
Active Barrier Coating for Packaging Paper with Controlled Release of Sunflower Oils


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Details
2.1. Materials
2.2. Coating Application
2.3. Characterization Methods
3. Test Results
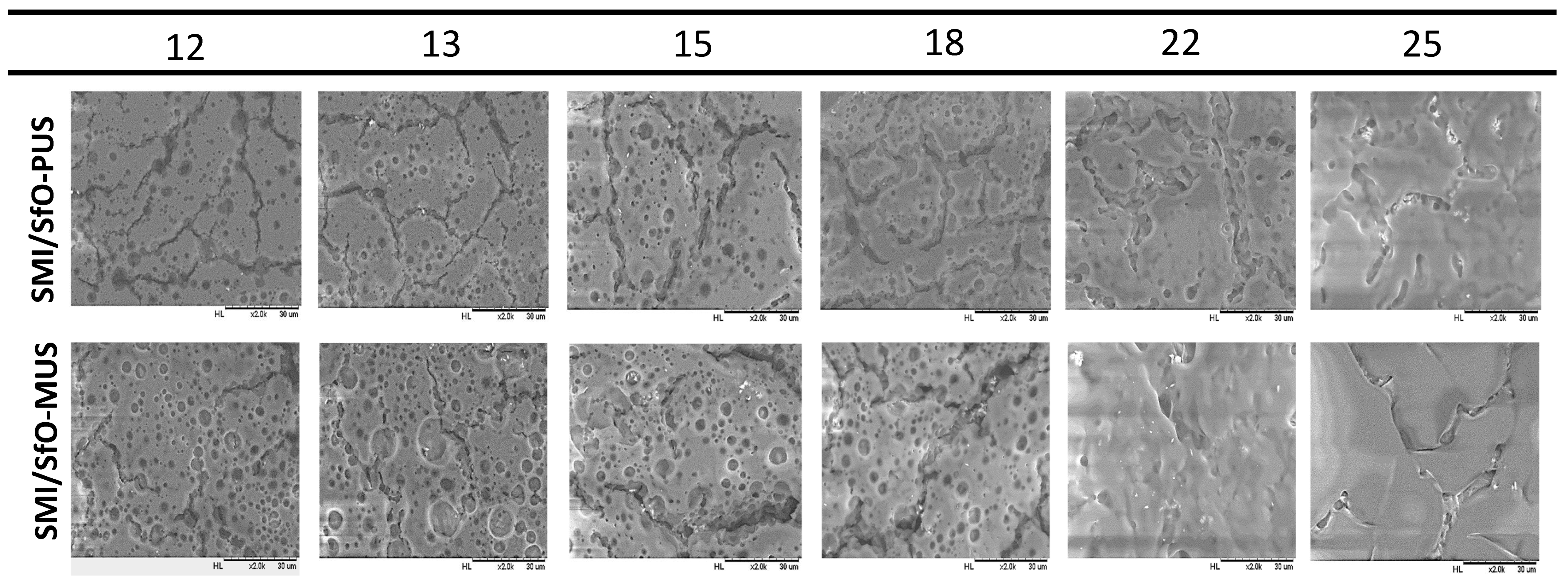
3.1. Microscopic Morphology of Paper Coatings
3.2. Quantification of Release Profiles from Single-Point Micro-Raman Spectroscopy
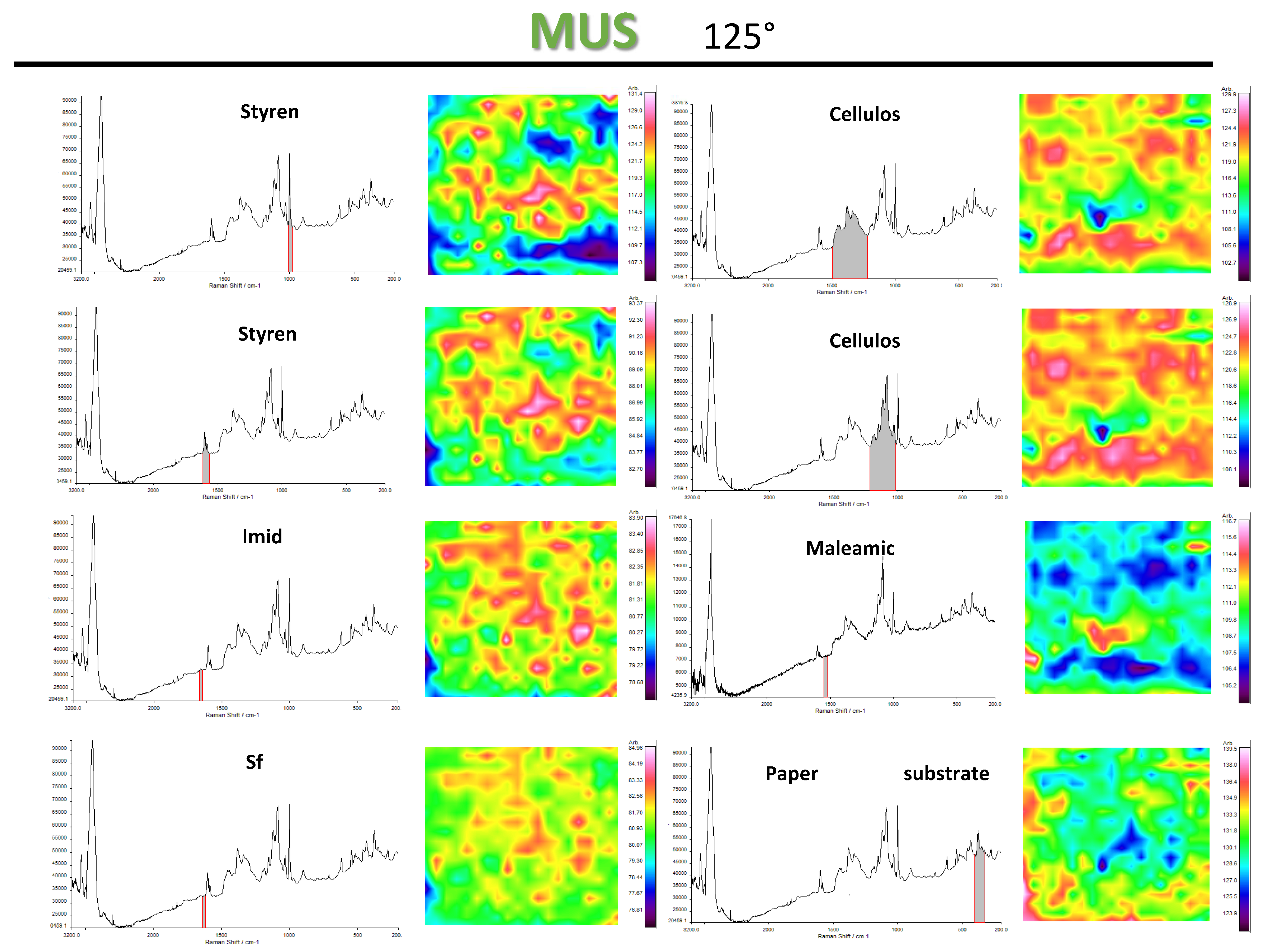
3.3. Chemical Surface Mapping by Micro-Raman Spectroscopy
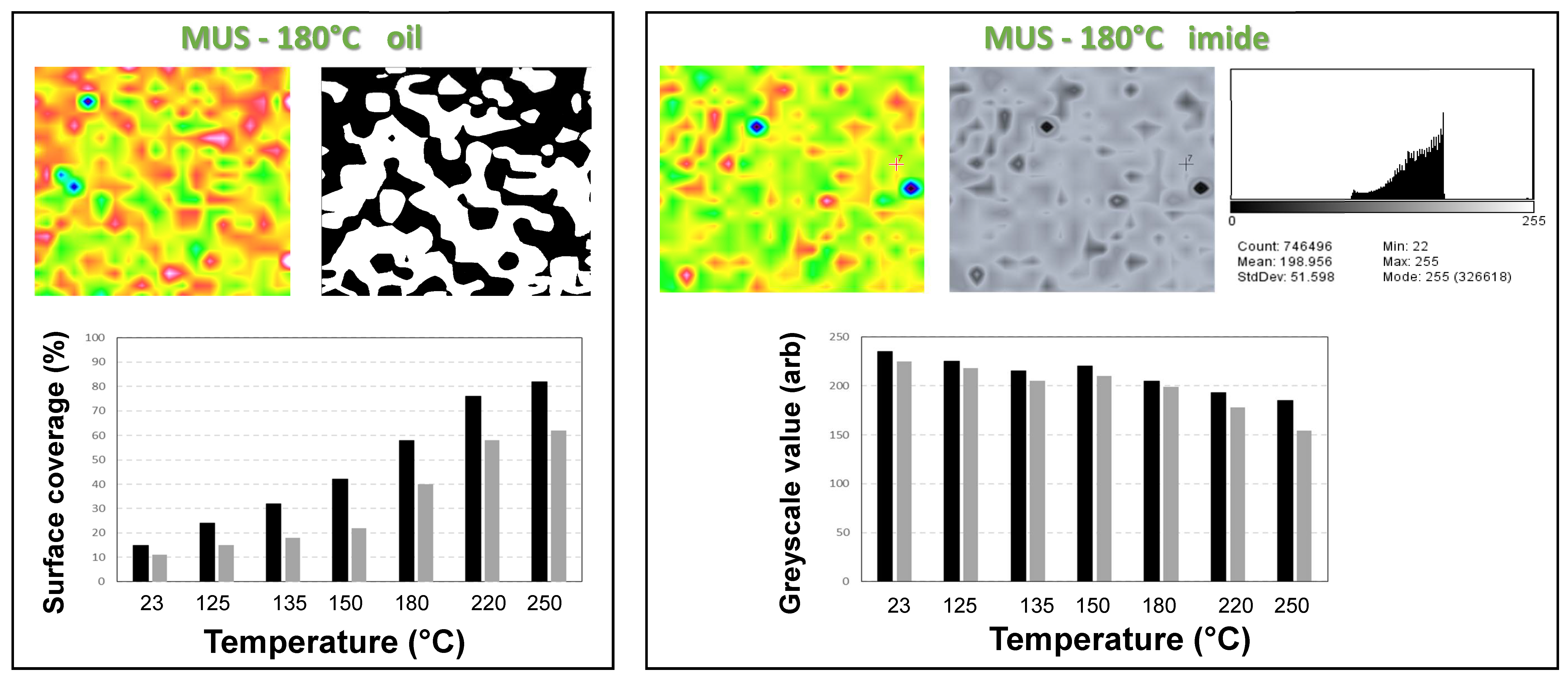
3.4. Quantification of Release Profiles from Micro-Raman Mapping
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Otto, S.; Strenger, M.; Maier-Nörth, A.; Schmid, M. Food packaging and sustainability—consumer perception vs. correlated scientific facts: A review. J. Clean Prod. 2021, 298, 126733. [Google Scholar] [CrossRef]
- Vasile, C.; Baican, M. Progresses in food packaging, food quality, and safety—controlled-release antioxidant and/or antimicrobial packaging. Molecules 2021, 26, 1263. [Google Scholar] [CrossRef] [PubMed]
- Gaikwad, K.; Singh, S.; Ajji, A. Moisture absorbers for food packaging applications. Environ. Chem. Lett. 2019, 17, 609–628. [Google Scholar] [CrossRef]
- Hirvikorpi, T.; Vaha-Nissi, M.; Harlin, A.; Karppinen, M. Comparison of some coating techniques to fabricate barrier layers on packaging materials. Thin Solid Films 2010, 518, 5463–5466. [Google Scholar] [CrossRef]
- Bastarrachea, L.J.; Wong, D.E.; Roman, M.J.; Lin, Z.; Goddard, J.M. Active packaging coatings. Coatings 2015, 5, 771–791. [Google Scholar] [CrossRef]
- Conte, A.; Gammariello, D.; Di Guilio, S.; Attanasio, M.; Del Nobile, M.A. Active coating and modified-atmosphere packaging to extend the shelf life of Fior di Latte cheese. J. Diary Sci. 2009, 92, 887–894. [Google Scholar] [CrossRef]
- Mastromatteo, M.; Mastromatteo, M.; Conte, A.; Del Nobile, M.A. Advances in controlled release devices for food packaging applications. Trends Food Sci. Technol. 2010, 21, 591–598. [Google Scholar] [CrossRef]
- Chen, X.; Chen, M.; Xu, C.; Yam, K.L. Critical review of controlled release packaging to improve food safety and quality. Crit. Rev. Food Sci. Nutr. 2019, 59, 2386–2399. [Google Scholar] [CrossRef]
- Almasi, H.; Oskouie, M.J.; Saleh, A. A review on techniques utilized for design of controlled release food active packaging. Crit. Rev. Food Sci. Nutr. 2020, 1–21. [Google Scholar] [CrossRef]
- Oloyede, O.O.; Lignou, S. Sustainable paper-based packaging: A consumer’s perspective. Foods 2021, 10, 1035. [Google Scholar] [CrossRef]
- Jasmani, L.; Ainun, Z.M.A.; Adnan, S.; Ibrahim, R.; Sapuan, S.M.; Ilyas, R.A. Sustainable Paper-Based Packaging. In Bio-Based Packaging: Material, Environmental and Economic Aspects; Sapuan, S.M., Ilyas, R.A., Eds.; Wiley: Hoboken, NJ, USA, 2021; pp. 225–244. [Google Scholar]
- Samyn, P. Wetting and hydrophobic modification of cellulose surfaces for paper applications. J. Mater. Sci. 2013, 48, 6455–6498. [Google Scholar] [CrossRef]
- Nemli, G.; Colakoglu, G. The influence of lamination technique on the properties of particleboard. Build. Environ. 2005, 40, 83–87. [Google Scholar] [CrossRef]
- Andersson, C.; Ernstsson, M.; Järnström, L. Barrier properties and heat sealability/failure mechanisms of dispersion-coated paperboard. Pack. Technol. Sci. 2003, 15, 209–241. [Google Scholar] [CrossRef]
- Qin, C.; Wang, W.; Li, W.; Zhang, S. Reactive water vapor barrier coatings derived from cellulose undecenoyl esters for paper packaging. Coatings 2020, 10, 1032. [Google Scholar] [CrossRef]
- Hua, Q.; Liu, L.Y.; Karaaslan, M.A.; Rennecker, S. Aqueous dispersions of esterified lignin particles for hydrophobic coatings. Front. Chem. 2019, 7, 515. [Google Scholar] [CrossRef] [PubMed]
- Samain, X.; Langlois, V.; Renard, E.; Lorang, G. Grafting biodegradable polyesters onto cellulose. J. Appl. Polym. Sci. 2011, 121, 1183–1192. [Google Scholar] [CrossRef]
- Liu, R.; Li, Q.; Liu, J.; Duan, Y.; Gao, T. Graft copolymerization of MA/(TFEA or TFPM) onto cellulosic fibers for surface hydrophobicity. Cellulose 2021, 28, 3981–3995. [Google Scholar] [CrossRef]
- Tambe, C.; Graiver, D.; Narayan, R. Moisture resistance coating of packaging paper from biobased silylated soybean oil. Prog. Org. Coat. 2016, 101, 270–278. [Google Scholar] [CrossRef]
- Tucekova, Z.K.; Galmiz, O.; Kelar, J.; Kovacik, D.; Stupavska, M.; Sramkova, P.; Zemalk, M.; Vallade, J.; Cernak, M. Adhesive properties of silicone-coated release liner paper enhanced by atmospheric pressure plasma preand post-treatment. Coatings 2020, 10, 1102. [Google Scholar] [CrossRef]
- Dankovich, T.A.; Hsieh, Y.L. Surface modification of cellulose with plant triglycerides for hydrophobicity. Cellulose 2007, 14, 469–480. [Google Scholar] [CrossRef]
- Cordt, C.; Geissler, A.; Biesalski, M. Regenerative superhydrophobic paper coatings by in situ formation of waxy nanostructures. Adv. Mater. Interfac. 2020, 8, 2001265. [Google Scholar] [CrossRef]
- Gras, S.L.; Mahmud, T.; Rosengarten, G.; Mitchell, A.; Kalantar-Zadeh, K. Intelligent control of surface hydrophobicity. Chem. Phys. Chem. 2007, 8, 2036–2050. [Google Scholar] [CrossRef]
- Nau, M.; Seelinger, D.; Biesalski, M. Independent two way switching of the wetting behavior of cellulose-derived nanoparticle surface coatings by light and by temperature. Adv. Mater. Interfac. 2019, 6, 1900378. [Google Scholar] [CrossRef]
- Madhan, S.; Espirito Santo, C.; Andrade, L.P.; Da Silva, P.; Gaspar, P.D. Active and intelligent packaging with phase change materials to promote the shelf life extension of food products. KnE Eng. 2020, 5, 232–241. [Google Scholar] [CrossRef]
- Singh, S.; Gaikwad, K.K.; Lee, Y.S. Phase change materials for advanced cooling packaging. Environ. Chem. Lett. 2018, 16, 845–859. [Google Scholar] [CrossRef]
- Firouz, M.S.; Mohi-Alden, K.; Omid, M. A critical review on intelligent and active packaging in the food industry: Research and development. Food Res. Int. 2021, 141, 110113. [Google Scholar] [CrossRef] [PubMed]
- Sani, M.A.; Azizi-Malabadi, M.; Tavassoli, M.; Mohammadi, K.; McClements, D.J. Recent advances in the development of smart and active biodegradable packaging materials. Nanomaterials 2021, 11, 1331. [Google Scholar] [CrossRef]
- Nogueira, G.F.; de Oliveira, R.A.; Velasco, J.I.; Fakhouri, F.M. Methods of incorporating plant-derived bioactive compounds into films made with agro-based polymers for application as food packaging: A brief review. Polymers 2020, 12, 2518. [Google Scholar] [CrossRef]
- Zanetti, M.; Carniel, T.K.; Dalcanton, F.; dos Anjos, R.S.; Riella, H.G.; de Araujo, P.H.H.; de Oliveira, D.; Fiori, M.A. Use of encapsulated natural compounds as antimicrobial additives in food packaging: A brief review. Trends Food Sci. Technol. 2018, 81, 51–60. [Google Scholar] [CrossRef]
- Gemili, S.; Yemenicioglu, A.; Altinkaya, S.A. Development of antioxidant food packaging materials with controlled release properties. J. Food Eng. 2010, 96, 325–332. [Google Scholar] [CrossRef]
- Tian, F.; Decker, E.A.; Goddard, J.M. Controlling lipid oxidation of food by active packaging technologies. Food Funct. 2013, 4, 669–680. [Google Scholar] [CrossRef] [PubMed]
- Ju, J.; Chen, X.; Xie, Y.; Yu, H.; Guo, Y.; Cheng, Y.; Qian, H.; Yao, W. Application of essential oil as a sustained release preparation in food packaging. Trends Food Sci. Technol. 2019, 92, 22–32. [Google Scholar] [CrossRef]
- Sumiga, B.; Sumiga, B.; Ravnjak, D.; Podgornik, B.B. Antimicrobial paper coatings containing microencapsulated cymbopogon citratus oil. Coatings 2019, 9, 470. [Google Scholar] [CrossRef]
- Martin, A.; Varona, S.; Navarette, A.; Cocero, M.J. Encapsulation and co-precipitation processes with supercritical fluids: Applications with essential oils. Open Chem. Eng. J. 2010, 4, 31–41. [Google Scholar] [CrossRef]
- Becerril, R.; Nerin, C.; Silva, F. Encapsulation systems for antimicrobial food packaging components: An update. Molecules 2020, 25, 1134. [Google Scholar] [CrossRef]
- Ferreira, C.D.; Nunes, I.L. Oil nanoencapsulation: Development, application, and incorporation into the food market. Nanoscale Res. Lett. 2019, 14, 9. [Google Scholar] [CrossRef] [PubMed]
- You, Y.Z.; Kalebaila, K.K.; Brock, S.L.; Oupicky, D. Temperature-controlled uptake and release in PNIPAM-modified porous silica nanoparticles. Chem. Mater. 2008, 20, 3354–3359. [Google Scholar] [CrossRef]
- Giroux, H.J.; Britten, M. Encapsulation of hydrophobic aroma in whey protein nanoparticles. J. Microencapsul. 2011, 28, 337–343. [Google Scholar] [CrossRef]
- Soliman, O.; Ibrahim, S. Encapsulation of carbon black through miniemulsion polymerization as hydrophobic coating for packaging materials. Der Pharma Chem. 2016, 8, 245–252. [Google Scholar]
- Razaei, A.; Fathi, M.; Jafari, S.M. Nanoencapsulation of hydrophobic and low-soluble food bioactive compounds within different nanocarriers. Food Hydrocol. 2019, 88, 146–162. [Google Scholar] [CrossRef]
- Saffarionpour, S. Nanoencapsulation of hydrophobic food flavor ingredients and their cyclodextrin inclusion complexes. Food Bioprocess Technol. 2019, 12, 1157–1173. [Google Scholar] [CrossRef]
- Lopez-Gomez, A.; Ros-Chumillas, M.; Buendia-Moreno, L.; Martinez-Hernandez, G.M. Active cardboard packaging with encapsulated essential oils for enhancing the shelf life of fruit and vegetables. Front. Nutr. 2020, 7, 559978. [Google Scholar] [CrossRef]
- Buendia-Moreno, L.; Soto-Jover, S.; Ros-Chumillas, M.; Antolinos, V.; Navarro-Segura, L.; Sanchez-Martinez, J.; Martinez-Hernandez, G.B.; Lopez-Gomez, A. Innovative cardboard active packaging with a coating including encapsulated essential oils to extend cherry tomato shelf life. LWT 2019, 116, 108584. [Google Scholar] [CrossRef]
- Rungwasantisuk, A.; Raibhu, S. Application of encapsulating lavender essential oil in gelatin/gum-arabic complex coacervate and varnish screen-printing in making fragrant gift-wrapping paper. Prog. Org. Coat. 2020, 149, 105924. [Google Scholar] [CrossRef]
- Ozdemir, M.; Kemerli, T. Innovative applications of micro and nanoencapsulation in food packaging. In Encapsulation and Controlled Release Technologies in Food Systems, 2nd ed.; Lakkis, J.M., Ed.; Wiley: Hoboken, NJ, USA, 2016; pp. 333–378. [Google Scholar]
- Chaudhari, A.K.; Singh, V.P.; Das, S.; Dubey, N.K. Nanoencapsulation of essential oils and their bioactive constituents: A novel strategy to control mycotoxin contamination in food system. Food Chem. Toxicol. 2021, 149, 112019. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Gu, K.; Qiang, S.; Wang, C. Environmental stimuli-responsive self-repairing waterbased superhydrophobic coatings. RSC Adv. 2017, 7, 543–550. [Google Scholar] [CrossRef]
- Wang, B.; Ye, Z.; Xu, Q.; Liu, H.; Lin, Q.; Chen, H.; Nan, K. Construction of a temperature-responsive terpolymer coating with recyclable bactericidal and self-cleaning antimicrobial properties. Biomater. Sci. 2016, 4, 1731–1741. [Google Scholar] [CrossRef]
- Samyn, P.; Schoukens, G.; Stanssens, D.; Vonck, L.; Van den Abbeele, H. Incorporating different vegetable oils into an aqueous dispersion of hybrid organic nanoparticles. J. Nanopart. Res. 2012, 14, 1075–1085. [Google Scholar] [CrossRef]
- Roberts, C.C.; Francis, L.F. Drying and cracking of soft latex coatings. J. Coat. Technol. Res. 2013, 10, 441–451. [Google Scholar] [CrossRef]
- Samyn, P.; Deconinck, M.; Schoukens, G.; Stanssens, D.; Vonck, L.; Van den Abbeele, H. Synthesis and characterization of imidized poly(styrene-maleic anhydride) organic nanoparticles in stable aqueous dispersion. Polym. Adv. Technol. 2012, 23, 311–325. [Google Scholar] [CrossRef]
- Seo, Y.; Lee, S.M.; Kim, D.Y.; Kim, K.U. Kinetic study of the imidization of a poly(ester amic acid) by ft-raman spectroscopy. Macromolecules 1997, 30, 3747–3753. [Google Scholar] [CrossRef]
- Wang, A.; Freema, J.J.; Jolliff, B.L. Understanding the Raman spectral features of phyllosilicates. J. Raman Spectrosc. 2014, 46, 829–845. [Google Scholar] [CrossRef]














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samyn, P. Active Barrier Coating for Packaging Paper with Controlled Release of Sunflower Oils. Molecules 2021, 26, 3561. https://doi.org/10.3390/molecules26123561
Samyn P. Active Barrier Coating for Packaging Paper with Controlled Release of Sunflower Oils. Molecules. 2021; 26(12):3561. https://doi.org/10.3390/molecules26123561
Chicago/Turabian StyleSamyn, Pieter. 2021. "Active Barrier Coating for Packaging Paper with Controlled Release of Sunflower Oils" Molecules 26, no. 12: 3561. https://doi.org/10.3390/molecules26123561
APA StyleSamyn, P. (2021). Active Barrier Coating for Packaging Paper with Controlled Release of Sunflower Oils. Molecules, 26(12), 3561. https://doi.org/10.3390/molecules26123561