
Moisture Resistance, Thermal Stability and Fire Behavior of Unsaturated Polyester Resin Modified with L-histidinium Dihydrogen Phosphate-Phosphoric Acid

 ,
,  ,
,  , ,
, ,
Abstract
1. Introduction
2. Results and Discussion
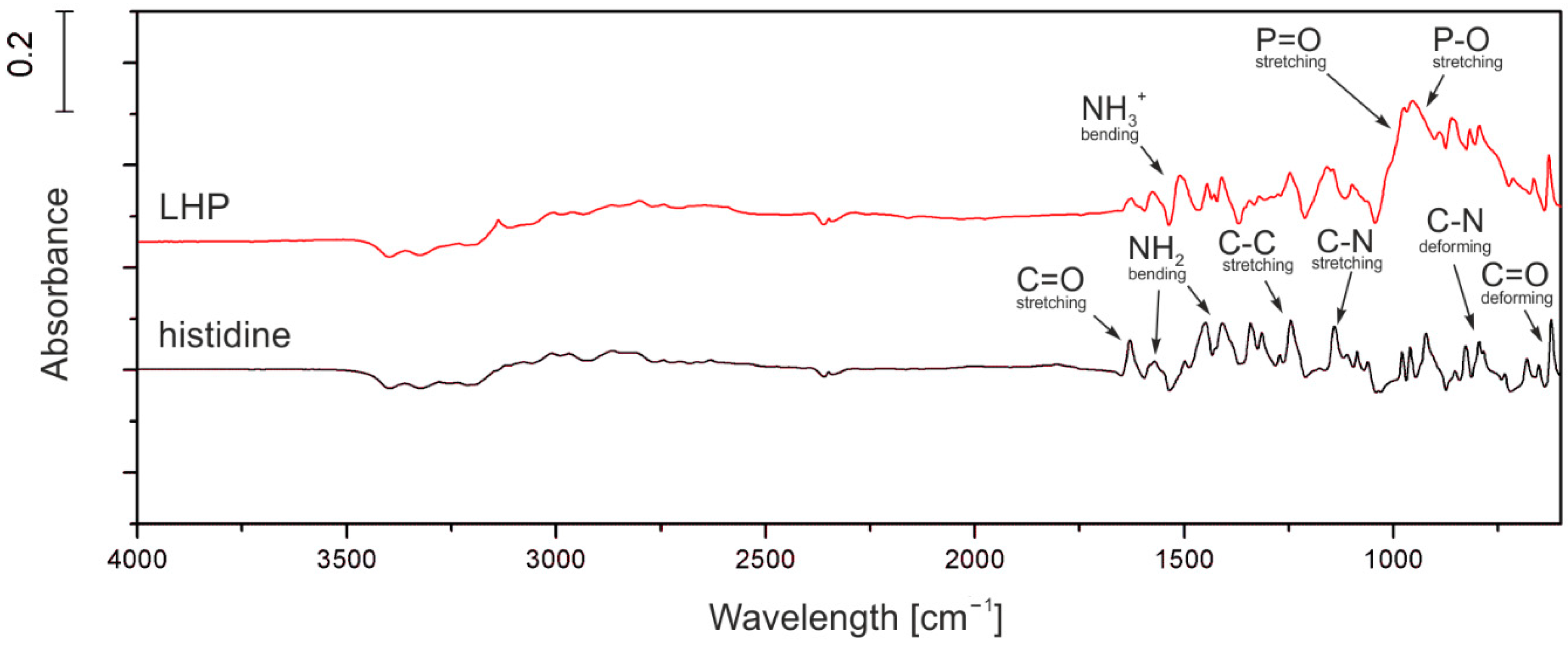
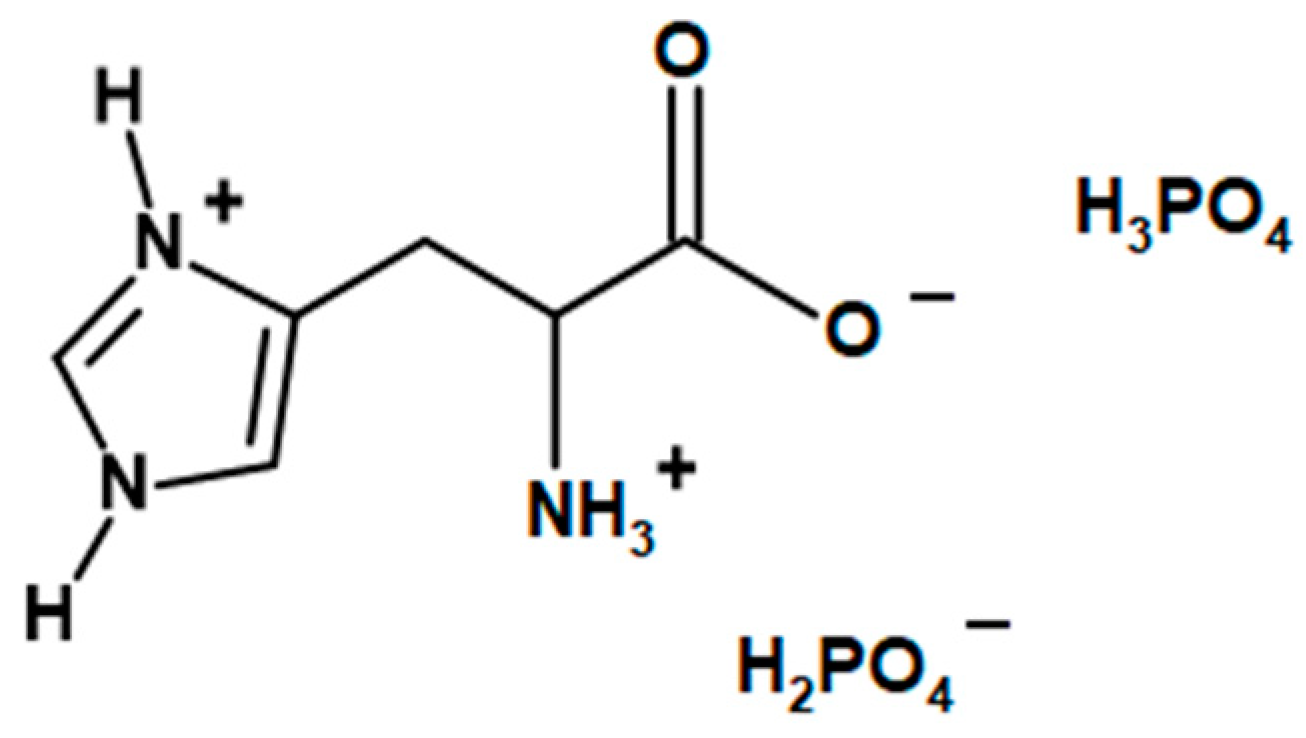
2.1. Fire Retardant’s Characteristic
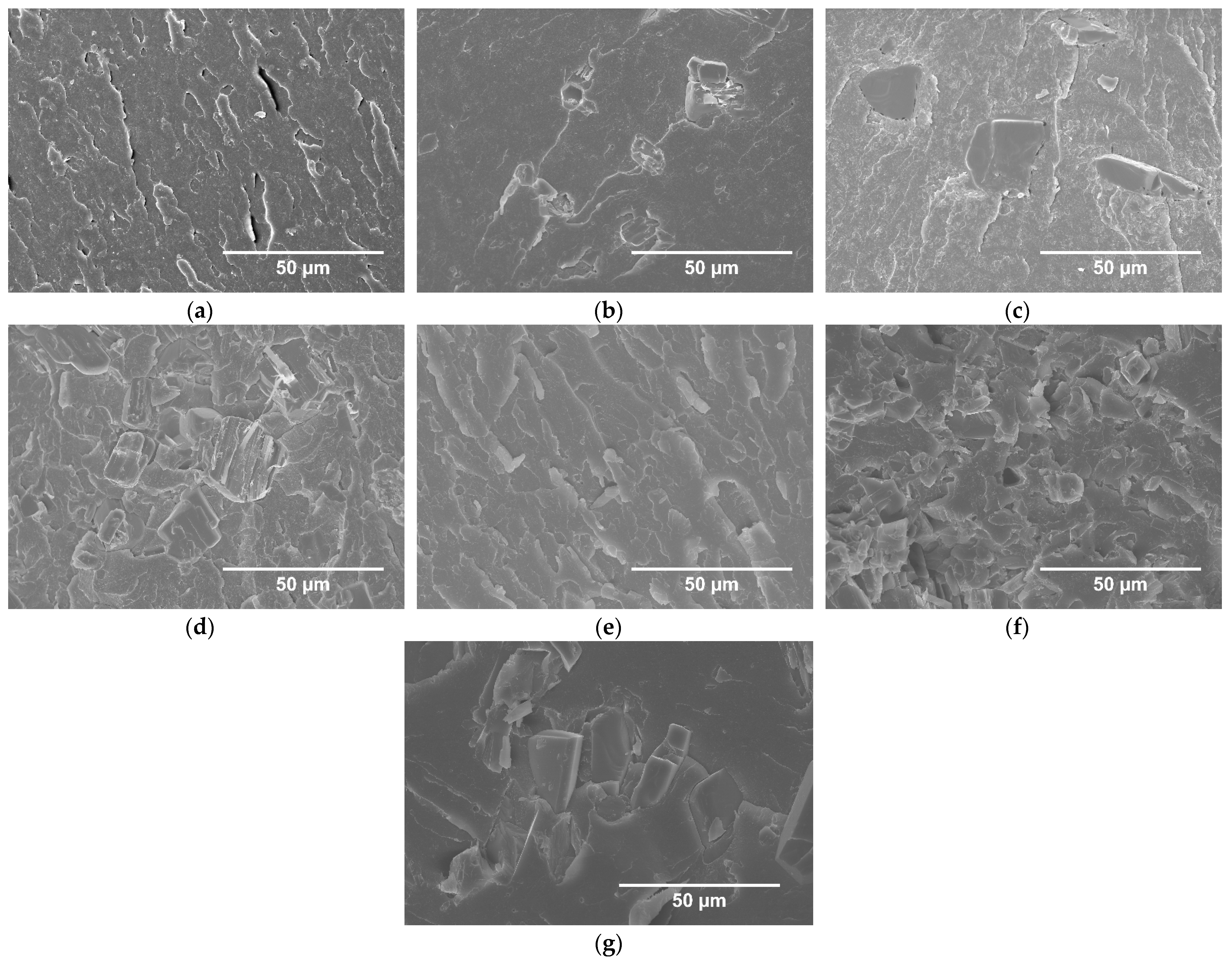
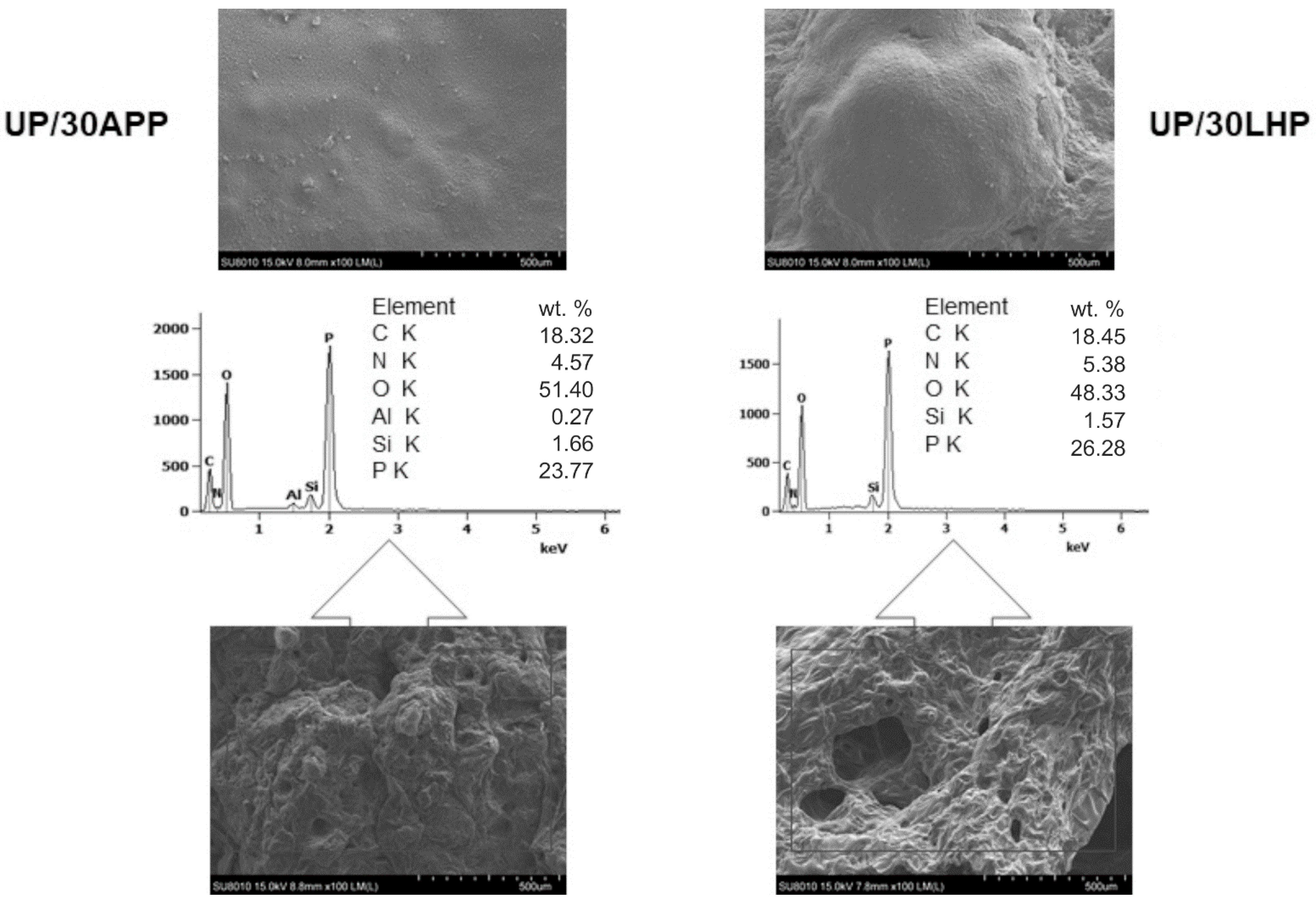
2.2. Microstructure Analysis
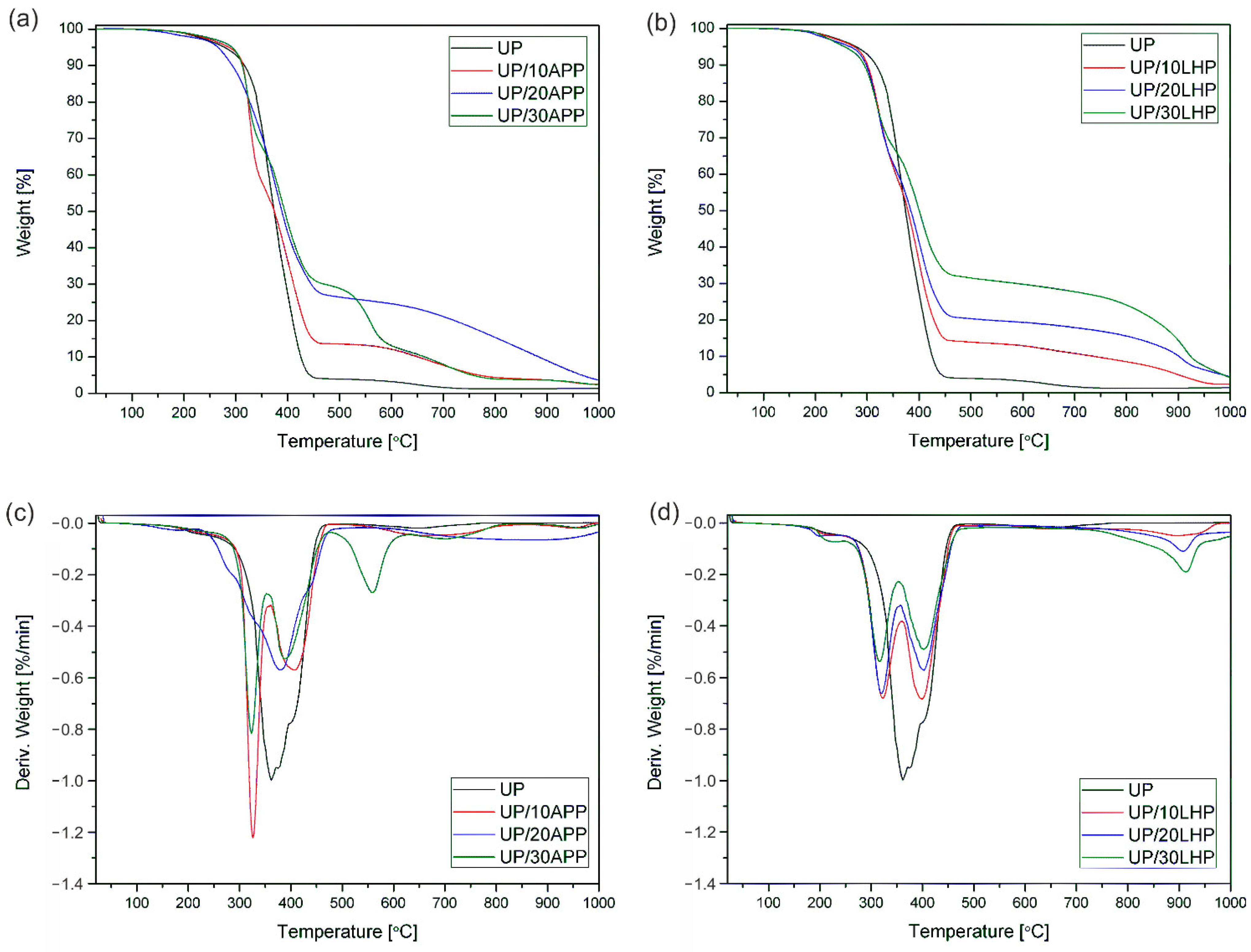
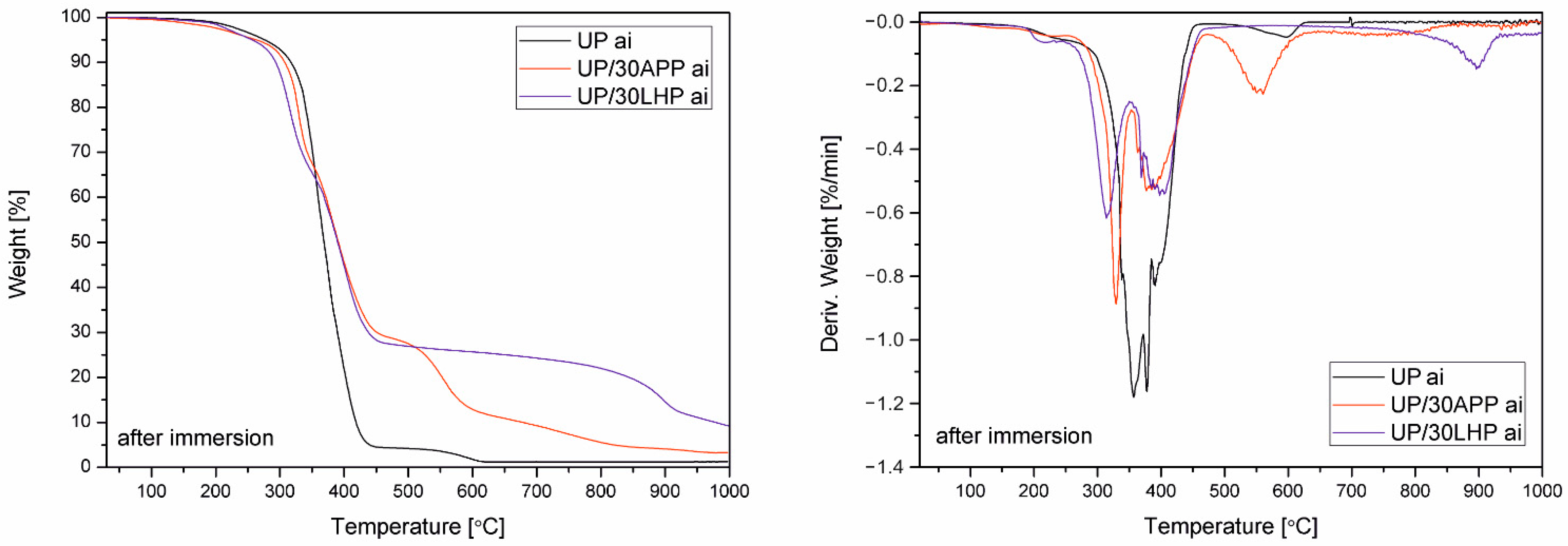
2.3. Thermal Stability and Water Resistance
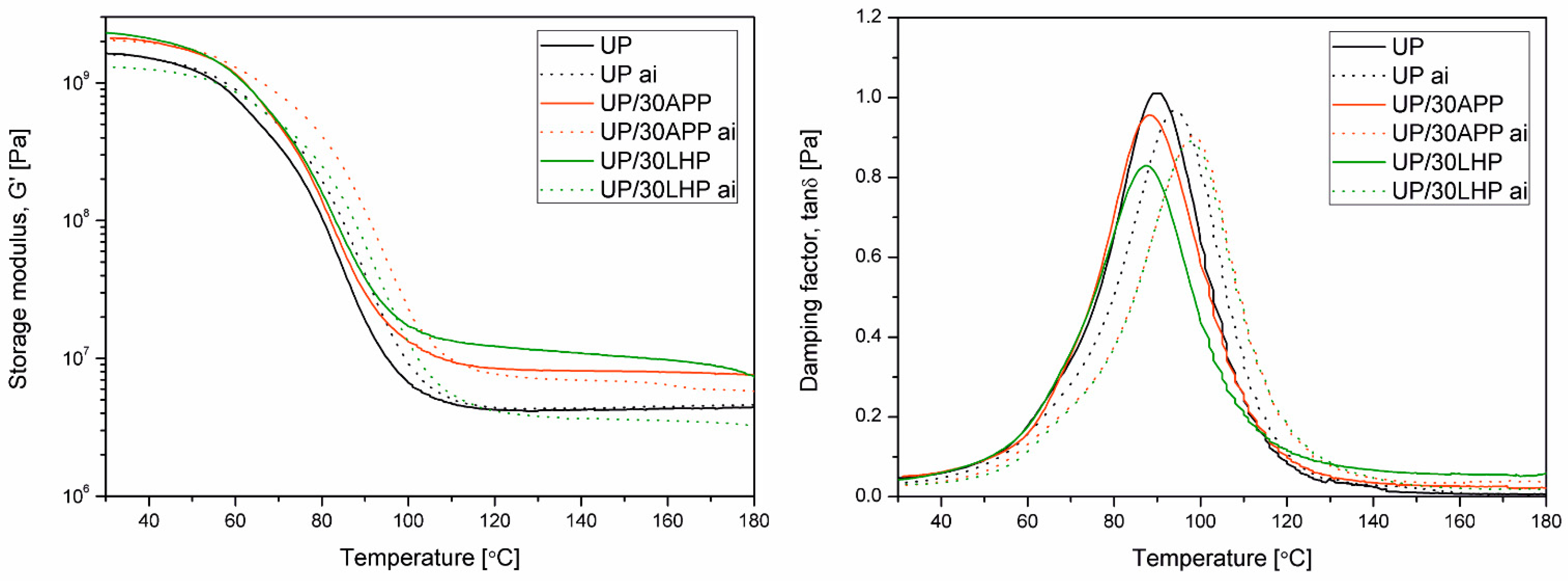
2.4. Mechanical Properties
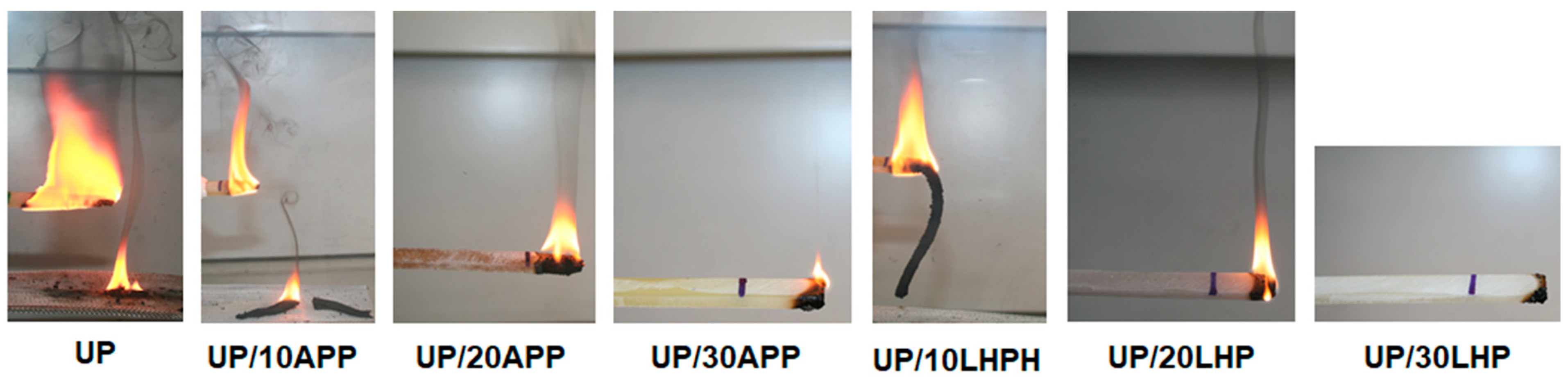
2.5. Reaction to a Small Flame
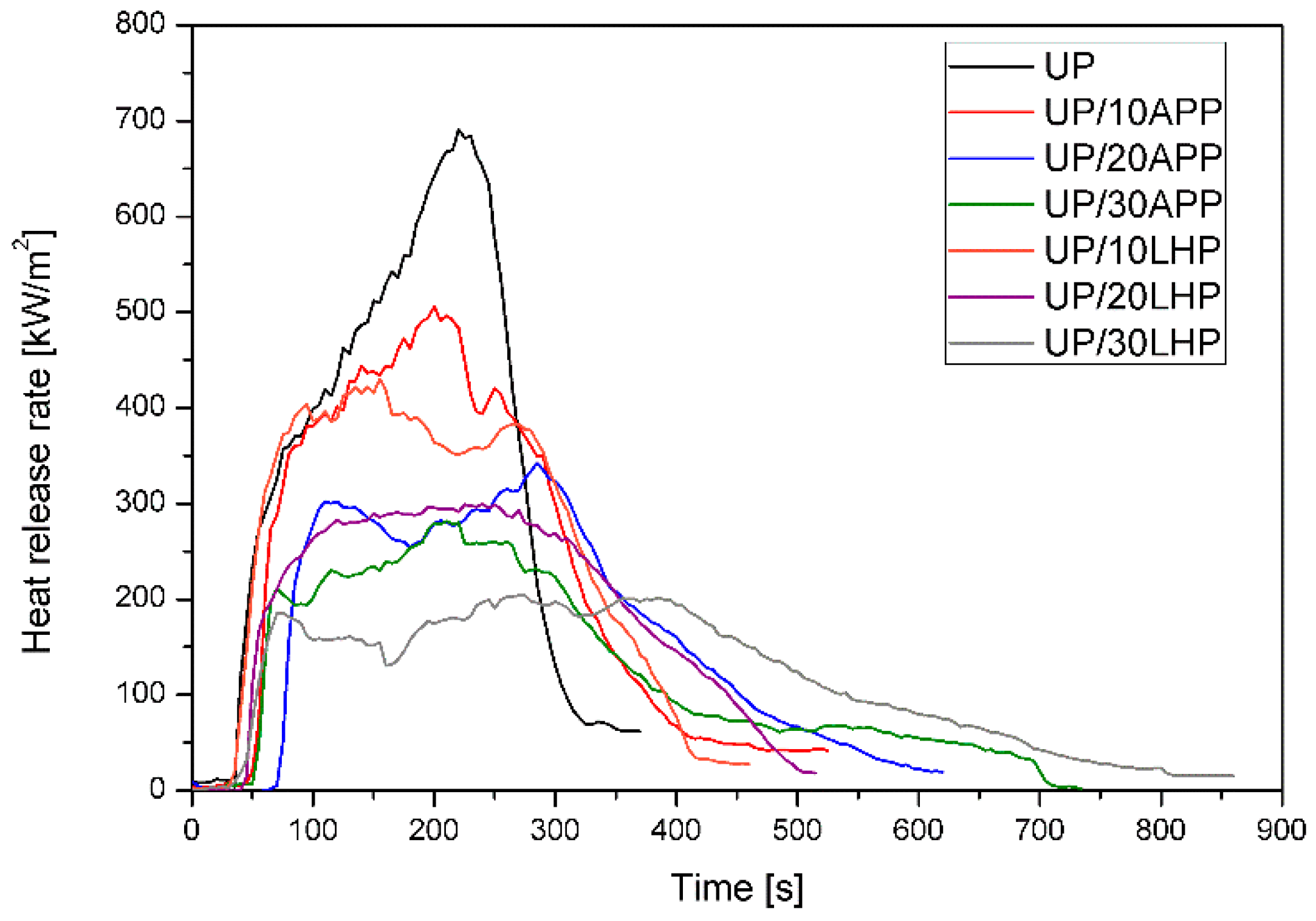
2.6. Fire Behavior
2.7. Smoke Emission
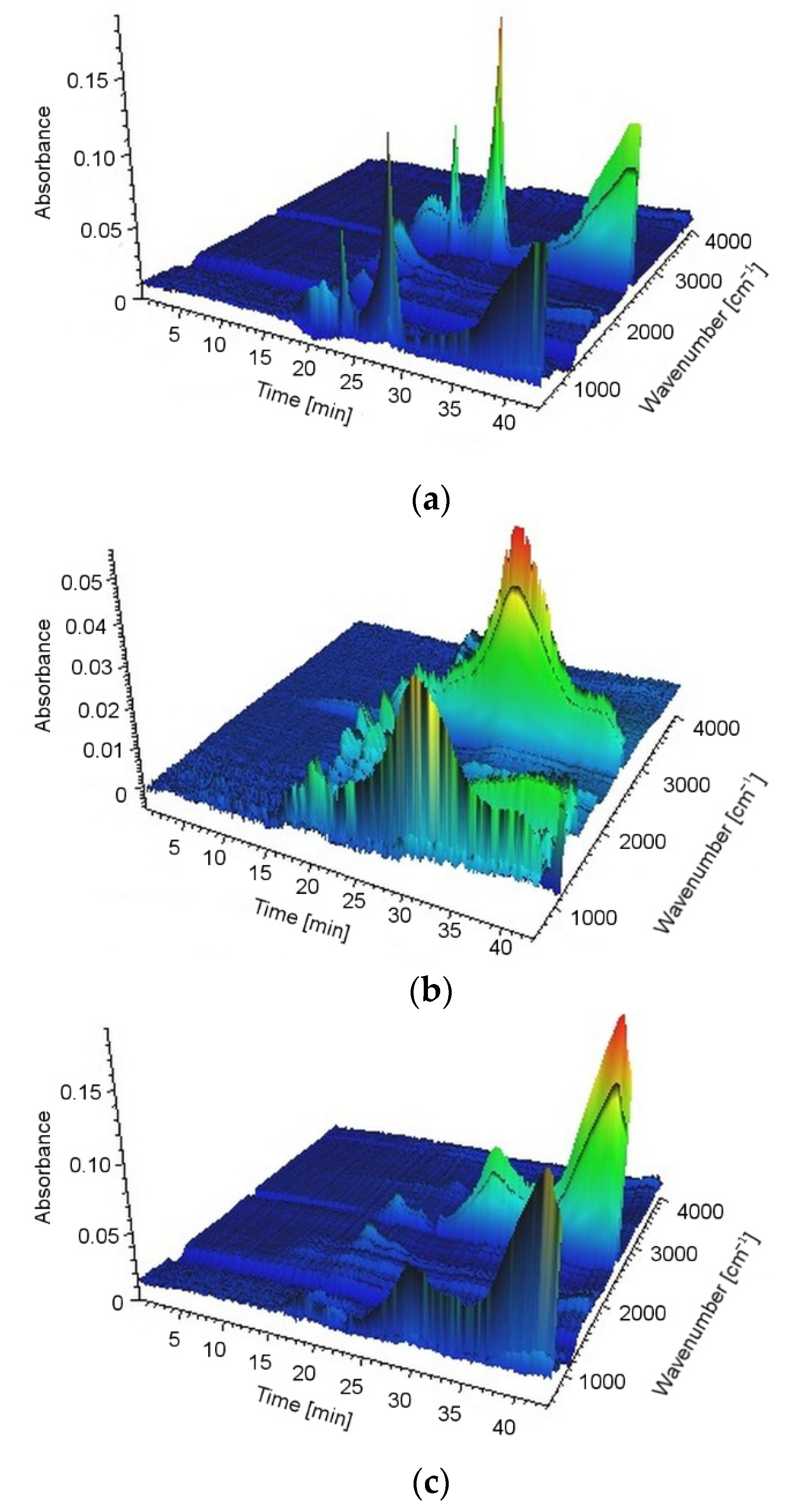
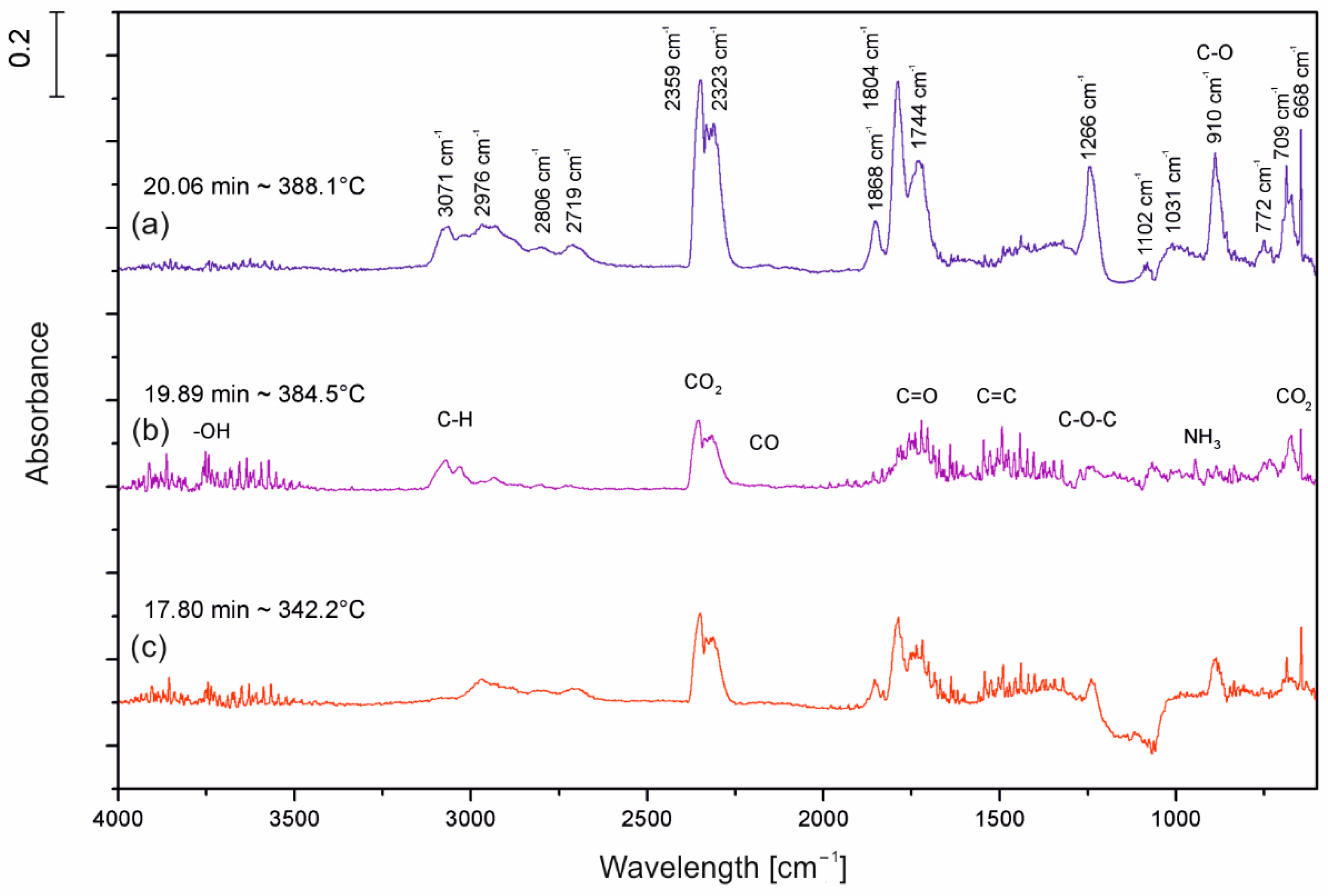
2.8. Characterization of Decomposition Products
2.9. Fire Retardant Mechanism
3. Experimental
3.1. Materials
3.2. Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Arrieta, J.S.; Richaud, E.; Fayolle, B.; Nizeyimana, F. Thermal oxidation of vinyl ester and unsaturated polyester resins. Polym. Degrad. Stab. 2016, 129, 142–155. [Google Scholar] [CrossRef]
- Bai, Z.; Song, L.; Hu, Y.; Gong, X.; Yuen, R.K.K. Investigation on flame retardancy, combustion and pyrolysis behavior of flame retarded unsaturated polyester resin with a star-shaped phosphorus-containing compound. J. Anal. Appl. Pyrolysis 2014, 105, 317–326. [Google Scholar] [CrossRef]
- Pan, L.L.; Li, G.Y.; Su, Y.C.; Lian, J.S. Fire retardant mechanism analysis between ammonium polyphosphate and triphenyl phosphate in unsaturated polyester resin. Polym. Degrad. Stab. 2012, 97, 1801–1806. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, J.; Yu, Y.; Zhang, Q.; Chen, T.; Ni, L. Layer-by-layer assembled diatomite based on chitosan and ammonium polyphosphate to increase the fire safety of unsaturated polyester resins. Powder Technol. 2020, 364, 36–48. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; Xu, M.; He, Y.; Li, S.; Li, B. An efficient synergistic system for simultaneously enhancing the fire retardancy, moisture resistance and electrical insulation performance of unsaturated polyester resins. Mater. Des. 2020, 187, 108302. [Google Scholar] [CrossRef]
- Kłosowska-Wołkowicz, Z.; Penczek, P.; Królikowski, W.; Czub, P.; Pielichowski, J.; Ostrysz, R. Unsaturated Polyester Resins; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Bartoli, M.; Rosi, L.; Frediani, M. Synthesis and Applications of Unsaturated Polyester Composites. In Unsaturated Polyester Resins; Elsevier: Amsterdam, The Netherlands, 2019; pp. 579–598. [Google Scholar]
- Kicko-Walczak, E. Flame retardancy of unsaturated polyester resins. Past achievements and new suggestions. Przem. Chem. 2001, 80, 576–579. [Google Scholar]
- Das, O.; Kim, N.K.; Kalamkarov, A.L.; Sarmah, A.K.; Bhattacharyya, D. Biochar to the rescue: Balancing the fire performance and mechanical properties of polypropylene composites. Polym. Degrad. Stab. 2017, 144, 485–496. [Google Scholar] [CrossRef]
- Liu, L.; Xu, Y.; Xu, M.; Li, Z.; Hu, Y.; Li, B. Economical and facile synthesis of a highly efficient flame retardant for simultaneous improvement of fire retardancy, smoke suppression and moisture resistance of epoxy resins. Comp. Part B Eng. 2019, 167, 422–433. [Google Scholar] [CrossRef]
- Matykiewicz, D.; Przybyszewski, B.; Stanik, R.; Czulak, A. Modification of glass reinforced epoxy composites by ammonium polyphosphate (APP) and melamine polyphosphate (PNA) during the resin powder molding process. Comp. Part B Eng. 2017, 108, 224–231. [Google Scholar] [CrossRef]
- Elsabbagh, A.; Attia, T.; Ramzy, A.; Steuernagel, L.; Ziegmann, G. Towards selection chart of flame retardants for natural fibre reinforced polypropylene composites. Comp. Part B Eng. 2018, 141, 1–8. [Google Scholar] [CrossRef]
- Kandare, E.; Kandola, B.K.; Proce, D.; Nazare, S.; Horrocks, R.A. Study of the thermal decomposition of flame-retarded unsaturated polyester resins by thermogravimetric analysis and Py-GC/MS. Polym. Degrad. Stab. 2008, 93, 1996–2006. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, M.; Chen, Z.; Chen, T.; Yu, Y.; Jiang, J. Preparation and characterization of a microencapsulated flame retardant and its flame-retardant mechanism in unsaturated polyester resins. Powder Technol. 2019, 354, 71–81. [Google Scholar] [CrossRef]
- Iwko, J. Fire retardant of plastics. Behavior of plastics in fire conditions. Part II—measurements of flammability and flame retardant methods for plastics. Plast. Chem. 2009, 6, 24–29. [Google Scholar]
- Sałasińska, K.; Celiński, M.; Kozikowski, P.; Leszczyński, M.K.; Borucka, B.; Gajek, A. Influence of the developed flame retardant system based on renewable raw materials on epoxy resin fire behavior. Mater. Sci. Forum 2020, 995, 37–42. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Przyszczypkowski, P.; Szostak, M. Development and characterization of poly(ethylene terephthalate) based injection molded self-reinforced composites. Direct reinforcement by overmolding the composite inserts. Mater. Des. 2018, 153, 273–286. [Google Scholar] [CrossRef]
- Abeysinghe, H.P.; Edwards, W.; Pritchard, G.; Swampillai, G.J. Degradation of cross-linked resins in water and electrolyte solutions. Polymer 1982, 23, 1785–1790. [Google Scholar] [CrossRef]
- Fraga, A.N.; Alvarez, V.A.; Vazquez, A.; de la Osa, O. Relationship between Dynamic Mechanical Properties and Water Absorption of Unsaturated Polyester and Vinyl Ester Glass Fiber Composites. J. Compos. Mater. 2003, 37, 1553–1574. [Google Scholar] [CrossRef]
- Aruniit, A.; Kers, J.; Poltimäe, T.; Tall, K. Preliminary Study of the Influence of Post Curing Parameters to the Particle Reinforced Composite’s Mechanical and Physical Properties. Mater. Sci. 2012, 18, 256–261. [Google Scholar] [CrossRef]
- Rusmirović, J.D.; Radoman, T.; Džunuzović, E.S.; Džunuzović, J.V.; Markovski, J.; Spasojević, P.; Marinković, A.D. Effect of the modified silica Nanofiller on the Mechanical Properties of Unsaturated Polyester Resins Based on Recycled Polyethylene Terephthalate. Polym. Compos. 2017, 38, 538–554. [Google Scholar] [CrossRef]
- Deng, S.; Hou, M.; Ye, L. Temperature-dependent elastic moduli of epoxies measured by DMA and their correlations to mechanical testing data. Polym. Test. 2007, 26, 803–813. [Google Scholar] [CrossRef]
- Cheng, K.C.; Kuo, T.H. Flame retardant and mechanical properties of epoxy compositeswith ammonium polyphosphate and hyperbranchedsilicon-containing polymers. J. Appl. Polym. Sci. 2019, 48857. [Google Scholar] [CrossRef]
- Gao, W.; Yu, Y.; Chen, T.; Zhang, Q.; Chen, Z.; Chen, Z.; Jiang, J. Enhanced flame retardancy of unsaturated polyester resin composites containing ammonium polyphosphate and metal oxides. J. Appl. Polym. Sci. 2020, 49148. [Google Scholar] [CrossRef]
- Rajaei, M.; Wang, D.-Y.; Bhattacharyya, D. Combined effects of ammonium polyphosphate and talc on the fire and mechanical properties of epoxy/glass fabric composites. Compos. Part B Eng. 2017, 113, 381–390. [Google Scholar] [CrossRef]
- Olivier, P.; Cottu, J.P.; Ferret, B. Effects of cure cycle pressure and voids on some mechanical properties of carbon/epoxy laminates. Composites 1995, 26, 509–515. [Google Scholar] [CrossRef]
- Shivarkar, A.B.; Gaykar, D.V.; Jain, R.K. Study of performance properties of itaconic acid based acrylic-modified polyester for industrial baking finishes. Prog. Org. Coat. 2015, 89, 75–81. [Google Scholar] [CrossRef]
- Ahmed, L.; Zhang, B.; Shen, R.; Agnew, R.J.; Park, H.; Cheng, Z.; Sam Mannan, M.; Wang, Q. Fire reaction properties of polystyrene-based nanocomposites using nanosilica and nanoclay as additives in cone calorimeter test. J. Therm. Anal. Calorim. 2018, 132, 1853–1865. [Google Scholar] [CrossRef]
- Schartel, B.; Wilkie, C.A.; Camino, G. Recommendations on the scientific approach to polymer flame retardancy: Part 2—Concepts. J. Fire Sci. 2016, 34, 1–18. [Google Scholar] [CrossRef]
- Günther, M.; Levchik, S.V.; Schartel, B. Bubbles and collapses: Fire phenomena of flame-retarded flexible polyurethane foams. Polym. Adv. Technol. 2020, 1–14. [Google Scholar] [CrossRef]
- Sałasińska, K.; Celiński, M.; Barczewski, M.; Leszczyński, M.K.; Borucka, M.; Kozikowski, P. Fire behavior of flame retarded unsaturated polyester resin with high nitrogen content additives. Polym. Test. 2020, 84, 106379. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Alothmanb, O.Y.; Yahayac, R. Thermo-oxidative stability and flammability properties of bamboo/kenaf/nanoclay/epoxy hybrid nanocomposites. RSC Adv. 2020, 10, 21686. [Google Scholar] [CrossRef]
- Sałasińska, K.; Mizera, K.; Celiński, M.; Kozikowski, P.; Borucka, M.; Gajek, A. Thermal properties and fire behavior of polyethylene with a mixture of copper phosphate and melamine phosphate as a novel flame retardant. Fire Saf. J. 2020, 115, 103137. [Google Scholar] [CrossRef]
- Salasinska, K.; Celiński, M.; Mizera, K.; Kozikowski, P.; Leszczyński, M.K.; Gajek, A. Synergistic effect between histidine phosphate complex and hazelnut shell for flammability reduction of low-smoke emission epoxy resin. Polym. Degrad. Stab. 2020, 181, 109292. [Google Scholar] [CrossRef]
- Naveen, J.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R.; Majid, M.S.A. Thermal degradation and viscoelastic properties of Kevlar/Cocos nucifera sheath reinforced epoxy hybrid composites. Compos. Struct. 2019, 219, 194–202. [Google Scholar] [CrossRef]
- Schaberg, A.; Wroblowski, R.; Goertz, R. Comparative study of the thermal decomposition behaviour of different amino acids and peptides. J. Phys. Conf. Ser. 2018, 1107, 032013. [Google Scholar] [CrossRef]
- Weiss, I.M.; Muth, C.; Drumm, R. Thermal decomposition of the amino acids glycine, cysteine, aspartic acid, asparagine, glutamic acid, glutamine, arginine and histidine. BMC Biophys. 2018, 11, 2. [Google Scholar] [CrossRef] [PubMed]
- Case, S.L.; O’Brien, E.P.; Ward, T.C. Cure profiles, cross-link density, residual stresses, and adhesion in a model epoxy. Polymer 2005, 46, 10831–10840. [Google Scholar] [CrossRef]
- Nakka, J.S.; Jansen, K.M.B.; Ernst, L.J.; Jager, W.F. Effect of the epoxy resin chemistry on the viscoelasticity of its cured product. J. Appl. Polym. Sci. 2008, 108, 1414–1420. [Google Scholar] [CrossRef]
- Pistor, V.; Ornaghi, F.G.; Ornaghi, H.L.; Zattera, A.J. Dynamic mechanical characterization of epoxy/epoxycyclohexyl–POSS nanocomposites. Mater. Sci. Eng. A 2012, 532, 339–345. [Google Scholar] [CrossRef]
- Jyoti, J.; Singh, B.P.; Arya, A.K.; Dhakate, S.R. Dynamic mechanical properties of multiwall carbon nanotube reinforced ABS composites and their correlation with entanglement density, adhesion, reinforcement and C factor. RSC Adv. 2016, 6, 3997–4006. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Mass, % | ||
|---|---|---|---|
| C | H | N | |
| LHP (experiment) | 21.53 ± 0.05 | 4.28 ± 0.08 | 12.45 ± 0.05 |
| 100% LHP (calculated) | 20.52 | 4.31 | 11.97 |
| 96% LHP + 4% histidine (calculated) | 21.56 | 4.37 | 12.57 |
| Materials | UP | UP ai | UP/30APP | UP/30APP ai | UP/30LHP | UP/30LHP ai |
|---|---|---|---|---|---|---|
| Tg, °C | 90.2 | 94.0 | 88.3 | 98.4 | 87.4 | 97.7 |
| υe, ×10−3 (mol·cm−3) | 0.411 | 0.421 | 0.789 | 0.675 | 1.058 | 0.355 |
| C | - | - | 0.674 | 0.790 | 0.48 | 0.957 |
| Materials | UP | UP/ | UP/ | UP/ | UP/ | UP/ | UP/ | |
|---|---|---|---|---|---|---|---|---|
| 10APP | 20APP | 30APP | 10LHP | 20LHP | 30LHP | |||
| The linear burning rate, mm/min | I | 22.4 | 6.8 | - | - | 12.0 | - | - |
| II | 27.3 | 10.4 | - | - | 9.7 | - | - | |
| III | 23.6 | 9.8 | - | - | 12.0 | - | - | |
| Classification | - | HB | HB | HB | HB | HB | HB | HB |
| Materials | UP | UP/ | UP/ | UP/ | UP/ | UP/ | UP/ |
|---|---|---|---|---|---|---|---|
| 10APP | 20APP | 30APP | 10LHP | 20LHP | 30LHP | ||
| TTI, s | 50 (10) a | 51 (4) | 72 (9) | 58 (4) | 41 (3) | 46 (4) | 54 (7) |
| pHRR, kW/m2 | 792 (27) | 544 (36) | 332 (20) | 283 (20) | 413 (15) | 314 (32) | 200 (5) |
| MARHE, kW/m2 | 459 (51) | 353 (22) | 218 (14) | 196 (7) | 310 (9) | 233 (9) | 152 (7) |
| THR, MJ/m2 | 159 (34) | 116 (4) | 102 (3) | 95 (5) | 120 (6) | 102 (4) | 95 (3) |
| EHC, MJ/kg | 21 (1) | 19 (1) | 19 (1) | 21 (1) | 20 (1) | 20 (1) | 19 (1) |
| Residue, % | 9 (1) | 13 (0) | 21 (1) | 36 (2) | 14 (0) | 24 (0) | 29 (0) |
| Materials | UP | UP/ | UP/ | UP/ | UP/ | UP/ | UP/ |
|---|---|---|---|---|---|---|---|
| 10APP | 20APP | 30APP | 10LHP | 20LHP | 30LHP | ||
| SEA, m2/kg | 918 (44) a | 967 (12) | 903 (55) | 770 (59) | 935 (6) | 823 (30) | 716 (54) |
| TSR, m2/m2 | 6895 (1582) | 5882 (64) | 4833 (288) | 3445 (210) | 5625 (55) | 4804 (138) | 3535 (291) |
| Dsmax | 1068 (35) | 973 (41) | 923 (66) | 790 (31) | 934 (11) | 818 (154) | 733 (8) |
| VOF4 | 313 (77) | 396 (92) | 404 (84) | 309 (27) | 332 (4) | 204 (21) | 216 (34) |
| Samples | Components, wt. % | ||
|---|---|---|---|
| UP | APP | LHP | |
| UP | 100 | 0 | 0 |
| UP/10APP | 90 | 10 | 0 |
| UP/20APP | 80 | 20 | 0 |
| UP/30APP | 70 | 30 | 0 |
| UP/10LHP | 90 | 0 | 10 |
| UP/20LHP | 80 | 0 | 20 |
| UP/30LHP | 70 | 0 | 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sałasińska, K.; Celiński, M.; Mizera, K.; Barczewski, M.; Kozikowski, P.; Leszczyński, M.K.; Domańska, A. Moisture Resistance, Thermal Stability and Fire Behavior of Unsaturated Polyester Resin Modified with L-histidinium Dihydrogen Phosphate-Phosphoric Acid. Molecules 2021, 26, 932. https://doi.org/10.3390/molecules26040932
Sałasińska K, Celiński M, Mizera K, Barczewski M, Kozikowski P, Leszczyński MK, Domańska A. Moisture Resistance, Thermal Stability and Fire Behavior of Unsaturated Polyester Resin Modified with L-histidinium Dihydrogen Phosphate-Phosphoric Acid. Molecules. 2021; 26(4):932. https://doi.org/10.3390/molecules26040932
Chicago/Turabian StyleSałasińska, Kamila, Maciej Celiński, Kamila Mizera, Mateusz Barczewski, Paweł Kozikowski, Michał K. Leszczyński, and Agata Domańska. 2021. "Moisture Resistance, Thermal Stability and Fire Behavior of Unsaturated Polyester Resin Modified with L-histidinium Dihydrogen Phosphate-Phosphoric Acid" Molecules 26, no. 4: 932. https://doi.org/10.3390/molecules26040932
APA StyleSałasińska, K., Celiński, M., Mizera, K., Barczewski, M., Kozikowski, P., Leszczyński, M. K., & Domańska, A. (2021). Moisture Resistance, Thermal Stability and Fire Behavior of Unsaturated Polyester Resin Modified with L-histidinium Dihydrogen Phosphate-Phosphoric Acid. Molecules, 26(4), 932. https://doi.org/10.3390/molecules26040932