
Development of a Tri-Axial Cutting Force Sensor for the Milling Process


Abstract
:1. Introduction
2. Materials and Methods
2.1. Design Methods
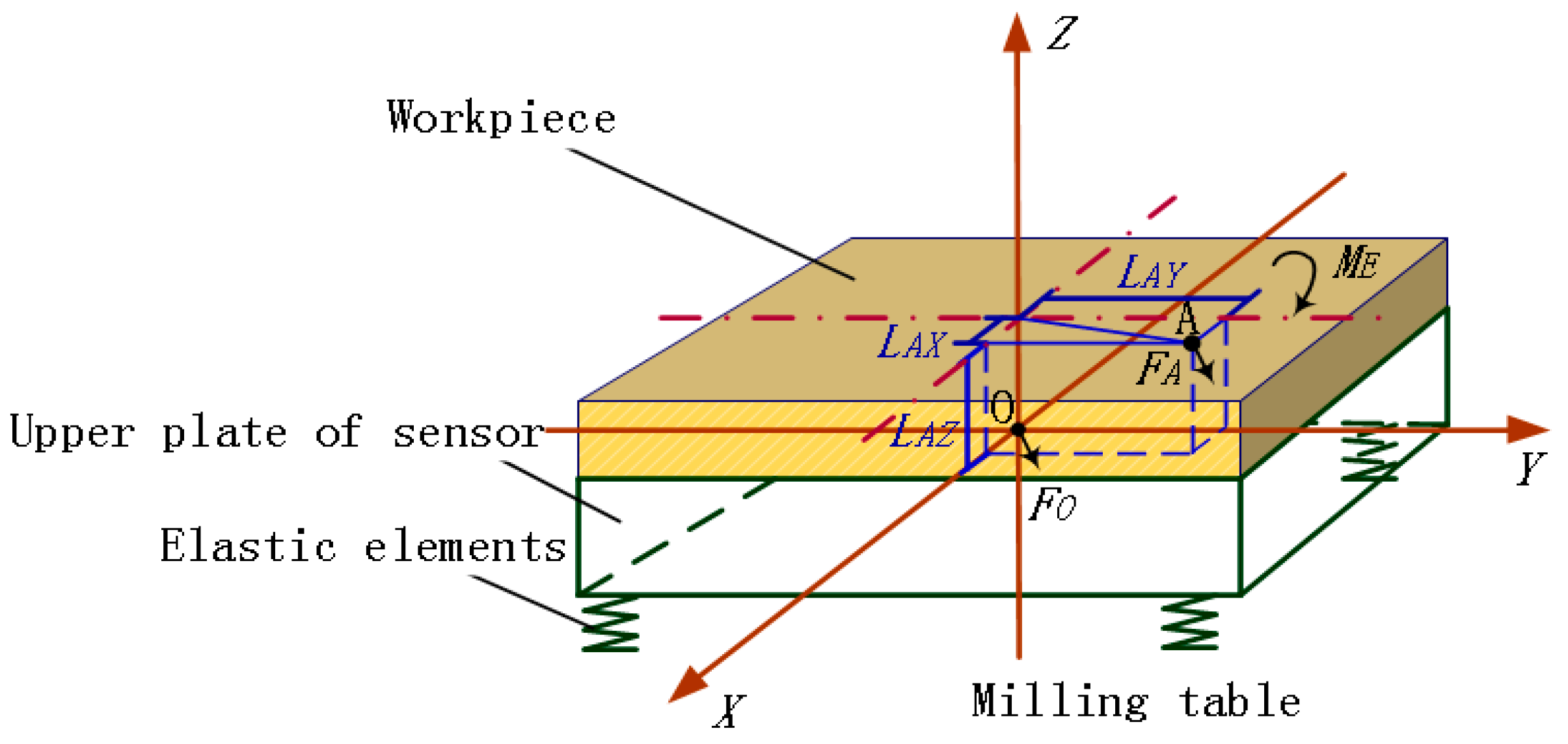
2.1.1. Mechanical Model of Fixed Milling Sensors
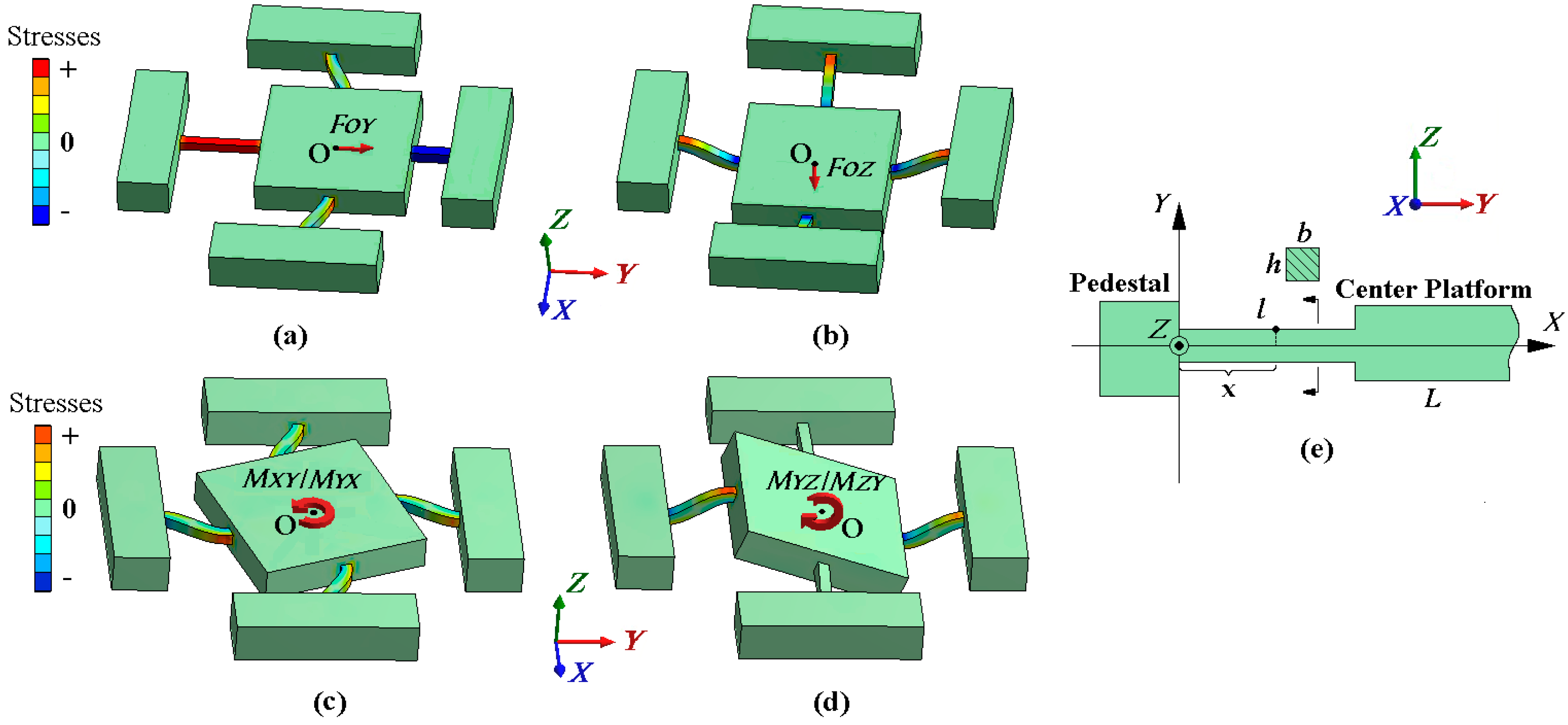
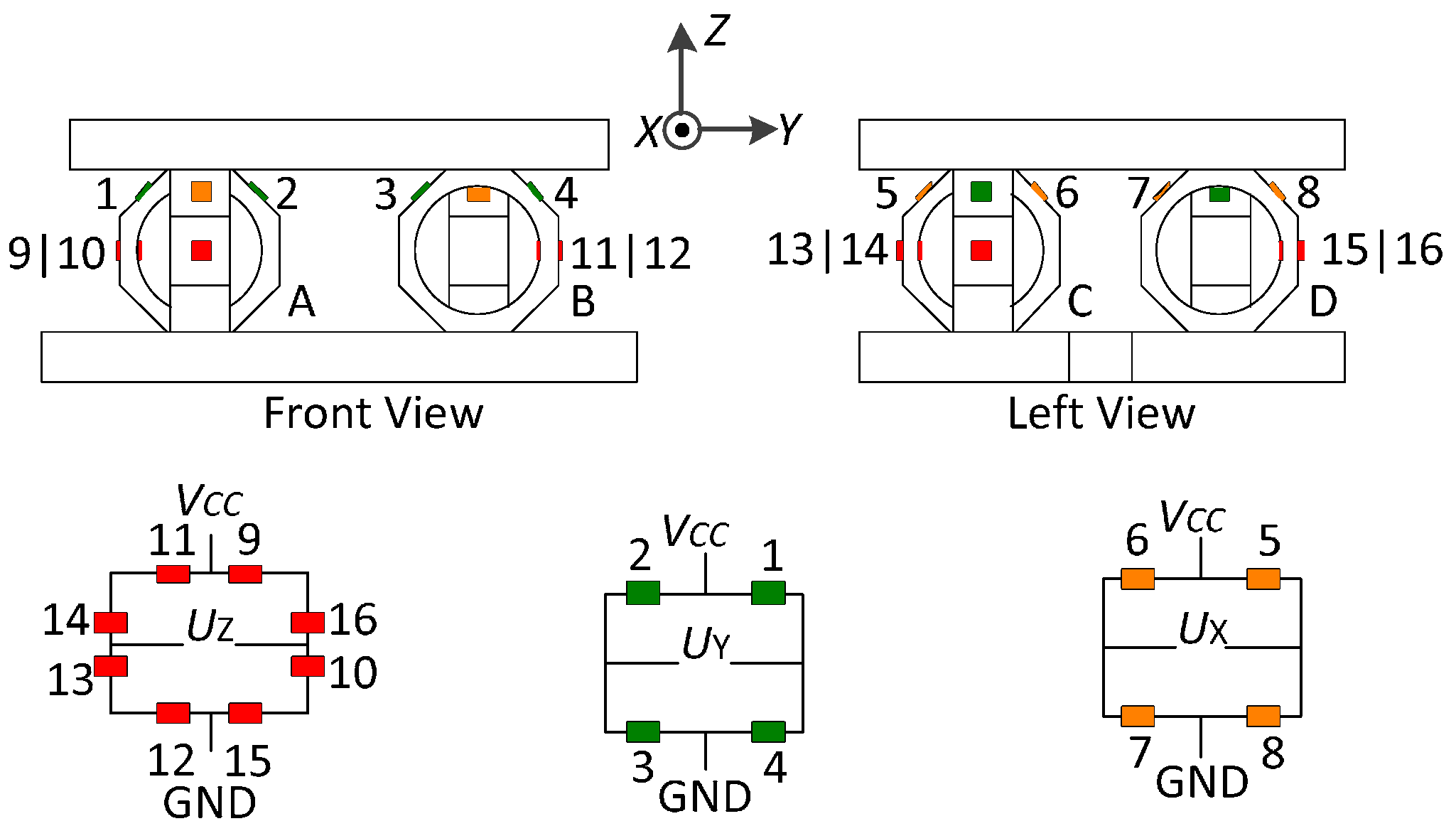
2.1.2. Design of a Three-Layer Cross-Beam Force Sensor
ME Reduction Method in a Cross Beam Sensor
- •
- Outputs under Central Force FO
- Outputs under Extra Moment ME
- Outputs under Eccentric Force FA
Reduction Method Applied on Developed Sensor
Comparison with Other Fixed Force Sensors
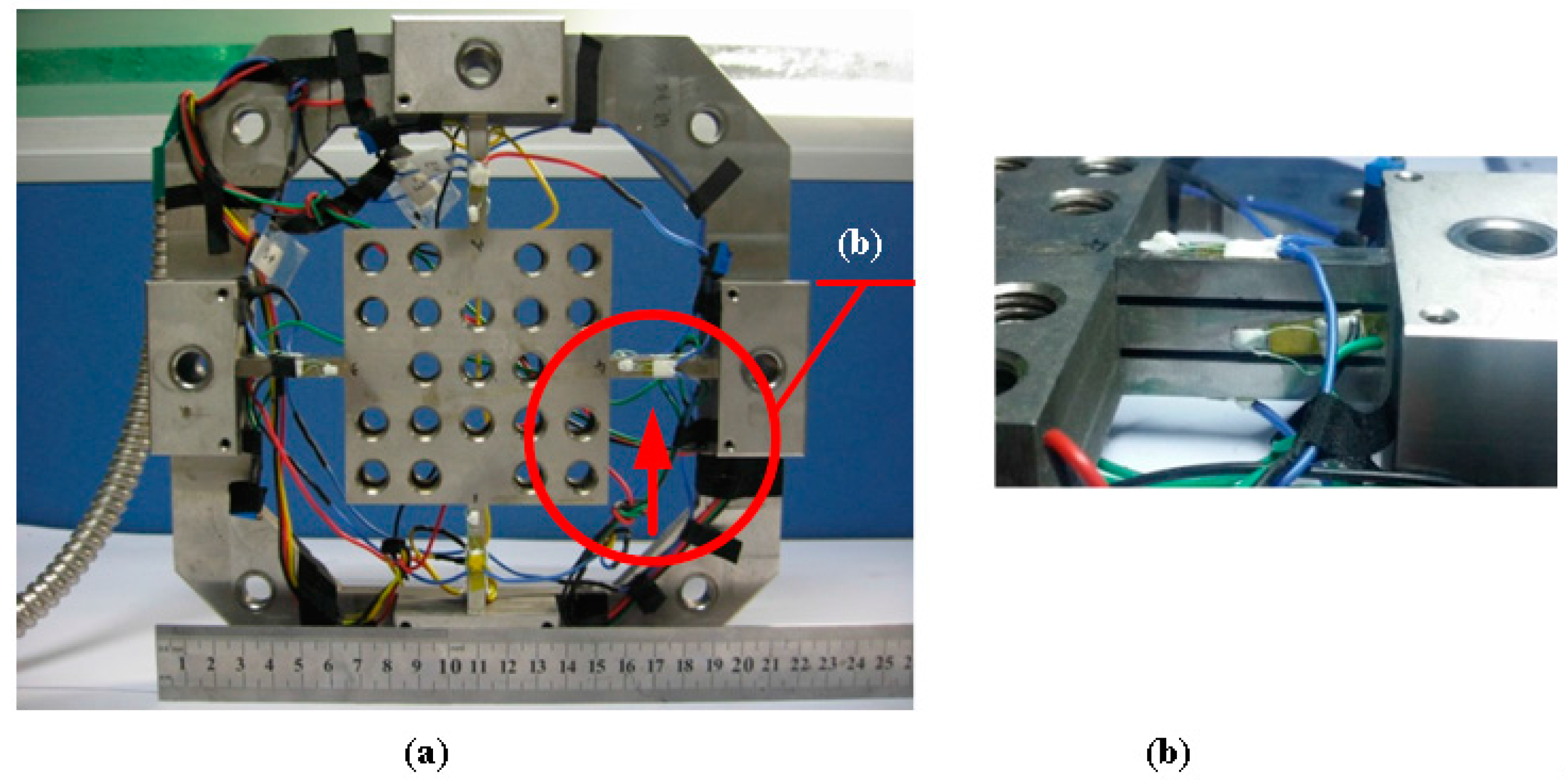
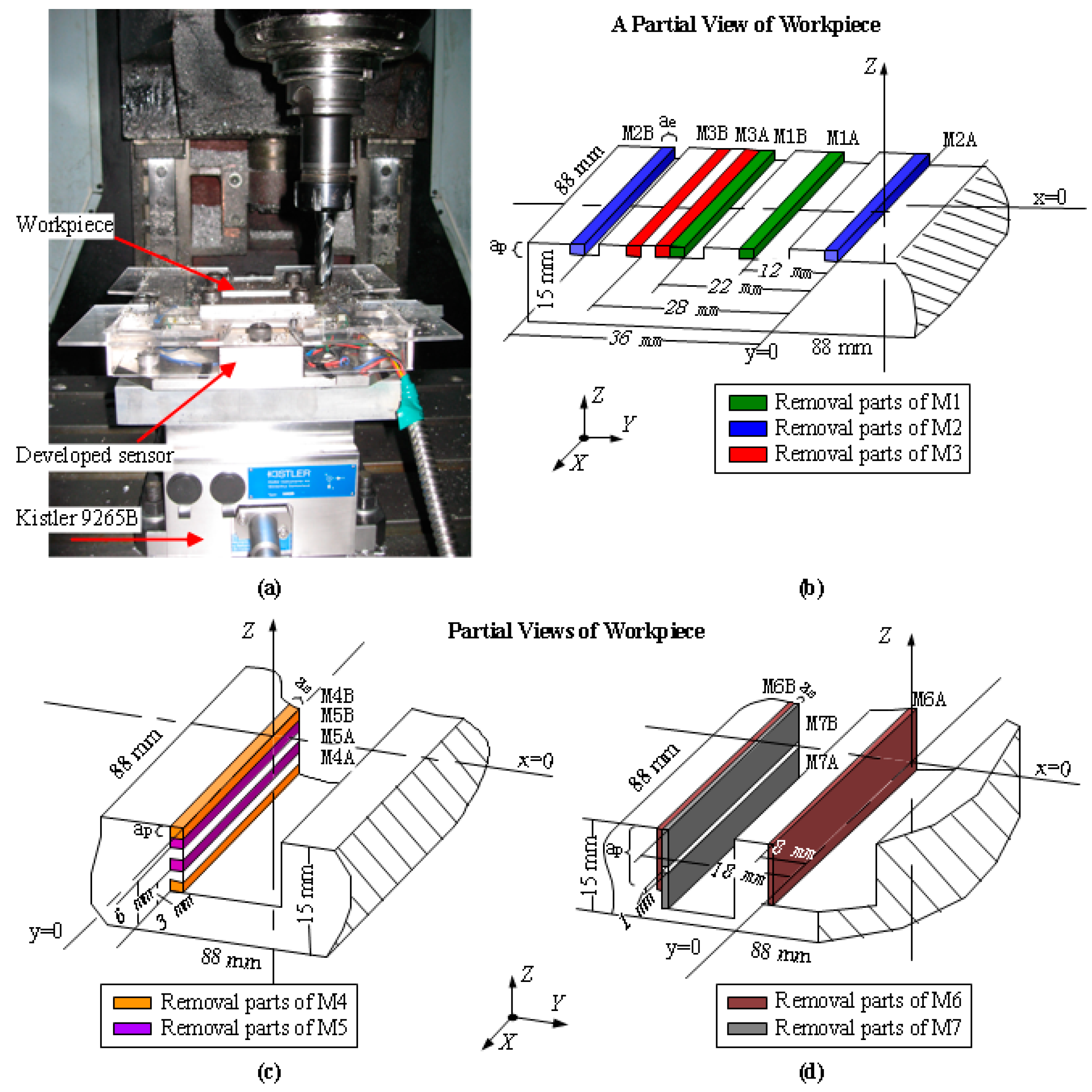
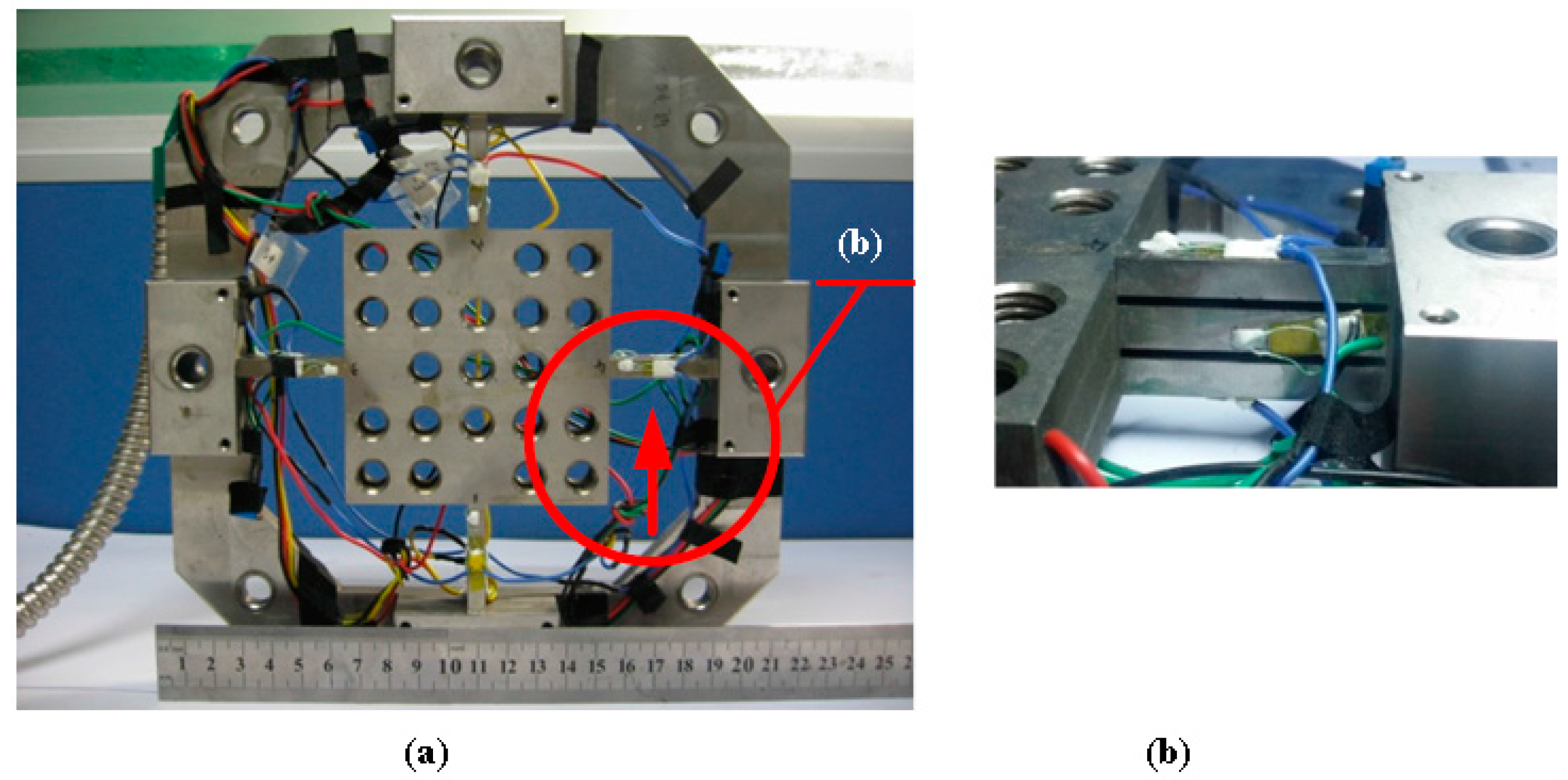
2.2. Sensor Fabrication
3. Experimental Results and Discussion
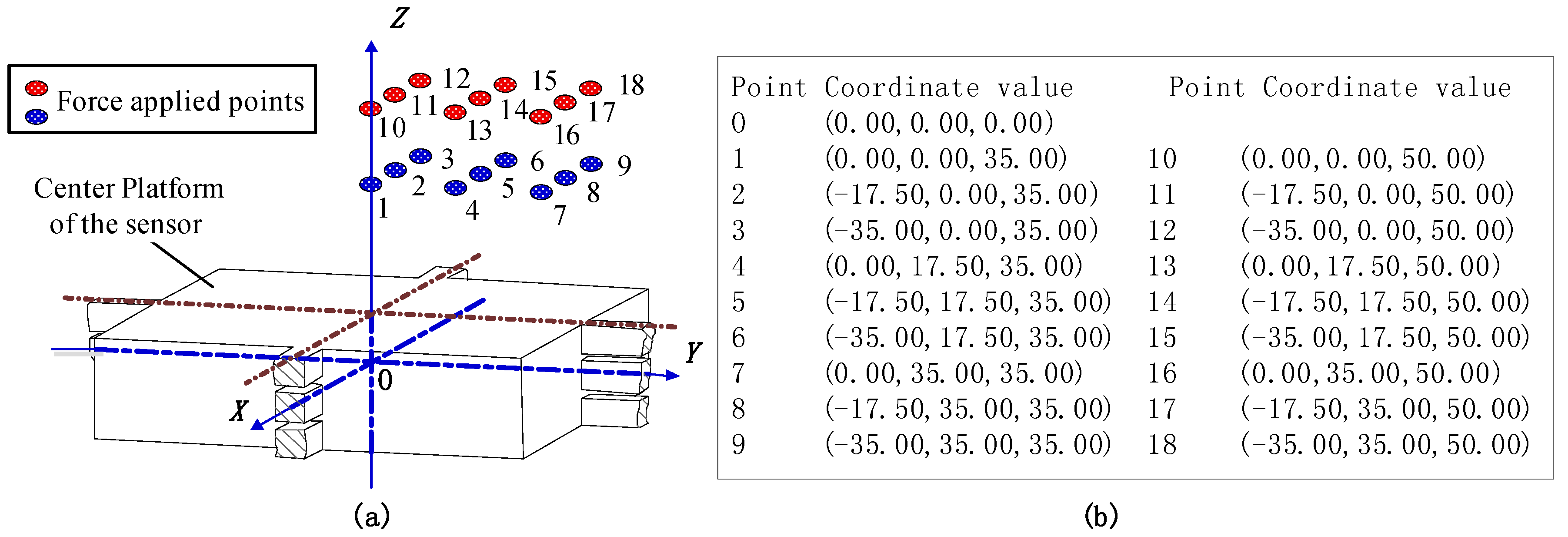
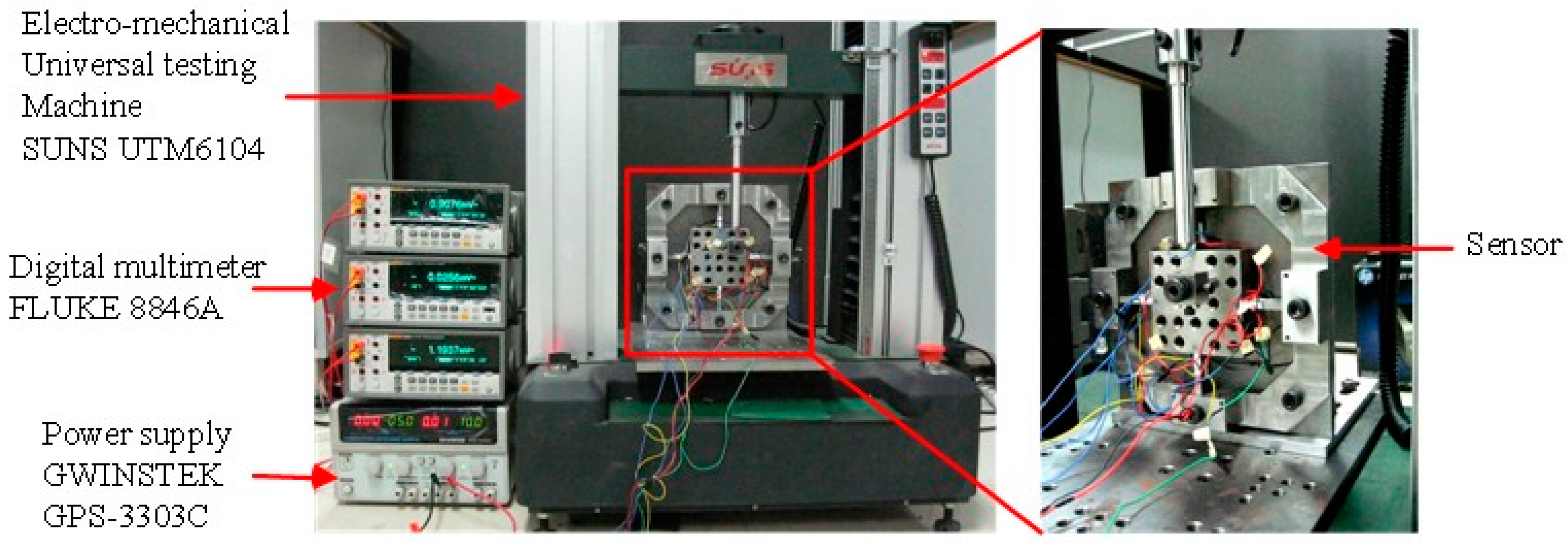
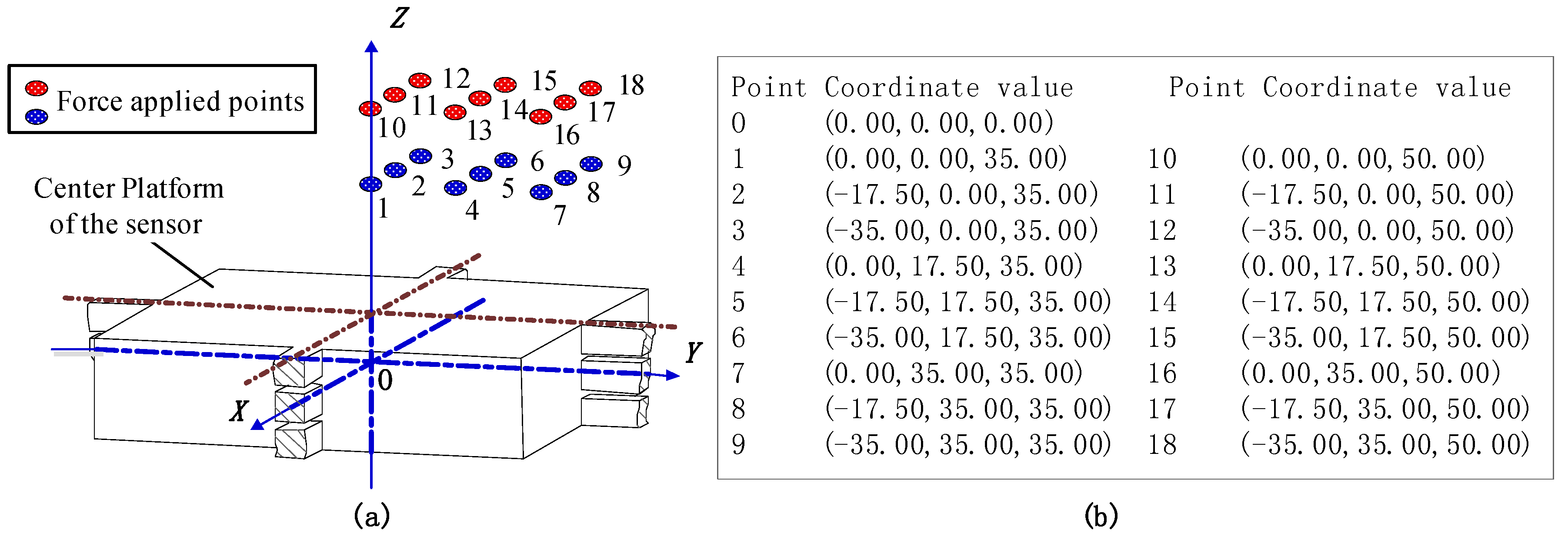
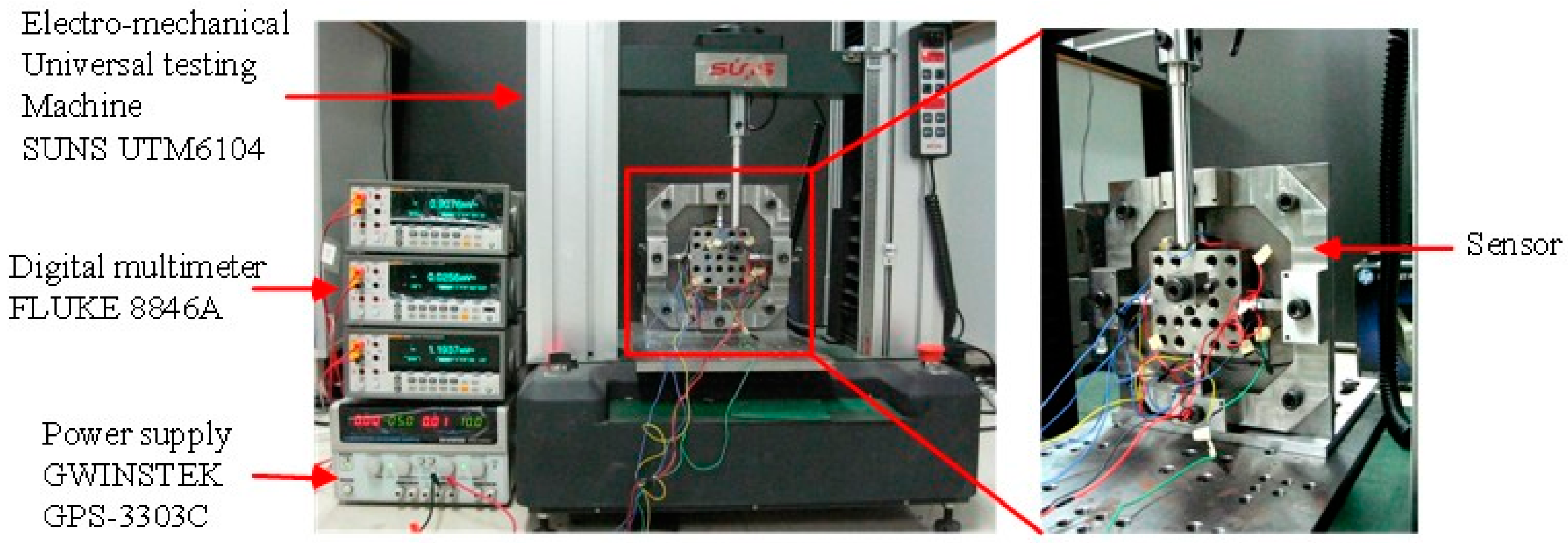
3.1. Static Calibration Test
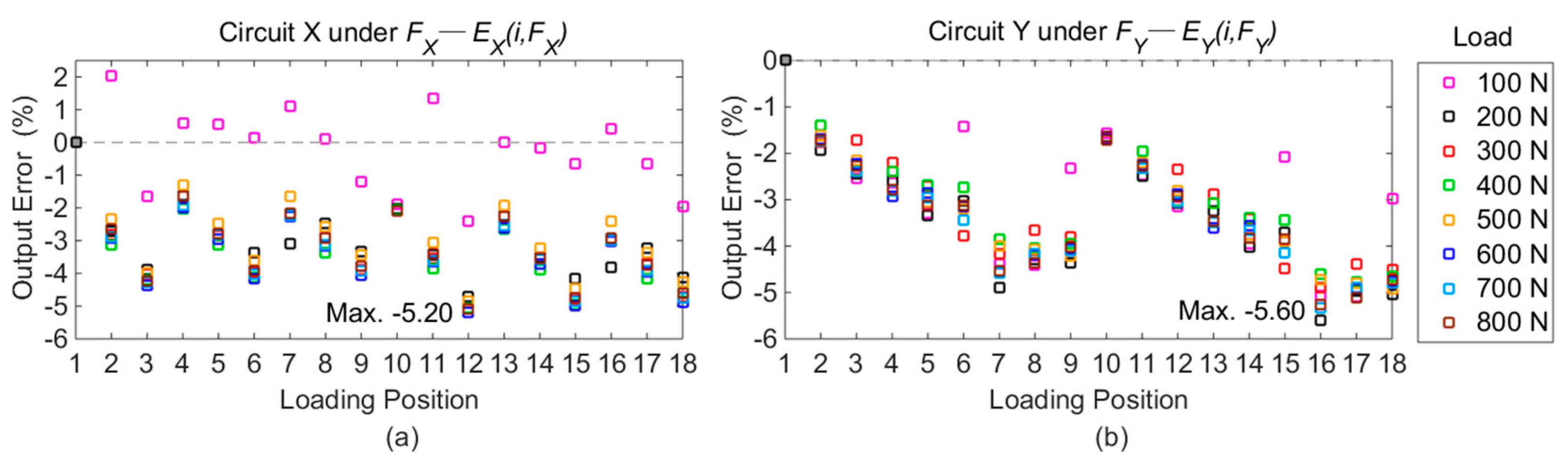
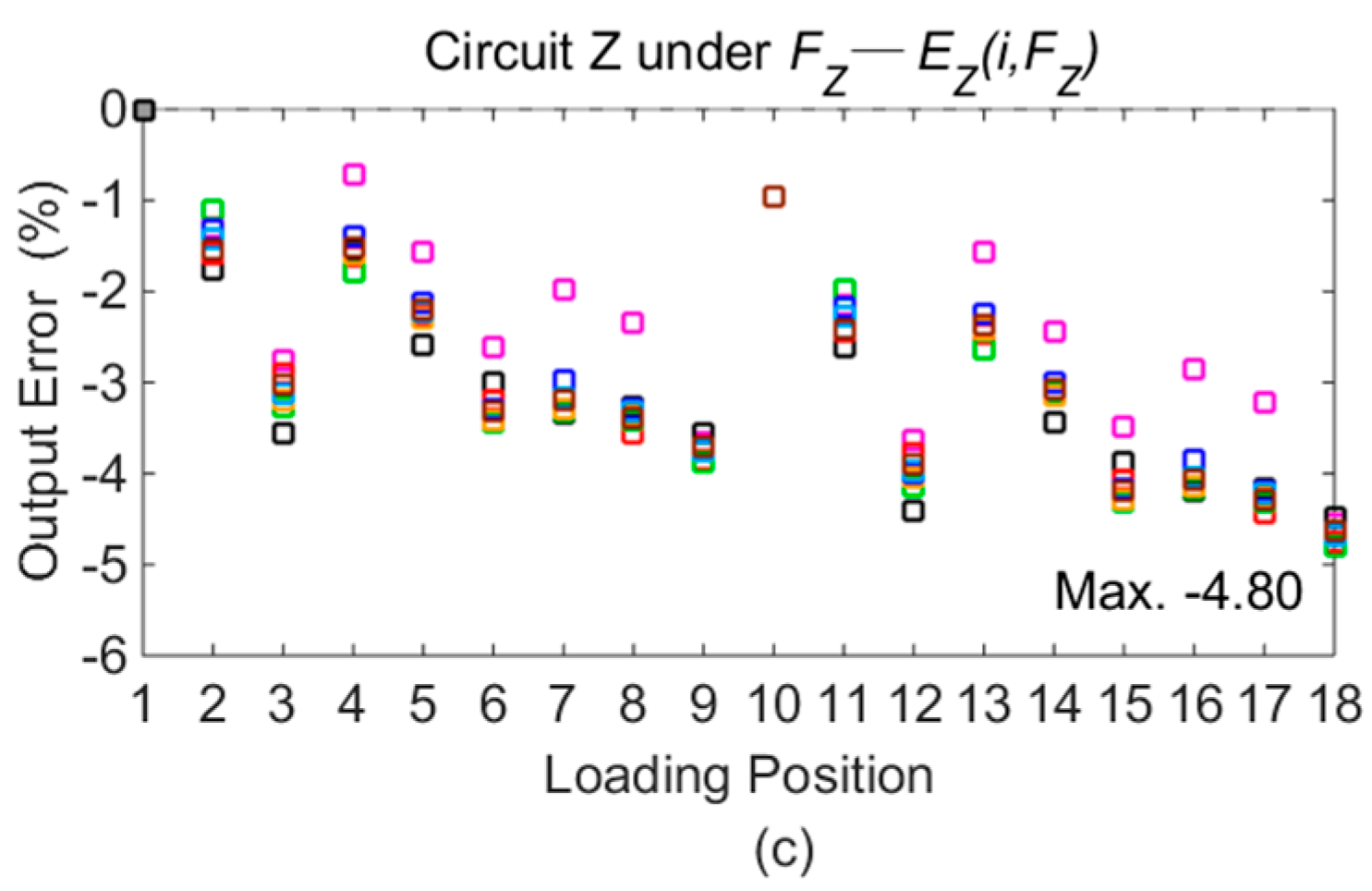
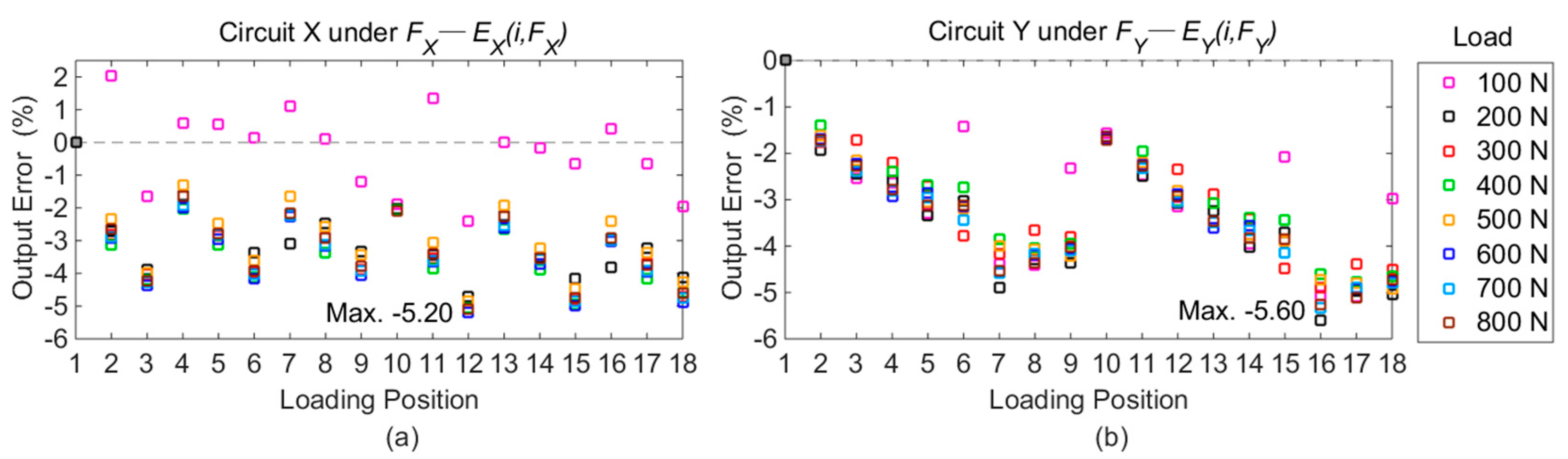
3.1.1. Errors of Desired Signals in Different Positions
3.1.2. Variations of Cross-Couplings among Different Positions
3.1.3. Static Decoupling Matrix
3.2. Milling Experiment
3.2.1. Measuring Range Estimation
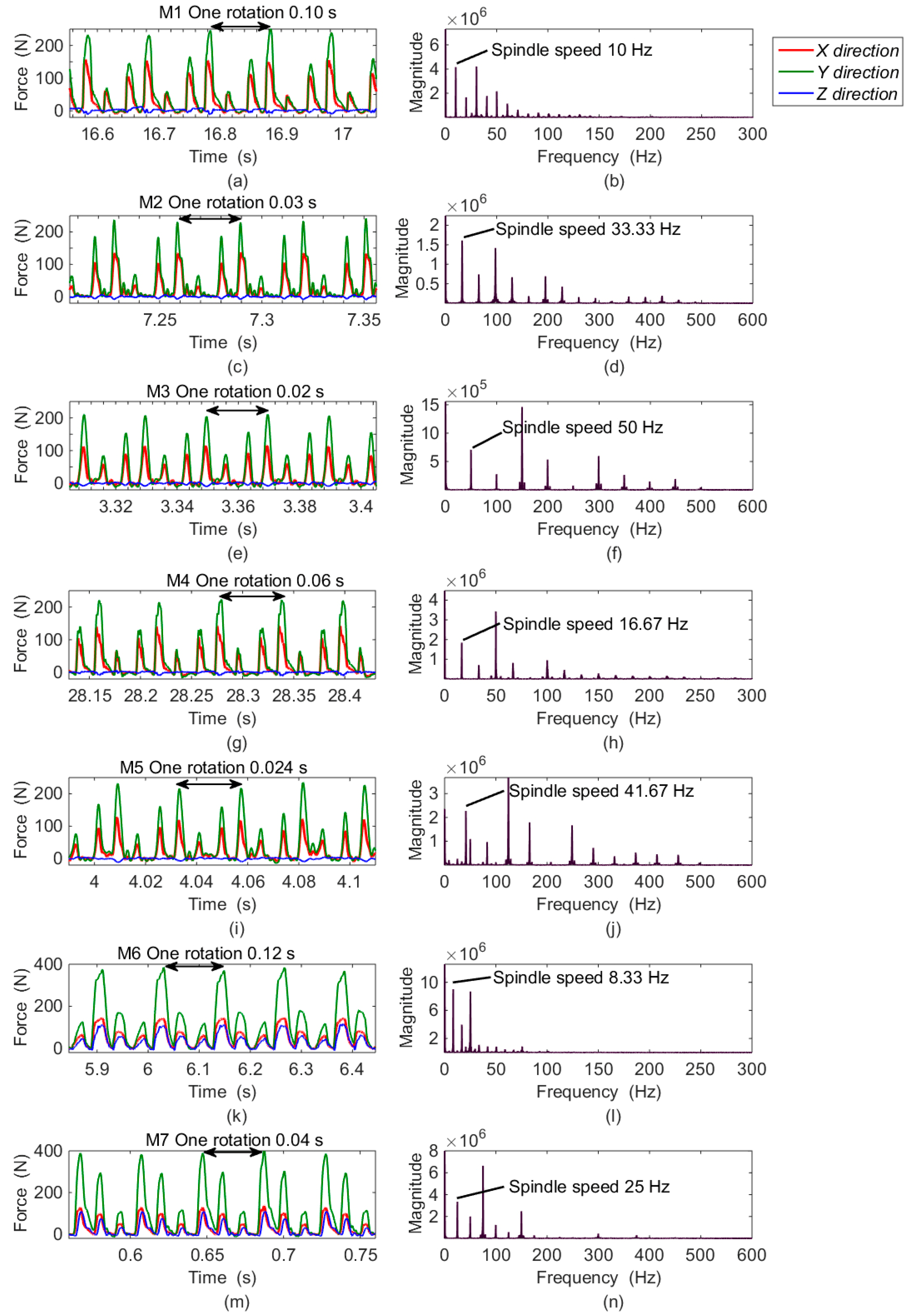
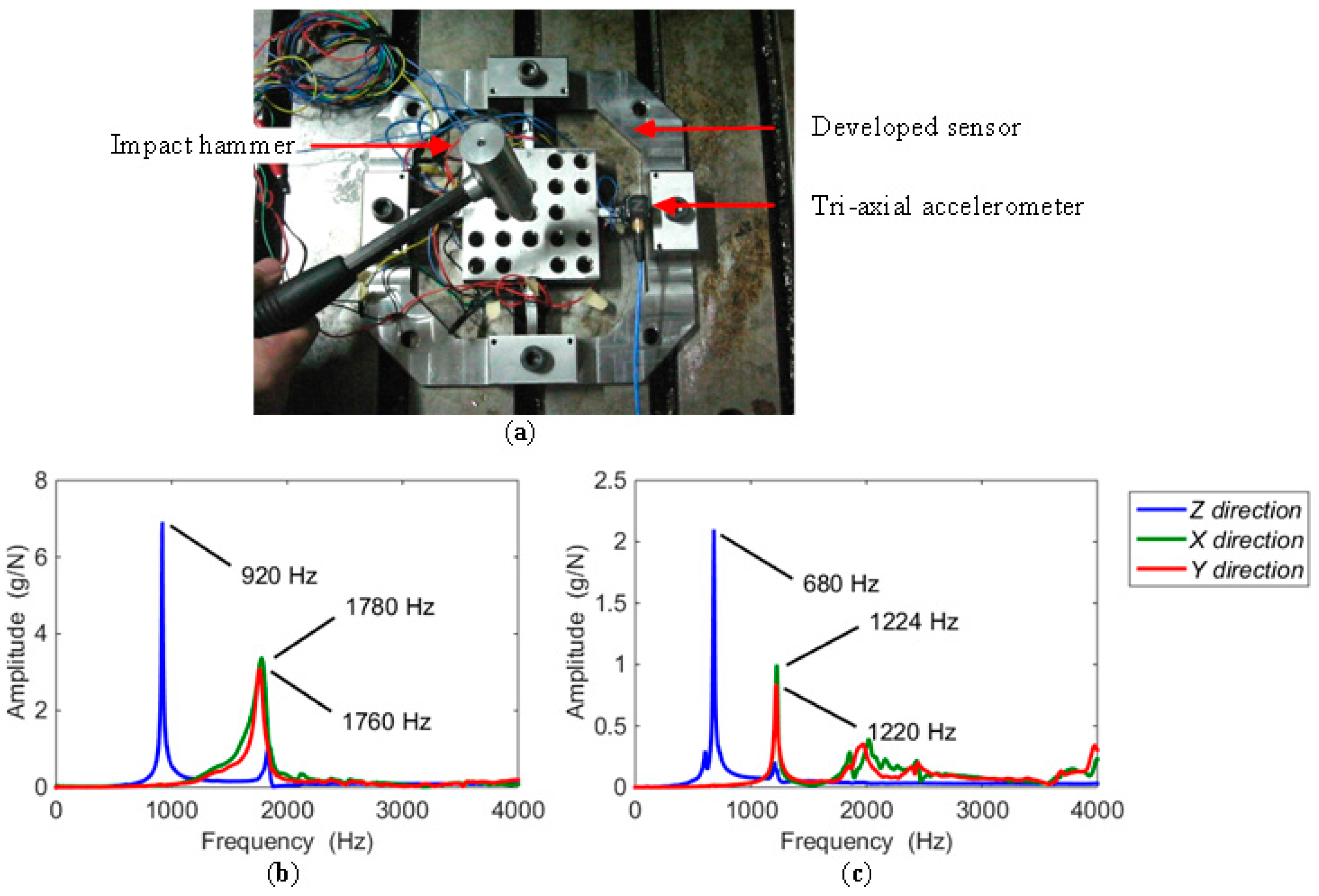
3.2.2. Natural Frequency Identification
3.2.3. Dynamic Milling Test
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
A.1. Influence of ME on Sensor in [11,12,13,14]
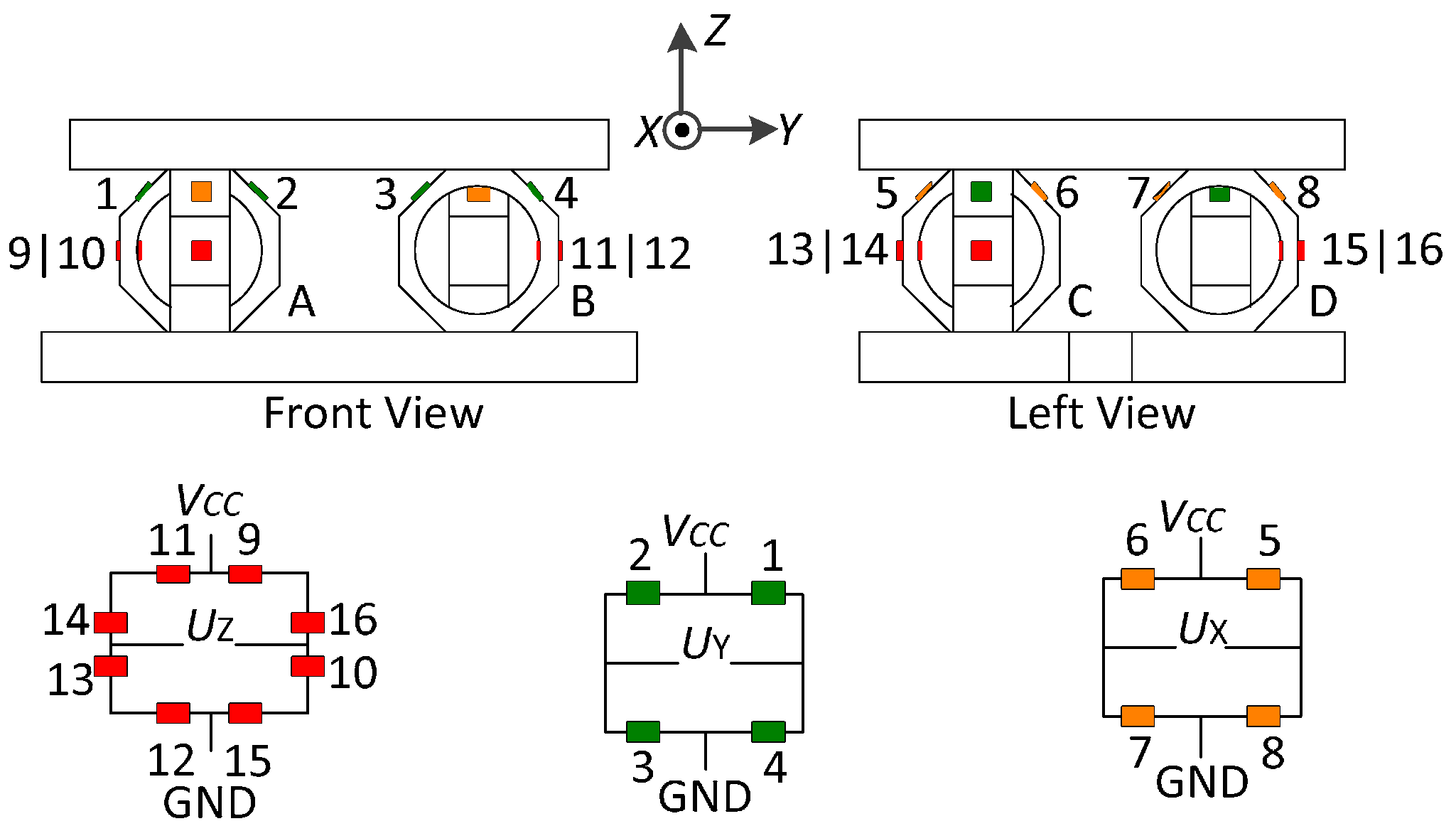
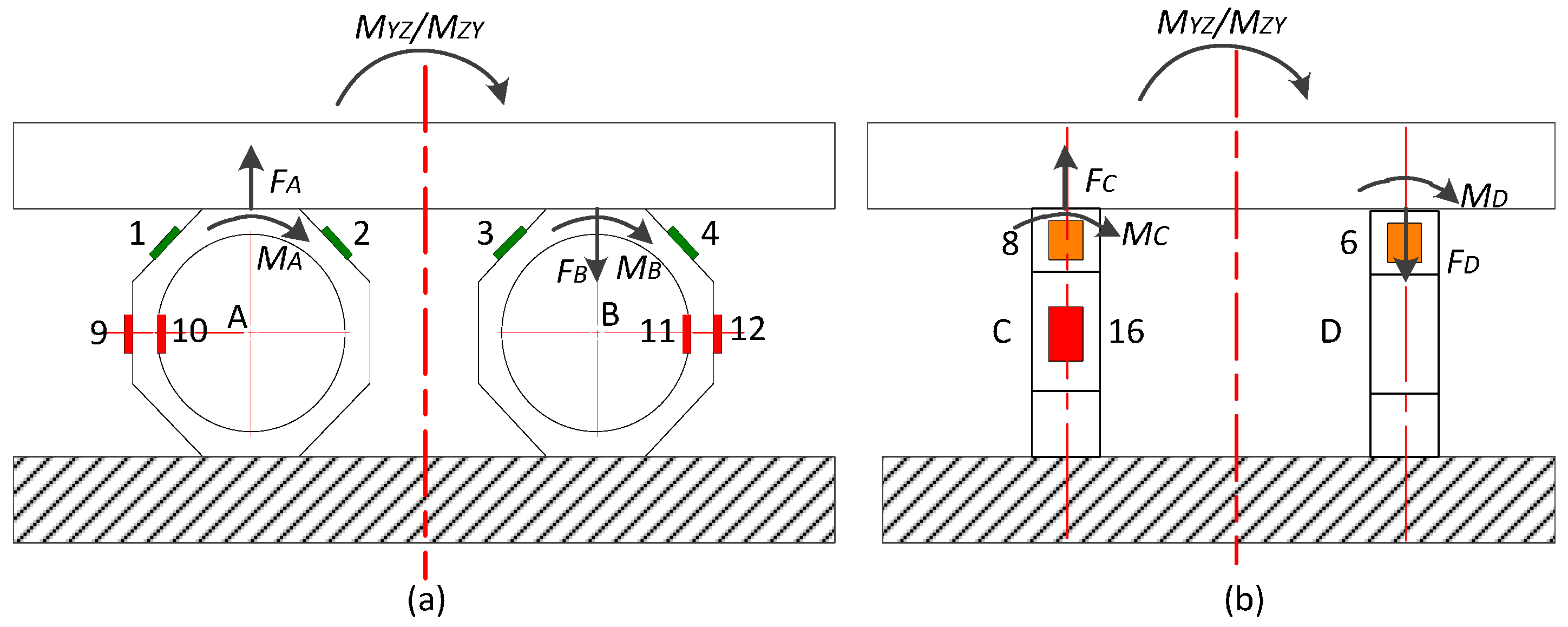
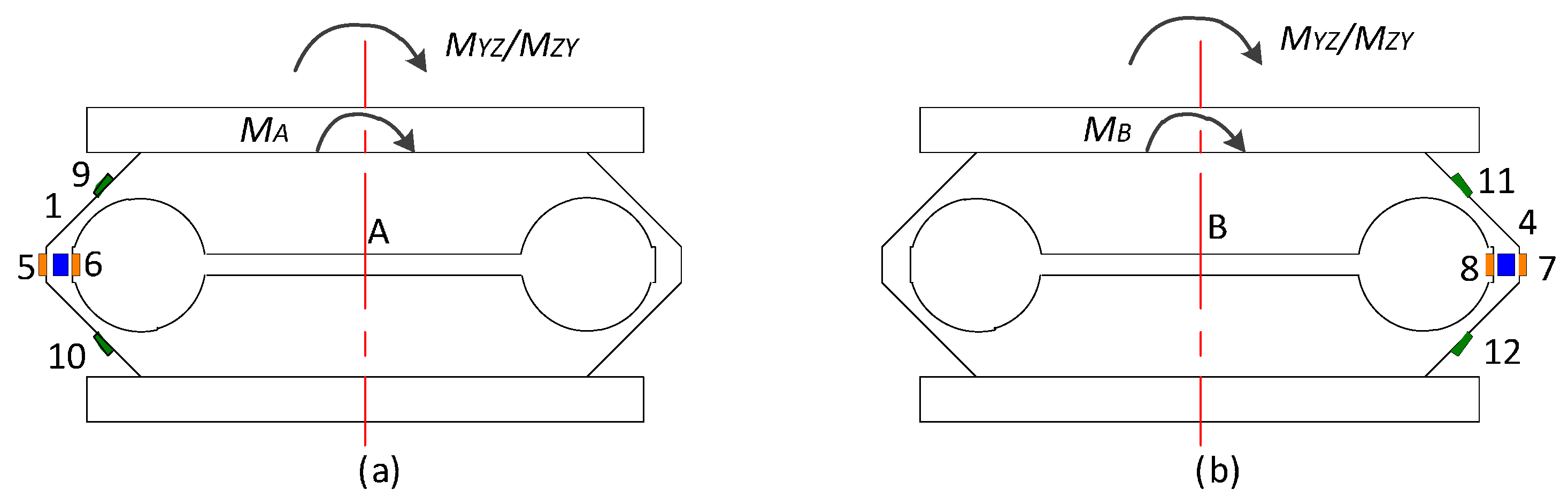
A.1.1. MYZ and MZY Applied on the Sensor
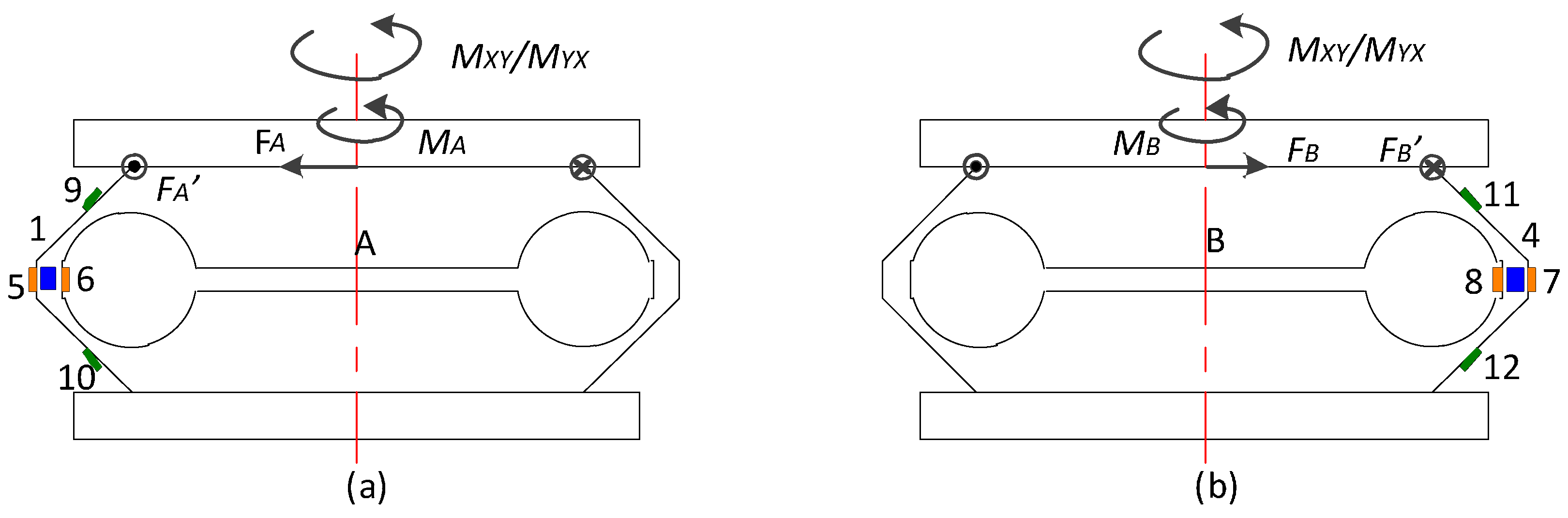
A.1.2. MXY and MYX Applied on the Sensor

A.2. Influence of ME on Sensor in [15]
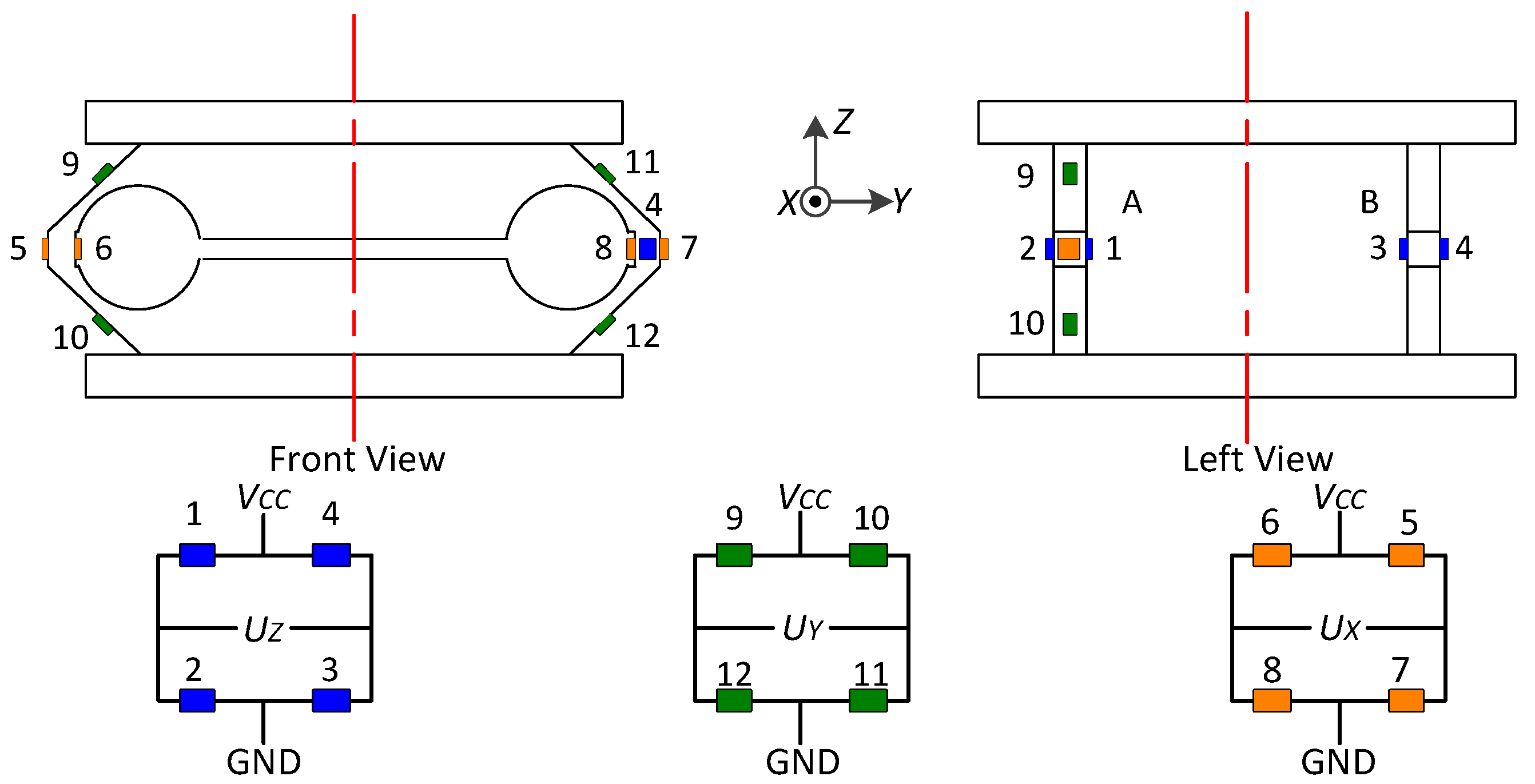
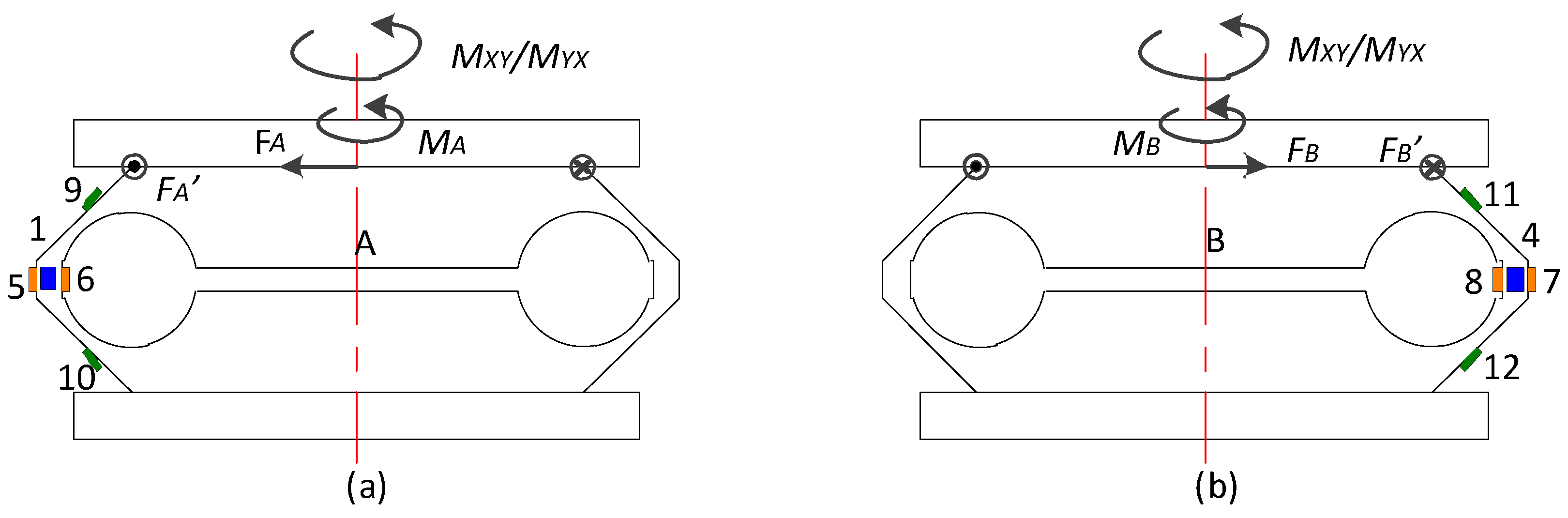
A.2.1. MXY and MYX Applied on the Sensor
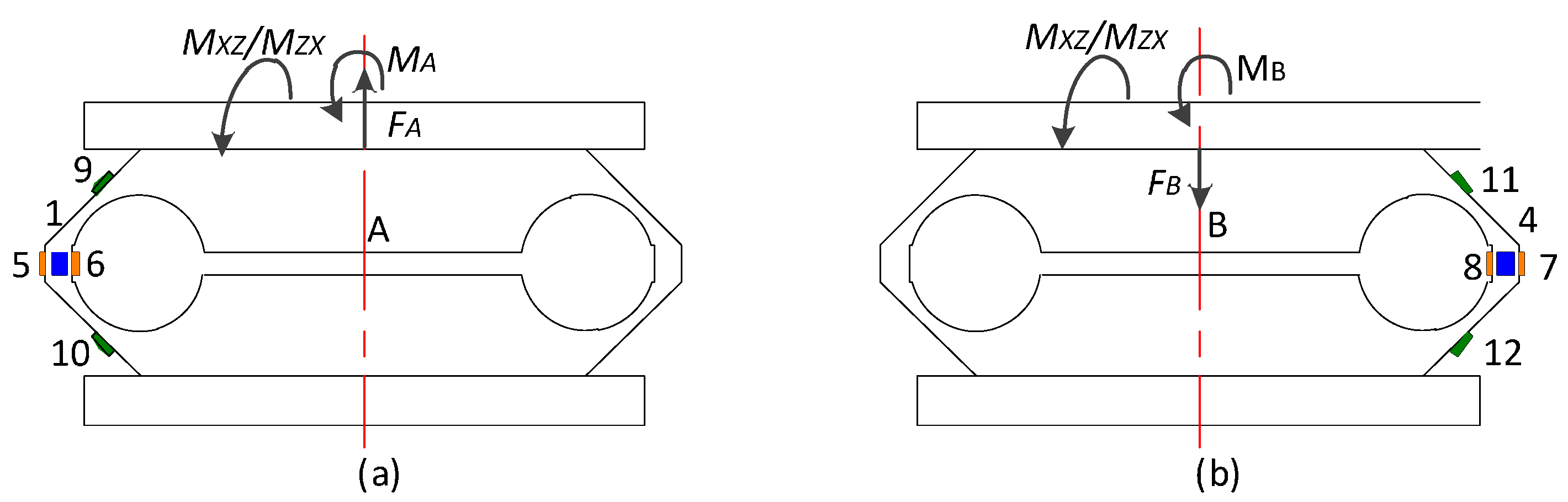
A.2.2. MXZ and MZX Applied on the Sensor
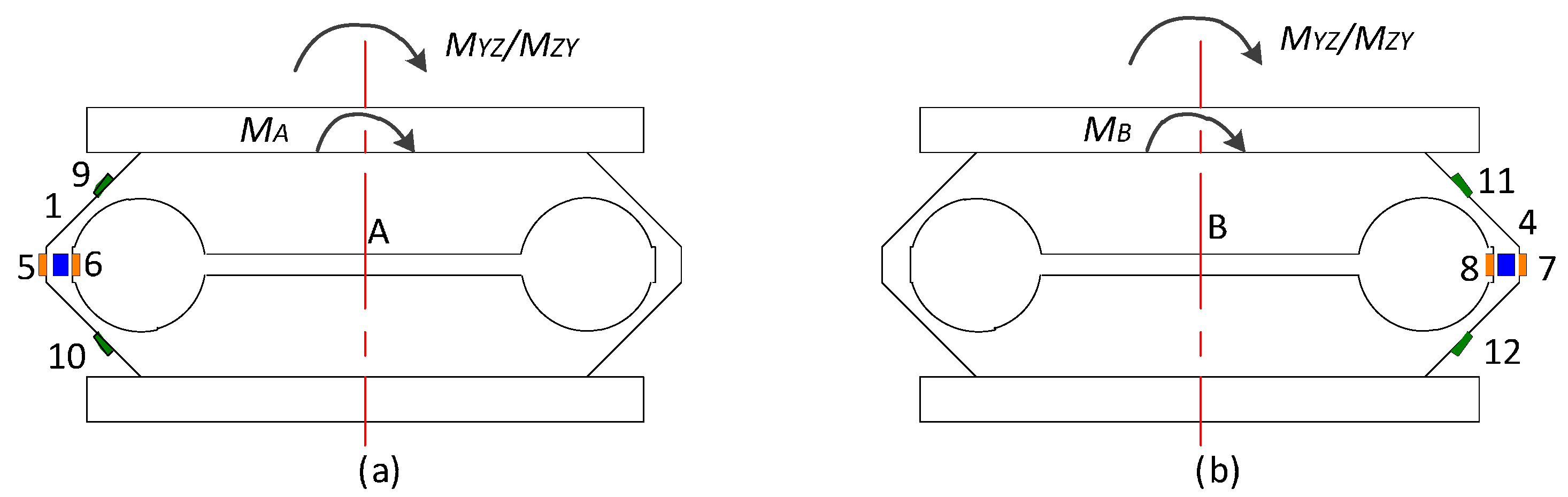
A.2.3. MYZ and MZY Applied on the Sensor
References
- Ma, J.-W.; Wang, F.-J.; Jia, Z.-Y.; Xu, Q.; Yang, Y.-Y. Study of machining parameter optimization in high speed milling of Inconel 718 curved surface based on cutting force. Int. J. Adv. Manuf. Technol. 2014, 75, 269–277. [Google Scholar] [CrossRef]
- Engin, S.; Altintas, Y. Mechanics and dynamics of general milling cutters, Part I: Helical end mills. Int. J. Mach. Tools Manuf. 2001, 41, 2195–2212. [Google Scholar] [CrossRef]
- Engin, S.; Altintas, Y. Mechanics and dynamics of general milling cutters, Part II: Inserted cutters. Int. J. Mach. Tools Manuf. 2001, 41, 2213–2231. [Google Scholar] [CrossRef]
- Saglam, H.; Unuvar, A. Tool condition monitoring in milling based on cutting forces by a neural network. Int. J. Prod. Res. 2003, 41, 1519–1532. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’ Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. Manuf. Technol. 2010, 59, 717–739. [Google Scholar] [CrossRef]
- Kistler Instrument Corp. Cutting Force Measurement: Precise Measuring Systems for Metal-Cutting [Brochure]; Kistler: Winterthur, Switzerland, 2014; pp. 6–7. [Google Scholar]
- Adolfsson, C.; Ståhl, J.-E. Cutting force model for multi-toothed cutting processes and force measuring equipment for face milling. Int. J. Mach. Tools Manuf. 1995, 35, 1715–1728. [Google Scholar] [CrossRef]
- Smith, D.A.; Smith, S.; Tlusty, J. High performance milling torque sensor. J. Manuf. Sci. Eng. 1998, 120, 504–514. [Google Scholar] [CrossRef]
- Rizal, M.; Ghani, J.A.; Nuawi, M.Z.; Haron, C.H.C. Development and testing of an integrated rotating dynamometer on tool holder for milling process. Mech. Syst. Signal Process. 2015, 52, 559–576. [Google Scholar] [CrossRef]
- Suprock, C.A.; Nichols, J.S. A low cost wireless high bandwidth transmitter for sensor-integrated metal cutting tools and process monitoring. Int. J. Mech. Manuf. Syst. 2009, 2, 441–454. [Google Scholar] [CrossRef]
- Korkut, İ. A dynamometer design and its construction for milling operation. Mater. Des. 2003, 24, 631–637. [Google Scholar] [CrossRef]
- Sağlam, H.; Ünüvar, A. Three-component, strain gage based milling dynamometer design and manufacturing. J. Integr. Des. Process Sci. 2001, 5, 95–109. [Google Scholar]
- Murthy, K.S.; Rajendran, I. Design and development of strain gauge based milling tool dynamometer. Int. J. Mach. Mach. Mater. 2010, 7, 286–298. [Google Scholar] [CrossRef]
- Yaldiz, S.; Ünsaçar, F.; Sağlam, H.; Işık, H. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque. Mech. Syst. Signal Process. 2007, 21, 1499–1511. [Google Scholar] [CrossRef]
- Ammar, A.A. Design and development of a dynamometer for the simulation of the cutting forces in milling. Int. J. Autom. Control 2011, 5, 44–60. [Google Scholar] [CrossRef]
- Zhang, K.-M.; Zhang, Y.-Z. Theoretical Mechanics; Science Press: Beijing, China, 2007; pp. 36–37. [Google Scholar]
- Yu, C.; Huang, X.; Fang, C. Optimizing dynamic characteristics of NC rotary table based on electromechanical-hydraulic coupling. J. Mech. Sci. Technol. 2013, 74, 1081–1088. [Google Scholar] [CrossRef]
- Shaw, M.C. Metal Cutting Principles, 3rd ed.; MIT Press: Cambridge, MA, USA, 1960; pp. 4-1–4-2. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensors | FAX | FAY | FAZ | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inputs | MXY | MXZ | MYX | MYZ | MZX | MZY | |||||||||||||
| Output Circuits | X | Y | Z | X | Y | Z | X | Y | Z | X | Y | Z | X | Y | Z | X | Y | Z | |
| [11,12,13,14] | Y | Y | N | N | Y | N | Y | Y | N | Y | N | N | N | Y | N | Y | N | N | |
| [15] | Y | N | Y | N | Y | N | Y | N | Y | N | Y | Y | N | Y | N | N | Y | Y | |
| This work | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | |
| Max. Deviation Conditions | FX in Circuit X | FY in Circuit Y | FZ in Circuit Z | |||
|---|---|---|---|---|---|---|
| Force inputs (N) | FX = 600 | FY = 200 | FZ = 400 | |||
| Point numbers i | 1 | 12 | 1 | 16 | 1 | 18 |
| Outputs (mV) | 10.72 | 10.17 | 3.66 | 3.46 | 25.70 | 24.44 |
| Max. deviations (%) | EX(12, 600) = −5.20 | EY(16, 200) = −5.60 | EZ(18, 400) = −4.80 | |||
| Max. Deviation Conditions | FX in Circuit X | FY in Circuit X | FX in Circuit X | FZ in Circuit X | FY in Circuit Y | FX in Circuit Y | |||
|---|---|---|---|---|---|---|---|---|---|
| Force inputs (N) | FX = 200 | FY = 200 | FX = 100 | FZ = 100 | FY= 100 | FX = 100 | |||
| Point numbers i | 1 | 1 | 8 | 1 | 1 | 2 | 1 | 1 | 1 |
| Outputs (mV) | 3.70 | 0.12 | 0.03 | 1.90 | 0.16 | 0.09 | 1.92 | 0.14 | 0.07 |
| Max. deviations (%) | EX(8, 200) = −2.48 | EX(2, 100) = −3.48 | EY(6, 100) = −3.69 | ||||||
| Max. Deviation Conditions | FY in Circuit Y | FZ in Circuit Y | FZ in Circuit Z | FX in Circuit Z | FZ in Circuit Z | FY in Circuit Z | |||
| Force inputs (N) | FY = 300 | FZ = 300 | FZ = 200 | FX = 200 | FZ = 400 | FY = 400 | |||
| Point numbers i | 1 | 1 | 3 | 1 | 1 | 11 | 1 | 1 | 17 |
| Outputs (mV) | 5.39 | −0.08 | −0.19 | 25.70 | −1.71 | −0.70 | 51.31 | −2.56 | −1.03 |
| Max. deviations (%) | EY(3, 300) = −2.10 | EZ(11, 200) = 3.94 | EZ(17, 400) = 2.98 | ||||||
| Max. Deviation Conditions | X Direction | Y Direction | Z Direction | |
|---|---|---|---|---|
| Standard inputs (N) | = 100 | = 600 | = 200 | |
| Point numbers i | 12 | 1 | 16 | |
| Force solutions (N) | FX | 95.20 | 628.46 | 194.05 |
| FY | 100.29 | 627.50 | 192.33 | |
| FZ | 96.39 | 626.86 | 190.26 | |
| Deviations (%) | FX | E(12, 100) = −4.80 * | E(1, 600) = 4.74 | E(16, 200) = −2.98 |
| FY | E(12, 100) = 0.29 | E(1, 600) = 4.58 * | E(16, 200) = −3.83 | |
| FZ | E(12, 100) = −3.61 | E(1, 600) = 4.48 | E(16, 200) = −4.87 * | |
| Pairs | Time TS (s) | Average Peak to Peak Values of FX (N) | Average Peak to Peak Values of FY (N) | Average Peak to Peak Values of FZ (N) | ||||
|---|---|---|---|---|---|---|---|---|
| Developed Sensor | Standard Sensor | Developed Sensor | Standard Sensor | Developed Sensor | Standard Sensor | |||
| M1 | A | 33.90 | 157.51 | 208.16 | 248.15 | 315.81 | 17.48 | 25.52 |
| B | 153.84 | 206.73 | 246.10 | 318.15 | 18.43 | 26.23 | ||
| A | Coefficient | 1.32 | Coefficient | 1.28 | Coefficient | 1.46 | ||
| B | 1.34 | 1.28 | 1.42 | |||||
| M2 | A | 8.44 | 143.14 | 195.14 | 247.01 | 313.01 | 14.13 | 22.68 |
| B | 137.90 | 192.31 | 238.57 | 319.95 | 14.02 | 21.46 | ||
| A | Coefficient | 1.36 | Coefficient | 1.27 | Coefficient | 1.61 | ||
| B | 1.39 | 1.34 | 1.53 | |||||
| M3 | A | 6.86 | 126.73 | 174.26 | 229.01 | 307.08 | 12.45 | 19.81 |
| B | 121.99 | 173.44 | 223.46 | 304.19 | 13.15 | 20.01 | ||
| A | Coefficient | 1.38 | Coefficient | 1.34 | Coefficient | 1.59 | ||
| B | 1.42 | 1.36 | 1.52 | |||||
| M4 | A | 20.12 | 149.90 | 199.16 | 251.60 | 322.18 | 15.31 | 23.40 |
| B | 156.78 | 204.83 | 242.71 | 318.81 | 14.39 | 22.52 | ||
| A | Coefficient | 1.33 | Coefficient | 1.28 | Coefficient | 1.53 | ||
| B | 1.31 | 1.31 | 1.57 | |||||
| M5 | A | 7.66 | 130.07 | 176.90 | 232.76 | 308.70 | 12.79 | 21.60 |
| B | 124.05 | 172.41 | 227.22 | 306.07 | 12.41 | 21.10 | ||
| A | Coefficient | 1.36 | Coefficient | 1.33 | Coefficient | 1.56 | ||
| B | 1.39 | 1.35 | 1.61 | |||||
| M6 | A | 22.28 | 172.31 | 223.86 | 384.22 | 492.40 | 116.92 | 179.45 |
| B | 162.84 | 223.23 | 389.77 | 517.00 | 124.74 | 179.95 | ||
| A | Coefficient | 1.30 | Coefficient | 1.28 | Coefficient | 1.53 | ||
| B | 1.37 | 1.33 | 1.44 | |||||
| M7 | A | 6.80 | 129.01 | 169.01 | 368.46 | 488.07 | 114.39 | 181.30 |
| B | 127.66 | 174.35 | 381.61 | 483.22 | 117.56 | 182.01 | ||
| A | Coefficient | 1.31 | Coefficient | 1.32 | Coefficient | 1.59 | ||
| B | 1.37 | 1.27 | 1.55 | |||||
| Positions | Differences EX(i)P-P (%) | Differences EY(i)P-P (%) | Differences EZ(i)P-P (%) | |||
|---|---|---|---|---|---|---|
| Developed Sensor | Standard Sensor | Developed Sensor | Standard Sensor | Developed Sensor | Standard Sensor | |
| M1 | −2.33 | −0.69 | −0.82 | 0.74 | 5.44 | 2.79 |
| Error (%) | −1.64 | Error (%) | −1.56 | Error (%) | 2.65 | |
| M2 | −3.66 | −1.45 | −3.42 | 2.22 | −0.79 | −5.37 |
| Error (%) | −2.21 | Error (%) | −5.64 | Error (%) | 4.58 | |
| M3 | −3.74 | −0.47 | −2.43 | −0.94 | 5.60 | −1.01 |
| Error (%) | −3.27 | Error (%) | −1.49 | Error (%) | 6.61 | |
| M4 | 4.59 | 2.85 | −3.53 | −1.05 | −6.01 | −3.74 |
| Error (%) | 1.74 | Error (%) | −2.48 | Error (%) | −2.27 | |
| M5 | −4.63 | −2.54 | −2.38 | −0.85 | −5.32 | −2.33 |
| Error (%) | −2.09 | Error (%) | −1.53 | Error (%) | −2.99 | |
| M6 | −5.50 | −0.28 | 1.45 | 5.00 | 6.69 | 0.28 |
| Error (%) | −5.22 | Error (%) | −3.55 | Error (%) | 6.41 | |
| M7 | −1.05 | 3.16 | 3.57 | −0.99 | 2.77 | 0.39 |
| Error (%) | −4.21 | Error (%) | 4.56 | Error (%) | 2.38 | |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhao, Y.; Fei, J.; Zhao, Y.; Li, X.; Gao, Y. Development of a Tri-Axial Cutting Force Sensor for the Milling Process. Sensors 2016, 16, 405. https://doi.org/10.3390/s16030405
Li Y, Zhao Y, Fei J, Zhao Y, Li X, Gao Y. Development of a Tri-Axial Cutting Force Sensor for the Milling Process. Sensors. 2016; 16(3):405. https://doi.org/10.3390/s16030405
Chicago/Turabian StyleLi, Yingxue, Yulong Zhao, Jiyou Fei, You Zhao, Xiuyuan Li, and Yunxiang Gao. 2016. "Development of a Tri-Axial Cutting Force Sensor for the Milling Process" Sensors 16, no. 3: 405. https://doi.org/10.3390/s16030405
APA StyleLi, Y., Zhao, Y., Fei, J., Zhao, Y., Li, X., & Gao, Y. (2016). Development of a Tri-Axial Cutting Force Sensor for the Milling Process. Sensors, 16(3), 405. https://doi.org/10.3390/s16030405