
The Quality of Infrared Rotary Dried Terebinth (Pistacia atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology

 ,
,  ,
,  ,
, 

Abstract
:1. Introduction
2. Results and Discussion
2.1. Optimization Parameters of IRRD Drying of Terebinth
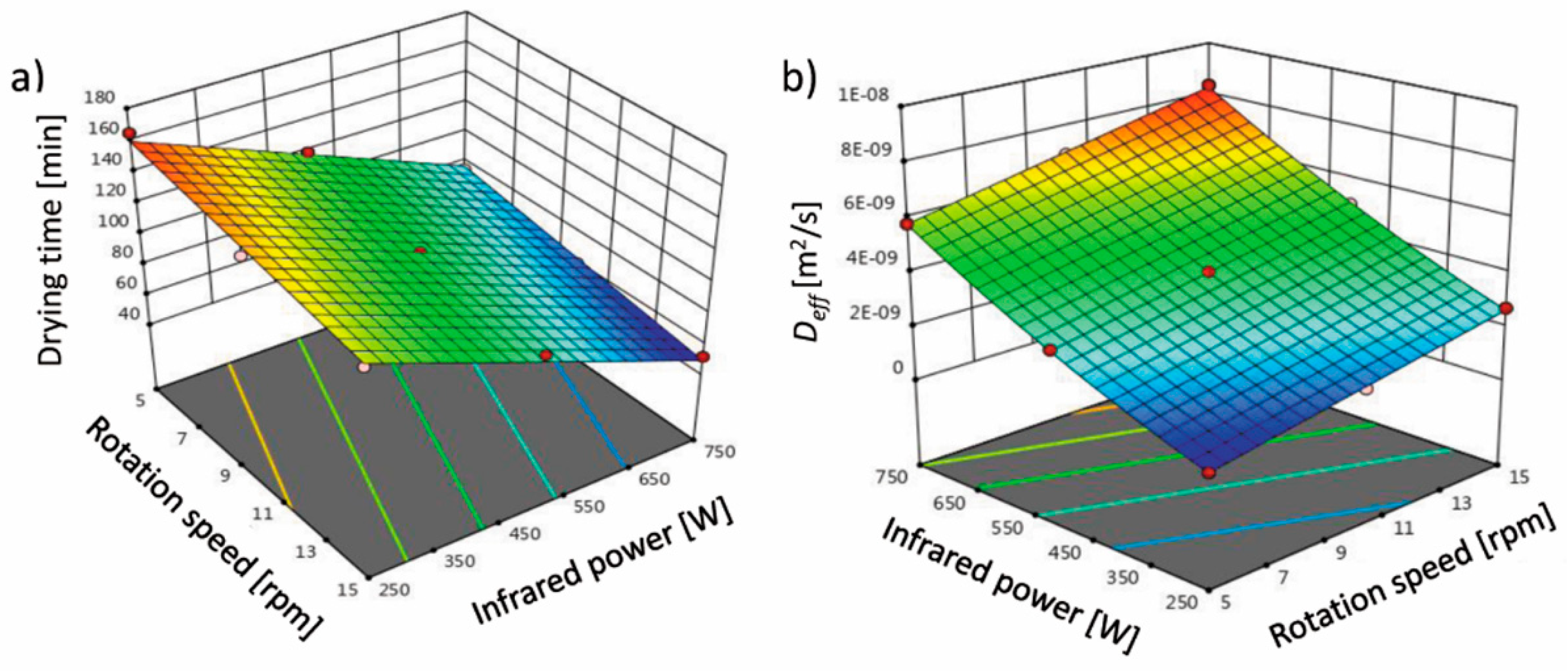
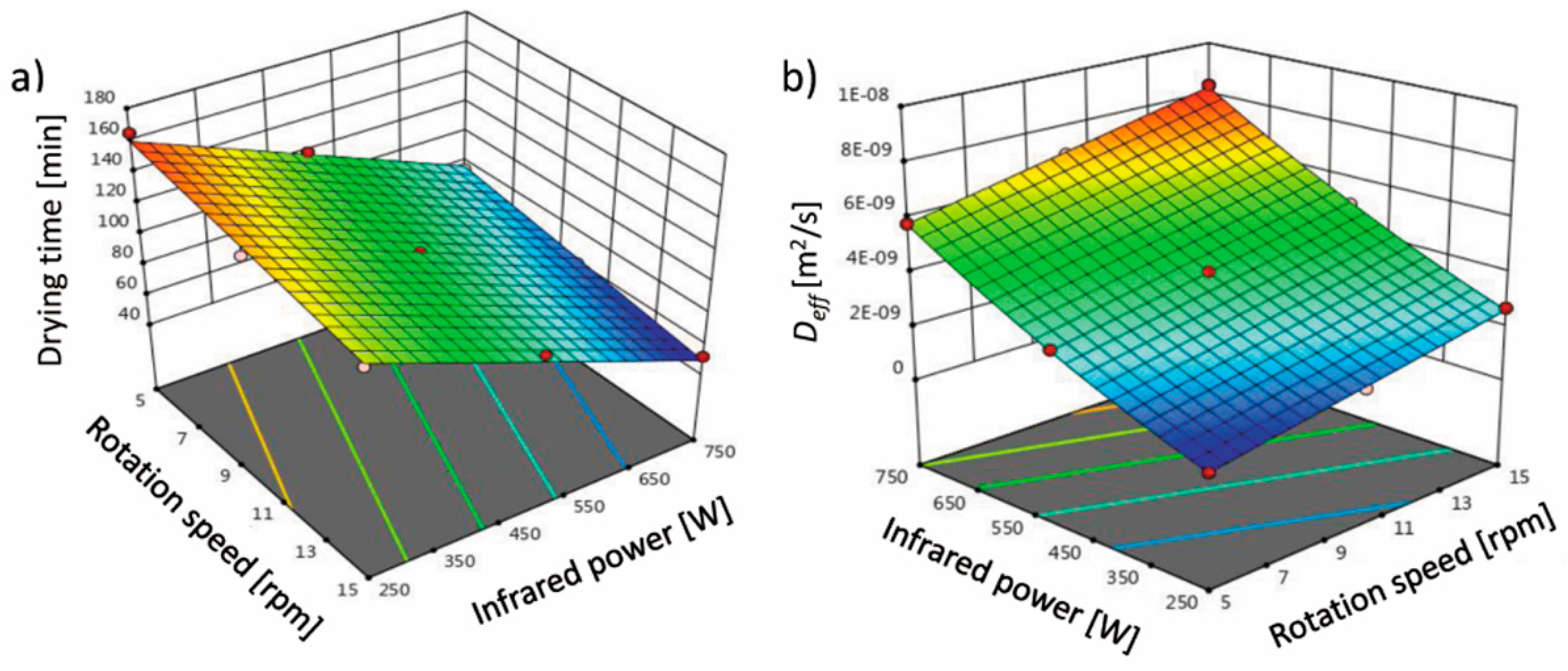
2.2. Drying Time and Effective Moisture Diffusivity of IRRD Dried Terebinth
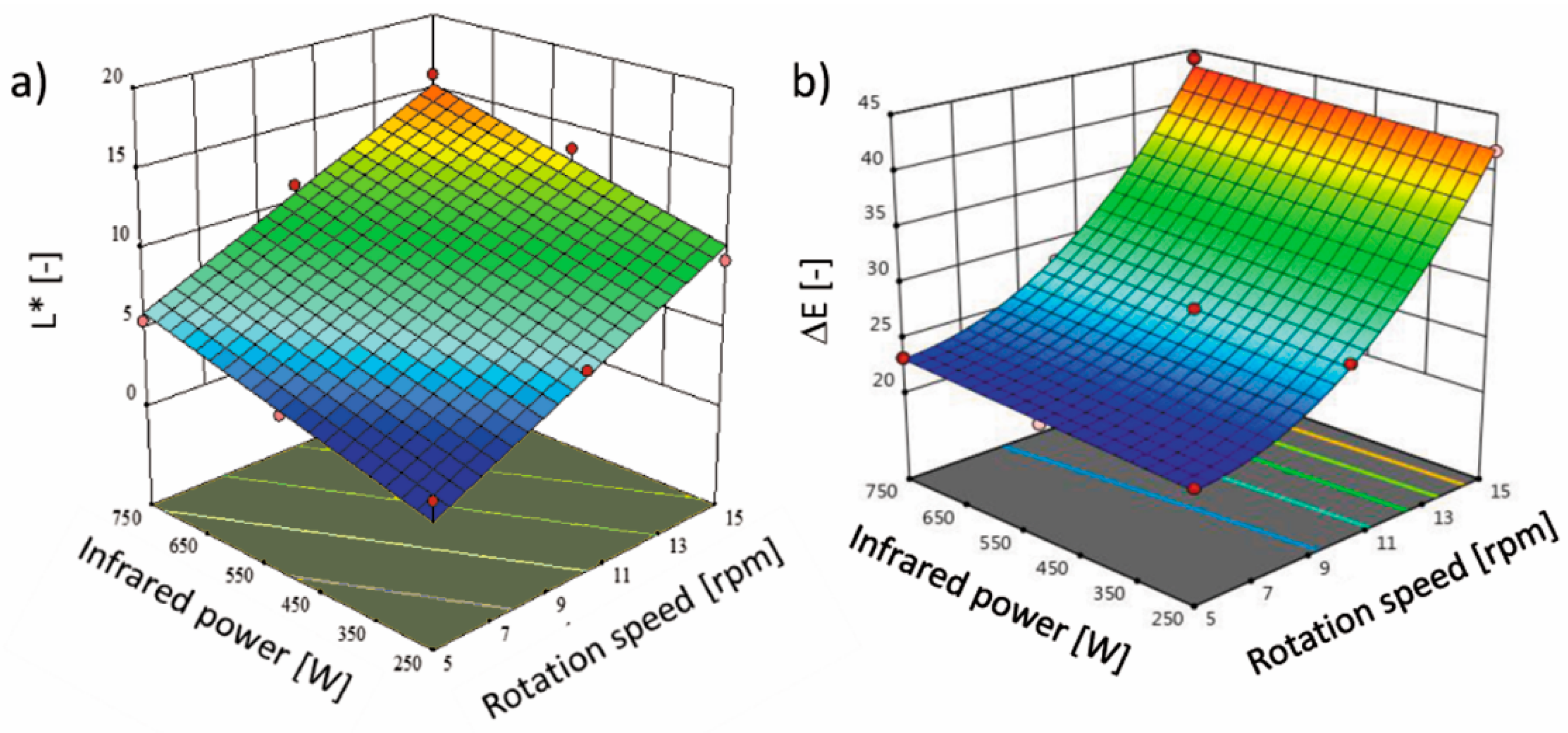
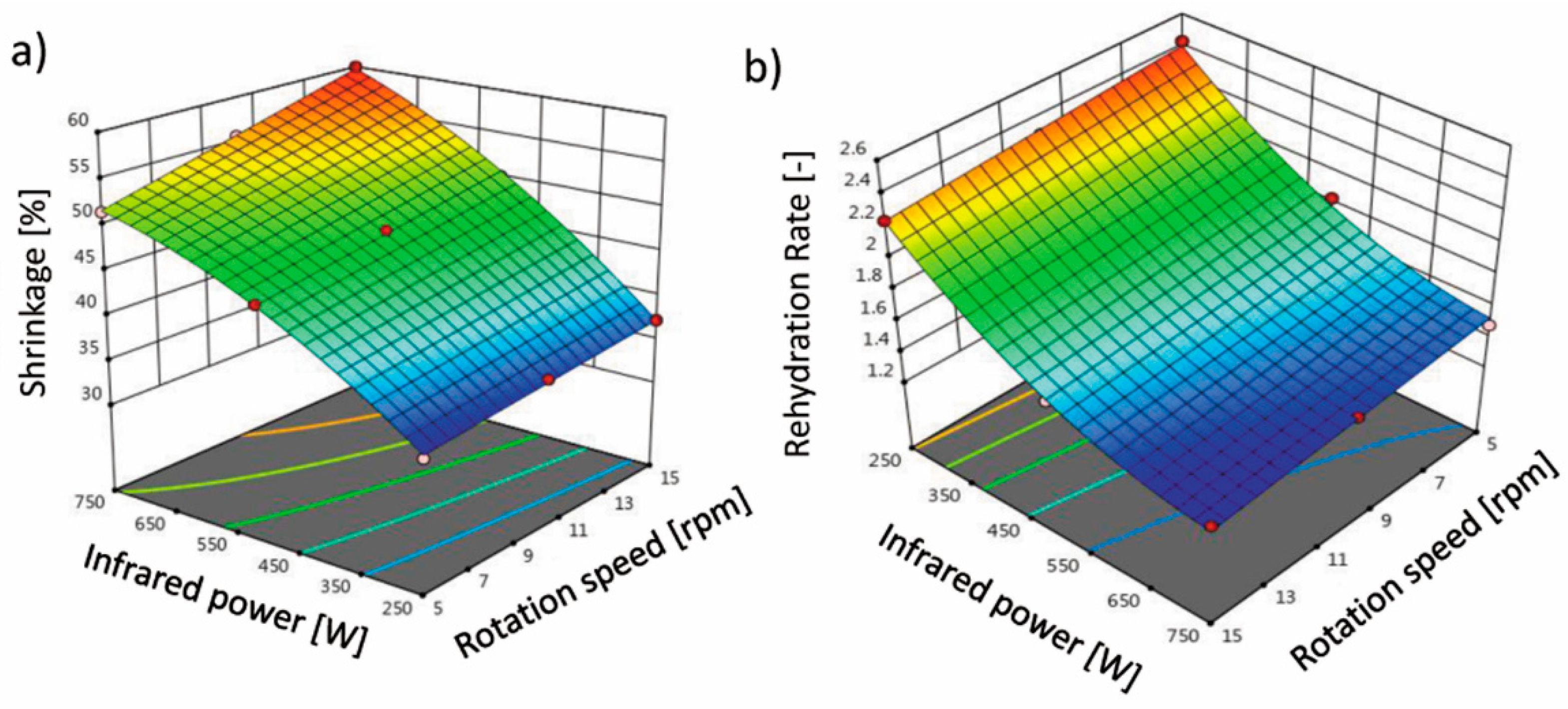
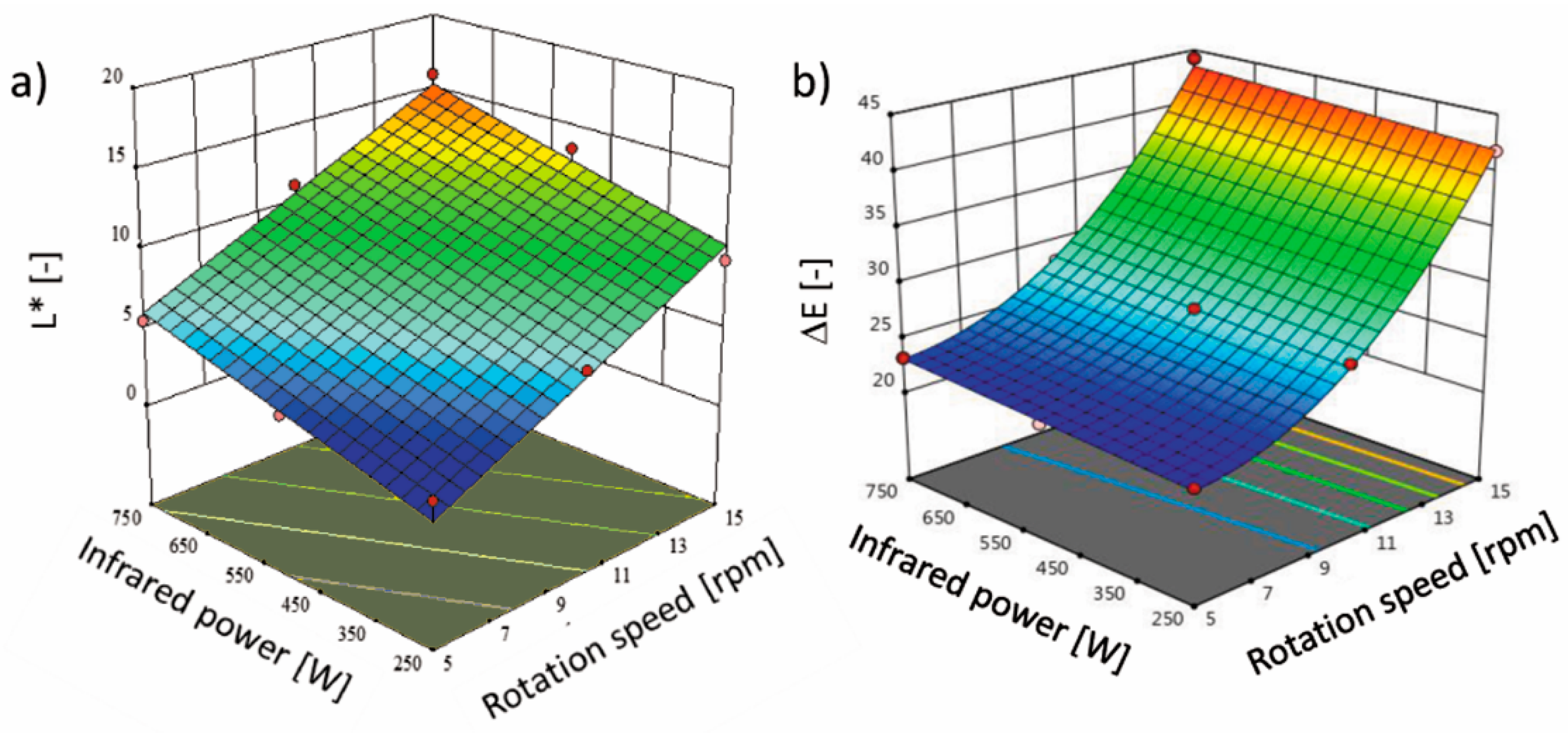
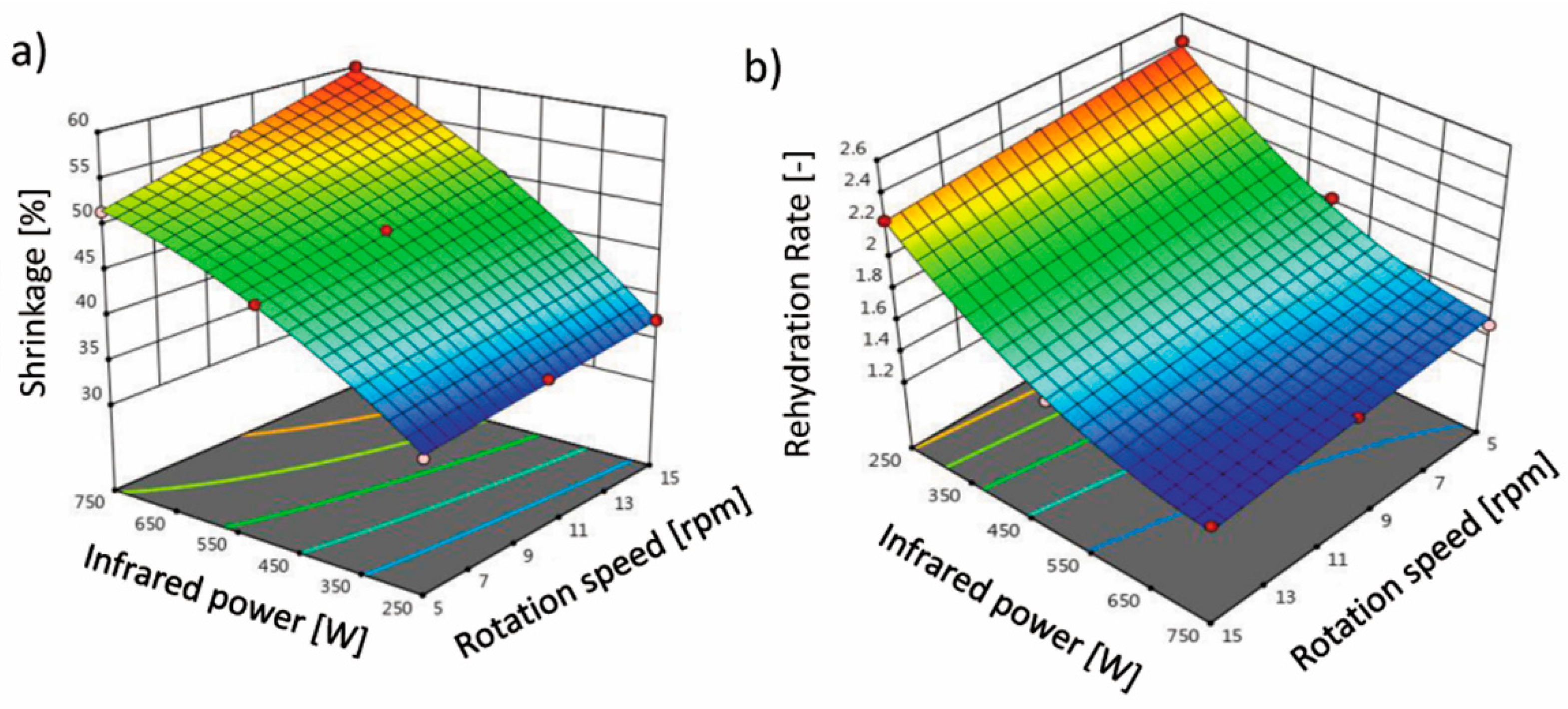
2.3. Physical Properties (Color, Shrinkage, and Rehydration Rate) of IRRD Dried Terebinth
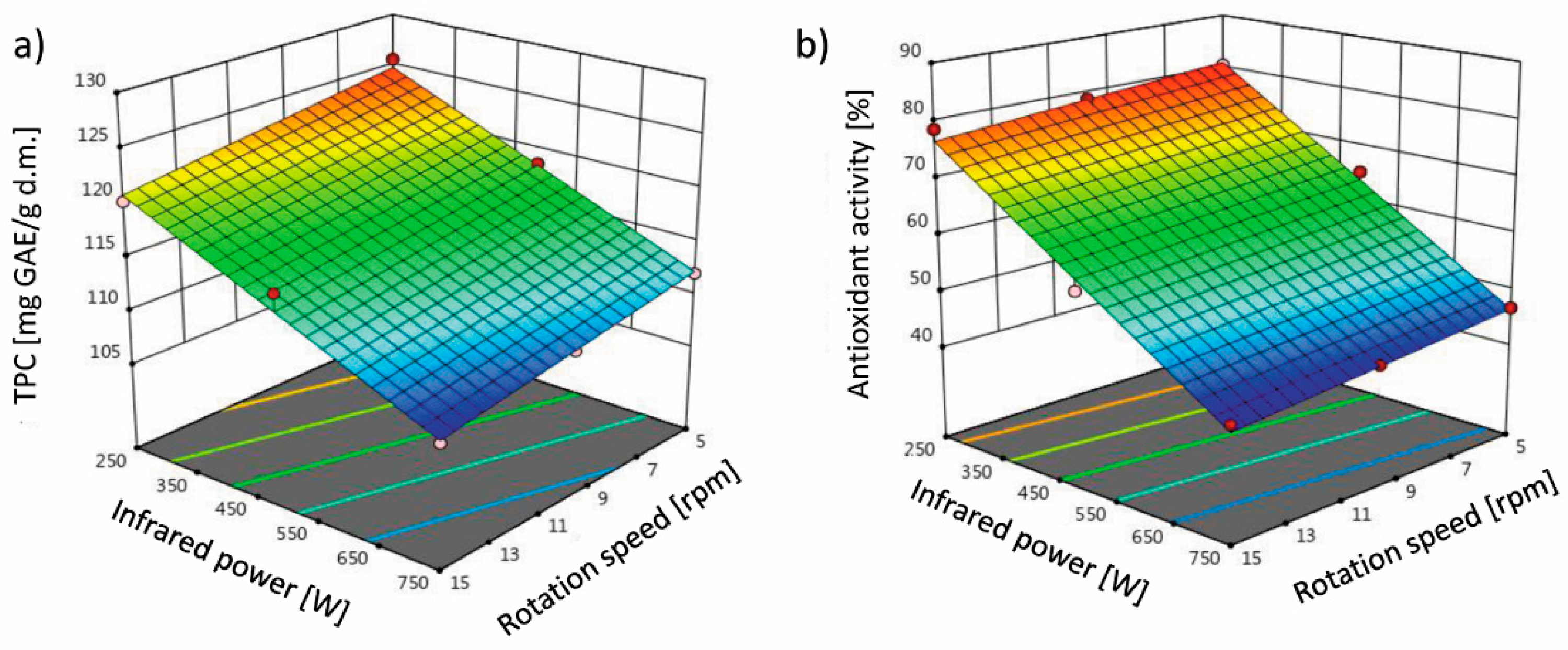
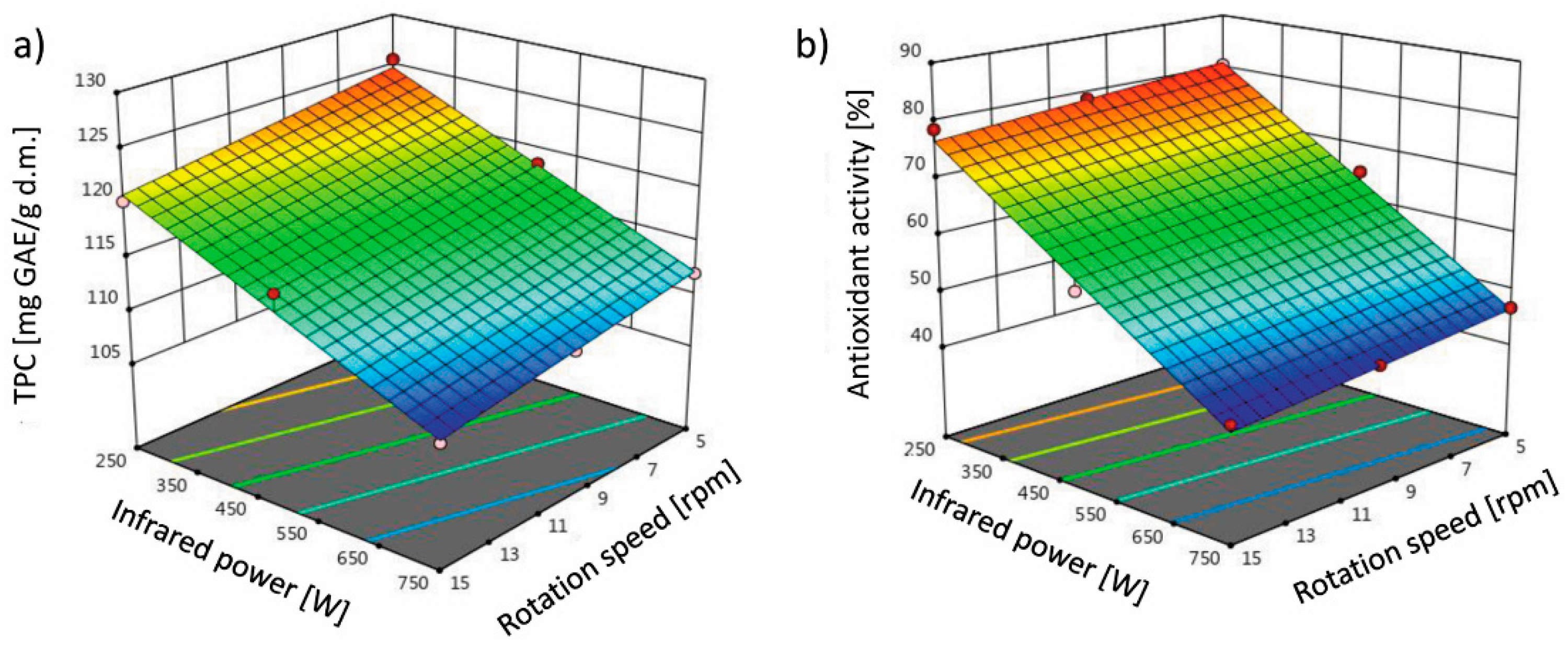
2.4. Bioactive Compounds (Total Phenolic Compounds and Antioxidant Activity) of IRRD Dried Terebinth
2.5. Optimization of Terebinth Drying Process in the IRRD
3. Materials and Methods
3.1. Preparation of Terebinth
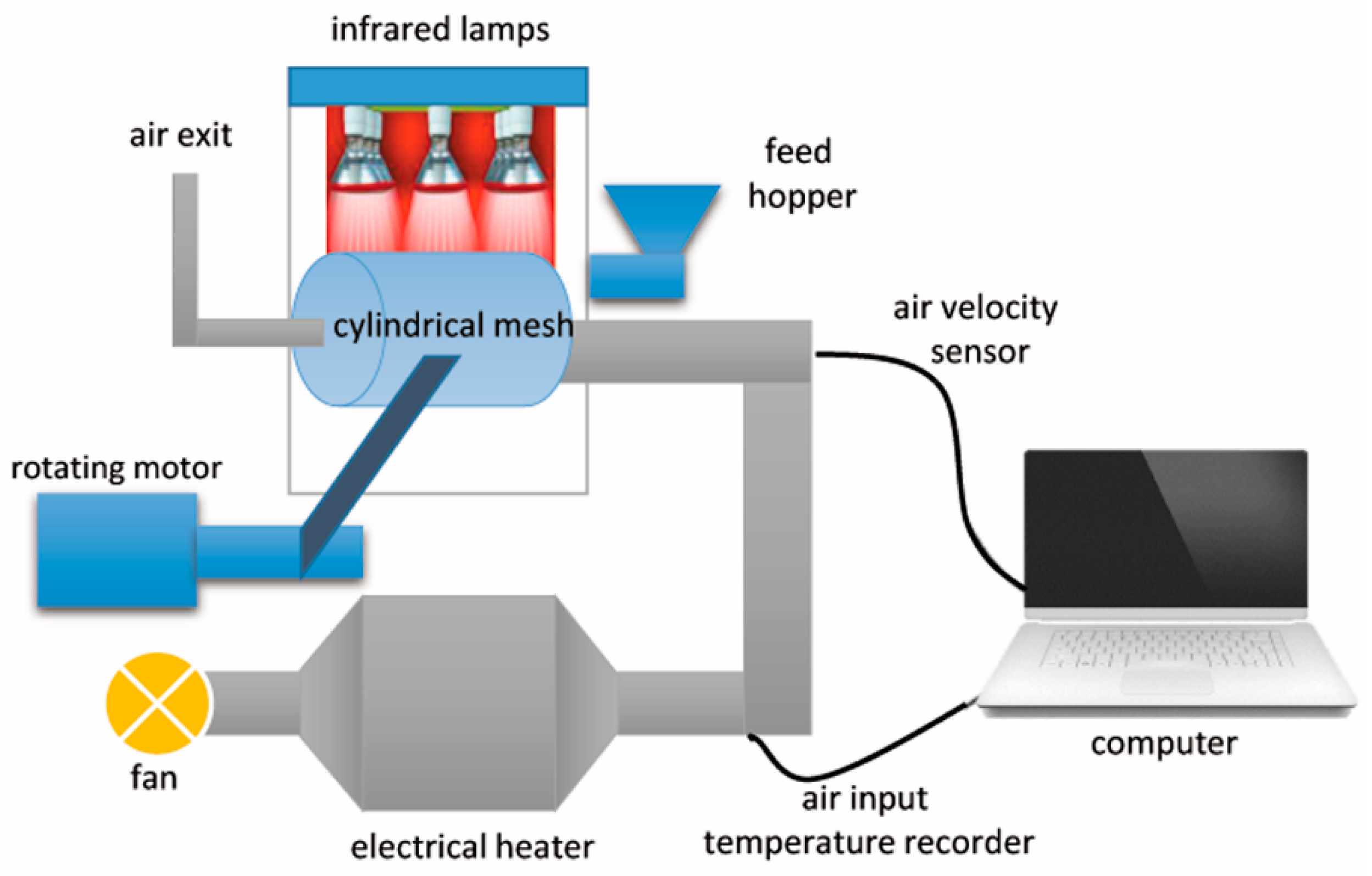
3.2. Infrared Rotary Drying of Terebinth
3.3. Drying Kinetics of IRRD Dried Terebinth
3.4. Physical and Chemical Properties of IRRD Dried Terebinth
3.4.1. Shrinkage of IRRD Dried Terebinth
3.4.2. Color of IRRD Dried Terebinth
3.4.3. Rehydration Rate (RR) of IRRD Dried Terebinth
3.4.4. Total Phenolic Content (TPC) and Antioxidant Activity (AA) of IRRD Dried Terebinth
3.5. Experimental Design and Statistical Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Rababah, T.M.; Banat, F.; Rababah, A.; Ereifej, K.; Yang, W. Optimization of extraction conditions of total phenolics, antioxidant activities, and anthocyanin of oregano, thyme, terebinth, and pomegranate. J. Food Sci. 2010, 75, 626–632. [Google Scholar] [CrossRef] [PubMed]
- Topçu, G.; Ay, M.; Bilici, A.; Sarikürkcü, C.; Öztürk, M.; Ulubelen, A. A new flavone from antioxidant extracts of Pistacia terebinthus. Food Chem. 2007, 103, 816–822. [Google Scholar] [CrossRef]
- Abbaspour-Gilandeh, Y.; Kaveh, M.; Fatemi, H.; Hernández-Hernández, J.L.; Fuentes-Penna, A.; Hernández-Hernández, M. Evaluation of the changes in thermal, qualitative, and antioxidant properties of terebinth (pistacia atlantica) fruit under different drying methods. Agronomy 2020, 10, 1378. [Google Scholar] [CrossRef]
- Yarahmadi, N.; Hojjatoleslamy, M.; Sedaghat Boroujeni, L. Different drying methods of Pistacia Atlantica seeds: Impact on drying kinetics and selected quality properties. Food Sci. Nutr. 2020, 8, 3225–3233. [Google Scholar] [CrossRef]
- Gholami, M.; Ghasemi-niri, S.F.; Maqbool, F. Pathology–Research and Practice Experimental and Pathalogical study of Pistacia atlantica, butyrate, Lactobacillus casei and their combination on rat ulcerative colitis model. Pathol. Res. Pract. 2016, 212, 500–508. [Google Scholar] [CrossRef]
- Darvishi, H.; Farhudi, Z.; Behroozi-Khazaei, N. Multi-objective optimization of savory leaves drying in continuous infrared-hot air dryer by response surface methodology and desirability function. Comput. Electron. Agric. 2020, 168, 105112. [Google Scholar] [CrossRef]
- Rybak, K.; Wiktor, A.; Witrowa-rajchert, D.; Parniakov, O.; Nowacka, M. The Quality of Red Bell Pepper Subjected to Freeze-Drying Preceded by Traditional and Novel Pretreatment. Foods 2021, 10, 226. [Google Scholar] [CrossRef]
- Menon, A.; Stojceska, V.; Tassou, S.A. Trends in Food Science & Technology A systematic review on the recent advances of the energy e ffi ciency improvements in non-conventional food drying technologies. Trends Food Sci. Technol. 2020, 100, 67–76. [Google Scholar] [CrossRef]
- Wiktor, A.; Nowacka, M.; Anuszewska, A.; Rybak, K.; Dadan, M.; Witrowa-Rajchert, D. Drying Kinetics and Quality of Dehydrated Cranberries Pretreated by Traditional and Innovative Techniques. J. Food Sci. 2019, 84, 1820–1828. [Google Scholar] [CrossRef]
- Acar, C.; Dincer, I.; Mujumdar, A. A comprehensive review of recent advances in renewable-based drying technologies for a sustainable future. Dry. Technol. 2020, 1–27. [Google Scholar] [CrossRef]
- Witrowa-Rajchert, D.; Rzaca, M. Effect of drying method on the microstructure and physical properties of dried apples. Dry. Technol. 2009, 27, 903–909. [Google Scholar] [CrossRef]
- Nowacka, M.; Śledź, M.; Wiktor, A.; Witrowa-Rajchert, D. Changes of radical scavenging activity and polyphenols content during storage of dried apples. Int. J. Food Prop. 2014, 17, 1317–1331. [Google Scholar] [CrossRef]
- Sakare, P.; Prasad, N.; Thombare, N.; Singh, R.; Sharma, S.C. Infrared Drying of Food Materials: Recent Advances. Food Eng. Rev. 2020, 12, 381–398. [Google Scholar] [CrossRef]
- Fijalkowska, A.; Nowacka, M.; Witrowa-Rajchert, D. The physical, optical and reconstitution properties of apples subjected to ultrasound before drying. Ital. J. Food Sci. 2017, 29, 343–356. [Google Scholar]
- Nowacka, M.; Tylewicz, U.; Romani, S.; Dalla Rosa, M.; Witrowa-Rajchert, D. Influence of ultrasound-assisted osmotic dehydration on the main quality parameters of kiwifruit. Innov. Food Sci. Emerg. Technol. 2017, 41, 71–78. [Google Scholar] [CrossRef]
- Dadan, M.; Nowacka, M. The Assessment of the Possibility of Using Ethanol and Ultrasound to Design the Properties of Dried Carrot Tissue. Appl. Sci. 2021, 11, 689. [Google Scholar] [CrossRef]
- Lotito, S.B.; Frei, B. The increase in human plasma antioxidant capacity after apple consumption is due to the metabolic effect of fructose on urate, not apple-derived antioxidant flavonoids. Free Radic. Biol. Med. 2004, 37, 251–258. [Google Scholar] [CrossRef]
- Dadan, M.; Rybak, K.; Wiktor, A.; Nowacka, M.; Zubernik, J.; Witrowa-Rajchert, D. Selected chemical composition changes in microwave-convective dried parsley leaves affected by ultrasound and steaming pre-treatments–An optimization approach. Food Chem. 2018, 239, 242–251. [Google Scholar] [CrossRef]
- Rzaca, M.; Witrowa-Rajchert, D. Changes in radical scavenging activity and in content of polyphenols in dried apples produced using infrared radiation | Zmiany aktywności przeciwrodnikowej i zawartości polifenoli w suszu jablkowym uzyskanym przy wykorzystaniu promieniowania podczerwoneg. Zywn. Nauk. Technol. Jakosc/Food. Sci. Technol. Qual. 2009, 16, 99–108. [Google Scholar]
- Aboud, S.A.; Altemimi, A.B.; Al-Hilphy, A.R.S.; Watson, D.G. Effect of batch infrared extraction pasteurizer (BIREP) -based processing on the quality preservation of dried lime juice. J. Food Process. Preserv. 2020, 44, e14759. [Google Scholar] [CrossRef]
- Golpour, I.; Kaveh, M.; Chayjan, R.A.; Guiné, R.P.F. Optimization of Infrared-convective Drying of White Mulberry Fruit Using Response Surface Methodology and Development of a Predictive Model through Artificial Neural Network Optimization of Infrared-convective Drying of White Mulberry Fruit Using Response. Int. J. Fruit Sci. 2020, 20, S1015–S1035. [Google Scholar] [CrossRef]
- Fealekari, M.; Chayjan, R.A. Optimization of convective drying process for Persian shallot using response surface method (RSM). CIGR J. 2014, 16, 157–166. [Google Scholar]
- Afzali, F.; Darvishi, H.; Behroozi-Khazaei, N. Optimizing exergetic performance of a continuous conveyor infrared-hot air dryer with air recycling system. Appl. Therm. Eng. 2019, 154, 358–367. [Google Scholar] [CrossRef]
- Rząca, M.; Witrowa-Rajchert, D. The influence of drying technique and storage conditions on dried apples reconstitution and hygroscopic properties. Acta Agrophysica 2007, 9, 471–479. [Google Scholar]
- Tezcan, D.; Sabancı, S.; Cevik, M.; Cokgezme, O.F.; Icier, F. Infrared drying of dill leaves: Drying characteristics, temperature distributions, performance analyses and colour changes. Food Sci. Technol. Int. 2021, 27, 32–45. [Google Scholar] [CrossRef]
- Ghanbarian, D.; Torki-Harchegani, M.; Sadeghi, M.; Pirbalouti, A.G. Ultrasonically improved convective drying of peppermint leaves: Influence on the process time and energetic indices. Renew. Energy 2020, 153, 67–73. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Chen, G. Drying kinetic, quality, energy and exergy performance of hot air-rotary drum drying of green peas using adaptive neuro-fuzzy inference system. Food Bioprod. Process. 2020, 124, 168–183. [Google Scholar] [CrossRef]
- Wae-hayee, M.; Yeranee, K.; Suksuwan, W.; Sae-ung, S.; Nuntadusit, C. Heat transfer enhancement in rotary drum dryer by incorporating jet impingement to accelerate drying rate. Dry. Technol. 2020, 1–11. [Google Scholar] [CrossRef]
- Parizi, S.N.; Beheshti, B.; Roustapour, O.R. Investigation of pistachio (Kalleh Ghoochi v.) drying kinetics in a new intelligent rotary dryer under vacuum (In Persian). Food Sci Technol. 2016, 54, 135–142. [Google Scholar]
- Chayjan, R.A.; Fealekari, M. Optimization of mooseer (A. Hirtifolium Boiss.) dehydration under infrared conditions. Acta Sci. Pol. Technol. Aliment. 2017, 16, 157–170. [Google Scholar] [CrossRef]
- Doymaz, I. Drying of black carrot pomace in an infrared dryer: Kinetics, modelling and energy efficiency. Sigma J. Eng. Nat. Sci. 2019, 37, 71–84. [Google Scholar] [CrossRef]
- Beigi, M. Effect of Infrared Drying Power on Dehydration Characteristics, Energy Consumption, and Quality Attributes of Common Wormwood (Artemisia absinthium L) Leaves. J. Agric. Sci. Technol. 2018, 20, 1–10. [Google Scholar]
- Ahmadi, M.; Reza, G.; Chayjan, A. Modeling engineering characteristics of hazelnut kernel during infrared fluidized bed drying. J. Food Meas. Charact. 2016. [Google Scholar] [CrossRef]
- Zeng, Y.; Liu, Y.; Zhang, J.; Xi, H.; Duan, X. Effects of far-infrared radiation temperature on drying characteristics, water status, microstructure and quality of kiwifruit slices. J. Food Meas. Charact. 2019, 13, 3086–3096. [Google Scholar] [CrossRef]
- Wiktor, A.; Nowacka, M.; Dadan, M.; Rybak, K.; Lojkowski, W.; Chudoba, T.; Witrowa-Rajchert, D. The effect of pulsed electric field on drying kinetics, color, and microstructure of carrot. Dry. Technol. 2016, 34, 1286–1296. [Google Scholar] [CrossRef]
- Perera, C.O. Selected quality attributes of dried foods. Dry. Technol. 2005, 23, 717–730. [Google Scholar] [CrossRef]
- Wiktor, A.; Dadan, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. The impact of combination of pulsed electric field and ultrasound treatment on air drying kinetics and quality of carrot tissue. LWT 2019, 110, 71–79. [Google Scholar] [CrossRef]
- Kayran, S.; Doymaz, İ. Infrared drying of apricot pomace. Lat. Am. Appl. Res. 2019, 49, 213–218. [Google Scholar]
- Kaveh, M.; Abbaspour-Gilandeh, Y.; Chayjan, R.A.; Taghinezhad, E.; Mohammadigol, R. Mass transfer, physical, and mechanical characteristics of terebinth fruit (Pistacia atlantica L.) under convective infrared microwave drying. Heat Mass Transf. und Stoffuebertragung 2018, 54, 1879–1899. [Google Scholar] [CrossRef]
- Guo, Y.; Wu, B.; Guo, X.; Ding, F.; Pan, Z.; Ma, H. Effects of power ultrasound enhancement on infrared drying of carrot slices: Moisture migration and quality characterizations. LWT-Food Sci. Technol. 2020, 126, 109312. [Google Scholar] [CrossRef]
- Ruhanian, S.; Movagharnejad, K. Engineering in Agriculture, Environment and Food Mathematical modeling and experimental analysis of potato thin-layer drying in an infrared-convective dryer. Eng. Agric. Environ. Food 2016, 9, 84–91. [Google Scholar] [CrossRef]
- Sadeghi, E.; Movagharnejad, K.; Asl, A.H. Parameters optimization and quality evaluation of mechanical properties of infrared radiation thin layer drying of pumpkin samples. J. Food Process. Eng. 2019, 43, e13309. [Google Scholar] [CrossRef]
- Lewicki, P.P. Design of hot air drying for better foods. Trends Food Sci. Technol. 2006, 17, 153–163. [Google Scholar] [CrossRef]
- Que, F.; Mao, L.; Fang, X.; Wu, T. Original article Comparison of hot air-drying and freeze-drying on the physicochemical properties and antioxidant activities of pumpkin (Cucurbita moschata Duch.) flours. Int. J. Food Sci. Technol. 2008, 43, 1195–1201. [Google Scholar] [CrossRef]
- Kosin, A.; Karamac, M.; Estrella, I.; Herna, T. Antioxidant activity of phenolic compounds identified in sunflower seeds. Eur. Food Res. Technol. 2012, 235, 221–230. [Google Scholar] [CrossRef] [Green Version]
- Wojdyło, A.; Figiel, A.; Lech, K.; Nowicka, P.; Oszmiański, J. Effect of convective and vacuum–microwave drying on the bioactive compounds, color, and antioxidant capacity of sour cherries. Food Bioprocess. Technol. 2014, 7, 829–841. [Google Scholar] [CrossRef] [Green Version]
- Katsube, T.; Tsurunaga, Y.; Sugiyama, M.; Furuno, T.; Yamasaki, Y. Effect of air-drying temperature on antioxidant capacity and stability of polyphenolic compounds in mulberry (Morus alba L.) leaves. Food Chem. 2009, 113, 964–969. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-gilandeh, Y.; Nowacka, M. Chemical Engineering and Processing-Process Intensification Comparison of different drying techniques and their carbon emissions in green peas. Chem. Eng. Process.-Process. Intensif. 2021, 160, 108274. [Google Scholar] [CrossRef]
- Sledz, M.; Wiktor, A.; Nowacka, M.; Witrowa-Rajchert, D. Drying Kinetics, Microstructure and Antioxidant Properties of Basil Treated by Ultrasound. J. Food Process. Eng. 2017, 40, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Kaveh, M.; Abbaspour-Gilandeh, Y. Impacts of hybrid (convective-infrared-rotary drum) drying on the quality attributes of green pea. J. Food Process. Eng. 2020, 43, 1–15. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Śledź, M.; Jurek, N.; Witrowa-Rajchert, D. Drying of ultrasound pretreated apple and its selected physical properties. J. Food Eng. 2012, 113, 427–433. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Anuszewska, A.; Dadan, M.; Rybak, K.; Witrowa-Rajchert, D. The application of unconventional technologies as pulsed electric field, ultrasound and microwave-vacuum drying in the production of dried cranberry snacks. Ultrason. Sonochem. 2019, 56, 1–13. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Equation | R2 | Adj R2 | Pred R2 | CV [%] |
|---|---|---|---|---|---|
| DT | +215 − 2.76 × A − 0.16 × B | 0.9905 | 0.9874 | 0.9770 | 4.1 |
| Deff | −1.51 × 10−9 + 1.55 × 10−10 × A + 4.08 × 10−12 × B + 1.22 × 10−13 × A × B + 5.35 × 10−15 × B2 | 0.9993 | 0.9986 | 0.9950 | 2.2 |
| L* | −6.09 + 0.93 × A + 0.01 × B | 0.9630 | 0.9507 | 0.9140 | 12.6 |
| ΔE | +25.04 − 1.79 × A + 0.003 × B + 0.19 × A2 | 0.9980 | 0.9967 | 0.9931 | 1.7 |
| Sb | +19.86 − 0.03 × A + 0.06 × B + 0.001 × A × B − 0.00003 × B2 | 0.9986 | 0.9971 | 0.9910 | 1.0 |
| RR | +3.44 − 0.016 × A − 0.004 × B + 0.000002 × B2 | 0.9925 | 0.9879 | 0.9736 | 2.4 |
| TPC | +132.99 − 0.39 × A − 0.025 × B | 0.9808 | 0.9744 | 0.9596 | 0.8 |
| AA | +100.51 − 0.448 × A − 0.069 × B | 0.9886 | 0.9848 | 0.9767 | 3.0 |
| Parameter | Symbol | Unit | Category | Target | Min | Max |
|---|---|---|---|---|---|---|
| Infrared power | P | W | Input | In the range | 250 | 750 |
| Rotation speed | V | rpm | Input | In the range | 0.5 | 1 |
| Drying time | DT | min | Output | minimum | 52 | 165 |
| Moisture diffusivity | Deff | m2/s | Output | maximum | 7.78 × 10−10 | 8.34 × 10−9 |
| Lightness | L* | - | Output | minimum | 2.26 | 15.93 |
| Total color change | ΔE | - | Output | minimum | 21.81 | 44.19 |
| Shrinkage | Sb | % | Output | minimum | 34.38 | 59.99 |
| Rehydration rate | RR | - | Output | maximum | 1.40 | 2.43 |
| Total phenolic content | TPC | mg GAE/g d.m. | Output | maximum | 108.05 | 125.57 |
| Antioxidant activity | AA | % | Output | maximum | 43.21 | 80.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaveh, M.; Abbaspour-Gilandeh, Y.; Taghinezhad, E.; Witrowa-Rajchert, D.; Nowacka, M. The Quality of Infrared Rotary Dried Terebinth (Pistacia atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology. Molecules 2021, 26, 1999. https://doi.org/10.3390/molecules26071999
Kaveh M, Abbaspour-Gilandeh Y, Taghinezhad E, Witrowa-Rajchert D, Nowacka M. The Quality of Infrared Rotary Dried Terebinth (Pistacia atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology. Molecules. 2021; 26(7):1999. https://doi.org/10.3390/molecules26071999
Chicago/Turabian StyleKaveh, Mohammad, Yousef Abbaspour-Gilandeh, Ebrahim Taghinezhad, Dorota Witrowa-Rajchert, and Małgorzata Nowacka. 2021. "The Quality of Infrared Rotary Dried Terebinth (Pistacia atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology" Molecules 26, no. 7: 1999. https://doi.org/10.3390/molecules26071999
APA StyleKaveh, M., Abbaspour-Gilandeh, Y., Taghinezhad, E., Witrowa-Rajchert, D., & Nowacka, M. (2021). The Quality of Infrared Rotary Dried Terebinth (Pistacia atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology. Molecules, 26(7), 1999. https://doi.org/10.3390/molecules26071999