1. Introduction
Formaldehyde is an aldehyde with high flammability and volatility potential, produced from the dehydrogenation and catalytic oxidation of methanol [
1]. It is one of the most widely used crosslinking agents in the wood-based panel manufacturing industry, given its ease of processing, wide availability, low cost and high reactivity [
2,
3], representing a reference alternative in the wood production sector based on its technical and economic efficiency. However, environmental and health implications have to be taken into account as it is categorized in the REACH list as a carcinogen (category 1B) and mutagen (category 2). In particular, the main sources of hazard identified for formaldehyde are related to its atmospheric emissions and its potential harm to human health, in addition to the impacts caused by its production process (GHG emissions, consumption of nonrenewable fossil resources, toxicity, etc.). Given the reasons listed above, in recent years strict legal requirements have been developed in relation to the emission limits considered for formaldehyde, so that emission levels below 0.3 mg/L must be ensured [
4] or by considering adhesives formulated with hardeners or scavengers that prevent or reduce the release of formaldehyde from the wood panel product [
5,
6,
7,
8,
9].
The alternative based on renewable raw materials for the development of bioadhesives has been considered as an option of special interest. These include the use of soy [
10,
11,
12], tannins [
13,
14,
15], lignin [
16,
17,
18], wood fibers [
19,
20], plant polymers [
21,
22] and starch [
23,
24,
25]. In particular, starch is the second most abundant lignocellulosic polymer in nature [
26]. Moreover, it is a low-cost resource with high potentiality, since it is biodegradable. However, despite these advantages, its direct use, i.e., as “native starch”, is not feasible for the development of bioadhesives for wood, since the large amount of hydrophilic hydroxyl groups in its molecular structure leads to low tolerance to moisture and high water absorption capacity [
19]. In addition, it is necessary to provide active centers in its structure to improve adhesion strength and, in turn, control viscosity and morphological properties [
27]. Therefore, a pretreatment is required to reduce the amount of hydroxyl groups present in their structure by adding crosslinking agents [
26]. Thus, four bioadhesive alternatives will be evaluated in which different processing techniques have been considered, thus increasing their potential to be employed in the manufacture of wood-based panels. Considering the above, a large-scale design was carried out, including mass and energy balances based on laboratory data reported in the literature. A production capacity of 1000 kg/h of bioadhesive was considered, in which a production process analogous to that of the most commonly used synthetic resins (urea-formaldehyde, phenol-formaldehyde and melamine-urea-formaldehyde) can be established [
28].
On the other hand, it is also important to study their potential from an environmental point of view. Once the input and output flows were estimated, the life cycle assessment (LCA) methodology was applied to evaluate the environmental impacts associated with each of the proposed starch bioadhesives [
29]. For its application, it is necessary to define the inventory in which all the components included in the product/process are quantified, the system boundaries and the calculation methodology. Thus, a comparative analysis has been carried out with the most widely used synthetic-based resins, whose production processes are fully optimized. The evaluation of improvements or weaknesses in terms of the environmental impacts of their production processes has also been considered.
The objective of this research article is to evaluate four starch bioadhesives as alternatives to synthetic resins for the adhesion of wood-based panels, using a combination of process modeling and LCA methodology. The production capacity considered was 1000 kg/batch of bioadhesive and the functional unit was the production of 1 kg of bioadhesive, the basis of calculation to refer all inputs and outputs of the system.
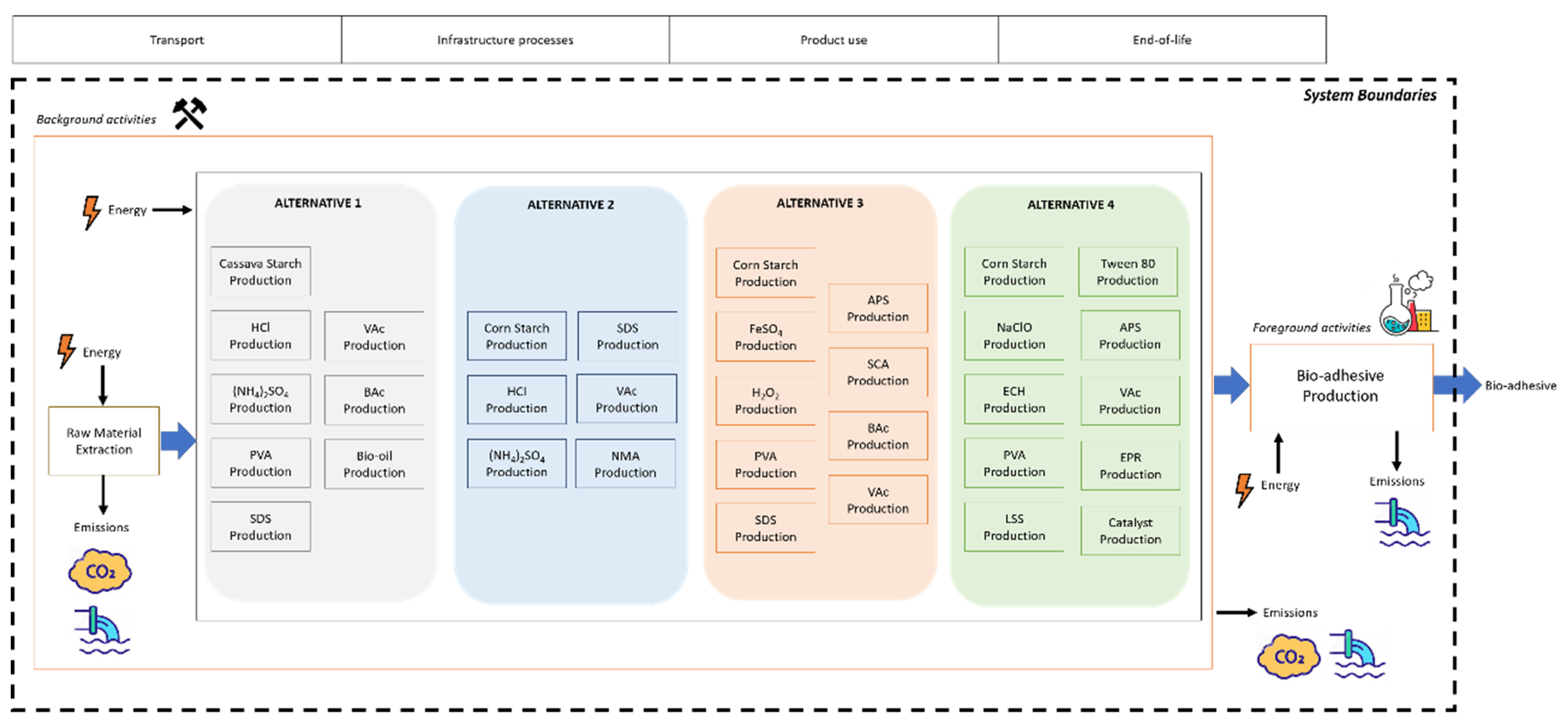
The development of LCA studies involves a series of categorized and interrelated steps in a circular perspective: definition of goal and scope, inventory analysis, impact assessment and interpretation of results. The functional unit (FU) as defined by ISO is the quantified performance of a product system and its value must be consistent with the objective of the assessment and fully measurable [
30]. The scope of the study has been selected within a “cradle-to-gate” approach. Thus, the LCA study is developed from the extraction of all necessary inputs in the process to the moment the product is ready for market. Therefore, transport activities, the use of the product by the consumer and the processes associated with its recycling, recovery or final disposal are outside the scope of the study. This approach has been considered appropriate as it allows not only for a comprehensive environmental analysis of the processes under development but also establishes a framework for completing environmental product declarations (EPDs) [
31].
Regarding the database used for the analysis, Ecoinvent has been selected for conducting the life-cycle inventories, as it includes basic information on the main inputs, both material and energy, and outputs [
32]. The calculation method considered for the development of the LCA was Recipe 2016, a methodology with a hierarchist perspective that includes both midpoint and endpoint indicators.
3. Results and Discussion
3.1. Environmental Profiles of Starch Bioadhesive Alternatives
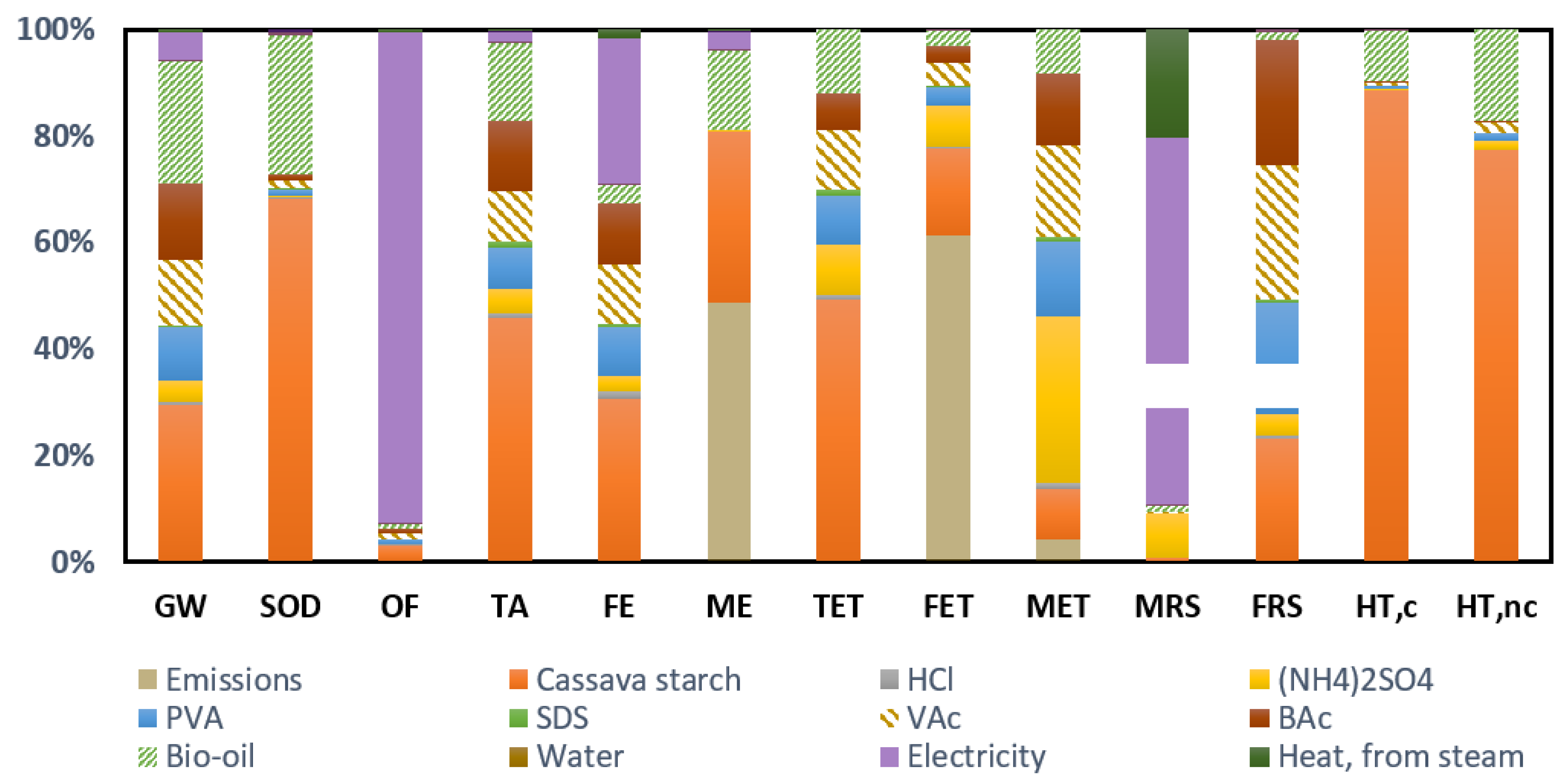
3.1.1. Alternative 1. Hydrolyzed Starch Bioadhesive with Bio-Oil
The environmental impacts are shown in
Table 6 and the profile of this starch bioad-hesive alternative is shown in
Figure 2.
There is some variability in the environmental contribution according to the impact categories, although three main hotspots can be identified: the production of the cassava starch, the electricity requirements and the emissions from the bioadhesive formulation. The reason for the significant environmental contribution of starch is attributed to cassava cultivation due to the direct emissions of CO2, ammonia and nitrates as a consequence of the use of fertilizers in the crop field and the generation of crop residues, and the use of diesel fuel for agricultural machinery.
As for emissions, they are characterized by ammonium compounds, specifically ammonium chloride and ammonium sulfate, as well as sulfuric acid. While ammonium species cause eutrophication [
62], the implication of sulfuric acid can cause variations in the pH of the aquatic environment, with a moderate toxicity potential [
63].
The impact of the electricity needs of the production process of this bioadhesive alternative is noteworthy in the MRS and OF categories. The reason for its contribution in the MRS category is associated with the production of electricity from nonrenewable fossil resources. As for the OF category, energy consumption involves the formation of atmospheric ozone as a product of the reaction between nitrogen oxides and volatile organic compounds, when exposed to sunlight [
64].
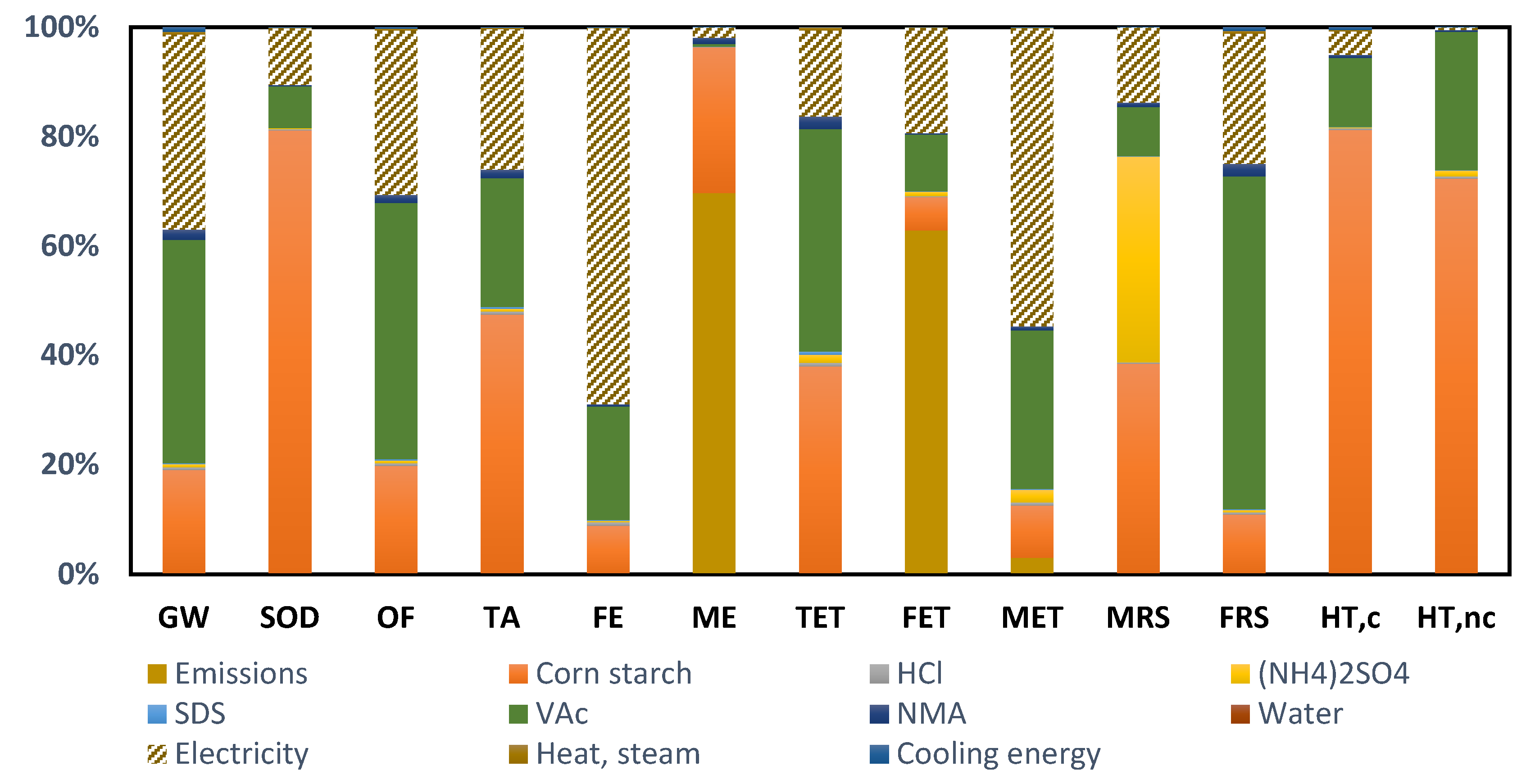
3.1.2. Alternative 2. Hydrolyzed Starch Bioadhesive with N-Methyl Acrylamide
A certain analogy can be observed in the environmental profile of this option compared to the results shown previously (
Table 7 and
Figure 3).
Although there is some contribution from starch, VAc and direct emissions, there is a greater environmental influence from electricity consumption. If the inventory of this process is analyzed, it can be noted that the electricity requirements per kg of bioadhesive produced is 10 times higher (the processing time is also longer, being in this case 12 h of batch process, compared to 7 h for the first alternative studied). This is the reason why the contribution of electricity in the environmental profile is more noticeable for this second bioadhesive option. A promising and sustainable way to improve this environmental profile would be to consider the use of renewable energies, which would not only avoid the depletion of fossil resources but would also reduce the emissions associated with the raw material extraction processes and the production process itself.
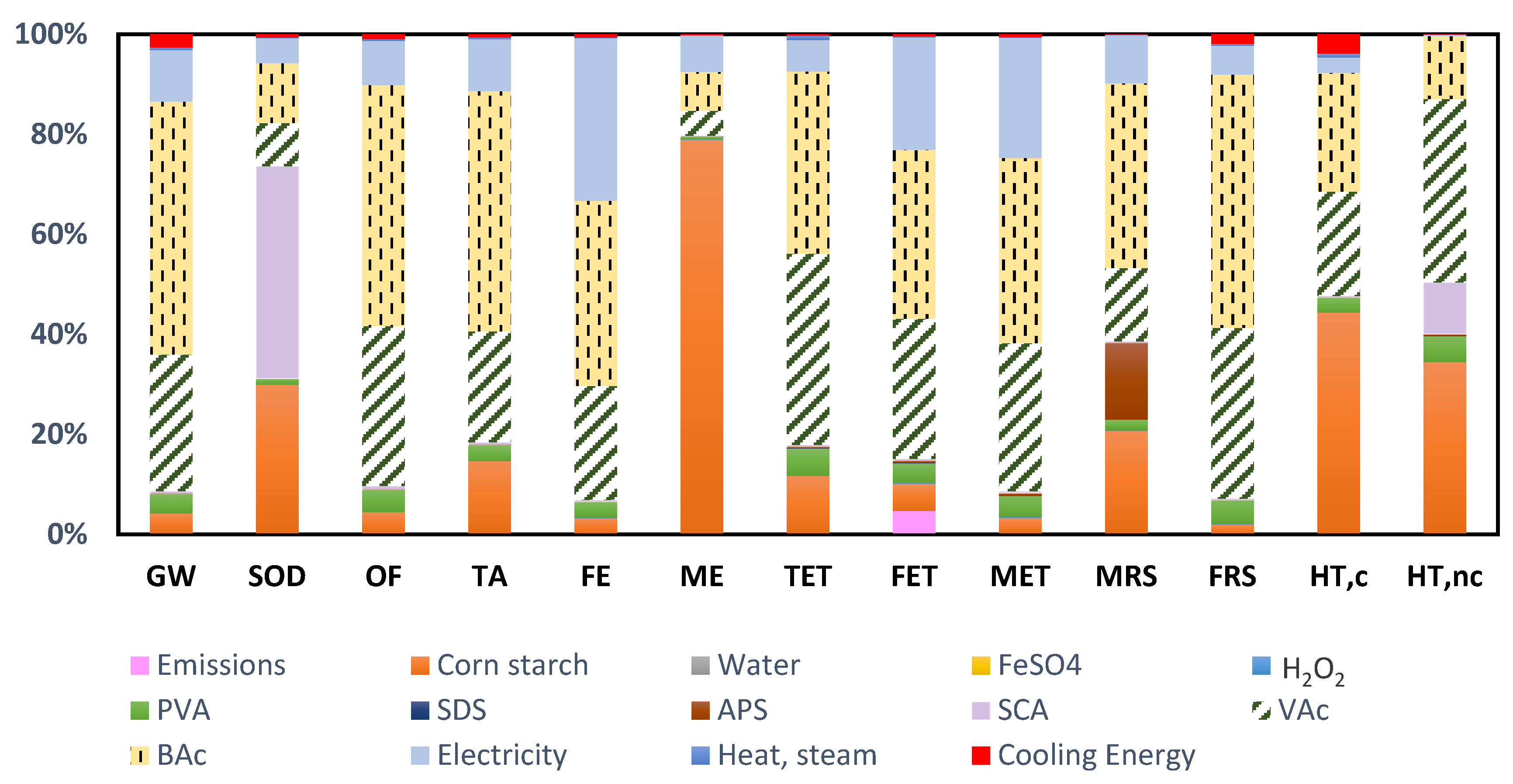
3.1.3. Alternative 3. Starch Bioadhesive Oxidized with FeSO4 and H2O2
Both butyl acrylate (BAc) and vinyl acetate (VAc) account for more than 50% of the environmental contribution in most of the impact categories of this third alternative (
Table 8 and
Figure 4), with the exception of the SOD, ME and HT categories, where a higher impact influence of corn starch is perceived.
The background manufacturing activities of BAc and VAc are the reason for these high contributions on the environmental profile for this third bioadhesive alternative. As for BAc, it is produced by the esterification reaction of acrylic acid with methanol. Developing the LCA of its production, it is observed that methanol and the caloric requirements of the production process are the main hotspots of the environmental profile. On the other hand, when performing an in-depth analysis, regarding the methanol manufacturing process, which is based on the hydroformylation of propylene, the main contributors on its environmental profile are carbon monoxide, propylene and energy requirements. Therefore, this detailed analysis of BAc background activities allows us to identify that its contribution to the environmental profile of the starch bioadhesive is the result of the use of chemicals (methanol, carbon monoxide and propylene), which are the cause of the high contribution in categories such as GW, OF, TA, TET, FET and MET. On the other hand, thermal energy needs, obtained from nonrenewable fossil resources, are the cause of the impact in the MRS and FRS categories.
A similar procedure has been carried out to investigate the high contribution of VAc in the environmental profile obtained. The conclusion grasped after an exhaustive analysis of each of the stages of its production process, based on the reaction between ethylene and acetic acid, is that the chemicals with the greatest impact on the environment are acetic acid, carbon monoxide and methanol (mainly affecting the impact categories of ecotoxicity, eutrophication and climate change) and, on the other hand, the energy requirements, which contribute to the categories of scarcity of resources, both fossil and mineral.
3.1.4. Alternative 4. Starch Bioadhesive Oxidized with NaClO and ECH
Specific details on the different impact categories are shown in
Table 9. On the other hand,
Figure 5 represents the environmental profile of the starch bioadhesive oxidized with NaClO and ECH.
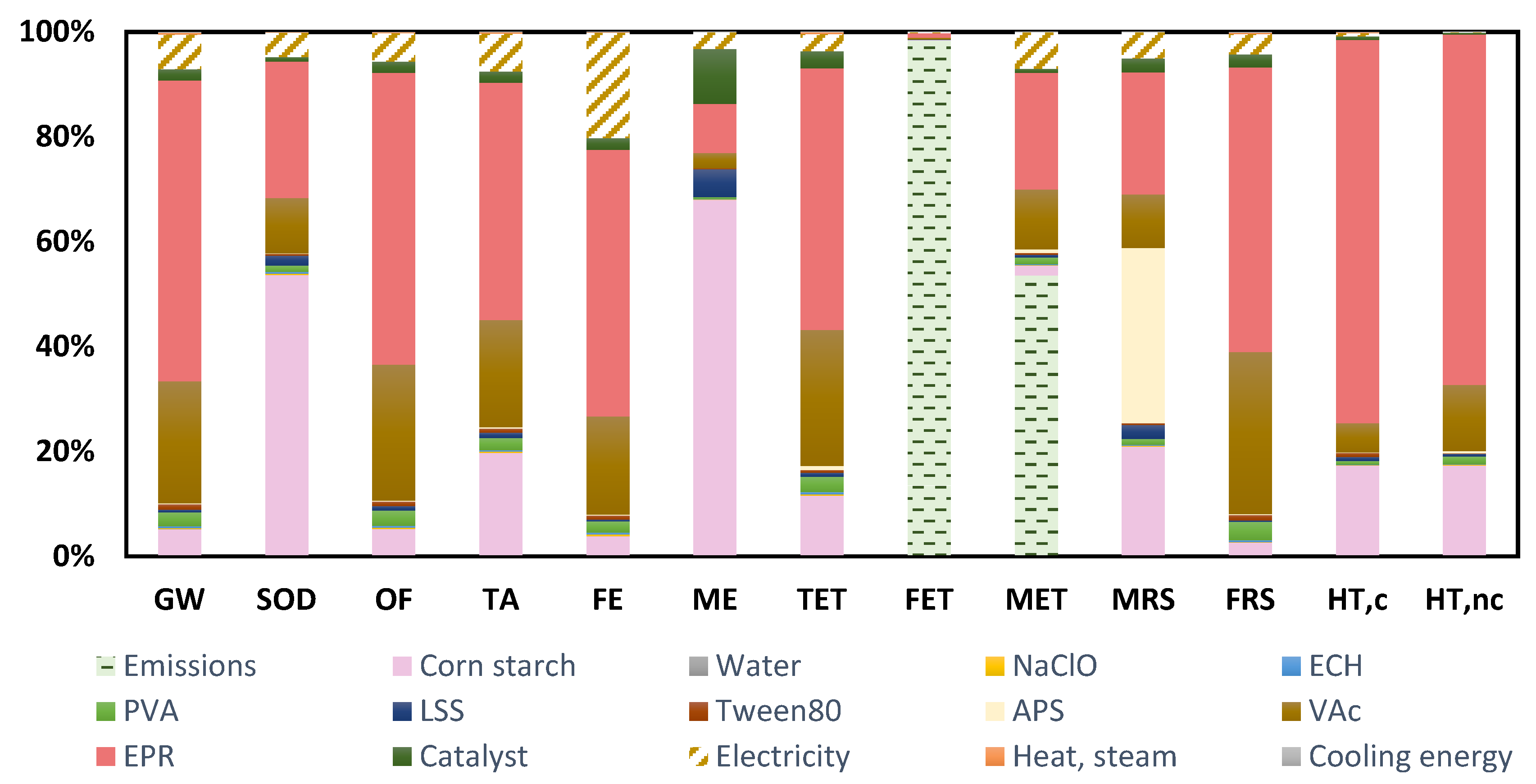
As can be seen, two main items stand out in most of the impact categories: epoxy resin and corn starch, except for FET, MET and MRS. Regarding the FET and MET categories, the emissions released within the bioadhesive production process are the ones with the highest environmental contribution. The use of NaCl, HCl and H2SO4 is the reason for the high impact obtained in the categories of freshwater and marine ecosystem ecotoxicities. A suitable strategy of neutralization would allow to reduce the environmental contribution on these impact categories. As for corn starch, its influence on the environmental profile is the result of background activities, as analyzed in the previous profiles obtained for the other bioadhesive alternatives proposed here: fertilizer use in cultivation, energy use for machinery, among others.
Looking for the reason for such a high environmental contribution of the use of epoxy resin, the elements that make up its production process have been analyzed to determine if this high impact is the result of the use of chemical agents or if, on the contrary, it is due to the energy demand of its industrial production. Epoxy resin is produced from the reaction between bisphenol A and epichlorohydrin, both chemicals are obtained from non-renewable fossil resources and are the main hotspots identified in the environmental profile. Regarding bisphenol A, it is produced by catalytic condensation between phenol and acetone. To evaluate the reason for its high impact, a detailed analysis of its manufacturing process is carried out, based on the Hock process [
65], an autocatalytic and exothermic oxidation process that uses cumene as raw material, identifying cumene as the main hot spot in the environmental profile obtained. Thus, a final analysis was carried out for this chemical agent, obtained from the alkylation of benzene and propene and, once again, it was observed that the elements of the inventory that lead to a greater environmental impact are the chemical agents used for its production, given its nonrenewable nature. As for epichlorohydrin, the conclusions obtained by performing an analysis similar to the previous one are the same, although, in addition to the identification of chemical agents as the main contributors to the environmental impacts generated, the emissions associated with the production processes also have a significant influence, given that its most widespread form of waste management is through incineration, which gives rise to emissions of hazardous agents, such as carbon dioxide, methane, nitrates and phenolic compounds, among others.
Therefore, after this exhaustive analysis, it is concluded that the chemicals necessary for the formulation of this starch bioadhesive alternative are the main causes of environmental impacts.
3.2. Comparison between Starch Bio-Based Adhesive Alternatives
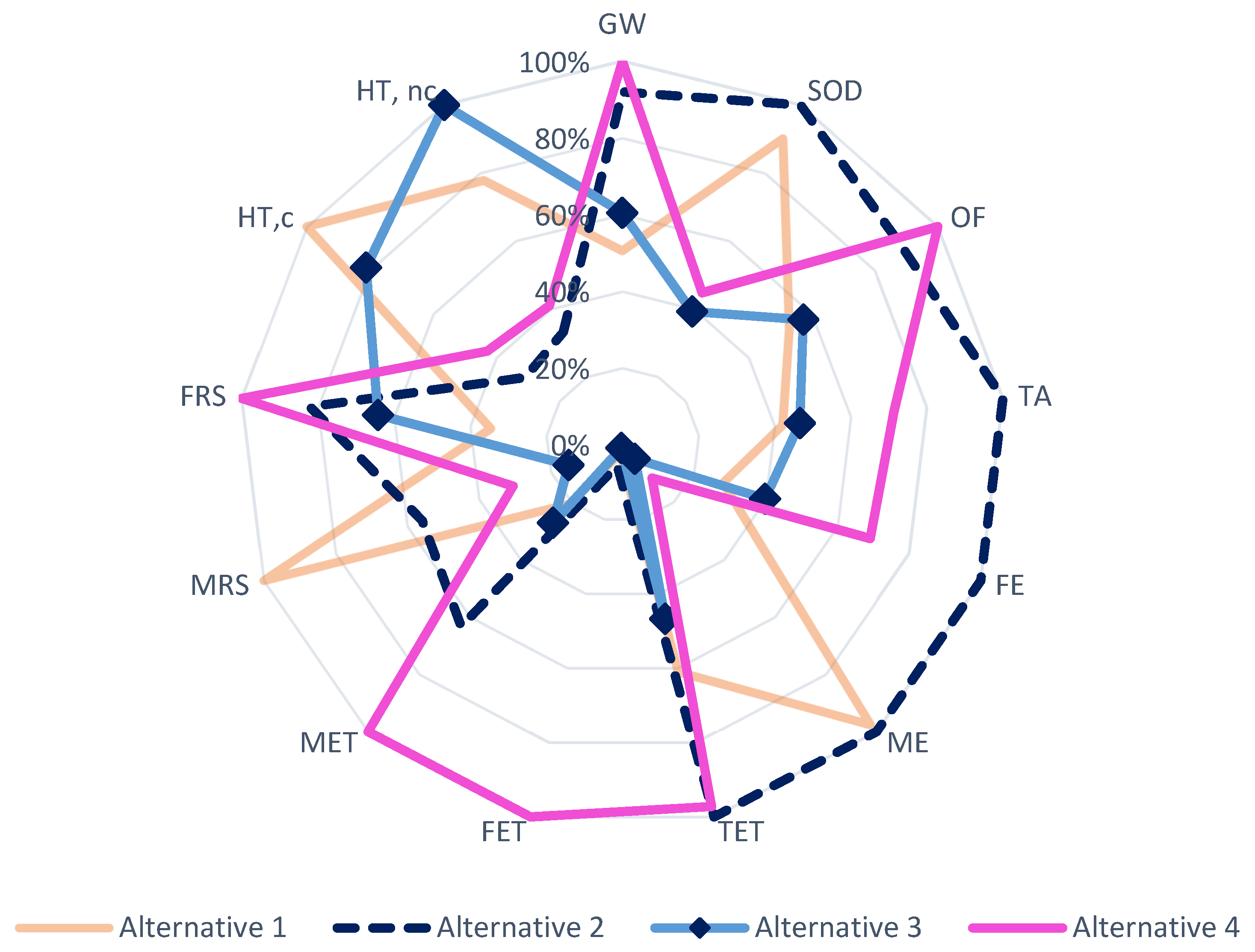
The impact results obtained after the environmental assessment have been used for the comparison of the four starch-based bioadhesive alternatives proposed by applying the Recipe Midpoint and USEtox calculation methodologies. As can be seen in
Figure 6, Alternative 2 (starch bioadhesive hydrolyzed with N-methyl acrylamide) is the one with the highest potential environmental impact, being the most detrimental in most of the impact categories related to environmental quality. On the other hand, in the two categories specific for damage to human health, it is identified as the best alternative, since it has the least negative impact on health.
The second worst alternative, from an environmental point of view, is Alternative 4 (starch bioadhesive oxidized with NaClO and ECH). In the ecotoxicity categories (FET, TET and MET), as well as in the GW and FRS categories, it has the highest impact values compared to the other three. The reason for its high contribution in these categories is based on the use of EPR as a crosslinking agent. In addition to requiring a significant amount per kg of bioadhesive produced (0.22 kg/kg), its production process is highly dependent on nonrenewable fossil resources, and also uses certain chemical agents with high potential negative impacts on environmental quality, resulting in significant environmental contributions.
The best results were obtained for Alternatives 1 and 3, Alternative 1 (hydrolyzed starch bioadhesive with bio-oil) being the most promising in most of the impact categories studied, with the exception of MRS, ME and HT, c. The reason for its significant contribution to the MRS category derives from the energy requirements of the adhesive formulation process since five different temperatures are required throughout its 12 h batch process, which will entail a significant consumption of nonrenewable fossil resources. As for its impact on the ME category, it is the result of the emission of chlorinated compounds, since these emissions are higher than those of the other bioadhesive alternatives proposed. Finally, in the HT, c impact category (
Figure 2), the background activities associated with corn starch are the hotspot in this category. Since this second alternative has the highest ratio of starch/bioadhesive of the four proposed alternatives (0.44:1), its environmental impact in this USEtox category is also the most significant.
The results obtained for Alternative 3 also show the high potential of this bioadhesive from an environmental sustainability point of view, as its life cycle assessment has resulted in low impact values for most of the categories studied, except for HT, nc, where it is identified as the bioadhesive alternative with the highest impact. The use of VAc and BAc in its formulation is what leads to the emerging toxicity of this third alternative. Therefore, one way to reduce its impact, and thus improve its quality and consider it a safe option for human health, would be to use other polymerization agents, such as PVA, which has shown low levels of impact in different environmental categories.
3.3. Comparison with Synthetic Resins
To analyze whether bio-based starch bioadhesives are potential options to substitute synthetic resins, it is important to perform a comparative analysis between conventional processes and those under development. It must be considered that the fact of being called bio-based does not necessarily imply that the associated environmental impacts are always lower, taking into account that the large-scale production process has yet to be optimized. Therefore, obtaining lower impact results compared to synthetic resins would be an important stage in the field of bioadhesives as it implies their great opportunity of application and presence in the market, given their wide range of adaptability, improvement and refinement, since their manufacturing processes are still in a first degree of development.
To perform this comparison between starch bioadhesives and synthetic resins (UF, PF and MUF), the Endpoint V1.03 method has been used. The inventory data to develop the LCA of petrochemical adhesives have been taken from the Ecoinvent database (for UF and PF) and from Silva et al. (2015) [
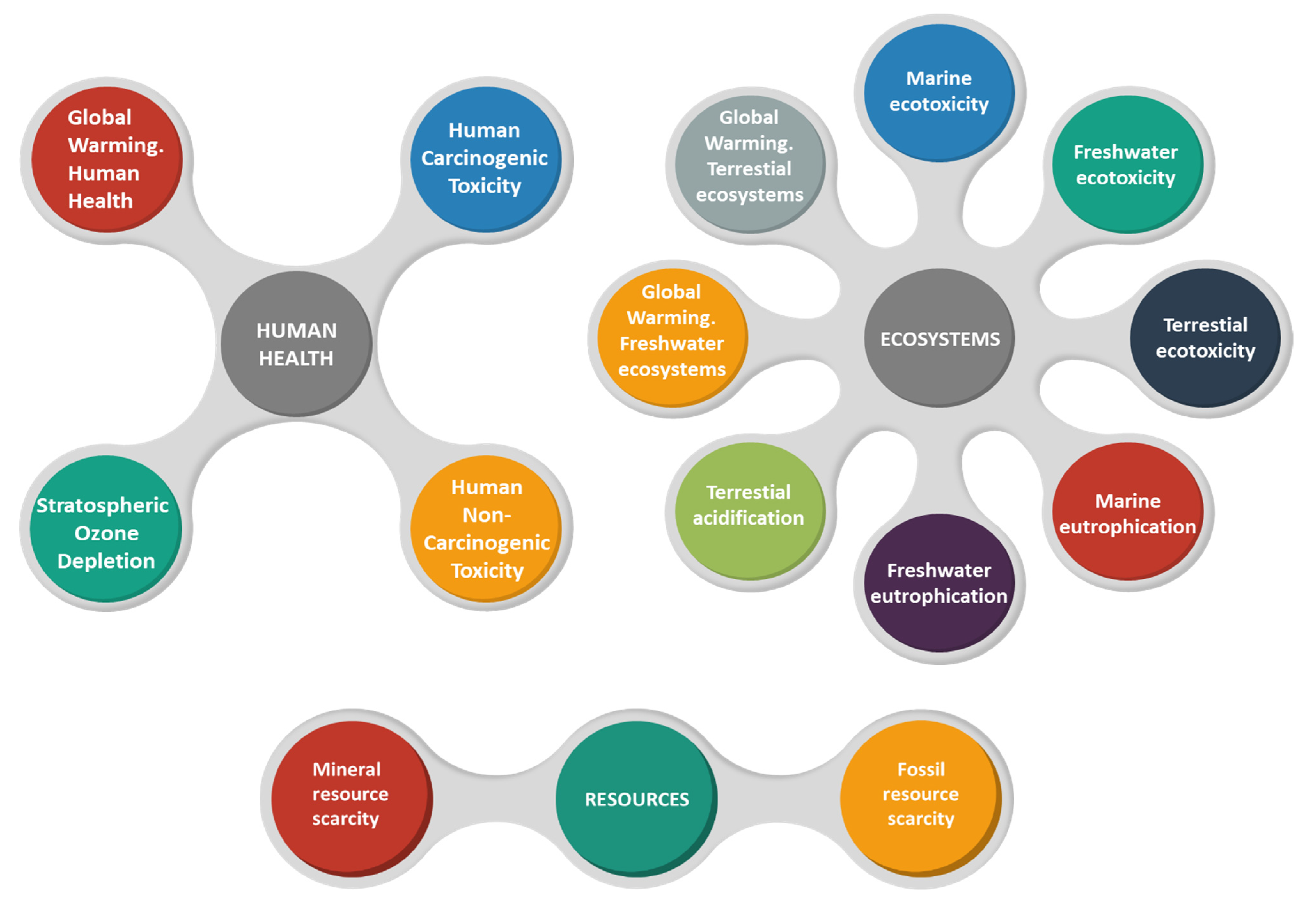
66]. The application of this calculation methodology provides three final scores, embodied under the categories of human health, ecosystems and resources. These three scores encompass midpoint categories by considering particular endpoint characterization factors, which are shown in
Figure 7.
In this way, the environmental profiles of the proposed adhesive alternatives can be viewed in a more condensed and simple manner, thus facilitating their final comparison. In addition, by applying normalization factors, it is possible to obtain a final value, known as a single score, which includes the three categories mentioned, thus providing a global view of the impact caused by the development of each of the options proposed in this article.
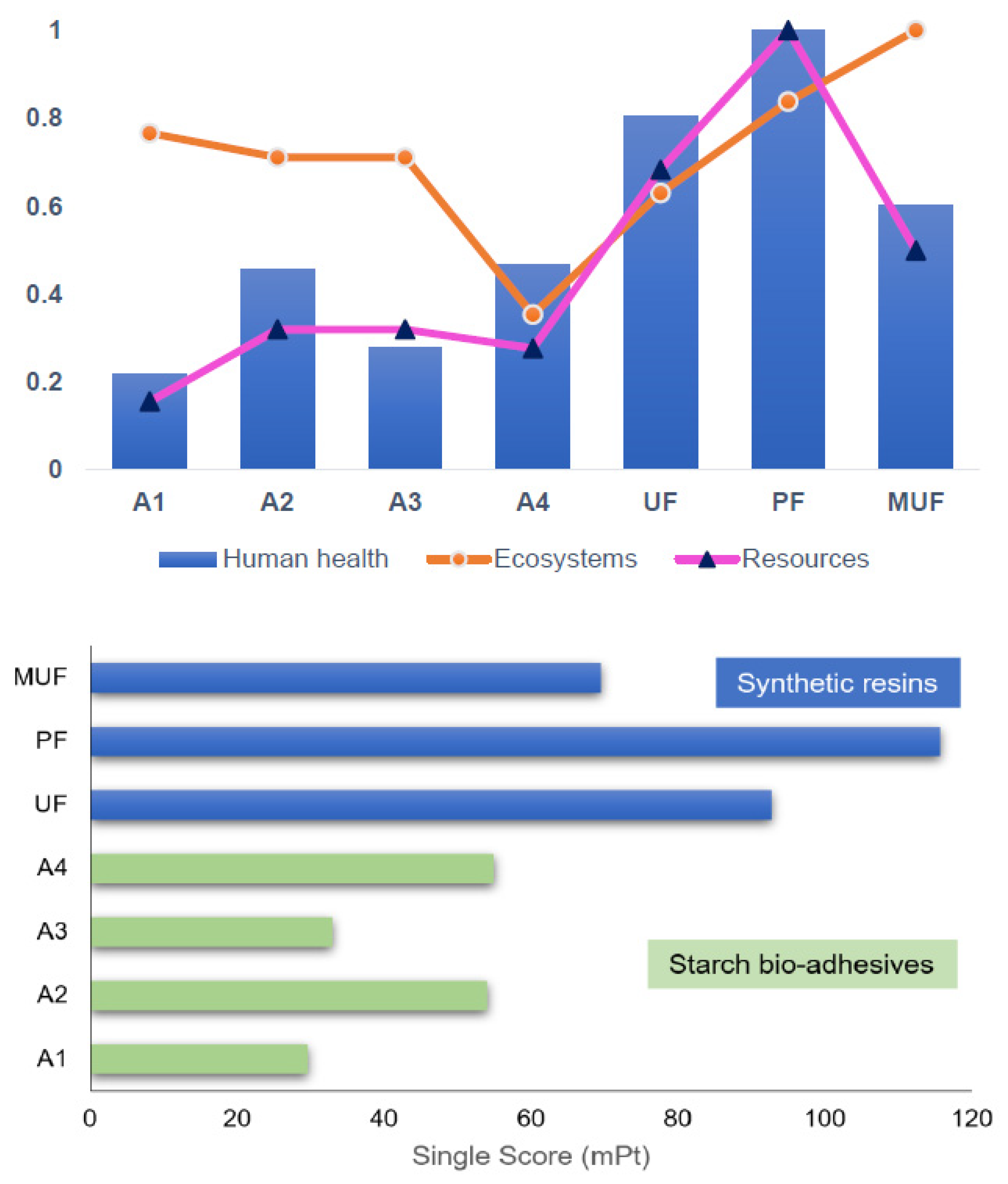
The results obtained are plotted in
Figure 8 so that the upper figure shows the endpoint scores for the starch bioadhesives and the synthetic resins, and the lower figure shows the single score values.
Outstanding results were obtained for the starch bioadhesives proposed in this article, comparing their final scores with those of the synthetic resins. All bioadhesives present lower impact values in the human health and resource scarcity categories, with Alternatives 1 and 3 standing out, Alternative 1 being the one that achieved a better environmental result, as it is the starch bio-based adhesive alternative with the lowest single score value. On the other hand, higher impact scores have been obtained in the ecosystems category, although with values analogous to those of the PF synthetic resin and lower than those obtained for the MUF, but not by a value that implies that the proposed starch bioadhesives can be neglected.
The individual scores of the synthetic resins are considerably higher than those of the starch bioadhesives. According to the values obtained, MUF is the most environmentally friendly petrochemical-based resin alternative, as it presented the lowest single score value and, therefore, its production process entails a lower degree of environmental impact. However, when compared to the results obtained for the bio-based resins, the single score of MUF is even higher than all of them. This could be considered as an indicator of the high applicability potential of starch bioadhesives to replace synthetic ones, given that their formulation processes provide a significantly lower environmental contribution, the reduction of the consumption of nonrenewable resources, the use of agroindustrial waste streams and a more favorable impact in terms of human health.
4. Conclusions
In this report, the life cycle assessment methodology has been selected to evaluate the environmental performance of four starch-based bioadhesive alternatives as possible substitutes for the most widespread synthetic resins for wood-based panels: UF, PF and MUF. In order to develop the necessary inventories for the application of the above methodology, a first large-scale simulation design was required, considering the experimental data available in the literature. The results obtained showed the enormous potential of starch bioadhesives, in terms of low environmental impacts caused by their production process compared to petrochemicals. Single score values of starch-based bioadhesives (Alternative 1: 30 mPt, Alternative 2: 54 mPt, Alternative 3: 33 mPt and Alternative 4: 55 mPt) are significantly lower than the ones obtained for formaldehyde-based adhesives, with 93, 116 and 70 mPt values for UF, PF and MUF adhesives, respectively.
However, according to the environmental profiles analyzed for each of the bio-based alternatives, certain improvements could be developed to provide even better results: optimization of energy requirements and reduction of certain chemical agents, due to their toxicity (i.e., BAc and VAc).
Thus, further research could be developed to further improve this proposed wood adhesive alternative from an environmental point of view. In addition, it would be desirable to develop research based on considering the durability and longevity of bio-based starch adhesives, in order to provide knowledge on appropriate and compatible treatments to be applied to wood-based panels to ensure their quality and strength. The hotspots identified in the environmental profiles could be useful for researchers and policy makers to move forward towards the framework of sustainable and formaldehyde-free wood adhesive alternatives.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}