a possibility of detailed local investigation. Therefore, it is necessary to develop both global and local methods [
1,
2,
3]. The global methods do not require multipoint observation, which affects the time of the inspection. The evaluation of the whole structure is rapid, however, simultaneously, results of the inspection may also lead to generalization of a state or incomplete data. In consequence, this may lead to a greater risk of false evaluation of the current stage of the material. This affects the need for methods that operate on smaller areas, enabling observation and detection of even small local changes (e.g., few mm) in structure [
4,
5]. Taking into consideration the fact that most of the current structures are made of conductive and magnetic materials (and changes in the structure during its lifetime cause changes in electrical and magnetic properties [
1,
4]), the utilization of electromagnetic testing methods becomes a natural solution. It is well known that by observation of vector magnetic properties it is possible to assess various aspects of conditions of an examined structure [
4,
6,
7,
8,
9,
10,
11,
12,
13,
14,
15]. Therefore, this paper focuses on presenting the results of work on a local electromagnetic system for nondestructive (NDT) inspection of steel elements.
Due to the need to increase reliability, acquisition speed, or completeness of information, today's nondestructive inspection systems should operate simultaneously within testing and evaluation regimes [
1,
4,
6,
7,
8]. In addition to the rising requirements, they must present a wide range of sensitivity. This forces the design and construction of complex multidirectional and multi-sensor transducers [
9,
10,
11,
12,
13,
14,
15]. The growth in the number of information sources, on the one hand, allows for an increase in the reliability and efficiency of measurement systems, on the other hand, it requires the use of sophisticated data processing and aggregation algorithms. The big data sets that must be analyzed by the systems result in a strong need of implementation of new processing algorithms. The procedures should be responsible, at the same time, for data collection, transformation, pattern search, and decision making [
12,
16,
17,
18,
19,
20,
21]. An example of such an approach is the use of machine learning algorithms to automatically search even very complex relations between a large amount of input data [
17,
18,
20,
21,
22,
23]. However, the classical machine learning techniques require the design of learning features that represent the classes’ prior running of the procedure [
17,
20,
21,
22,
24]. Extraction of features suitable for the classification of many real problems is one of the major tasks and, in consequence, has significant influence on the final accuracy of the utilized algorithm. The rapid development of technological solutions, operating in remote and autonomic modes, requires enormous effort to be undertaken to develop new automated learning algorithms to find hidden relationships in the analyzed problems. In recent years, there has been a steady increase in the number of successful applications of deep learning techniques, which not only carry out the classification, but also automate the procedure of designing features [
16,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34]. In general, deep architecture consists of a structure with many hidden layers leading to hierarchical feature extraction and, thus, eliminating the problem of inadequate representation of learning features. Construction of broad and extensive nets of connections between layers results in multiple possibilities of representation of the same data, focusing on different attributes [
20,
24,
25]. In addition, one of the most important advantages of the deep architectures is the capability of creating hierarchical representations ranging from low to high levels of description. The high abstraction level of data leads to robustness of local input changes (such as location of object) and consequently to better classification performance [
20,
26,
30,
31,
32,
33]. There have been several deep architectures successfully utilized in recent years [
25,
26] such as restricted Boltzmann machine (RBM), deep belief network (DBM), autoencoder (AE), and deep convolutional neural network (DCNN) [
18,
20,
22,
23,
28,
30,
31,
32,
33,
34]. They were used in many problems involving speech recognition [
29], natural language processing, image analysis [
23,
26], and computer vision [
18,
20,
22,
30,
31,
32,
33,
34]. The number of applications of deep neural networks in the field of nondestructive examination is also rapidly growing. The DCNN finds its successful utilization in many imaging inspection systems based on visual and X-ray techniques. The DCNNs were effectively introduced to detect damage in civil architecture such as concrete and steel constructions [
18,
20,
30,
31], diagnose rail infrastructure faults and examine defects [
18,
32,
33,
34], control steel quality during the production process [
20,
22], and improve computer tomographic reconstructions [
23]. The dynamic progress is especially visible in sectors such as civil engineering or rail transportation, where there are large scale inspection problems. In those applications, the wide range of continuous quality control requires fast and automatic selection of faulty areas for further detailed assessment of local condition. In [
30], the authors developed a vision-based method using DCNN to build a classifier for detection of concrete cracks, which is less sensitive to diverse imaging conditions. Another vision methodology was proposed in [
31]. The authors utilized faster region-based convolutional neural network (Faster R-CNN) for quasi real-time detection of multiple damage types, such as concrete cracks, steel and bolt corrosions, or steel delamination. The proposed structures reached accuracy of around 98% in the first case and cumulatively close to 90% in the second one. Recently, a series of papers on effective automatic visual inspection of a wide spectrum of rail infrastructure was also published. Another Faster R-CNN structure operating with feature extraction, Markov Random Fields image segmentation and statistics-based texture description, was successively applied for rapid inspection time of isoelectric lines [
32]. In [
18], three DCNN structures of different sizes were designed for automatic detection of five types of rail track surface defects, while in [
34], a methodology for failure risk assessment fed with deep network classification and visual length estimation results of squat defects was introduced. The on-line vision inspection system for power line element diagnostics was presented in [
32,
33]. In the first case, the cascade system incorporating two detectors (single-shot multibox SSD, and you-look-only-once YOLO detector) with DCNN structure for realizing coarse-to-fine approach for fastener defect detection was shown and discussed. The dominative utilization area of deep neural network methodology in visual and X-ray inspection systems is clearly visible. However, considering the properties of DCNN, the architecture can be effectively implemented in various NDT methods for a wide spectrum of problems requiring processing of two-dimensional data.
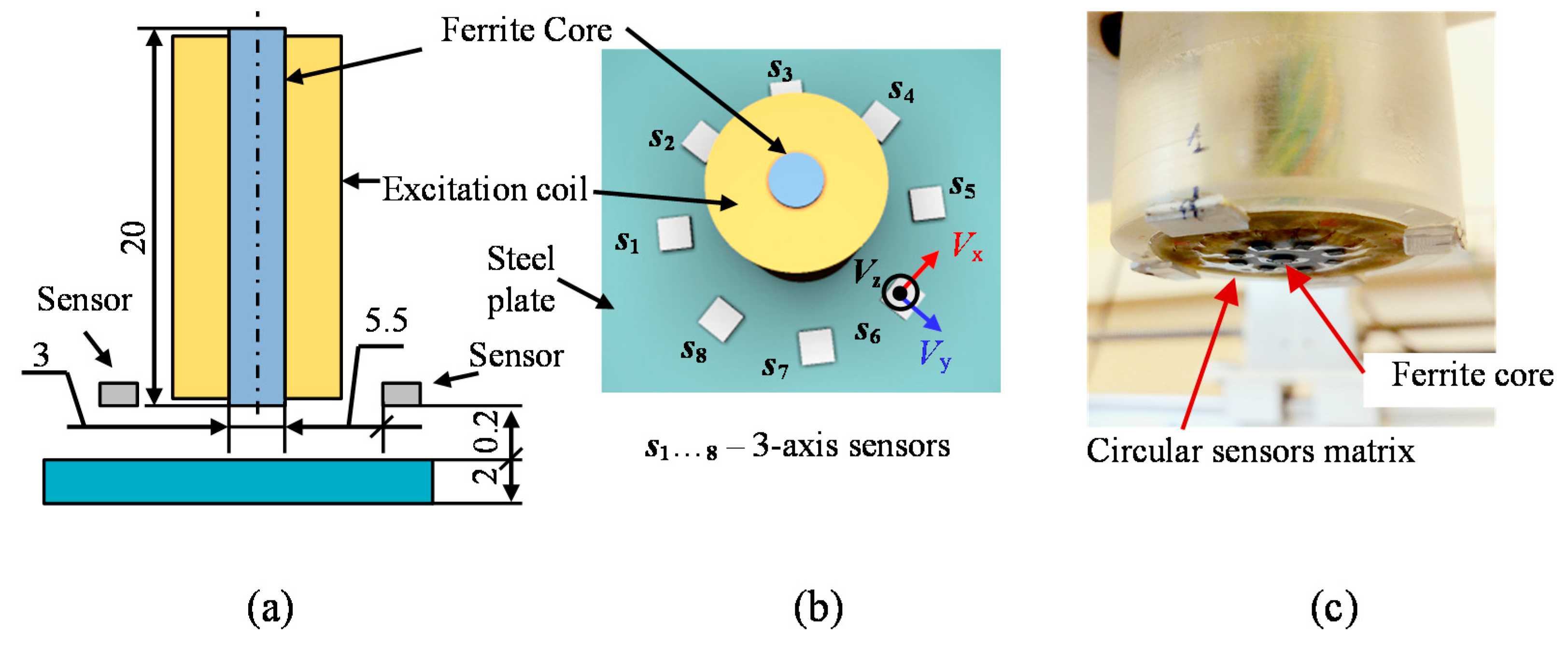
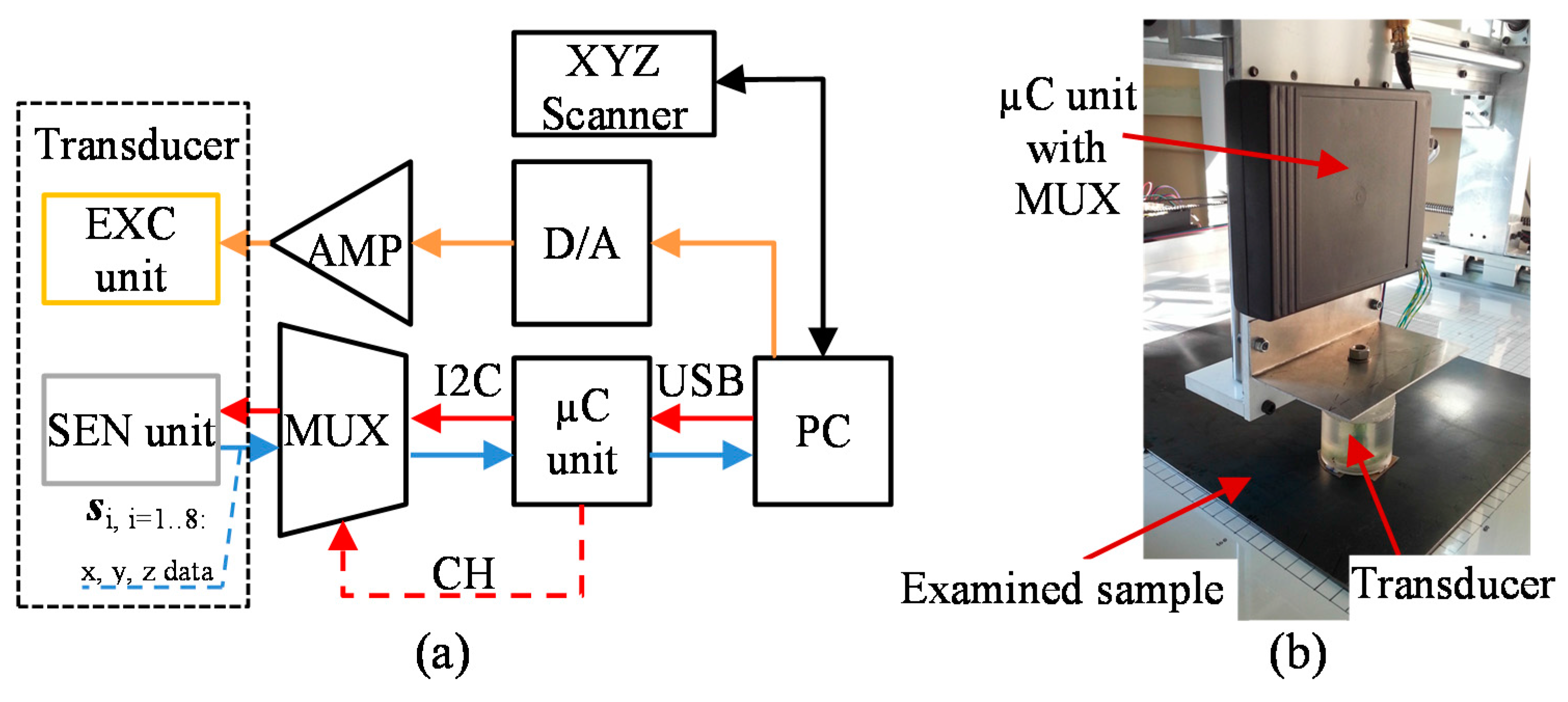
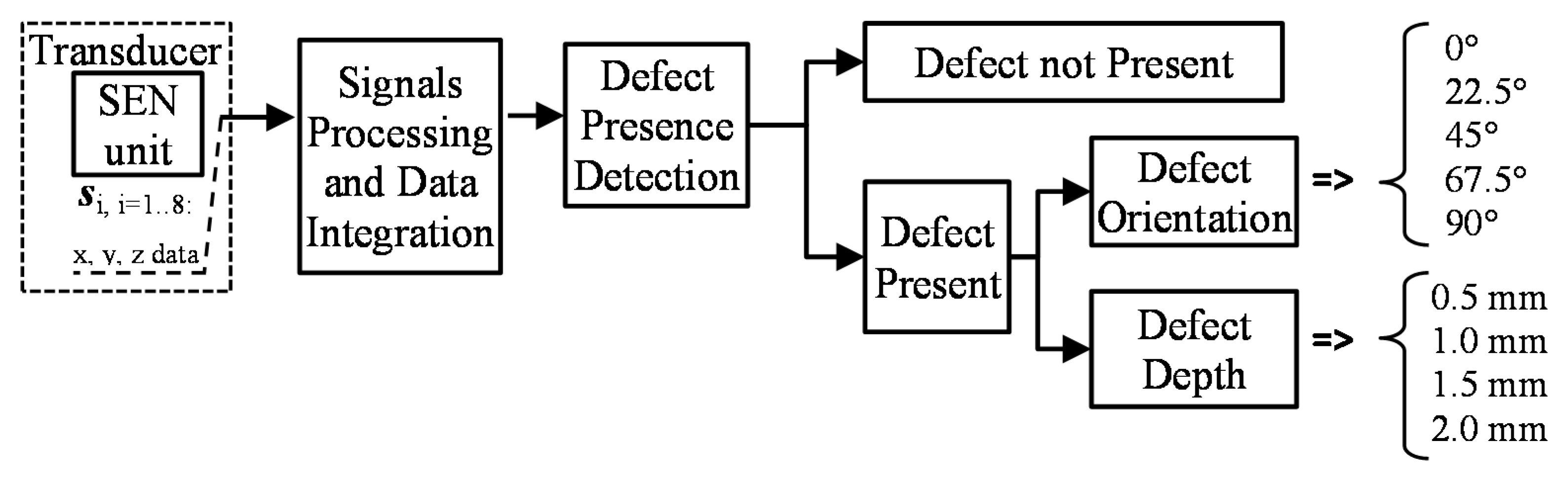
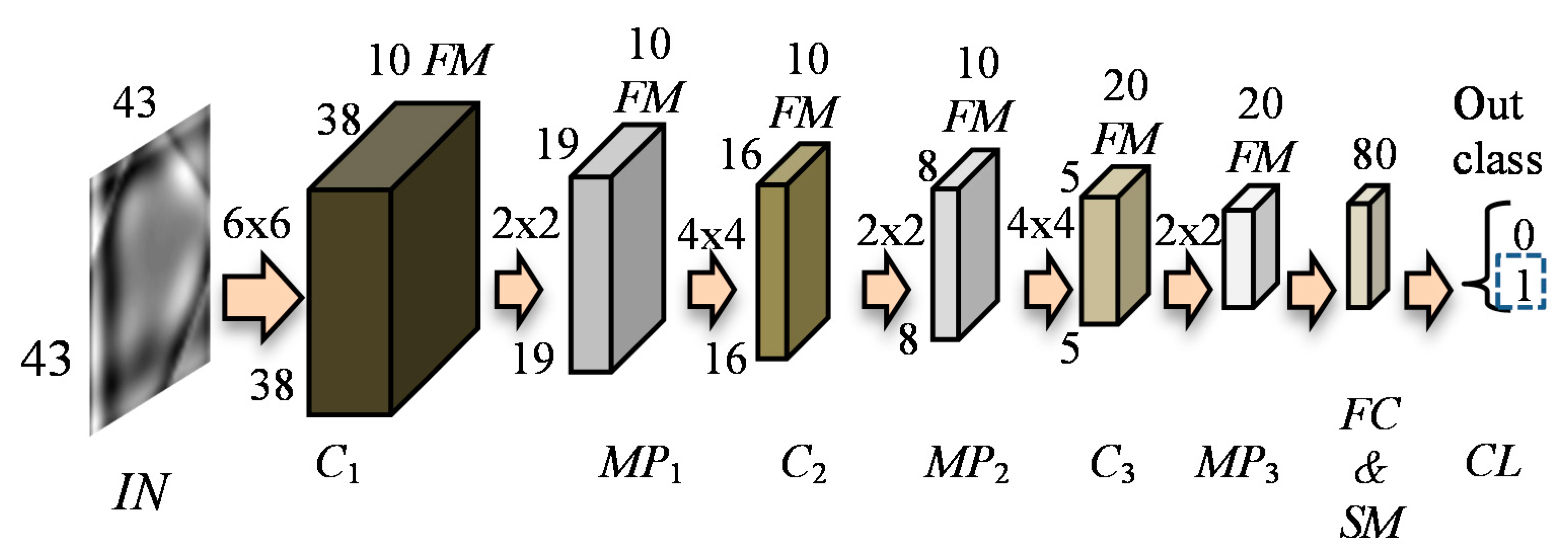
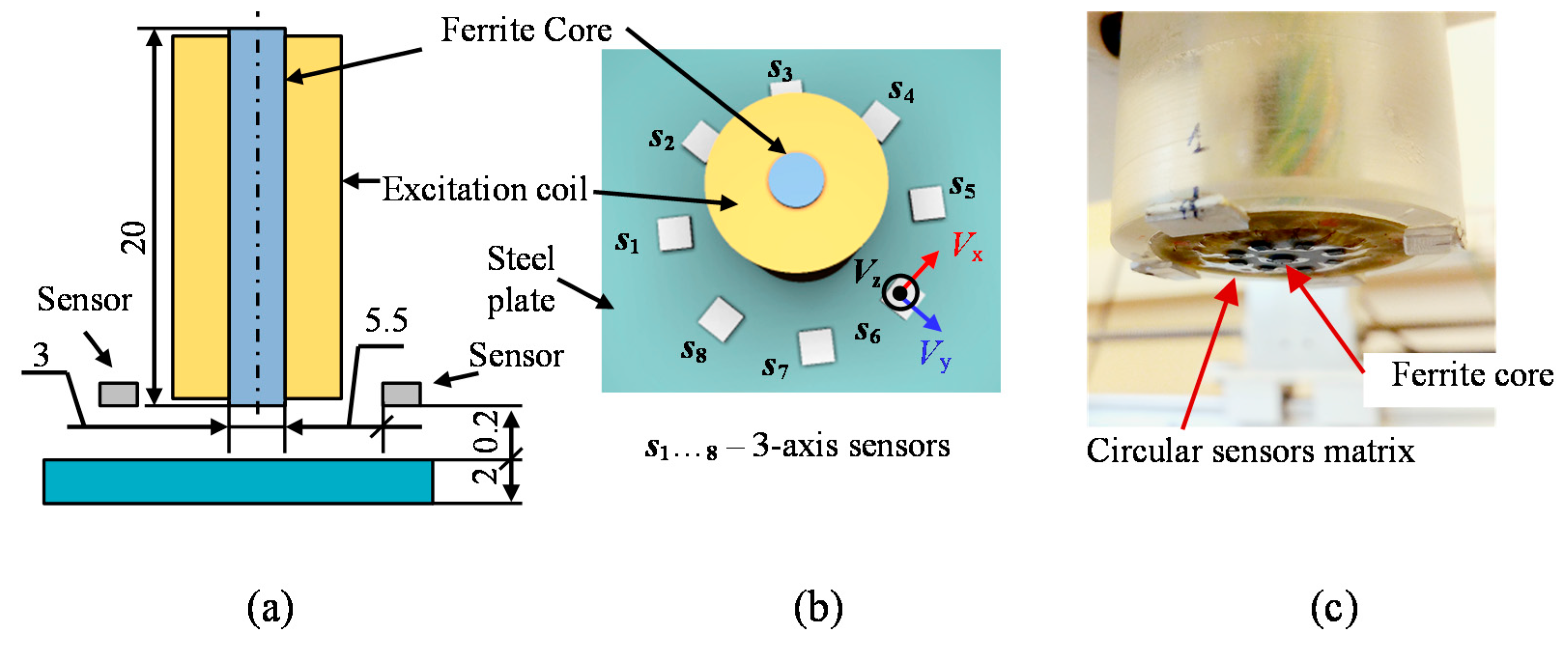
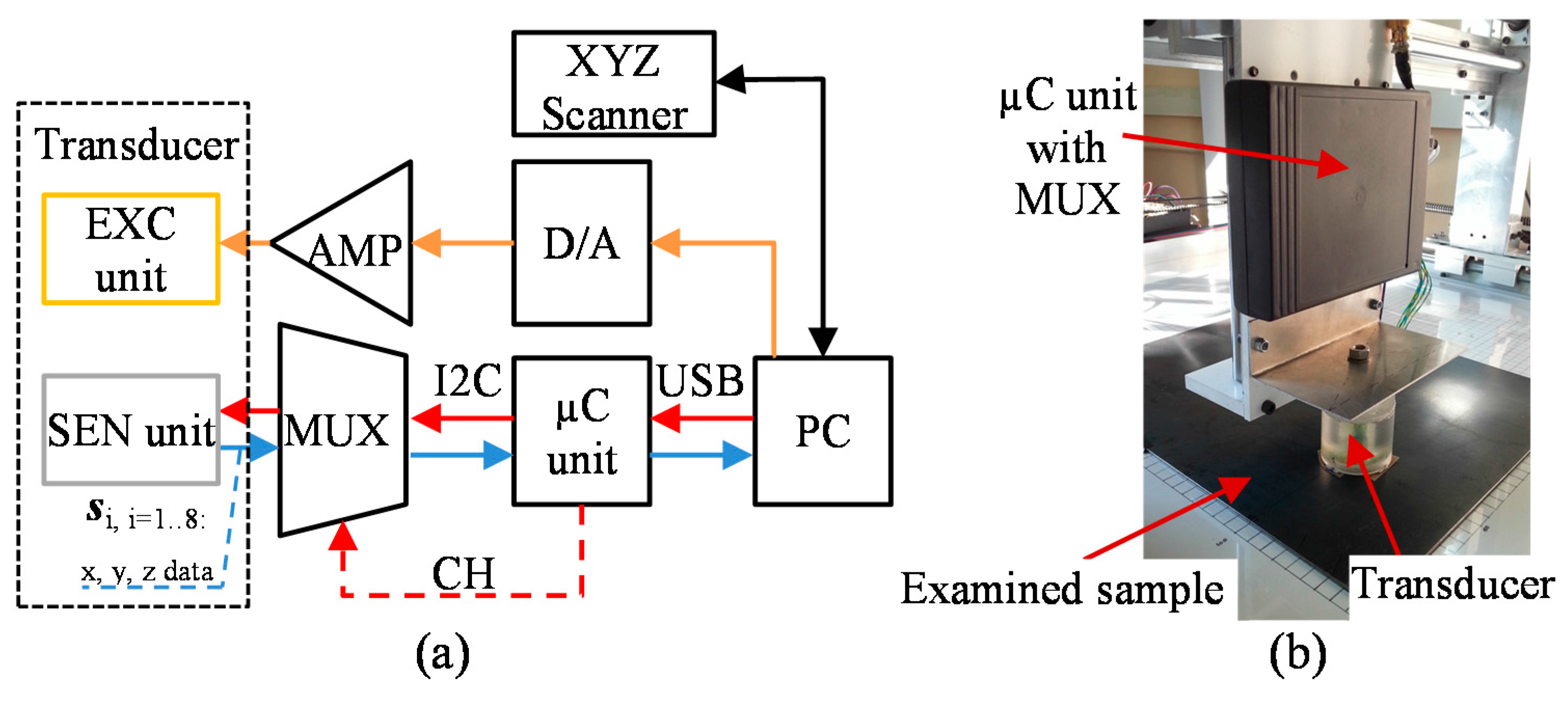
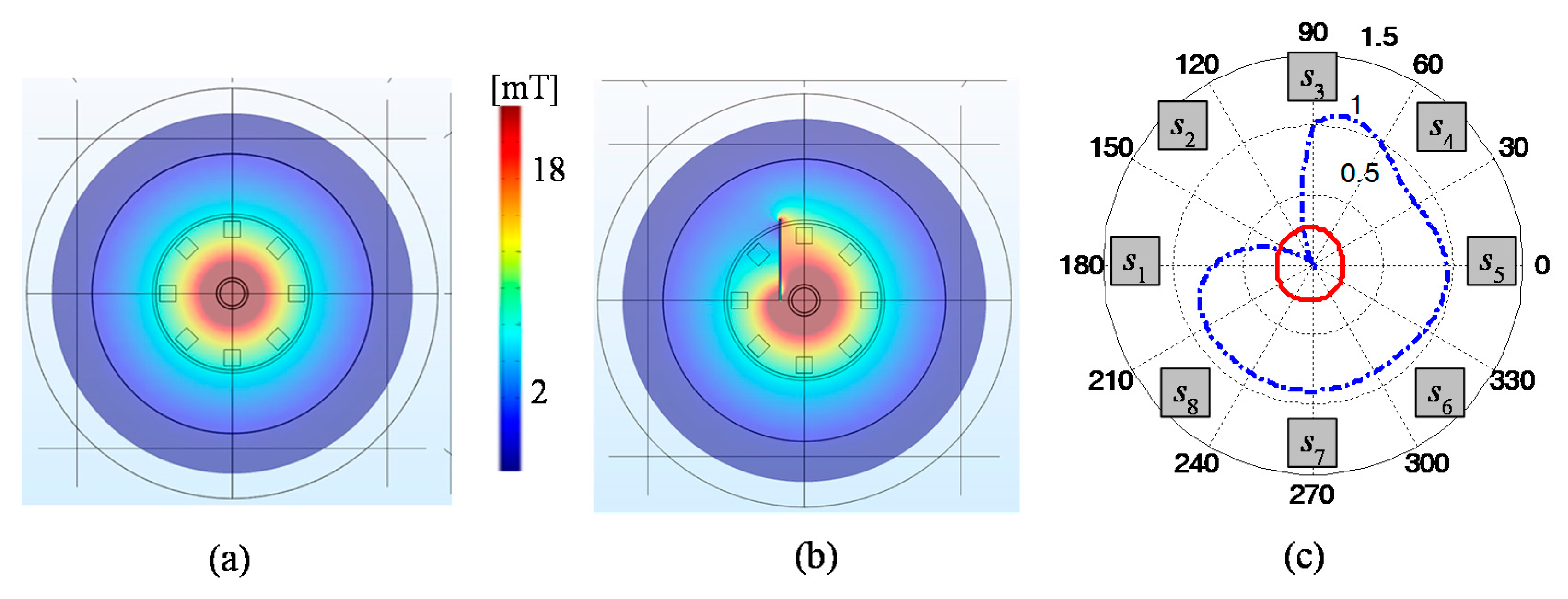
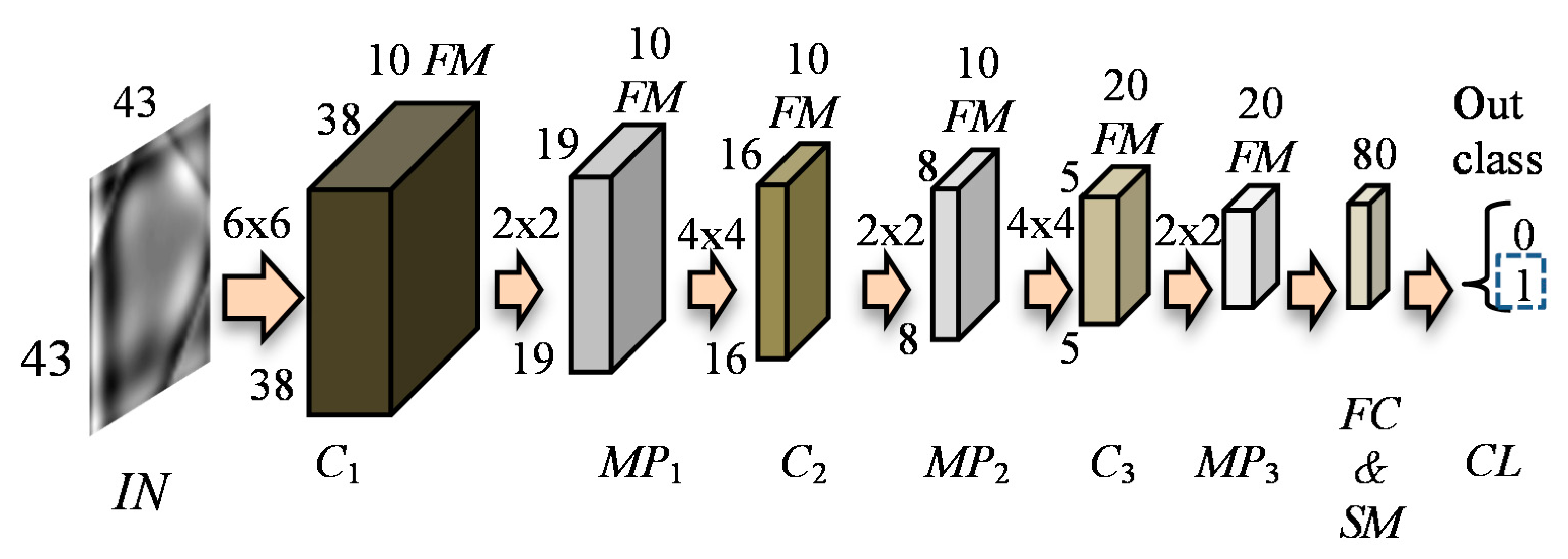
The objective of this paper is to adopt and evaluate a method to carry out the interpretation of complicated responses of a matrix multi-sensor transducer that will identify different material states without definition of the human-based learning features or rules. Taking into consideration the above details, in this paper, the possibility of DCNN utilization was analyzed. The axial-symmetric transducer presents similar sensitivity for any flaws (or in general any nonuniformity) affecting the changes of the examined materials’ magnetic properties, regardless their orientation in reference to the x-y axis. Previously, the details of the construction of the utilized transducer and the preliminary results of defect detection and evaluation were presented [
12,
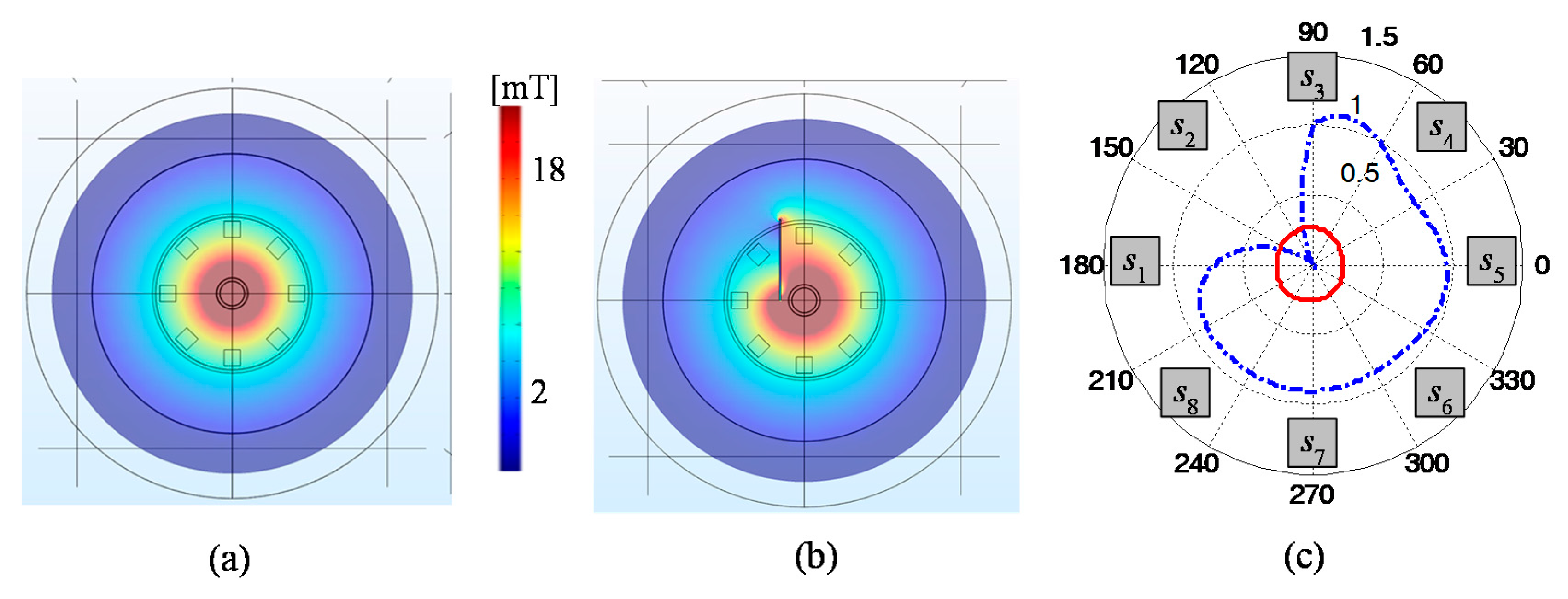
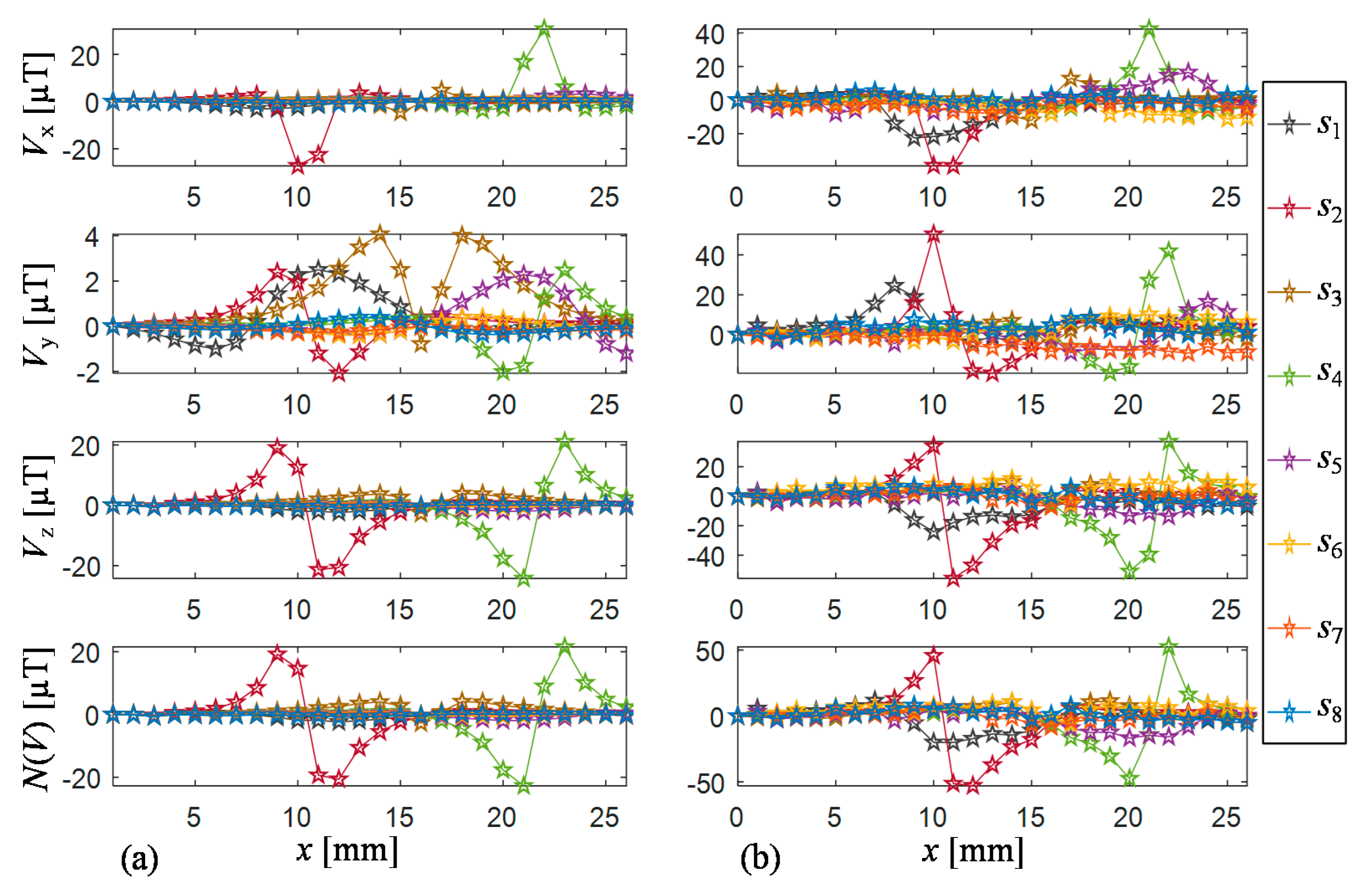
13]. The magnetic field distribution sensed by the sensor matrix depends on a location of the defected area in the material with regard to the transducer’s circumference and differs with position [
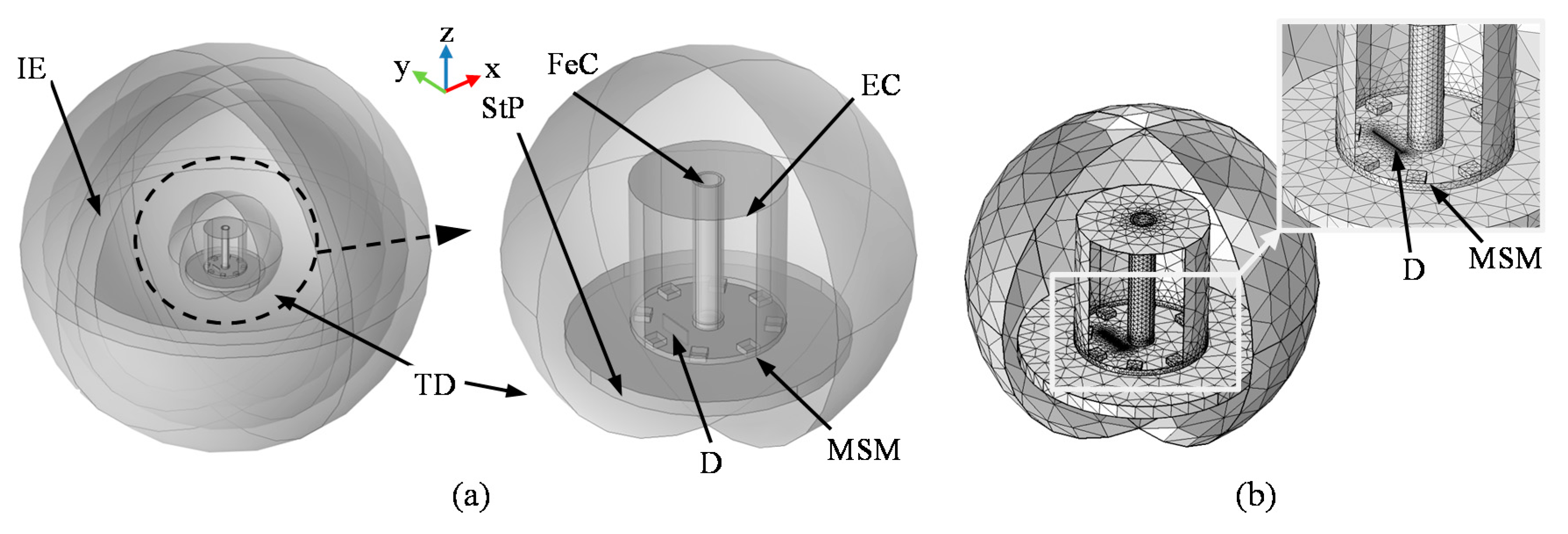
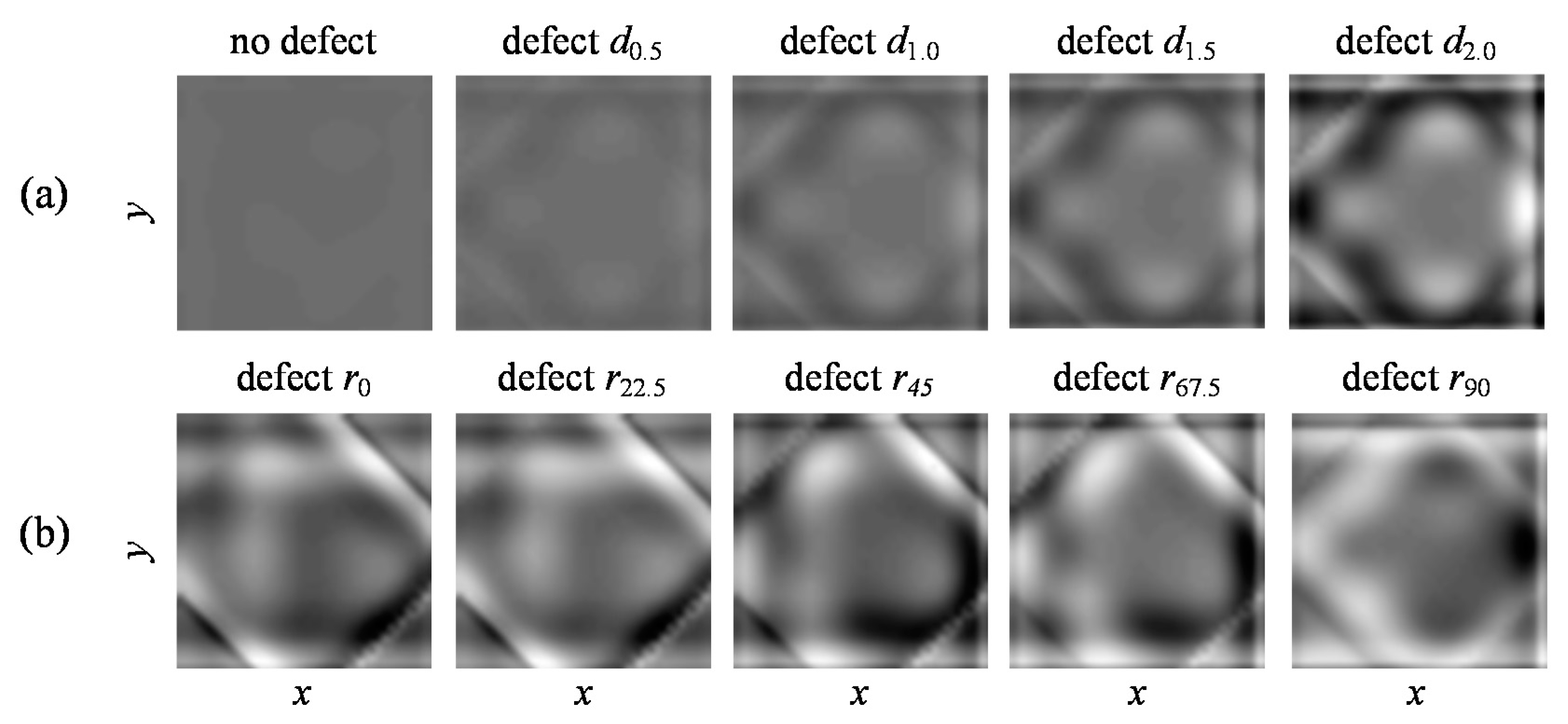
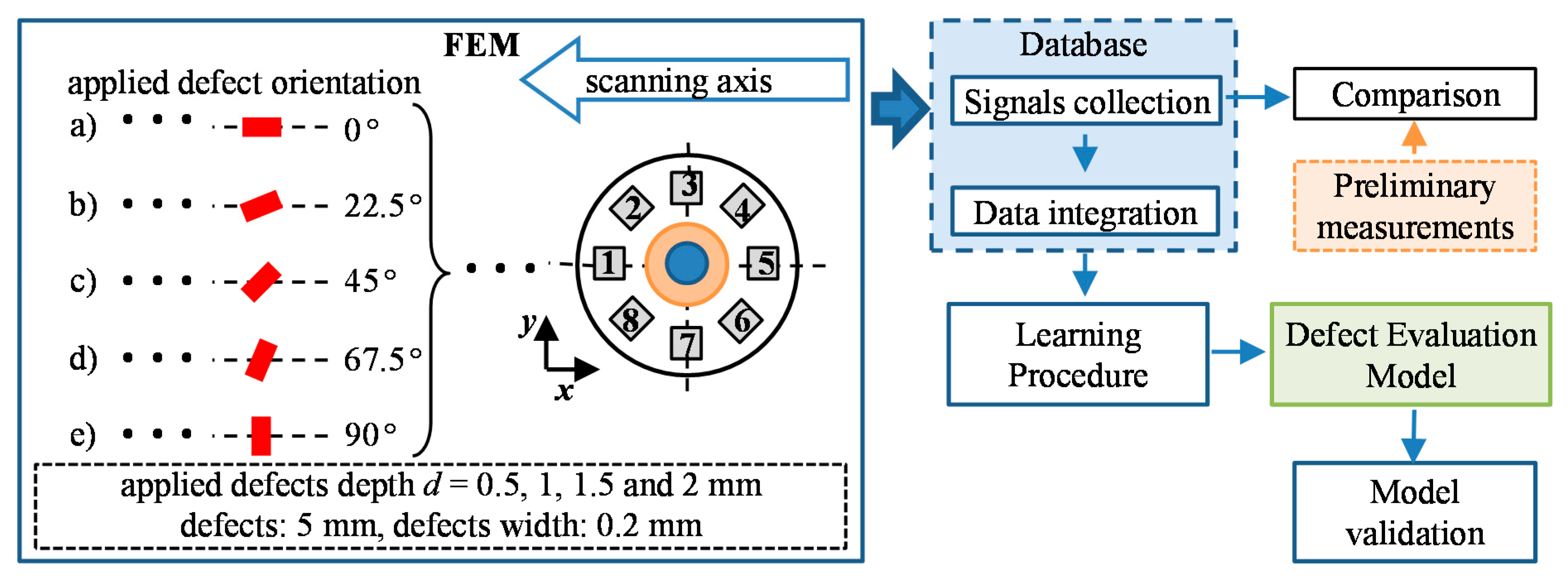
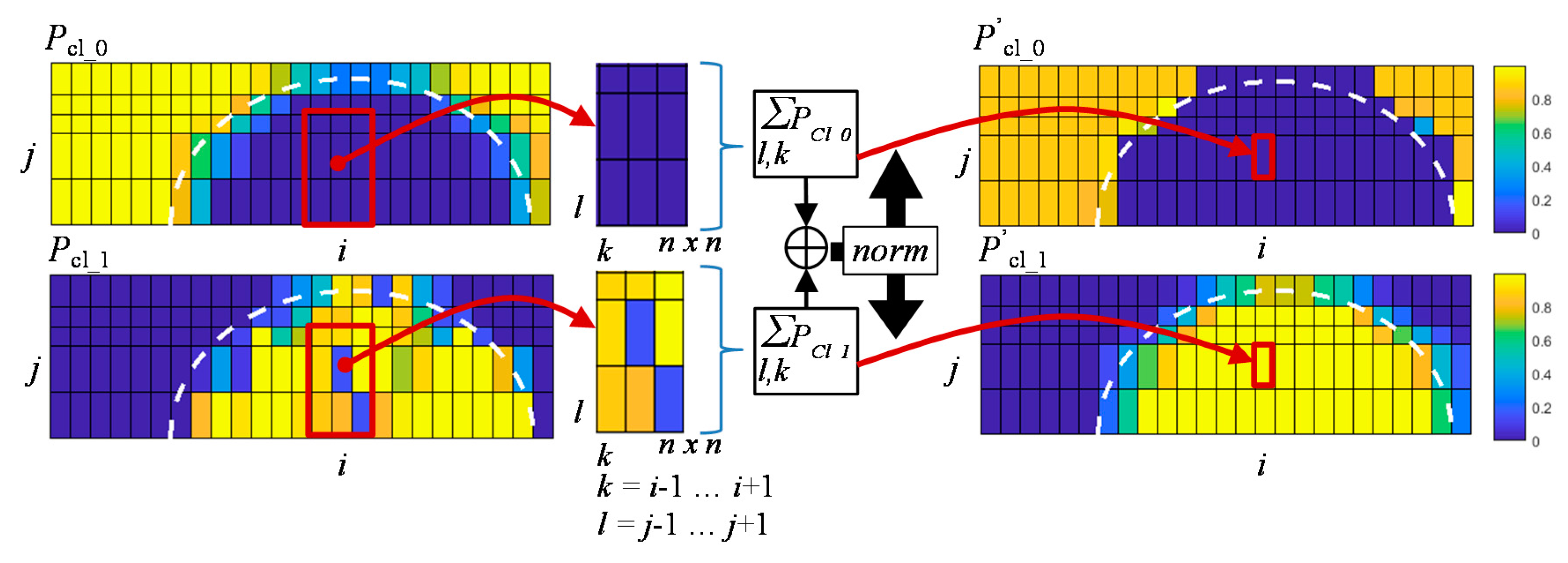
12]. Therefore, a unique reconstruction of field distribution is achieved for each single position of the transducer over the material with defected area. Taking this into consideration, in this paper, utilization of the DCNN to characterize defects using the transducer’s data sensed in a single location over the steel plate was analyzed. To design the evaluation procedure and, finally, assess the system’s performance, the experiments were carried out for rectangular-shaped artificial defects. Further, in order to obtain natural patterns of field distributions dependent only on given defect arrangement, a database was constructed using finite element methods (FEM) computation results. Following the rapid development of technology and computational power, utilization of numerical analysis to increase the efficiency of measuring systems and the reliability of the inspection methods is significantly growing [
10,
13,
35]. The numerical modeling in industrial applications is a powerful tool. It can provide a wide range of possible cases, required in calibration procedure or for purposes of referencing, without the need to conduct time-consuming and expensive measuring experiments. The performance of the carried-out numerical-simulation was assessed by comparison of the simulated and measured data. Then, the multi-label classification model was designed, trained, and validated. Next, in order to achieve higher accuracy of the classification process, the algorithm allowing for the combination of evaluation results from neighboring positions was introduced. Finally, in this paper, the results are discussed and conclusions presented.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}