Surface Profiling and Core Evaluation of Aluminum Honeycomb Sandwich Aircraft Panels Using Multi-Frequency Eddy Current Testing


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hsu, D.K. Nondestructive Evaluation of Sandwich Structures: A Review of Some Inspection Techniques. J. Sandw. Struct. Mater. 2009, 11, 276–291. [Google Scholar] [CrossRef]
- Eisenberg, D. Evaluation of Quasi-Static Indentation Damage in Aluminum Honeycomb Core-Graphite/Epoxy Sandwich Structures; Honors Program Capstone Project; Syracuse University: Syracuse, NY, USA, 2010. [Google Scholar]
- Kalms, M.; Jueptner, W. A Mobile Shearography System for Non-Destructive Testing of Industrial and Artwork Components. Key Eng. Mater. 2005, 165–170. [Google Scholar] [CrossRef]
- Shipsha, A.; Zenkert, D. Compression-after-Impact Strength of Sandwich Panels with Core Crushing Damage. Appl. Compos. Mater. 2005, 12, 149–164. [Google Scholar] [CrossRef]
- Edgren, F.; Asp, L.E.; Bull, P.H. Compressive Failure of Impacted NCF Composite Sandwich Panels-Characterisation of the Failure Process. J. Compos. Mater. 2004, 38, 495–514. [Google Scholar] [CrossRef]
- Zenkert, D.; Shipsha, A.; Bull, P.; Hayman, B. Damage Tolerance Assessment of Composite Sandwich Panels with Localised Damage. Compos. Sci. Technol. 2005, 65, 2597–2611. [Google Scholar] [CrossRef]
- Shi, M.; Brindza, J.; Michel, P.; Bucklin, P.; Belanger, P.J.; Prencipe, J.M. Static and Dynamic Dent Resistance Performance of Automotive Steel Body Panels. SAE Tech. Pap. Ser. 1997. [Google Scholar] [CrossRef]
- Ekstrand, G.; Asnafi, N. On Testing of the Stiffness and the Dent Resistance of Autobody Panels. Mater. Des. 1998, 19, 145–156. [Google Scholar] [CrossRef]
- Asnafi, N. On Strength, Stiffness and Dent Resistance of Car Body Panels. J. Mater. Process. Technol. 1995, 49, 13–31. [Google Scholar] [CrossRef]
- Asnafi, N.; Langstedt, G.; Andersson, C.; Östergren, N; Håkansson, T. A New Lightweight Metal-Composite-Metal Panel for Applications in the Automotive and Other Industries. Thin-Walled Struct. 2000, 36, 289–310. [Google Scholar] [CrossRef]
- Laliberté, J.; Straznicky, P.; Poon, C. Impact Damage in Fiber Metal Laminates, Part 1: Experiment. AIAA J. 2005, 43, 2445–2453. [Google Scholar] [CrossRef]
- Raju, K.; Smith, B.; Tomblin, J.; Liew, K.; Guarddon, J. Impact Damage Resistance and Tolerance of Honeycomb Core Sandwich Panels. J. Compos. Mater. 2008, 42, 385–412. [Google Scholar] [CrossRef]
- Růžek, R.; Lohonka, R.; Jironč, J. Ultrasonic C-Scan and Shearography NDI Techniques Evaluation of Impact Defects Identification. NDT E Int. 2006, 39, 132–142. [Google Scholar] [CrossRef]
- Ghoni, R.; Dollah, M.; Sulaiman, A.; Ibrahim, F. Defect Characterization Based on Eddy Current Technique: Technical Review. Adv. Mech. Eng. 2014, 6, 182496. [Google Scholar] [CrossRef]
- Diaz, A.A.; Mathews, R.A. Assessment of Eddy Current Testing for the Detection of Cracks in Cast Stainless Steel Reactor Piping Components. Pacific Northwest National Laboratory 2007. Available online: https://www.nrc.gov/reading-rm/doc-collections/nuregs/contract/cr6929/#pub-info (accessed on 15 August 2017).
- Grman, J.; Syrova, L. Classifiability analysis of indications by eddy-current testing of nuclear power plant heat-exchanger tube. In Proceedings of the 2009 19th International Conference Radioelektronika, RADIOELEKTRONIKA ’09, Bratislava, Slovakia, 22–23 April 2009; pp. 287–290. [Google Scholar]
- Tian, S.; Chen, Z.; Ueda, M.; Yamashita, T. Signal processing schemes for Eddy Current Testing of steam generator tubes of nuclear power plants. Nucl. Eng. Des. 2012, 245, 78–88. [Google Scholar] [CrossRef]
- Siegel, J. Detecting SG Tube Cracks in Difficult Places. Nucl. Eng. Int. 1996, 41, 18–19. [Google Scholar]
- Hur, D.; Choi, M.; Lee, D.; Kim, S.; Han, J. A Case Study on Detection and Sizing of Defects in Steam Generator Tubes Using Eddy Current Testing. Nucl. Eng. Des. 2010, 240, 204–208. [Google Scholar] [CrossRef]
- Xin, J.; Lei, N.; Udpa, L.; Udpa, S. Rotating Field Eddy Current Probe with Bobbin Pickup Coil for Steam Generator Tubes Inspection. NDT E Int. 2013, 54, 45–55. [Google Scholar] [CrossRef]
- Li, Y.; Udpa, L.; Udpa, S. Three-Dimensional Defect Reconstruction from Eddy-Current NDE Signals Using a Genetic Local Search Algorithm. IEEE Trans. Magn. 2004, 40, 410–417. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, S. Eddy Current Probes of Inclined Coils for Increased Detectability of Circumferential Cracks in Tubing. NDT E Int. 2012, 49, 77–82. [Google Scholar] [CrossRef]
- Todorov, E. Measurement of Electromagnetic Properties of Heat Exchanger Tubes with Model-Based Eddy Current Technique. NDT E Int. 2012, 48, 70–76. [Google Scholar] [CrossRef]
- Underhill, P.R.; Krause, T.W. Eddy Current Analysis of Mid-Bore and Corner Cracks in Bolt Holes. NDT E Int. 2011, 44, 513–518. [Google Scholar] [CrossRef]
- Abidin, I.; Mandache, C.; Tian, G.; Morozov, M. Pulsed Eddy Current Testing With Variable Duty Cycle on Rivet Joints. NDT E Int. 2009, 42, 599–605. [Google Scholar] [CrossRef]
- Babbar, V.; Underhill, P.; Stott, C.; Krause, T. Finite Element Modeling of Second Layer Crack Detection in Aircraft Bolt Holes with Ferrous Fasteners Present. NDT E Int. 2014, 65, 64–71. [Google Scholar] [CrossRef]
- Yusa, N.; Perrin, S.; Mizuno, K.; Miya, K. Numerical Modeling of General Cracks from the Viewpoint of Eddy Current Simulations. NDT E Int. 2007, 40, 577–583. [Google Scholar] [CrossRef]
- Yusa, N.; Chen, Z.; Miya, K. Sizing of Stress Corrosion Cracking on Austenitic Stainless Piping in a Nuclear Power Plant From Eddy Current NDT Signals. Nondestruct. Test. Eval. 2005, 20, 103–114. [Google Scholar] [CrossRef]
- Yusa, N.; Chen, Z.; Miya, K.; Uchimoto, T.; Takagi, T. Large-Scale Parallel Computation for the Reconstruction of Natural Stress Corrosion Cracks from Eddy Current Testing Signals. NDT E Int. 2003, 36, 449–459. [Google Scholar] [CrossRef]
- Miya, K.; Aoto, K.; Chen, Z. Reconstruction of Cracks with Physical Closure from Signals of Eddy Current Testing. IEEE Trans. Magn. 2000, 36, 1018–1022. [Google Scholar] [CrossRef]
- Yusa, N.; Huang, H.; Miya, K. Numerical Evaluation of the Ill-Posedness if Eddy Current Problems to Size Real Cracks. NDT E Int. 2007, 40, 185–191. [Google Scholar] [CrossRef]
- Yusa, N.; Miya, K. Discussion on the Equivalent Conductivity and Resistance of Stress Corrosion Cracks in Eddy Current Simulations. NDT E Int. 2009, 42, 9–15. [Google Scholar] [CrossRef]
- Ramos, H.; Rocha, T.; Král, J.; Pasadas, D.; Ribeiro, A. An SVM Approach with Electromagnetic Methods to Assess Metal Plate Thickness. Measurement 2014, 54, 201–206. [Google Scholar] [CrossRef]
- Zergoug, M.; Lebaili, S.; Boudjellal, H.; Benchaala, A. Relation between Mechanical Microhardness and Impedance Variations in Eddy Current Testing. NDT E Int. 2004, 37, 65–72. [Google Scholar] [CrossRef]
- Khan, S.; Ali, F.; Khan, A.; Iqbal, M. Pearlite Determination in Plain Carbon Steel by Eddy Current Method. J. Mater. Process. Technol. 2008, 200, 316–318. [Google Scholar] [CrossRef]
- Konoplyuk, S. Estimation of Pearlite Fraction in Ductile Cast Irons by Eddy Current Method. NDT E Int. 2010, 43, 360–364. [Google Scholar] [CrossRef]
- Ghanei, S.; Kashefi, M.; Mazinani, M. Eddy Current Nondestructive Evaluation of Dual Phase Steel. Mater. Des. 2013, 50, 491–496. [Google Scholar] [CrossRef]
- Underhill, P.R.; Krause, T.W. Enhancing Probability of Detection and Analysis of Bolt Hole Eddy Current. J. Nondestruct. Eval. 2011, 30, 237–245. [Google Scholar] [CrossRef]
- Bodruzzaman, M.; Zein-Sabatto, S. Estimation of Micro-Crack Lengths Using Eddy-Current C-Scan and Neural-Wavelet Transform. In Proceedings of the 2008 IEEE Southeastcon, Huntsville, AL, USA, 3–8 April 2008; pp. 551–556. [Google Scholar]
- Joubert, P.; Vourc’h, E.; Thomas, V. Experimental Validation of an Eddy Current Probe Dedicated to the Multi-Frequency Imaging of Bore Holes. Sens. Actuators A Phys. 2012, 185, 132–138. [Google Scholar] [CrossRef]
- Beamand, J.H. Multiprobe Multiplexed Eddy Current System for the Detection of Stress Corrosion Cracking in Stainless Steel Tube. In Proceedings of the 4th European Conference, Non-Destructive Testing, London, UK, 13–17 September 1987; pp. 2632–2636. [Google Scholar]
- ASM Handbook Volume. 17: Nondestructive Evaluation and Quality Control; ASM International: Novelty, OH, USA, 1989; pp. 154–196.
- Shokralla, S.; Krause, T.; Morelli, J. Surface Profiling with High Density Eddy Current Non-Destructive Examination Data. NDT E Int. 2014, 62, 153–159. [Google Scholar] [CrossRef]
- Reyno, T. Optical 3D Scanning, Eddy Current Testing, and Destructive Methods for Assessing Surface and Core Damage in Honeycomb Sandwich Aircraft Panels. Master’s Thesis, Royal Military College of Canada, Kingston, ON, Canada, 2017. [Google Scholar]
- Cecco, V.; Van Drunen, G.; Sharp, F. Eddy Current Manual Volume 1: Test Method; Chalk River: Renfrew County, ON, Canada, 1981. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Specification |
|---|---|
| Top face sheet material | Al 7075-T6 |
| Core material | Al 5052 |
| Bottom face sheet material | Epoxy/fiberglass |
| Adhesive | Heat-resistant epoxy Hysol® EA 934NA |
| Total panel thickness | 12.7 mm (0.50″) |
| Top face sheet thickness | 0.51 mm (0.020″) |
| Core thickness | 11.7 mm (0.46″) |
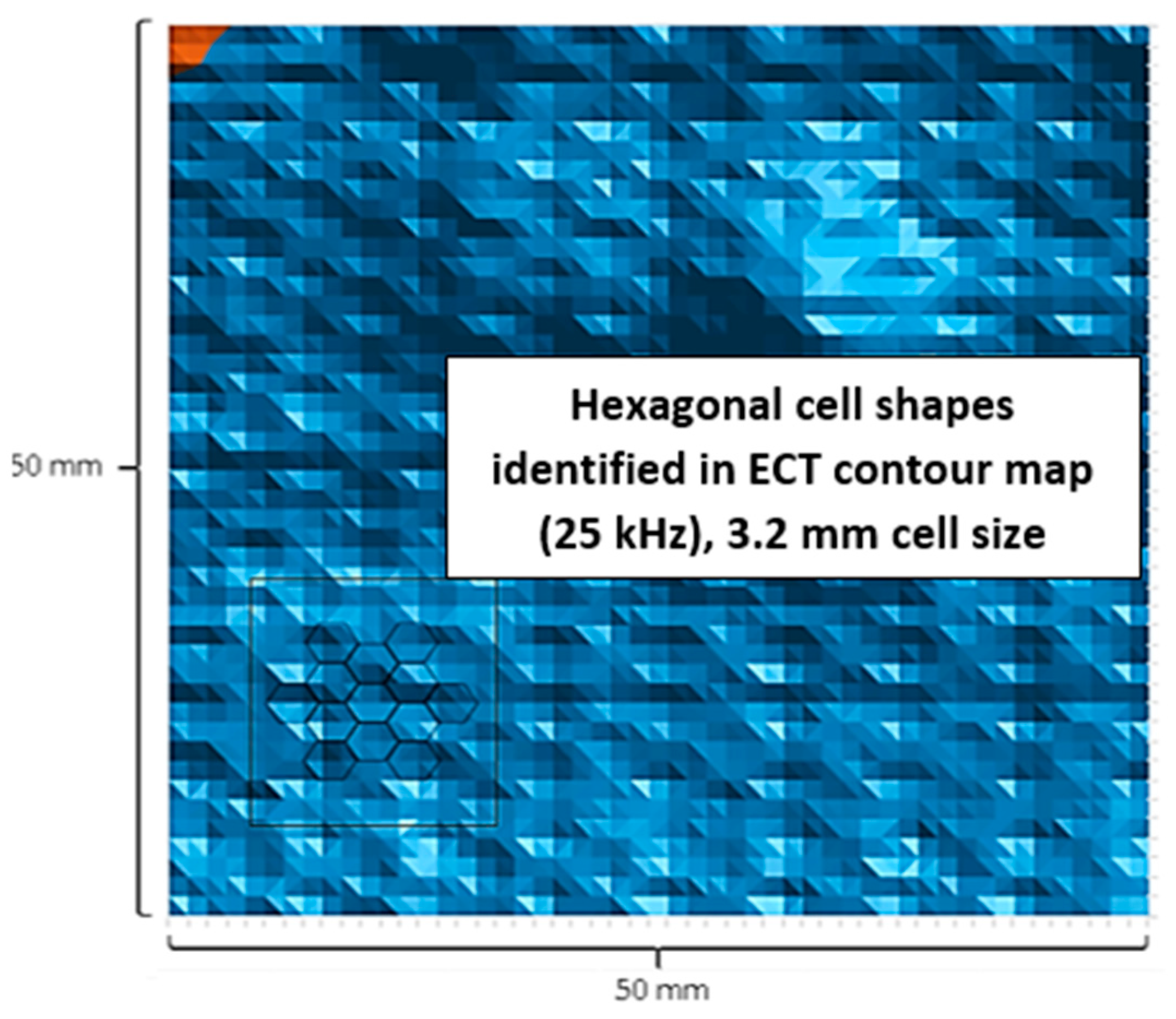
| Cell size | 3.2 mm (0.125″) |
| Cell wall thickness | 0.025 mm (0.001″) |
| Frequency (kHz) | Theoretical Depth of Penetration, δ (mm) | % Penetration (3δ) into Exposed Face Sheet Thickness |
|---|---|---|
| 25 | 0.7 | 400 |
| 100 | 0.4 | 200 |
| 400 | 0.2 | 100 |
| 1600 | 0.1 | 50 |
| Frequency (kHz) | Coefficient, Equation (2) | Resultant RSS Difference | |||
|---|---|---|---|---|---|
| A | B | C | D | ||
| 25 | −0.18 | 0.38 | 0.0011 | −0.19 | 0.0029 |
| 100 | −0.23 | 0.069 | 0.0014 | 0.16 | 0.0065 |
| 400 | −0.24 | −0.13 | 0.0015 | 0.30 | 0.056 |
| 1600 | −0.22 | −0.10 | 0.0013 | 0.28 | 0.042 |
| Frequency (kHz) | Error (Two Standard Deviations) (mm) | Maximum Absolute Difference (mm) |
|---|---|---|
| 25 | 0.240 | 0.40 |
| 100 | 0.069 | 0.16 |
| 400 | 0.056 | 0.15 |
| 1600 | 0.052 | 0.14 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reyno, T.; Underhill, P.R.; Krause, T.W.; Marsden, C.; Wowk, D. Surface Profiling and Core Evaluation of Aluminum Honeycomb Sandwich Aircraft Panels Using Multi-Frequency Eddy Current Testing. Sensors 2017, 17, 2114. https://doi.org/10.3390/s17092114
Reyno T, Underhill PR, Krause TW, Marsden C, Wowk D. Surface Profiling and Core Evaluation of Aluminum Honeycomb Sandwich Aircraft Panels Using Multi-Frequency Eddy Current Testing. Sensors. 2017; 17(9):2114. https://doi.org/10.3390/s17092114
Chicago/Turabian StyleReyno, Tyler, P. Ross Underhill, Thomas W. Krause, Catharine Marsden, and Diane Wowk. 2017. "Surface Profiling and Core Evaluation of Aluminum Honeycomb Sandwich Aircraft Panels Using Multi-Frequency Eddy Current Testing" Sensors 17, no. 9: 2114. https://doi.org/10.3390/s17092114
APA StyleReyno, T., Underhill, P. R., Krause, T. W., Marsden, C., & Wowk, D. (2017). Surface Profiling and Core Evaluation of Aluminum Honeycomb Sandwich Aircraft Panels Using Multi-Frequency Eddy Current Testing. Sensors, 17(9), 2114. https://doi.org/10.3390/s17092114