
A Novel Hybrid Error Criterion-Based Active Control Method for on-Line Milling Vibration Suppression with Piezoelectric Actuators and Sensors

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction

2. Control Algorithm Design
2.1. Control Scheme

2.2. Error Criterion

3. Simulation and Experimental Verification

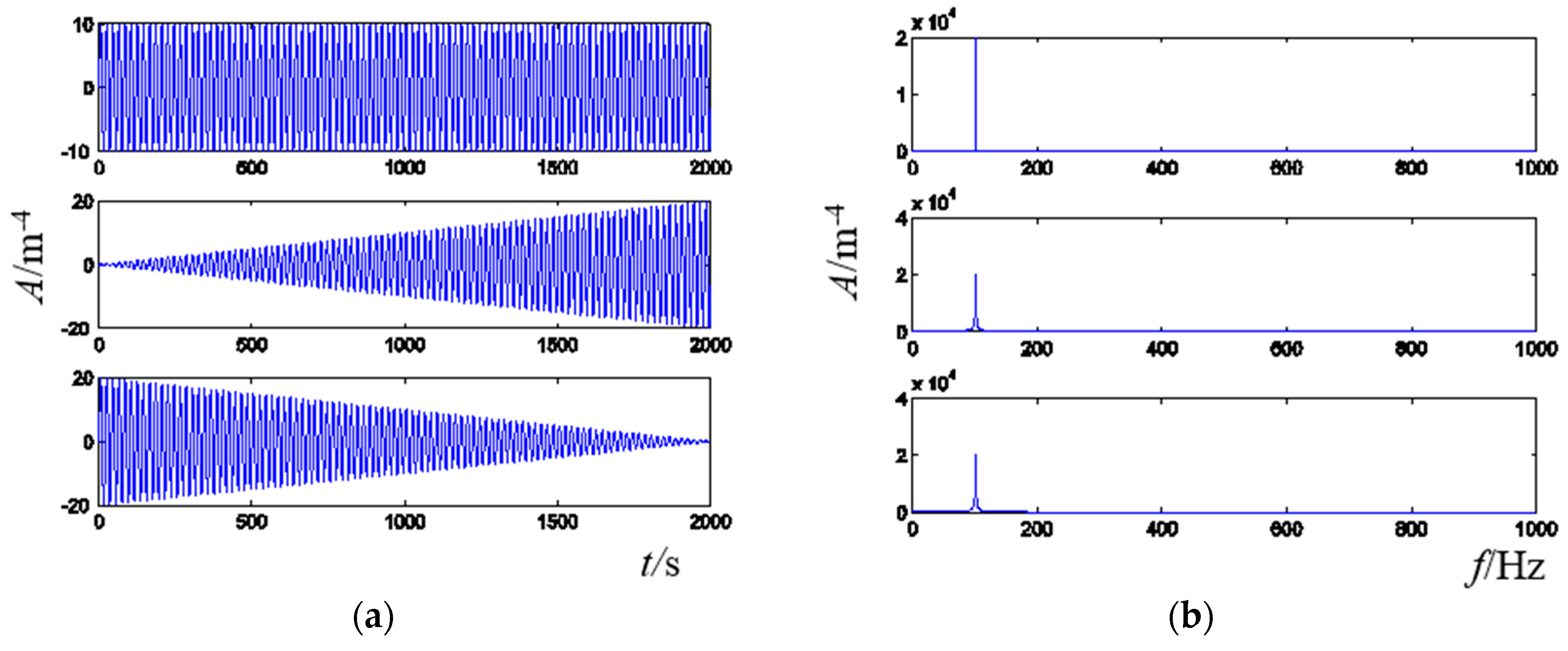
3.1. Spindle Based Simulation
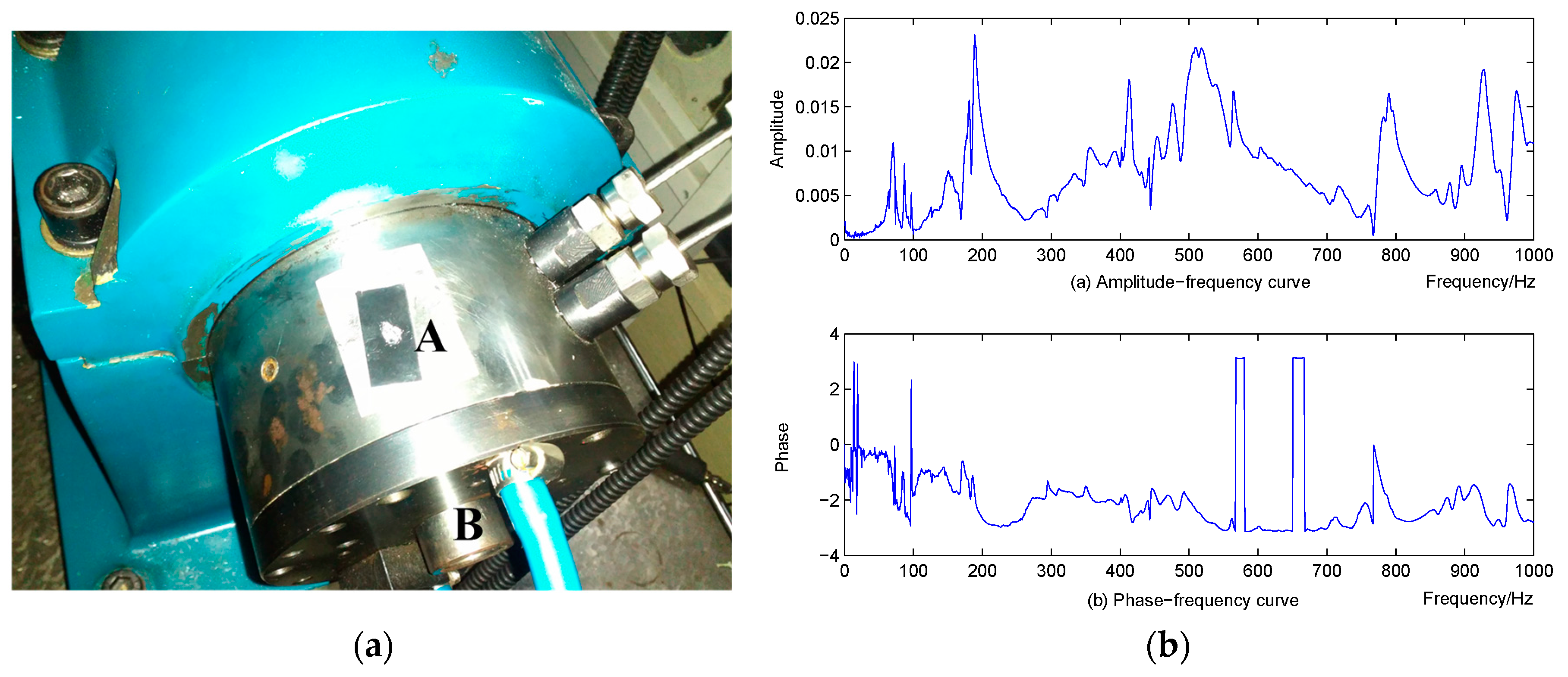
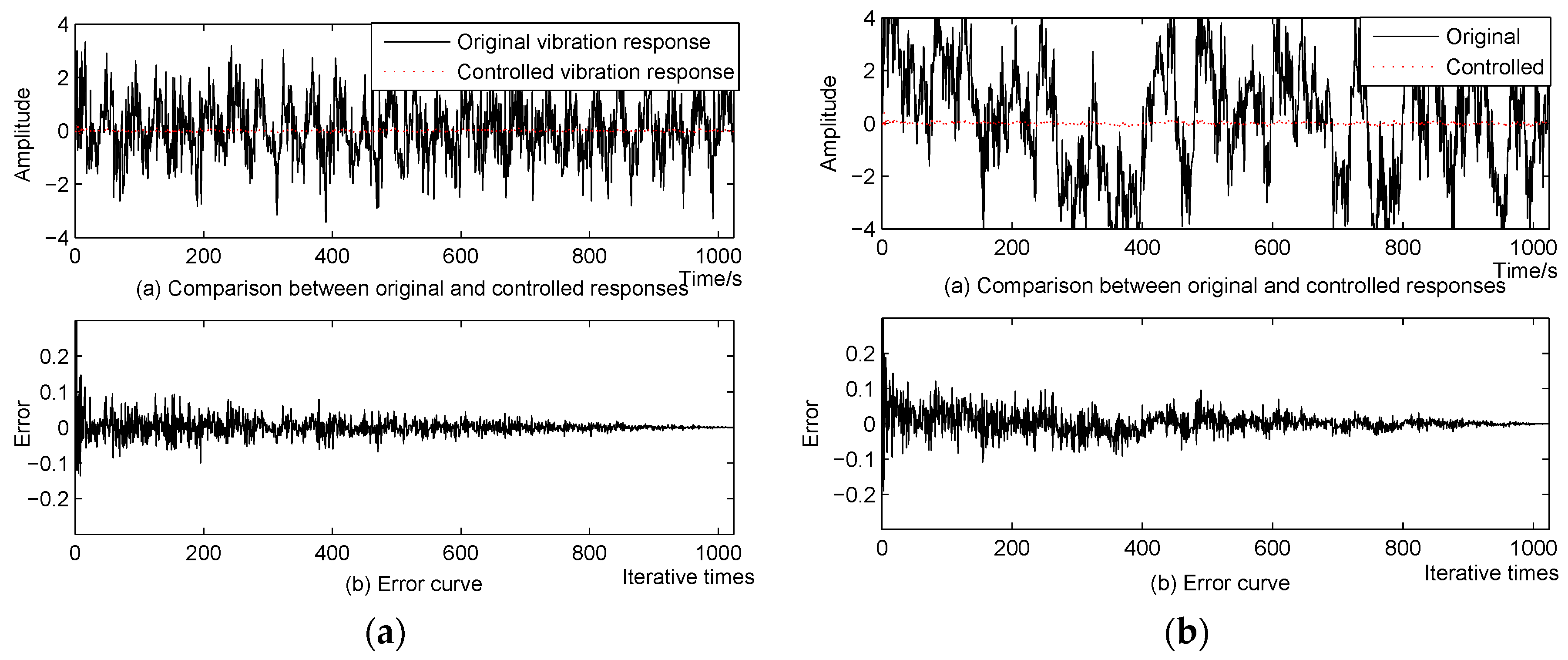
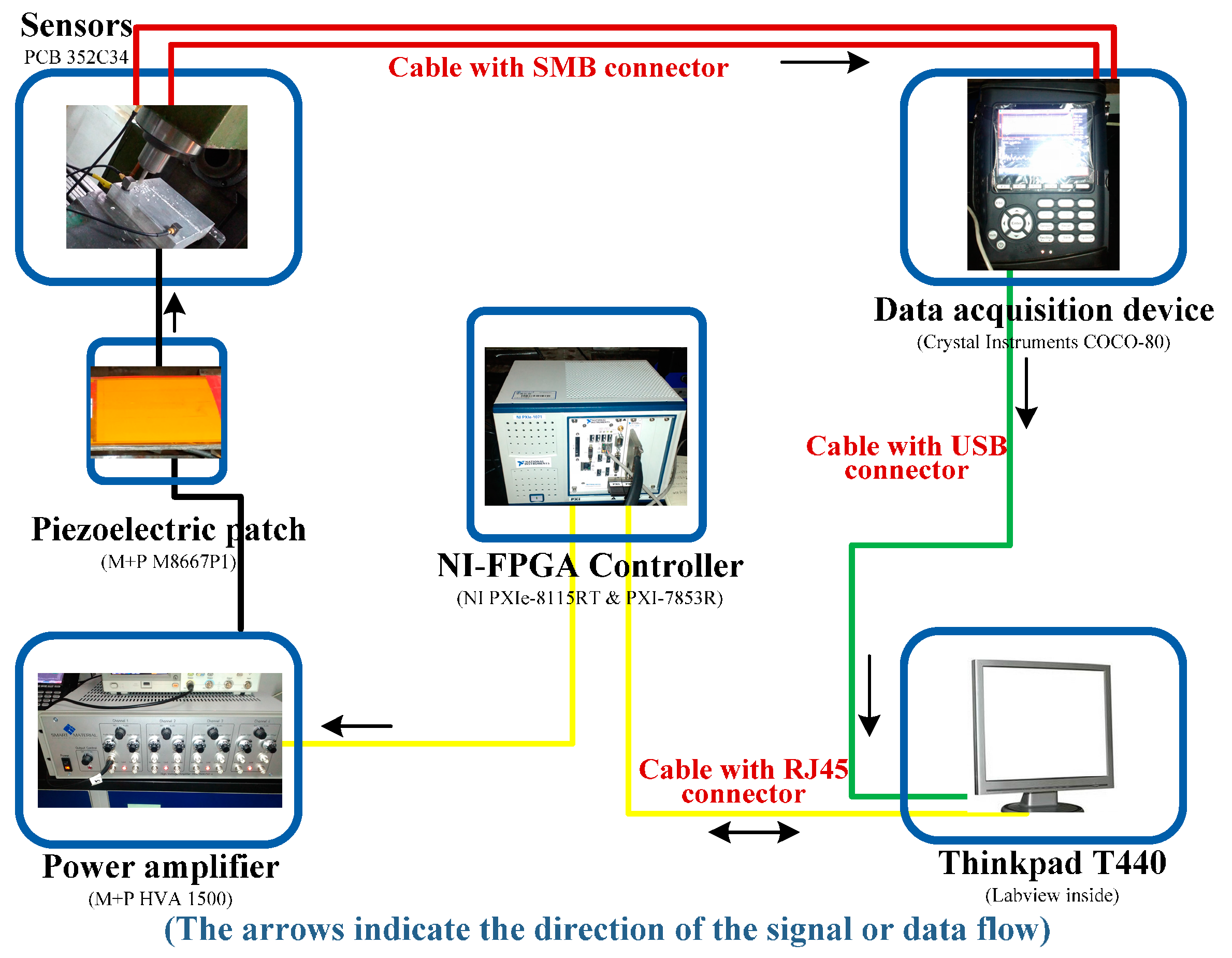
3.2. Milling Machine Tool Based Experiment

- Sensor (352C34, PCB, Depew, NY, USA)
- ➢
- Sensitivity: (±10%) 100 mV/g (10.2)
- ➢
- Measurement range: ±50 g pk (±490m/s2 pk)
- ➢
- Broadband resolution: 0.00015 g rms (0.0015 m/s2 rms)
- ➢
- Frequency range: (±5%) 0.5 to 10,000 Hz
- Piezoelectric patch (M-8557-P1, M + P)
- ➢
- Active length 85 mm, active width 57 mm
- ➢
- Capacitance 9.3 nF
- ➢
- Free strain 1800 ppm
- ➢
- Blocking force 923 N
- Control platform (PXIe-8115RT, NI)
- ➢
- 2.5 GHz dual-core Intel Core i5-2510E processor
- ➢
- 2GB (1 × 2 GB DIMM) single-channel 1333 MHz DDR3 RAM standard, 4 GB maximum
- ➢
- 10/100/1000 BASE-TX (gigabit) Ethernet, ExpressCard/34 slot
- ➢
- 191 kHz single PID loop rate, maximum
- ➢
- Integrated hard drive, GPIB, serial, and other peripheral I/O
- NI FPGA controller (PXI-7853R, NI)
- ➢
- User-defined triggering, timing, and decision making in hardware with 25 ns resolution
- ➢
- Up to eight analog inputs, independent sampling rates up to 750 kHz, 16-bit resolution
- ➢
- Up to eight analog output, independent update rate up to 1 MHz, 16-bit resolution
- ➢
- Up to 160 digital lines configurable as inputs, output or counters at rate up to 40 MHz
- ➢
- Direct memory access channels for data streaming
- Power amplifier (HVA1500, M + P)
- ➢
- Up to four independent channels
- ➢
- Voltage: up to 1500 V
- ➢
- Designed for precise control of single MFC actuators and MFC actuator arrays
- Data acquisition device (COCO-80, CI, Santa Clara, CA, USA)
- ➢
- Inputs: Two to eight BNC connectors with voltage or IEPE
- ➢
- Outputs: 1 SMB connector, 100 dB dynamic range, 24-bit D/A converter
- ➢
- Maximum sampling rate: 102.4 kHz simultaneously
- ➢
- Flash memory: 4 GB used for system and data storage

4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Novakov, T.; Jackson, M.J. Chatter problems in micro-and macrocutting operations, existing models, and influential parameters—A review. Int. J. Adv. Manuf. Tech. 2010, 47, 597–620. [Google Scholar] [CrossRef]
- Kayhan, M.; Budak, E. An experimental investigation of chatter effects on tool life. J. Eng. Manuf. 2009, 223, 1455–1463. [Google Scholar] [CrossRef]
- Abele, E.; Altintas, Y.; Brecher, C. Machine tool spindle units. CIRP Ann. Manuf. Technol. 2010, 59, 781–802. [Google Scholar] [CrossRef]
- Elliott, S. Signal Processing for Active Control; Academic Press: Lodon, UK, 2001. [Google Scholar]
- Kakinuma, Y.; Enomoto, K.; Hirano, T.; Ohnishi, K. Active chatter suppression in turning by band-limited force. CIRP Ann. Manuf. Technol. 2014, 63, 365–368. [Google Scholar] [CrossRef]
- Hesselbach, J.; Hoffmeister, H.W.; Schuller, B.C.; Loeis, K. Development of an active clamping system for noise and vibration reduction. CIRP Ann. Manuf. Technol. 2010, 59, 395–398. [Google Scholar] [CrossRef]
- Monnin, J.; Kuster, F.; Wegener, K. Optimal control for chatter mitigation in milling—Part 1: Modeling and control design. Control Eng. Pract. 2014, 24, 156–166. [Google Scholar] [CrossRef]
- Monnin, J.; Kuster, F.; Wegener, K. Optimal control for chatter mitigation in Millingpart 2: Experimental validation. Control Eng. Pract. 2014, 24, 167–175. [Google Scholar] [CrossRef]
- Long, X.; Jiang, H.; Meng, G. Active vibration control for peripheral milling processes. J. Mater. Process. Technol. 2013, 213, 660–670. [Google Scholar] [CrossRef]
- Xu, X.; Chen, S. Field balancing and harmonic vibration suppression in rigid AMB-rotor systems with rotor imbalances and sensor runout. Sensors 2015, 15, 21876–21897. [Google Scholar] [CrossRef] [PubMed]
- Kwak, M.K.; Lee, J.H.; Yang, D.H.; You, W.H. Hardware-in-the-loop simulation experiment for semi-active vibration control of lateral vibrations of railway vehicle by magneto-rheological fluid damper. Veh. Syst. Dyn. 2014, 52, 891–908. [Google Scholar] [CrossRef]
- Nguyen, S.D.; Nguyen, Q.H.; Choi, S.B. A hybrid clustering based fuzzy structure for vibration control—Part 1: A novel algorithm for building neuro-fuzzy system. Mech. Syst. Signal Process. 2015, 50–51, 510–525. [Google Scholar] [CrossRef]
- Nguyen, S.D.; Nguyen, Q.H.; Choi, S.B. A hybrid clustering based fuzzy structure for vibration control—Part 2: An application to semi-active vehicle seat-suspension system. Mech. Syst. Signal Process. 2015, 56–57, 288–301. [Google Scholar] [CrossRef]
- Sun, W.C.; Gao, H.J.; Yao, B. Adaptive robust vibration control of full-car active suspensions with electrohydraulic actuators. IEEE Trans. Control Syst. Technol. 2013, 21, 2417–2422. [Google Scholar] [CrossRef]
- Li, H.Y.; Yu, J.Y.; Hilton, C.; Liu, H.H. Adaptive sliding mode control for nonlinear active suspension vehicle systems using T–S fuzzy approach. IEEE Trans. Ind. Electron. 2013, 60, 3328–3338. [Google Scholar] [CrossRef]
- Daley, S.; Johnson, F.A.; Pearson, J.B.; Dixon, R. Active vibration control for marine applications. Control Eng. Pract. 2004, 12, 465–474. [Google Scholar] [CrossRef]
- Kim, H.S.; Sohn, J.W.; Jeon, J.J.; Choi, S.B. Reduction of the radiating sound of a submerged finite cylindrical shell structure by active control. Sensors 2013, 12, 2131–2147. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.W.; Chen, X.F.; You, S.Q.; He, Z.J.; Li, B. Simulation and experimental investigation of structural dynamic frequency characteristics control. Sensors 2012, 12, 4986–5004. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.W.; Chen, X.F.; You, S.Q.; He, Z.J. Active control of dynamic frequency responses for shell structures. J. Vib. Control 2015, 21, 2813–2824. [Google Scholar] [CrossRef]
- Chamroon, C.; Cole, M.O.T.; Wongratanaphisan, T. An active vibration control strategy to prevent nonlinearly coupled rotor-stator whirl responses in multimode rotor-dynamic systems. IEEE Trans. Control Syst. Technol. 2014, 22, 1122–1129. [Google Scholar] [CrossRef]
- Li, Y.L.; Wang, X.J.; Huang, R.; Qiu, Z.P. Active vibration and noise control of vibro-acoustic system by using PID controller. J. Sound Vib. 2015, 348, 57–70. [Google Scholar] [CrossRef]
- Lin, J.; Lian, R.J. Intelligent control of active suspension systems. IEEE Trans. Ind. Electron. 2011, 58, 618–628. [Google Scholar] [CrossRef]
- Ferrari, G.; Amabili, M. Active vibration control of a sandwich plate by non-collocated positive position feedback. J. Sound Vib. 2015, 342, 44–56. [Google Scholar] [CrossRef]
- Sun, X.; Jing, X.; Cheng, L.; Xu, J. A 3-D quasi-zero-stiffness-based sensor system for absolute motion measurement and application in active vibration control. IEEE ASME Trans. Mechatron. 2014, 20, 254–262. [Google Scholar] [CrossRef]
- Wu, Q.; Yue, H.; Liu, R.; Zhang, X.; Ding, L.; Liang, T.; Deng, Z. Measurement model and precision analysis of accelerometers for maglev vibration isolation platforms. Sensors 2015, 15, 20053–20068. [Google Scholar] [CrossRef] [PubMed]
- Her, S.C.; Lin, C.S. Vibration analysis of composite laminate plate excited by piezoelectric actuators. Sensors 2013, 13, 2997–3013. [Google Scholar] [CrossRef] [PubMed]
- Widrow, B.; Hoff, M.E. Adaptive Switching Circuits. In Proceedings of the IRE WESCON Convention Record: At the Western Electronic Show and Convention, Los Angeles, CA, USA, 23–26 August 1960.
- National Instruments Products: NI PXI-7853R. Available online: http://sine.ni.com/nips/cds/view/p/lang/en/nid/206323 (accessed on 30 December 2015).
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Wang, C.; Gao, R.X.; Yan, R.; Chen, X.; Wang, S. A Novel Hybrid Error Criterion-Based Active Control Method for on-Line Milling Vibration Suppression with Piezoelectric Actuators and Sensors. Sensors 2016, 16, 68. https://doi.org/10.3390/s16010068
Zhang X, Wang C, Gao RX, Yan R, Chen X, Wang S. A Novel Hybrid Error Criterion-Based Active Control Method for on-Line Milling Vibration Suppression with Piezoelectric Actuators and Sensors. Sensors. 2016; 16(1):68. https://doi.org/10.3390/s16010068
Chicago/Turabian StyleZhang, Xingwu, Chenxi Wang, Robert X. Gao, Ruqiang Yan, Xuefeng Chen, and Shibin Wang. 2016. "A Novel Hybrid Error Criterion-Based Active Control Method for on-Line Milling Vibration Suppression with Piezoelectric Actuators and Sensors" Sensors 16, no. 1: 68. https://doi.org/10.3390/s16010068
APA StyleZhang, X., Wang, C., Gao, R. X., Yan, R., Chen, X., & Wang, S. (2016). A Novel Hybrid Error Criterion-Based Active Control Method for on-Line Milling Vibration Suppression with Piezoelectric Actuators and Sensors. Sensors, 16(1), 68. https://doi.org/10.3390/s16010068