
Cellulose Nanocrystal Isolation from Hardwood Pulp using Various Hydrolysis Conditions



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
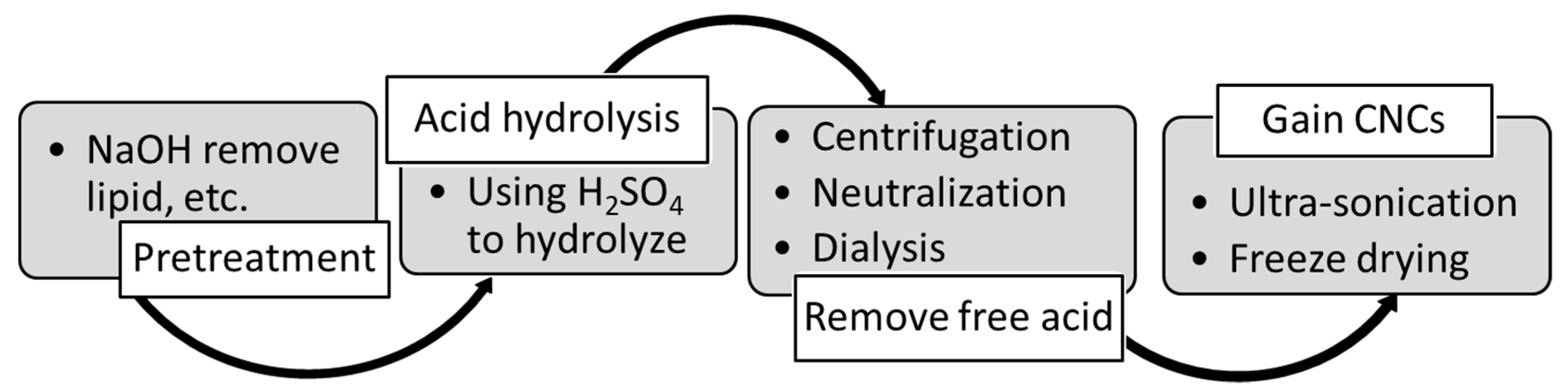
2.2. CNCs Preparation
2.3. CNC Product Evaluation
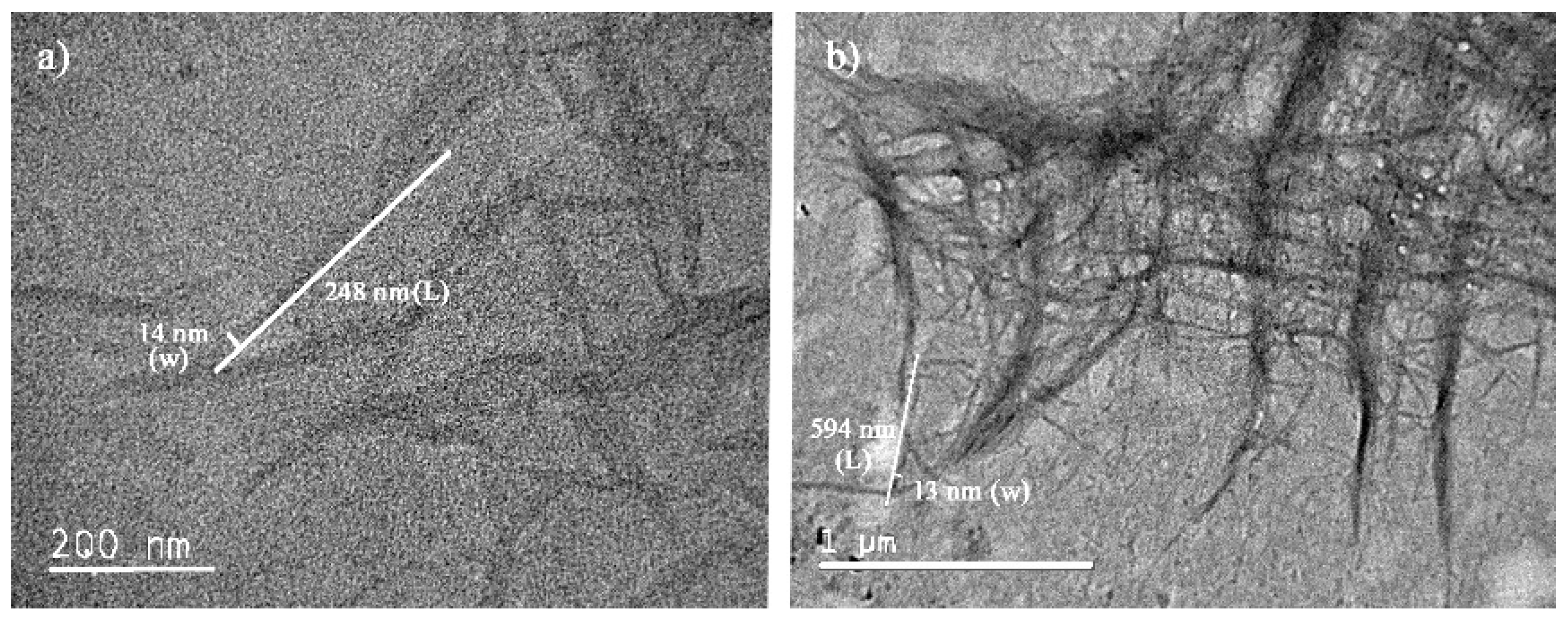
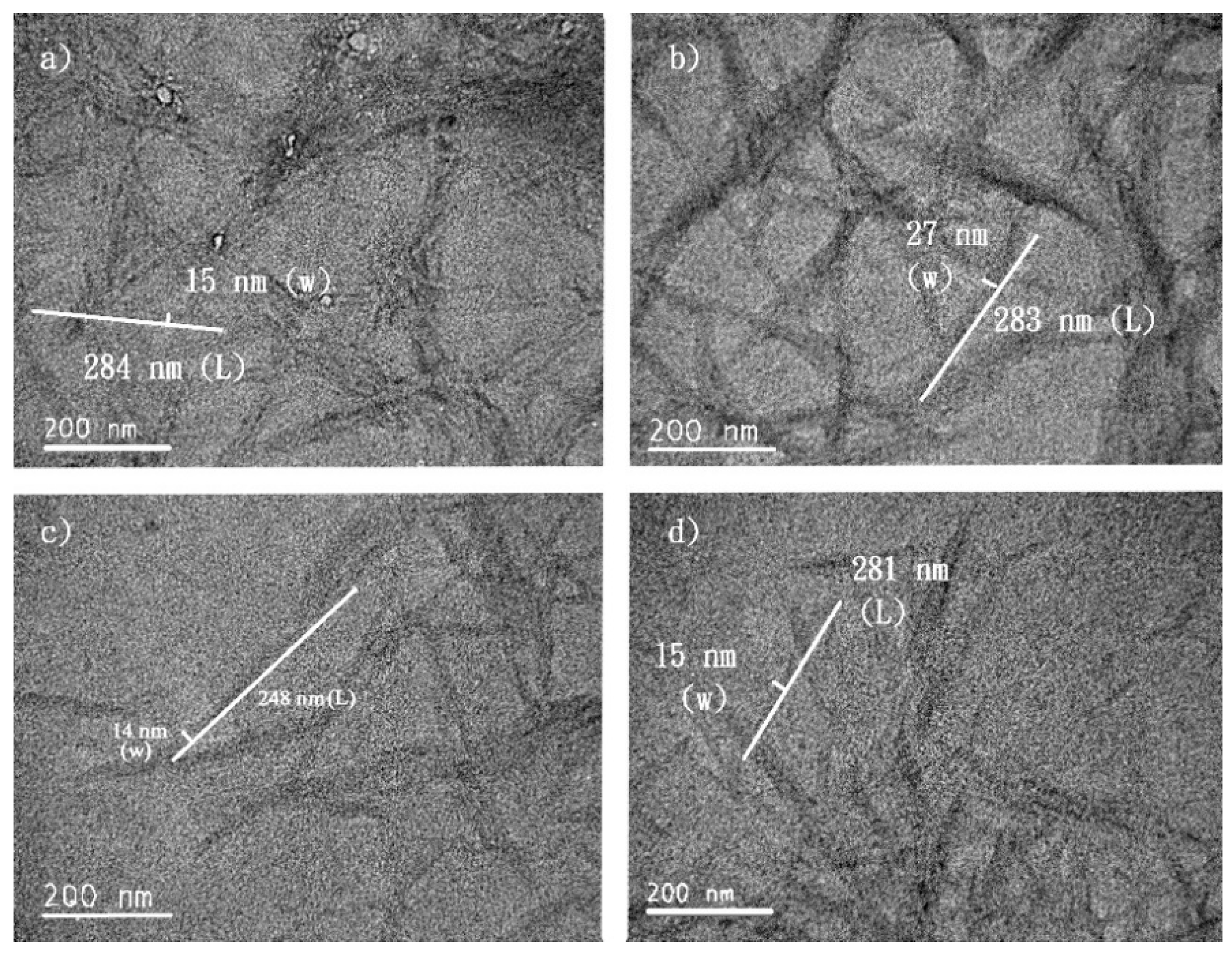
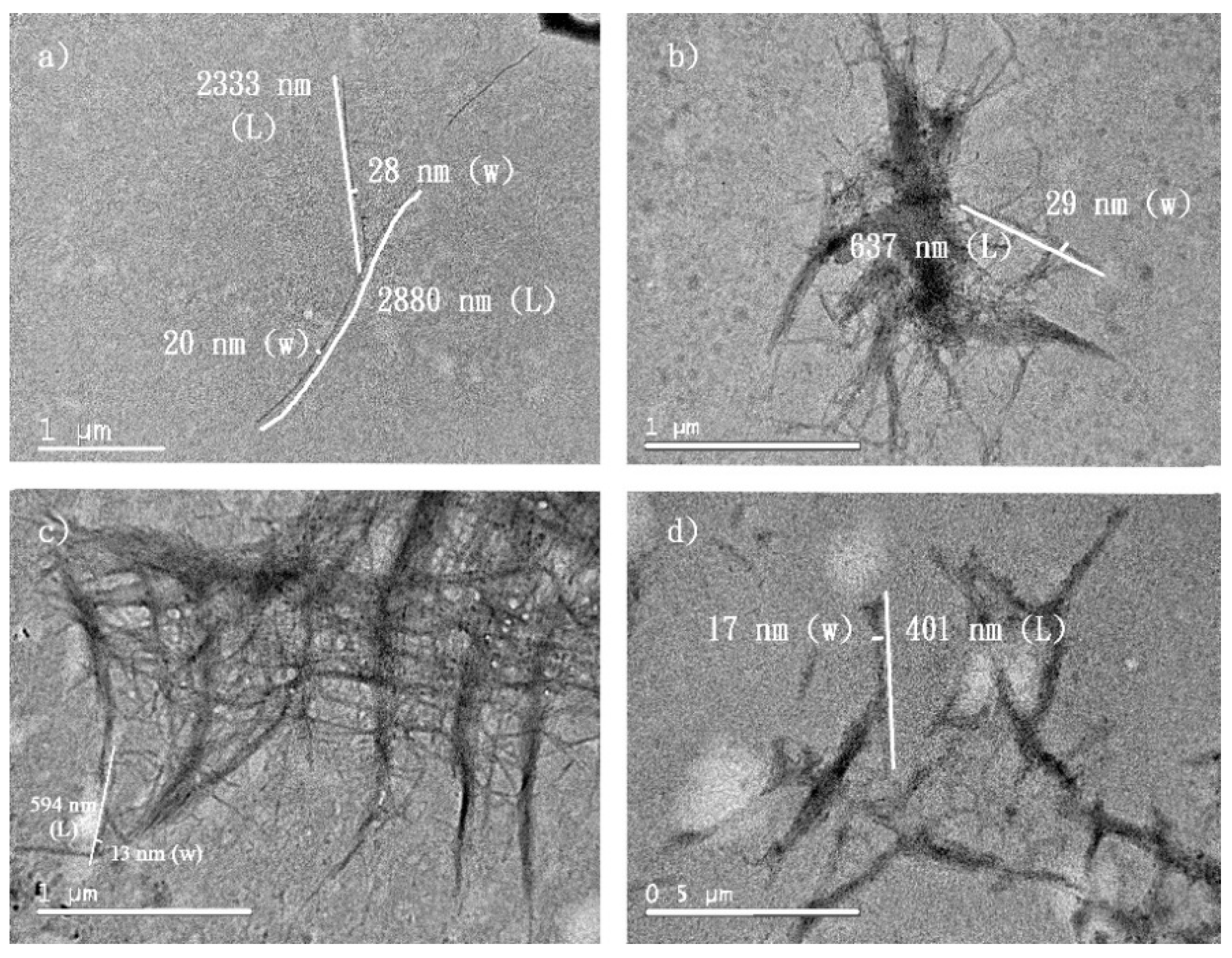
2.3.1. Product Size
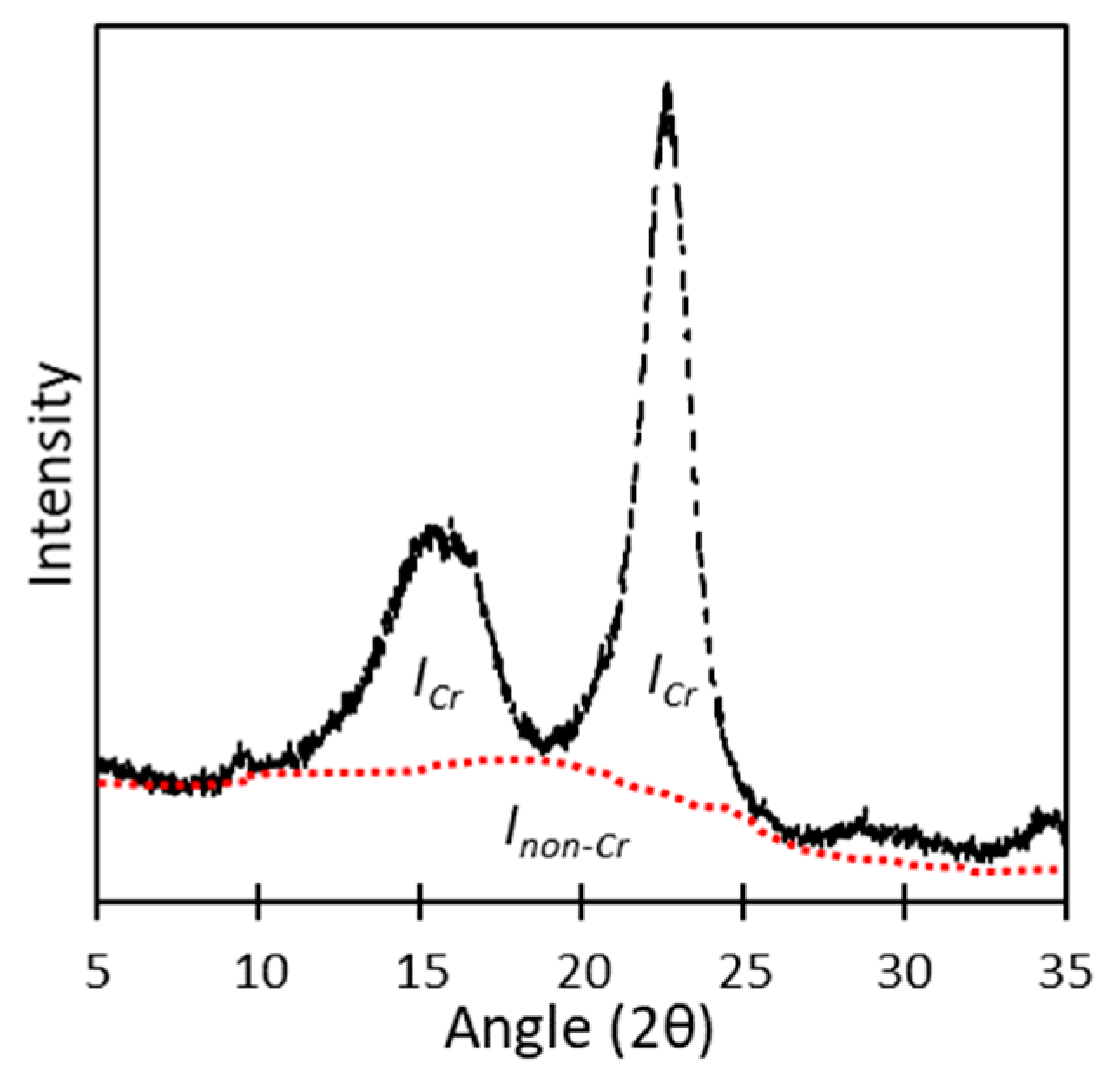
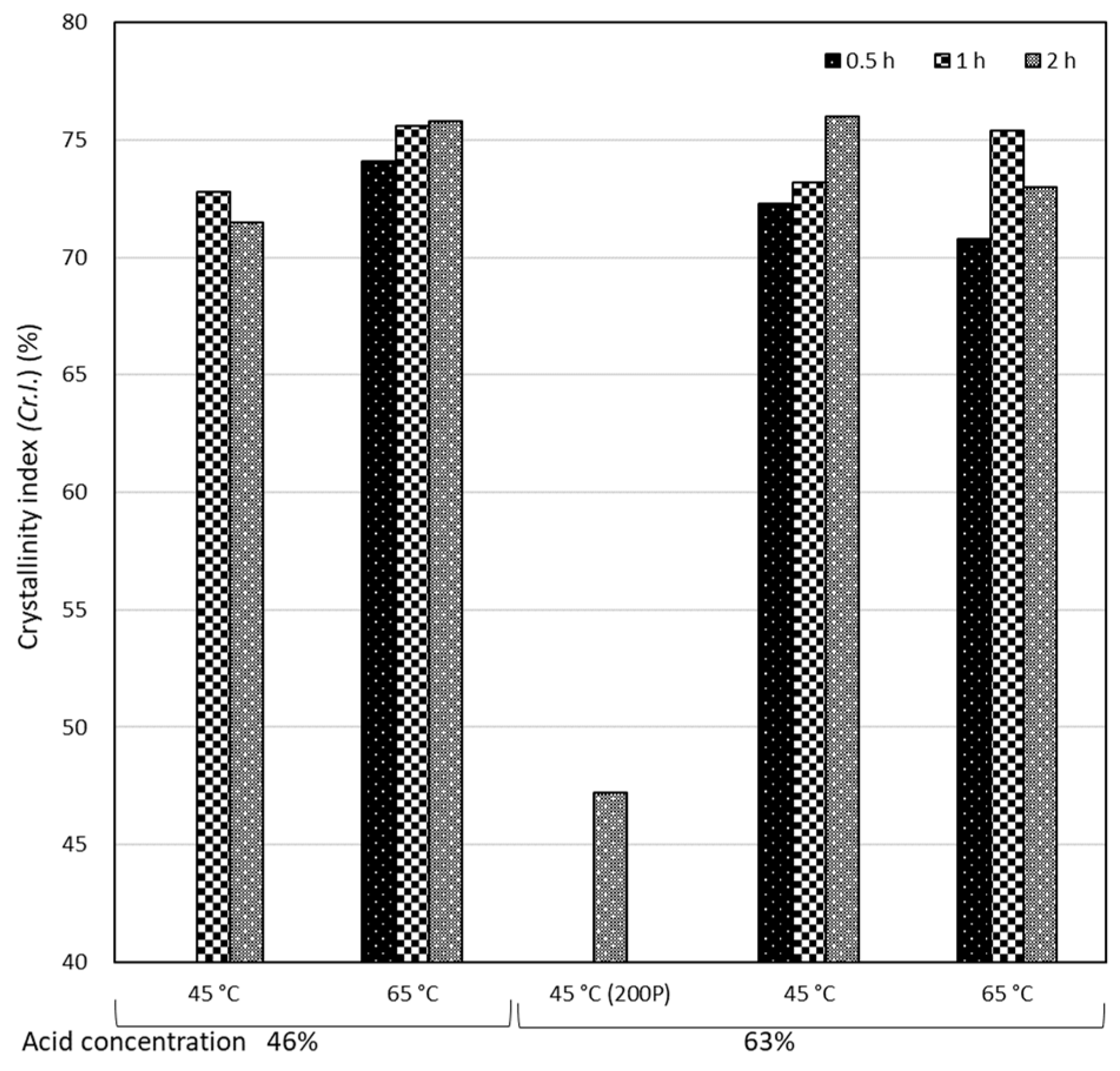
2.3.2. Crystallinity
2.3.3. Thermal Stability
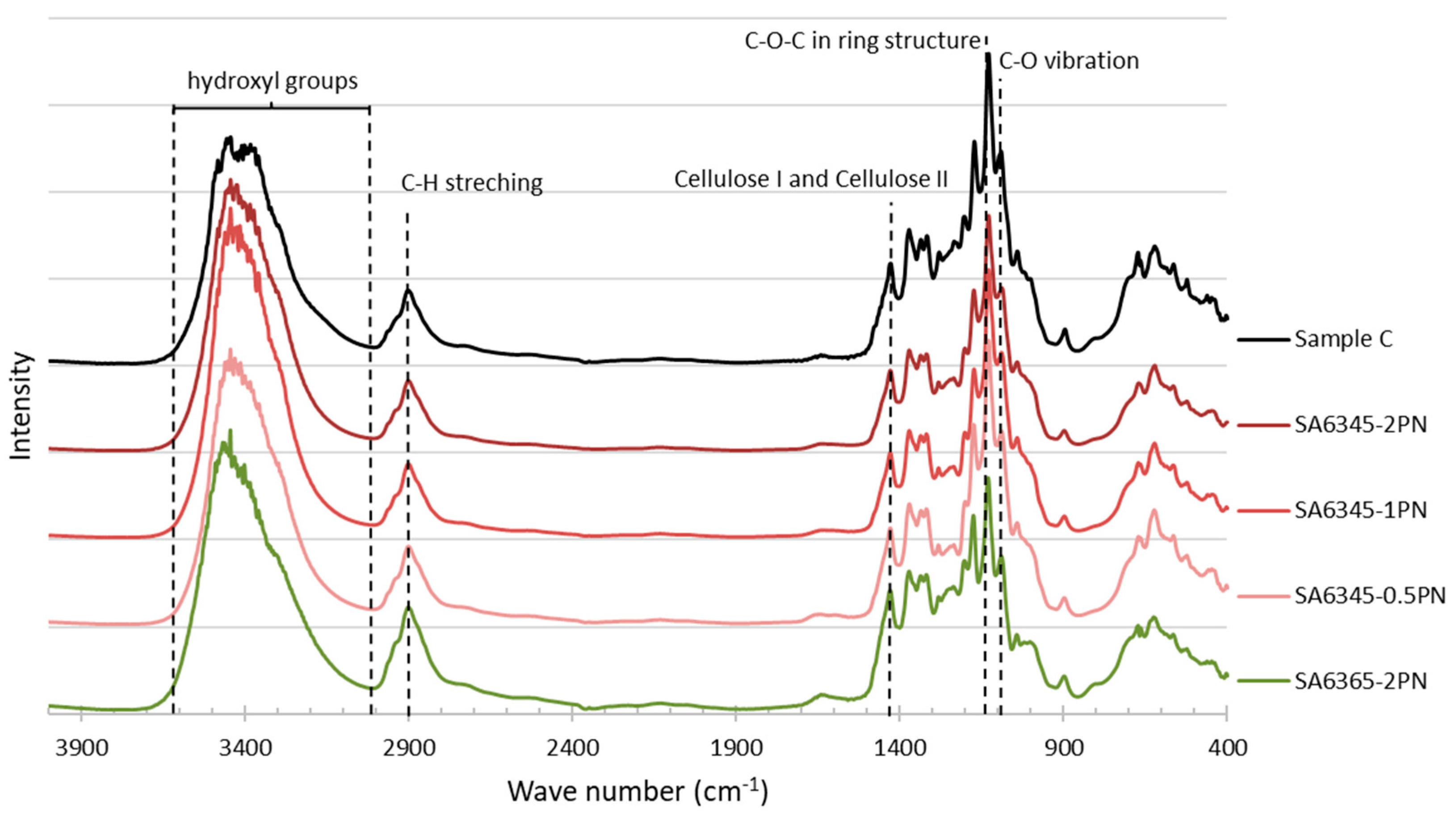
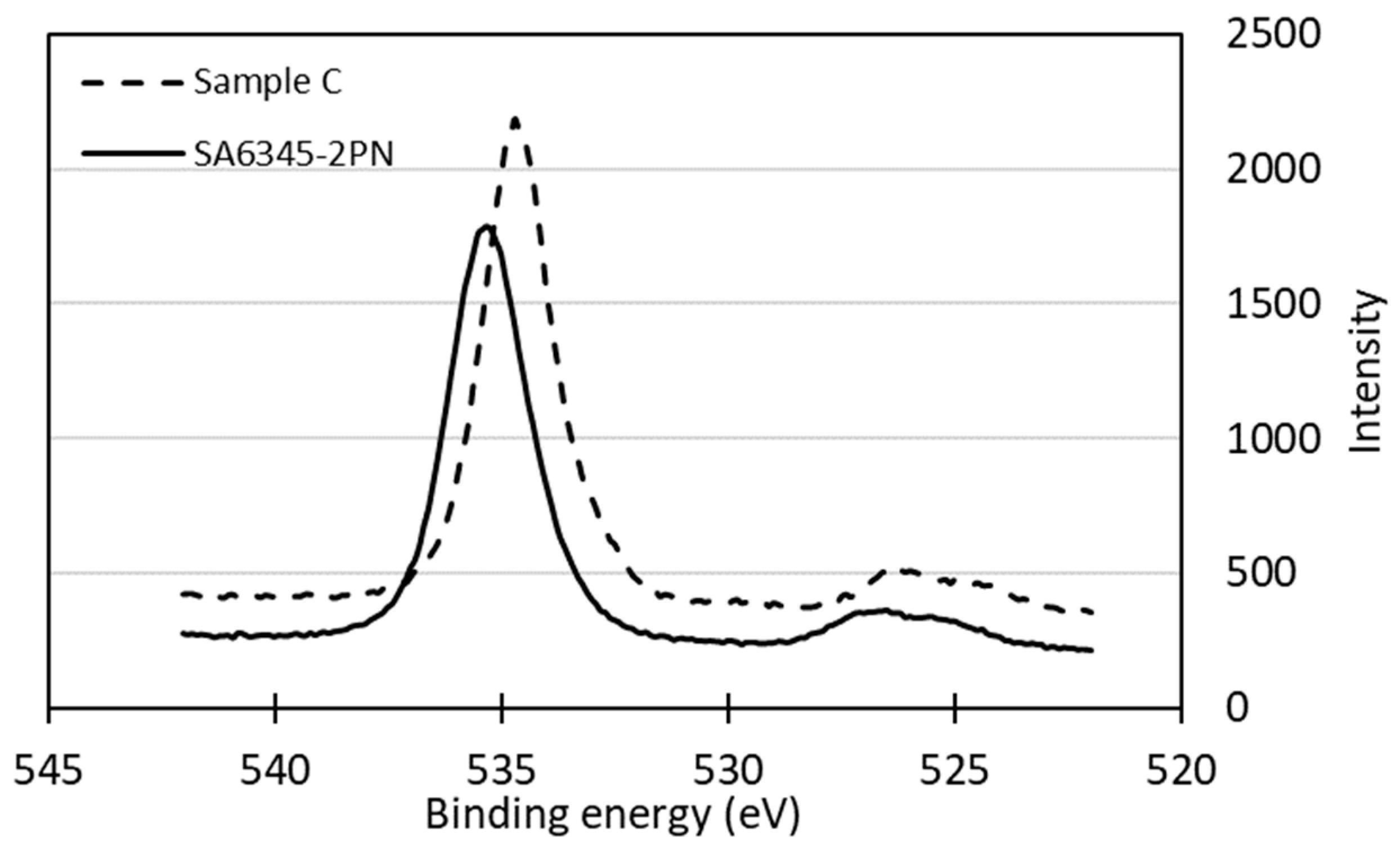
2.3.4. Surface Chemistry Information
3. Results and Discussions
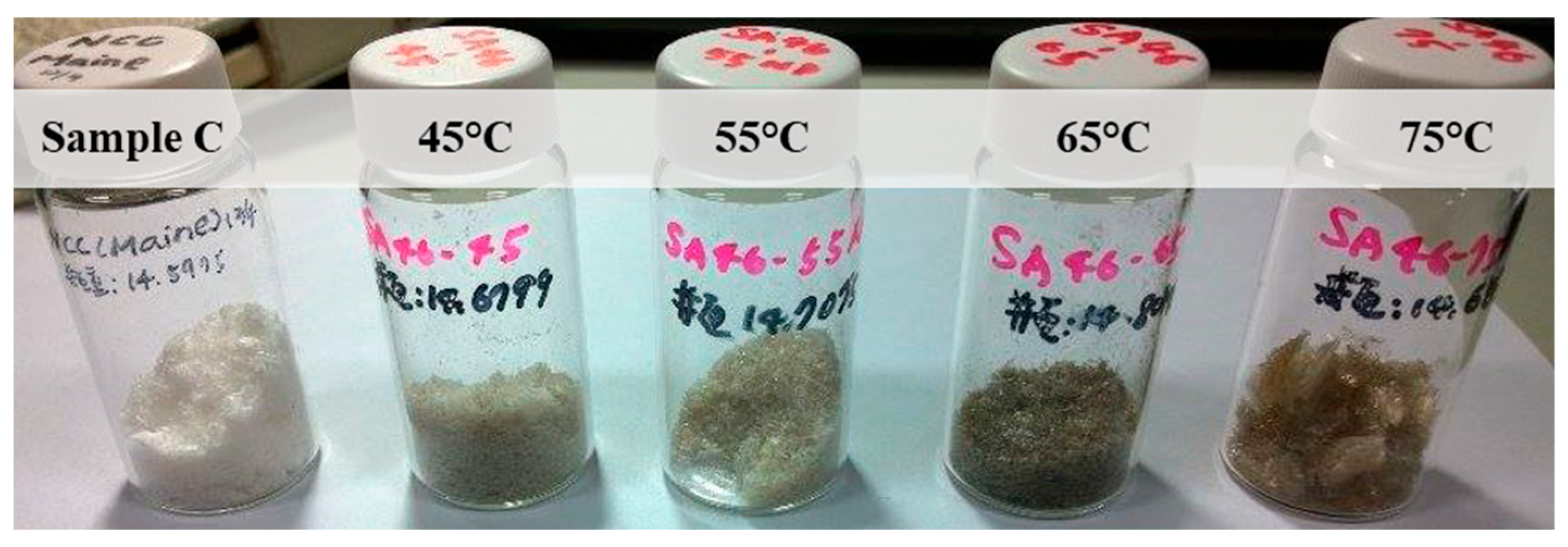
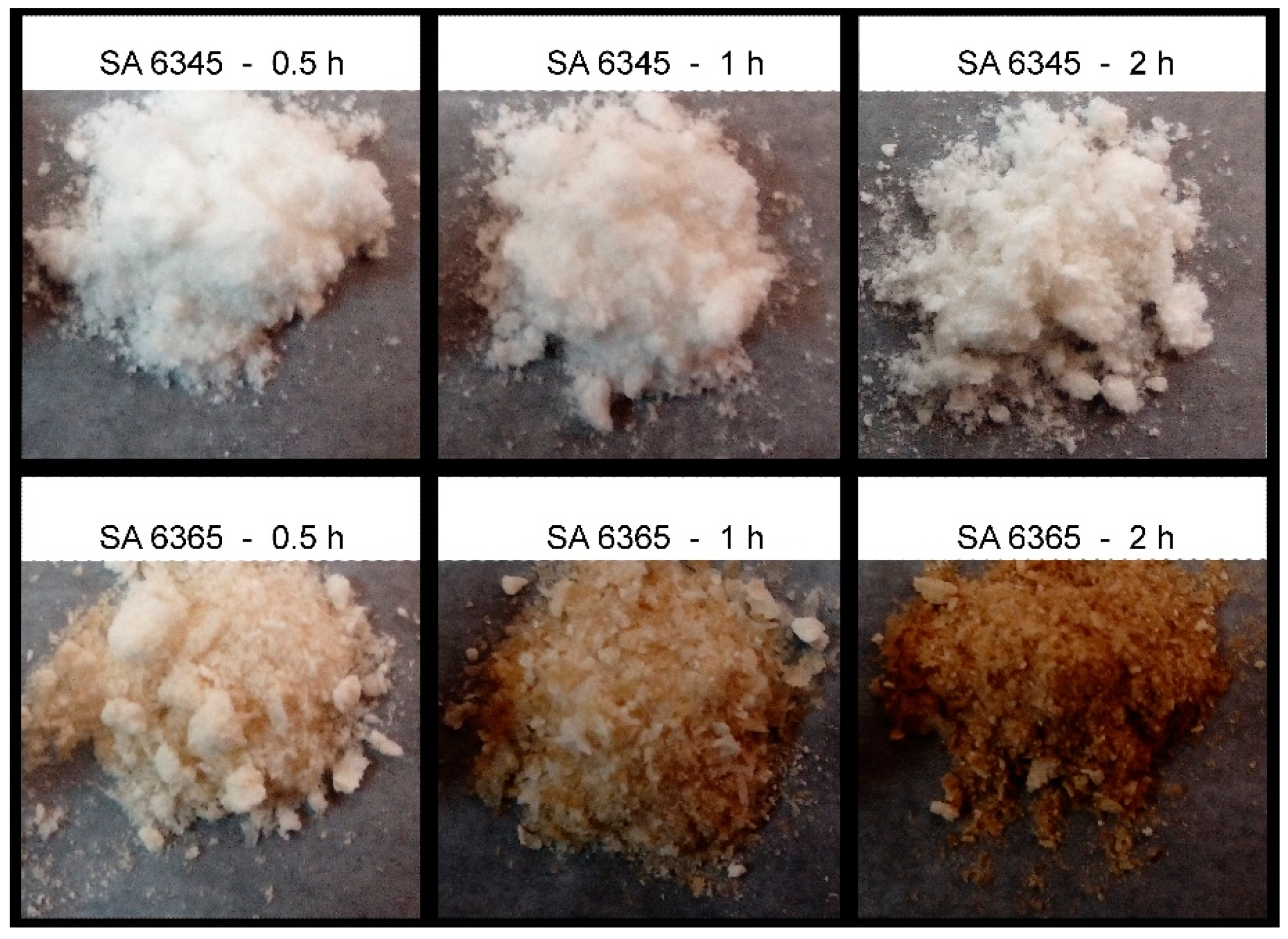
3.1. The Outward Appearance and Product Size
3.2. Crystallinity
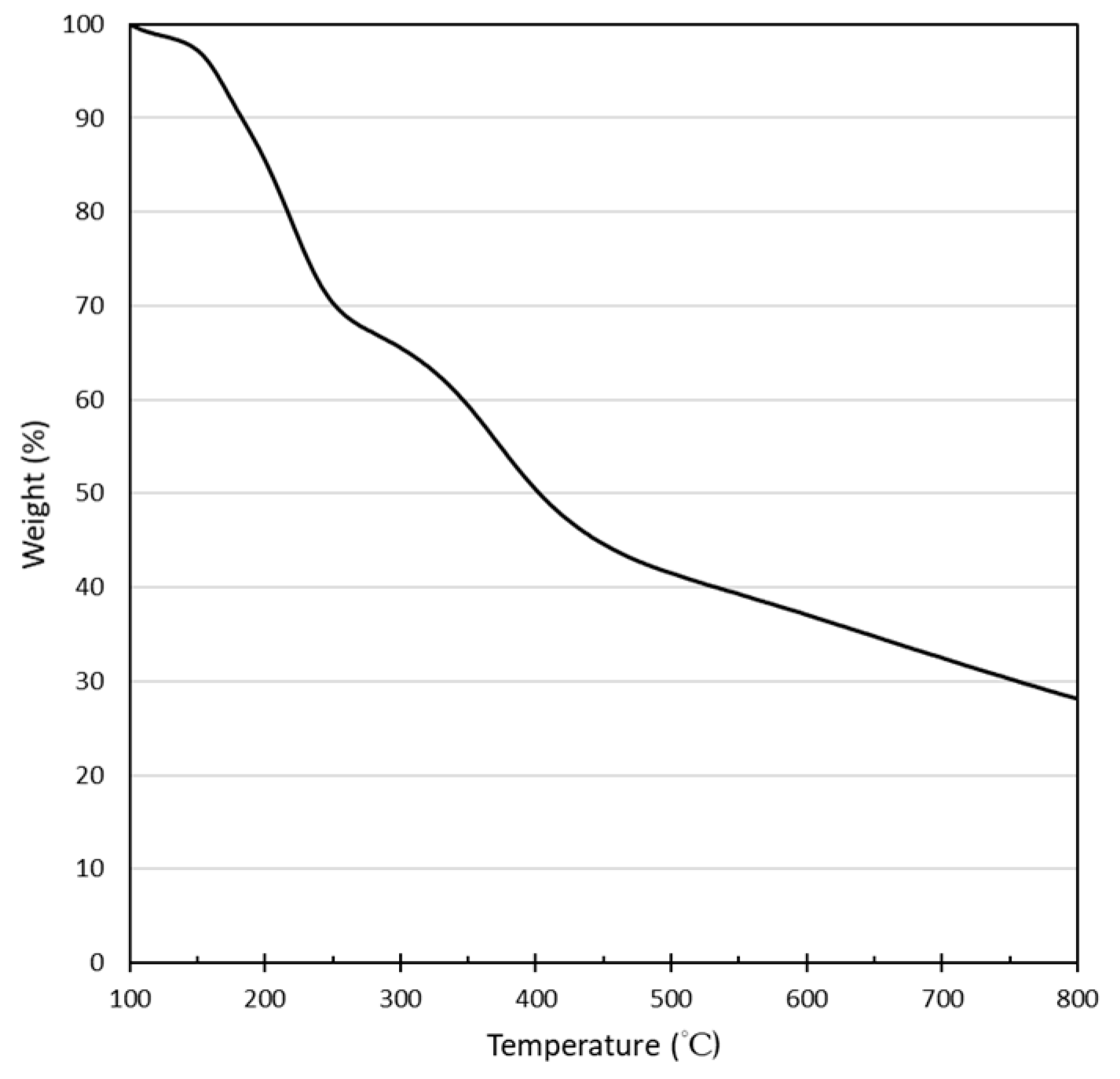
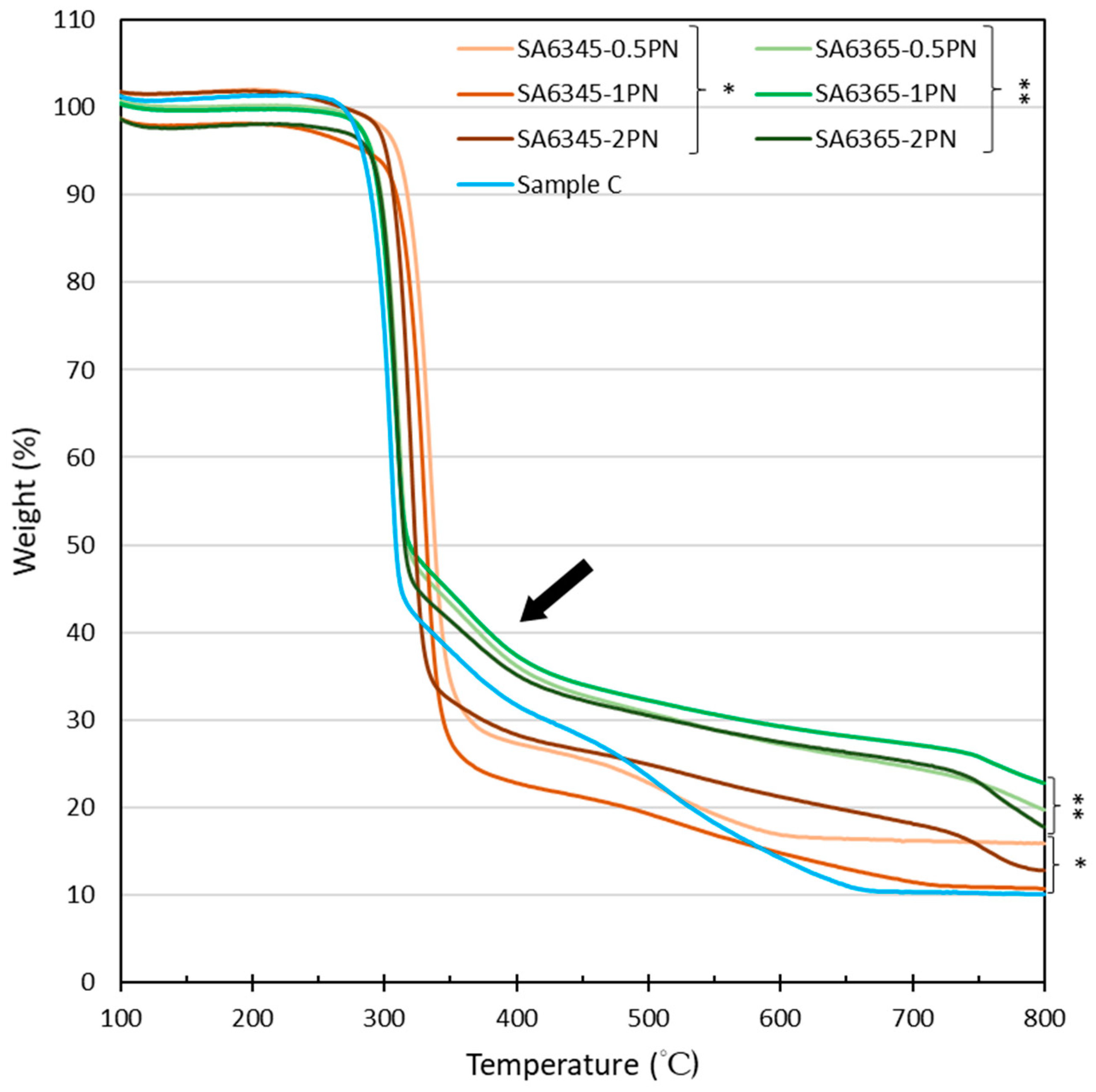
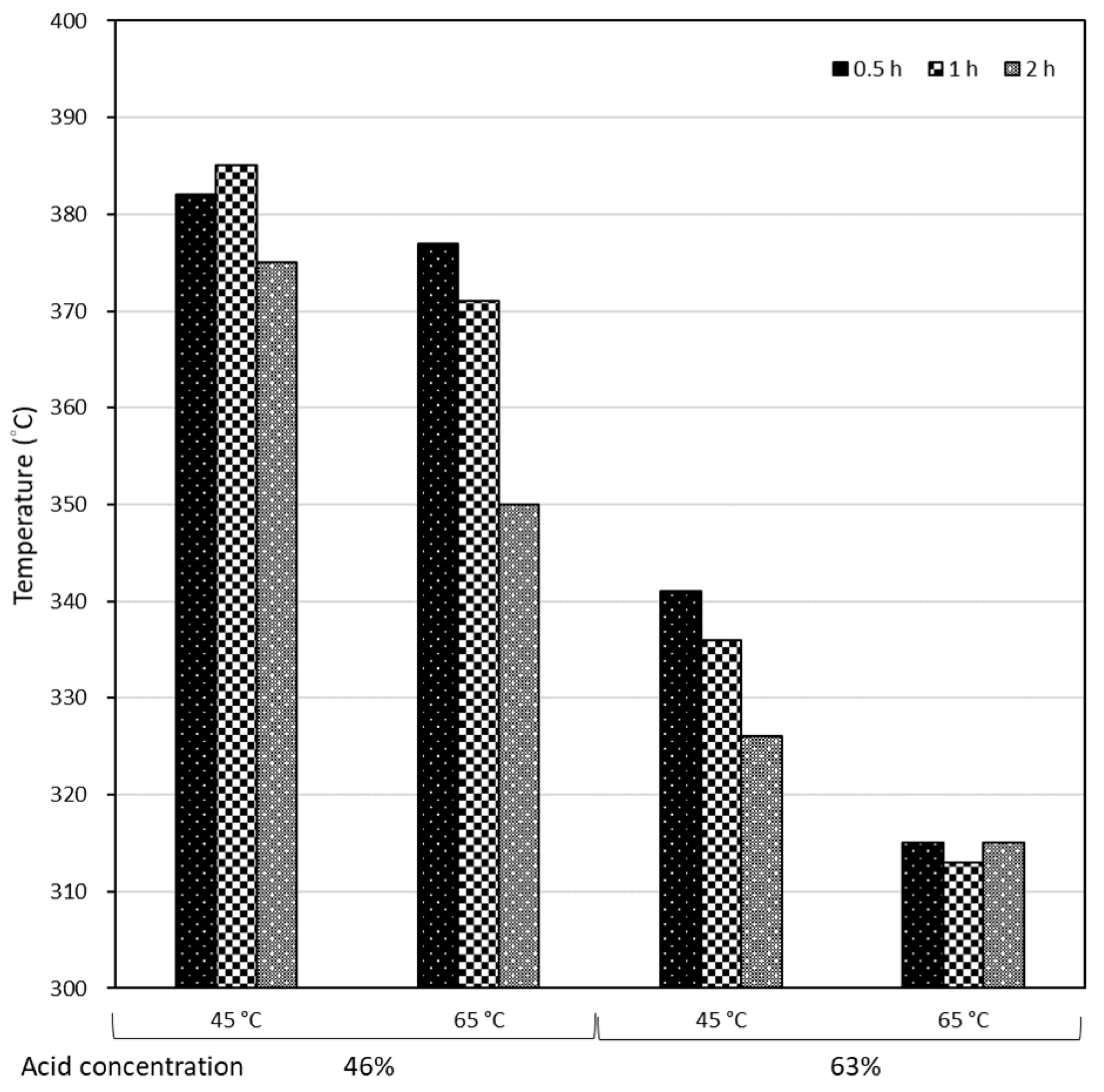
3.3. Thermal Stability
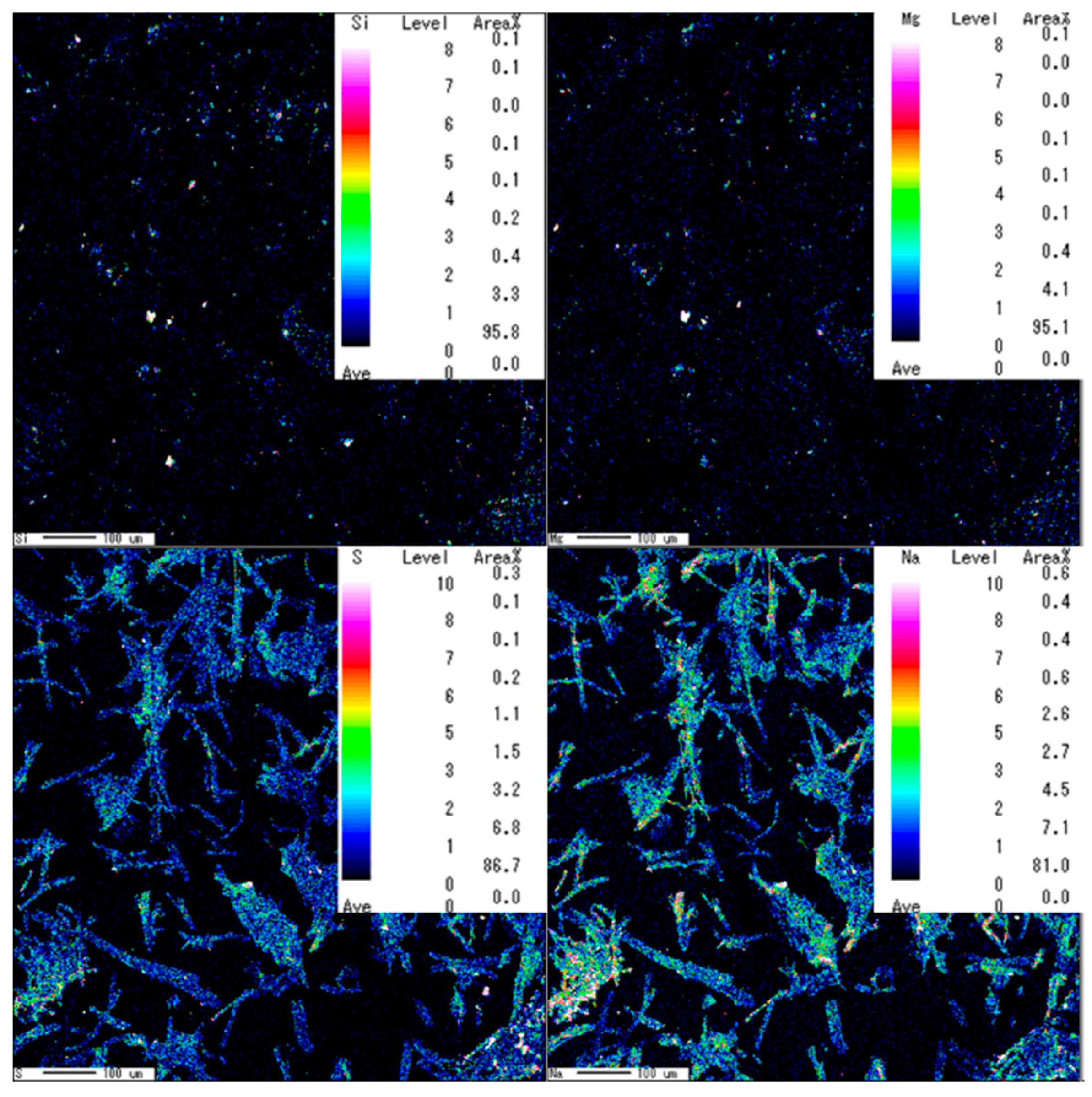
3.4. Surface Morphology
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bondeson, D.; Mathew, A.; Oksman, K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cellulose 2006, 13, 171–180. [Google Scholar] [CrossRef]
- Sehaqui, H.; Salajkova, M.; Zhou, Q.; Berglund, L.A. Mechanical performance tailoring of tough ultra-high porosity foams prepared from cellulose I nanofiber suspensions. Soft Matter 2010, 6, 1824–1832. [Google Scholar] [CrossRef]
- Espinosa, S.C.; Kuhnt, T.; Foster, J.; Weder, C. Isolation of thermally stable cellulose nanocrystals by phosphoric acid hydrolysis. Biomacromolecules 2013, 14, 1223–1230. [Google Scholar] [CrossRef] [PubMed]
- Pan, M.; Zhou, X.; Chen, M. Cellulose nanowhiskers isolation and properties from acid hydrolysis combined with high pressure homogenization. BioResources 2013, 8, 933–943. [Google Scholar] [CrossRef]
- Chen, L.; Wang, Q.; Hirth, K.; Baez, C.; Agarwal, U.P.; Zhu, J.Y. Tailoring the yield and characteristics of wood cellulose nanocrystals (CNC) using concentrated acid hydrolysis. Cellulose 2015, 22, 1753–1762. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, X.; Gao, C.; Lv, W.; Yao, J. Preparation and characterization of nanocrystalline cellulose from bamboo fibers by controlled cellulose hydrolysis. J. Fiber Bioeng. Inform. 2012, 5, 263–271. [Google Scholar]
- Yu, H.; Qin, Z.; Liang, B.; Liu, N.; Zhou, Z.; Chen, L. Facile extraction of thermally stable cellulose nanocrystals with a high yield of 93% through hydrochloric acid hydrolysis under hydrothermal conditions. J. Mater. Chem. A 2013, 1, 3938–3944. [Google Scholar] [CrossRef]
- Yu, H.; Qin, Z.; Liang, B.; Liu, L.; Yang, X.; Zhou, Y.; Yao, J. Comparison of the reinforcing effects for cellulose nanocrystals obtained by sulfuric and hydrochloric acid hydrolysis on the mechanical and thermal properties of bacterial polyester. Compos. Sci. Technol. 2013, 87, 22–28. [Google Scholar] [CrossRef]
- Reid, M.S.; Villalobos, M.; Cranston, E.D. Benchmarking cellulose nanocrystals: From the laboratory to industrial production. Langmuir 2017, 33, 1583–1598. [Google Scholar] [CrossRef]
- Dong, S.; Bortner, M.J.; Roman, M. Analysis of the sulfuric acid hydrolysis of wood pulp for cellulose nanocrystal production: A central composite design study. Ind. Crop. Prod. 2016, 93, 76–87. [Google Scholar] [CrossRef]
- Aguayo, M.G.; Pérez, A.F.; Reyes, G.; Oviedo, C.; Gacitúa, W.; Gonzalez, R.; Uyarte, O. Isolation and characterization of cellulose nanocrystals from rejected fibers originated in the kraft pulping process. Polymers 2018, 10, 1145. [Google Scholar] [CrossRef]
- Yanamala, N.; Farcas, M.T.; Hatfield, M.K.; Kisin, E.R.; Kagan, V.E.; Geraci, C.L.; Shvedova, A.A. In vivo evaluation of the pulmonary toxicity of cellulose nanocrystals: A renewable and sustainable nanomaterial of the future. Acs Sustain. Chem. Eng. 2014, 2, 1691–1698. [Google Scholar] [CrossRef]
- Beck, S.; Bouchard, J.; Berry, R. Dispersibility in water of dried nanocrystalline cellulose. Biomacromolecules 2012, 13, 1486–1494. [Google Scholar] [CrossRef] [PubMed]
- Sacui, I.A.; Nieuwendaal, R.C.; Burnett, D.J.; Stranick, S.J.; Jorfi, M.; Weder, C.; Foster, E.J.; Olsson, R.T.; Gilman, J.W. Comparison of the properties of cellulose nanocrystals and cellulose nanofibrils isolated from bacteria, tunicate, and wood processed using acid, enzymatic, mechanical, and oxidative methods. Acs Appl. Mater. Interfaces 2014, 6, 6127–6138. [Google Scholar] [CrossRef] [PubMed]
- Danial, W.H.; Majid, Z.A.; Muhid, M.N.M.; Triwahyono, S.; Bakar, M.B.; Ramli, Z. The reuse of wastepaper for the extraction of cellulose nanocrystals. Carbohydr. Polym. 2015, 118, 165–169. [Google Scholar] [CrossRef]
- Chieng, B.W.; Lee, S.H.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y. Isolation and characterization of cellulose nanocrystals from oil palm mesocarp fiber. Polymers 2017, 9, 355. [Google Scholar] [CrossRef]
- Dong, X.M.; Revol, J.F.; Gray, D.G. Effect of microcrystallite preparation conditions on the formation of colloid crystals of cellulose. Cellulose 1998, 5, 19–32. [Google Scholar] [CrossRef]
- Abdul Khalil, H.; Davoudpour, Y.; Islam, M.N.; Mustapha, A.; Sudesh, K.; Dungani, R.; Jawaid, M. Production and modification of nanofibrillated cellulose using various mechanical process: A review. Carbohydr. Polym. 2014, 99, 649–665. [Google Scholar] [CrossRef]
- Beck-Candanedo, S.; Roman, M.; Gray, D.G. Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules 2005, 6, 1048–1054. [Google Scholar] [CrossRef]
- Dong, H.; Strawhecker, K.E.; Snyder, J.F.; Orlicki, J.A.; Reiner, R.S.; Rudie, A.W. Cellulose nanocrystals as a reinforcing material for electrospun poly(methyl methacrylate) fibers: Formation, properties and nanomechanical characterization. Carbohydr. Polym. 2012, 87, 2488–2495. [Google Scholar] [CrossRef]
- Park, S.; Baker, J.O.; Himmel, M.E.; Parilla, P.A.; Johnson, D.K. Cellulose crystallinity index: Measurement techniques and their impact on interpreting cellulose performance. Biotechnol. Biofuels 2010, 3, 10. [Google Scholar] [CrossRef] [PubMed]
- Terinte, N.; Ibbett, R.; Schuster, K.C. Overview on native cellulose and microcrystalline cellulose I structure studied by x-ray diffraction (WAXD): Comparision between measurement techniques. Lenzing. Ber. 2011, 89, 118–131. [Google Scholar]
- Khan, A.; Khan, R.A.; Salmieri, S.; Le Tien, C.; Riedl, B.; Bouchard, J.; Chauve, G.; Tan, V.; Kamal, M.R.; Lacroix, M. Mechanical and barrier properties of nanocrystalline cellulose reinforced chitosan based nanocomposite films. Carbohydr. Polym. 2012, 90, 1601–1608. [Google Scholar] [CrossRef] [PubMed]
- Roman, M.; Winter, W.T. Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromolecules 2004, 5, 1671–1677. [Google Scholar] [CrossRef]
- Hurtta, M.; Pitka¨nen, I.; Knuutinen, J. Melting behavior of D-sucrose, D-glucose, and D-fructose. Carbohydr. Res. 2004, 339, 2267–2273. [Google Scholar] [CrossRef]
- Rosenthal, D.; Ruta, M.; Schlögl, R.; Kiwi-Minsker, L. Combined XPS and TPD study of oxygen-functionalized carbon nanofibers grown on sintered metal fibers. Carbon 2010, 48, 1835–1843. [Google Scholar] [CrossRef]
- Abu Haija, M.; Guimond, S.; Uhl, A.; Kuhlenbeck, H.; Freund, H.J. Adsorption of water on thin V2O3(0 0 0 1) films. Surf. Sci. 2006, 600, 1040–1047. [Google Scholar] [CrossRef]
Sample Availability: Samples of the P-CNCs are available from authors. |

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Concentration (w/w%) | Temperature (°C) | Duration (h) |
|---|---|---|---|
| SA4645-0.5PN | 46 | 45 | 0.5 |
| SA4645-1PN | 46 | 45 | 1 |
| SA4645-2PN | 46 | 45 | 2 |
| SA4665-0.5PN | 46 | 65 | 0.5 |
| SA4665-1PN | 46 | 65 | 1 |
| SA4665-2PN | 46 | 65 | 2 |
| SA6345-0.5PN | 63 | 45 | 0.5 |
| SA6345-1PN | 63 | 45 | 1 |
| SA6345-2PN | 63 | 45 | 2 |
| SA6365-0.5PN | 63 | 65 | 0.5 |
| SA6365-1PN | 63 | 65 | 1 |
| SA6365-2PN | 63 | 65 | 2 |
| Sample | Raw Material | Sulfuric Acid Concentration (%, w/w) | Hydrolysis Temp. (°C) | Hydrolysis Duration (min) | Yield (%) | Length (nm) | Onset Degradation Temp. (°C) | Cr.I. (%) |
|---|---|---|---|---|---|---|---|---|
| Sample C | Wood pulp | -- | -- | -- | -- | 168 ± 3 | 235 | 77.0 |
| SA6345-2PN | Hardwood pulp | 63 | 45 | 120 | 78.0 | 224.8 ± 23 | 263 | 76.0 |
| SA6345-1PN | Hardwood pulp | 63 | 45 | 60 | 79.3 | 229.2 ± 52 | 248 | 73.2 |
| SA6345-0.5PN | Hardwood pulp | 63 | 45 | 30 | 77.1 | 271.1 ± 42 | 271 | 72.3 |
| 200P | Pre-milled hardwood pulp | 63 | 45 | 120 | 29.0 | 95.2 ± 37 | 137 | 47.2 |
| Reid- AITF [9] | Softwood pulp | 63 | 45 | 120 | -- | 134 ± 56 | >250 | 91.2 |
| Reid- Lab-made [9] | Cotton | 64 | 45 | 45 | -- | 132 ± 55 | >250 | 93.4 |
| Beck-Candanedo-S2 [20] | Bleached softwood | 64 | 45 | 45 | -- | 120 ± 5 | -- | -- |
| Beck-Candanedo-S1 [20] | Bleached softwood | 64 | 45 | 25 | -- | 141 ± 6 | -- | -- |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, K.-H.; Enomae, T.; Chang, F.-C. Cellulose Nanocrystal Isolation from Hardwood Pulp using Various Hydrolysis Conditions. Molecules 2019, 24, 3724. https://doi.org/10.3390/molecules24203724
Lin K-H, Enomae T, Chang F-C. Cellulose Nanocrystal Isolation from Hardwood Pulp using Various Hydrolysis Conditions. Molecules. 2019; 24(20):3724. https://doi.org/10.3390/molecules24203724
Chicago/Turabian StyleLin, Kuan-Hsuan, Toshiharu Enomae, and Feng-Cheng Chang. 2019. "Cellulose Nanocrystal Isolation from Hardwood Pulp using Various Hydrolysis Conditions" Molecules 24, no. 20: 3724. https://doi.org/10.3390/molecules24203724
APA StyleLin, K.-H., Enomae, T., & Chang, F.-C. (2019). Cellulose Nanocrystal Isolation from Hardwood Pulp using Various Hydrolysis Conditions. Molecules, 24(20), 3724. https://doi.org/10.3390/molecules24203724