
Sugar Production from Hybrid Poplar Sawdust: Optimization of Enzymatic Hydrolysis and Wet Explosion Pretreatment

Abstract
1. Introduction
2. Results and Discussion
2.1. Composition of Poplar Sawdust
2.2. Effect of Wet Explosion Pretreatment on Poplar Sawdust
2.2.1. Composition of the Liquid Fraction
2.2.2. Enzymatic Hydrolysis of Pretreated Poplar Sawdust
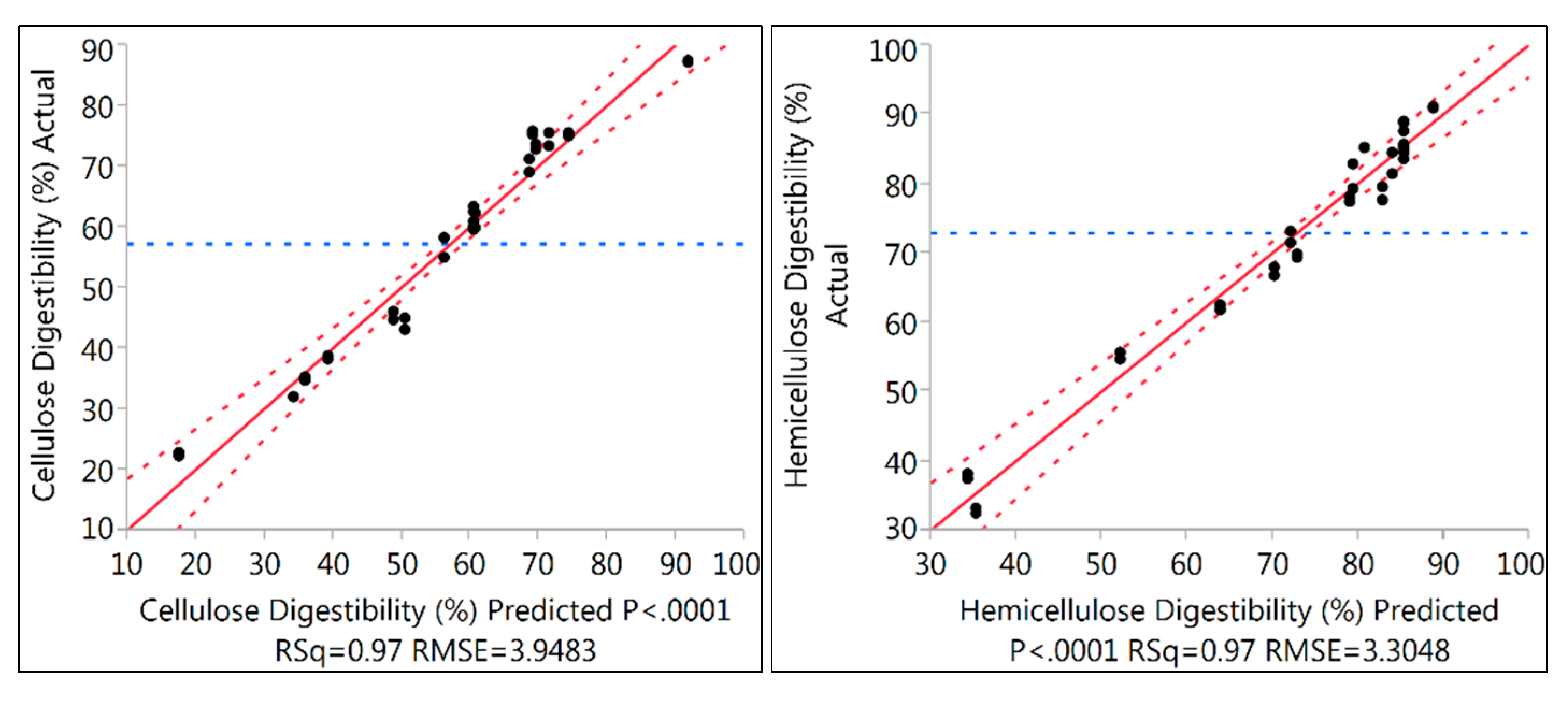
2.2.3. Enzymatic Hydrolysis Optimization
3. Materials and Methods
3.1. Raw Materials
3.2. Compositional Analysis
3.3. Wet Explosion Pretreatment
3.4. Design of Experiment
3.5. Analysis of Liquid Fraction after Pretreatment
3.6. Enzymatic Hydrolysis
3.7. Statistical Data Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bond, J.Q.; Upadhye, A.A.; Olcay, H.; Tompsett, G.A.; Jae, J.; Xing, R.; Alonso, D.M.; Wang, D.; Zhang, T.; Kumar, R.; et al. Production of renewable jet fuel range alkanes and commodity chemicals from integrated catalytic processing of biomass. Energy Environ. Sci. 2014, 7, 1500–1523. [Google Scholar] [CrossRef]
- Behera, S.S.; Ray, R.C. Forest bioresources for bioethanol and biodiesel production with emphasis on mohua (Madhuca latifolia L.) flowers and seeds. In Bioethanol Production from Food Crops; Academic Press: Cambridge, MA, USA, 2019; pp. 233–247. [Google Scholar]
- Sannigrahi, P.; Ragauskas, A.J.; Tuskan, G.A. Poplar as a feedstock for biofuels: A review of compositional characteristics. Biofuel. Bioprod. Biorefin. 2010, 4, 209–226. [Google Scholar] [CrossRef]
- Stanton, B.; Eaton, J.; Johnson, J.; Rice, D.; Schuette, B.; Moser, B. Hybrid poplar in the Pacific Northwest: The effects of market-driven management. J. For. Res. 2002, 100, 28–33. [Google Scholar]
- Hansen, E. Mid-Rotation Yields of Biomass Plantations in the North Central US; Research Paper NC-309; US Dept. of Agriculture, Forest Service, North Central Forest Experiment Station: St. Paul, MN, USA, 1992; p. 309.
- Benomar, L.; DesRochers, A.; Larocque, G.R. Comparing growth and fine root distribution in monocultures and mixed plantations of hybrid poplar and spruce. J. For. Res. 2013, 24, 247–254. [Google Scholar] [CrossRef]
- Hamelinck, C.N.; Van Hooijdonk, G.; Faaij, A.P. Ethanol from lignocellulosic biomass: Techno-economic performance in short-, middle-and long-term. Biomass Bioenergy 2005, 28, 384–410. [Google Scholar] [CrossRef]
- Cornejo, A.; Alegria-Dallo, I.; García-Yoldi, Í.; Sarobe, Í.; Sánchez, D.; Otazu, E.; Martínez-Merino, V. Pretreatment and enzymatic hydrolysis for the efficient production of glucose and furfural from wheat straw, pine and poplar chips. Bioresour. Technol. 2019, 121583. [Google Scholar] [CrossRef]
- De Bhowmick, G.; Sarmah, A.K.; Sen, R. Lignocellulosic biorefinery as a model for sustainable development of biofuels and value-added products. Bioresour. Technol. 2018, 247, 1144–1154. [Google Scholar] [CrossRef]
- Khan, M.U.; Ahring, B.K. Lignin degradation under anaerobic digestion: Influence of lignin modifications—A review. Biomass Bioenergy 2019, 128, 105325. [Google Scholar] [CrossRef]
- Bär, J.; Phongpreecha, T.; Singh, S.K.; Yilmaz, M.K.; Foster, C.E.; Crowe, J.D.; Hodge, D.B. Deconstruction of hybrid poplar to monomeric sugars and aromatics using ethanol organo-solvent fractionation. Biomass Convers. Biorefin. 2018, 8, 813–824. [Google Scholar] [CrossRef]
- Rubin, E.M. Genomics of cellulosic biofuels. Nature 2008, 454, 841–845. [Google Scholar] [CrossRef]
- Takada, M.; Chandra, R.P.; Saddler, J.N. The influence of lignin migration and relocation during steam pretreatment on the enzymatic hydrolysis of softwood and corn stover biomass substrates. Biotechnol. Bioeng. 2019, 116, 2864–2873. [Google Scholar] [CrossRef] [PubMed]
- Kellock, M.; Maaheimo, H.; Marjamaa, K.; Rahikainen, J.; Zhang, H.; Holopainen-Mantila, U.; Kruus, K. Effect of hydrothermal pretreatment severity on lignin inhibition in enzymatic hydrolysis. Bioresour. Technol. 2019, 280, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Ahring, B.K.; Alapuranen, M.; Berlin, A.; Bura, R.; Chandra, R.P.; Cherry, J.; Galbe, M.; Gorwa-Grauslund, M.F.; Grabar, T.B.; den Haan, R.; et al. Fueling industrial biotechnology growth with bioethanol. Biofuels Adv. Biochem. Eng. Biotechnol. 2007, 108, 1–40. [Google Scholar]
- Cai, L.Y.; Ma, Y.L.; Ma, X.X.; Lv, J.M. Improvement of enzymatic hydrolysis and ethanol production from corn stalk by alkali and N-methylmorpholine-N-oxide pretreatments. Bioresour. Technol. 2016, 212, 42–46. [Google Scholar] [CrossRef] [PubMed]
- Manzanares, P.; Ballesteros, I.; Negro, M.J.; González, A.; Oliva, J.M.; Ballesteros, M. Processing of extracted olive oil pomace residue by hydrothermal or dilute acid pretreatment and enzymatic hydrolysis in a biorefinery context. Renew. Energy 2020, 145, 1235–1245. [Google Scholar] [CrossRef]
- Liu, Z.H.; Chen, H.Z. Periodic peristalsis enhancing the high solids enzymatic hydrolysis performance of steam exploded corn stover biomass. Biomass Bioenergy 2016, 93, 13–24. [Google Scholar] [CrossRef]
- Jeong, H.S.; Jang, S.K.; Kim, H.Y.; Yeo, H.; Choi, J.W.; Choi, I.G. Effect of freeze storage on hemicellulose degradation and enzymatic hydrolysis by dilute-acid pretreatment of Mongolian oak. Fuel 2016, 165, 145–151. [Google Scholar] [CrossRef]
- Yin, Y.; Wang, J. Enhancement of enzymatic hydrolysis of wheat straw by gamma irradiation–alkaline pretreatment. Radiat. Phys. Chem. 2016, 123, 63–67. [Google Scholar] [CrossRef]
- Biswas, R.; Uellendahl, H.; Ahring, B.K. Wet explosion pretreatment of sugarcane bagasse for enhanced enzymatic hydrolysis. Biomass Bioenergy 2014, 61, 104–113. [Google Scholar] [CrossRef]
- Zhou, Z.; Xue, W.; Lei, F.; Cheng, Y.; Jiang, J.; Sun, D. Kraft GL-ethanol pretreatment on sugarcane bagasse for effective enzymatic hydrolysis. Ind. Crops Prod. 2016, 90, 100–109. [Google Scholar] [CrossRef]
- Hideno, A.; Inoue, H.; Yanagida, T.; Tsukahara, K.; Endo, T.; Sawayama, S. Combination of hot compressed water treatment and wet disk milling for high sugar recovery yield in enzymatic hydrolysis of rice straw. Bioresour. Technol. 2012, 104, 743–748. [Google Scholar] [CrossRef]
- Hou, X.; Wang, Z.; Sun, J.; Li, M.; Wang, S.; Chen, K.; Gao, Z. A microwave-assisted aqueous ionic liquid pretreatment to enhance enzymatic hydrolysis of Eucalyptus and its mechanism. Bioresour. Technol. 2019, 272, 99–104. [Google Scholar] [CrossRef] [PubMed]
- Ahring, B.K.; Munck, J. Method for Treating Biomass and Organic Waste with the Purpose of Generating Desired Biologically Based Products. U.S. Patent 20090178671A1, 16 July 2009. [Google Scholar]
- Merrill, R.A.; Petersen, K. Wet Oxidation of Biomass. U.S. Patent 20140199740A1, 17 July 2014. [Google Scholar]
- Biswas, R.; Teller, P.J.; Ahring, B.K. Pretreatment of forest residues of Douglas fir by wet explosion for enhanced enzymatic saccharification. Bioresour. Technol. 2015, 192, 46–53. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.U.; Ahring, B.K. Anaerobic digestion of biorefinery lignin: Effect of different wet explosion pretreatment conditions. Bioresour. Technol. 2020, 298, 122537. [Google Scholar] [CrossRef] [PubMed]
- Biswas, R.; Ahring, B.K.; Uellendahl, H. Improving biogas yields using an innovative concept for conversion of the fiber fraction of manure. Water Sci. Technol. 2012, 66, 1751–1758. [Google Scholar] [CrossRef] [PubMed]
- Ahring, B.K.; Biswas, R.; Ahamed, A.; Teller, P.J.; Uellendahl, H. Making lignin accessible for anaerobic digestion by wet-explosion pretreatment. Bioresour. Technol. 2015, 175, 182–188. [Google Scholar]
- Rana, D.; Rana, V.; Ahring, B.K. Producing high sugar concentrations from loblolly pine using wet explosion pretreatment. Bioresour. Technol. 2012, 121, 61–67. [Google Scholar] [CrossRef]
- Palmqvist, E.; Grage, H.; Meinander, N.Q.; Hahn-Hägerdal, B. Main and interaction effects of acetic acid, furfural, and p-hydroxybenzoic acid on growth and ethanol productivity of yeasts. Biotechnol. Bioeng. 1999, 63, 46–55. [Google Scholar] [CrossRef]
- Dai, J.; McDonald, A.G. Production of fermentable sugars and polyhydroxybutyrate from hybrid poplar: Response surface model optimization of a hot-water pretreatment and subsequent enzymatic hydrolysis. Biomass Bioenergy 2014, 71, 275–284. [Google Scholar] [CrossRef]
- Mosier, N.; Wyman, C.; Dale, B.; Elander, R.; Lee, Y.Y.; Holtzapple, M.; Ladisch, M. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 2005, 96, 673–686. [Google Scholar] [CrossRef]
- ATW, M.H.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosie biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar]
- Rasmussen, H.; Sørensen, H.R.; Meyer, A.S. Formation of degradation compounds from lignocellulosic biomass in the biorefinery: Sugar reaction mechanisms. Carbohydr. Res. 2014, 385, 45–57. [Google Scholar] [CrossRef] [PubMed]
- Biswas, R.; Uellendahl, H.; Ahring, B.K. Wet explosion: A universal and efficient pretreatment process for lignocellulosic biorefineries. Bioenergy Res. 2015, 8, 1101–1116. [Google Scholar] [CrossRef]
- Palmqvist, E.; Hahn-Hägerdal, B. Fermentation of lignocellulosic hydrolysates. II: Inhibitors and mechanisms of inhibition. Bioresour. Technol. 2000, 74, 25–33. [Google Scholar] [CrossRef]
- Biswas, R.; Uellendahl, H.; Ahring, B.K. Conversion of C6 and C5 sugars in undetoxified wet exploded bagasse hydrolysates using Scheffersomyces (Pichia) stipitis CBS6054. AMB Express 2013, 3, 42. [Google Scholar] [CrossRef]
- Kim, Y.; Mosier, N.S.; Ladisch, M.R. Enzymatic digestion of liquid hot water pretreated hybrid poplar. Biotechnol. Prog. 2009, 25, 340–348. [Google Scholar] [CrossRef]
- Georgieva, T.I.; Hou, X.; Hilstrøm, T.; Ahring, B.K. Enzymatic hydrolysis and ethanol fermentation of high dry matter wet-exploded wheat straw at low enzyme loading. In Biotechnology for Fuels and Chemicals; Humana Press: Totowa, NJ, USA, 2007; pp. 553–562. [Google Scholar]
- Sørensen, A.; Teller, P.J.; Hilstrøm, T.; Ahring, B.K. Hydrolysis of Miscanthus for bioethanol production using dilute acid presoaking combined with wet explosion pre-treatment and enzymatic treatment. Bioresour. Technol. 2008, 99, 6602–6607. [Google Scholar] [CrossRef]
- Petersson, A.; Thomsen, M.H.; Hauggaard-Nielsen, H.; Thomsen, A.B. Potential bioethanol and biogas production using lignocellulosic biomass from winter rye, oilseed rape and faba bean. Biomass Bioenergy 2007, 31, 812–819. [Google Scholar] [CrossRef]
- Lan, T.Q.; Lou, H.; Zhu, J.Y. Enzymatic saccharification of lignocelluloses should be conducted at elevated pH 5.2–6.2. Bioenergy Res. 2013, 6, 476–485. [Google Scholar] [CrossRef]
- Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, A.; Sluiter, J.; Templeton, D. Preparation of Samples for Compositional Analysis; Laboratory Analytical Procedures, National Renewable Energy Laboratory: Golden, CO, USA, 2008; p. 1617, NREL/TP-510-42620. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; Laboratory Analytical Procedures, National Renewable Energy Laboratory: Golden, CO, USA, 2011; p. 18, NREL/TP-510-42618.
Sample Availability: Samples of the compounds are not available from the authors. |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| G/100g Dry Matter * | |
|---|---|
| Glucan | 41.8 |
| Xylan | 14.9 |
| Galactan | 0.9 |
| Arabinan | 0.6 |
| Mannan | 2.7 |
| Acetyl | 3.6 |
| Total lignin | 31.9 |
| Acid soluble lignin | 4.2 |
| Acid insoluble lignin | 27.7 |
| Total extractives | 5.9 |
| Water extractives | 2.1 |
| Ethanol extractives | 3.9 |
| Run | Temp., °C | Time, min. | O2, % DM | % DM of after WEx | Glucose (g/L) | Xylose (g/L) | Galactose (g/L) | Arabinose (g/L) | Mannose (g/L) | Acetate (g/100 g DM) | HMF (g/100 g DM) | Furfural (g/100 g DM) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 170 | 10 | 0.5 | 28.9 | 1.9 | 9.8 | 1.9 | 1.5 | 1.5 | 0.9 | 0 | 0 |
| 2 | 170 | 10 | 7.5 | 29.1 | 2.8 | 21.0 | 3.2 | 2.5 | 2.7 | 1.2 | 0 | 0 |
| 3 | 170 | 20 | 4.0 | 30.1 | 3.0 | 29.5 | 3.9 | 2.3 | 3.7 | 1.7 | 0 | 0.1 |
| 4 | 170 | 30 | 0.5 | 31.5 | 2.6 | 23.7 | 2.8 | 1.4 | 3.5 | 1.5 | 0 | 0.2 |
| 5 | 170 | 30 | 7.5 | 25.7 | 4.4 | 34.3 | 4.1 | 1.8 | 5.7 | 3.0 | 0 | 0.4 |
| 6 | 180 | 10 | 4.0 | 29.2 | 2.8 | 26.4 | 3.5 | 1.4 | 3.5 | 1.5 | 0 | 0.1 |
| 7 | 180 | 20 | 0.5 | 30.2 | 2.8 | 28.9 | 2.9 | 1.3 | 3.6 | 2.0 | 0 | 0.4 |
| 8 (central) | 180 | 20 | 4.0 | 27.0 | 3.9 | 33.7 | 3.8 | 1.8 | 5.7 | 3.1 | 0.1 | 0.5 |
| 9 (central) | 180 | 20 | 4.0 | 29.5 | 3.6 | 31.2 | 3.5 | 1.7 | 5.2 | 3.0 | 0.1 | 0.6 |
| 10 (central) | 180 | 20 | 4.0 | 28.3 | 4.0 | 31.9 | 3.7 | 1.8 | 5.6 | 3.1 | 0.1 | 0.6 |
| 11 | 180 | 20 | 7.5 | 28.4 | 7.0 | 32.7 | 3.8 | 1.8 | 6.7 | 4.8 | 0.2 | 1.0 |
| 12 | 180 | 30 | 4.0 | 28.6 | 6.7 | 33.1 | 4.0 | 1.8 | 7.4 | 6.3 | 0.3 | 1.2 |
| 13 | 190 | 10 | 0.5 | 30.7 | 3.5 | 33.0 | 3.6 | 1.3 | 4.9 | 2.6 | 0.1 | 0.5 |
| 14 | 190 | 10 | 7.5 | 28.2 | 5.0 | 32.6 | 3.7 | 1.7 | 6.3 | 3.7 | 0.1 | 0.6 |
| 15 | 190 | 20 | 4.0 | 26.9 | 6.0 | 25.0 | 3.2 | 1.5 | 6.8 | 5.3 | 0.3 | 1.5 |
| 16 | 190 | 30 | 0.5 | 26.6 | 4.0 | 19.4 | 2.6 | 1.4 | 5.6 | 5.3 | 0.3 | 1.8 |
| 17 | 190 | 30 | 7.5 | 27.5 | 13.0 | 9.0 | 1.9 | 1.2 | 5.0 | 8.3 | 0.9 | 2.2 |
| Feedstock | Pretreatment Conditions | Digestibility | Reference |
|---|---|---|---|
| Sugarcane bagasse | 185 °C, 10 min, 16% of DM | 87% cellulose | [21] |
| Loblolly pine | 170 °C, 22 min, 25% of DM | 96% cellulose and nearly, 100% hemicellulose | [31] |
| Wheat straw | 180–185 °C, 15 min, 14% of DM | 70% cellulose, 68% hemicellulose | [41] |
| Wheat straw | 180–185 °C, 15 min, 14% of DM | 69% cellulose, 55% hemicellulose | [41] |
| Miscanthus | 170 °C, 5 min, 15% of DM | 56% glucose, 32% xylose | [42] |
| Winter rye straw | 195 °C, 15 min, 6% of DM | 49% cellulose, 11% hemicellulose | [43] |
| Oilseed rape straw | 195 °C, 15 min, 6% of DM | 58% cellulose, 10% hemicellulose | [43] |
| Faba bean straw | 195 °C, 15 min, 6% of DM | 43% cellulose, 10% hemicellulose | [43] |
| hybrid poplar sawdust | 177 °C, 30 min, 7.5% O2, 30% of DM | 75.1% Cellulose, 83.1% hemicellulose | This study |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biswas, R.; Teller, P.J.; Khan, M.U.; Ahring, B.K. Sugar Production from Hybrid Poplar Sawdust: Optimization of Enzymatic Hydrolysis and Wet Explosion Pretreatment. Molecules 2020, 25, 3396. https://doi.org/10.3390/molecules25153396
Biswas R, Teller PJ, Khan MU, Ahring BK. Sugar Production from Hybrid Poplar Sawdust: Optimization of Enzymatic Hydrolysis and Wet Explosion Pretreatment. Molecules. 2020; 25(15):3396. https://doi.org/10.3390/molecules25153396
Chicago/Turabian StyleBiswas, Rajib, Philip J. Teller, Muhammad U. Khan, and Birgitte K. Ahring. 2020. "Sugar Production from Hybrid Poplar Sawdust: Optimization of Enzymatic Hydrolysis and Wet Explosion Pretreatment" Molecules 25, no. 15: 3396. https://doi.org/10.3390/molecules25153396
APA StyleBiswas, R., Teller, P. J., Khan, M. U., & Ahring, B. K. (2020). Sugar Production from Hybrid Poplar Sawdust: Optimization of Enzymatic Hydrolysis and Wet Explosion Pretreatment. Molecules, 25(15), 3396. https://doi.org/10.3390/molecules25153396