
Nylons with Applications in Energy Generators, 3D Printing and Biomedicine




Abstract

1. Introduction
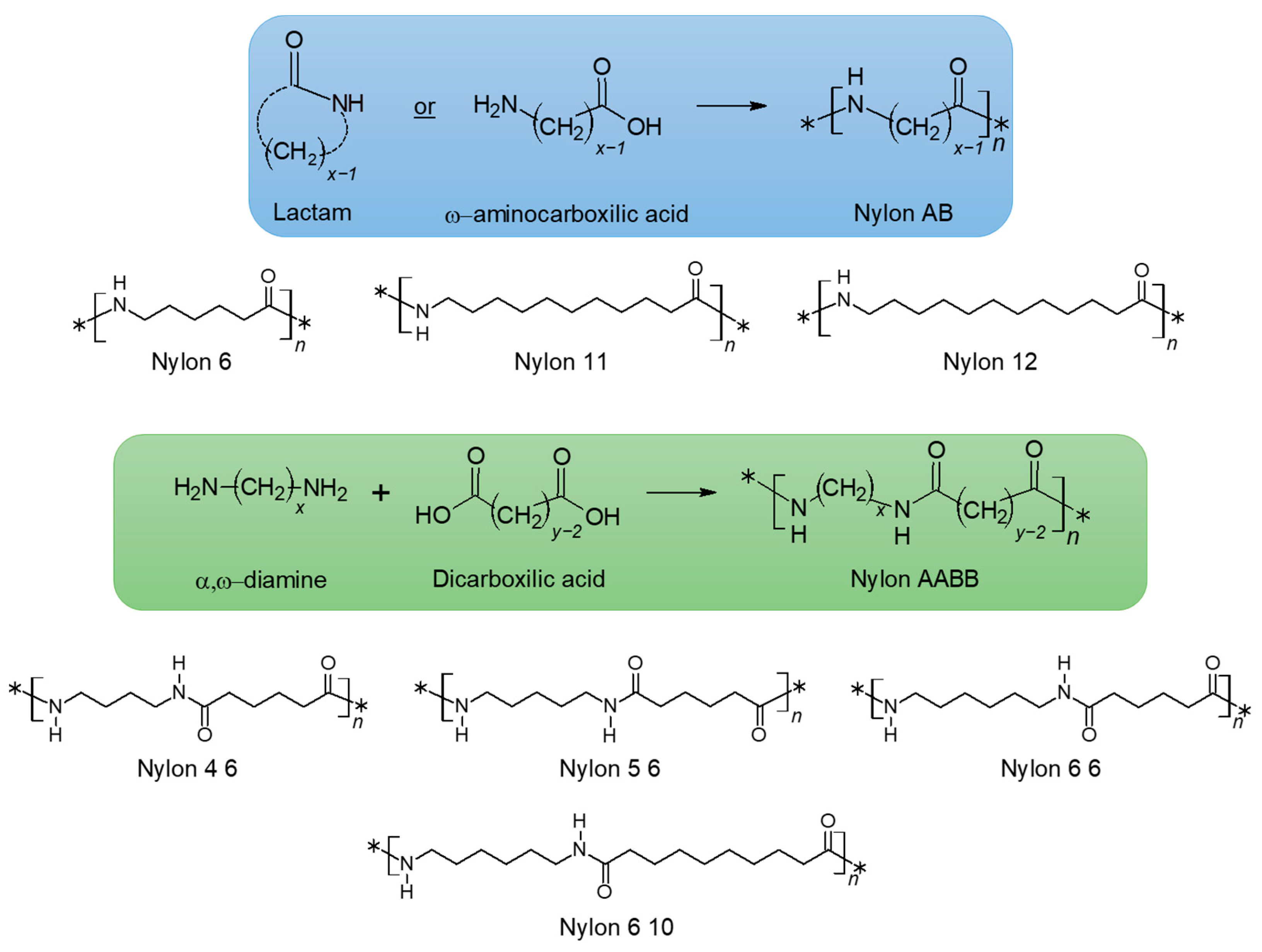
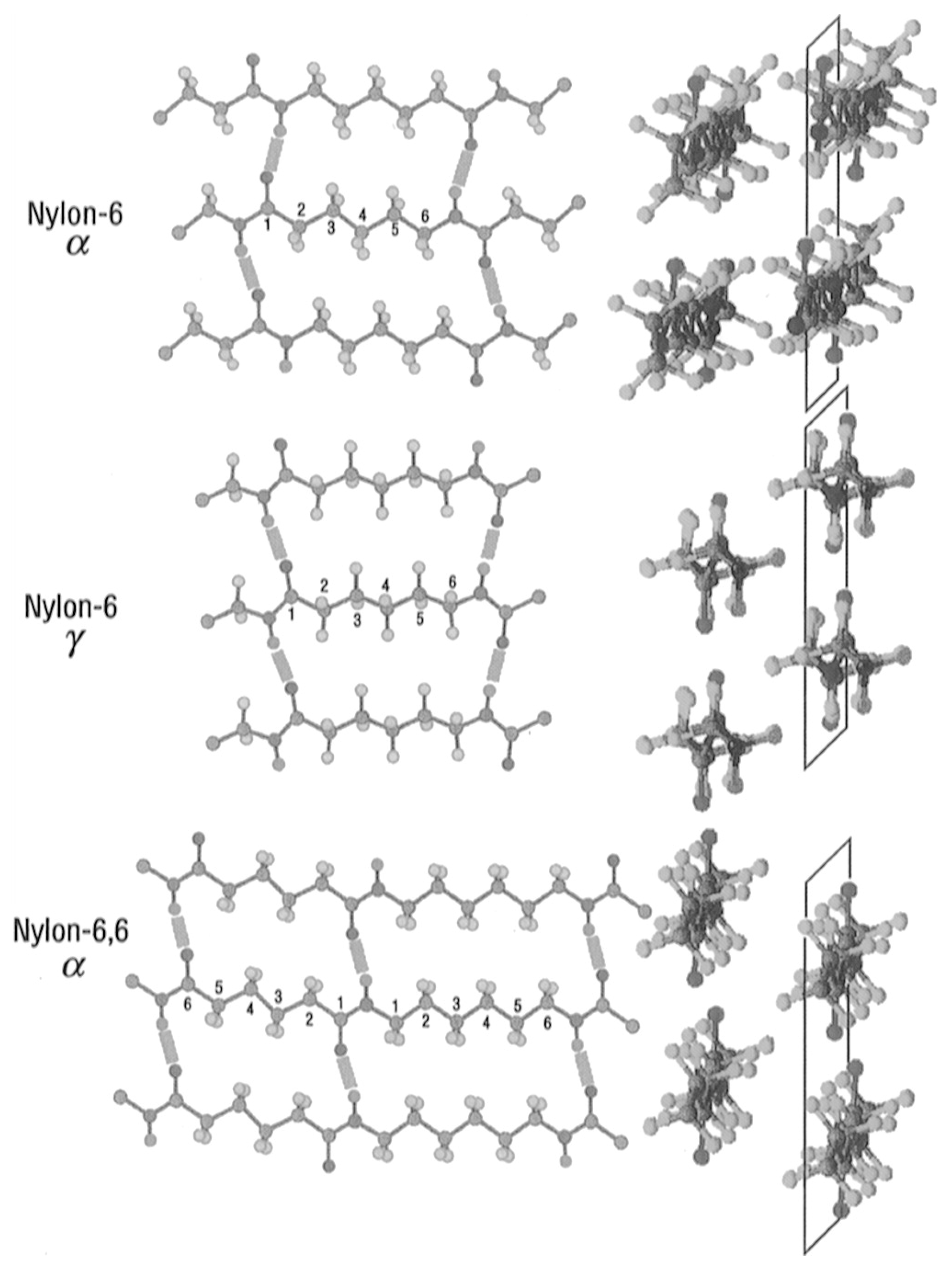
2. Chemical Structure of Nylons
3. Nylon as Material for Triboelectric Application
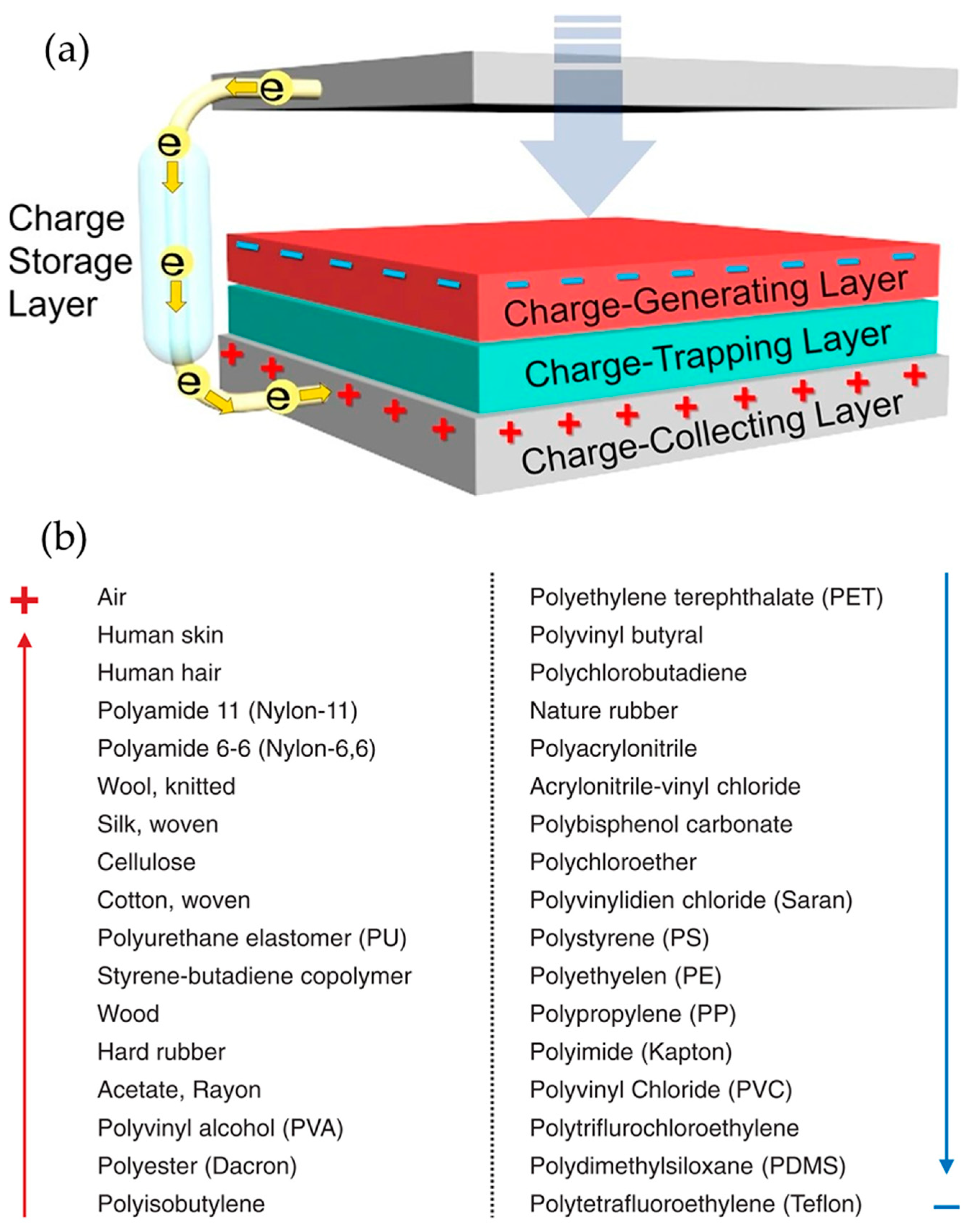
3.1. Triboelectric Effect
3.2. Triboelectric Nanogenerators
3.3. Nylons as a Component in Triboelectric Devices
4. Nylon as Material for Additive Manufacturing Processes
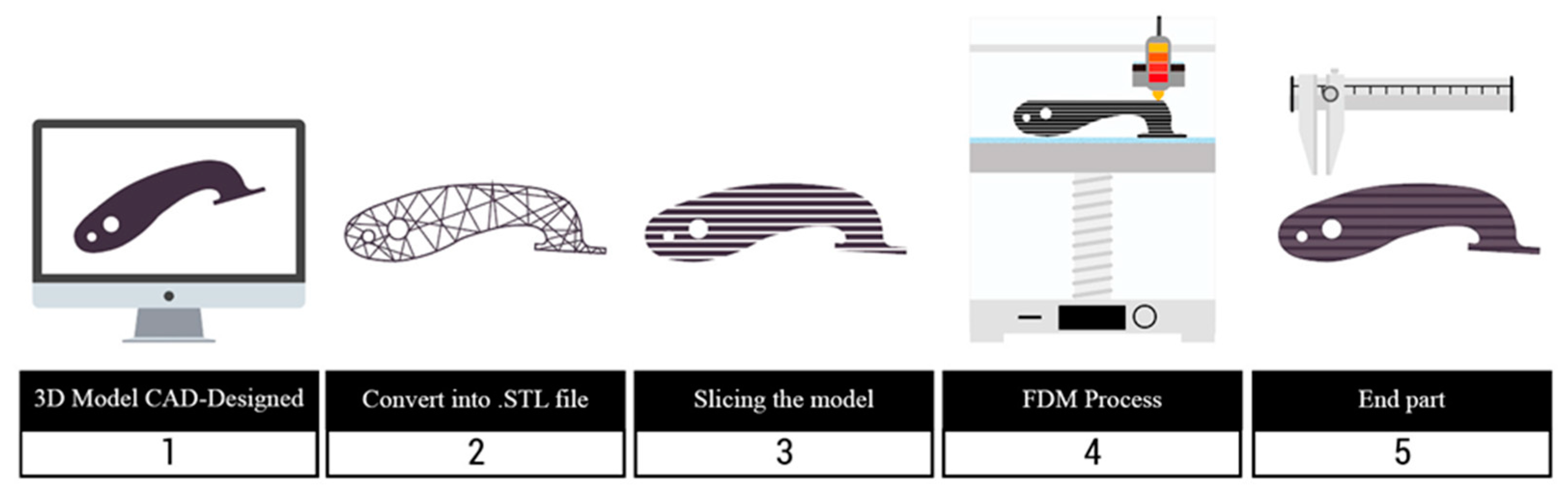
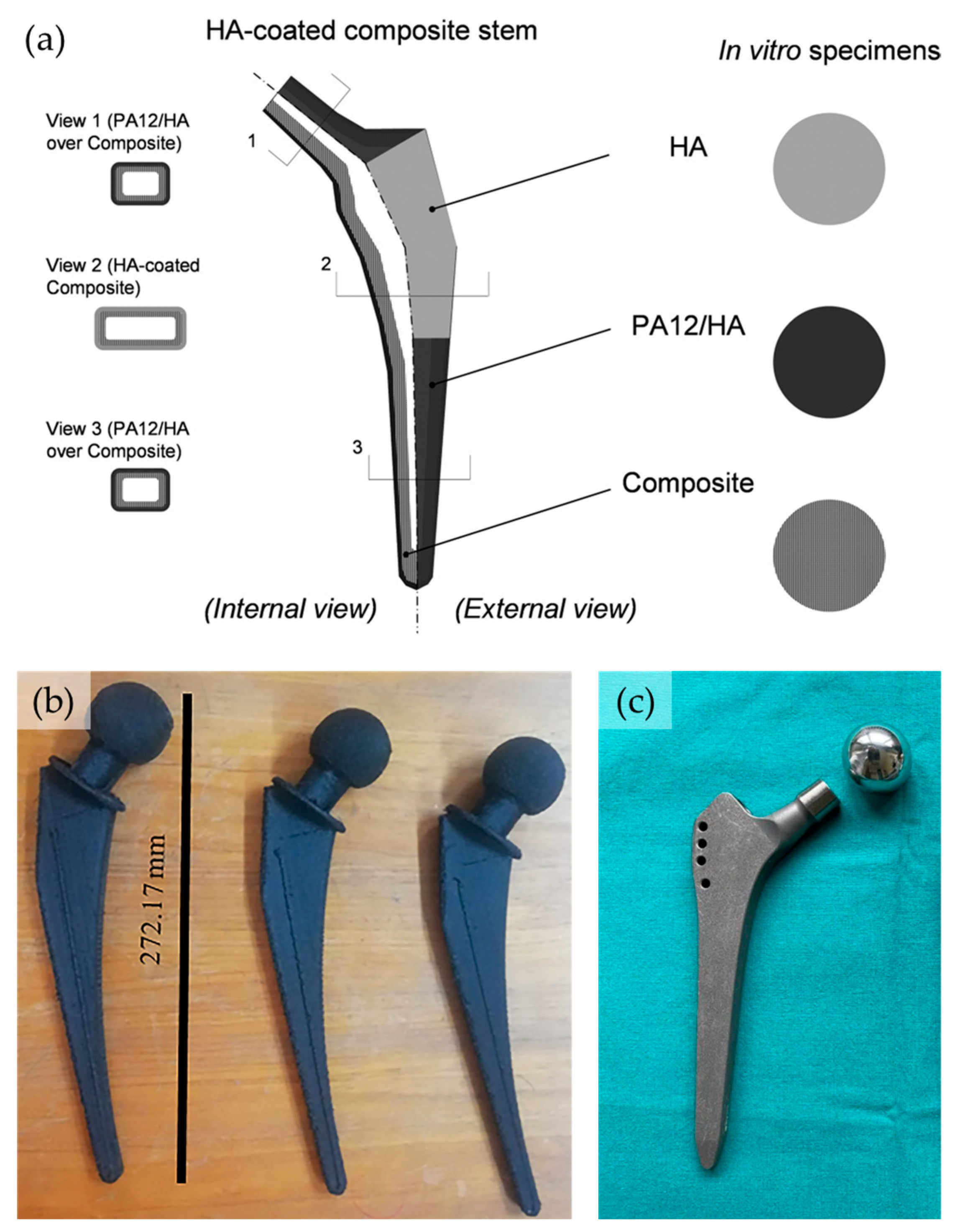
4.1. Fused Deposition Modelling
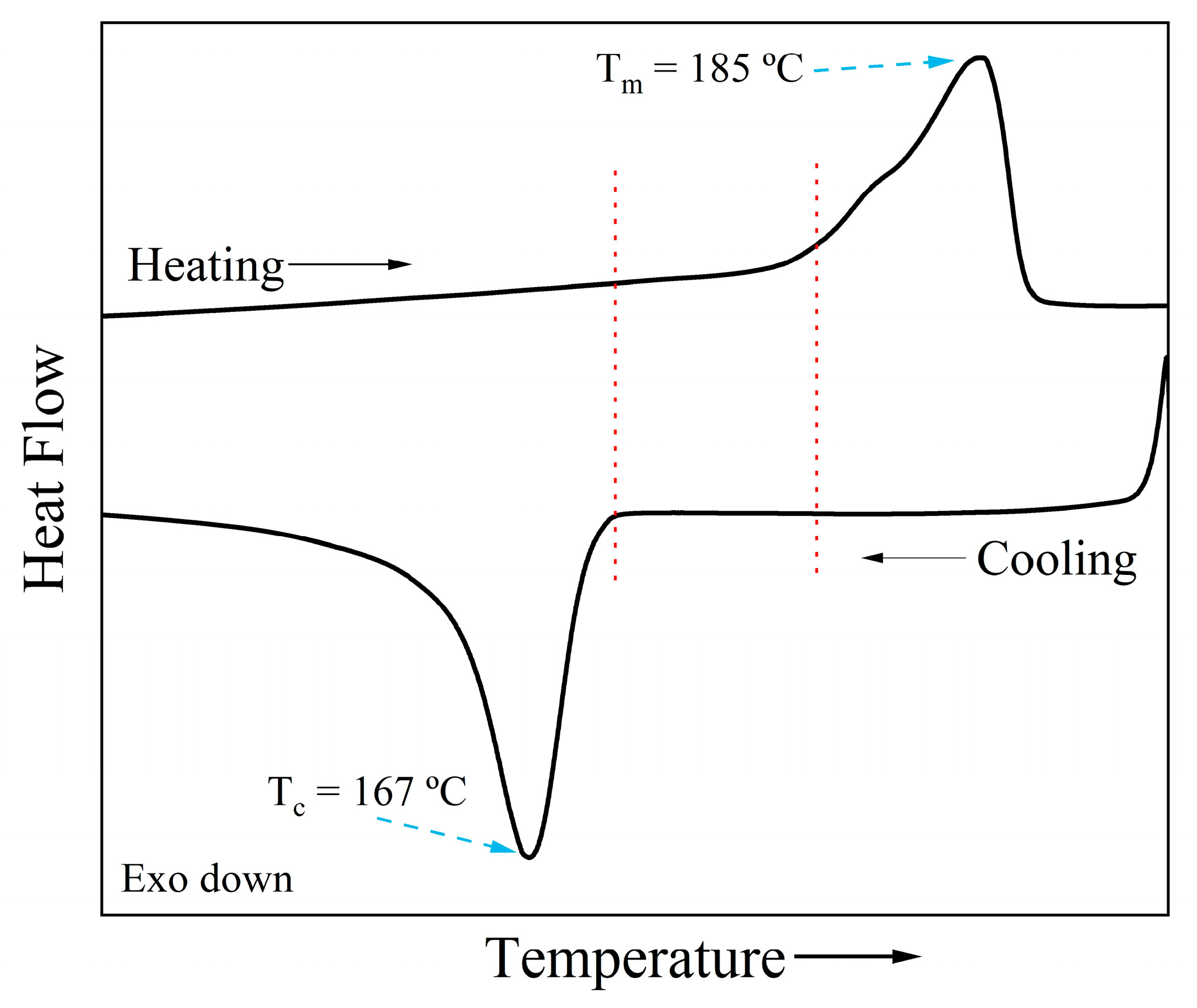
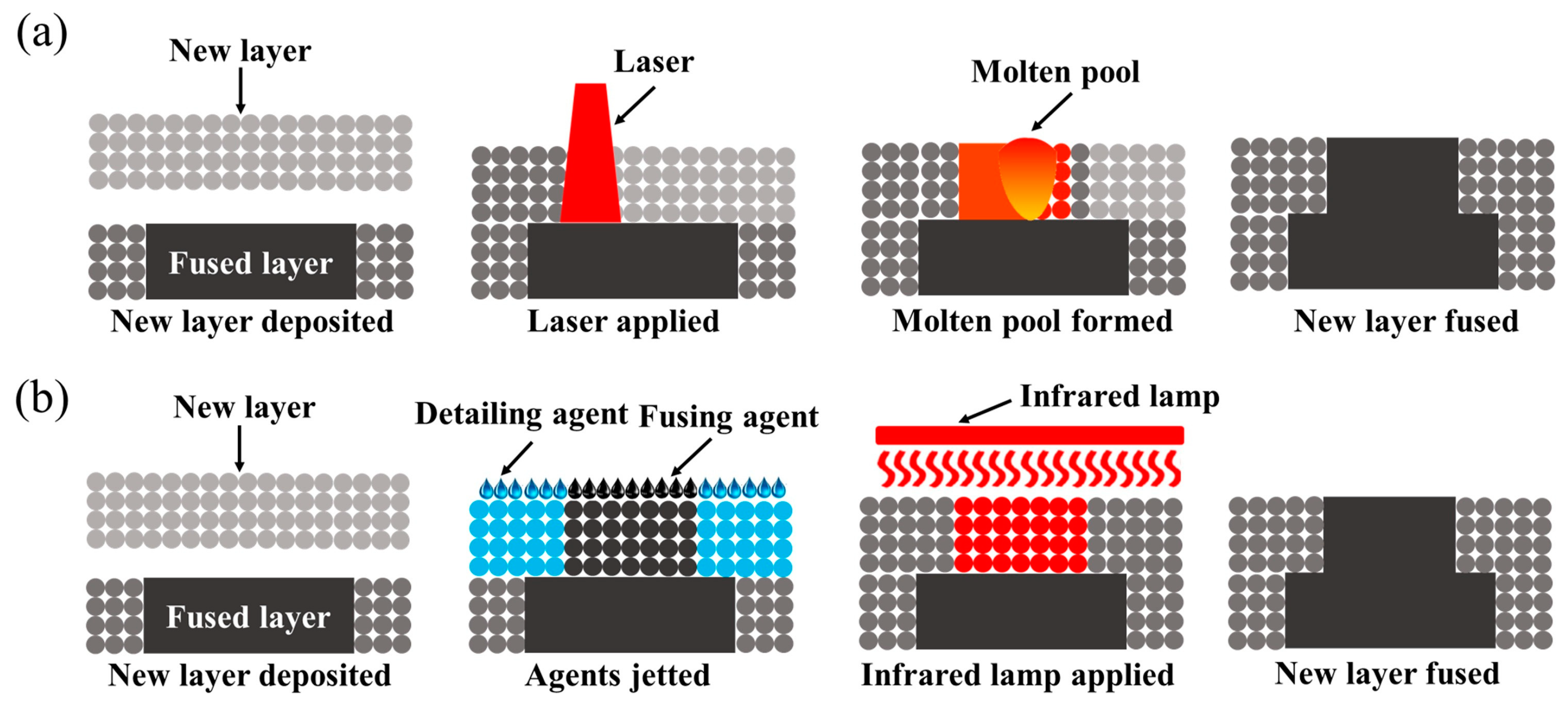
4.2. Selective Laser Sintering
4.3. Multi Jet Fusion
5. Nylon as Material for Biomedical Devices
5.1. Catheters
5.2. Sutures
5.3. Dental Implants
5.4. Scaffolds for Tissue Engineering
6. Nylon as Material for Other Applications
6.1. Hot Melt Adhesives
6.2. Membranes for Water Purification
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kohan, M.I. Nylon Plastics Handbook; Hanser/Gardner Publications: Liberty, OH, USA, 1995; ISBN 9781569901892. [Google Scholar]
- Carothers, W.H.; Hill, J.W. Studies of Polymerization and Ring Formation. Xiii. Polyamides and Mixed Polyester—Polyamides. J. Am. Chem. Soc. 1932, 54, 1566–1569. [Google Scholar] [CrossRef]
- Hermes, M. Enough for One Lifetime. Wallace Carothers, Inventor of Nylon; Chemical Heritage Foundation: Philadelphia, PA, USA, 1996; ISBN 0841233314. [Google Scholar]
- Available online: www.Polymermolding.Com/the-Top-4-Commercial-Uses-of-Nylon-in-Products/ (accessed on 10 April 2024).
- Morales-Gámez, L.; Soto, D.; Franco, L.; Puiggalí, J. Brill Transition and Melt Crystallization of Nylon 56: An Odd-Even Polyamide with Two Hydrogen-Bonding Directions. Polymer 2010, 51, 5788–5798. [Google Scholar] [CrossRef]
- Available online: www.Readingplastic.Com/What-Is-Nylon-Parts/ (accessed on 10 April 2024).
- Available online: www.Sybridge.Com/Know-Your-Materials-Nylon/#:~:Text=The%20three%20most%20common%20types,%2C%20ropes%2C%20and%20industrial%20cords (accessed on 15 April 2024).
- Teo, A.J.T.; Mishra, A.; Park, I.; Kim, Y.-J.; Park, W.-T.; Yoon, Y.-J. Polymeric Biomaterials for Medical Implants and Devices. ACS Biomater. Sci. Eng. 2016, 2, 454–472. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Li, Y.; Wei, J.; de Groot, K. Development of Biomimetic Nano-Hydroxyapatite/Poly(Hexamethylene Adipamide) Composites. Biomaterials 2002, 23, 4787–4791. [Google Scholar] [CrossRef] [PubMed]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the Adhesion Properties of Direct 3D Printing of Polymers and Nanocomposites on Textiles: Effect of FDM Printing Process Parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Basavaraj, C.K.; Vishwas, M. Studies on Effect of Fused Deposition Modelling Process Parameters on Ultimate Tensile Strength and Dimensional Accuracy of Nylon. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012035. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D Printing of Polymer Matrix Composites: A Review and Prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Wang, Z.L.; Chen, J.; Lin, L. Progress in Triboelectric Nanogenerators as a New Energy Technology and Self-Powered Sensors. Energy Environ. Sci. 2015, 8, 2250–2282. [Google Scholar] [CrossRef]
- Fan, F.-R.; Lin, L.; Zhu, G.; Wu, W.; Zhang, R.; Wang, Z.L. Transparent Triboelectric Nanogenerators and Self-Powered Pressure Sensors Based on Micropatterned Plastic Films. Nano Lett. 2012, 12, 3109–3114. [Google Scholar] [CrossRef]
- Wu, C.; Wang, A.C.; Ding, W.; Guo, H.; Wang, Z.L. Triboelectric Nanogenerator: A Foundation of the Energy for the New Era. Adv. Energy Mater. 2019, 9, 1802906. [Google Scholar] [CrossRef]
- Wang, Z.L. Triboelectric Nanogenerators as New Energy Technology for Self-Powered Systems and as Active Mechanical and Chemical Sensors. ACS Nano 2013, 7, 9533–9557. [Google Scholar] [CrossRef] [PubMed]
- Hoff, G.P. Nylon as a Textile Fiber. Ind. Eng. Chem. 1940, 32, 1560–1564. [Google Scholar] [CrossRef]
- Calder Sigel, M. The Physical Properties of Nylon. Text. Res. 1943, 13, 24–27. [Google Scholar] [CrossRef]
- Baker, A.; Swallow, J.E. Light Transmission and Air Flow through Nylon Parachute Fabrics. J. Text. Inst. Trans. 1956, 47, T102–T109. [Google Scholar] [CrossRef]
- Ambrosiani, V.F. More Nylon Knit Fabrics in Future Automobiles? SAE: Warrendale, PA, USA, 1968. [Google Scholar]
- Linder, C.; Kedem, O. History of Nanofiltration Membranes from 1960 to 1990. In Nanofiltration; Wiley: Hoboken, NJ, USA, 2021; pp. 1–34. [Google Scholar]
- Obotey Ezugbe, E.; Rathilal, S. Membrane Technologies in Wastewater Treatment: A Review. Membranes 2020, 10, 89. [Google Scholar] [CrossRef] [PubMed]
- Voigt, H. Thermoplastic Polyamide-Based Hot-Melt Adhesives for the Footwear Industry. Adhesion 1969, 485. [Google Scholar]
- Aries, L.J. Experimental Studies with Synthetic Fiber as a Buried Suture. Surgery 1941, 9, 51–60. [Google Scholar]
- Haxton, H. Nylon for Buried Sutures. BMJ 1945, 1, 12–13. [Google Scholar] [CrossRef]
- Hare, W.S.C. Nylon Catheters for Percutaneous Arteriography. Br. J. Radiol. 1962, 35, 719–720. [Google Scholar] [CrossRef]
- Troupp, H. The Use of Nylon Catheters in Intravenous Administration of Fluids. Suom. Laakaril 1963, 18, 1757. [Google Scholar]
- Cecconi, D. Nylon Applied to Removable Denta Implant. Rev. Stomatol. 1949, 50, 483. [Google Scholar]
- Jie, W.; Yubao, L. Tissue Engineering Scaffold Material of Nano-Apatite Crystals and Polyamide Composite. Eur. Polym. J. 2004, 40, 509–515. [Google Scholar] [CrossRef]
- Liu-lan, L.; Yu-sheng, S.; Fan-di, Z.; Shu-huai, H. Microstructure of Selective Laser Sintered Polyamide. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2003, 18, 60–63. [Google Scholar] [CrossRef]
- Francisco, C. Stratasys Introduces Nylon Material for FDM 3D Printing. Automot. Ind. AI 2013, 193, 1. [Google Scholar]
- Riedelbauch, J.; Rietzel, D.; Witt, G. Analysis of Material Aging and the Influence on the Mechanical Properties of Polyamide 12 in the Multi Jet Fusion Process. Addit. Manuf. 2019, 27, 259–266. [Google Scholar] [CrossRef]
- Soin, N.; Zhao, P.; Prashanthi, K.; Chen, J.; Ding, P.; Zhou, E.; Shah, T.; Ray, S.C.; Tsonos, C.; Thundat, T.; et al. High Performance Triboelectric Nanogenerators Based on Phase-Inversion Piezoelectric Membranes of Poly(Vinylidene Fluoride)-Zinc Stannate (PVDF-ZnSnO3) and Polyamide-6 (PA6). Nano Energy 2016, 30, 470–480. [Google Scholar] [CrossRef]
- Puiggalí, J. Aliphatic Polyamides (Nylons): Interplay between Hydrogen Bonds and Crystalline Structures, Polymorphic Transitions and Crystallization. Polym. Cryst. 2021, 4, e10199. [Google Scholar] [CrossRef]
- Lotz, B. Original Crystal Structures of Even–Even Polyamides Made of Pleated and Rippled Sheets. Macromolecules 2021, 54, 551–564. [Google Scholar] [CrossRef]
- Galimberti, D.; Quarti, C.; Milani, A. Polymorphism of Even Nylons Revisited through Periodic Quantum Chemical Calculations. Polymer 2015, 67, 167–173. [Google Scholar] [CrossRef]
- Li, Z.; Li, S.; Yang, P.; Fang, X.; Wen, Q.; Li, M.; Zhuang, W.; Wu, J.; Ying, H. The Effect of Polymorphism on Polymer Properties: Crystal Structure, Stability and Polymerization of the Short-Chain Bio-Based Nylon 52 Monomer 1,5-Pentanediamine Oxalate. IUCrJ 2023, 10, 52–65. [Google Scholar] [CrossRef]
- Dasgupta, S.; Hammond, W.B.; Goddard, W.A. Crystal Structures and Properties of Nylon Polymers from Theory. J. Am. Chem. Soc. 1996, 118, 12291–12301. [Google Scholar] [CrossRef]
- Lewis, E.L.V.; Ward, I.M. Anisotropic Mechanical Properties of Drawn Nylon 6. I. The α Phase. J. Macromol. Sci. Part B 1980, 18, 1–46. [Google Scholar] [CrossRef]
- Elsdon, R.; Mitchell, G.R. Contact Electrification of Polymers. J. Phys. D Appl. Phys. 1976, 9, 1445–1460. [Google Scholar] [CrossRef]
- Fan, F.-R.; Tian, Z.-Q.; Lin Wang, Z. Flexible Triboelectric Generator. Nano Energy 2012, 1, 328–334. [Google Scholar] [CrossRef]
- Diaz, A.F.; Felix-Navarro, R.M. A Semi-Quantitative Tribo-Electric Series for Polymeric Materials: The Influence of Chemical Structure and Properties. J. Electrost. 2004, 62, 277–290. [Google Scholar] [CrossRef]
- Choi, Y.S.; Kar-Narayan, S. Nylon-11 Nanowires for Triboelectric Energy Harvesting. EcoMat 2020, 2, e12063. [Google Scholar] [CrossRef]
- Zou, H.; Zhang, Y.; Guo, L.; Wang, P.; He, X.; Dai, G.; Zheng, H.; Chen, C.; Wang, A.C.; Xu, C.; et al. Quantifying the Triboelectric Series. Nat. Commun. 2019, 10, 1427. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.W.; Lee, J.H.; Kim, J.K.; Jeong, U. Material Aspects of Triboelectric Energy Generation and Sensors. NPG Asia Mater. 2020, 12, 6. [Google Scholar] [CrossRef]
- Lee, J.W.; Takase, Y.; Newman, B.A.; Scheinbeim, J.I. Ferroelectric Polarization Switching in Nylon-11. J. Polym. Sci. B Polym. Phys. 1991, 29, 273–277. [Google Scholar] [CrossRef]
- Lee, J.W.; Takase, Y.; Newman, B.A.; Scheinbeim, J.I. Effect of Annealing on the Ferroelectric Behavior of Nylon-11 and Nylon-7. J. Polym. Sci. B Polym. Phys. 1991, 29, 279–286. [Google Scholar] [CrossRef]
- Takahashi, Y.; Shimomura, M.; Kutani, M.; Furukawa, T. Ferroelectric Switching Characteristics and Crystal Structure of Nylon 11. Polym. J. 1997, 29, 234–239. [Google Scholar] [CrossRef]
- Zhang, Z.; Litt, M.H.; Zhu, L. Unified Understanding of Ferroelectricity in n -Nylons: Is the Polar Crystalline Structure a Prerequisite? Macromolecules 2016, 49, 3070–3082. [Google Scholar] [CrossRef]
- Scheinbeim, J.I.; Lee, J.W.; Newman, B.A. Ferroelectric Polarization Mechanisms in Nylon 11. Macromolecules 1992, 25, 3729–3732. [Google Scholar] [CrossRef]
- Anwar, S.; Pinkal, D.; Zajaczkowski, W.; von Tiedemann, P.; Sharifi Dehsari, H.; Kumar, M.; Lenz, T.; Kemmer-Jonas, U.; Pisula, W.; Wagner, M.; et al. Solution-Processed Transparent Ferroelectric Nylon Thin Films. Sci. Adv. 2019, 5, 8. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Ciampi, S. The Position of Solid Carbon Dioxide in the Triboelectric Series. Aust. J. Chem. 2019, 72, 633. [Google Scholar] [CrossRef]
- Zhang, G.; Liu, C.; Yang, L.; Kong, Y.; Fan, X.; Zhang, J.; Liu, X.; Yuan, B. A Flame-Retardant and Conductive Fabric-Based Triboelectric Nanogenerator: Application in Fire Alarm and Emergency Evacuation. J. Colloid. Interface Sci. 2024, 658, 219–229. [Google Scholar] [CrossRef]
- Singh, V.; Rana, S.; Bokolia, R.; Panwar, A.K.; Meena, R.; Singh, B. Electrospun PVDF-MoSe2 Nanofibers Based Hybrid Tri-boelectric Nanogenerator for Self-Powered Water Splitting System. J. Alloys Compd. 2024, 978, 173416. [Google Scholar] [CrossRef]
- Gajula, P.; Yoon, J.U.; Woo, I.; Oh, S.-J.; Bae, J.W. Triboelectric Touch Sensor Array System for Energy Generation and Self-Powered Human-Machine Interfaces Based on Chemically Functionalized, Electrospun RGO/Nylon-12 and Micro-Patterned Ecoflex/MoS2 Films. Nano Energy 2024, 121, 109278. [Google Scholar] [CrossRef]
- Wang, Q.; Xu, B.; Tan, D.; Hu, X.; Yang, Y.; Huang, J.; Gao, Y.; Liu, X. Nature-Inspired Scalable High-Performance Triboelectric Nanogenerators for Energy Harvesting and Sensing. Nano Energy 2024, 121, 109217. [Google Scholar] [CrossRef]
- Jiao, H.; Lin, X.; Xiong, Y.; Han, J.; Liu, Y.; Yang, J.; Wu, S.; Jiang, T.; Wang, Z.L.; Sun, Q. Thermal Insulating Textile Based Triboelectric Nanogenerator for Outdoor Wearable Sensing and Interaction. Nano Energy 2024, 120, 109134. [Google Scholar] [CrossRef]
- Xuan, N.; Song, C.; Cheng, G.; Du, Z. Advanced Triboelectric Nanogenerator Based Self-Powered Electrochemical System. Chem. Eng. J. 2024, 481, 148640. [Google Scholar] [CrossRef]
- Zhu, G.; Pan, C.; Guo, W.; Chen, C.-Y.; Zhou, Y.; Yu, R.; Wang, Z.L. Triboelectric-Generator-Driven Pulse Electrodeposition for Micropatterning. Nano Lett. 2012, 12, 4960–4965. [Google Scholar] [CrossRef] [PubMed]
- Kumar, V.; Srikrishnarka, P.; Mohanty, J.S.; Kannan, M.P.; Nagarajan, R.; Pradeep, T. Triboelectric Generators for Sustainable Reduction Leading to Nanoparticles and Nanoclusters. ACS Sustain. Chem. Eng. 2021, 9, 7431–7436. [Google Scholar] [CrossRef]
- Feng, Y.; Liang, X.; Han, J.; Han, K.; Jiang, T.; Li, H.; Wang, Z.L. Power Management and Reaction Optimization for a Self-Powered Electrochemical System Driven by a Triboelectric Nanogenerator. Nano Lett. 2021, 21, 5633–5640. [Google Scholar] [CrossRef] [PubMed]
- Cao, X.; Jie, Y.; Wang, N.; Wang, Z.L. Triboelectric Nanogenerators Driven Self-Powered Electrochemical Processes for Energy and Environmental Science. Adv. Energy Mater. 2016, 6, 1600665. [Google Scholar] [CrossRef]
- Heflin, D.G.; Mansson, J.-A.E. Mechanisms for Combining Polyamide and Epoxy and Their Effects on Mechanical Performance—A Review. Polym. Polym. Compos. 2022, 30, 096739112211301. [Google Scholar] [CrossRef]
- Xu, M.; Zhao, T.; Wang, C.; Zhang, S.L.; Li, Z.; Pan, X.; Wang, Z.L. High Power Density Tower-like Triboelectric Nanogenerator for Harvesting Arbitrary Directional Water Wave Energy. ACS Nano 2019, 13, 1932–1939. [Google Scholar] [CrossRef] [PubMed]
- Xiong, J.; Lin, M.; Wang, J.; Gaw, S.L.; Parida, K.; Lee, P.S. Wearable All-Fabric-Based Triboelectric Generator for Water Energy Harvesting. Adv. Energy Mater. 2017, 7, 1701243. [Google Scholar] [CrossRef]
- Zhu, S.; Yang, S.; Li, H.; Huang, Y.; Du, Z.; Fan, J.; Lin, Z. A Triboelectric Nanogenerator Based on a Pendulum-Plate Wave Energy Converter. Pol. Marit. Res. 2022, 29, 155–161. [Google Scholar] [CrossRef]
- Wang, J.; Wu, C.; Dai, Y.; Zhao, Z.; Wang, A.; Zhang, T.; Wang, Z.L. Achieving Ultrahigh Triboelectric Charge Density for Efficient Energy Harvesting. Nat. Commun. 2017, 8, 88. [Google Scholar] [CrossRef]
- Wen, Z.; Guo, H.; Zi, Y.; Yeh, M.-H.; Wang, X.; Deng, J.; Wang, J.; Li, S.; Hu, C.; Zhu, L.; et al. Harvesting Broad Frequency Band Blue Energy by a Triboelectric–Electromagnetic Hybrid Nanogenerator. ACS Nano 2016, 10, 6526–6534. [Google Scholar] [CrossRef] [PubMed]
- Han, K.; Kim, J.; Rajabi-Abhari, A.; Bui, V.; Kim, J.; Choi, D.; Oh, I. Long-Lasting and Steady Triboelectric Energy Harvesting from Low-Frequency Irregular Motions Using Escapement Mechanism. Adv. Energy Mater. 2021, 11, 2002929. [Google Scholar] [CrossRef]
- Yan, J.; Tang, Z.; Mei, N.; Zhang, D.; Zhong, Y.; Sheng, Y. Triboelectric Nanogenerators for Efficient Low-Frequency Ocean Wave Energy Harvesting with Swinging Boat Configuration. Micromachines 2023, 14, 748. [Google Scholar] [CrossRef] [PubMed]
- de Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M. Analysis of the Influence of the Variables of the Fused Deposition Modeling (FDM) Process on the Mechanical Properties of a Carbon Fiber-Reinforced Polyamide. Procedia Manuf. 2019, 41, 731–738. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Sillani, F.; Kleijnen, R.G.; Vetterli, M.; Schmid, M.; Wegener, K. Selective Laser Sintering and Multi Jet Fusion: Process-Induced Modification of the Raw Materials and Analyses of Parts Performance. Addit. Manuf. 2019, 27, 32–41. [Google Scholar] [CrossRef]
- Tontowi, A.E.; Childs, T.H.C. Density Prediction of Crystalline Polymer Sintered Parts at Various Powder Bed Temperatures. Rapid Prototyp. J. 2001, 7, 180–184. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Lambertini, V.G.; Sampieri, R.; Casamento, F.; Zecchi, S.; Badini, C. Selective Laser Sintering versus Multi Jet Fusion: A Comprehensive Comparison Study Based on the Properties of Glass Beads-Reinforced Polyamide 12. Adv. Eng. Mater. 2024, 26, 2301345. [Google Scholar] [CrossRef]
- Majewski, C.; Zarringhalam, H.; Hopkinson, N. Effect of the Degree of Particle Melt on Mechanical Properties in Selective Laser-Sintered Nylon-12 Parts. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2008, 222, 1055–1064. [Google Scholar] [CrossRef]
- Webbe Kerekes, T.; Lim, H.; Joe, W.Y.; Yun, G.J. Characterization of Process–Deformation/Damage Property Relationship of Fused Deposition Modeling (FDM) 3D-Printed Specimens. Addit. Manuf. 2019, 25, 532–544. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact Damage Resistance of 3D Printed Continuous Fibre Reinforced Thermoplastic Composites Using Fused Deposition Modelling. Compos. B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S. Development of Nylon Based FDM Filament for Rapid Tooling Application. J. Inst. Eng. (India) Ser. C 2014, 95, 103–108. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J. Mater. Eng. Perform. 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Zhang, Y.; Purssell, C.; Mao, K.; Leigh, S. A Physical Investigation of Wear and Thermal Characteristics of 3D Printed Nylon Spur Gears. Tribol. Int. 2020, 141, 105953. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Effect of Printing Temperature on Microstructure, Thermal Behavior and Tensile Properties of 3D Printed Nylon Using Fused Deposition Modeling. J. Appl. Polym. Sci. 2021, 138, 50162. [Google Scholar] [CrossRef]
- Dimitrievska, S.; Whitfield, J.; Hacking, S.A.; Bureau, M.N. Novel Carbon Fiber Composite for Hip Replacement with Improved in Vitro and in Vivo Osseointegration. J. Biomed. Mater. Res. A 2009, 91, 37–51. [Google Scholar] [CrossRef] [PubMed]
- Tavakkoli Avval, P.; Samiezadeh, S.; Klika, V.; Bougherara, H. Investigating Stress Shielding Spanned by Biomimetic Polymer-Composite vs. Metallic Hip Stem: A Computational Study Using Mechano-Biochemical Model. J. Mech. Behav. Biomed. Mater. 2015, 41, 56–67. [Google Scholar] [CrossRef] [PubMed]
- Nyiranzeyimana, G.; Mutua, J.M.; Ochuku Mbuya, T.; Mose, B.R.; Bisengimana, E. Fused Deposition Modelling (FDM) Process Parameter Optimization to Minimize Residual Stresses of 3 d Printed Carbon Fiber Nylon 12 Hip Joint Implant. Materwiss Werksttech 2022, 53, 1184–1199. [Google Scholar] [CrossRef]
- Zajc, J.; Moličnik, A.; Fokter, S.K. Dual Modular Titanium Alloy Femoral Stem Failure Mechanisms and Suggested Clinical Approaches. Materials 2021, 14, 3078. [Google Scholar] [CrossRef]
- Kumar, S. Selective Laser Sintering: A Qualitative and Objective Approach. JOM 2003, 55, 43–47. [Google Scholar] [CrossRef]
- Kathrotiya, D.; Yusuf, A.; Bhagchandani, R.K.; Gupta, S. A Study for the Development of Prosthetic Foot by Additive Manufacturing. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 187. [Google Scholar] [CrossRef]
- Jevtić, I.; Mladenović, G.; Milošević, M.; Milovanović, A.; Travica, M.; Trajković, I. Dimensional Accuracy of Compressive Specimens Obtained by SLS Technology. In International Conference of Experimental and Numerical Investigations and New Technologies; Springer Nature: Cham, Switzerland, 2024; pp. 206–213. [Google Scholar]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A Review of the Process Physics and Material Screening Methods for Polymer Powder Bed Fusion Additive Manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Priyadarshini, B.M.; Kok, W.K.; Dikshit, V.; Feng, S.; Li, K.H.H.; Zhang, Y. 3D Printing Biocompatible Materials with Multi Jet Fusion for Bioreactor Applications. Int. J. Bioprint 2022, 9, 623. [Google Scholar] [CrossRef] [PubMed]
- Drummer, D.; Rietzel, D.; Kühnlein, F. Development of a Characterization Approach for the Sintering Behavior of New Thermoplastics for Selective Laser Sintering. Phys. Procedia 2010, 5, 533–542. [Google Scholar] [CrossRef]
- Ajoku, U.; Saleh, N.; Hopkinson, N.; Hague, R.; Erasenthiran, P. Investigating Mechanical Anisotropy and End-of-Vector Effect in Laser-Sintered Nylon Parts. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2006, 220, 1077–1086. [Google Scholar] [CrossRef]
- Esposito, G.R.; Dingemans, T.J.; Pearson, R.A. Changes in Polyamide 11 Microstructure and Chemistry during Selective Laser Sintering. Addit. Manuf. 2021, 48, 102445. [Google Scholar] [CrossRef]
- Pandelidi, C.; Lee, K.P.M.; Kajtaz, M. Effects of Polyamide-11 Powder Refresh Ratios in Multi-Jet Fusion: A Comparison of New and Used Powder. Addit. Manuf. 2021, 40, 101933. [Google Scholar] [CrossRef]
- Verbelen, L.; Dadbakhsh, S.; Van den Eynde, M.; Kruth, J.-P.; Goderis, B.; Van Puyvelde, P. Characterization of Polyamide Powders for Determination of Laser Sintering Processability. Eur. Polym. J. 2016, 75, 163–174. [Google Scholar] [CrossRef]
- Salazar, A.; Rico, A.; Rodríguez, J.; Segurado Escudero, J.; Seltzer, R.; Martin de la Escalera Cutillas, F. Monotonic Loading and Fatigue Response of a Bio-Based Polyamide PA11 and a Petrol-Based Polyamide PA12 Manufactured by Selective Laser Sintering. Eur. Polym. J. 2014, 59, 36–45. [Google Scholar] [CrossRef]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative Study on 3D Printing of Polyamide 12 by Selective Laser Sintering and Multi Jet Fusion. J. Mater. Process Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Tey, W.S.; Cai, C.; Zhou, K. A Comprehensive Investigation on 3D Printing of Polyamide 11 and Thermoplastic Polyurethane via Multi Jet Fusion. Polymer 2021, 13, 2139. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.P.M.; Kajtaz, M. Experimental Characterisation and Finite Element Modelling of Polyamide-12 Fabricated via Multi Jet Fusion. Polymer 2022, 14, 5258. [Google Scholar] [CrossRef] [PubMed]
- Le, K.Q.; Tran, V.T.; Chen, K.; Teo, H.W.B.; Zeng, J.; Zhou, K.; Du, H. Predicting Crystallinity of Polyamide 12 in Multi Jet Fusion Process. J. Manuf. Process 2023, 99, 1–11. [Google Scholar] [CrossRef]
- Lanzl, L.; Wudy, K.; Drexler, M.; Drummer, D. Laser-High-Speed-DSC: Process-Oriented Thermal Analysis of PA 12 in Selective Laser Sintering. Phys. Procedia 2016, 83, 981–990. [Google Scholar] [CrossRef]
- Gavcar, B.; Sumer, E.H.; Sagbas, B.; Katiyar, J.K. Effect of Build Orientation on the Green Tribological Properties of Multi-Jet Fusion Manufactured PA12 Parts. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2023, 237, 2213–2223. [Google Scholar] [CrossRef]
- Morales-Planas, S.; Minguella-Canela, J.; Lluma-Fuentes, J.; Travieso-Rodriguez, J.A.; García-Granada, A.A. Multi Jet Fusion PA12 Manufacturing Parameters for Watertightness, Strength and Tolerances. Materials 2018, 11, 1472. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Teo, H.W.B.; Rao, W.; Kang, G.; Zhou, K.; Zeng, J.; Du, H. Experimental and Modeling Investigation on the Viscoelastic-Viscoplastic Deformation of Polyamide 12 Printed by Multi Jet Fusion. Int. J. Plast. 2021, 143, 103029. [Google Scholar] [CrossRef]
- Riedlbauer, D.; Drexler, M.; Drummer, D.; Steinmann, P.; Mergheim, J. Modelling, Simulation and Experimental Validation of Heat Transfer in Selective Laser Melting of the Polymeric Material PA12. Comput. Mater. Sci. 2014, 93, 239–248. [Google Scholar] [CrossRef]
- Liu, X.; Tey, W.S.; Choo, J.Y.C.; Chen, J.; Tan, P.; Cai, C.; Ong, A.; Zhao, L.; Zhou, K. Enhancing the Mechanical Strength of Multi Jet Fusion–Printed Polyamide 12 and Its Glass Fiber-Reinforced Composite via High-Temperature Annealing. Addit. Manuf. 2021, 46, 102205. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Y.; Wu, D.; Ananth, K.P.; Bai, J. The Process and Performance Comparison of Polyamide 12 Manufactured by Multi Jet Fusion and Selective Laser Sintering. J. Manuf. Process 2019, 47, 419–426. [Google Scholar] [CrossRef]
- Rosso, S.; Meneghello, R.; Biasetto, L.; Grigolato, L.; Concheri, G.; Savio, G. In-Depth Comparison of Polyamide 12 Parts Manufactured by Multi Jet Fusion and Selective Laser Sintering. Addit. Manuf. 2020, 36, 101713. [Google Scholar] [CrossRef]
- Ráž, K.; Chval, Z.; Thomann, S. Minimizing Deformations during HP MJF 3D Printing. Materials 2023, 16, 7389. [Google Scholar] [CrossRef] [PubMed]
- Srinivas, R.P.; Alomarah, A.; Masood, S.H.; Nikzad, M.; Habib, F.N.; Riza, S.H. Mechanical Response of a Compressed Novel 3D Tetrachiral Structure Processed by MJF 3D Printing Process. Mater. Today Proc. 2021, 46, 4776–4781. [Google Scholar] [CrossRef]
- Mehdipour, F.; Gebhardt, U.; Kästner, M. Anisotropic and Rate-Dependent Mechanical Properties of 3D Printed Polyamide 12—A Comparison between Selective Laser Sintering and Multi Jet Fusion. Results Mater. 2021, 11, 100213. [Google Scholar] [CrossRef]
- Winnacker, M.; Rieger, B. Biobased Polyamides: Recent Advances in Basic and Applied Research. Macromol. Rapid Commun. 2016, 37, 1391–1413. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Li, J.; Yao, D.; Wei, Y. Mechanical and Permeability Properties of Porous Scaffolds Developed by a Voronoi Tessellation for Bone Tissue Engineering. J. Mater. Chem. B 2022, 10, 9699–9712. [Google Scholar] [CrossRef] [PubMed]
- Gendre, L.; Njuguna, J.; Abhyankar, H.; Ermini, V. Mechanical and Impact Performance of Three-Phase Polyamide 6 Nanocomposites. Mater. Des. 2015, 66, 486–491. [Google Scholar] [CrossRef]
- Stanelle, R.D.; Marcus, R.K. Nylon-6 Capillary-Channeled Polymer (C-CP) Fibers as a Hydrophobic Interaction Chromatography Stationary Phase for the Separation of Proteins. Anal. Bioanal. Chem. 2009, 393, 273–281. [Google Scholar] [CrossRef]
- Jia, N.; Fraenkel, H.A.; Kagan, V.A. Effects of Moisture Conditioning Methods on Mechanical Properties of Injection Molded Nylon 6. J. Reinf. Plast. Compos. 2004, 23, 729–737. [Google Scholar] [CrossRef]
- Kikuchi, B.C.; Bussamra, F.L.D.S.; Donadon, M.V.; Ferreira, R.T.L.; Sales, R.D.C.M. Moisture Effect on the Mechanical Properties of Additively Manufactured Continuous Carbon Fiber-reinforced Nylon-based Thermoplastic. Polym. Compos. 2020, 41, 5227–5245. [Google Scholar] [CrossRef]
- Available online: www.Dukeextrusion.Com/Materials/Nylon-Medical-Extrusion (accessed on 15 April 2024).
- Todros, S.; Natali, A.N.; Pace, G.; Di Noto, V. Correlation between Chemical and Mechanical Properties in Renewable Poly(Ether-Block-Amide)s for Biomedical Applications. Macromol. Chem. Phys. 2013, 214, 2061–2072. [Google Scholar] [CrossRef]
- O’Neil, C. So Many Polymers, so Little Time. MD+ DI 2010, 32, 162–172. [Google Scholar]
- Spiotta, A.M.; Fargen, K.M.; Chaudry, I.; Turner, R.D.; Turk, A.S. ADAPT: A Direct Aspiration First Pass Technique. Endovasc. Today 2016, 15, 68–70. [Google Scholar]
- Touris, A.; Turcios, A.; Mintz, E.; Pulugurtha, S.R.; Thor, P.; Jolly, M.; Jalgaonkar, U. Effect of Molecular Weight and Hydration on the Tensile Properties of Polyamide 12. Results Mater. 2020, 8, 100149. [Google Scholar] [CrossRef]
- Halim, K.A.A.; Farrell, J.B.; Kennedy, J.E. Preparation and Characterisation of Polyamide 11/Montmorillonite (MMT) Nanocomposites for Use in Angioplasty Balloon Applications. Mater. Chem. Phys. 2013, 143, 336–348. [Google Scholar] [CrossRef]
- Zhang, X.; Li, J.; Huang, Y.; Xian, Y.; Meng, M.Q.-H.; Chiu, P.W.Y.; Li, Z. Design and Optimal Pose-Constrained Visual Servoing of a Novel Active Flexible Endoscope Holder System for Solo Laparoscopic Surgery. Adv. Intell. Syst. 2024, 6, 2300571. [Google Scholar] [CrossRef]
- Inoue, K.; Owaki, T.; Nakamura, T.; Kitamura, F.; Miyamoto, N. Clinical Application of Transvenous Mitral Commissurotomy by a New Balloon Catheter. J. Thorac. Cardiovasc. Surg. 1984, 87, 394–402. [Google Scholar] [CrossRef] [PubMed]
- Dias, R.G.; Magalhães, G.M.; Dias, L.G.G.G.; Rocha, J.R.; Dias, F.G.G.; Facin, A.C.; Mattos Junior, E. Biocompatibility of Polyamide 12 Intramedullary Rod after Humeral Consolidation in White Plymouth Rock Birds. Pesqui. Veterinária Bras. 2018, 38, 1909–1912. [Google Scholar] [CrossRef]
- Xu, L.; Liu, Y.; Zhou, W.; Yu, D. Electrospun Medical Sutures for Wound Healing: A Review. Polymer 2022, 14, 1637. [Google Scholar] [CrossRef]
- Diaz-Celorio, E. Influence of Composition and Microstructure on Properties of New Trimethylene Carbonate/Glycolide Copolymers with Biomedical Applications. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2012. [Google Scholar]
- Available online: www.Ethicon.Com/Na/Epc/Search/Platform/Wound%20closure?Lang=en-Default (accessed on 15 April 2024).
- Available online: www.Bbraun.Com/En/Products-and-Solutions/Therapies/Sutures-and-Surgical-Specialties.Html (accessed on 15 April 2024).
- Available online: https://www.medtronic.com/covidien/en-us/index.html (accessed on 15 April 2024).
- Dart, A.J.; Dart, C.M. Comprehensive Biomaterials II 2017; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Reinbold, J.; Uhde, A.-K.; Müller, I.; Weindl, T.; Geis-Gerstorfer, J.; Schlensak, C.; Wendel, H.-P.; Krajewski, S. Preventing Surgical Site Infections Using a Natural, Biodegradable, Antibacterial Coating on Surgical Sutures. Molecules 2017, 22, 1570. [Google Scholar] [CrossRef]
- Trott, A.T. Instruments, Suture Materials, and Closure Choices. Wounds Lacerations Emerg. Care Clos. 2012, 8, 82–94. [Google Scholar] [CrossRef]
- Maitz, M.F. Applications of Synthetic Polymers in Clinical Medicine. Biosurface Biotribology 2015, 1, 161–176. [Google Scholar] [CrossRef]
- Faris, A.; Khalid, L.; Hashim, M.; Yaghi, S.; Magde, T.; Bouresly, W.; Hamdoon, Z.; Uthman, A.T.; Marei, H.; Al-Rawi, N. Characteristics of Suture Materials Used in Oral Surgery: Systematic Review. Int. Dent. J. 2022, 72, 278–287. [Google Scholar] [CrossRef] [PubMed]
- Quaglia, E. Polyamide vs. Silk Sutures in the Healing of Postextraction Sockets: A Split Mouth Study. Oral Implant. 2018, 11, 115–120. [Google Scholar]
- Lin, J.; Winkelman, C.; Worley, S.D.; Broughton, R.M.; Williams, J.F. Antimicrobial Treatment of Nylon. J. Appl. Polym. Sci. 2001, 81, 943–947. [Google Scholar] [CrossRef]
- Naleway, S.E.; Lear, W.; Kruzic, J.J.; Maughan, C.B. Mechanical Properties of Suture Materials in General and Cutaneous Surgery. J. Biomed. Mater. Res. B Appl. Biomater. 2015, 103, 735–742. [Google Scholar] [CrossRef] [PubMed]
- Bayraktar, E.K.; Hockenberger, A.Ş. Investigating the Knot Performance of Silk, Polyamide, Polyester, and Polypropylene Sutures. Text. Res. J. 2001, 71, 435–440. [Google Scholar] [CrossRef]
- Yaltirik, M.; Dedeoglu, K.; Bilgic, B.; Koray, M.; Ersev, H.; Issever, H.; Dulger, O.; Soley, S. Comparison of Four Different Suture Materials in Soft Tissues of Rats. Oral. Dis. 2003, 9, 284–286. [Google Scholar] [CrossRef] [PubMed]
- Silver, E.; Wu, R.; Grady, J.; Song, L. Knot Security- How Is It Affected by Suture Technique, Material, Size, and Number of Throws? J. Oral. Maxillofac. Surg. 2016, 74, 1304–1312. [Google Scholar] [CrossRef]
- Shakiba, M.; Rezvani Ghomi, E.; Khosravi, F.; Jouybar, S.; Bigham, A.; Zare, M.; Abdouss, M.; Moaref, R.; Ramakrishna, S. Nylon—A Material Introduction and Overview for Biomedical Applications. Polym. Adv. Technol. 2021, 32, 3368–3383. [Google Scholar] [CrossRef]
- Leaper, D.J.; Pollock, A.V.; Evans, M. Abdominal Wound Closure: A Trial of Nylon, Polyglycolic Acid and Steel Sutures. Br. J. Surg. 2005, 64, 603–606. [Google Scholar] [CrossRef] [PubMed]
- Bucknall, T.E.; Ellis, H. Abdominal Wound Closure—A Comparison of Monofilament Nylon and Polyglycolic Acid. Surgery 1981, 89, 672–677. [Google Scholar] [PubMed]
- Shahinian, L.; Brown, S.I. Postoperative Complications with Protruding Monofilament Nylon Sutures. Am. J. Ophthalmol. 1977, 83, 546–548. [Google Scholar] [CrossRef] [PubMed]
- Heaven, C.J.; Davison, C.R.N.; Cockcroft, P.M. Bacterial Contamination of Nylon Corneal Sutures. Eye 1995, 9, 116–118. [Google Scholar] [CrossRef]
- Hayashi, K.; Katori, N.; Kasai, K.; Kamisasanuki, T.; Kokubo, K.; Ohno-Matsui, K. Comparison of Nylon Monofilament Suture and Polytetrafluoroethylene Sheet for Frontalis Suspension Surgery in Eyes with Congenital Ptosis. Am. J. Ophthalmol. 2013, 155, 654–663.e1. [Google Scholar] [CrossRef] [PubMed]
- Giddins, G.; Wade, P.; Amis, A. Primary Nerve Repair: Strength of Repair with Different Gauges of Nylon Suture Material. J. Hand Surg. J. Br. Soc. Surg. Hand 1989, 14, 301–302. [Google Scholar] [CrossRef] [PubMed]
- Menovsky, T.; Bartels, R.H.M.A.; van Lindert, E.L.; André Grotenhuis, J. Skin Closure in Carpal Tunnel Surgery: A Prospective Comparative Study between Nylon, Polyglactin 910 and Stainless Steel Sutures. Hand Surg. 2004, 09, 35–38. [Google Scholar] [CrossRef] [PubMed]
- Nixon, A.J.; Stashak, T.S.; Smith, F.W.; Norrdin, R.W. Comparison of Carbon Fibre and Nylon Suture for Repair of Transected Flexor Tendons in the Horse. Equine Vet. J. 1984, 16, 93–102. [Google Scholar] [CrossRef] [PubMed]
- Hamada, Y.; Katoh, S.; Hibino, N.; Kosaka, H.; Hamada, D.; Yasui, N. Effects of Monofilament Nylon Coated with Basic Fibroblast Growth Factor on Endogenous Intrasynovial Flexor Tendon Healing. J. Hand Surg. Am. 2006, 31, 530–540. [Google Scholar] [CrossRef] [PubMed]
- Syukri, D.M.; Nwabor, O.F.; Singh, S.; Voravuthikunchai, S.P. Antibacterial Functionalization of Nylon Monofilament Surgical Sutures through in Situ Deposition of Biogenic Silver Nanoparticles. Surf. Coat. Technol. 2021, 413, 127090. [Google Scholar] [CrossRef]
- Meghil, M.M.; Rueggeberg, F.; El-Awady, A.; Miles, B.; Tay, F.; Pashley, D.; Cutler, C.W. Novel Coating of Surgical Suture Confers Antimicrobial Activity Against Porphyromonas Gingivalis and Enterococcus Faecalis. J. Periodontol. 2015, 86, 788–794. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, H.; Alihosseini, F.; Hosseini, S.A. Improving Physical and Biological Properties of Nylon Monofilament as Suture by Chitosan/Hyaluronic Acid. Int. J. Biol. Macromol. 2020, 164, 3394–3402. [Google Scholar] [CrossRef]
- Ardelean, L.; Bortun, C.; Motoc, M.; Rusu, L. Alternative Technologies for Dentures Manufacturing Using Different Types of Resins. Mater. Plast. 2010, 47, 433–435. [Google Scholar]
- Wieckiewicz, M.; Opitz, V.; Richter, G.; Boening, K.W. Physical Properties of Polyamide-12 versus PMMA Denture Base Material. Biomed. Res. Int. 2014, 2014, 150298. [Google Scholar] [CrossRef] [PubMed]
- Meriç, G.; Erkmen, E.; Kurt, A.; Tunç, Y.; Eser, A. Influence of Prosthesis Type and Material on the Stress Distribution in Bone around Implants: A 3-Dimensional Finite Element Analysis. J. Dent. Sci. 2011, 6, 25–32. [Google Scholar] [CrossRef]
- Almeida, C.S.; Amaral, M.; de Cássia Papaiz Gonçalves, F.; de Arruda Paes-Junior, T.J. Effect of an Experimental Silica-Nylon Reinforcement on the Fracture Load and Flexural Strength of Bisacrylic Interim Partial Fixed Dental Prostheses. J. Prosthet. Dent. 2016, 115, 301–305. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, F.D.C.P.; Amaral, M.; Borges, A.L.S.; Gonçalves, L.F.M.; de Arruda Paes-Junior, T.J. Fracture Load of Complete-Arch Implant-Supported Prostheses Reinforced with Nylon-Silica Mesh: An in Vitro Study. J. Prosthet. Dent. 2018, 119, 606–610. [Google Scholar] [CrossRef] [PubMed]
- Fong, H. Electrospun Nylon 6 Nanofiber Reinforced BIS-GMA/TEGDMA Dental Restorative Composite Resins. Polymer 2004, 45, 2427–2432. [Google Scholar] [CrossRef]
- Wijaya, D.K.; Djustiana, N.; Faza, Y.; Cahyanto, A.; Hardiansyah, A. Fabrication and Characterization of Nylon 6 Fiber via Wet Spinning Method for Application as a Reinforcing Material for a Direct Dental Bridge. Makara J. Sci. 2023, 27, 2. [Google Scholar] [CrossRef]
- Amini, P.; Abyari, S.; Pourmoshrefi, P.; Lashkarizadeh, N.; Lashkarizadeh, L. Retention and Wear of Nylon Matrix Component in Implant-Supported Overdentures Based on Insertion Technique: A Clinical Trial. J. Dent. Mater. Tech. 2023, 12, 134–141. [Google Scholar] [CrossRef]
- Ma, B.; Liu, F.; Li, Z.; Duan, J.; Kong, Y.; Hao, M.; Ge, S.; Jiang, H.; Liu, H. Piezoelectric Nylon-11 Nanoparticles with Ultrasound Assistance for High-Efficiency Promotion of Stem Cell Osteogenic Differentiation. J. Mater. Chem. B 2019, 7, 1847–1854. [Google Scholar] [CrossRef] [PubMed]
- Du, C.; Meijer, G.J.; van de Valk, C.; Haan, R.E.; Bezemer, J.M.; Hesseling, S.C.; Cui, F.Z.; de Groot, K.; Layrolle, P. Bone Growth in Biomimetic Apatite Coated Porous Polyactive® 1000PEGT70PBT30 Implants. Biomaterials 2002, 23, 4649–4656. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Ma, P.X. Porous Poly(L-Lactic Acid)/Apatite Composites Created by Biomimetic Process. J. Biomed. Mater. Res. 1999, 45, 285–293. [Google Scholar] [CrossRef]
- Cheng, L.; Li, Y.; Zuo, Y.; Li, J.; Wang, H. Nano-Hydroxyapatite/Polyamide 6 Scaffold as Potential Tissue Engineered Bone Substitutes. Mater. Res. Innov. 2008, 12, 192–199. [Google Scholar] [CrossRef]
- Abdal-hay, A.; Vanegas, P.; Lim, J.K. Air Jet Spray of Nylon 6 Membrane Structures for Bone Tissue Engineering. Mater. Lett. 2014, 125, 51–55. [Google Scholar] [CrossRef]
- Wang, H.; Li, Y.; Zuo, Y.; Li, J.; Ma, S.; Cheng, L. Biocompatibility and Osteogenesis of Biomimetic Nano-Hydroxyapatite/Polyamide Composite Scaffolds for Bone Tissue Engineering. Biomaterials 2007, 28, 3338–3348. [Google Scholar] [CrossRef] [PubMed]
- Walther, A.; Bernhardt, A.; Pompe, W.; Gelinsky, M.; Mrozik, B.; Hoffmann, G.; Cherif, C.; Bertram, H.; Richter, W.; Schmack, G. Development of Novel Scaffolds for Tissue Engineering by Flock Technology. Text. Res. J. 2007, 77, 892–899. [Google Scholar] [CrossRef]
- Steck, E.; Bertram, H.; Walther, A.; Brohm, K.; Mrozik, B.; Rathmann, M.; Merle, C.; Gelinsky, M.; Richter, W. Enhanced Biochemical and Biomechanical Properties of Scaffolds Generated by Flock Technology for Cartilage Tissue Engineering. Tissue Eng. Part A 2010, 16, 3697–3707. [Google Scholar] [CrossRef]
- Wang, J.; Wei, C.; Liu, H.; Young, T. Behavior of MG-63 Cells on Nylon/Chitosan-blended Membranes. J. Biomed. Mater. Res. A 2003, 64A, 606–615. [Google Scholar] [CrossRef]
- Lin, S.-J.; Hsiao, W.-C.; Jee, S.-H.; Yu, H.-S.; Tsai, T.-F.; Lai, J.-Y.; Young, T.-H. Study on the Effects of Nylon–Chitosan-Blended Membranes on the Spheroid-Forming Activity of Human Melanocytes. Biomaterials 2006, 27, 5079–5088. [Google Scholar] [CrossRef]
- Shrestha, B.K.; Mousa, H.M.; Tiwari, A.P.; Ko, S.W.; Park, C.H.; Kim, C.S. Development of Polyamide-6,6/Chitosan Electrospun Hybrid Nanofibrous Scaffolds for Tissue Engineering Application. Carbohydr. Polym. 2016, 148, 107–114. [Google Scholar] [CrossRef]
- Yen, C.-H.; Cheng, N.-C.; Hsieh, H.-Y.; Tsai, C.-W.; Lee, A.-L.; Lu, C.-Y.; Chen, Y.-T.; Young, T.-H. PH-Driven Continuous Stem Cell Production with Enhanced Regenerative Capacity from Polyamide/Chitosan Surfaces. Mater. Today Bio 2023, 18, 100514. [Google Scholar] [CrossRef] [PubMed]
- Anderson, J.M. Future Challenges in the in Vitro and in Vivo Evaluation of Biomaterial Biocompatibility. Regen. Biomater. 2016, 3, 73–77. [Google Scholar] [CrossRef] [PubMed]
- Cole, M.; Coppock, R.; Lindeque, P.K.; Altin, D.; Reed, S.; Pond, D.W.; Sørensen, L.; Galloway, T.S.; Booth, A.M. Effects of Nylon Microplastic on Feeding, Lipid Accumulation, and Moulting in a Coldwater Copepod. Environ. Sci. Technol. 2019, 53, 7075–7082. [Google Scholar] [CrossRef] [PubMed]
- Petrie, E.M. Handbook of Adhesives and Sealants; Elsevier: Amsterdam, The Netherlands, 2000; ISBN 0070498881. [Google Scholar]
- German, J.; Degering, E. Deleading of Gasoline by Irradiation. U.S. Patent 2,867,572, 6 January 1959. [Google Scholar]
- Jürgen, W.; Gruber, W.; Johannes, A. Hot Melt Adhesive. European Patent No. EP0195218B1, 5 February 1986. [Google Scholar]
- Loeb, M.L. Polyamide Resins and Method for Manufacture 1976. U.S. Patent No. 4,072,641, 7 February 1978. [Google Scholar]
- Breese, D.R.; Cooper, R.; Vanderstiggel, K.; Gay, E.R.; Michelman, R. Primer Coatings for Use on Substrates 2023. European Patent EP3149079B1, 19 July 2023. [Google Scholar]
- Jin, X.-D.; Hu, G.-S.; Yang, Y.-F.; Zhou, X.-M.; Wang, B.-B. Nylon 6/66/11 Copolymer Used for Hot-Melt Adhesives: Synthesis and Properties. J. Adhes. Sci. Technol. 2009, 23, 779–785. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W.; Zeng, Z.; Zhu, W.; Li, Z. Amine-Terminated Nylon 6/66/1010 (AM-6/66/1010) Used for Hot Melt Adhesives: Synthesis and Properties. J. Adhes. Sci. Technol. 2015, 29, 670–677. [Google Scholar] [CrossRef]
- Xue, W.; Zong, Z.; Zhou, L.; Zeng, Z. Synthesis and Properties of Nylon 6/66/510 Used as Hot Melt Adhesives for Metal Plate with Low-Surface-Energy Coating. J. Adhes. Sci. Technol. 2019, 33, 395–405. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Macutkevic, J.; Kay, C.; Boczkowska, A.; McNally, T. Hot-melt Adhesives Based on Co-polyamide and Multiwalled Carbon Nanotubes. J. Appl. Polym. Sci. 2018, 135, 45999. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Takatani, R.; Sato, Y.; Maeda, S. Moisture-Sensitive Smart Hot-Melt Adhesive from Polyamide 6. SN Appl. Sci. 2020, 2, 1567. [Google Scholar] [CrossRef]
- Yang, Z.; Ma, X.-H.; Tang, C.Y. Recent Development of Novel Membranes for Desalination. Desalination 2018, 434, 37–59. [Google Scholar] [CrossRef]
- Shannon, M.A.; Bohn, P.W.; Elimelech, M.; Georgiadis, J.G.; Mariñas, B.J.; Mayes, A.M. Science and Technology for Water Purification in the Coming Decades. Nature 2008, 452, 301–310. [Google Scholar] [CrossRef] [PubMed]
- Tang, C.Y.; Yang, Z.; Guo, H.; Wen, J.J.; Nghiem, L.D.; Cornelissen, E. Potable Water Reuse through Advanced Membrane Technology. Environ. Sci. Technol. 2018, 52, 10215–10223. [Google Scholar] [CrossRef]
- Lau, W.J.; Gray, S.; Matsuura, T.; Emadzadeh, D.; Paul Chen, J.; Ismail, A.F. A Review on Polyamide Thin Film Nanocomposite (TFN) Membranes: History, Applications, Challenges and Approaches. Water Res. 2015, 80, 306–324. [Google Scholar] [CrossRef] [PubMed]
- Park, H.B.; Kamcev, J.; Robeson, L.M.; Elimelech, M.; Freeman, B.D. Maximizing the Right Stuff: The Trade-off between Membrane Permeability and Selectivity. Science 2017, 356, 6343. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.L.; Japip, S.; Zhang, Y.; Weber, M.; Maletzko, C.; Chung, T.-S. Emerging Thin-Film Nanocomposite (TFN) Membranes for Reverse Osmosis: A Review. Water Res. 2020, 173, 115557. [Google Scholar] [CrossRef]
- Dai, R.; Li, J.; Wang, Z. Constructing Interlayer to Tailor Structure and Performance of Thin-Film Composite Polyamide Membranes: A Review. Adv. Colloid. Interface Sci. 2020, 282, 102204. [Google Scholar] [CrossRef]
- Khorshidi, B.; Thundat, T.; Fleck, B.A.; Sadrzadeh, M. A Novel Approach Toward Fabrication of High Performance Thin Film Composite Polyamide Membranes. Sci. Rep. 2016, 6, 22069. [Google Scholar] [CrossRef] [PubMed]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse Osmosis Desalination: Water Sources, Technology, and Today’s Challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Guo, H.; Peng, L.E.; Yao, Z.; Yang, Z.; Ma, X.; Tang, C.Y. Non-Polyamide Based Nanofiltration Membranes Using Green Metal–Organic Coordination Complexes: Implications for the Removal of Trace Organic Contaminants. Environ. Sci. Technol. 2019, 53, 2688–2694. [Google Scholar] [CrossRef]
- Paseta, L.; Antorán, D.; Coronas, J.; Téllez, C. 110th Anniversary: Polyamide/Metal-Organic Framework Bilayered Thin Film Composite Membranes for the Removal of Pharmaceutical Compounds from Water. Ind. Eng. Chem. Res. 2019, 58, 4222–4230. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, Y.; Wang, X.; Huang, X.; Xie, Y.F. Impacts of Metal–Organic Frameworks on Structure and Performance of Polyamide Thin-Film Nanocomposite Membranes. ACS Appl. Mater. Interfaces 2019, 11, 13724–13734. [Google Scholar] [CrossRef] [PubMed]
- Bétard, A.; Fischer, R.A. Metal–Organic Framework Thin Films: From Fundamentals to Applications. Chem. Rev. 2012, 112, 1055–1083. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Gao, J.; Liu, G.; Zhang, M.; Jiang, Y. Enhancing Permeability of Thin Film Nanocomposite Membranes via Covalent Linking of Polyamide with the Incorporated Metal-Organic Frameworks. Ind. Eng. Chem. Res. 2019, 58, 8772–8783. [Google Scholar] [CrossRef]
- Zhao, B.; Guo, Z.; Wang, H.; Wang, L.; Qian, Y.; Long, X.; Ma, C.; Zhang, Z.; Li, J.; Zhang, H. Enhanced Water Permeance of a Polyamide Thin-Film Composite Nanofiltration Membrane with a Metal-Organic Framework Interlayer. J. Memb. Sci. 2021, 625, 119154. [Google Scholar] [CrossRef]
- Wen, Y.; Dai, R.; Li, X.; Zhang, X.; Cao, X.; Wu, Z.; Lin, S.; Tang, C.Y.; Wang, Z. Metal-Organic Framework Enables Ultraselective Polyamide Membrane for Desalination and Water Reuse. Sci. Adv. 2022, 8, 10. [Google Scholar] [CrossRef] [PubMed]
- Yin, J.; Zhu, G.; Deng, B. Graphene Oxide (GO) Enhanced Polyamide (PA) Thin-Film Nanocomposite (TFN) Membrane for Water Purification. Desalination 2016, 379, 93–101. [Google Scholar] [CrossRef]
- Berry, V. Impermeability of Graphene and Its Applications. Carbon 2013, 62, 1–10. [Google Scholar] [CrossRef]
- Zhang, H.; Li, B.; Pan, J.; Qi, Y.; Shen, J.; Gao, C.; Van der Bruggen, B. Carboxyl-Functionalized Graphene Oxide Polyamide Nanofiltration Membrane for Desalination of Dye Solutions Containing Monovalent Salt. J. Memb. Sci. 2017, 539, 128–137. [Google Scholar] [CrossRef]
- Xia, S.; Yao, L.; Zhao, Y.; Li, N.; Zheng, Y. Preparation of Graphene Oxide Modified Polyamide Thin Film Composite Membranes with Improved Hydrophilicity for Natural Organic Matter Removal. Chem. Eng. J. 2015, 280, 720–727. [Google Scholar] [CrossRef]
- Bano, S.; Mahmood, A.; Kim, S.-J.; Lee, K.-H. Graphene Oxide Modified Polyamide Nanofiltration Membrane with Improved Flux and Antifouling Properties. J. Mater. Chem. A Mater. 2015, 3, 2065–2071. [Google Scholar] [CrossRef]
- Choi, W.; Choi, J.; Bang, J.; Lee, J.H. Layer-by-Layer Assembly of Graphene Oxide Nanosheets on Polyamide Membranes for Durable Reverse-Osmosis Applications. ACS Appl. Mater. Interfaces 2013, 5, 12510–12519. [Google Scholar] [CrossRef] [PubMed]
- Winnacker, M. Polyamides and Their Functionalization: Recent Concepts for Their Applications as Biomaterials. Biomater. Sci. 2017, 5, 1230–1235. [Google Scholar] [CrossRef] [PubMed]
- Skoog, E.; Shin, J.H.; Saez-Jimenez, V.; Mapelli, V.; Olsson, L. Biobased Adipic Acid—The Challenge of Developing the Production Host. Biotechnol. Adv. 2018, 36, 2248–2263. [Google Scholar] [CrossRef] [PubMed]
- Dong, C.; Wang, H.; Zhang, Z.; Zhang, T.; Liu, B. Carboxybetaine Methacrylate Oligomer Modified Nylon for Circulating Tumor Cells Capture. J. Colloid. Interface Sci. 2014, 432, 135–143. [Google Scholar] [CrossRef]
- Buschke, N.; Becker, J.; Schäfer, R.; Kiefer, P.; Biedendieck, R.; Wittmann, C. Systems Metabolic Engineering of Xylose-utilizing Corynebacterium Glutamicum for Production of 1,5-diaminopentane. Biotechnol. J. 2013, 8, 557–570. [Google Scholar] [CrossRef] [PubMed]
- Tseng, C.-H.; Tsai, P.-S. Biobased Copolyamides 56/66: Synthesis, Characterization and Crystallization Kinetics. Polymer 2022, 14, 3879. [Google Scholar] [CrossRef]
- Wang, Z.; Wei, T.; Xue, X.; He, M.; Xue, J.; Song, M.; Wu, S.; Kang, H.; Zhang, L.; Jia, Q. Synthesis of Fully Bio-Based Polyamides with Tunable Properties by Employing Itaconic Acid. Polymer 2014, 55, 4846–4856. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Application | Polyamide | Decade of the First Application or Publication | |
|---|---|---|---|
| Textile fibers | Nylon 6, nylon 5 6, nylon 6 6, nylon 10 | 1940s [17,18] | |
| Industrial fibers | Nylon 6, nylon 5 6, nylon 6 6, nylon 5 6, nylon 6 10 | 1940s [19] | |
| Automotive (injection-molded pieces) | Nylon 11, nylon 12, nylon 4 6 | 1960s [20] | |
| Water purification membranes | Nylon 6 | 1960s [21,22] | |
| Hot melt adhesive | Nylon 6, nylon 6 6 | 1970s [23] | |
| Biomaterial | Sutures | Nylon 6, nylon 6 6 | 1940s [24,25] |
| Catheters | Nylon 6, nylon 6 6 | 1960s [26,27] | |
| Dental implants | Nylon 6, nylon 6 10 | 1940s [28] | |
| Tissue engineering scaffolds | Nylon 6, nylon 6 6 | 2000s [29] | |
| 3D printing | SLS | Nylon 11, nylon 12 | 2000s [30] |
| FDM | Nylon 11, nylon 12 | 2010s [31] | |
| MJF | Nylon 12 | 2010s [32] | |
| Triboelectric nanogenerators | Nylon 11, nylon 6 6 | 2010s [33] | |
| Tradename | Material | Description | Manufacturer |
|---|---|---|---|
| Ethilon™ | Nylon 6 | Monofilament | Ethicon, Raritan, NJ, USA |
| Kruuse Nylon | Nylon 6 + Nylon 6 6 | Monofilament | Krause, Langeskov, Denmark |
| Seralon | Nylon 6 | Monofilament | Serag Wiessner, Naila, Germany |
| Aragó Nylon | Nylon 6 | Monofilament | Laboratorio Aragó, Barcelona, Spain |
| Resolon | Nylon 6 + nylon 6 6 | Monofilament | Resorba, Nuremberg, Germany |
| Monosof™/ Dermalon™ | Nylon 6 + Nylon 6 6 | Monofilament | Covidien, Tokyo, Japan |
| Dafilon® | Nylon 6 + Nylon 6 6 | Monofilament | B. Braun, Melsungen, Germany |
| Nurolon™ | Nylon 6 | Multifilament (braided) | Ethicon, Raritan, NJ, USA |
| Supramid® | Nylon 6 + Nylon 6 6 | Multifilament (core-sheath) Monofilament | B. Braun, Melsungen, Germany |
| Trelon® | Nylon 6 + Nylon 6 6 | Multifilament (braided) Coated | B. Braun, Melsungen, Germany |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arioli, M.; Puiggalí, J.; Franco, L. Nylons with Applications in Energy Generators, 3D Printing and Biomedicine. Molecules 2024, 29, 2443. https://doi.org/10.3390/molecules29112443
Arioli M, Puiggalí J, Franco L. Nylons with Applications in Energy Generators, 3D Printing and Biomedicine. Molecules. 2024; 29(11):2443. https://doi.org/10.3390/molecules29112443
Chicago/Turabian StyleArioli, Matteo, Jordi Puiggalí, and Lourdes Franco. 2024. "Nylons with Applications in Energy Generators, 3D Printing and Biomedicine" Molecules 29, no. 11: 2443. https://doi.org/10.3390/molecules29112443
APA StyleArioli, M., Puiggalí, J., & Franco, L. (2024). Nylons with Applications in Energy Generators, 3D Printing and Biomedicine. Molecules, 29(11), 2443. https://doi.org/10.3390/molecules29112443