
Fractionation of Waste MDF by Steam Refining


Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials and Their Characterization
2.2. Steam-Refining Treatment and Experimental Plan
2.3. Acid Hydrolysis of Steam-Refined Fibers and Extract Fractions
2.4. Analytical Work
3. Results and Discussion
3.1. Raw Material Characterization
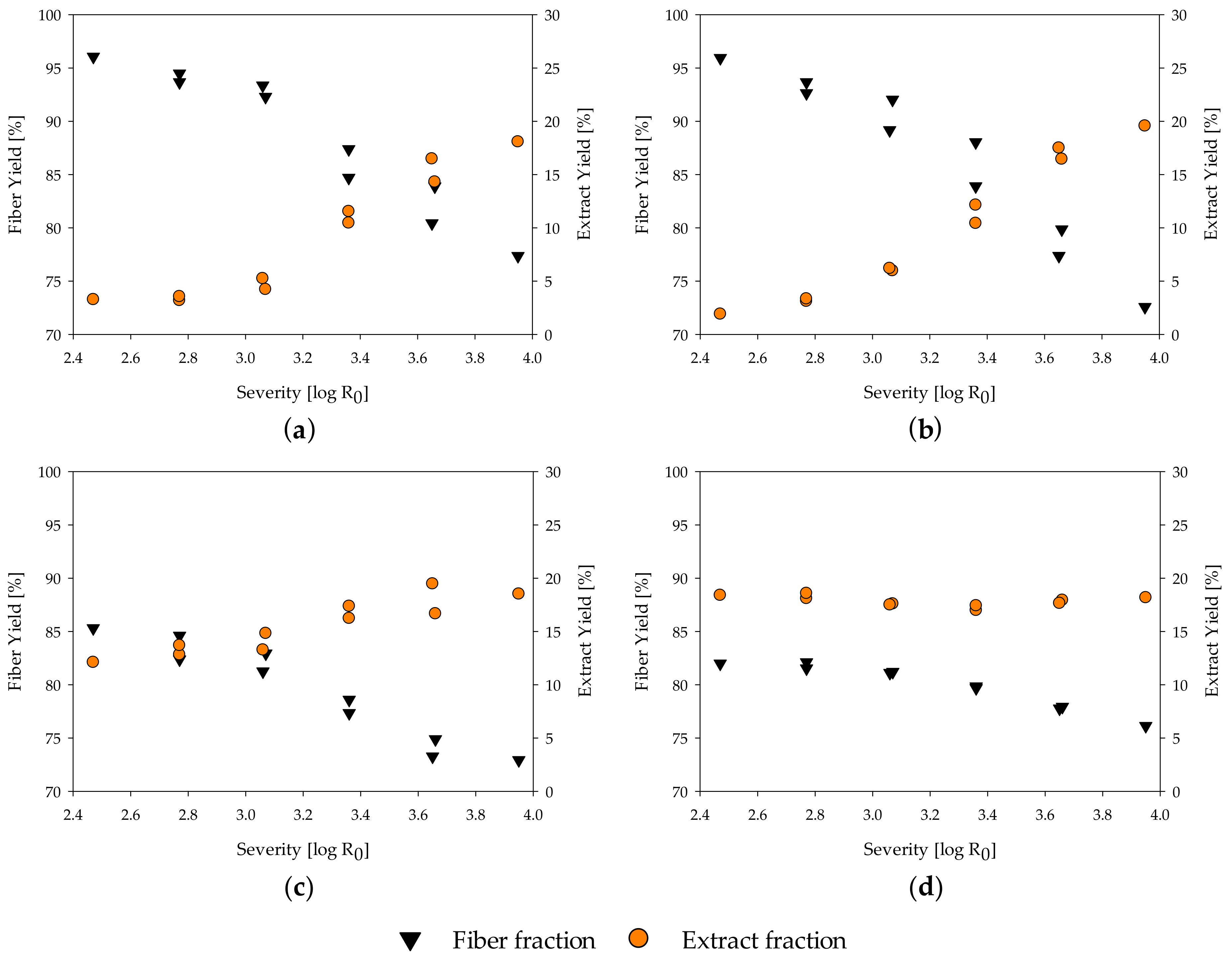
3.2. Effect of Severity on the Yield of Waste MDF in Comparison to Poplar and Spruce Wood
3.3. Influence of the Treatment Severity on the Presence of Nitrogen Compounds in the Fractions of Waste MDF
3.4. Influence of the Severity on the Hydrolysis Reactions of the Wood Polymers
3.5. Observations on Morphological Changes of the Fibrous Material
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Severity | Temperature | Duration | Fiber Yield | Extract Yield | |
|---|---|---|---|---|---|---|
| # | [logR0] | [°C] | [min] | [%] | [%] | |
| Poplar | 1 | 2.47 | 150 | 10 | 96.1 | 3.3 |
| 2 | 2.77 | 150 | 20 | 93.7 | 3.2 | |
| 3 | 2.77 | 160 | 10 | 94.5 | 3.6 | |
| 4 | 3.07 | 160 | 20 | 92.3 | 4.2 | |
| 5 | 3.06 | 170 | 10 | 93.4 | 5.3 | |
| 6 | 3.36 | 170 | 20 | 84.7 | 11.5 | |
| 7 | 3.36 | 180 | 10 | 87.4 | 10.5 | |
| 8 | 3.66 | 180 | 20 | 83.9 | 14.3 | |
| 9 | 3.65 | 190 | 10 | 80.4 | 16.5 | |
| 10 | 3.95 | 190 | 20 | 77.4 | 18.1 | |
| Spruce | 1 | 2.47 | 150 | 10 | 95.9 | 1.9 |
| 2 | 2.77 | 150 | 20 | 93.7 | 3.1 | |
| 3 | 2.77 | 160 | 10 | 92.6 | 3.4 | |
| 4 | 3.07 | 160 | 20 | 92.0 | 6.0 | |
| 5 | 3.06 | 170 | 10 | 89.2 | 6.2 | |
| 6 | 3.36 | 170 | 20 | 88.0 | 10.4 | |
| 7 | 3.36 | 180 | 10 | 83.9 | 12.1 | |
| 8 | 3.66 | 180 | 20 | 79.9 | 16.5 | |
| 9 | 3.65 | 190 | 10 | 77.4 | 17.5 | |
| 10 | 3.95 | 190 | 20 | 72.6 | 19.6 | |
| MDF A | 1 | 2.47 | 150 | 10 | 85.3 | 12.1 |
| 2 | 2.77 | 150 | 20 | 84.6 | 12.8 | |
| 3 | 2.77 | 160 | 10 | 82.4 | 13.7 | |
| 4 | 3.07 | 160 | 20 | 82.9 | 14.8 | |
| 5 | 3.06 | 170 | 10 | 81.3 | 13.3 | |
| 6 | 3.36 | 170 | 20 | 77.3 | 17.4 | |
| 7 | 3.36 | 180 | 10 | 78.6 | 16.2 | |
| 8 | 3.66 | 180 | 20 | 74.9 | 16.7 | |
| 9 | 3.65 | 190 | 10 | 73.3 | 19.5 | |
| 10 | 3.95 | 190 | 20 | 72.9 | 18.5 | |
| MDF B | 1 | 2.47 | 150 | 10 | 82.0 | 18.4 |
| 2 | 2.77 | 150 | 20 | 82.1 | 18.1 | |
| 3 | 2.77 | 160 | 10 | 81.5 | 18.6 | |
| 4 | 3.07 | 160 | 20 | 81.2 | 17.6 | |
| 5 | 3.06 | 170 | 10 | 81.1 | 17.5 | |
| 6 | 3.36 | 170 | 20 | 79.7 | 17.0 | |
| 7 | 3.36 | 180 | 10 | 79.8 | 17.4 | |
| 8 | 3.66 | 180 | 20 | 77.9 | 17.9 | |
| 9 | 3.65 | 190 | 10 | 77.8 | 17.7 | |
| 10 | 3.95 | 190 | 20 | 76.1 | 18.2 |
References
- Irle, M.; Barbu, M.C.; Reh, R.; Bergland, L.; Rowell, R. Wood Composites. In Handbook of Wood Chemistry and Wood Composites, 2nd ed.; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2012; pp. 321–412. ISBN 9781439853818. [Google Scholar]
- Deppe, H.-J.; Ernst, K. MDF—Mitteldichte Faserplatten; DRW-Verl.: Leinfelden-Echterdingen, Germany, 1996; ISBN 387181329X. [Google Scholar]
- Schneider, T.; Behn, C.; Windeisen-Holzhauser, E.; Roffael, E. Influence of thermo-mechanical and chemo-thermo-mechanical pulping on the properties of oak fibres. Eur. J. Wood Wood Prod. 2019, 77, 229–234. [Google Scholar] [CrossRef]
- Suchsland, O.; Woodson, G. Fiberboard Manufacturing Practices in the United States. Agriculture Handbook No. 640; U.S. Department of Agriculture, Forest Service: Washington, DC, USA, 1987.
- European Panel Federation. Annual Report 2015–2016; European Panel Federation: Brussels, Belgium, 2016. [Google Scholar]
- FAO. FAO STAT: Forestry Production and Trade. Available online: http://www.fao.org/faostat/en/#data/FO (accessed on 24 March 2020).
- Beele, P. Demonstration of End Uses for Recovered MDF Fibre; Final Report; WRAP (Waste and Resources Action Programe): Banbury, UK, 2009. [Google Scholar]
- Irle, M.; Privat, F.; Couret, L.; Belloncle, C.; Déroubaix, G.; Bonnin, E.; Cathala, B. Advanced recycling of post-consumer solid wood and MDF. Wood Mater. Sci. Eng. 2018, 11, 1–5. [Google Scholar] [CrossRef]
- European Parliament, Council of the European Union. Directive 2008/98/EC of the European Parliament and of The Council of 19 November 2008 on Waste and Repealing Certain Directives; Publications Office of the European Union: Luxembourg, 2008; Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32008L0098 (accessed on 29 March 2020).
- Förstner, U. Umweltschutztechnik, 6th ed.; Springer: Berlin, Germany, 2004; ISBN 9783540443698. [Google Scholar]
- Bundesministerium für Ernährung, Landwirtschaft und Verbraucherschutz (BMELV). Roadmap Bioraffinerien. Im Rahmen der Aktionspläne der Bundesregierung zur Stofflichen und Energetischen Nutzung Nachwachsender Rohstoffe. 2012. Available online: https://www.bmel.de/SharedDocs/Downloads/Broschueren/RoadmapBioraffinerien.pdf?__blob=publicationFile (accessed on 11 July 2019).
- Schröder, T.; Lauven, L.-P.; Sowlati, T.; Geldermann, J. Strategic planning of a multi-product wood-biorefinery production system. J. Clean. Prod. 2019, 211, 1502–1516. [Google Scholar] [CrossRef]
- Kamm, B.; Kamm, M. Principles of biorefineries. Appl. Microbiol. Biotechnol. 2004, 64, 137–145. [Google Scholar] [CrossRef] [PubMed]
- Mantanis, G.I.; Athanassiadou, E.T.; Barbu, M.C.; Wijnendaele, K. Adhesive systems used in the European particleboard, MDF and OSB industries. Wood Mater. Sci. Eng. 2018, 13, 104–116. [Google Scholar] [CrossRef]
- Pizzi, A.; Mittal, K.L. Handbook of Adhesive Technology, Revised and Expanded, 2nd ed.; Taylor and Francis: Hoboken, NJ, USA, 2003; ISBN 9780824709860. [Google Scholar]
- Lubis, M.A.R.; Hong, M.-K.; Park, B.-D. Hydrolytic removal of cured urea–formaldehyde resins in medium-density fiberboard for recycling. J. Wood Chem. Technol. 2018, 38, 1–14. [Google Scholar] [CrossRef]
- Kraft, R. Zur Chemisch-Technologischen Verwertung von Gebrauchten Holzwerkstoffen und Holzrinden; Cuvillier: Göttingen, Germany, 2007; ISBN 978-3-86727-457-9. [Google Scholar]
- Franke, R.; Roffael, E. Zum Recycling von Span- und MDF-Platten. Holz Als Roh Und Werkst. 1998, 56, 79–82. [Google Scholar] [CrossRef]
- Fleischer, O.; Marutzky, R. Hydrolyse von Harnstoff-Formaldehyd-Harzen: Auflösung des Spangefüges in Holzwerkstoffen durch hydrolytischen Abbau der Leimfuge. Holz Als Roh Und Werkst. 2000, 58, 295–300. [Google Scholar] [CrossRef]
- Roffael, E.; Hüster, H.-G. Complex chemical interactions on thermo hydrolytic degradation of urea formaldehyde resins (UF-resins) in recycling UF-bonded boards. Eur. J. Wood Wood Prod. 2012, 70, 401–405. [Google Scholar] [CrossRef]
- Garrote, G.; Dominguez, H.; Parajo, J.C. Mild autohydrolysis: An environmentally friendly technology for xylooligosaccharide production from wood. J. Chem. Technol. Biotechnol. 1999, 1101–1109. [Google Scholar] [CrossRef]
- Hu, F.; Ragauskas, A. Pretreatment and lignocellulosic chemistry. Bioenergy Res. 2012, 5, 1043–1066. [Google Scholar] [CrossRef]
- Saska, M.; Ozer, E. Aqueous extraction of sugarcane bagasse hemicellulose and production of xylose syrup. Biotechnol. Bioeng. 1995, 45, 517–523. [Google Scholar] [CrossRef]
- Yang, B.; Wyman, C.E. Pretreatment: The key to unlocking low-cost cellulosic ethanol. Biofuelsbioprod. Bioref. 2008, 2, 26–40. [Google Scholar] [CrossRef]
- Baral, N.R.; Shah, A. Comparative techno-economic analysis of steam explosion, dilute sulfuric acid, ammonia fiber explosion and biological pretreatments of corn stover. Bioresour. Technol. 2017, 232, 331–343. [Google Scholar] [CrossRef] [PubMed]
- Alén, R. Principles of biorefining. In Biorefining of Forest Resources; Alén, R., Ed.; Finnish Paper Engineers Association/Paperi ja Puu Oy: Helsinki, Finland, 2011; ISBN 952521639X. [Google Scholar]
- Schütt, F.; Westereng, B.; Horn, S.J.; Puls, J.; Saake, B. Steam refining as an alternative to steam explosion. Bioresour. Technol. 2012, 111, 476–481. [Google Scholar] [CrossRef] [PubMed]
- Overend, R.P.; Chornet, E.; Gascoigne, J.A. Fractionation of lignocellulosics by steam-aqueous pretreatments [and discussion]. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Patel, A.K.; Pandey, A.; Singhania, R.R. Production of celluloytic enzymes for lignocellulosic biomass hydrolysis. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels, 2nd ed.; Pandey, A., Larroche, C., Gnansounou, E., Khanal, S.K., Dussap, C., Ricke, S., Eds.; Academic Press: Cambridge, MA, USA, 2019; pp. 401–426. ISBN 9780128168561. [Google Scholar]
- Puls, J.; Poutanen, K.; Körner, H.-U.; Viikari, L. Biotechnical utilization of wood carbohydrates after steaming pretreatment. Appl. Microbiol. Biotechnol. 1985, 22, 416–423. [Google Scholar] [CrossRef]
- Schütt, F.; Haas, N.P.; Dehne, L.; Koch, G.; Janzon, R.; Saake, B. Steam pretreatment for enzymatic hydrolysis of poplar wood: Comparison of optimal conditions with and without SO2 impregnation. Holzforschung 2013, 67, 9–17. [Google Scholar] [CrossRef]
- Mackie, K.L.; Brownell, H.H.; West, K.L.; Saddler, J.N. Effect of sulphur dioxide and sulphuric acid on steam explosion of aspenwood. J. Wood Chem. Technol. 1985, 5, 405–425. [Google Scholar] [CrossRef]
- Peng, F.; Peng, P.; Xu, F.; Sun, R.-C. Fractional purification and bioconversion of hemicelluloses. Biotechnol. Adv. 2012, 30, 879–903. [Google Scholar] [CrossRef]
- Himmel, M.E.; Ding, S.-Y.; Johnson, D.K.; Adney, W.S.; Nimlos, M.R.; Brady, J.W.; Foust, T.D. Biomass recalcitrance: Engineering plants and enzymes for biofuels production. Science 2007, 315, 804–807. [Google Scholar] [CrossRef]
- Carvalho, A.F.A.; Marcondes, W.F.; Oliva Neto, P.; Pastore, G.M.; Saddler, J.N.; Arantes, V. The potential of tailoring the conditions of steam explosion to produce xylo-oligosaccharides from sugarcane bagasse. Bioresour. Technol. 2018, 250, 221–229. [Google Scholar] [CrossRef] [PubMed]
- Martin-Sampedro, R.; Eugenio, M.E.; Moreno, J.A.; Revilla, E.; Villar, J.C. Integration of kraft pulping on a forest biorefinery by the addition of a steam explosion pretreatment. BioResources 2011, 6, 513–528. [Google Scholar]
- Martin-Sampedro, R.; Eugenio, M.E.; Moreno, J.A.; Revilla, E.; Villar, J.C. Integration of a kraft pulping mill into a forest biorefinery: Pre-extraction of hemicellulose by steam explosion versus steam treatment. Bioresour. Technol. 2014, 153, 236–244. [Google Scholar] [CrossRef] [PubMed]
- Mikkonen, K.S.; Tenkanen, M. Sustainable food-packaging materials based on future biorefinery products: Xylans and mannans. Trends Food Sci. Technol. 2012, 28, 90–102. [Google Scholar] [CrossRef]
- Egüés, I.; Eceiza, A.; Labidi, J. Effect of different hemicelluloses characteristics on film forming properties. Ind. Crop. Prod. 2013, 47, 331–338. [Google Scholar] [CrossRef]
- Mendes, F.R.S.; Bastos, M.S.R.; Mendes, L.G.; Silva, A.R.A.; Sousa, F.D.; Monteiro-Moreira, A.C.O.; Cheng, H.N.; Biswas, A.; Moreira, R.A. Preparation and evaluation of hemicellulose films and their blends. Food Hydrocoll. 2017, 70, 181–190. [Google Scholar] [CrossRef]
- Yadav, M.P.; Fishman, M.L.; Chau, H.K.; Johnston, D.B.; Hicks, K.B. Molecular characteristics of corn fiber gum and their influence on CFG emulsifying properties. Cereal Chem. J. 2007, 84, 175–180. [Google Scholar] [CrossRef]
- Yadav, M.P.; Johnston, D.B.; Hicks, K.B. Structural characterization of corn fiber gums from coarse and fine fiber and a study of their emulsifying properties. J. Agric. Food Chem. 2007, 55, 6366–6371. [Google Scholar] [CrossRef]
- Mikkonen, K.S.; Tenkanen, M.; Cooke, P.; Xu, C.; Rita, H.; Willför, S.; Holmbom, B.; Hicks, K.B.; Yadav, M.P. Mannans as stabilizers of oil-in-water beverage emulsions. Lwt Food Sci. Technol. 2009, 42, 849–855. [Google Scholar] [CrossRef]
- Lehtonen, M.; Teräslahti, S.; Xu, C.; Yadav, M.P.; Lampi, A.-M.; Mikkonen, K.S. Spruce galactoglucomannans inhibit lipid oxidation in rapeseed oil-in-water emulsions. Food Hydrocoll. 2016, 58, 255–266. [Google Scholar] [CrossRef]
- Mikkonen, K.S.; Kirjoranta, S.; Xu, C.; Hemming, J.; Pranovich, A.; Bhattarai, M.; Peltonen, L.; Kilpeläinen, P.; Maina, N.; Tenkanen, M.; et al. Environmentally-compatible alkyd paints stabilized by wood hemicelluloses. Ind. Crop. Prod. 2019, 133, 212–220. [Google Scholar] [CrossRef]
- Bhattarai, M.; Pitkänen, L.; Kitunen, V.; Korpinen, R.; Ilvesniemi, H.; Kilpeläinen, P.O.; Lehtonen, M.; Mikkonen, K.S. Functionality of spruce galactoglucomannans in oil-in-water emulsions. Food Hydrocoll. 2019, 86, 154–161. [Google Scholar] [CrossRef]
- Mikkonen, K.S.; Xu, C.; Berton-Carabin, C.; Schroën, K. Spruce galactoglucomannans in rapeseed oil-in-water emulsions: Efficient stabilization performance and structural partitioning. Food Hydrocoll. 2016, 52, 615–624. [Google Scholar] [CrossRef]
- Jain, R.K.; Sjöstedt, M.; Glasser, W.G. Thermoplastic xylan derivatives with propylene oxide. Cellulose 2000, 7, 319–336. [Google Scholar] [CrossRef]
- Gabrielii, I.; Gatenholm, P.; Glasser, W.G.; Jain, R.K.; Kenne, L. Separation, characterization and hydrogel-formation of hemicellulose from aspen wood. Carbohydr. Polym. 2000, 43, 367–374. [Google Scholar] [CrossRef]
- Farhat, W.; Venditti, R.; Quick, A.; Taha, M.; Mignard, N.; Becquart, F.; Ayoub, A. Hemicellulose extraction and characterization for applications in paper coatings and adhesives. Ind. Crop. Prod. 2017, 107, 370–377. [Google Scholar] [CrossRef]
- Athanassiadou, E.; Roffael, E.; Mantanis, G. Medium Density Fiberboards (MDF) from Recycled Fibres. In Proceedings of the 2nd European Cost E31 Conference, Bordeaux, France, 29 September–1 October 2005. [Google Scholar]
- Roffael, E.; Dix, B.; Behn, C.; Bär, G. Mitverwendung von UF-Harz-gebundenen Gebrauchtspan- und -faserplatten in der MDF-Herstellung. Eur. J. Wood Wood Prod. 2010, 68, 121–128. [Google Scholar] [CrossRef]
- Roffael, E.; Behn, C.; Schneider, T.; Krug, D. Bonding of recycled fibres with urea-formaldehyde resins. Int. Wood Prod. J. 2016, 7, 36–45. [Google Scholar] [CrossRef]
- Moezzipour, B.; Ahmadi, M.; Abdolkhani, A.; Doosthoseini, K. Chemical changes of wood fibers after hydrothermal recycling of MDF wastes. J. Indian Acad Wood Sci 2017, 14, 133–138. [Google Scholar] [CrossRef]
- Moezzipour, B.; Abdolkhani, A.; Doost-hoseini, K.; Ahmad Ramazani, S.A.; Tarmian, A. Practical properties and formaldehyde emission of medium density fiberboards (MDFs) recycled by electrical method. Eur. J. Wood Wood Prod. 2018, 76, 1287–1294. [Google Scholar] [CrossRef]
- Ihnat, V.; Lubke, H.; Russ, A.; Pazitny, A. Waste agglomerated wood materials as a secondary raw material for chipboards and fiberboards: Part II. Preparation and characterization of wood fibers in terms of their reuse. Wood Res. 2018, 63, 431–442. [Google Scholar]
- Adeeb, E.; Kim, T.W.; Sohn, C.H. Cost–benefit analysis of medium- density fiberboard production by adding fiber from recycled medium-density fiberboard. For. Prod. J. 2018, 68, 414–418. [Google Scholar] [CrossRef]
- Couret, L.; Irle, M.; Belloncle, C.; Cathala, B. Extraction and characterization of cellulose nanocrystals from post-consumer wood fiberboard waste. Cellulose 2017, 24, 2125–2137. [Google Scholar] [CrossRef]
- Gu, J.; Hu, C.; Zhong, R.; Tu, D.; Yun, H.; Zhang, W.; Leu, S.-Y. Isolation of cellulose nanocrystals from medium density fiberboards. Carbohydr. Polym. 2017, 167, 70–78. [Google Scholar] [CrossRef]
- Kang, Y.-R.; Hwang, J.-S.; Bae, K.-H.; Cho, H.-H.; Lee, E.-J.; Cho, Y.-S.; Nam, K.-D. Pretreatment and enzymatic saccharification of wasted MDF for bioethanol production. Ksbb J. 2015, 30, 332–338. [Google Scholar] [CrossRef][Green Version]
- Kang, Y.-R.; Hwang, J.-S.; Bae, K.-H.; Cho, H.-H.; Lee, E.-J.; Cho, Y.-S.; Nam, K.-D. Bioethanol production by using wasted MDF. KSBB J. 2016, 31, 73–78. [Google Scholar] [CrossRef][Green Version]
- Park, Y.-K.; Park, K.-S.; Park, S.H. Fast pyrolysis of medium-density fiberboard using a fluidized bed reactor. Appl. Chem. Eng. 2013, 24, 672–675. [Google Scholar] [CrossRef][Green Version]
- Han, T.U.; Kim, Y.-M.; Watanabe, C.; Teramae, N.; Park, Y.-K.; Kim, S.; Lee, Y. Analytical pyrolysis properties of waste medium-density fiberboard and particle board. J. Ind. Eng. Chem. 2015, 32, 345–352. [Google Scholar] [CrossRef]
- Chaharmahali, M.; Tajvidi, M.; Najafi, S.K. Mechanical properties of wood plastic composite panels made from waste fiberboard and particleboard. Polym. Compos. 2008, 29, 606–610. [Google Scholar] [CrossRef]
- Bütün, F.Y.; Mayer, A.K.; Ostendorf, K.; Gröne, O.-E.Z.; Krause, K.C.; Schöpper, C.; Mertens, O.; Krause, A.; Mai, C. Recovering fibers from fiberboards for wood polymer composites production. Int. Wood Prod. J. 2018, 52, 1–8. [Google Scholar] [CrossRef]
- Bütün, F.Y.; Sauerbier, P.; Militz, H.; Mai, C. The effect of fiberboard (MDF) disintegration technique on wood polymer composites (WPC) produced with recovered wood particles. Compos. Part A Appl. Sci. Manuf. 2019, 118, 312–316. [Google Scholar] [CrossRef]
- Czarnecki, R.; Dziurka, D.; Lecka, J. The use of recycled boards as the substitute for particles in the centre layer of particleboards. Electron. J. Pol. Agric. Univ. Ser. Wood Technol. 2003, 6, 1. [Google Scholar]
- Tunc, M.S.; van Heiningen, A.R.P. Hydrothermal dissolution of mixed southern hardwoods. Holzforschung 2008, 62, 613. [Google Scholar] [CrossRef]
- Rissanen, J.V.; Murzin, D.Y.; Salmi, T.; Grénman, H. Aqueous extraction of hemicelluloses from spruce—From hot to warm. Bioresour. Technol. 2016, 199, 279–282. [Google Scholar] [CrossRef] [PubMed]
- Pranovich, A.; Holmbom, B.; Willför, S. Two-stage hot-water extraction of galactoglucomannans from spruce wood. J. Wood Chem. Technol. 2016, 36, 140–156. [Google Scholar] [CrossRef]
- Franke, R.; Roffael, E. Zum recycling von span- und MDF-platten. Holz Als Roh Und Werkst. 1998, 56, 381–385. [Google Scholar] [CrossRef]
- Lorenz, D.; Erasmy, N.; Akil, Y.; Saake, B. A new method for the quantification of monosaccharides, uronic acids and oligosaccharides in partially hydrolyzed xylans by HPAEC-UV/VIS. Carbohydr. Polym. 2016, 140, 181–187. [Google Scholar] [CrossRef]
- Maekawa, E.; Ichizawa, T.; Koshijima, T. An Evaluation of the acid-soluble lignin determination in analyses of lignin by the sulfuric acid method. J. Wood Chem. Technol. 1989, 9, 549–567. [Google Scholar] [CrossRef]
- Grigsby, W.J.; Carpenter, J.E.P.; Sargent, R. Investigating the extent of urea formaldehyde resin cure in medium density fiberboard: Resin extractability and fiber effects. J. Wood Chem. Technol. 2014, 34, 225–238. [Google Scholar] [CrossRef]
- Kraft, R.; Edmone, R. Thermohydrolytischer abbau von mitteldichten faserplatten. Adhäsion Kleb. Dicht. 2003, 47, 38–41. [Google Scholar] [CrossRef]
- Eslyn, W.E. Outside storage of hardwood chips in the northeast II. Microbiological effects. Tappi 1967, 50, 297–303. [Google Scholar]
- Jirjis, R.; Theander, O. The effect of seasonal storage on the chemical composition of forest residue chips. Scand. J. For. Res. 1990, 5, 437–448. [Google Scholar] [CrossRef]
- Winandy, J.E.; Krzysik, A.M. Thermal degradation of wood fibers during hot-pressing of MDF composites. Part I, Relative effects and benefits of thermal exposure. Wood Fiber Sci. 2007, 39, 450–461. [Google Scholar]
- Kelley, S.S.; Elder, T.; Groom, L.H. Changes in the chemical composition and spectroscopy of loblolly pine medium density fiberboard furnish as a function of age and refining pressure. Wood Fiber Sci. 2005, 37, 14–22. [Google Scholar]
- Alén, R. Structure and chemical composition of biomass feedstocks. In Biorefining of Forest Resources; Finnish Paper Engineers Association/Paperi ja Puu Oy: Helsinki, Finland, 2011; pp. 18–54. ISBN 952521639X. [Google Scholar]
- Fengel, D.; Wegener, G. Wood. Chemistry, Ultrastructure, Reactions; Walter de Gruyter: Berlin, NY, USA, 1983; ISBN 3-11-008481-3. [Google Scholar]
- Bobleter, O. Hydrothermal degradation of polymers derived from plants. Prog. Polym. Sci. 1994, 19, 797–841. [Google Scholar] [CrossRef]
- Schütt, F.; Puls, J.; Saake, B. Optimization of steam pretreatment conditions for enzymatic hydrolysis of poplar wood. Holzforschung 2011, 65. [Google Scholar] [CrossRef]
- Chornet, E.; Overend, R.P. Phenomological Kinetics And Reaction Engineering Aspects Of Steam/Aqueous Treatments. In Steam Explosion Techniques: Fundamentals and Industrial Applications, In Proceedings of the International Workshop on Steam Explosion Techniques: Fundamentals and Industrial Applications, Milan, Italy, 20–21 October 1988; Focher, B., Marzetti, A., Crescenzi, V., Eds.; Gordon and Breach Science Publishers: New York, NY, USA, 1991; pp. 22–58. ISBN 9782881244575. [Google Scholar]
- Garrote, G.; Domínguez, H.; Parajó, J.C. Study on the deacetylation of hemicelluloses during the hydrothermal processing of Eucalyptus wood. Holz. Als. Roh. Werkst. 2001, 59, 53–59. [Google Scholar] [CrossRef]
- Heinze, T.T. Polysaccharides I. Structure, Characterisation and Use; Springer-Verlag GmbH: Berlin/Heidelberg, Germany, 2005; ISBN 9783540261124. [Google Scholar]
- Hu, F.; Jung, S.; Ragauskas, A. Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour. Technol. 2012, 117, 7–12. [Google Scholar] [CrossRef] [PubMed]
- Sannigrahi, P.; Kim, D.H.; Jung, S.; Ragauskas, A. Pseudo-lignin and pretreatment chemistry. Energy Environ. Sci. 2011, 4, 1306–1310. [Google Scholar] [CrossRef]
- Shinde, S.D.; Meng, X.; Kumar, R.; Ragauskas, A.J. Recent advances in understanding the pseudo-lignin formation in a lignocellulosic biorefinery. Green Chem. 2018, 20, 2192–2205. [Google Scholar] [CrossRef]
- Packman, D.F. The acidity of wood. Holzforschung 1960, 14, 178–183. [Google Scholar] [CrossRef]
- Larsson, S.; Palmqvist, E.; Hahn-Hägerdal, B.; Tengborg, C.; Stenberg, K.; Zacchi, G.; Nilvebrant, N.-O. The generation of fermentation inhibitors during dilute acid hydrolysis of softwood. Enzym. Microb. Technol. 1999, 24, 151–159. [Google Scholar] [CrossRef]
- Ulbricht, R. A review of 5-hydroxymethylfurfural (HMF) in parenteral solutions. Fundam. Appl. Toxicol. 1984, 4, 843–853. [Google Scholar] [CrossRef]
- Fengel, D.; Wegener, G.; Feckl, J. Beitrag zur Charakterisierung analytischer und technischer Lignine. Teil 2. Physikalisch-chemische und elektronenmikroskopische Untersuchungen. Holzforschung 1981, 35, 111–118. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are not available from the authors. |








| Experimental Run | Temperature | Duration | Severity |
|---|---|---|---|
| # | °C | min | logR0 |
| 1 | 150 | 10 | 2.47 |
| 2 | 150 | 20 | 2.77 |
| 3 | 160 | 10 | 2.77 |
| 4 | 160 | 20 | 3.07 |
| 5 | 170 | 10 | 3.06 |
| 6 | 170 | 20 | 3.36 |
| 7 | 180 | 10 | 3.36 |
| 8 | 180 | 20 | 3.66 |
| 9 | 190 | 10 | 3.65 |
| 10 | 190 | 20 | 3.95 |
| Raw Material | Poplar spp. | Spruce spp. | MDF A | MDF B | |
|---|---|---|---|---|---|
| Extracts | Petroleum-ether | 0.2 | 0.3 | 0.7 | 0.9 |
| Acetone/H2O (9:1) | 1.6 | 0.9 | 4.8 | 4.4 | |
| H2O | 1.1 | 0.6 | 7.0 | 10.5 | |
| ∑ | 3.0 | 1.9 | 12.5 | 15.8 | |
| Carbohydrates | Glucose | 48.3 | 48.3 | 38.3 | 37.6 |
| Xylose | 14.0 | 5.6 | 12.4 | 5.7 | |
| Mannose | 2.7 | 12.7 | 4.0 | 7.2 | |
| Galactose | 0.5 | 1.8 | 0.7 | 1.3 | |
| Arabinose | 0.3 | 1.0 | 0.4 | 0.5 | |
| Rhamnose | 0.3 | 0.1 | 0.2 | 0.1 | |
| ∑ | 66.0 | 69.5 | 56.0 | 52.3 | |
| Residue | Acid soluble | 2.5 | 1.2 | 2.3 | 0.9 |
| Acid insoluble | 20.0 | 25.7 | 22.1 | 24.6 | |
| ∑ | 22.5 | 26.9 | 24.4 | 26.6 | |
| Nitrogen content | Before ASE | 0.3 | 0.3 | 4.2 | 4.4 |
| After ASE | 0.2 | 0.2 | 1.4 | 0.9 | |
| Ash | 0.9 | 0.3 | 0.6 | 0.5 |
| Fiber Fraction | Extract Fraction | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Run | Severity | Glc | Xyl | Man | OC * | AIR | Glc | Xyl | Man | OC * | AIR | |
| # | logR0 | [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | |
| Poplar | 1 | 2.47 | 48.2 | 14.0 | 2.3 | 1.0 | 23.8 | 0.1 | 0.1 | 0.2 | 0.2 | 0.6 |
| 2 | 2.77 | 47.4 | 13.3 | 2.2 | 0.8 | 23.5 | 0.1 | 0.1 | 0.2 | 0.2 | 0.8 | |
| 3 | 2.77 | 47.1 | 13.4 | 2.3 | 0.9 | 23.3 | 0.1 | 0.1 | 0.2 | 0.3 | 0.7 | |
| 4 | 3.07 | 47.0 | 13.2 | 2.2 | 0.8 | 22.8 | 0.1 | 0.4 | 0.3 | 0.4 | 0.6 | |
| 5 | 3.06 | 48.0 | 13.0 | 2.1 | 0.8 | 23.6 | 0.1 | 0.8 | 0.4 | 0.5 | 0.8 | |
| 6 | 3.36 | 46.7 | 9.1 | 2.0 | 0.4 | 23.7 | 0.3 | 4.5 | 0.5 | 0.7 | 1.1 | |
| 7 | 3.36 | 49.1 | 9.4 | 1.8 | 0.5 | 23.1 | 0.3 | 3.4 | 0.5 | 0.7 | 1.0 | |
| 8 | 3.66 | 47.1 | 7.9 | 1.8 | 0.3 | 24.2 | 0.3 | 6.2 | 0.7 | 0.8 | 1.0 | |
| 9 | 3.65 | 46.4 | 6.3 | 1.6 | 0.3 | 24.1 | 0.3 | 7.3 | 1.0 | 0.8 | 0.9 | |
| 10 | 3.95 | 46.5 | 4.1 | 1.3 | 0.1 | 24.5 | 0.3 | 7.6 | 1.0 | 0.8 | 1.3 | |
| Spruce | 1 | 2.47 | 44.2 | 4.8 | 11.7 | 2.3 | 29.1 | 0.2 | 0.0 | 0.3 | 0.4 | 0.3 |
| 2 | 2.77 | 43.9 | 4.7 | 11.2 | 1.9 | 27.9 | 0.2 | 0.1 | 0.6 | 0.7 | 0.5 | |
| 3 | 2.77 | 43.8 | 4.6 | 10.9 | 1.8 | 27.7 | 0.2 | 0.1 | 0.8 | 0.7 | 0.4 | |
| 4 | 3.07 | 45.0 | 4.7 | 10.7 | 1.7 | 28.3 | 0.3 | 0.3 | 1.5 | 1.1 | 0.3 | |
| 5 | 3.06 | 41.1 | 4.2 | 9.5 | 1.4 | 28.6 | 0.4 | 0.5 | 2.0 | 1.1 | 0.3 | |
| 6 | 3.36 | 42.7 | 4.0 | 7.4 | 1.1 | 29.3 | 0.6 | 1.0 | 3.5 | 1.4 | 0.4 | |
| 7 | 3.36 | 42.9 | 3.7 | 7.0 | 0.8 | 27.6 | 0.7 | 1.3 | 4.6 | 1.5 | 0.1 | |
| 8 | 3.66 | 40.0 | 3.0 | 4.8 | 0.5 | 28.4 | 1.1 | 1.9 | 6.5 | 1.8 | 0.4 | |
| 9 | 3.65 | 40.2 | 2.6 | 4.3 | 0.4 | 27.5 | 0.9 | 2.0 | 6.8 | 1.7 | 1.0 | |
| 10 | 3.95 | 41.6 | 2.3 | 2.9 | 0.2 | 26.5 | 1.0 | 2.1 | 8.2 | 1.7 | 0.9 | |
| MDF A | 1 | 2.47 | 36.1 | 11.9 | 3.7 | 1.1 | 23.2 | 0.2 | 0.4 | 0.3 | 0.4 | 0.7 |
| 2 | 2.77 | 36.1 | 11.8 | 3.6 | 1.0 | 22.4 | 0.2 | 0.5 | 0.3 | 0.4 | 0.8 | |
| 3 | 2.77 | 35.7 | 11.5 | 3.6 | 0.9 | 21.0 | 0.2 | 0.7 | 0.3 | 0.4 | 1.7 | |
| 4 | 3.07 | 35.6 | 10.9 | 3.7 | 0.9 | 22.0 | 0.3 | 1.0 | 0.3 | 0.5 | 1.1 | |
| 5 | 3.06 | 35.4 | 10.7 | 3.9 | 0.8 | 22.5 | 0.2 | 1.0 | 0.2 | 0.4 | 1.6 | |
| 6 | 3.36 | 34.2 | 9.8 | 3.3 | 0.6 | 21.0 | 0.3 | 2.6 | 0.2 | 0.5 | 2.6 | |
| 7 | 3.36 | 33.4 | 9.6 | 3.5 | 0.7 | 22.8 | 0.3 | 2.2 | 0.2 | 0.5 | 1.0 | |
| 8 | 3.66 | 34.1 | 8.0 | 3.5 | 0.6 | 22.4 | 0.3 | 3.8 | 0.1 | 0.5 | 2.1 | |
| 9 | 3.65 | 35.5 | 7.5 | 3.4 | 0.5 | 21.7 | 0.3 | 4.3 | 0.1 | 0.5 | 2.2 | |
| 10 | 3.95 | 35.2 | 5.8 | 3.4 | 0.4 | 24.0 | 0.3 | 4.7 | 0.2 | 0.5 | 0.9 | |
| MDF B | 1 | 2.47 | 38.3 | 5.7 | 7.0 | 1.8 | 25.9 | 0.6 | 0.5 | 1.1 | 1.0 | 2.1 |
| 2 | 2.77 | 38.4 | 5.6 | 6.9 | 1.7 | 26.4 | 0.6 | 0.6 | 1.2 | 0.9 | 1.8 | |
| 3 | 2.77 | 38.0 | 5.4 | 6.8 | 1.8 | 26.2 | 0.6 | 0.7 | 1.2 | 0.9 | 2.0 | |
| 4 | 3.07 | 37.8 | 5.3 | 6.8 | 1.7 | 26.9 | 0.6 | 0.9 | 1.1 | 0.9 | 2.0 | |
| 5 | 3.06 | 37.9 | 5.2 | 6.7 | 1.5 | 26.6 | 0.6 | 0.9 | 1.2 | 0.9 | 2.0 | |
| 6 | 3.36 | 38.6 | 4.9 | 6.9 | 1.7 | 25.9 | 0.6 | 1.3 | 1.0 | 0.9 | 2.1 | |
| 7 | 3.36 | 39.3 | 4.8 | 6.9 | 1.6 | 26.3 | 0.6 | 1.4 | 1.1 | 0.9 | 2.1 | |
| 8 | 3.66 | 39.3 | 4.3 | 6.9 | 1.6 | 26.2 | 0.6 | 1.9 | 1.1 | 0.9 | 2.3 | |
| 9 | 3.65 | 37.9 | 4.0 | 6.5 | 1.5 | 27.0 | 0.6 | 2.0 | 1.1 | 0.9 | 2.1 | |
| 10 | 3.95 | 37.7 | 3.3 | 6.2 | 1.3 | 26.9 | 0.6 | 2.3 | 1.2 | 0.9 | 2.4 | |
| Sample | Severity | Temperature | Duration | Fiber Length | Diameter |
|---|---|---|---|---|---|
| [logR0] | [°C] | [min] | [mm] | [µm] | |
| Poplar | 2.47 | 150 | 10 | 0.68 | 25.6 |
| Poplar | 3.36 | 170 | 20 | 0.87 | 24.4 |
| Poplar | 3.95 | 190 | 20 | 0.80 | 22.7 |
| Spruce | 2.47 | 150 | 10 | 0.90 | 28.3 |
| Spruce | 3.36 | 170 | 20 | 0.97 | 28.6 |
| Spruce | 3.95 | 190 | 20 | 0.89 | 28.5 |
| MDF A | 2.47 | 150 | 10 | 0.82 | 25.0 |
| MDF A | 3.36 | 170 | 20 | 0.86 | 25.5 |
| MDF A | 3.95 | 190 | 20 | 0.79 | 24.3 |
| MDF B | 2.47 | 150 | 10 | 1.02 | 30.3 |
| MDF B | 3.36 | 170 | 20 | 0.95 | 29.9 |
| MDF B | 3.95 | 190 | 20 | 0.95 | 29.4 |
| Recycled pulp | - | - | - | 1.09 | 22.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. https://doi.org/10.3390/molecules25092165
Hagel S, Saake B. Fractionation of Waste MDF by Steam Refining. Molecules. 2020; 25(9):2165. https://doi.org/10.3390/molecules25092165
Chicago/Turabian StyleHagel, Sebastian, and Bodo Saake. 2020. "Fractionation of Waste MDF by Steam Refining" Molecules 25, no. 9: 2165. https://doi.org/10.3390/molecules25092165
APA StyleHagel, S., & Saake, B. (2020). Fractionation of Waste MDF by Steam Refining. Molecules, 25(9), 2165. https://doi.org/10.3390/molecules25092165