Figure 1.
Processing of wheat straw particles for core and co-extruded layers: particle size distribution of particles before and after sieving in tumbler screening machine. Particles as received were used for the core, and particles after sieving in Condux mill with 1 mm sieve insert were used for the co-extruded layers.
Figure 1.
Processing of wheat straw particles for core and co-extruded layers: particle size distribution of particles before and after sieving in tumbler screening machine. Particles as received were used for the core, and particles after sieving in Condux mill with 1 mm sieve insert were used for the co-extruded layers.
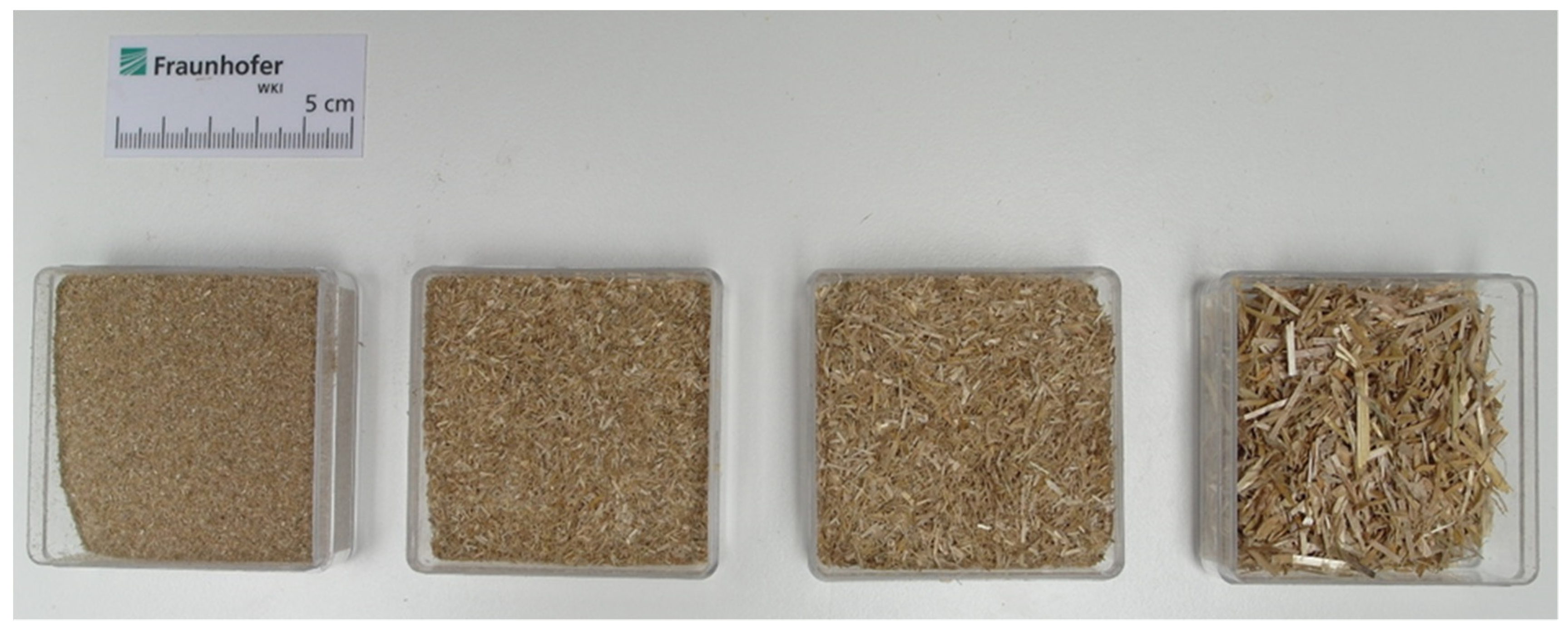
Figure 2.
Particle size fractions after sieving. From left to right: 0.6–1.25 mm; 1.25–3.15 mm; 3.15–5 mm; >5 mm. Fraction < 0.6 mm not shown.
Figure 2.
Particle size fractions after sieving. From left to right: 0.6–1.25 mm; 1.25–3.15 mm; 3.15–5 mm; >5 mm. Fraction < 0.6 mm not shown.
Figure 3.
Hollow core profiles after the single flame source test (EN ISO 11925-2). From left to right: reference without FR, profiles with Budit 669, and profiles with FR CROS 490. Horizontal line on profiles indicates 150 mm-mark (vertical flame spread within 60 s after start of the flame treatment shall not be more than 150 mm).
Figure 3.
Hollow core profiles after the single flame source test (EN ISO 11925-2). From left to right: reference without FR, profiles with Budit 669, and profiles with FR CROS 490. Horizontal line on profiles indicates 150 mm-mark (vertical flame spread within 60 s after start of the flame treatment shall not be more than 150 mm).
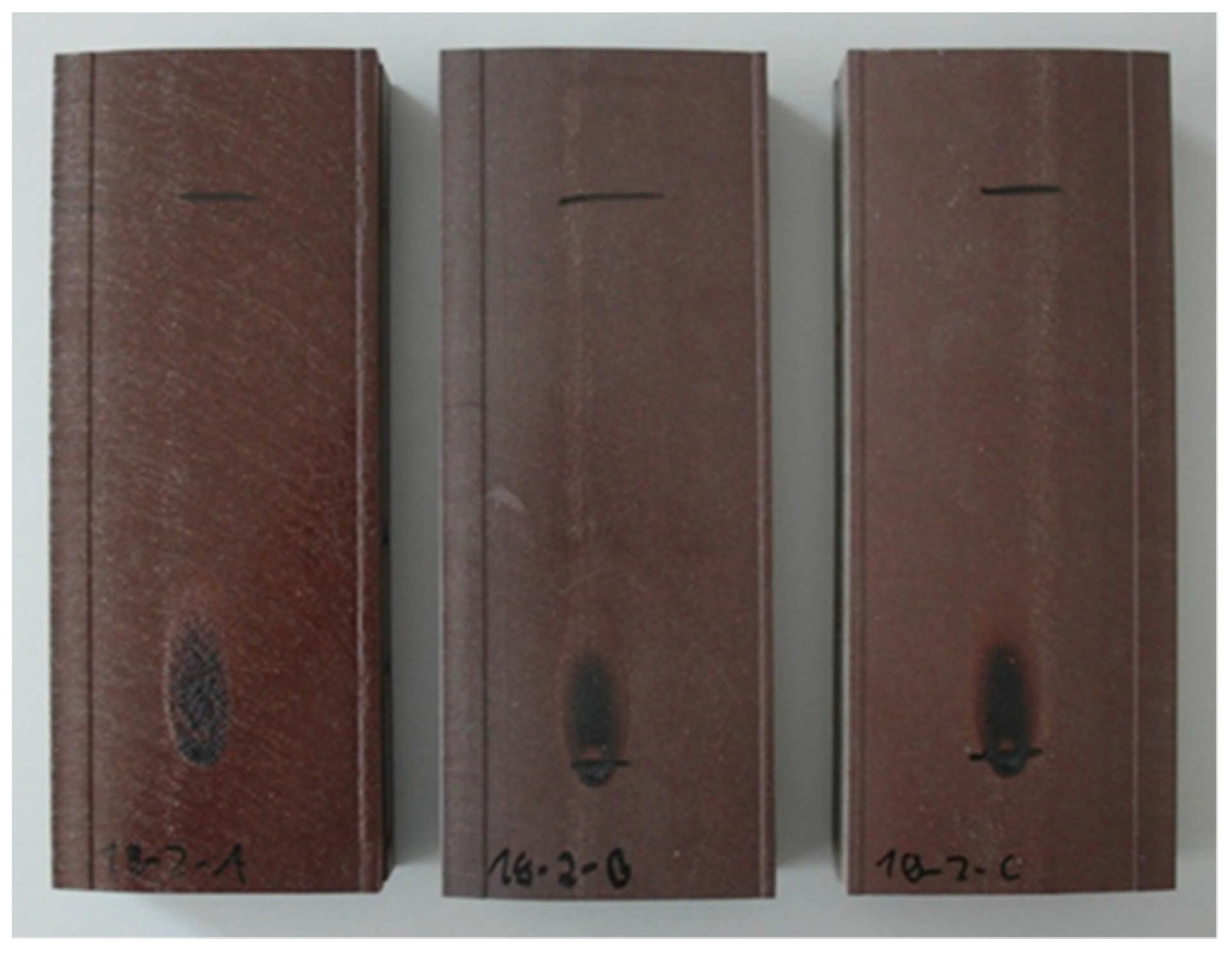
Figure 4.
Solid profiles after the single flame source test (EN ISO 11925-2). From left to right: reference without FR, profiles with Budit 669, and profiles with FR CROS 490. Horizontal line on profiles indicates 150 mm-mark (vertical flame spread within 60 s after start of the flame treatment shall not be more than 150 mm).
Figure 4.
Solid profiles after the single flame source test (EN ISO 11925-2). From left to right: reference without FR, profiles with Budit 669, and profiles with FR CROS 490. Horizontal line on profiles indicates 150 mm-mark (vertical flame spread within 60 s after start of the flame treatment shall not be more than 150 mm).
Figure 5.
HRR of co-extruded hollow-core profiles before and after artificial weathering according to DIN EN ISO 4892-2 (cycle 2).
Figure 5.
HRR of co-extruded hollow-core profiles before and after artificial weathering according to DIN EN ISO 4892-2 (cycle 2).
Figure 6.
HRR of co-extruded solid profiles before and after artificial weathering according to DIN EN ISO 4892-2 (cycle 2).
Figure 6.
HRR of co-extruded solid profiles before and after artificial weathering according to DIN EN ISO 4892-2 (cycle 2).
Figure 7.
Change in time to ignition, peak heat release rate, and total heat release after 600s due to the fire-retardants in co-extruded profiles (before weathering). H: hollow-core profile; S: solid profile.
Figure 7.
Change in time to ignition, peak heat release rate, and total heat release after 600s due to the fire-retardants in co-extruded profiles (before weathering). H: hollow-core profile; S: solid profile.
Figure 8.
Change in time to ignition, peak heat release rate, and total heat release after 600 s in co-extruded profiles after artificial weathering for 28 days. H: hollow-core profile; S: solid profile.
Figure 8.
Change in time to ignition, peak heat release rate, and total heat release after 600 s in co-extruded profiles after artificial weathering for 28 days. H: hollow-core profile; S: solid profile.
Figure 9.
Flexural strength of co-extruded profiles with and without fire-retardants. No requirement provided in DIN EN 15534-5. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 9.
Flexural strength of co-extruded profiles with and without fire-retardants. No requirement provided in DIN EN 15534-5. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 10.
Flexural modulus of co-extruded profiles with and without fire-retardants. No requirement provided in DIN EN 15534-5. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 10.
Flexural modulus of co-extruded profiles with and without fire-retardants. No requirement provided in DIN EN 15534-5. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 11.
Elongation at 250 N of co-extruded profiles with and without fire-retardants. Requirement (DIN EN 15534-5): ≤5 mm. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 11.
Elongation at 250 N of co-extruded profiles with and without fire-retardants. Requirement (DIN EN 15534-5): ≤5 mm. Test performed according to EN 310 with support span of 500 mm and test specimen length of 600 mm.
Figure 12.
Swelling of co-extruded hollow core profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled.
Figure 12.
Swelling of co-extruded hollow core profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled.
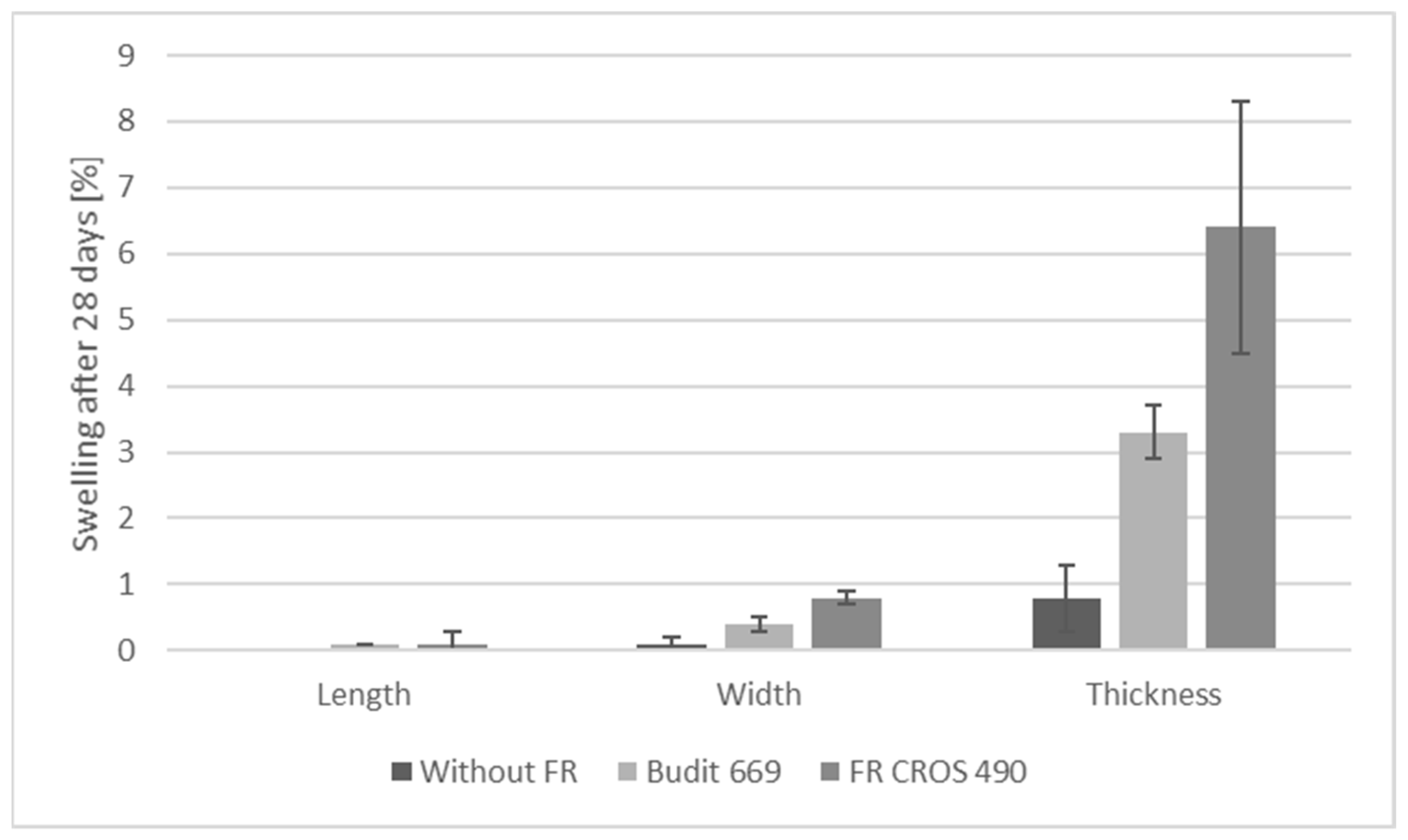
Figure 13.
Swelling of co-extruded solid profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled.
Figure 13.
Swelling of co-extruded solid profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled.
Figure 14.
Weight gain of co-extruded profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled, with the exception of the average for the solid profiles with FR CROS 490.
Figure 14.
Weight gain of co-extruded profiles after 28 days storage in cold water. Requirements according to
Table 7 were fulfilled, with the exception of the average for the solid profiles with FR CROS 490.
Figure 15.
TGA of compounds with Budit 669 (BU), FR CROS 490 (FR), and without fire-retardant (Ref); composition of compounds shown in Materials and Methods.
Figure 15.
TGA of compounds with Budit 669 (BU), FR CROS 490 (FR), and without fire-retardant (Ref); composition of compounds shown in Materials and Methods.
Figure 16.
Thermal degradation steps for wheat straw particles.
Figure 16.
Thermal degradation steps for wheat straw particles.
Figure 17.
Thermal degradation steps for wood flour (Arbocel C320).
Figure 17.
Thermal degradation steps for wood flour (Arbocel C320).
Figure 18.
Change in time to ignition, peak heat release rate, and total heat release after 600s due to the fire-retardant (FR CROS 490) or due to calcium carbonate (Ca) in solid profiles (before weathering). FR CROS 490 or Ca were added either in the co-extruded layer or in the bulk of the profiles.
Figure 18.
Change in time to ignition, peak heat release rate, and total heat release after 600s due to the fire-retardant (FR CROS 490) or due to calcium carbonate (Ca) in solid profiles (before weathering). FR CROS 490 or Ca were added either in the co-extruded layer or in the bulk of the profiles.
Figure 19.
Change in time to ignition, peak heat release rate, and total heat release after 600s in extruded profiles with fire-retardant (FR CROS 490) or calcium carbonate (Ca) or without any filler (0), after artificial weathering for 28 days. FR CROS 490 or Ca were added either in the co-extruded layer or in the bulk of the profiles.
Figure 19.
Change in time to ignition, peak heat release rate, and total heat release after 600s in extruded profiles with fire-retardant (FR CROS 490) or calcium carbonate (Ca) or without any filler (0), after artificial weathering for 28 days. FR CROS 490 or Ca were added either in the co-extruded layer or in the bulk of the profiles.
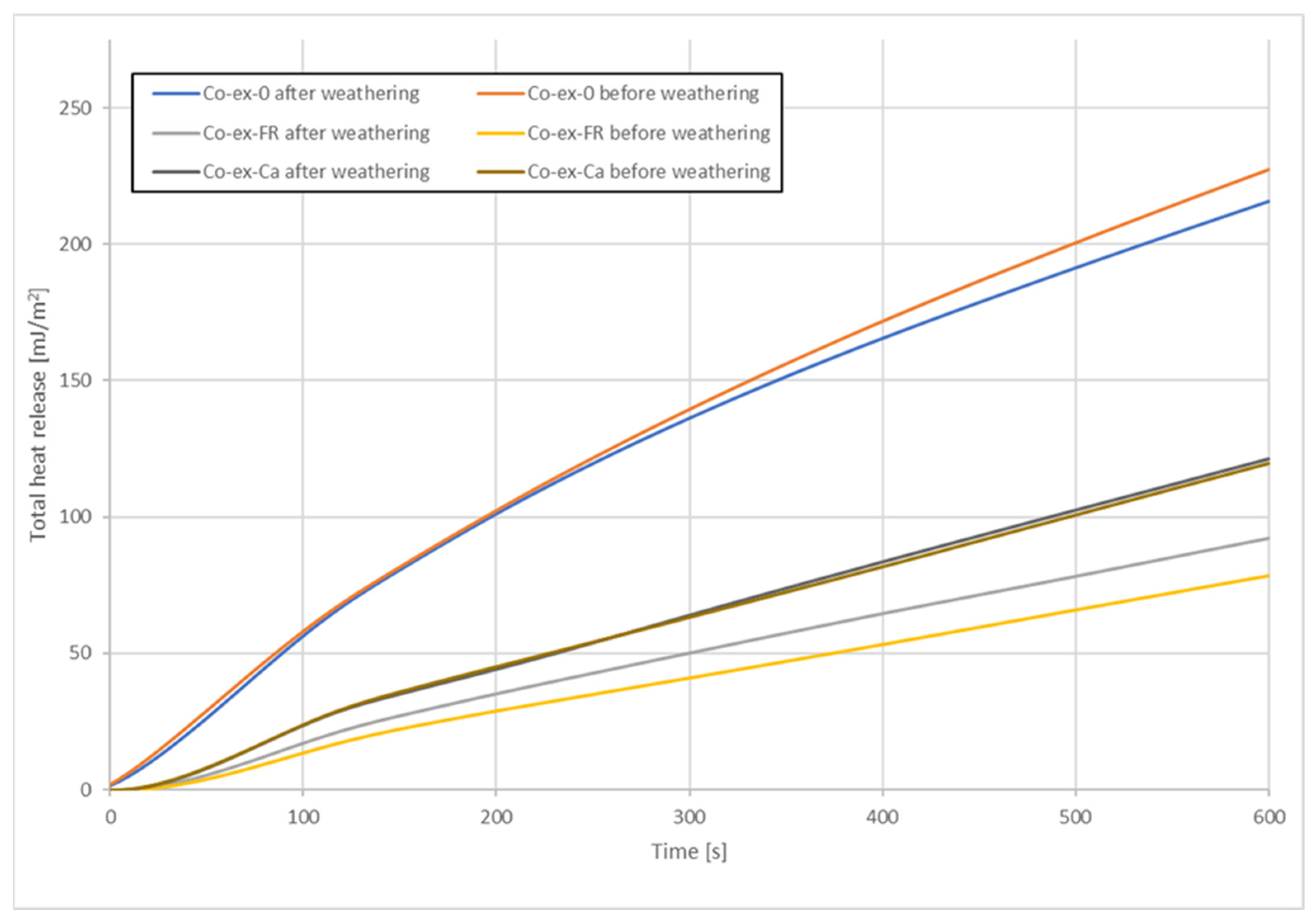
Figure 20.
HRR of profiles with co-extruded layer before and after weathering.
Figure 20.
HRR of profiles with co-extruded layer before and after weathering.
Figure 21.
HRR of profiles with addition of FR CROS 490 or calcium carbonate in the bulk, before and after weathering.
Figure 21.
HRR of profiles with addition of FR CROS 490 or calcium carbonate in the bulk, before and after weathering.
Figure 22.
Total heat release for co-extruded formulations before and after weathering. 0: without any filler; FR: with FR CROS 490; and Ca: with calcium carbonate.
Figure 22.
Total heat release for co-extruded formulations before and after weathering. 0: without any filler; FR: with FR CROS 490; and Ca: with calcium carbonate.
Figure 23.
Total heat release for bulk-protected formulations before and after weathering. 0: without any filler; FR: with FR CROS 490; and Ca: with calcium carbonate.
Figure 23.
Total heat release for bulk-protected formulations before and after weathering. 0: without any filler; FR: with FR CROS 490; and Ca: with calcium carbonate.
Figure 24.
Profile geometry of the siding profile for extrusion.
Figure 24.
Profile geometry of the siding profile for extrusion.
Table 1.
Results of UL-94 tests with materials for co-extruded layer. Thickness of pressed sheets was 0.8 mm. Amounts represent wt.%. In each formulation, 3% of coupling agent (MAPE) was included.
Table 1.
Results of UL-94 tests with materials for co-extruded layer. Thickness of pressed sheets was 0.8 mm. Amounts represent wt.%. In each formulation, 3% of coupling agent (MAPE) was included.
| Wheat Straw | HDPE | Fire-Retardant | UL-94 |
|---|
| 70 | 27 | 0 | Not passed |
| 20 | 27 | 50 Magnifin H5-MV | Not passed |
| 30 | 27 | 40 Magnifin H5-MV | Not passed |
| 30 | 27 | 40 Exolit AP 422 | V0 |
| 40 | 27 | 30 Exolit AP 422 | V0 |
| 40 | 27 | 20 Exolit AP 422; 10 GHL PX 95 HT | V1 |
| 40 | 27 | 20 Exolit AP 422; 10 Masteret 10460 B2XF | V0 |
| 40 | 27 | 30 Exolit AP 462 | V0 |
| 40 | 27 | 20 Exolit AP 462; 10 GHL PX 95 HT | V0 |
| 40 | 27 | 20 Exolit AP 462; 10 Masteret 10460 B2XF | V0 |
| 40 | 27 | 30 Budit 669 | V0 |
| 40 | 27 | 30 FR CROS 490 | V0 |
| 50 | 27 | 20 Budit 669 | Not passed |
| 50 | 27 | 20 FR CROS 490 | V0 |
Table 2.
Results for oxygen index measurements and UL-94 tests. For UL-94 tests, profile segments in 13 mm width (100 mm profile length) were used.
Table 2.
Results for oxygen index measurements and UL-94 tests. For UL-94 tests, profile segments in 13 mm width (100 mm profile length) were used.
| Test | Budit 669 | FR CROS 490 | Without Fire-Retardant |
|---|
| Limiting oxygen index (LOI) | 32 | 34 | 20 |
| UL-94 classification | V0 | V0 | V3 |
Table 3.
Fire properties of hollow core (H) and solid (S) profiles before and after artificial weathering (28 days) obtained using a cone calorimeter with 50 kW/m2 irradiation. Both types of profiles were co-extruded, with the FR present in the co-ex-layer only. For composition of formulations, see Material and Methods. Values represent the average of three samples with standard deviation in parentheses.
Table 3.
Fire properties of hollow core (H) and solid (S) profiles before and after artificial weathering (28 days) obtained using a cone calorimeter with 50 kW/m2 irradiation. Both types of profiles were co-extruded, with the FR present in the co-ex-layer only. For composition of formulations, see Material and Methods. Values represent the average of three samples with standard deviation in parentheses.
| Material | Time to Ignition (s) | pHRR (kW/m2) | THR600s (MJ/m2) | Mass Loss (wt.%) |
|---|
| Ref H after weathering | 21 (0.4) | 542 (23.4) | 168 (5.4) | 33 (0.5) |
| Ref H before weathering | 21 (1.0) | 556 (20.1) | 186 (4.1) | 36 (0.6) |
| Ref S after weathering | 25 (1.5) | 498 (14.9) | 169 (3.6) | 14 (0.3) |
| Ref S before weathering | 24 (0.8) | 493 (12.5) | 163 (4.9) | 15 (0.5) |
| Bu H after weathering | 35 (0.8) | 343 (17.6) | 137 (3.1) | 20 (1.1) |
| Bu H before weathering | 39 (1.3) | 320 (11.5) | 112 (6.5) | 19 (0.8) |
| Bu S after weathering | 37 (1.5) | 269 (16.3) | 99 (2.7) | 10 (0.2) |
| Bu S before weathering | 43 (0.4) | 252 (9.8) | 95 (4.9) | 10 (0.6) |
| Cr H after weathering | 38 (2.0) | 307 (10.6) | 135 (3.6) | 25 (0.5) |
| Cr H before weathering | 40 (1.0) | 298 (13.5) | 118 (6.2) | 25 (0.3) |
| Cr V after weathering | 41 (0.8) | 270 (15.6) | 100 (4.3) | 12 (1.0) |
| Cr V before weathering | 45 (0.7) | 257 (13.2) | 99 (2.7) | 11 (0.8) |
Table 4.
Requirements for fire performance in durability according to ETAG 028 (2012). Heat flux: 50 kW/m2.
Table 4.
Requirements for fire performance in durability according to ETAG 028 (2012). Heat flux: 50 kW/m2.
| Building Products Excluding Flooring | RHR30save | THR600s |
|---|
| Class B products | ≤150 kW/m2 | Increase < 20% compared to before weathering |
| Class C products | ≤220 kW/m2 | Increase < 20% compared to before weathering |
Table 5.
Results for pHRR, RHR30save and for the increase of the total heat release (THR600s) after artificial weathering for 28 days. Classification of the results for hollow-chamber (H) and solid profiles (S) according to ETAG 028 (2012).
Table 5.
Results for pHRR, RHR30save and for the increase of the total heat release (THR600s) after artificial weathering for 28 days. Classification of the results for hollow-chamber (H) and solid profiles (S) according to ETAG 028 (2012).
| Material | pHRR [kW/m2] | RHR30save during 600s after Tstart | ∆THR600s | Classification |
|---|
| Bu H (Budit 669) | 343 | 327 | +22% | Neither C nor B |
| Cr H (FR CROS 490) | 307 | 298 | +14% | Neither C nor B |
| Bu S (Budit 669) | 269 | 250 | +4% | Neither C nor B |
| Cr S (FR CROS 490) | 270 | 242 | +2% | Neither C nor B |
Table 6.
Color (∆E*) change of wheat straw-based, fire-retarded, co-extruded profiles after artificial and natural weathering according to DIN EN ISO 4892-2 (cycle 2) and EN 927-3. H: hollow core; S: solid. For composition of the formulations, see Materials and Methods.
Table 6.
Color (∆E*) change of wheat straw-based, fire-retarded, co-extruded profiles after artificial and natural weathering according to DIN EN ISO 4892-2 (cycle 2) and EN 927-3. H: hollow core; S: solid. For composition of the formulations, see Materials and Methods.
| Material | Fire-Retardant | ∆E* after 300 h Art. Weathering | ∆E* after 28 Days Art. Weathering | ∆E* after 6 Months Nat. Weathering | ∆E* after 12 Months Nat. Weathering |
|---|
| Ref H | Without FR | 3.22 | 6.01 | 4.90 | 5.70 |
| Bu H | Budit 669 | 9.24 | 11.01 | 10.80 | 12.11 |
| Cr H | FR CROS 490 | 7.67 | 8.50 | 9.31 | 9.02 |
| Ref S | Without FR | 4.03 | 5.02 | 4.61 | 4.89 |
| Bu S | Budit 669 | 6.80 | 13.47 | 8.27 | 8.92 |
| Cr S | FR CROS 490 | 5.90 | 8.00 | 6.97 | 7.36 |
Table 7.
Requirements for swelling and water uptake (DIN EN 15534-5).
Table 7.
Requirements for swelling and water uptake (DIN EN 15534-5).
| Requirement | Threshold Values |
|---|
| Mean values of swelling | ≤10% in thickness; ≤1.5% in width; ≤0.6% in length |
| Individual values of swelling | ≤12% in thickness; ≤2.0% in width; ≤1.2% in length |
| Mean value of water absorption | ≤8% in weight |
| Individual values of water absorption | ≤10% in weight |
Table 8.
Thermal conductivity of co-extruded profiles with fire-retardant FR CROS 490. Values represent average of ten measurements; standard deviation in parentheses.
Table 8.
Thermal conductivity of co-extruded profiles with fire-retardant FR CROS 490. Values represent average of ten measurements; standard deviation in parentheses.
| Material | λ [W/m∙K] | U-Value [W/m2∙K] |
|---|
| Hollow chamber profile (Cr H) | 0.13 (8.6 × 10−5) | 5.4 (3.5 × 10−4) |
| Solid profile (Cr S) | 0.21 (4.1 × 10−5) | 7.8 (1.5 × 10−4) |
Table 9.
TGA results for compounds used in co-extrusion. Abbreviations: T0: first onset; Tmax: maximum degradation temperature (maximum rate of degradation); Tf: final degradation temperature. Values for T0, Tmax, and Tf in °C.
Table 9.
TGA results for compounds used in co-extrusion. Abbreviations: T0: first onset; Tmax: maximum degradation temperature (maximum rate of degradation); Tf: final degradation temperature. Values for T0, Tmax, and Tf in °C.
| Material | T0
Step 1 | Tmax
Step 1 | T0
Step 2 | Tmax
Step 2 | T0
Step 3 | Tmax
Step 3 | Tf | Mass Loss
Step 1 (%) | Mass Loss
Step 2 (%) | Mass Loss
Step 3 (%) | Residue
(%) |
|---|
| Ref | 217 | 270 | 388 | 470 | - | - | - | 30.17 | 65.09 | - | 4.72 |
| Bu | 216 | 328 | 429 | 482 | 547 | 675 | 827 | 27.14 | 32.35 | 27.23 | 12.92 |
| Cr | 193 | 320 | 403 | 482 | 529 | 665 | 802 | 19.21 | 29.02 | 39.75 | 9.68 |
Table 10.
Chemical composition of straw and wood (percent dry matter). Values for wheat and rice straw from Mo et al. [
1] and for wood from Fengel and Wegener [
51].
Table 10.
Chemical composition of straw and wood (percent dry matter). Values for wheat and rice straw from Mo et al. [
1] and for wood from Fengel and Wegener [
51].
| Lignocellulosic Material | Cellulose | Hemicellulose | Lignin | Silica |
|---|
| Wheat straw | 39 | 36 | 10 | 6 |
| Rice straw | 33 | 26 | 7 | 13 |
| Softwood | 43–46 | 27–30 | 27 | Up to 0.001 |
| Hardwood | 43–46 | 29–37 | 20–25 | Up to 0.001 |
Table 11.
TGA results for wheat straw and wood particles. Values represent the average of three measurements (standard deviation in parentheses).
Table 11.
TGA results for wheat straw and wood particles. Values represent the average of three measurements (standard deviation in parentheses).
| | Mass Loss (wt.%) and Degradation Temperature (°C) | |
|---|
| Material | Step 1 | Step 2 | Step 3 | Residue (wt.%) |
|---|
| Wood flour (C320) | 31.93 (1.23); 357 | 39.39 (1.0); 596 | 8.90 (0.68); 829 | 3.68 (2.60) |
| Wheat straw flour | 53.06 (0.63); 356 | 14.55 (0.21); 427 | 7.27 (0.29); 591 | 15.59 (0.73) |
Table 12.
Fire properties of solid profiles before and after artificial weathering (28 days) obtained using a cone calorimeter with 50 kW/m2 irradiation. The fire-retardant or CaCO3 were present either in the co-extruded layer only or in the bulk of the profile. For composition of formulations, see Material and Methods. Values represent the average of two samples with standard deviation in parentheses.
Table 12.
Fire properties of solid profiles before and after artificial weathering (28 days) obtained using a cone calorimeter with 50 kW/m2 irradiation. The fire-retardant or CaCO3 were present either in the co-extruded layer only or in the bulk of the profile. For composition of formulations, see Material and Methods. Values represent the average of two samples with standard deviation in parentheses.
| Material | Time to Ignition (s) | pHRR (kW/m2) | THR600s (MJ/m2) | Mass loss600s (wt.%) |
|---|
| Co-ex-0 after weathering | 18.5 (0.7) | 647 (9.1) | 195 (1.0) | 19 (3.0) |
| Co-ex-0 before weathering | 18.0 (1.4) | 639 (5.7) | 202 (8.5) | 16 (0.8) |
| Co-ex-FR after weathering | 46.0 (4.2) | 273 (12.5) | 82 (3.2) | 8 (0.2) |
| Co-ex-FR before weathering | 46.5 (0.7) | 231 (9.2) | 66 (4.5) | 6 (0.6) |
| Co-ex-Ca after weathering | 35.5 (0.7) | 387 (1.5) | 97(1.1) | 11 (0.7) |
| Co-ex-Ca before weathering | 31.0 (1.4) | 384 (6.2) | 93 (1.6) | 7 (0.3) |
| Bulk-0 after weathering | 23.5 (0.7) | 617 (30.7) | 257 (8.1) | 16 (0.9) |
| Bulk-0 before weathering | 23.0 (2.8) | 544 (32.5) | 248 (2.6) | 14 (0.04) |
| Bulk-FR after weathering | 33.0 (1.4) | 301 (9.5) | 107 (5.9) | 7 (0.6) |
| Bulk-FR before weathering | 75.5 (19.0) | 268 (26.9) | 100 (4.3) | 12 (8.3) |
| Bulk-Ca after weathering | 36.0 (1.4) | 412 (28.8) | 117 (2.5) | 8 (6.7) |
| Bulk-Ca before weathering | 51.5 (13.4) | 392 (13.5) | 124 (1.5) | 6 (1.3) |
Table 13.
Results for RHR30save and for the increase of the total heat release (THR600s) for solid profiles after weathering for 28 days. Classification of the results according to ETAG 028 (2012). 0: without any filler; FR: with FR CROS 490; Ca: with calcium carbonate.
Table 13.
Results for RHR30save and for the increase of the total heat release (THR600s) for solid profiles after weathering for 28 days. Classification of the results according to ETAG 028 (2012). 0: without any filler; FR: with FR CROS 490; Ca: with calcium carbonate.
| Material | pHRR (kW/m2) | RHR30save during 600s after Tstart | ∆THR600s | Classification |
|---|
| Co-ex-0 | 647 | 625 | −3% | Neither C nor B |
| Co-ex-FR | 273 | 241 | +25% | Neither C nor B |
| Co-ex-Ca | 387 | 342 | +4% | Neither C nor B |
| Bulk-0 | 617 | 596 | +4% | Neither C nor B |
| Bulk-FR | 301 | 283 | +7% | Neither C nor B |
| Bulk-Ca | 412 | 361 | −6% | Neither C nor B |
Table 14.
Lightness (∆L*), color (∆a*, ∆b*, and ∆E*), and gloss (∆G) changes of wheat straw-based, fire-retarded, co-extruded profiles after artificial weathering for 28 days according to DIN EN ISO 4892-2 (cycle 2). For composition of the formulations, see Material and Methods. Formulations did not contain any UV absorber, HALS, or acid scavenger.
Table 14.
Lightness (∆L*), color (∆a*, ∆b*, and ∆E*), and gloss (∆G) changes of wheat straw-based, fire-retarded, co-extruded profiles after artificial weathering for 28 days according to DIN EN ISO 4892-2 (cycle 2). For composition of the formulations, see Material and Methods. Formulations did not contain any UV absorber, HALS, or acid scavenger.
| Material | ∆E* | ∆L* | ∆a* | ∆b* | ∆G |
|---|
| Co-ex-0 | 7.36 | 7.33 | 0.54 | 0.39 | 0.1 |
| Co-ex-FR | 12.33 | 11.72 | 3.15 | 2.15 | −0.4 |
| Co-ex-Ca | 10.80 | 10.23 | 2.67 | 2.20 | −6.2 |
| Bulk-0 | 3.41 | 3.25 | 0.87 | 0.55 | 1.8 |
| Bulk-FR | 30.07 | 30.00 | 1.27 | 1.65 | −13.0 |
| Bulk-Ca | 13.29 | 12.74 | 3.16 | 2.04 | −1.7 |
Table 15.
Results of elemental analysis in atomic-% for profiles with FR CROS 490 before and after 28 days artificial weathering. Co-ex: co-extruded profiles; bulk: solid profiles (uncapped). Standard deviation in parentheses.
Table 15.
Results of elemental analysis in atomic-% for profiles with FR CROS 490 before and after 28 days artificial weathering. Co-ex: co-extruded profiles; bulk: solid profiles (uncapped). Standard deviation in parentheses.
| Material | C | N | O | Si | P | Fe |
|---|
| Co-ex-FR before w. | 89.7 (0.8) | 2.1 (0.1) | 6.6 (0.4) | 0.47 (0.28) | 0.8 (0.1) | 0.16 (0.01) |
| Co-ex-FR after w. | 85.0 (0.4) | 3.1 (0.1) | 9.9 (0.3) | 0.16 (0.06) | 1.6 (0.1) | 0.20 (0.02) |
| Bulk-FR before w. | 85.0 (0.3) | 3.2 (0.1) | 9.9 (0.2) | 0.15 (0.02) | 1.6 (0.1) | 0.21 (0.01) |
| Bulk-FR after w. | 85.1 (3.7) | 2.2 (0.7) | 10.3 (2.4) | 0.34 (0.03) | 1.6 (0.6) | 0.30 (0.03) |
Table 16.
Series 1: Composition of formulations for comparison of hollow core (H) and solid (S) profiles. Both types of profiles were co-extruded, with the FR present in the co-extruded layer only. Percentages represent weight-%. In each formulation, 3% of coupling agent (MAPE) was used. In addition, co-extruded formulations contained 4% lubricant; 2.75% pigment masterbatch; 0.25% Irganox B225; 0.1% Tinuvin 326; 0.4% Tinuvin 783; and 0.15% Hycite 713.
Table 16.
Series 1: Composition of formulations for comparison of hollow core (H) and solid (S) profiles. Both types of profiles were co-extruded, with the FR present in the co-extruded layer only. Percentages represent weight-%. In each formulation, 3% of coupling agent (MAPE) was used. In addition, co-extruded formulations contained 4% lubricant; 2.75% pigment masterbatch; 0.25% Irganox B225; 0.1% Tinuvin 326; 0.4% Tinuvin 783; and 0.15% Hycite 713.
| Material | HDPE (56020S, Total) | Wheat Straw | Lubricant | Fire-Retardant |
|---|
| Ref H (co-ex-layer) | 65.9 | 24.1 | 4.0 | 0 |
| Ref S (co-ex-layer) | 65.9 | 24.1 | 4.0 | 0 |
| Bu H (co-ex-layer) | 25.9 | 24.1 | 4.0 | 40.0 Budit 669 |
| Bu S (co-ex-layer) | 25.9 | 24.1 | 4.0 | 40.0 Budit 669 |
| Cr H (co-ex-layer) | 25.9 | 24.1 | 4.0 | 40.0 FR CROS 490 |
| Cr S (co-ex-layer) | 25.9 | 24.1 | 4.0 | 40.0 FR CROS 490 |
| Core | 46.0 | 50.0 | 1.0 | 0 |
Table 17.
Series 2: Formulations for comparison of profiles with FR in the co-extruded layer only or with FR in the bulk. In each case, solid profiles were extruded. Amounts represent wt.%. Each formulation (exception: core for profiles with co-extruded layers) contained 3% MAPE, 4% lubricant, 2.75% color masterbatch, and 0.25% stabilizer (Irganox B225). The core layer for the co-extruded profiles contained only 3% MAPE and 1% lubricant.
Table 17.
Series 2: Formulations for comparison of profiles with FR in the co-extruded layer only or with FR in the bulk. In each case, solid profiles were extruded. Amounts represent wt.%. Each formulation (exception: core for profiles with co-extruded layers) contained 3% MAPE, 4% lubricant, 2.75% color masterbatch, and 0.25% stabilizer (Irganox B225). The core layer for the co-extruded profiles contained only 3% MAPE and 1% lubricant.
| Material | Description | HDPE (56020S, Total) | HDPE (5502, Total) | Wheat Straw | FR CROS 490 | Calcium Carbonate |
|---|
| Co-ex-0 | Co-ex-layer | 0 | 65.9 | 24.1 | 0 | 0 |
| Co-ex-FR | Co-ex-layer | 0 | 25.9 | 24.1 | 40 | 0 |
| Co-ex-Ca | Co-ex-layer | 0 | 25.9 | 24.1 | 0 | 40 |
| Core | Core for co-ex | 46 | 0 | 50.0 | 0 | 0 |
| Bulk-0 | Bulk protected | 65.9 | 0 | 24.1 | 0 | 0 |
| Bulk-FR | Bulk protected | 25.9 | 0 | 24.1 | 40 | 0 |
| Bulk-Ca | Bulk protected | 25.9 | 0 | 24.1 | 0 | 40 |




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}