
Naked-Eye 3D Display Based on Microlens Array Using Combined Micro-Nano Imprint and UV Offset Printing Methods


Abstract
1. Introduction
2. Results and Discussion
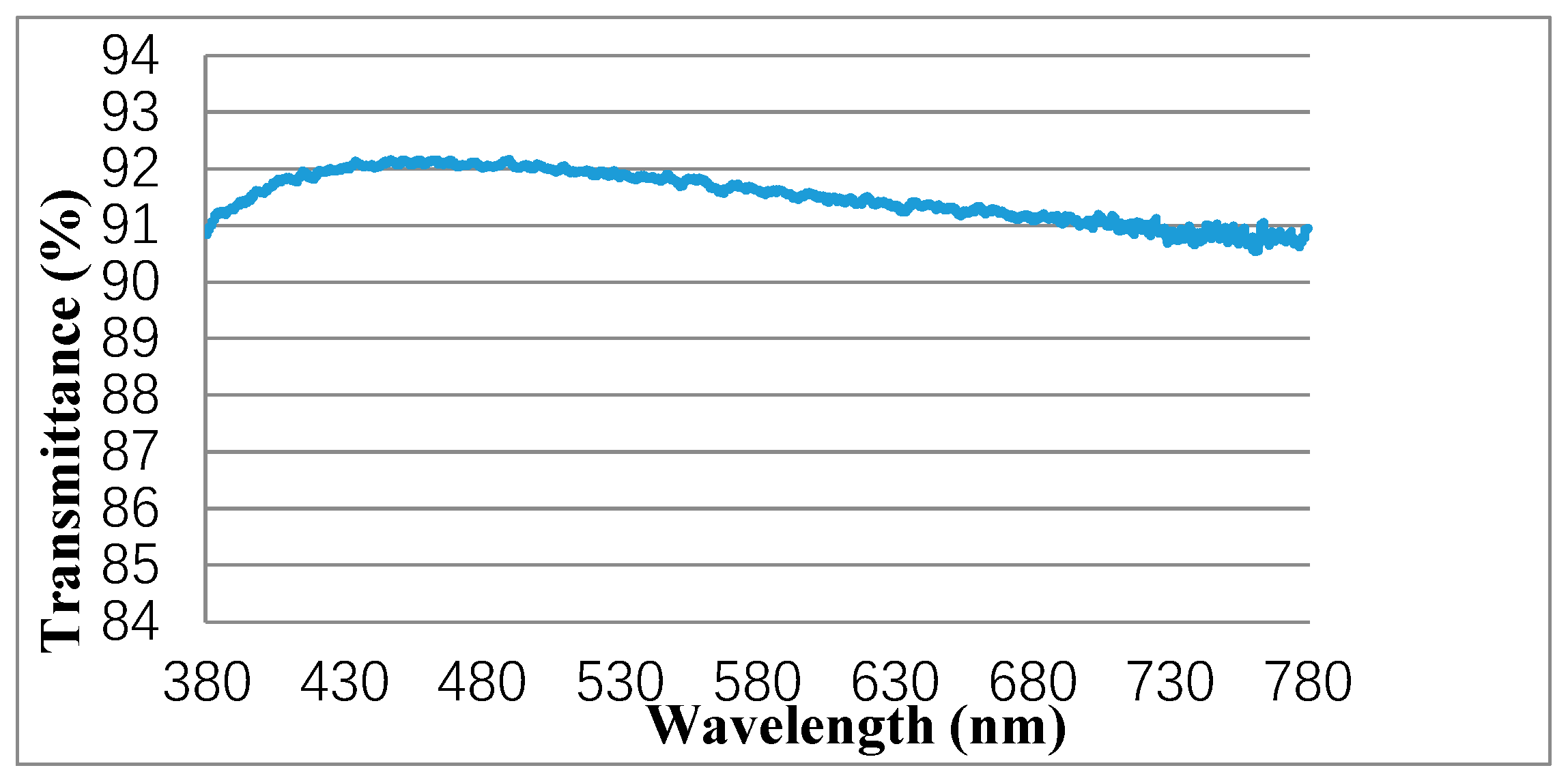
2.1. Surface Flatness and Light Transmittance of PET Film
2.2. Geometric and Optical Performance of MLAs
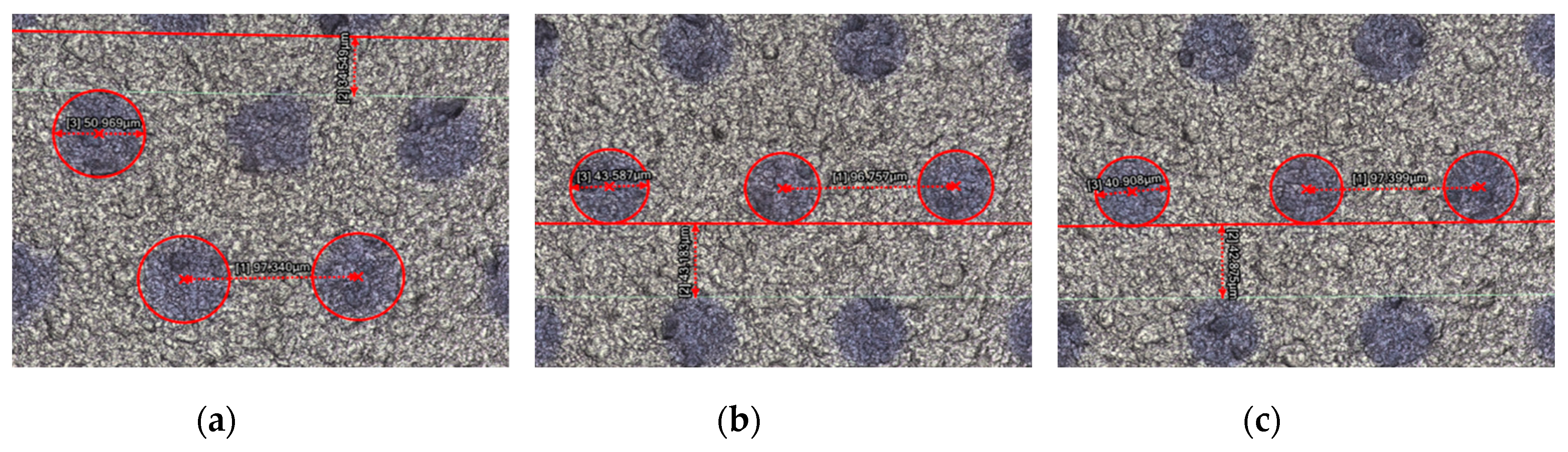
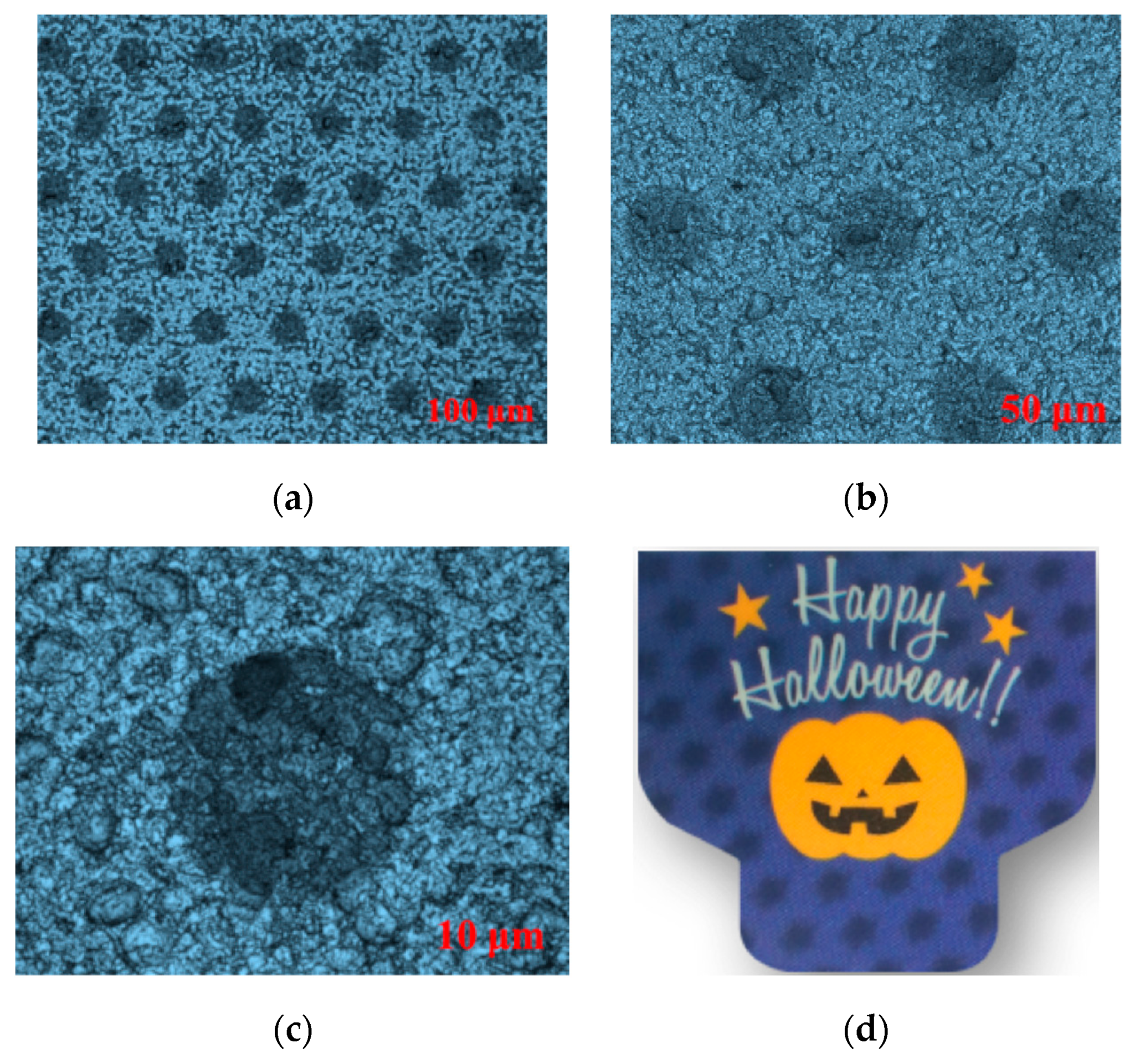
2.3. The Influence of CTP Publishing Resolution on the Imaging Quality and 3D Display Effect of 3D Micro-Graphics
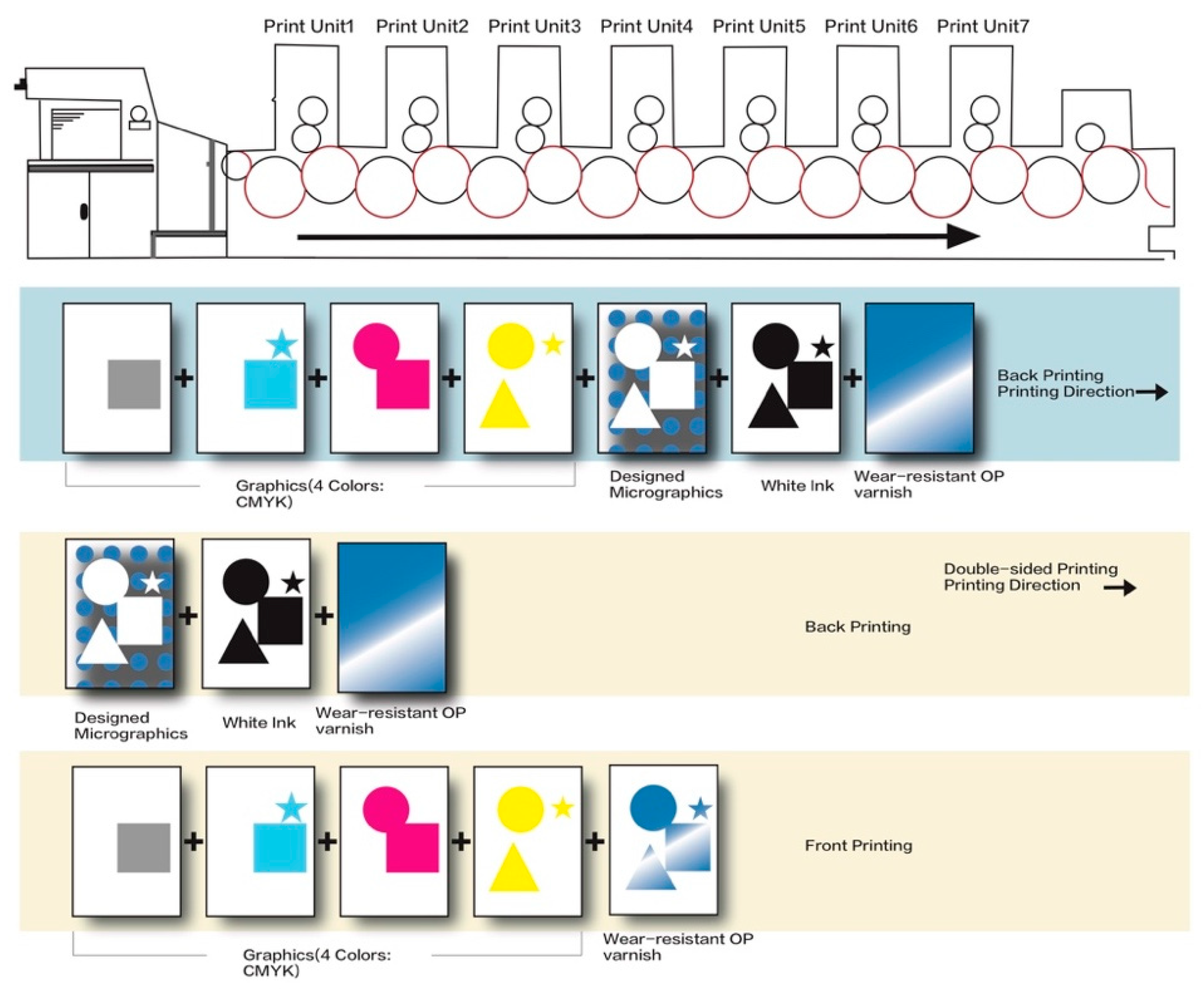
2.4. UV Offset Printing Process Control of 3D Micro-Graphics
2.5. Comparison of Micro-Nano Imprint and UV Offset Printing
3. Materials, Equipment, and Methods
3.1. Materials and Equipment
3.2. Methods
3.2.1. Fabrication of Microlens 3D Optical Film
3.2.2. Design of 3D Micro-Graphics and Preparation of PS Plate
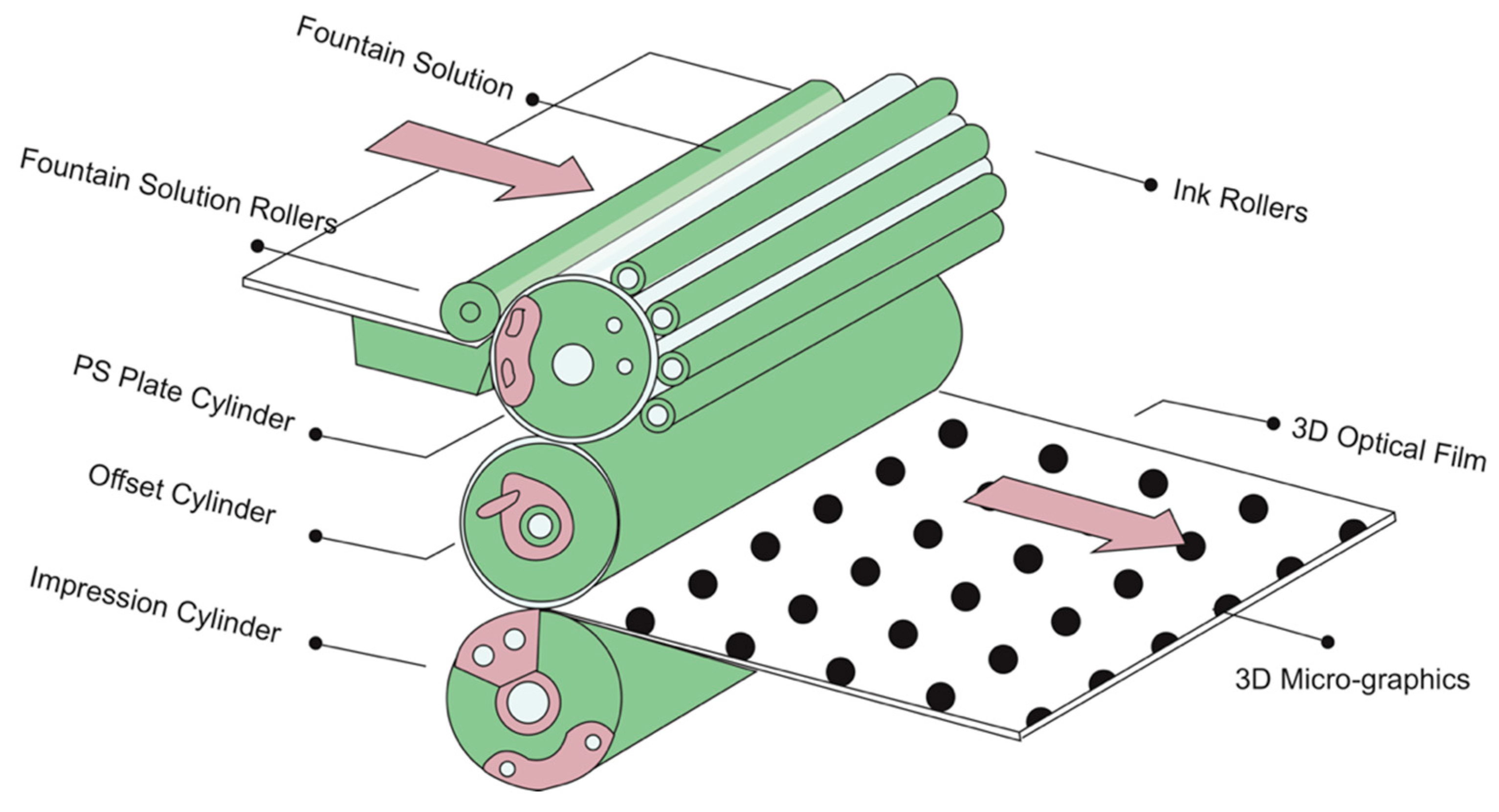
3.2.3. 3D Micro-Graphics Printing Based on PS Plate
3.2.4. Characterization Methods
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, D.S. Micro Optics and Microlens Arrays; Science Press: Beijing, China, 2013. [Google Scholar]
- Shen, S.C.; Huang, J.C. Rapid fabrication of a micro-ball lens array by extrusion for optical fiber applications. Opt. Express 2009, 17, 13122–13127. [Google Scholar] [CrossRef] [PubMed]
- Lim, J.; Gruner, P.; Konrad, M. Micro-optical lens array for fluorescence detection in droplet-based microfluidics. Lab. A Chip 2013, 13, 1472–1475. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.S.; Kim, C.K.; Jang, H.W. Fabrication of a microball lens array for OLEDs fabricated using a monolayer microsphere template. Electron. Mater. Lett. 2013, 9, 39–42. [Google Scholar] [CrossRef]
- Yu-yan, P.E.N.G.; Xiong-tu, Z.H.O.U.; Yong-ai, Z.H.A.N.G.; Lan, Y.A.N.G.; Tai-liang, G.U.O. Design and Simulation of Curved Microlens Array for Integral Imaging 3D Display. Acta Photonica. Sin. 2016, 45, 322002. [Google Scholar] [CrossRef]
- Cho, H.W. Digital Cameras with Designs Inspired by the Arthropod Eye. Nature 2015, 497, 95–99. [Google Scholar]
- Lee, J.Y.; Hong, B.H.; Kim, W.Y. Near-field focusing and magnification through self-assembled nanoscale spherical lenses. Nature 2009, 460, 498–501. [Google Scholar] [CrossRef]
- Croutxé-Barghorn, C.; Soppera, O.; Lougnot, D.J. Fabrication of microlenses by direct photo-induced crosslinking polymerization. Appl. Surf. Sci. 2000, 168, 89–91. [Google Scholar] [CrossRef]
- Liu, H.L.; Shi, Y.; Liang, L.; Li, L.; Guo, S.S.; Yin, L.; Yang, Y. A liquid thermal gradient refractive index lens and using it to trap single living cell in flowing environments. Lab. A Chip 2017, 17, 1280. [Google Scholar] [CrossRef]
- Shi, Y.; Zhu, X.; Liang, L. Tunable focusing properties using optofluidic Fresnel zone plates. Lab. A Chip 2016, 16, 4554. [Google Scholar] [CrossRef]
- Kim, J.Y.; Pfeiffer, K.; Voigt, A. Directly fabricated multi-scale microlens arrays on a hydrophobic flat surface by a simple ink-jet printing technique. J. Mater. Chem. 2012, 22, 3053. [Google Scholar] [CrossRef]
- Xie, D.; Zhang, H.H.; Shu, X.Y. Fabrication of polymer micro-lens array with pneumatically diaphragm-driven drop-on-demand inkjet technology. Opt. Express 2012, 20, 15186. [Google Scholar] [CrossRef] [PubMed]
- Zhu, X.; Zhu, L.; Chen, H. Fabrication of multi-scale micro-lens arrays on hydrophobic surfaces using a drop-on-demand droplet generator. Opt. Laser Technol. 2015, 66, 156–165. [Google Scholar] [CrossRef]
- Hu, Y.; Zhu, X.; Li, H. Fabrication of large-area cylindrical microlens array based on electric-field-driven jet printing. Microsyst. Technol. 2019, 25, 4495–4503. [Google Scholar] [CrossRef]
- Zhu, X.; Xu, Q.; Hu, Y. Flexible biconvex microlens array fabrication using combined inkjet-printing and imprint-lithography method. Opt. Laser Technol. 2019, 115, 118–124. [Google Scholar] [CrossRef]
- Jucius, D.; Grigaliūnas, V.; Lazauskas, A. Effect of fused silica surface wettability on thermal reflow of polymer microlens arrays. Microsyst. Technol. 2017, 23, 2193–2206. [Google Scholar] [CrossRef]
- Wang, L.; Liu, H.; Jiang, W. Capillary number encouraged the construction of smart biomimetic eyes. J. Mater. Chem. C 2015, 3, 5896–5902. [Google Scholar] [CrossRef]
- Li, X.; Ding, Y.; Shao, J. Fabrication of Microlens Arrays with Well-controlled Curvature by Liquid Trapping and Electrohydrodynamic Deformation in Microholes. Adv. Mater. 2012, 24, OP165–OP169. [Google Scholar] [CrossRef]
- Li, X.; Ding, Y.; Shao, J. Fabrication of concave microlens arrays using controllable dielectrophoretic force in template holes. Opt. Lett. 2011, 36, 4083. [Google Scholar] [CrossRef]
- Li, X.; Tian, H.; Ding, Y. Electrically templated dewetting of a UV-curable prepolymer film for the fabrication of a concave microlens array with well-defined curvature. ACS Appl. Mater. Interf. 2013, 5, 9975–9982. [Google Scholar] [CrossRef]
- Bi, X.; Li, W. Fabrication of flexible microlens arrays through vapor-induced dewetting on selectively plasma-treated surfaces. J. Mater. Chem. C 2015, 3, 5825–5834. [Google Scholar] [CrossRef]
- Yabu, H.; Shimomura, M. Simple fabrication of microlens arrays. Langmuir 2005, 21, 1709–1711. [Google Scholar] [CrossRef] [PubMed]
- de la Barrière, F.; Druart, G.; Guèrineau, N. Fabrication of concave and convex potassium bromide lens arrays by compression molding. Appl. Opt. 2012, 51, 4936–4944. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Que, W.; Chen, J. Sol-gel concave micro-lens arrays fabricated by combining the replicated PDMS soft mold with UV-cured imprint process. Appl. Phys. 2013, B113, 299–306. [Google Scholar] [CrossRef]
- Ye, H.; Cao, Z.; Li, M. Rapid fabrication of semiellipsoid microlenses using 3D-printing and roll-to-roll imprinting process. Microsyst. Technol. 2018, 24, 3437–3441. [Google Scholar] [CrossRef]
- Schmitt, H.; Rommel, M.; Bauer, A.J. Full wafer microlens replication by UV imprint lithography. Microelectron. Eng. 2010, 87, 1074–1076. [Google Scholar] [CrossRef]
- Kawahara, K.; Kikuchi, T.; Natsui, S. Fabrication of ordered submicrometer-scale convex lens array via nanoimprint lithography using an anodized aluminum mold. Microelectron. Eng. 2018, 185, 61–68. [Google Scholar]
- Li, X.; Tian, H.; Wang, C. Electrowetting assisted air detrapping in transfer micromolding for difficult-to-mold microstructures, ACS Appl. Mater. Interfaces 2014, 6, 12737–12743. [Google Scholar] [CrossRef]
- Galeotti, F.; Mróz, W.; Scavia, G.; Botta, C. Microlens arrays for light extraction enhancement in organic light-emitting diodes: A facile approach. Org. Electron. 2013, 14, 212–218. [Google Scholar] [CrossRef]
- Xie, D.; Chang, X.; Shu, X. Rapid fabrication of thermoplastic polymer refractive microlens array using contactless hot embossing technology. Opt. Express 2015, 23, 5154. [Google Scholar] [CrossRef]
- Chang, C.Y.; Yu, C.H. A basic experimental study of ultrasonic assisted hot embossing process for rapid fabrication of microlens arrays. J. Micromech. Microeng. 2015, 25, 025010. [Google Scholar] [CrossRef]
- Chang, C.Y.; Tsai, M.H. Development of a continuous roll-to-roll processing system for mass production of plastic optical film. J. Micromech. Microeng. 2015, 25, 125014. [Google Scholar] [CrossRef]
- Kong, L.B.; Cheung, C.F. Modeling and characterization of surface generation in fast tool servo machining of microlens arrays. Comput. Ind. Eng. 2012, 63, 957–970. [Google Scholar] [CrossRef]
- Wang, X.; Hou, C.; Bian, H. Maskless fabrication of concave microlens arrays on silica glasses by a femtosecond-laser-enhanced local wet etching method. Opt. Express 2010, 18, 20334–20343. [Google Scholar]
- Wu, D.; Wang, J.N.; Niu, L.G. Bioinspired Fabrication of High-Quality 3D Artificial Compound Eyes by Voxel-Modulation Femtosecond Laser Writing for Distortion-Free Wide-Field-of-View Imaging. Adv. Opt. Mater. 2014, 2, 751–758. [Google Scholar] [CrossRef]
- Zheng, C.; Hu, A.; Kihm, K.D.; Ma, Q.; Li, R.; Chen, T.; Duley, W.W. Femtosecond Laser Fabrication of Cavity Microball Lens (CMBL) inside a PMMA Substrate for Super-Wide Angle Imaging. Small 2015, 11, 3007–3016. [Google Scholar] [CrossRef]
- Lu, D.X.; Zhang, Y.L.; Han, D.D. Solvent-tunable PDMS microlens fabricated by femtosecond laser direct writing. J. Mater. Chem. C 2015, 3, 1751–1756. [Google Scholar] [CrossRef]
- Ou, Y.; Yang, Q.; Chen, F. Direct Fabrication of Microlens Arrays on PMMA With Laser-Induced Structural Modification. Photonics Technol. Lett. 2015, 27, 2253–2256. [Google Scholar] [CrossRef]
- Yuan, X.C.; Yu, W.X.; Ngo, N.Q. Cost-effective fabrication of microlenses on hybrid sol-gel glass with a high-energy beam-sensitive gray-scale mask. Opt. Express 2002, 10, 303–308. [Google Scholar] [CrossRef]
- Hu, H.; Tian, H.; Shao, J. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. J. Micromech. Microeng. 2014, 24, 095027. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are not available from the authors. |

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Measured Value/um | Original Design Value/um | Absolute Value of Deviation Rate |
|---|---|---|---|
| Center distance of the microlens | 70.27 | 70 | 0.39% |
| Spacing of the microlens | 10.18 | 10 | 1.80% |
| Height of the microlens | 14.82 | 15 | 1.20% |
| Curvature radius of the microlens | 40.75 | 37 | 10.14% |
| Parameter Name | 3200 dpi PS Plate/um | 6400 dpi PS Plate/um | 12,800 dpi PS Plate/um | Original Design Values/um |
|---|---|---|---|---|
| Center distance | 97.34 | 96.76 | 97.40 | 97 |
| Line spacing | 34.55 | 43.18 | 42.88 | 43.5 |
| Diameter | 50.97 | 43.59 | 40.91 | 40.5 |
| Technology Name | Efficiency | Cost | Flexibility |
|---|---|---|---|
| Micro-nano imprint based on the precision engraving mold | approximately 22 days of production cycle (1 day for micro-nano graphics design, 20 days for mold-making, 1 day for imprint and die cutting) | about 30 RMB/m2 | Personalized customization of 3D micro-graphics and mold-making cannot quickly realized according to customer needs or production tasks, difficulty in mold-making (whether cycle or cost). |
| UV offset printing based on PS plate | approximately 3 days of production cycle (1 day for micro-nano graphics design, 1 day for PS plate-making, 1 day for printing and die cutting) | about 20 RMB/m2 | Personalized design of 3D micro-graphics and rapid plate-making can be realized according to customer needs, fast response to production tasks |
| Name | Model | Manufacturer | Component | Property |
|---|---|---|---|---|
| Photoresist | RES-R136 −008 | Poly-tech Material (Taiwan, China) | 40–50% Acrylate resin monomer, 40–43% Acrylate resin oligomer, 3–5% 2-hydroxy-2-methylpropiophenone, 1–2% 1-hydroxycyclohexyl phenyl ketone, 0.01–1% Additional | viscosity is 250 cps @ 25 °C, reflectance is 1.5 |
| PET film | Nan-ya | Nan-ya Plastics (Taiwan, China) | Polyethylene terephthalate | Light transmittance is above 90%, thickness is 75 um |
| PS plate | LH-PA ST | Fuji Japan | Thermal sun pattern CTP plate | Photosensitive wavelength is 830 nm, exposure energy is 120–140 mj/cm2, resolution is 200 lpi |
| UV offset printing ink | Bo-man HLED series | Dong-ya Chemical (Hongkong, China) | — | — |
| Name | Model | Manufacturer | Function | Note |
|---|---|---|---|---|
| Micro-structured optical film fabrication machine | ALM-FD-I×00 | A-Lumen (Taiwan, China) | For microlens 3D optical film fabrication | Fabrication of 3D optical films with a thickness of 38 um–188 um |
| Precision optical mold | UVM-363-1 | A-Lumen (Taiwan, China) | As fabrication mold of MLAs | Cylindrical seamless optical roller made of nickel alloy prepared by laser engraving |
| CTP platesetters | Q400 UHR | Kodak Japan | For preparation of high-resolution PS plate | With Kodak T-MDE plate processor |
| Label offset printing machine | ZTJ330 | Zhong-tian Printing (Ruian, China) | For 3D micro-graphics and color graphics printing | Multifunctional intermittent PS plate label printing machine |
| Laser scanning confocal microscope | VK-×1000 | Keyence Japan | For observing the geometric characteristics and 3D dimension of the sample | — |
| UV spectrophotometer | UV-2600 | Shimadzu Japan | For measuring the full-band transmittance and color coordinates of the sample | — |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Chen, G.; Liao, L.; Chen, H. Naked-Eye 3D Display Based on Microlens Array Using Combined Micro-Nano Imprint and UV Offset Printing Methods. Molecules 2020, 25, 2012. https://doi.org/10.3390/molecules25092012
Chen L, Chen G, Liao L, Chen H. Naked-Eye 3D Display Based on Microlens Array Using Combined Micro-Nano Imprint and UV Offset Printing Methods. Molecules. 2020; 25(9):2012. https://doi.org/10.3390/molecules25092012
Chicago/Turabian StyleChen, Linyi, Guangxue Chen, Liyu Liao, and Haozhi Chen. 2020. "Naked-Eye 3D Display Based on Microlens Array Using Combined Micro-Nano Imprint and UV Offset Printing Methods" Molecules 25, no. 9: 2012. https://doi.org/10.3390/molecules25092012
APA StyleChen, L., Chen, G., Liao, L., & Chen, H. (2020). Naked-Eye 3D Display Based on Microlens Array Using Combined Micro-Nano Imprint and UV Offset Printing Methods. Molecules, 25(9), 2012. https://doi.org/10.3390/molecules25092012