Application of Enzymatic Extracts from a CALB Standard Strain as Biocatalyst within the Context of Conventional Biodiesel Production Optimization


 ,
, 
Abstract
:1. Introduction
2. Results
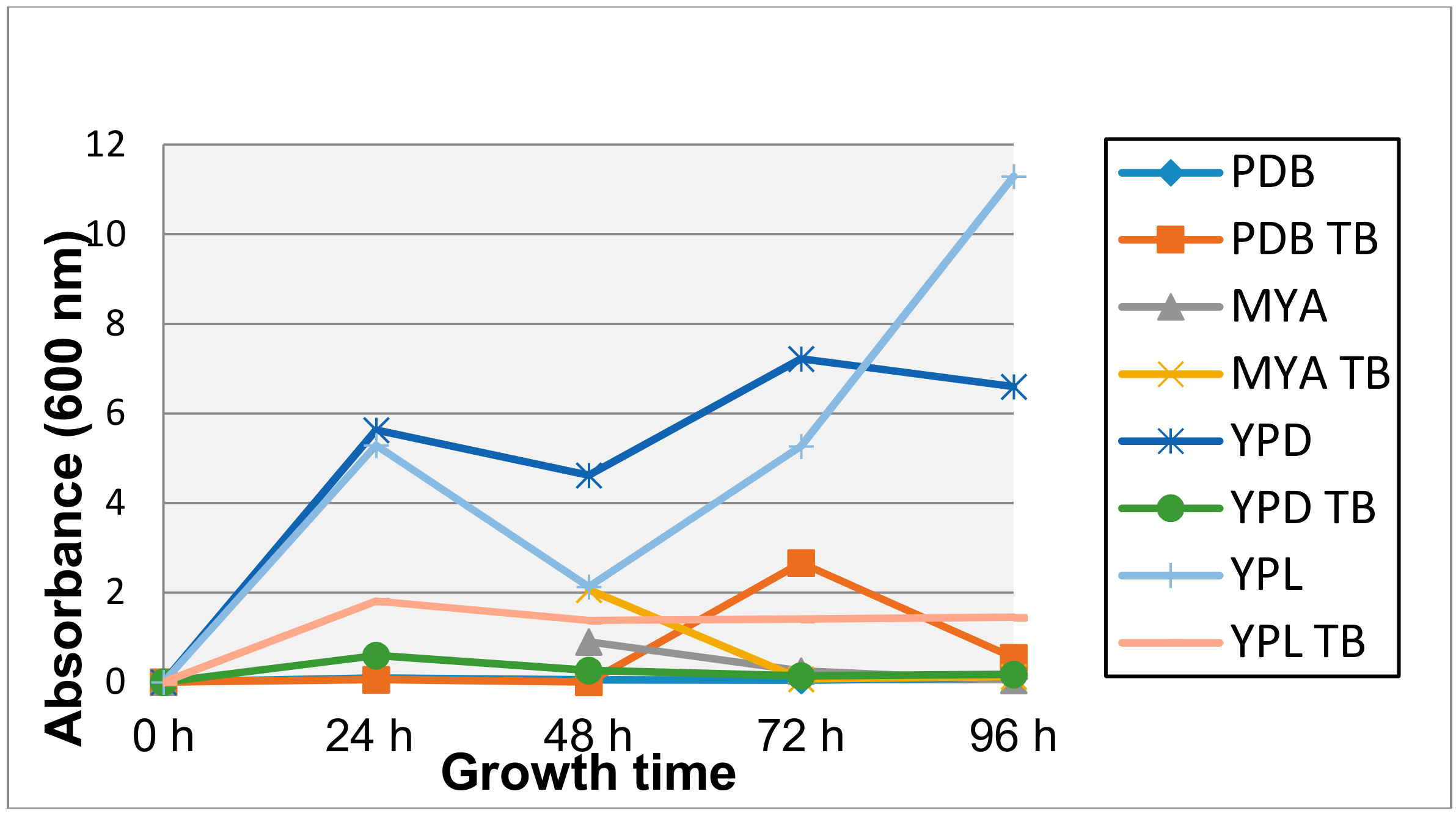
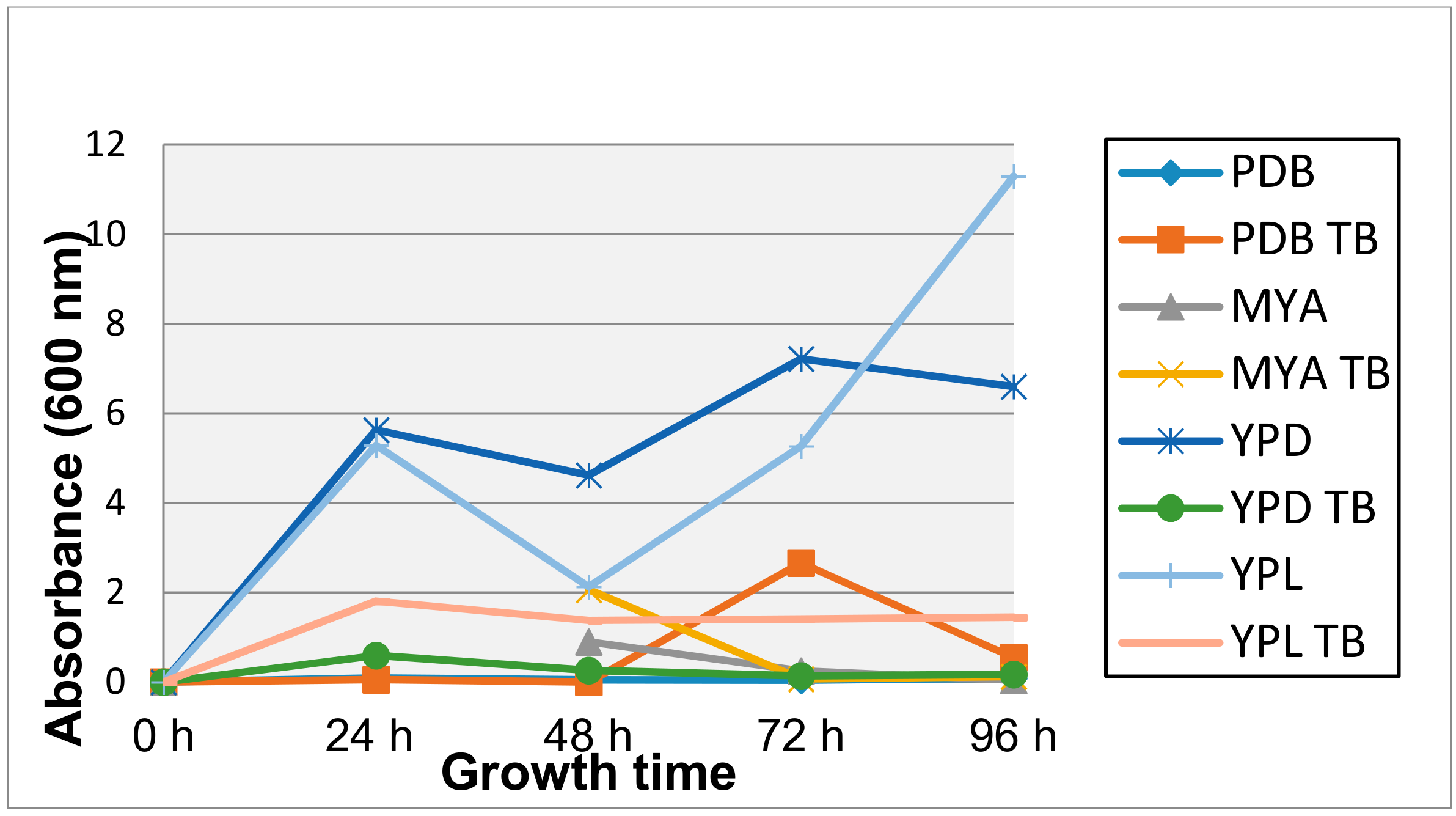
2.1. Measurement of the Standard Candida antarctica Strain Growth in Different Broth Media
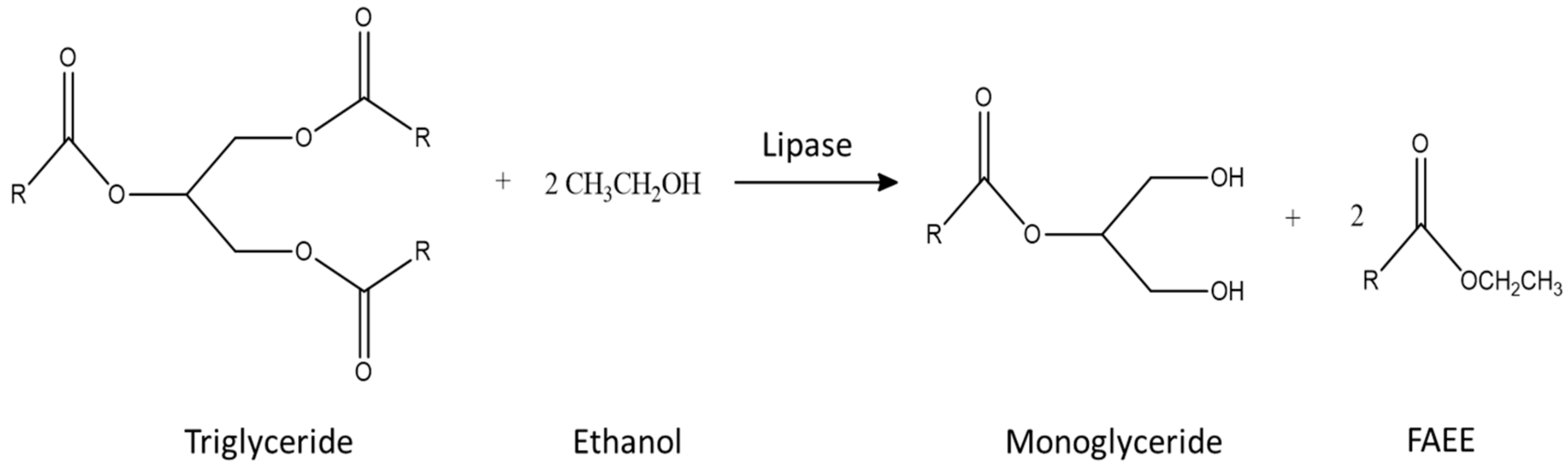
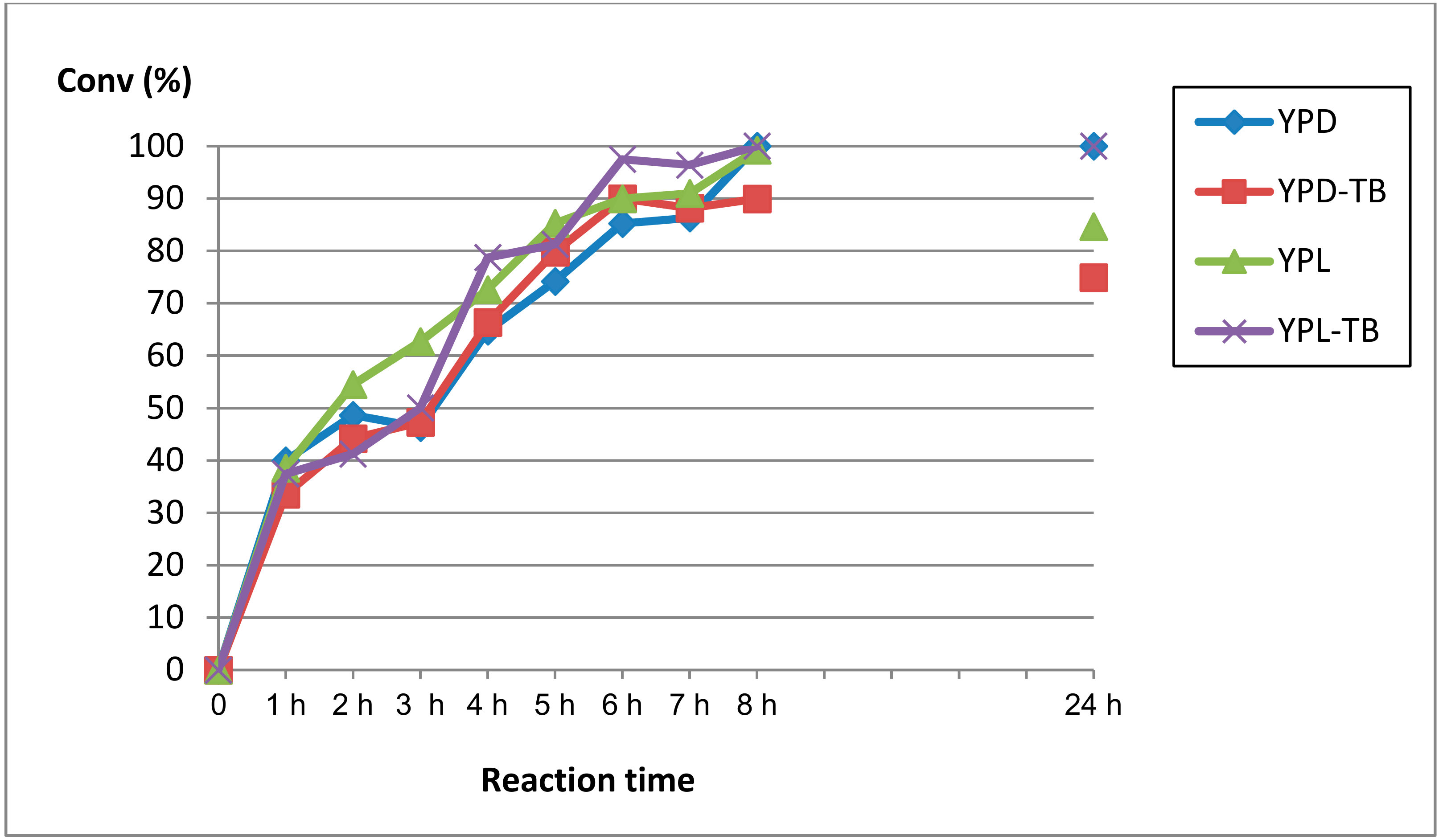
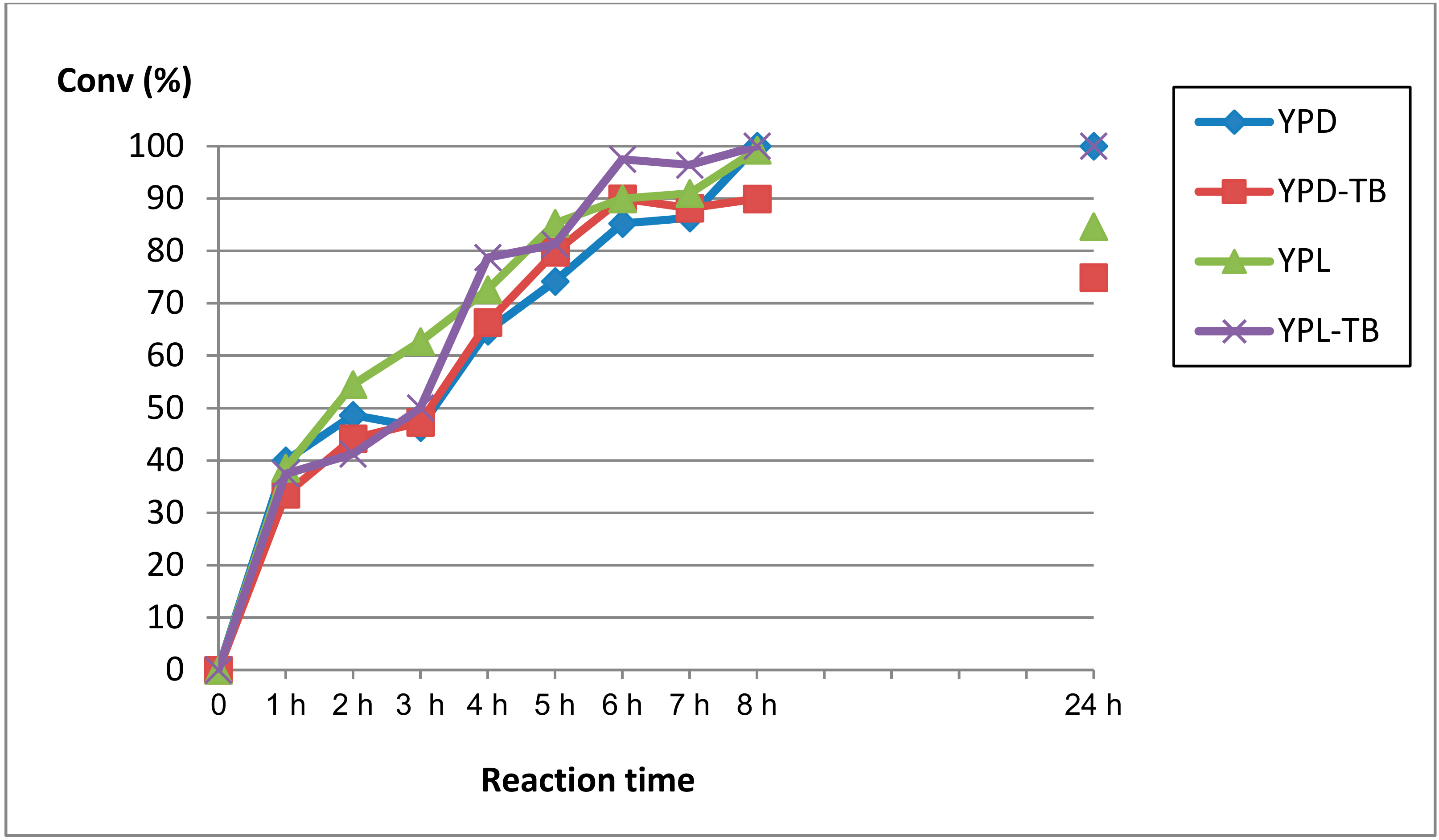
2.2. Performance of the Enzymatic Extracts Applied as Biocatalysts in the Transesterification Reaction
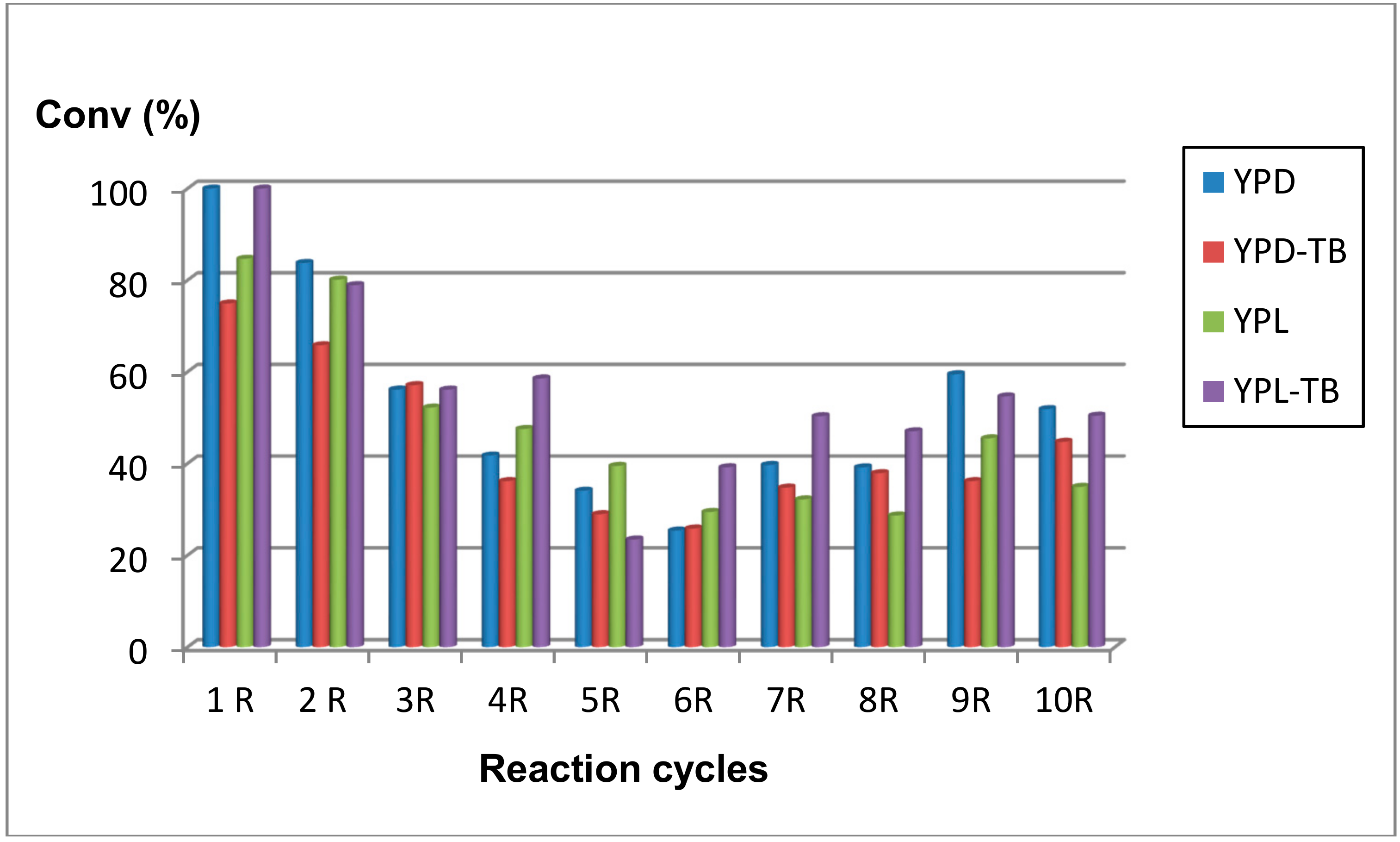
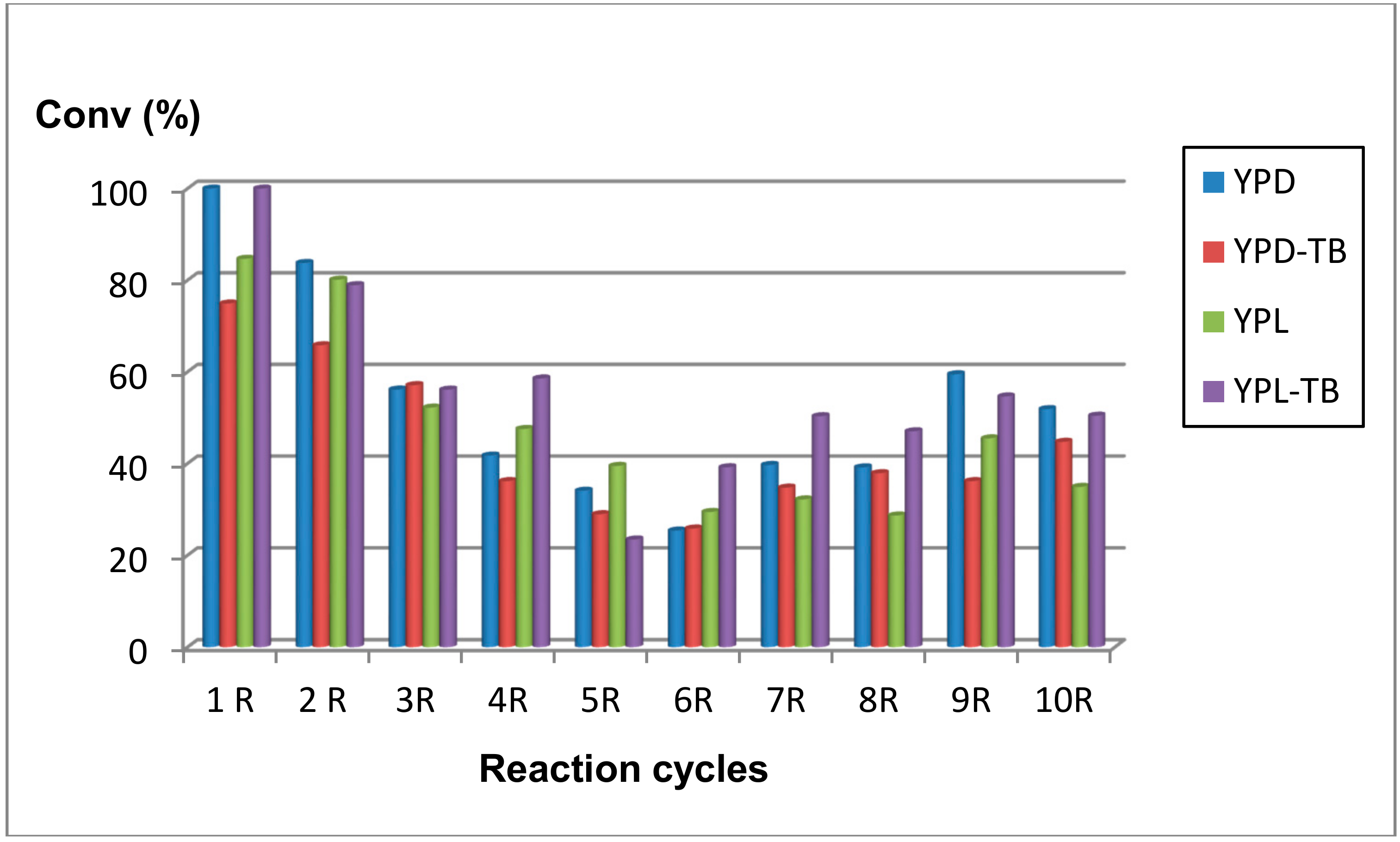
2.3. Study of the Activity of the Enzymatic System in Succesive Reactions
3. Discussion
4. Materials and Methods
4.1. Obtention and Optimization of the Biocatalytic System
4.1.1. Characteristics of the CA Standard Strain
4.1.2. Growth Media
4.1.3. Inoculation and Growth of the C.A. Standard Strain in the Culture Medium
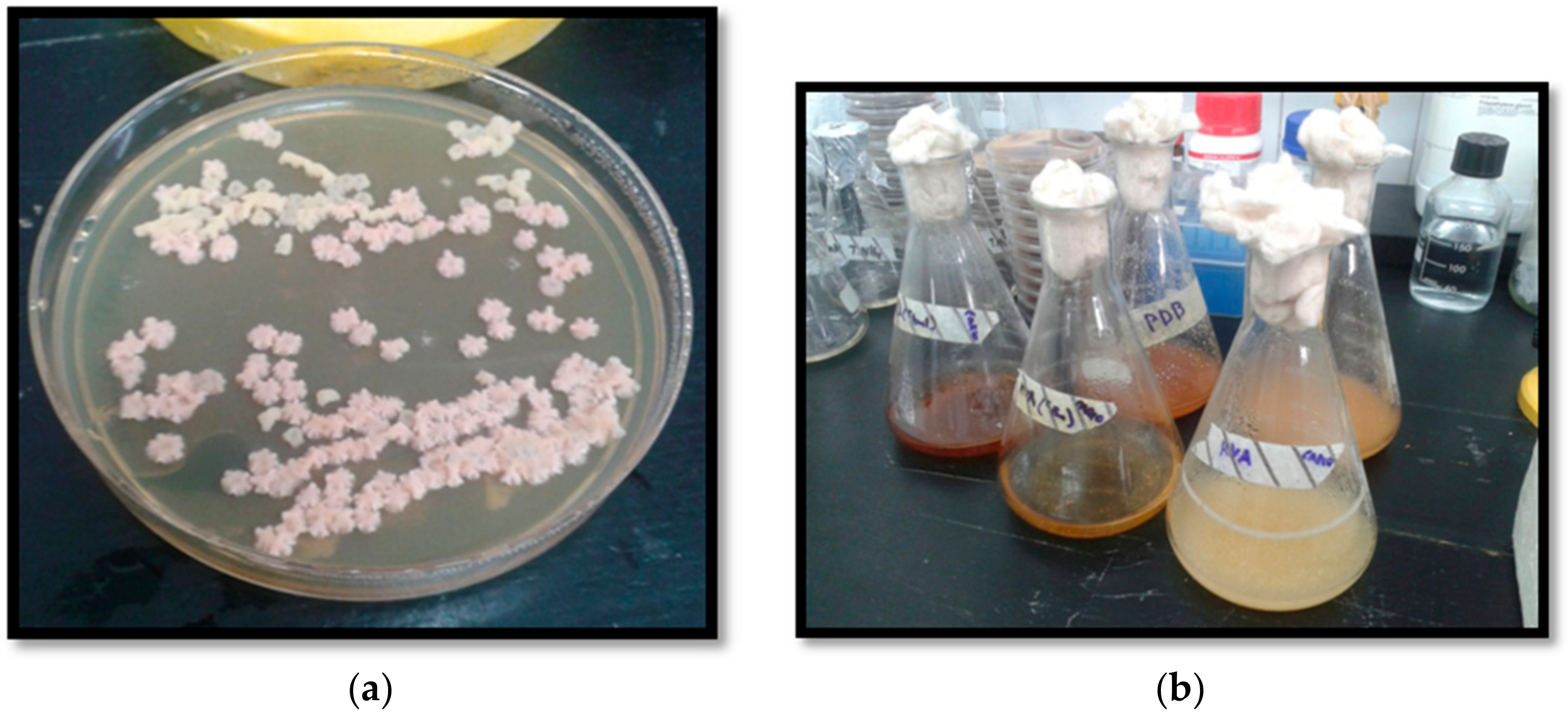
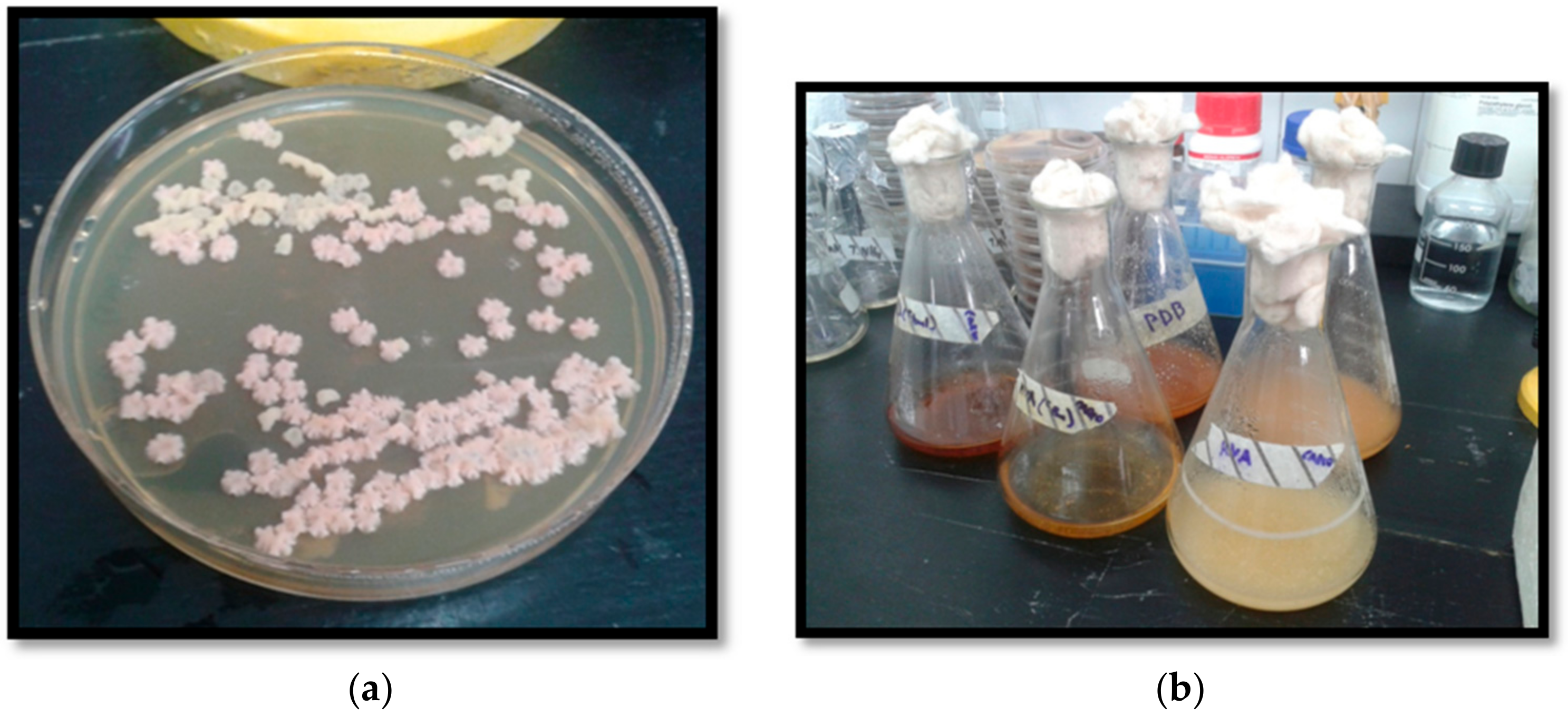
- Solid medium: from the original tube in petri plates with PDB (Figure 4a), from there, they were re-inoculated in the other plates with the different growth media, MYA, YPD or YPL.
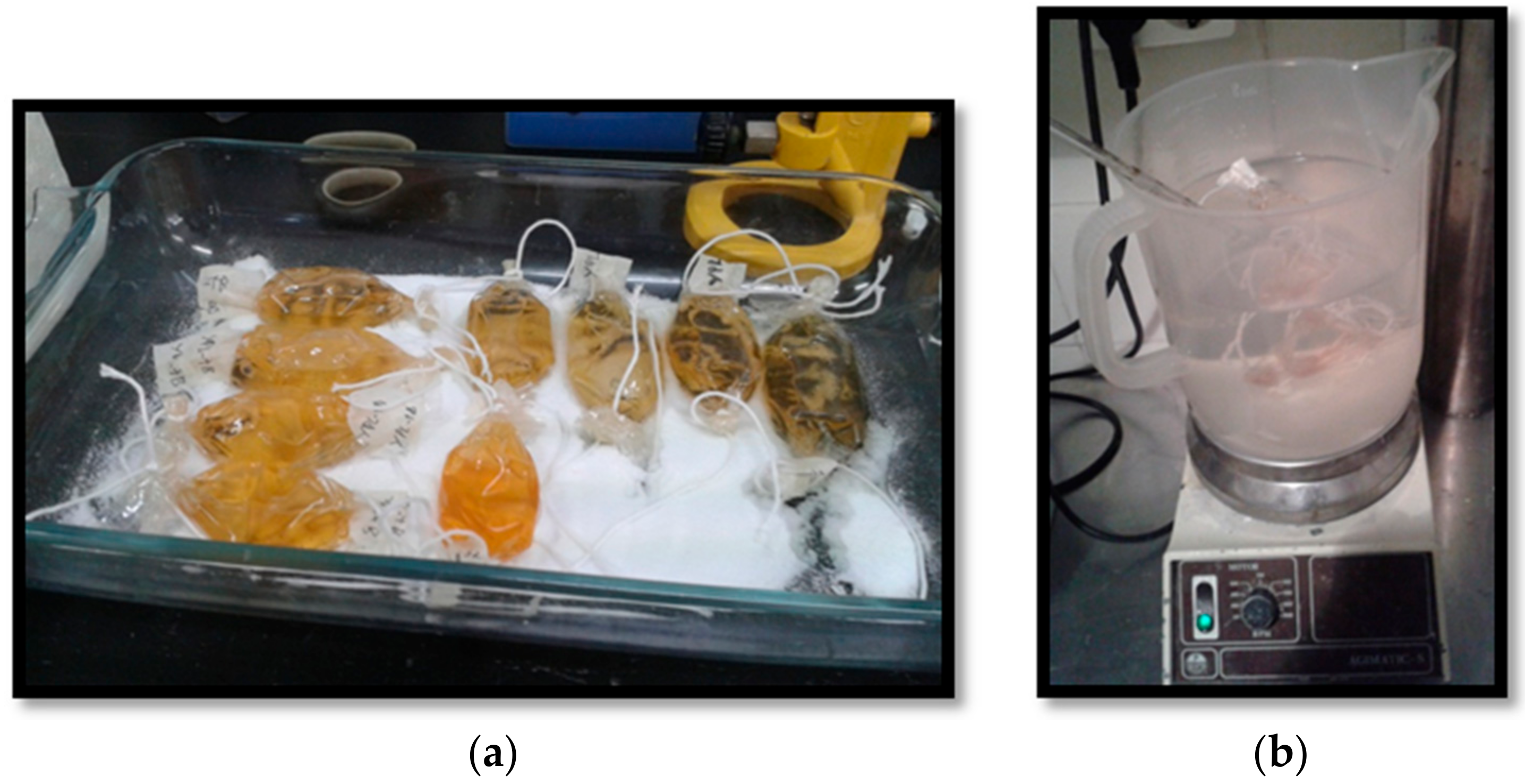
- Liquid medium: A colony was poked and submerged in 10 mL of a liquid medium in a 50 mL tube, it was left its optimum growth time (72 h) under stirring (200 rpm) at 30 °C and then it was passed to a flask in order to be growth under the same conditions, to perform growth studies, to determine its transesterification capacity or to obtain its enzymatic extract, through a dialysis (12 kDa) and a lyophilization during 48 h. It is also possible to accelerate this growth process by pre-inoculating a liquid “preinoculum”, thus leaving growth a chopped colony in a 50 mL tube for 24 h. Then, 500 μL of it were injected into 100 mL of medium in a 500 mL flask (Figure 4b) [46].
4.1.4. Conservation of the Frozen Strain
4.1.5. Growth Measure of the CA Standard Strain
- Cultures without tributyrin: a blank is taken (1 mL of culture medium) and the sample is taken: 900 μL of culture medium + 100 μL of sample (obtained from the culture flask).
- Cultures with tributyrin: 1 mL of sample (from flask with culture) is subjected to centrifugation (1300 rpm, 3 min). The supernatant is then taken as a blank. The sample will be prepared by resuspending the pellet in 1 mL of the corresponding medium (without TB) by vortexing.
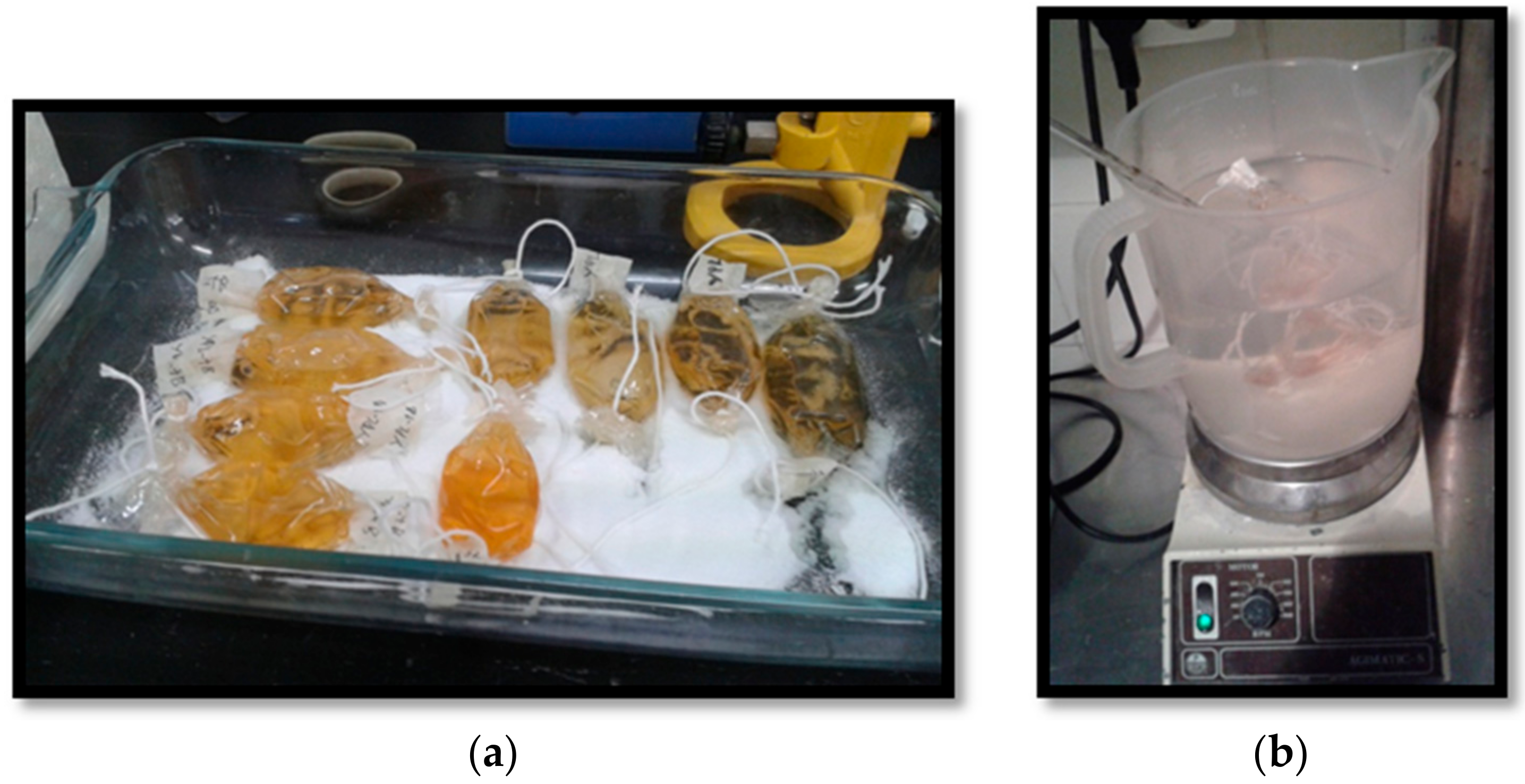
4.1.6. Obtaining Enzymatic Extracts from Broths of Standard CA Strains: Lyophilization with Previous Dialysis
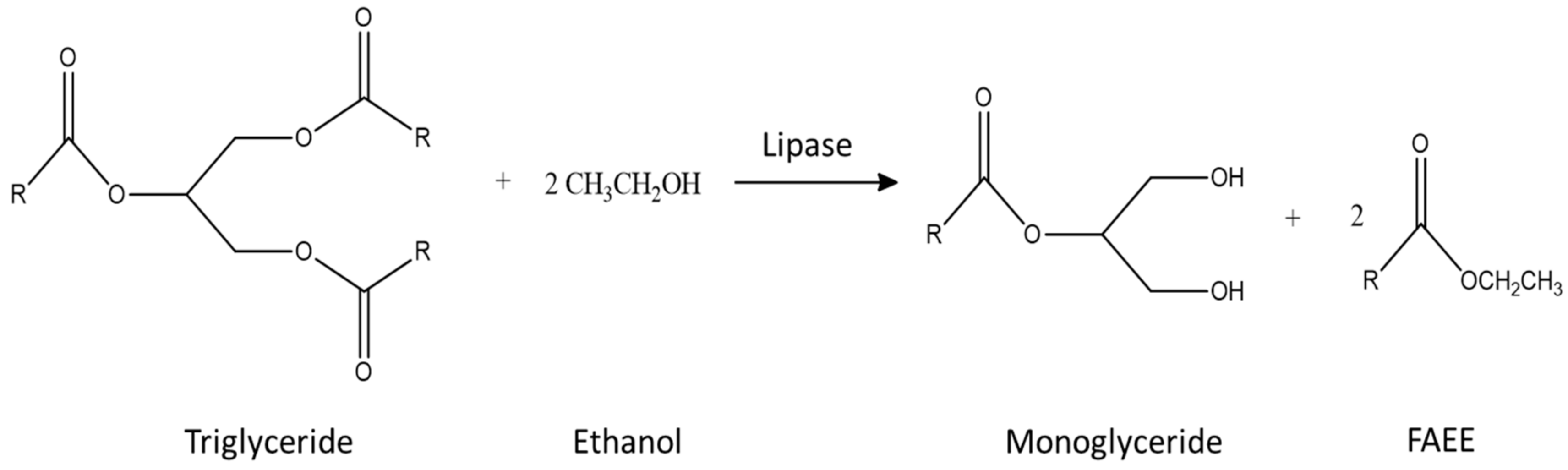
4.2. Experimental Design: Ethanolysis Reactions
4.3. Characterization of Reaction Products
Viscosity Measurements
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Demirbas, A. Political, economic and environmental impacts of biofuels: A review. Appl. Energy 2009, 86, S108–S117. [Google Scholar] [CrossRef]
- Luna, C.; Luna, D.; Calero, J.; Bautista, F.M.; Romero, A.A.; Posadillo, A.; Verdugo-Escamilla, C. Biochemical catalytic production of biodiesel. In Handbook of Biofuels Production, 2nd ed.; Luque, R., Lin, C.S.K., Wilson, K., Clark, J., Eds.; Woodhead Publishing (Elsevier): Duxford, UK, 2016; Chapter 7; pp. 165–199. ISBN 978-0-08-100455-5. [Google Scholar] [CrossRef]
- Luna, D.; Calero, J.; Sancho, E.D.; Luna, C.; Posadillo, A.; Bautista, F.M.; Romero, A.A.; Berbel, J.; Verdugo, C. Technological challenges for the Production of biodiesel in arid lands. J. Arid Environ. 2014, 102, 127–138. [Google Scholar] [CrossRef]
- Calero, J.; Luna, D.; Sancho, E.D.; Luna, C.; Bautista, F.M.; Romero, A.A.; Posadillo, A.; Berbel, J.; Verdugo-Escamilla, C. An overview on glycerol-free processes for the production of renewable liquid biofuels, applicable in diesel engines. Renew. Sustain. Energy Rev. 2015, 42, 1437–1452. [Google Scholar] [CrossRef]
- Marchetti, J.M.; Miguel, V.U.; Errazu, A.F. Possible methods for biodiesel production. Renew. Sustain. Energy Rev. 2007, 11, 1300–1311. [Google Scholar] [CrossRef]
- Demirbas, A. Comparison of transesterification methods for production of biodiesel from vegetable oils and fats. Energy Convers. Manag. 2008, 49, 125–130. [Google Scholar] [CrossRef]
- Demirbas, A. Biodiesel from sunflower oil in supercritical methanol with calcium oxide. Energy Convers. Manag. 2007, 48, 937–941. [Google Scholar] [CrossRef]
- Gog, A.; Roman, M.; Tosa, M.; Paizs, C.; Irimie, F.D. Biodiesel production using enzymatic transesterification—Current state and perspectives. Renew. Energy 2012, 39, 10–16. [Google Scholar] [CrossRef]
- Zhao, X.; Qi, F.; Yuan, C.; Du, W.; Liu, D. Lipase-catalyzed process for biodiesel production: Enzyme immobilization, process simulation and optimization. Renew. Sustain. Energy Rev. 2015, 44, 182–197. [Google Scholar] [CrossRef]
- Villeneuve, P.; Muderhwa, J.M.; Graille, J.; Haas, M.J. Customizing lipases for biocatalysis: A survey of chemical, physical and molecular biological approaches. J. Mol. Catal. B-Enzym. 2000, 9, 113–148. [Google Scholar] [CrossRef]
- Gupta, R.; Gupta, N.; Rathi, P. Bacterial lipases: An overview of production, purification and biochemical properties. Appl. Microbiol. Biotechnol. 2004, 64, 763–781. [Google Scholar] [CrossRef] [PubMed]
- Hasan, F.; Shah, A.A.; Hameed, A. Industrial applications of microbial lipases. Enzym. Microb. Technol. 2006, 39, 235–251. [Google Scholar] [CrossRef]
- Du, W.; Xu, Y.Y.; Liu, D.H.; Li, Z.B. Study on acyl migration in immobilized lipozyme TL-catalyzed transesterification of soybean oil for biodiesel production. J. Mol. Catal. B-Enzym. 2005, 37, 68–71. [Google Scholar] [CrossRef]
- Li, N.; Zong, M.H. Lipases from the genus Penicillium: Production, purification, characterization and applications. J. Mol. Catal. B-Enzym. 2010, 66, 43–54. [Google Scholar] [CrossRef]
- Sharma, R.; Chisti, Y.; Banerjee, U.C. Production, purification, characterization, and applications of lipases. Biotechnol. Adv. 2001, 19, 627–662. [Google Scholar] [CrossRef]
- Saxena, R.K.; Sheoran, A.; Giri, B.; Davidson, W.S. Purification strategies for microbial lipases. J. Microbiol. Methods 2003, 52, 1–18. [Google Scholar] [CrossRef]
- Dossat, V.; Combes, D.; Marty, A. Lipase-catalysed transesterification of high oleic sunflower oil. Enzym. Microb. Technol. 2002, 30, 90–94. [Google Scholar] [CrossRef]
- Shah, S.; Gupta, M.N. Lipase catalyzed preparation of biodiesel from Jatropha oil in a solvent free system. Process Biochem. 2007, 42, 409–414. [Google Scholar] [CrossRef]
- Szczesna-Antczak, M.; Kubiak, A.; Antczak, T.; Bielecki, S. Enzymatic biodiesel synthesis—Key factors affecting efficiency of the process. Renew. Energy 2009, 34, 1185–1194. [Google Scholar] [CrossRef]
- Ranganathan, S.V.; Narasimhan, S.L.; Muthukumar, K. An overview of enzymatic production of biodiesel. Bioresour. Technol. 2008, 99, 3975–3981. [Google Scholar] [CrossRef] [PubMed]
- Hwang, H.T.; Qi, F.; Yuan, C.; Zhao, X.; Ramkrishna, D.; Liu, D.; Varma, A. Lipase-Catalyzed Process for Biodiesel Production: Protein Engineering and Lipase Production. Biotechnol. Bioeng. 2014, 111, 639–653. [Google Scholar] [CrossRef] [PubMed]
- Borges, M.E.; Diaz, L. Recent developments on heterogeneous catalysts for biodiesel production by oil esterification and transesterification reactions: A review. Renew. Sustain. Energy Rev. 2012, 16, 2839–2849. [Google Scholar] [CrossRef]
- Mota, C.J.A.; da Silva, C.X.A.; Rosenbach, N.; Costa, J.; da Silva, F. Glycerin Derivatives as Fuel Additives: The Addition of Glycerol/Acetone Ketal (Solketal) in Gasolines. Energy Fuels 2010, 24, 2733–2736. [Google Scholar] [CrossRef]
- Adamczak, M.; Bornscheuer, U.T.; Bednarski, W. The application of biotechnological methods for the synthesis of biodiesel. Eur. J. Lipid Sci. Technol. 2009, 111, 800–813. [Google Scholar] [CrossRef]
- Vasudevan, P.T.; Briggs, M. Biodiesel production-current state of the art and challenges. J. Ind. Microbiol. Biotechnol. 2008, 35, 421–430. [Google Scholar] [CrossRef] [PubMed]
- Ganesan, D.; Rajendran, A.; Thangavelu, V. An overview on the recent advances in the transesterification of vegetable oils for biodiesel production using chemical and biocatalysts. Rev. Environ. Sci. Biotechnol. 2009, 8, 367. [Google Scholar] [CrossRef]
- Kijenski, J.; Rozycki, K.; Lipkowski, A.W.; Walisiewicz-Niedbalska, W. New ester biofuel Gliperol (R). Przem. Chem. 2007, 86, 269–272. [Google Scholar]
- Li, Y.; Zhao, X.Q.; Wang, Y.J. Synthesis of dimethyl carbonate from methanol, propylene oxide and carbon dioxide over KOH/4A molecular sieve catalyst. Appl. Catal. A-Gen. 2005, 279, 205–208. [Google Scholar] [CrossRef]
- Fabbri, D.; Bevoni, V.; Notari, M.; Rivetti, F. Properties of a potential biofuel obtained from soybean oil by transmethylation with dimethyl carbonate. Fuel 2007, 86, 690–697. [Google Scholar] [CrossRef]
- Caballero, V.; Bautista, F.M.; Campelo, J.M.; Luna, D.; Marinas, J.M.; Romero, A.A.; Hidalgo, J.M.; Luque, R.; Macario, A.; Giordano, G. Sustainable preparation of a novel glycerol-free biofuel by using pig pancreatic lipase: Partial 1,3-regiospecific alcoholysis of sunflower oil. Process Biochem. 2009, 44, 334–342. [Google Scholar] [CrossRef]
- Verdugo, C.; Luque, R.; Luna, D.; Hidalgo, J.M.; Posadillo, A.; Sancho, E.D.; Rodriguez, S.; Ferreira-Dias, S.; Bautista, F.; Romero, A.A. A comprehensive study of reaction parameters in the enzymatic production of novel biofuels integrating glycerol into their composition. Bioresour. Technol. 2010, 101, 6657–6662. [Google Scholar] [CrossRef] [PubMed]
- Luna, D.; Posadillo, A.; Caballero, V.; Verdugo, C.; Bautista, F.M.; Romero, A.A.; Sancho, E.D.; Luna, C.; Calero, J. New Biofuel Integrating Glycerol into Its Composition through the Use of Covalent Immobilized Pig Pancreatic Lipase. Int. J. Mol. Sci. 2012, 13, 10091–10112. [Google Scholar] [CrossRef] [PubMed]
- Luna, C.; Sancho, E.; Luna, D.; Caballero, V.; Calero, J.; Posadillo, A.; Verdugo, C.; Bautista, F.M.; Romero, A.A. Biofuel that Keeps Glycerol as Monoglyceride by 1,3-Selective Ethanolysis with Pig Pancreatic Lipase Covalently Immobilized on AlPO4 Support. Energies 2013, 6, 3879–3900. [Google Scholar] [CrossRef]
- Luna, D.; Bautista, F.M.; Caballero, V.; Campelo, J.M.; Marinas, J.M.; Romero, A.A. Method for Producing Biodiesel Using Porcine Pancreatic Lipase as an Eenzymatic Catalyst. International Patent Application No. PCT/ES2007000450, Europe Patent Application No. EP20070803637, 22 April 2009. [Google Scholar]
- Haseeb, A.; Sia, S.Y.; Fazal, M.A.; Masjuki, H.H. Effect of temperature on tribological properties of palm biodiesel. Energy 2010, 35, 1460–1464. [Google Scholar] [CrossRef]
- Jaganjac, M.; Prah, I.O.; Cipak, A.; Cindric, M.; Mrakovcic, L.; Tatzber, F.; Ilincic, P.; Rukavina, V.; Spehar, B.; Vukovic, J.P.; et al. Effects of bioreactive acrolein from automotive exhaust gases on human cells in vitro. Environ. Toxicol. 2012, 27, 644–652. [Google Scholar] [CrossRef] [PubMed]
- Kowalewicz, A. Eco-diesel engine fueled with rape-seed oil methyl ester and ethanol. Part 3: Combustion processes. Proc. Inst. Mech. Eng. Part D: J. Automob. Eng. 2006, 220, 1283–1291. [Google Scholar] [CrossRef]
- Yilmaz, N.; Vigil, F.M.; Donaldson, A.B.; Darabseh, T. Investigation of CI engine emissions in biodiesel–ethanol–diesel blends as a function of ethanol concentration. Fuel 2014, 115, 790–793. [Google Scholar] [CrossRef]
- Heydari-Maleney, K.; Taghizadeh-Alisaraei, A.; Ghobadian, B.; Abbaszadeh-Mayvan, A. Analyzing and evaluation of carbon nanotubes additives to diesohol-B2 fuels on performance and emission of diesel engines. Fuel 2017, 196, 110–123. [Google Scholar] [CrossRef]
- Verdugo, C.; Luna, D.; Posadillo, A.; Sancho, E.D.; Rodriguez, S.; Bautista, F.M.; Luque, R.; Marinas, J.M.; Romero, A.A. Production of a new second generation biodiesel with a low cost lipase derived from Thermomyces lanuginosus: Optimization by response surface methodology. Catal. Today 2011, 167, 107–112. [Google Scholar] [CrossRef]
- Moayedallaie, S.; Mirzaei, M.; Paterson, J. Bread improvers: Comparison of a range of lipases with a traditional emulsifier. Food Chem. 2010, 122, 495–499. [Google Scholar] [CrossRef]
- Luna, C.; Verdugo, C.; Sancho, E.; Luna, D.; Calero, J.; Posadillo, A.; Bautista, F.M.; Romero, A.A. A Biofuel Similar to Biodiesel Obtained by Using a Lipase from Rhizopus oryzae, Optimized by Response Surface Methodology. Energies 2014, 7, 3383–3399. [Google Scholar] [CrossRef]
- Luna, C.; Verdugo, C.; Sancho, E.D.; Luna, D.; Calero, J.; Posadillo, A.; Bautista, F.M.; Romero, A.A. Production of a biodiesel-like biofuel without glycerol generation, by using Novozym 435, an immobilized Candida antarctica lipase. Bioresour. Bioprocess. 2014, 1, 11. [Google Scholar] [CrossRef]
- Calero, J.; Verdugo, C.; Luna, D.; Sancho, E.D.; Luna, C.; Posadillo, A.; Bautista, F.M.; Romero, A.A. Selective ethanolysis of sunflower oil with Lipozyme RM IM, an immobilized Rhizomucor miehei lipase, to obtain a biodiesel-like biofuel, which avoids glycerol production through the monoglyceride formation. New Biotechnol. 2014, 31, 596–601. [Google Scholar] [CrossRef] [PubMed]
- Luna, C.; Verdugo, C.; Sancho, E.D.; Luna, D.; Calero, J.; Posadillo, A.; Bautista, F.M.; Romero, A.A. Biocatalytic Behaviour of Immobilized Rhizopus oryzae Lipase in the 1,3-Selective Ethanolysis of Sunflower Oil to Obtain a Biofuel Similar to Biodiesel. Molecules 2014, 19, 11419–11439. [Google Scholar] [CrossRef] [PubMed]
- Escobar-Niño, A.; Luna, C.; Luna, D.; Marcos, A.T.; Cánovas, D.; Mellado, E. Selection and characterization of biofuel-producing environmental bacteria isolated from vegetable oil-rich wastes. PLoS ONE 2014, 9, e104063. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.S.; Jeon, J.W.; Lee, H.W.; Park, Y.I.; Seo, W.T.; Oh, H.M.; Tani, Y.; Katsuragi, T.; Yoon, B.D. Extracellular production of a glycolipid biosurfactant, mannosylerythritol lipid, from Candida antarctica. Biotechnol. Lett. 2002, 24, 225–229. [Google Scholar] [CrossRef]
- Kim, H.S.; Jeon, J.W.; Kim, B.H.; Ahn, C.Y.; Oh, H.M.; Yoon, B.D. Extracellular production of a glycolipid biosurfactant, mannosylerythritol lipid, by Candida sp. SY16 using fed-batch fermentation. Appl. Microbiol. Biotechnol. 2006, 70, 391–396. [Google Scholar] [CrossRef] [PubMed]
- Salis, A.; Svensson, I.; Monduzzi, M.; Solinas, V.; Adlercreutz, P. The atypical lipase B from Candida antarctica is better adapted for organic media than the typical lipase from Thermomyces lanuginosa. Biochim. Biophys. Acta-Proteins Proteom. 2003, 1646, 145–151. [Google Scholar] [CrossRef]
- Goto, S.; Sugiyama, J.; Iizuka, H. A taxonomic study of antarctic yeasts. Mycologia 1969, 61, 748–774. [Google Scholar] [CrossRef] [PubMed]
Sample Availability: Samples of all the compounds are available from the authors. |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Enzymatic Process | Chemical Process | |
|---|---|---|---|
| Alkaline Process | Acid Process | ||
| FFA content in the raw material | FFA are converted to biodiesel | Soaps formation | FFA are converted to biodiesel |
| Water content in the raw material | It is not deleterious for lipase | Soaps formation. Oil hydrolysis resulting more soaps | Catalyst deactivation |
| Biodiesel yield | High, usually around 90% | High, usually >96% | High yields (>90%) only for high alcohol to oil molar ratio, high catalyst concentration and high temperature |
| Reaction rate | Low | High | Slower than for alkaline process |
| Glycerol recovery | Easy, high grade glycerol | Complex, low grade glycerol | Complex, low grade glycerol |
| Catalyst recovery and reuse | Easy Reusability proved but not sufficiently studied. | Difficult; neutralized by an acid Partially lost in post-processing steps | Difficult, the catalyst ends up in the by-products No reusable catalyst |
| Energy costs | Low Temperature: 20–50 °C. | Medium, Temperature: 60–80 °C. | High Temperature: >100 °C |
| Catalyst cost | High | Low | Low High cost of equipment due to acid corrosion |
| Environmental impact | Low; wastewater treatment not needed. | High; wastewater treatment needed. | High; wastewater treatment needed |
| Type | Biodiesel EN 14214 | Biodiesel-Like Biofuels | ||
|---|---|---|---|---|
| Name | Biodiesel | Gliperol® | DMC-Biod® | Ecodiesel® |
| Reactive | Methanol or Ethanol | Methyl acetate | Methyl carbonate | Ethanol |
| Catalyst | NaOH or KOH | Acid, Basic or Lipases | Basic or Lipases | Lipases |
| Products | 3 FAME or 3 FAEE | glycerol triacetate + 3 FAME | Fatty acid Glycerol Carbonate + 2 FAME | 1 Monoglyceride + 2 FAEE |
| Byproducts | Glycerol | no waste | no waste | no waste |
| separation process & cleaning | Complex | not needed | not needed | not needed |
| Investment facilities | Medium | Low | Low | Low |
| Free fatty acids and/or water in the starting oil | Free fatty acids are Transformed to soaps. | Free fatty acids are transformed to biofuel | Free fatty acids are transformed to biofuel | Free fatty acids are transformed to biofuel |
| Catalyst cost | Low | High | High | High |
| Environmental impact | High. Alkaline and saline effluents are generated. Wastewater treatment is needed. | Low | Low | Low |
| Reaction | Biocatalyst | Viscosity (cSt) | Selectivity (%) | Conversion (%) |
|---|---|---|---|---|
| Raw material | Sunflower oil | 34.5 | 3.5 | 33.3 |
| Blank samples | BLANK 1 | 13.4 | 16.2 | 28.8 |
| BLANK-YPD 2 | 14.6 | 26.9 | 29.0 | |
| BLANK-YPD 2 | 12.3 | 33.1 | 34.5 | |
| 1 | YPD | 9.9 | 76.9 | 82.9 |
| YPD-TB | 11.6 | 63.1 | 76.9 | |
| YPL | 11.6 | 61.1 | 72.6 | |
| YPL-TB | 12.4 | 42.1 | 44.7 | |
| 2 | YPD | 10.8 | 72.1 | 73.5 |
| YPD-TB | 11.9 | 67.0 | 71.8 | |
| YPL | 11.1 | 60.6 | 69.2 | |
| YPL-TB | 12.7 | 45.3 | 52.7 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luna, C.; Luna, D.; Bautista, F.M.; Estevez, R.; Calero, J.; Posadillo, A.; Romero, A.A.; Sancho, E.D. Application of Enzymatic Extracts from a CALB Standard Strain as Biocatalyst within the Context of Conventional Biodiesel Production Optimization. Molecules 2017, 22, 2025. https://doi.org/10.3390/molecules22112025
Luna C, Luna D, Bautista FM, Estevez R, Calero J, Posadillo A, Romero AA, Sancho ED. Application of Enzymatic Extracts from a CALB Standard Strain as Biocatalyst within the Context of Conventional Biodiesel Production Optimization. Molecules. 2017; 22(11):2025. https://doi.org/10.3390/molecules22112025
Chicago/Turabian StyleLuna, Carlos, Diego Luna, Felipa M. Bautista, Rafael Estevez, Juan Calero, Alejandro Posadillo, Antonio A. Romero, and Enrique D. Sancho. 2017. "Application of Enzymatic Extracts from a CALB Standard Strain as Biocatalyst within the Context of Conventional Biodiesel Production Optimization" Molecules 22, no. 11: 2025. https://doi.org/10.3390/molecules22112025
APA StyleLuna, C., Luna, D., Bautista, F. M., Estevez, R., Calero, J., Posadillo, A., Romero, A. A., & Sancho, E. D. (2017). Application of Enzymatic Extracts from a CALB Standard Strain as Biocatalyst within the Context of Conventional Biodiesel Production Optimization. Molecules, 22(11), 2025. https://doi.org/10.3390/molecules22112025