
Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(trimethylene terephthalate)

 ,
,  ,
,
Abstract
:
1. Introduction
2. Results and Discussion
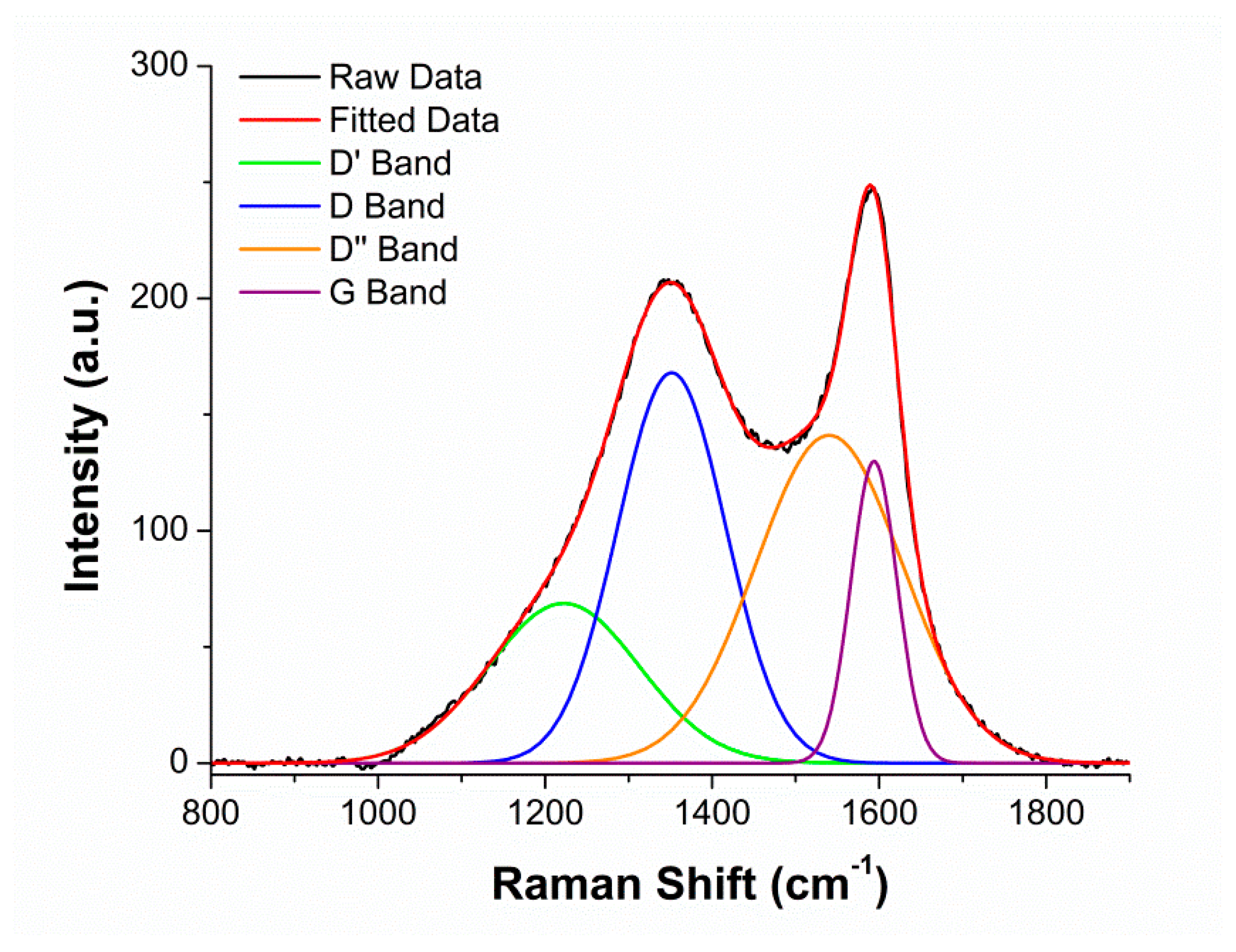
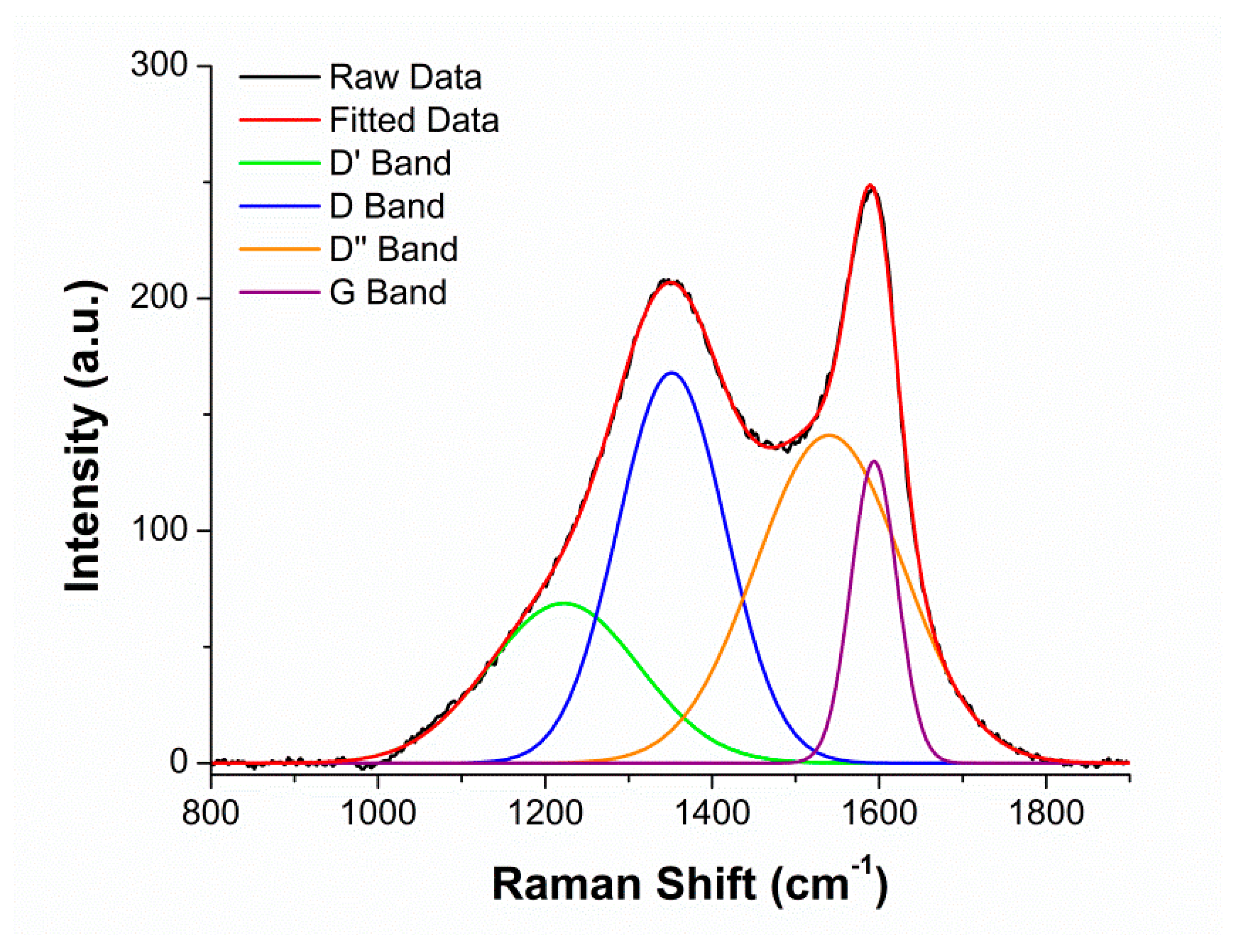
2.1. Characterization of Biocarbon
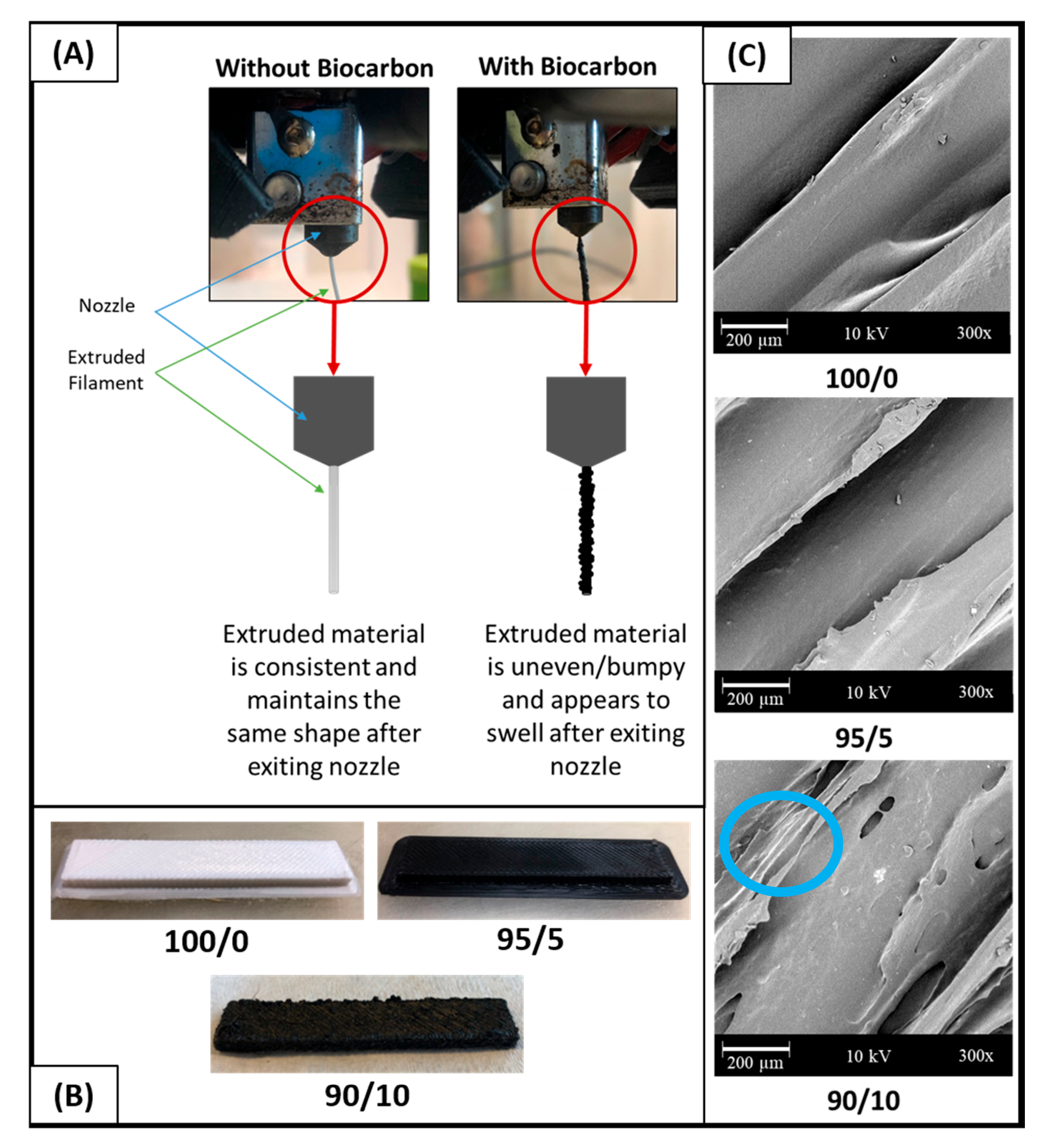
2.2. 3D Printed Composites
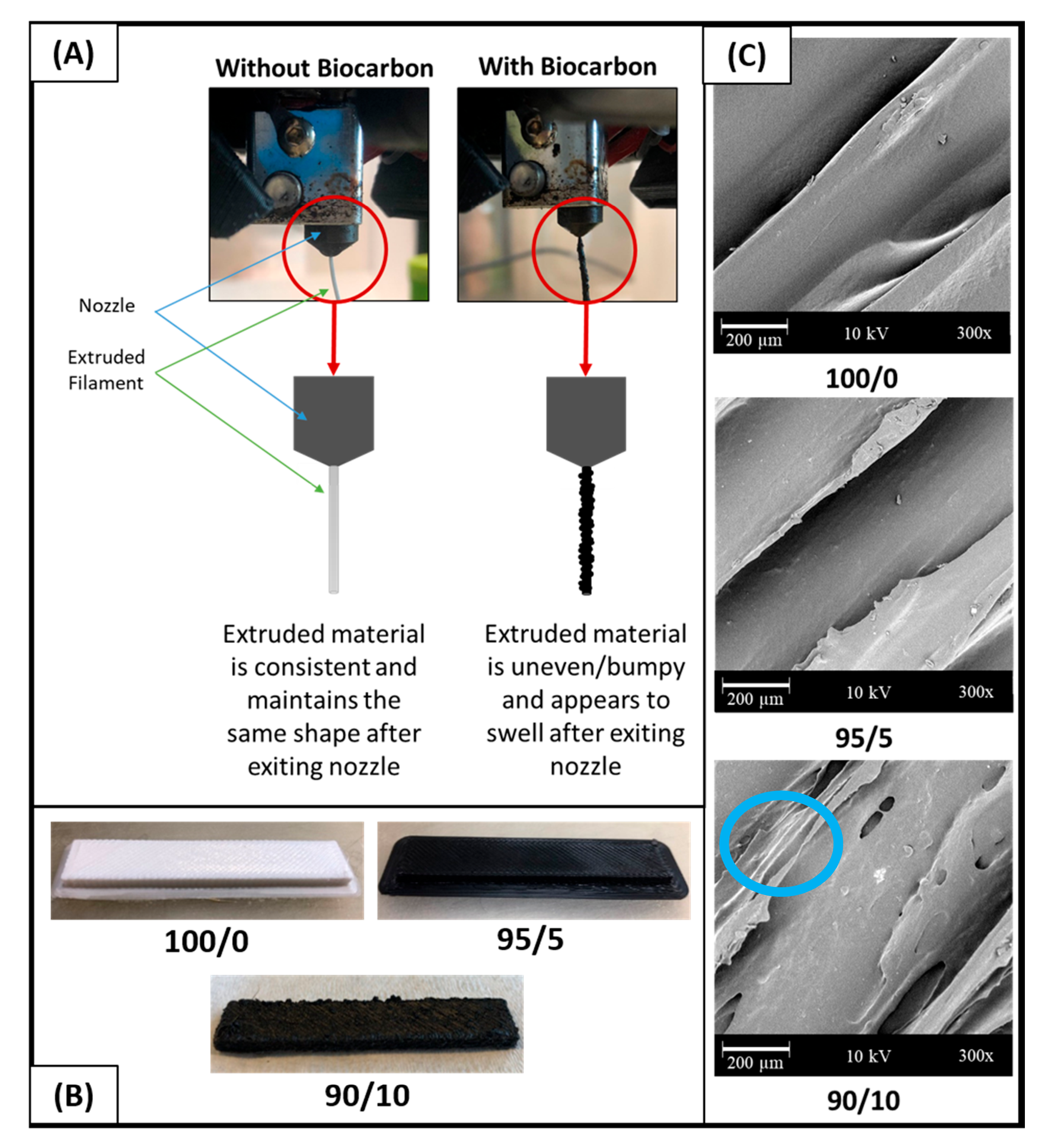
2.2.1. Challenges of Biocarbon in Printing
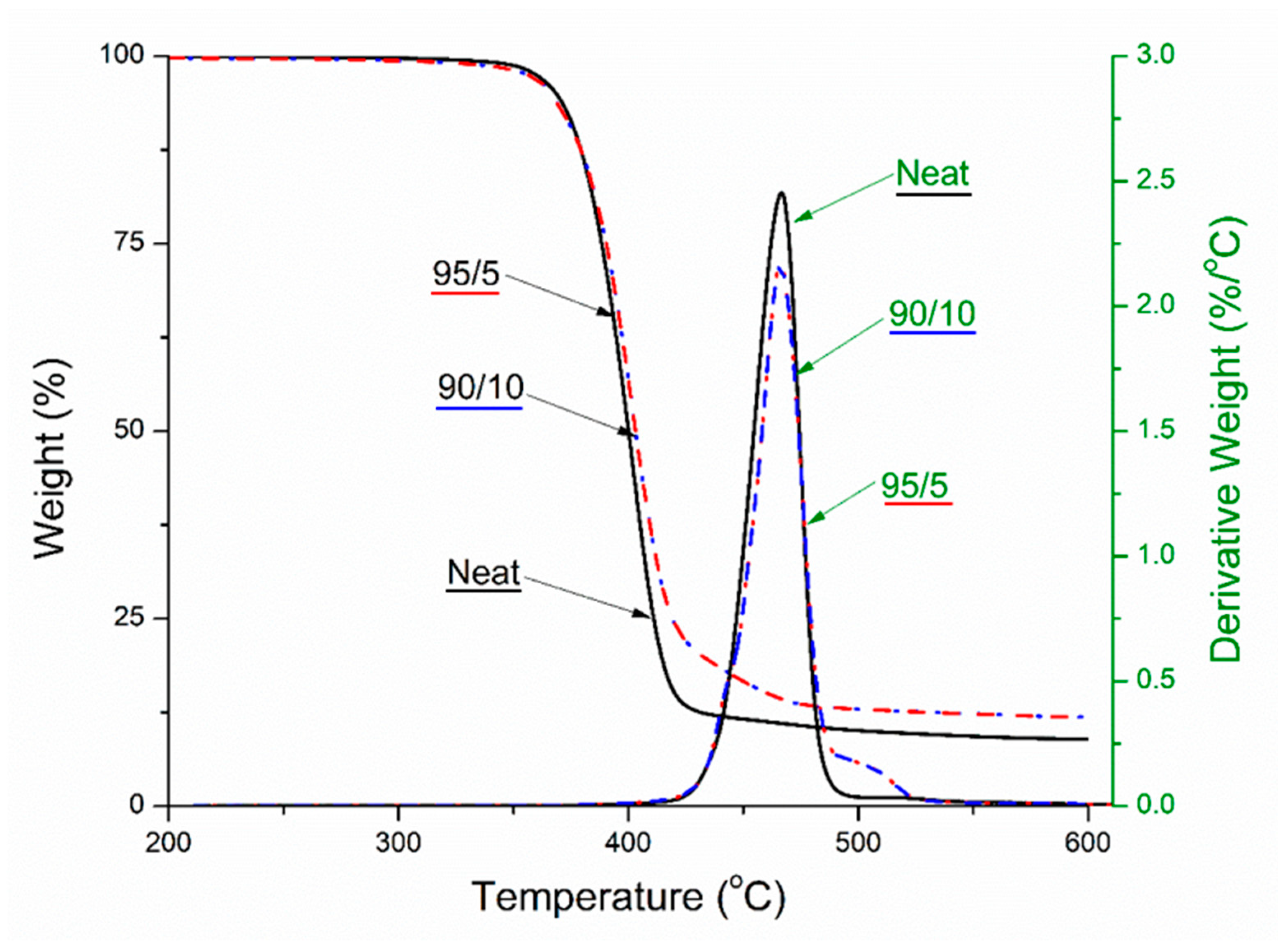
2.2.2. Thermogravimetric Analysis (TGA)
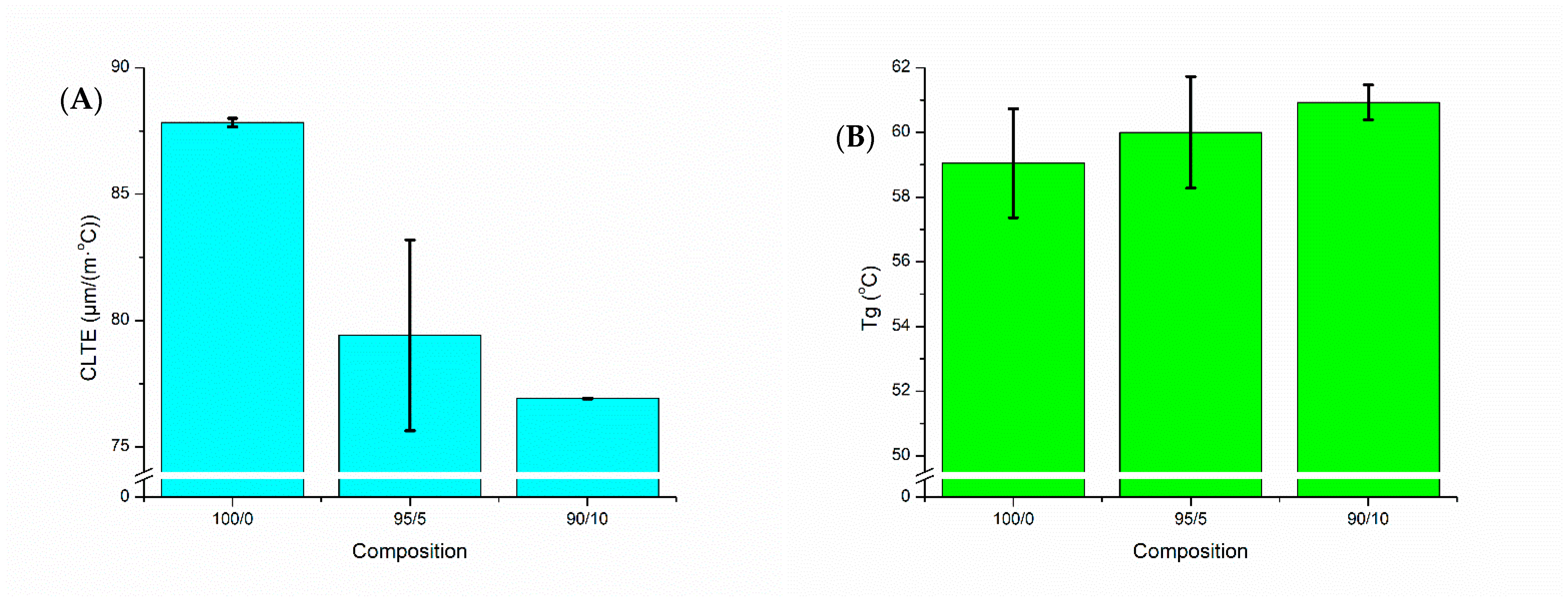
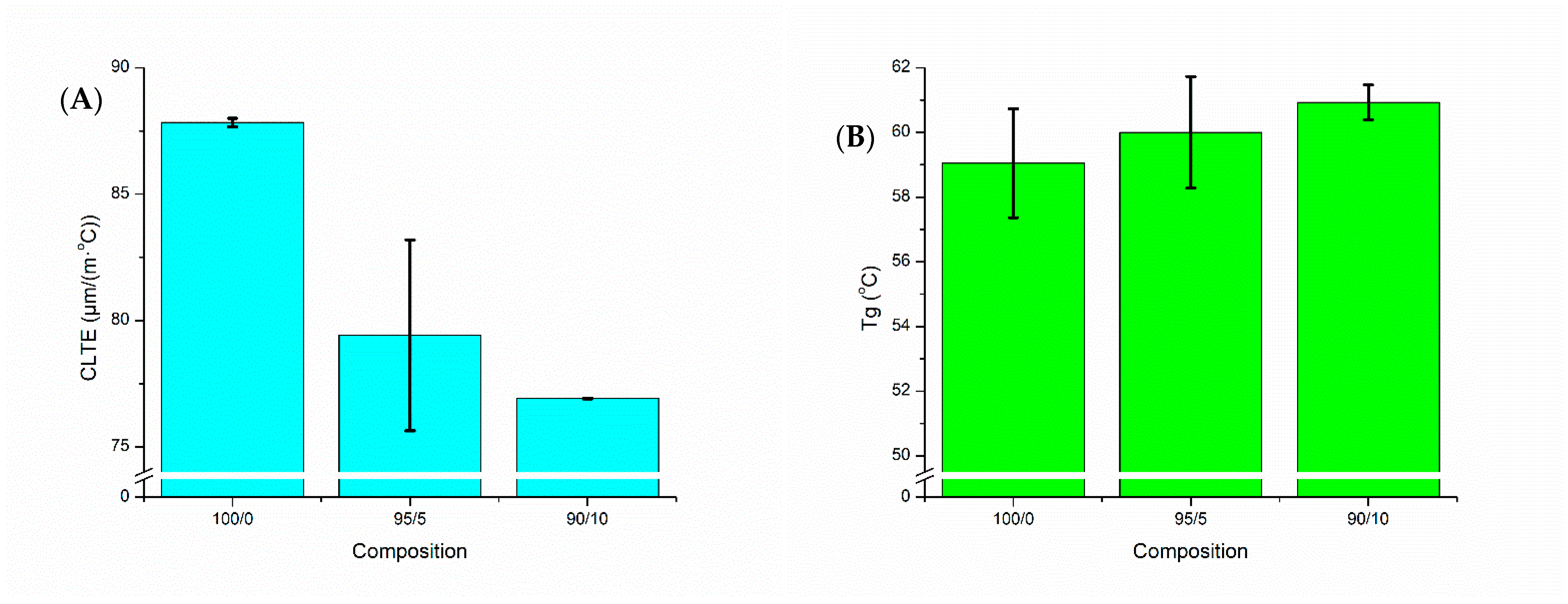
2.2.3. Thermomechanical Analysis (TMA)
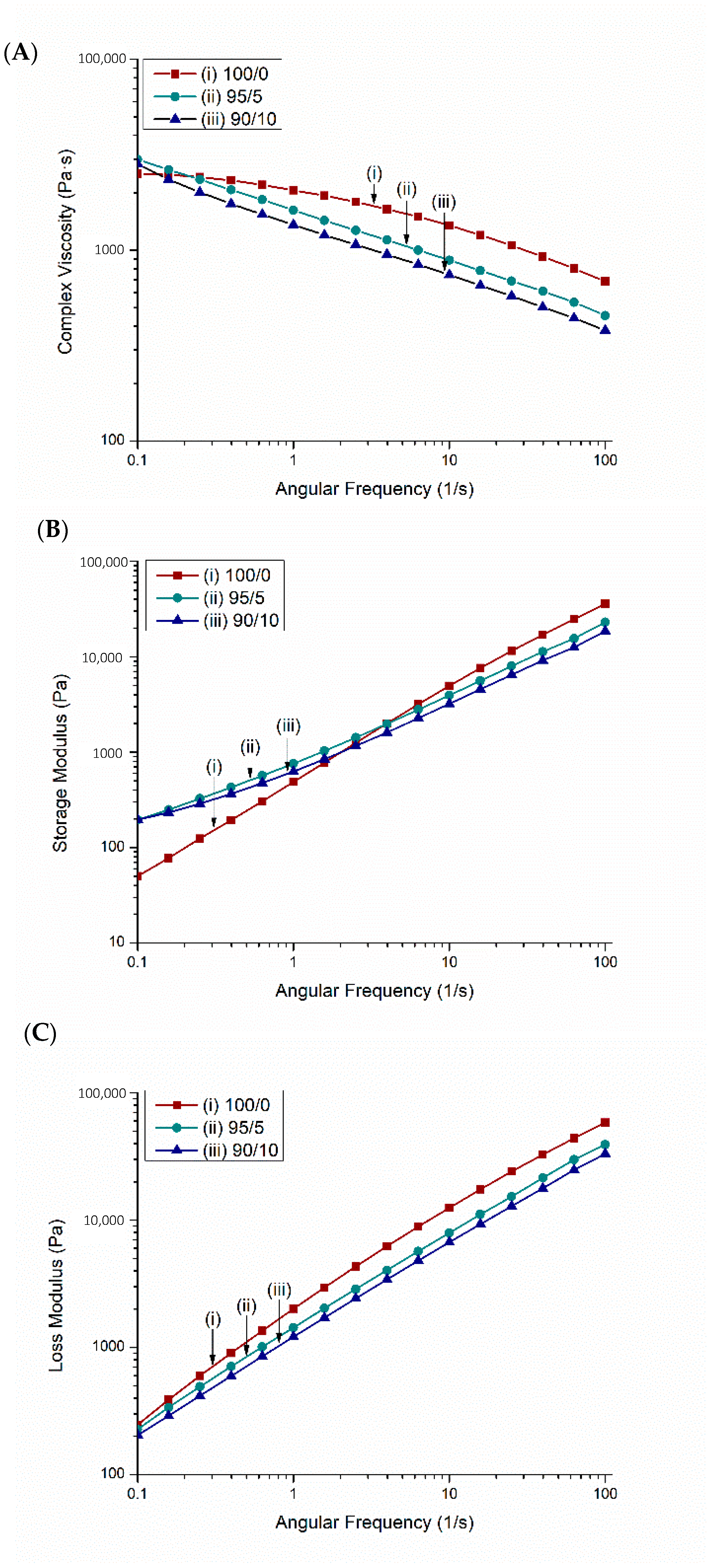
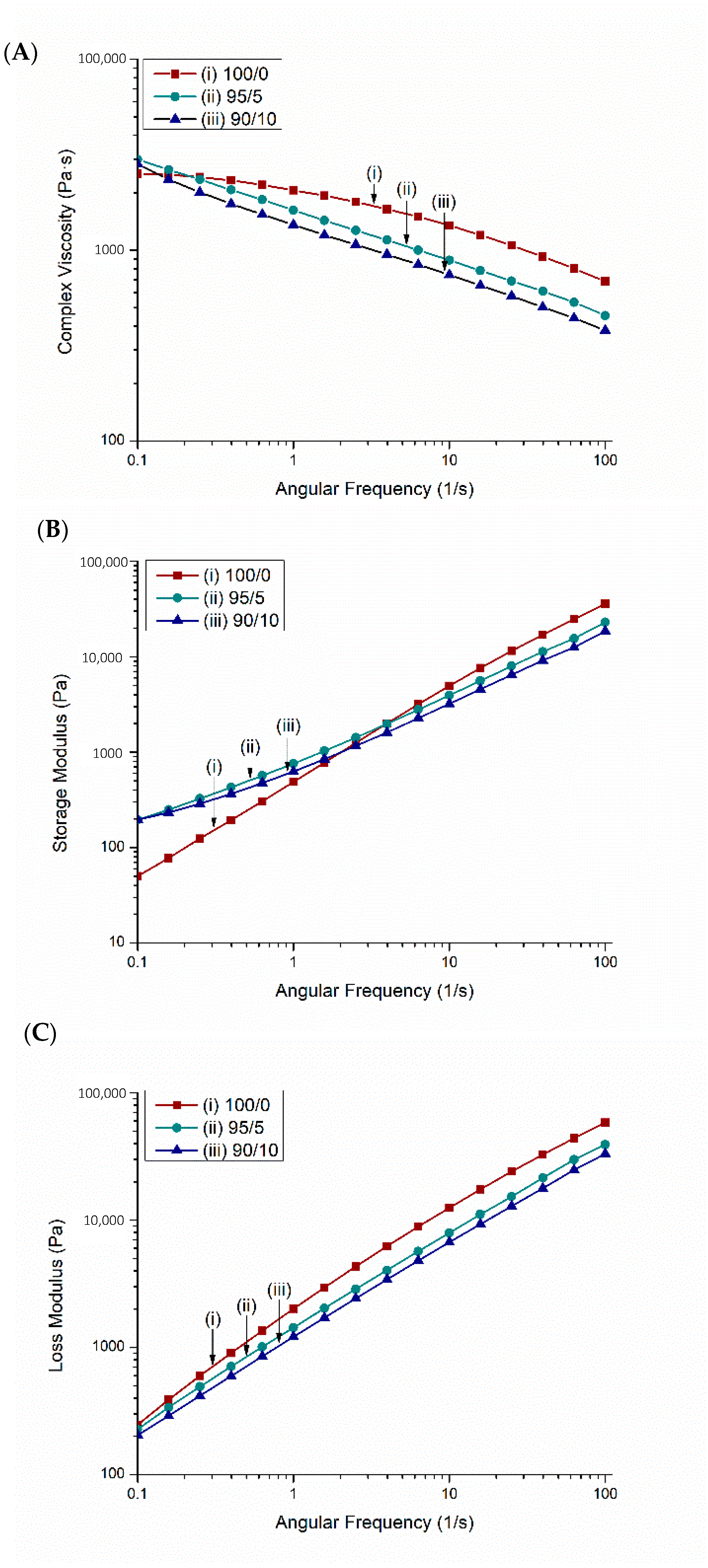
2.2.4. Rheology
2.2.5. FFF Mechanical Properties
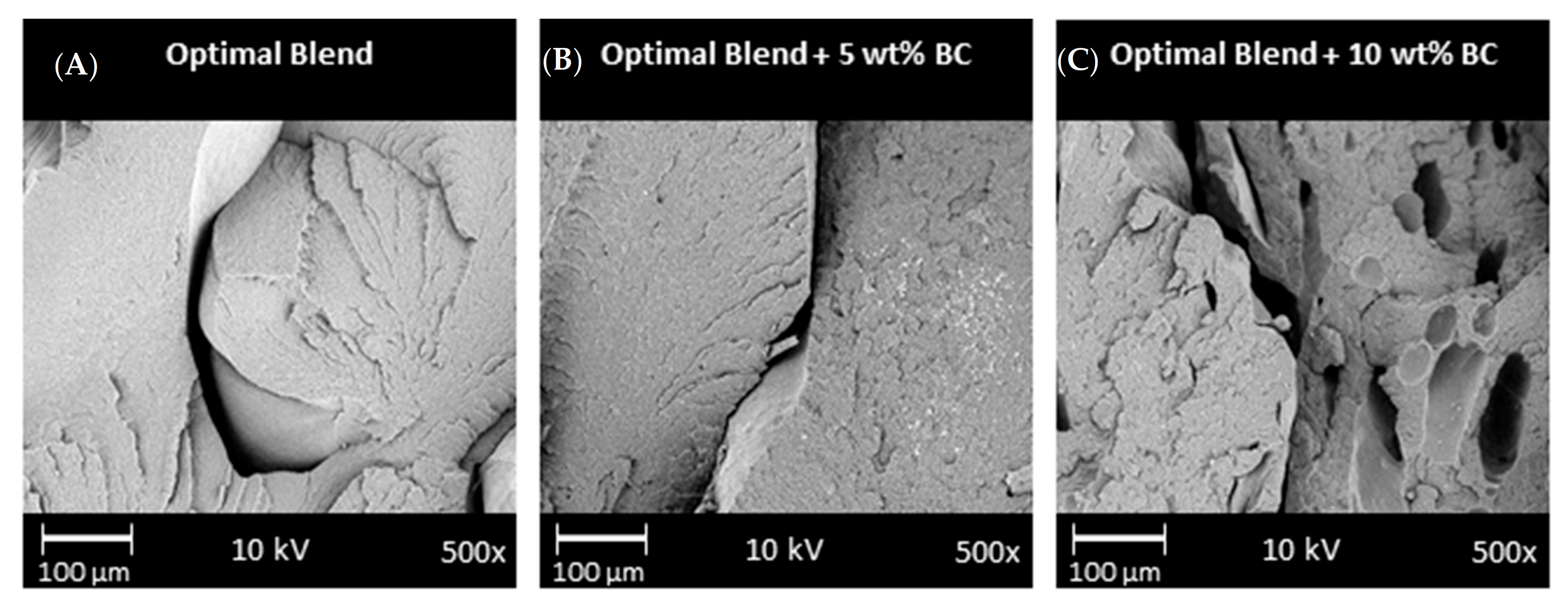
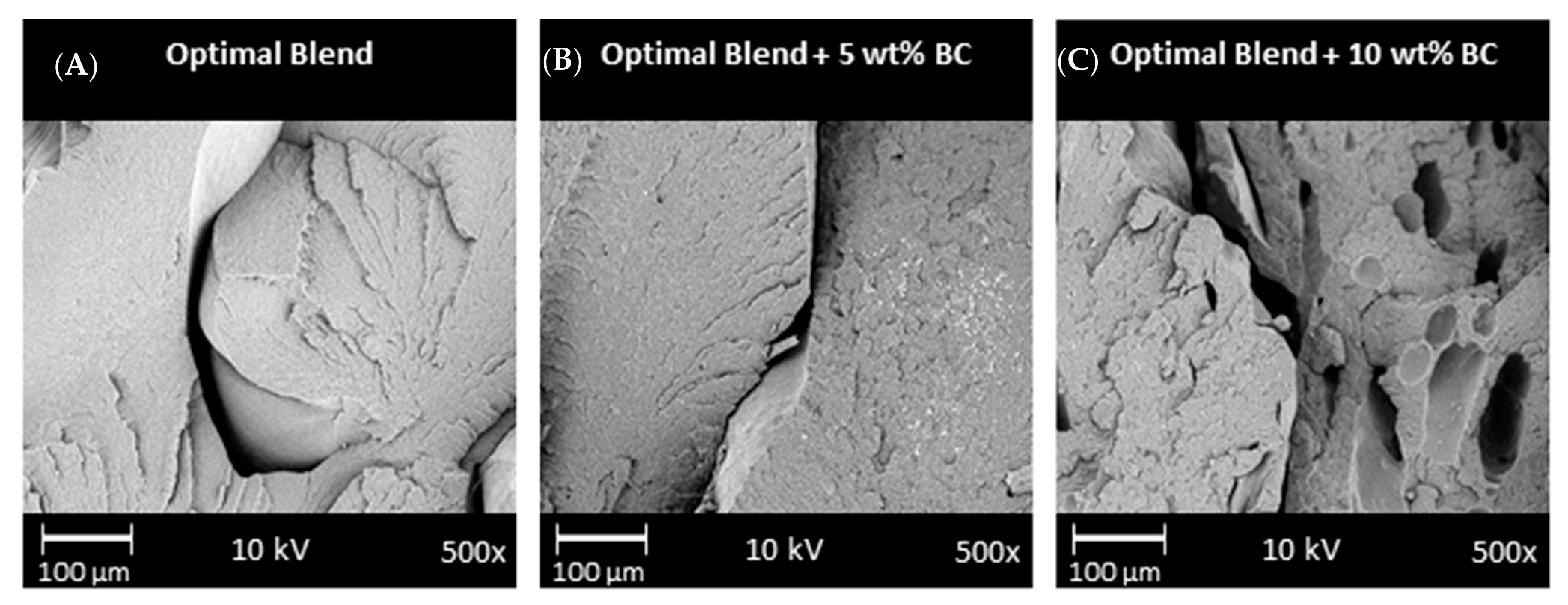
2.2.6. Scanning Electron Microscopy
3. Materials and Methods
3.1. Materials
3.2. Characterization of Biocarbon
Raman Spectroscopic Analysis
3.3. Processing Methods
3.3.1. Reactive Extrusion
3.3.2. Injection Molding
3.3.3. 3D Printing
3.4. Nomenclature and Composition
3.5. Characterization
3.5.1. Mechanical Testing
3.5.2. Differential Scanning Calorimetry
3.5.3. Thermogravimetric Analysis
3.5.4. Thermomechanical Analysis
3.5.5. Rheology
3.5.6. SEM of Composites
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Acronyms
| ABS | Acrylonitrile butadiene styrene |
| BC | Biocarbon |
| CE | Chain extender |
| CLTE | Coefficient of linear thermal expansion |
| CNC | Computer numbered control |
| DSC DMA | Differential scanning calorimetry Dynamic mechanical analysis |
| FFF | Fused filament fabrication |
| HDT | Heat deflection temperature |
| IM | Impact modifier |
| PEEK | Polyetheretherketone |
| PET | Poly(ethylene terephthalate) |
| PLA | Poly(lactic acid) |
| PTT | Poly(trimethylene terephthalate) |
| SEM | Scanning electron microscopy |
| TGA | Thermogravimetric analysis |
| XRD | X-ray diffraction |
| 3D | Three-dimensional |
References
- Brans, K. 3D Printing, a Maturing Technology. IFAC Proc. Vol. 2013, 46, 468–472. [Google Scholar] [CrossRef]
- Hedayati, S.K.; Behravesh, A.H.; Hasannia, S.; Bagheri Saed, A.; Akhoundi, B. 3D printed PCL scaffold reinforced with continuous biodegradable fiber yarn: A study on mechanical and cell viability properties. Polym. Test. 2020, 83, 106347. [Google Scholar] [CrossRef]
- Wong, J.Y.; Pfahnl, A.C. 3D printing of surgical instruments for long-duration space missions. Aviat. Sp. Environ. Med. 2014, 85, 758–763. [Google Scholar] [CrossRef] [PubMed]
- Mazzei Capote, G.A.; Rudolph, N.M.; Osswald, P.V.; Osswald, T.A. Failure surface development for ABS fused filament fabrication parts. Addit. Manuf. 2019, 28, 169–175. [Google Scholar] [CrossRef]
- Dwivedi, G.; Srivastava, S.K.; Srivastava, R.K. Analysis of barriers to implement additive manufacturing technology in the Indian automotive sector. Int. J. Phys. Distrib. Logist. Manag. 2017, 47, 972–991. [Google Scholar] [CrossRef]
- Diederichs, E.V.; Picard, M.C.; Chang, B.P.; Misra, M.; Mielewski, D.F.; Mohanty, A.K. Strategy to improve printability of renewable resource based engineering plastic tailored for FDM applications. ACS Omega 2019, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Bogue, R. 3D printing: The dawn of a new era in manufacturing? Assem. Autom. 2013, 33, 307–311. [Google Scholar] [CrossRef]
- Stansbury, J.W.; Idacavage, M.J. 3D printing with polymers: Challenges among expanding options and opportunities. Dent. Mater. 2016, 32, 54–64. [Google Scholar] [CrossRef] [PubMed]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly(Lactic Acid). ACS Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by Fused Deposition Modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62. [Google Scholar] [CrossRef] [Green Version]
- Thomas, S.; Visakh, P.M. Handbook of Engineering and Specialty Thermoplastics; Thomas, S.P.M.V., Ed.; John Wiley & Sons, Ltd.: New York, NY, USA; Scrivener Publishing: Beverly, MA, USA, 2012; Volume 4, ISBN 9780470639252. [Google Scholar]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Perspective on Polylactic Acid (PLA) based Sustainable Materials for Durable Applications: Focus on Toughness and Heat Resistance. ACS Sustain. Chem. Eng. 2016, 4, 2899–2916. [Google Scholar] [CrossRef]
- Torres, J.; Cole, M.; Owji, A.; DeMastry, Z.; Gordon, A.P. An approach for mechanical property optimization of fused deposition modeling with polylactic acid via design of experiments. Rapid Prototyp. J. 2016, 22, 387–404. [Google Scholar] [CrossRef]
- Muwaffak, Z.; Goyanes, A.; Clark, V.; Basit, A.W.; Hilton, S.T.; Gaisford, S. Patient-specific 3D scanned and 3D printed antimicrobial polycaprolactone wound dressings. Int. J. Pharm. 2017, 527, 161–170. [Google Scholar] [CrossRef]
- Qahtani, M.; Wu, F.; Misra, M.; Gregori, S.; Mielewski, D.F.; Mohanty, A.K. Experimental Design of Sustainable 3D-Printed Poly(Lactic Acid)/Biobased Poly(Butylene Succinate) Blends via Fused Deposition Modeling. ACS Sustain. Chem. Eng. 2019, 7, 14460–14470. [Google Scholar] [CrossRef] [Green Version]
- Picard, M.; Mohanty, A.K.; Misra, M. Recent advances in additive manufacturing of engineering thermoplastics: Challenges and opportunities Maisyn. RSC Adv. 2020, 10, 36058–36089. [Google Scholar] [CrossRef]
- Picard, M.; Thukur, S.; Misra, M.; Mielewski, D.F.; Mohanty, A.K. Biocarbon from peanut hulls and their green composites with biobased poly(trimethylene terephthalate) (PTT). Sci. Rep. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Ellen MacArthur Foundation New Plastics Economy Global Commitment—June 2019 Report. 2019, pp. 28–39. Available online: https://www.newplasticseconomy.org/assets/doc/GC-Report-June19.pdf (accessed on 8 July 2021).
- Dertinger, S.C.; Gallup, N.; Tanikella, N.G.; Grasso, M.; Vahid, S.; Foot, P.J.S.; Pearce, J.M. Technical pathways for distributed recycling of polymer composites for distributed manufacturing: Windshield wiper blades. Resour. Conserv. Recycl. 2020, 157, 104810. [Google Scholar] [CrossRef]
- Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Sustainable Carbonaceous Biofiller from Miscanthus: Size Reduction, Characterization, and Potential Bio-composites Applications. BioResources 2018, 13, 3720–3739. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Reimer, C.; Wang, T.; Mohanty, A.K.; Misra, M. Thermal and Mechanical Properties of the Biocomposites of Miscanthus Biocarbon and. Polymers 2020, 12, 1–13. [Google Scholar]
- Demir, M.; Kahveci, Z.; Aksoy, B.; Palapati, N.K.R.; Subramanian, A.; Cullinan, H.T.; El-Kaderi, H.M.; Harris, C.T.; Gupta, R.B. Graphitic Biocarbon from Metal-Catalyzed Hydrothermal Carbonization of Lignin. Ind. Eng. Chem. Res. 2015, 54, 10731–10739. [Google Scholar] [CrossRef]
- Pala, M.; Kantarli, I.C.; Buyukisik, H.B.; Yanik, J. Hydrothermal carbonization and torrefaction of grape pomace: A comparative evaluation. Bioresour. Technol. 2014, 161, 255–262. [Google Scholar] [CrossRef] [PubMed]
- Arnold, S.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Slow pyrolysis of bio-oil and studies on chemical and physical properties of the resulting new bio-carbon. J. Clean. Prod. 2016, 172, 2748–2758. [Google Scholar] [CrossRef]
- You, X.; Misra, M.; Gregori, S.; Mohanty, A.K. Preparation of an Electric Double Layer Capacitor (EDLC) Using Miscanthus-Derived Biocarbon. ACS Sustain. Chem. Eng. 2018, 6, 318–324. [Google Scholar] [CrossRef]
- Li, Z.; Reimer, C.; Picard, M.C.; Misra, M.; Mohanty, A.K. Characterization of Chicken Feather Biocarbon for Use in Sustainable Biocomposites. Front. Mater. 2020, 7, 3. [Google Scholar] [CrossRef]
- Watt, E.; Abdelwahab, M.A.; Snowdon, M.R.; Mohanty, A.K.; Khalil, H.; Misra, M. Hybrid biocomposites from polypropylene, sustainable biocarbon and graphene nanoplatelets. Sci. Rep. 2020, 10, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Idrees, M.; Jeelani, S.; Rangari, V. Three-Dimensional-Printed Sustainable Biochar-Recycled PET Composites. ACS Sustain. Chem. Eng. 2018, 6, 13940–13948. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Ertane, E.G.; Dorner-Reisel, A.; Baran, O.; Welzel, T.; Matner, V.; Svoboda, S. Processing and Wear Behaviour of 3D Printed PLA Reinforced with Biogenic Carbon. Adv. Tribol. 2018, 2018, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Q.; Zhang, F.; Medarametla, S.P.; Li, H.; Zhou, C.; Lin, D. 3D Printing of Graphene Aerogels. Small 2016, 12, 1702–1708. [Google Scholar] [CrossRef]
- Yu, M.; Saunders, T.; Su, T.; Gucci, F.; Reece, M. Effect of Heat Treatment on the Properties of Wood-Derived Biocarbon Structures. Materials 2018, 11, 1588. [Google Scholar] [CrossRef] [Green Version]
- Acquah, S.F.A.; Leonhardt, B.E.; Nowotarski, M.S.; Magi, J.M.; Chambliss, K.A.; Venzel, T.E.S.; Delekar, S.D.; Al-Hariri, L.A. Carbon Nanotubes and Graphene as Additives in 3D Printing. In Carbon Nanotubes—Current Progress of their Polymer Composites; Berber, M.R., Hafez, I.H., Eds.; IntechOpen: Rijeka, Croatia, 2016; pp. 227–250. [Google Scholar]
- Behazin, E.; Misra, M.; Mohanty, A.K. Compatibilization of toughened polypropylene/biocarbon biocomposites: A full factorial design optimization of mechanical properties. Polym. Test. 2017, 61, 364–372. [Google Scholar] [CrossRef]
- Le Duigou, A.; Correa, D.; Ueda, M.; Matsuzaki, R.; Castro, M. A review of 3D and 4D printing of natural fibre biocomposites. Mater. Des. 2020, 194, 108911. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, K.; Yan, D. Nanocomposites of poly(trimethylene terephthalate) with various organoclays: Morphology, mechanical and thermal properties. Polym. Test. 2004, 23, 323–331. [Google Scholar] [CrossRef]
- Reddy, J.P.; Misra, M.; Mohanty, A. Renewable resources-based PTT [poly(trimethylene terephthalate)]/switchgrass fiber composites: The effect of compatibilization. Pure Appl. Chem. 2012, 85, 521–532. [Google Scholar] [CrossRef]
- Umerah, C.O.; Kodali, D.; Head, S.; Jeelani, S.; Rangari, V.K. Synthesis of carbon from waste coconutshell and their application as filler in bioplast polymer filaments for 3D printing. Compos. Part B Eng. 2020, 202, 108428. [Google Scholar] [CrossRef]
- Fitzharris, E.R.; Watanabe, N.; Rosen, D.W.; Shofner, M.L. Effects of material properties on warpage in fused deposition modeling parts. Int. J. Adv. Manuf. Technol. 2018, 95, 2059–2070. [Google Scholar] [CrossRef]
- Codou, A.; Misra, M.; Mohanty, A.K. Sustainable biocarbon reinforced nylon 6/polypropylene compatibilized blends: Effect of particle size and morphology on performance of the biocomposites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 1–10. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Kurian, J.V. Sorona® Polymer: Present Status and Future Perspectives. In Natural fibers, Biopolymers, and Biocomposites; Mohanty, A.K., Misra, M., Drzal, L.T., Eds.; Taylor & Francis: Boca Raton, FL, USA, 2005; pp. 503–530. ISBN 9780203508206. [Google Scholar]
- Yan, M.; Tian, X.; Peng, G.; Li, D.; Zhang, X. High temperature rheological behavior and sintering kinetics of CF/PEEK composites during selective laser sintering. Compos. Sci. Technol. 2018, 165, 140–147. [Google Scholar] [CrossRef]
- Nguyen, N.A.; Barnes, S.H.; Bowland, C.C.; Meek, K.M.; Littrell, K.C.; Keum, J.K.; Naskar, A.K. A path for lignin valorization via additive manufacturing of high-performance sustainable composites with enhanced 3D printability. Sci. Adv. 2018, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Capoen, L.; D’hooge, D.R.; Cardon, L. Can the melt flow index be used to predict the success of fused deposition modelling of commercial poly(lactic acid) filaments into 3D printed materials? Plast. Rubber Compos. 2018, 47, 9–16. [Google Scholar] [CrossRef]
- Cunha, M.P.; Grisa, A.M.C.; Klein, J.; Poletto, M.; Brandalise, R.N. Preparation and Characterization of Hollow Glass Microspheres- Reinforced Poly (acrylonitrile-co-butadiene-co-styrene) Composites. Mater. Res. 2018, 21. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Chen, L.; Kowalski, C.; Mulholland, T.; Osswald, T.A. Nozzle flow behavior of aluminum/polycarbonate composites in the material extrusion printing process. J. Appl. Polym. Sci. 2019, 136, 1–9. [Google Scholar] [CrossRef]
- Zhang, J.; Yang, B.; Fu, F.; You, F.; Dong, X.; Dai, M. Resistivity and its anisotropy characterization of 3D-printed acrylonitrile butadiene styrene copolymer (ABS)/carbon black (CB) composites. Appl. Sci. 2017, 7, 20. [Google Scholar] [CrossRef] [Green Version]
- Snowdon, M.R.; Mohanty, A.K.; Misra, M. A study of carbonized lignin as an alternative to carbon black. ACS Sustain. Chem. Eng. 2014, 2, 1257–1263. [Google Scholar] [CrossRef]
- Pyda, M.; Boller, A.; Grebowicz, J.; Chuah, H.; Lebedev, B.V.; Wunderlich, B. Heat capacity of poly(trimethylene terephthalate). J. Polym. Sci. Part B Polym. Phys. 1998, 36, 2499–2511. [Google Scholar] [CrossRef]
- Torres, M.D. Role of the Rheology in the New Emerging Technologies as 3D Printing. Rheol. Open Access 2017, 1, 3–4. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Composition | Tensile Strength (MPa) | Tensile Modulus (GPa) | Elongation at Break (%) | Impact Strength (J/m) |
|---|---|---|---|---|
| 100/0 | 35.3 ± 2.41 | 1.77 ± 0.10 | 6.34 ± 0.79 | 61.26 ± 11.87 |
| 95/5 | 26.4 ± 3.70 | 1.31 ± 0.22 | 4.01 ± 0.78 | 34.05 ± 4.71 |
| 90/10 | 28.3 ± 1.09 | 1.49 ± 0.09 | 3.54 ± 0.53 | 32.25 ± 3.85 |
| Composition of Samples | Blend * Content (wt %) | Biocarbon Content (wt %) |
|---|---|---|
| 100/0 | 100 | - |
| 95/5 | 95 | 5 |
| 90/10 | 90 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Diederichs, E.; Picard, M.; Chang, B.P.; Misra, M.; Mohanty, A. Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(trimethylene terephthalate). Molecules 2021, 26, 4164. https://doi.org/10.3390/molecules26144164
Diederichs E, Picard M, Chang BP, Misra M, Mohanty A. Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(trimethylene terephthalate). Molecules. 2021; 26(14):4164. https://doi.org/10.3390/molecules26144164
Chicago/Turabian StyleDiederichs, Elizabeth, Maisyn Picard, Boon Peng Chang, Manjusri Misra, and Amar Mohanty. 2021. "Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(trimethylene terephthalate)" Molecules 26, no. 14: 4164. https://doi.org/10.3390/molecules26144164
APA StyleDiederichs, E., Picard, M., Chang, B. P., Misra, M., & Mohanty, A. (2021). Extrusion Based 3D Printing of Sustainable Biocomposites from Biocarbon and Poly(trimethylene terephthalate). Molecules, 26(14), 4164. https://doi.org/10.3390/molecules26144164