Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power

 ,
,
Abstract
:1. Introduction
2. Experimental Design
2.1. Applied Laser Polishing Setup
2.2. Measurement Devices and Evaluation Methods
2.3. Material and Samples
3. Results and Discussion
3.1. Characterisation of Laser Modulation Behaviour
3.2. Constant Process Pararameters during Laser Polsihing
3.3. Basic Process Parameter Investigation with Modulated Laser Power
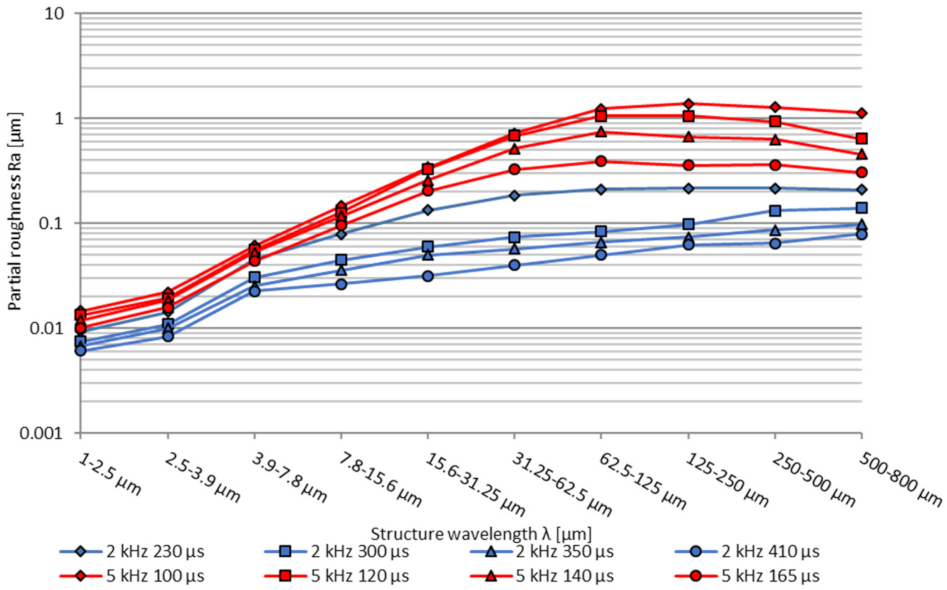
3.3.1. Achievable Surface Roughness Depending on the Modulation Behaviour and Energy Density
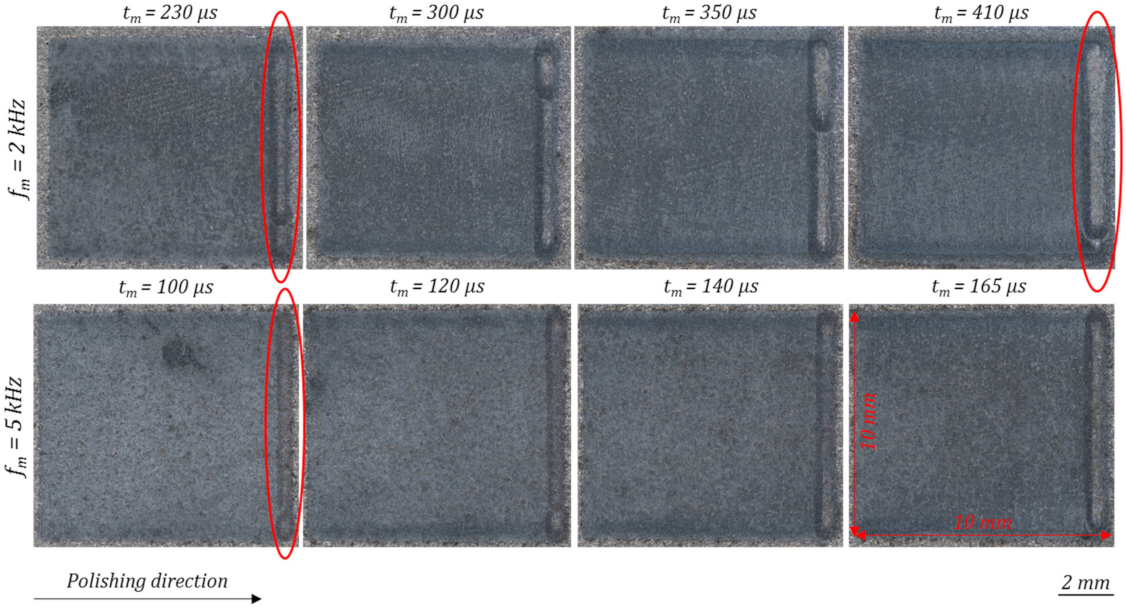
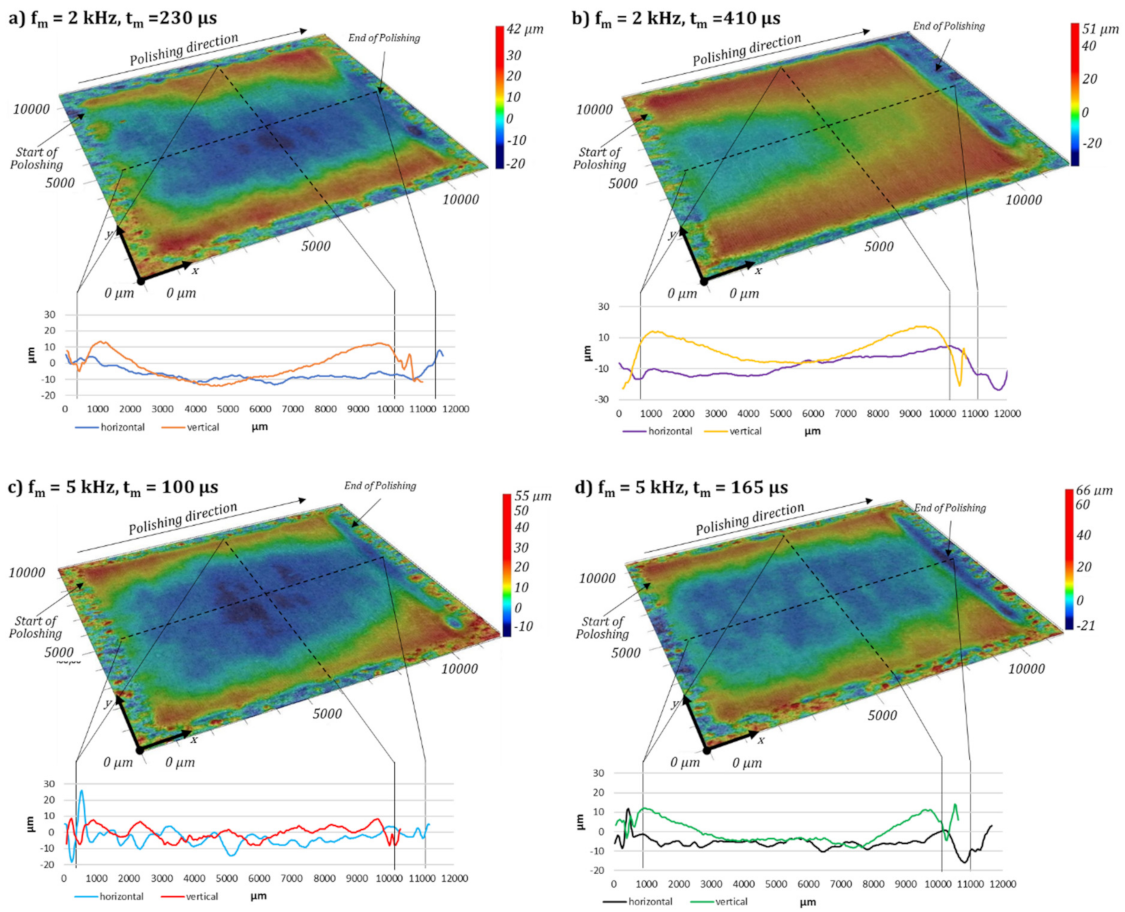
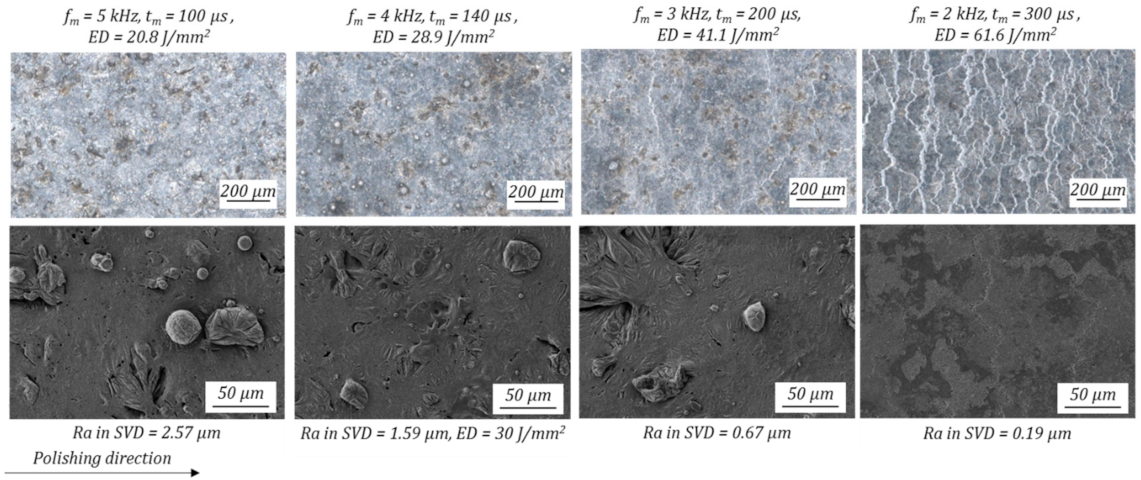
3.3.2. Surface Appearance and Topography
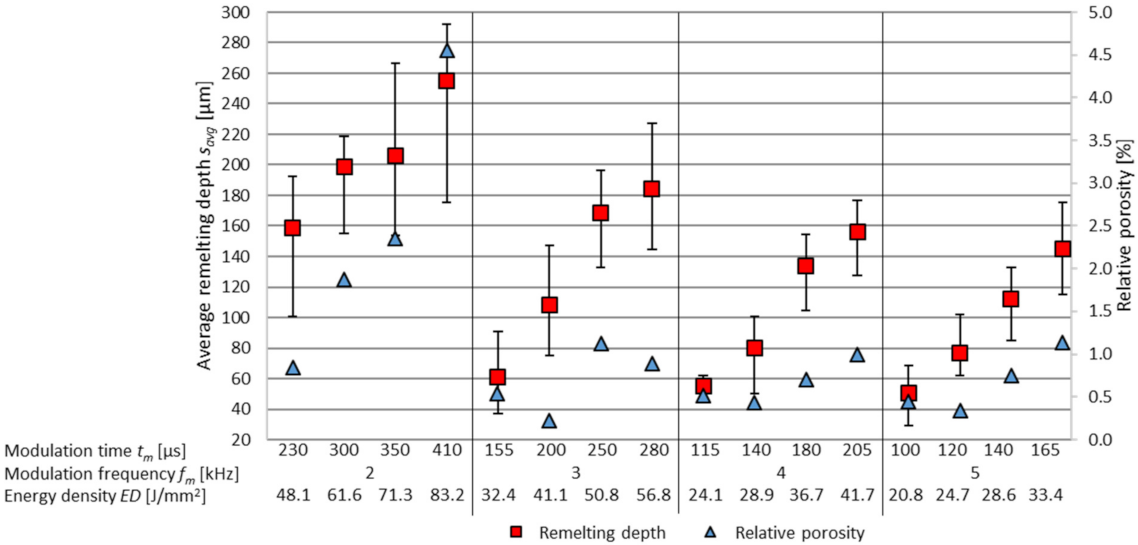
3.3.3. Influence of the Energy Density on the Remelting Depth and the Surface Structures
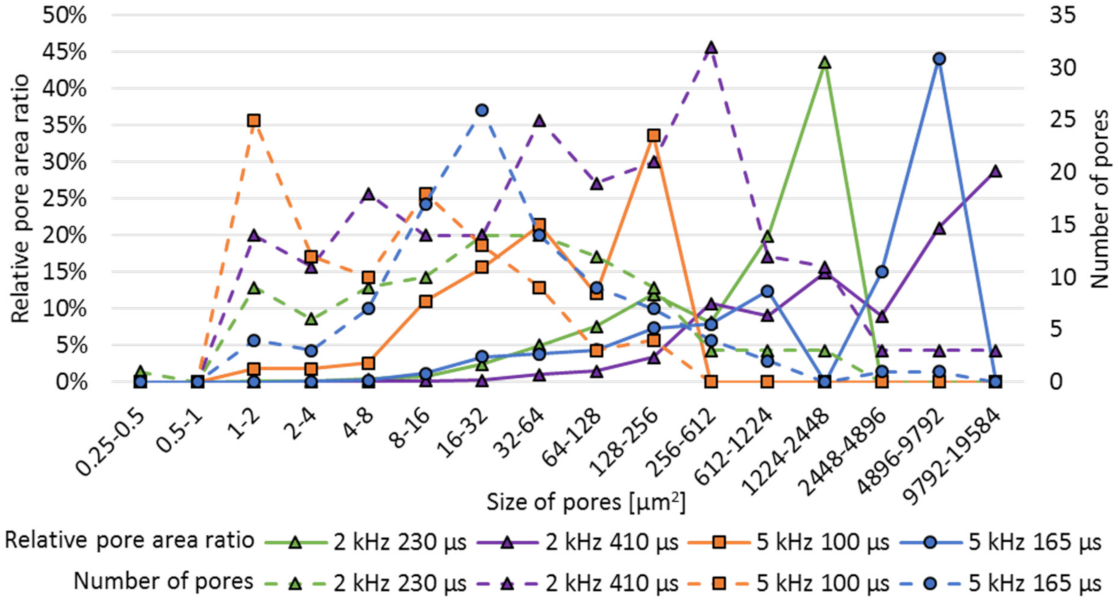
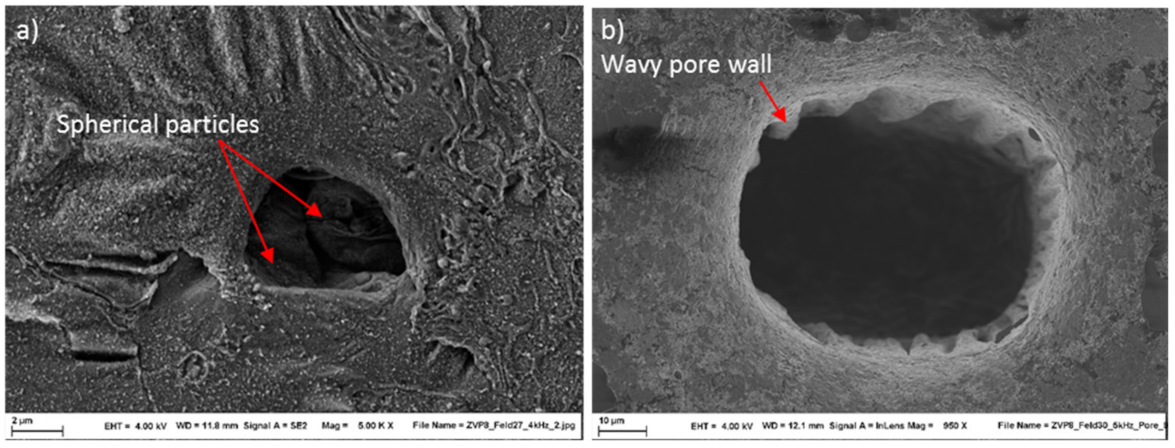
3.3.4. Formation of Pores and Pore Size Distribution as a Function of the Process Parameters
3.4. Multiple Polishing Passes
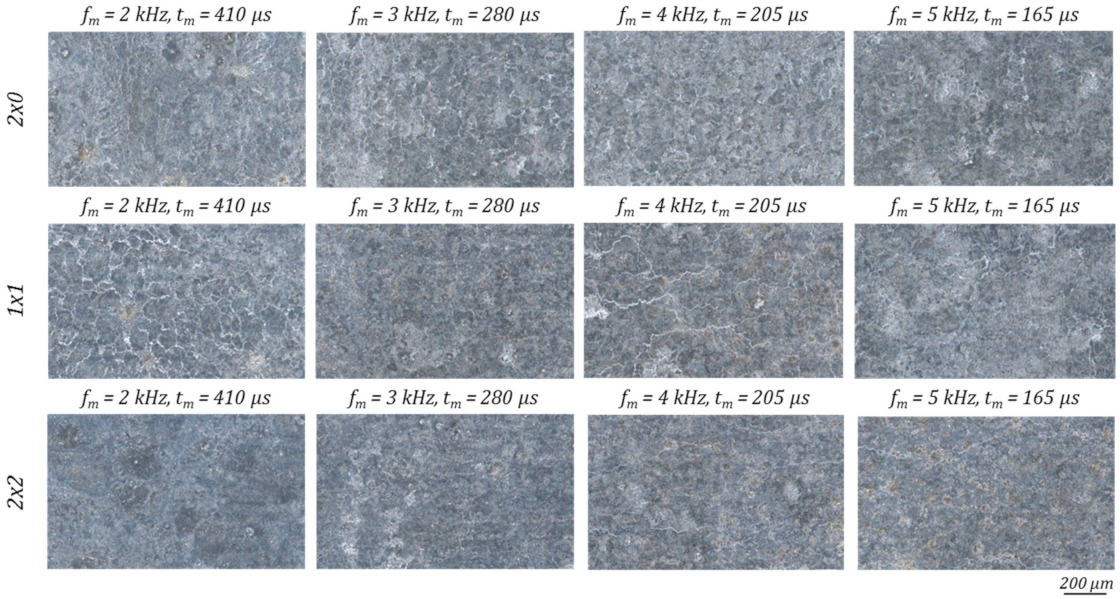
3.4.1. Surface Appearance and Topography
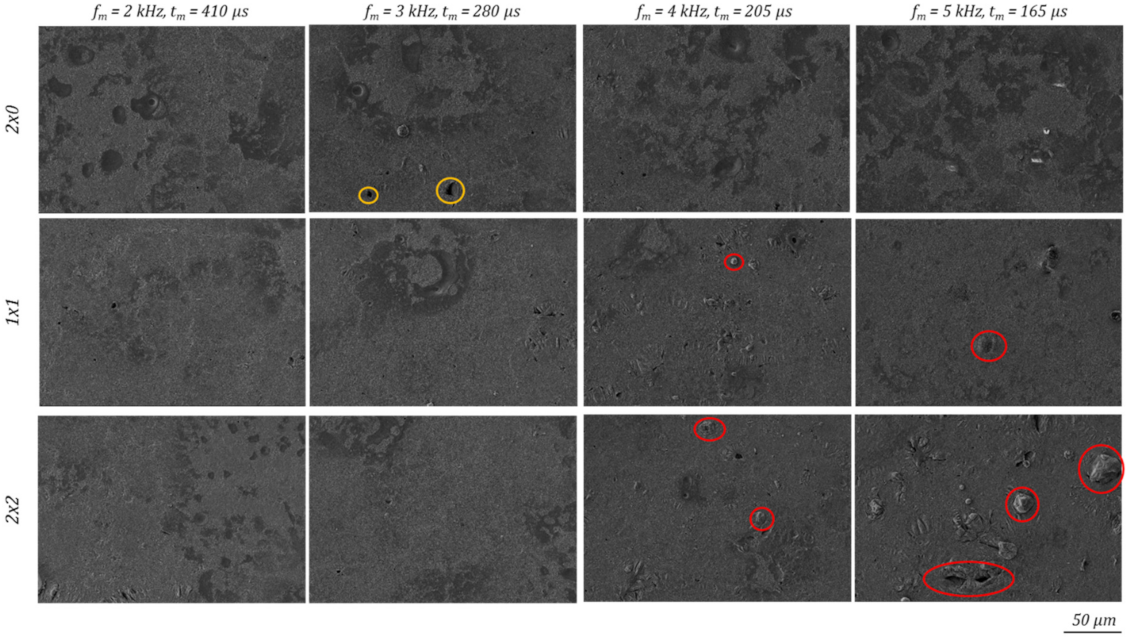
3.4.2. Residual Surface Structures
3.5. Roughness Reduction Ability at Varying Initial Surface Roughness
3.6. Influence of the Modulation Parameters on the Melt Pool Dimension and Thermal Process Stability
3.7. Comparison to Continuous and Pulsed Laser Operation Modes
4. Conclusions
- Laser polishing of AlSi10Mg L-PBF parts with modulated laser power revealed a decreasing roughness with increasing modulation time and rising energy density ED, respectively. The highest roughness reduction rates and the smallest roughness variations are achievable with a modulation frequency fm of 2 kHz and a modulation time tm of 410 µs, measured in sample vertical direction. Thereby the initial arithmetic roughness of Ra = 12.22 µm is reduced by a factor of 98.8% to Ra = 0.145 µm with one polishing pass. At similar energy densities, higher modulation frequencies lead to a higher roughness reduction rate.
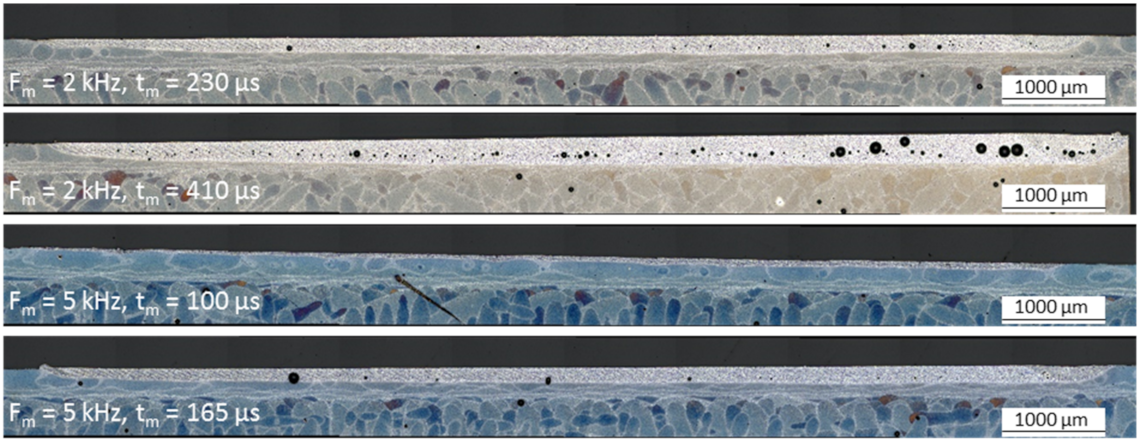
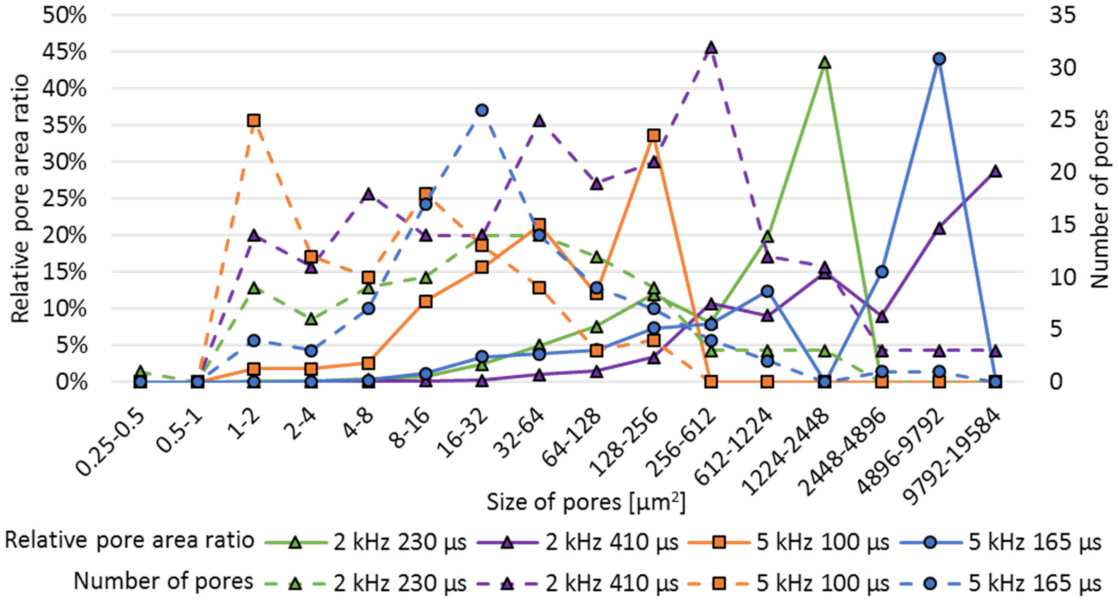
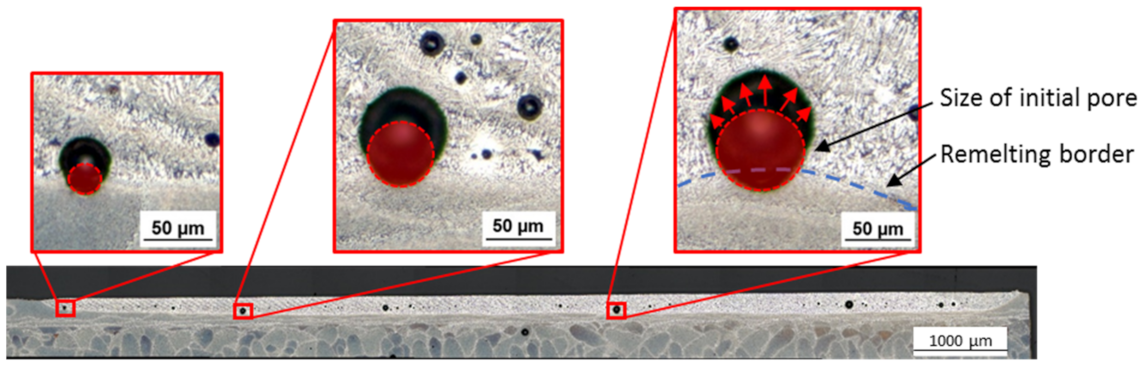
- With increasing energy density ED, a rising remelting zone depth s in the range of 50 µm with ED = 20.8 J/mm2 to 255 µm with ED = 83.2 J/mm2 occurs. Increasing melt pools cause a rising relative porosity within the melting zone from 0.3% to 4.6%. Furthermore, with increasing remelting depth the amount of large pores increases strongly and reaches pore sizes up to 7425 µm2. Medium and large sized pores at the border of the melting zone, created by the L-PBF process, are partially extended by modulated laser polishing.
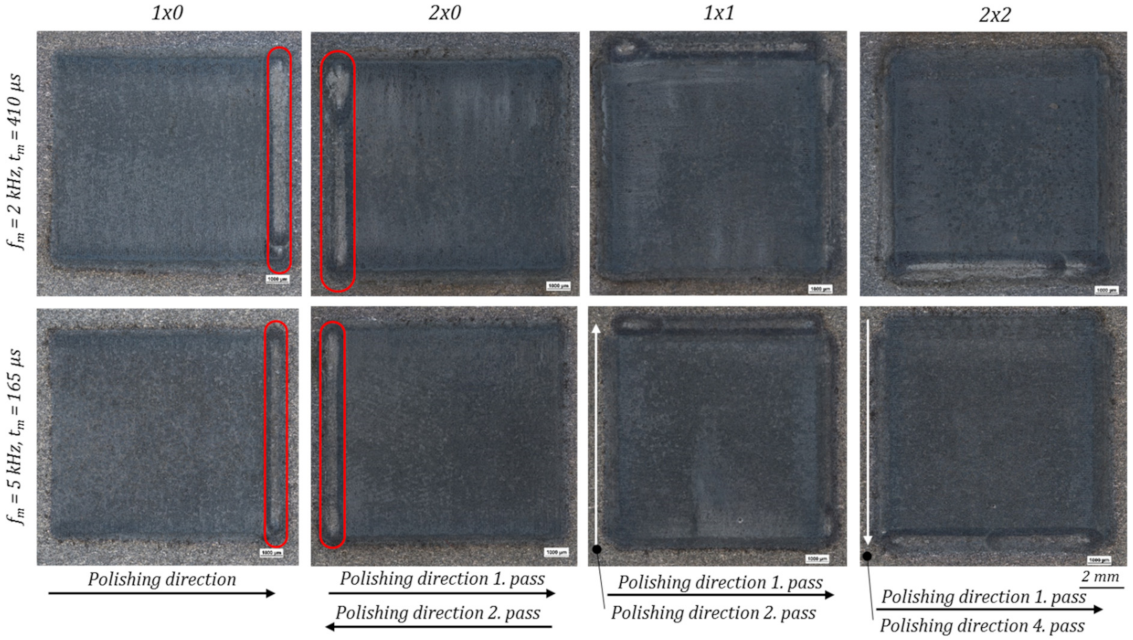
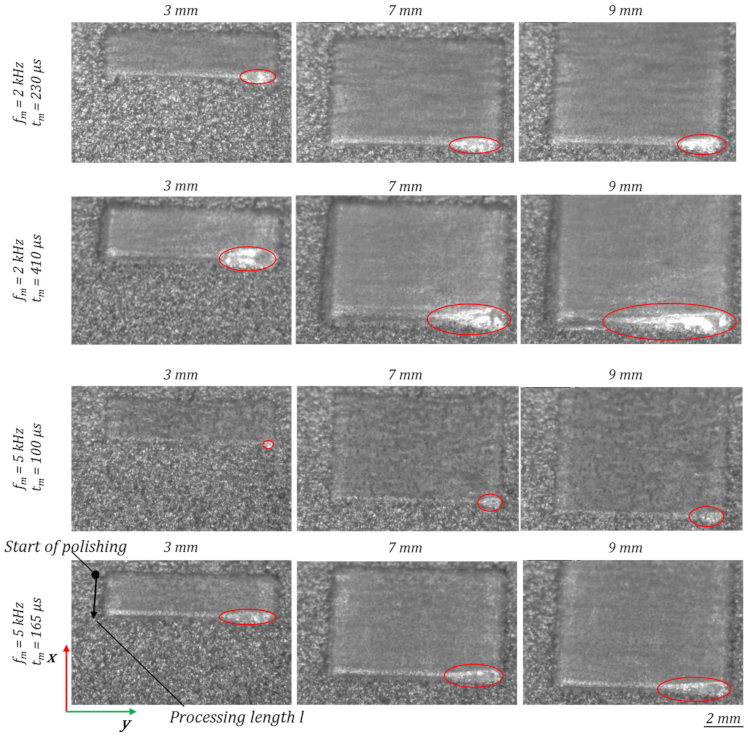
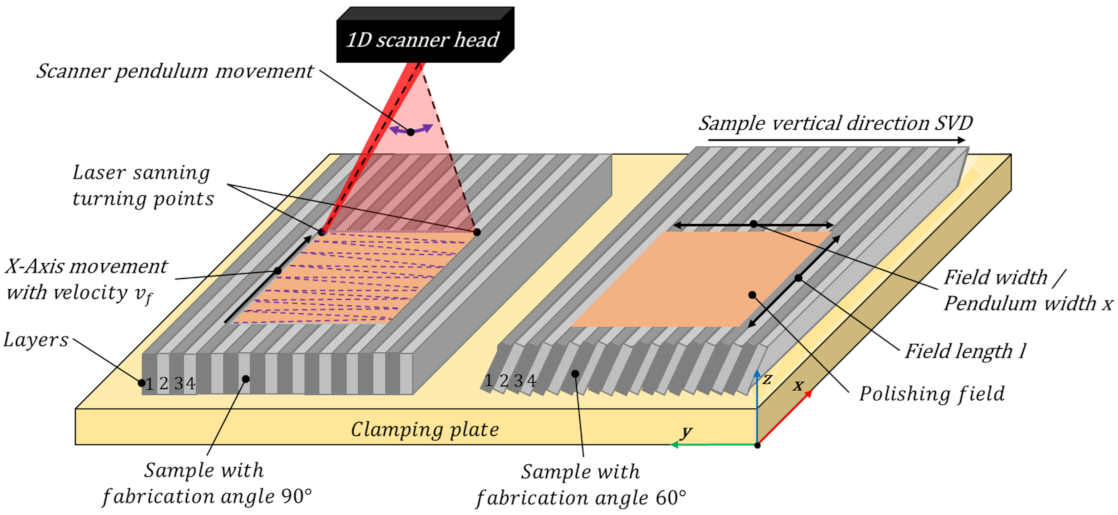
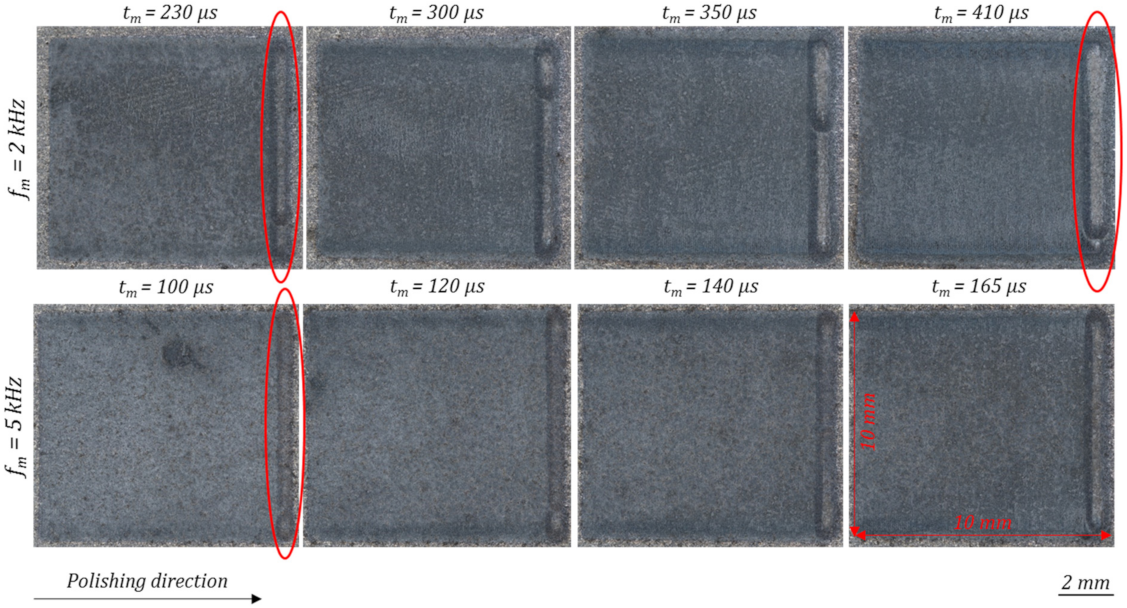
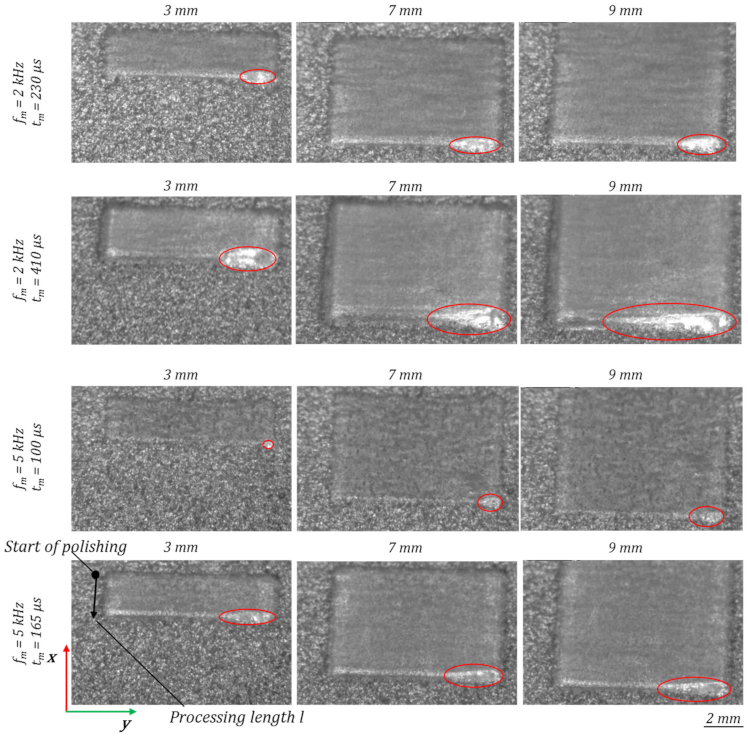
- At the turning points of the scanner pendulum movement modulated laser polishing causes material accumulations, which increase with rising modulation time and energy density ED as well with multiple polishing passes.
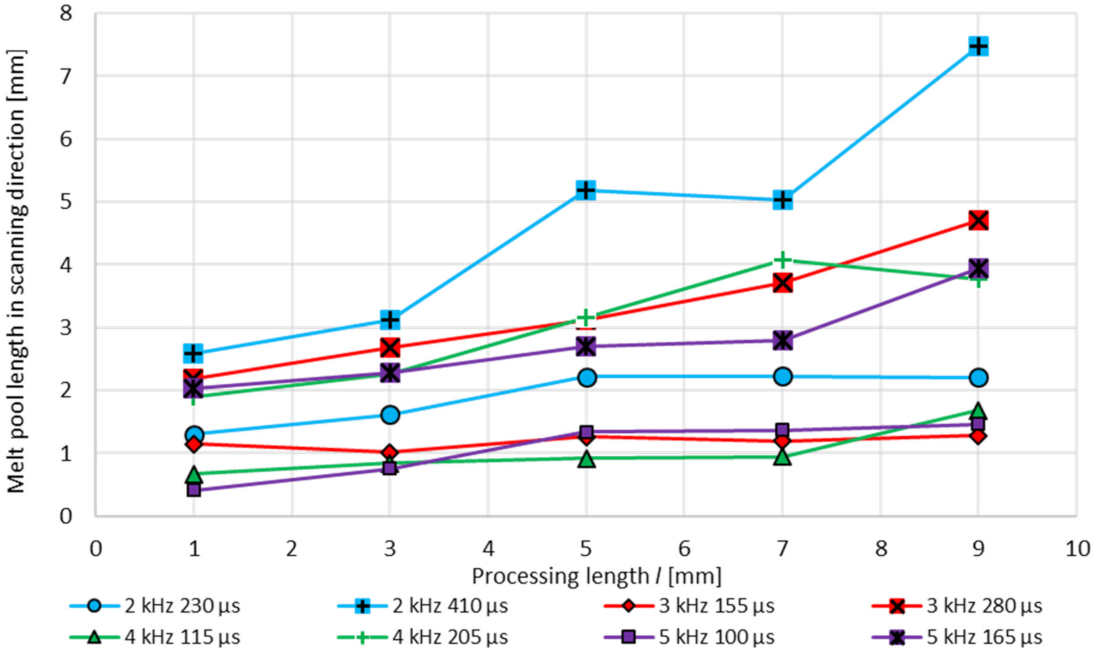
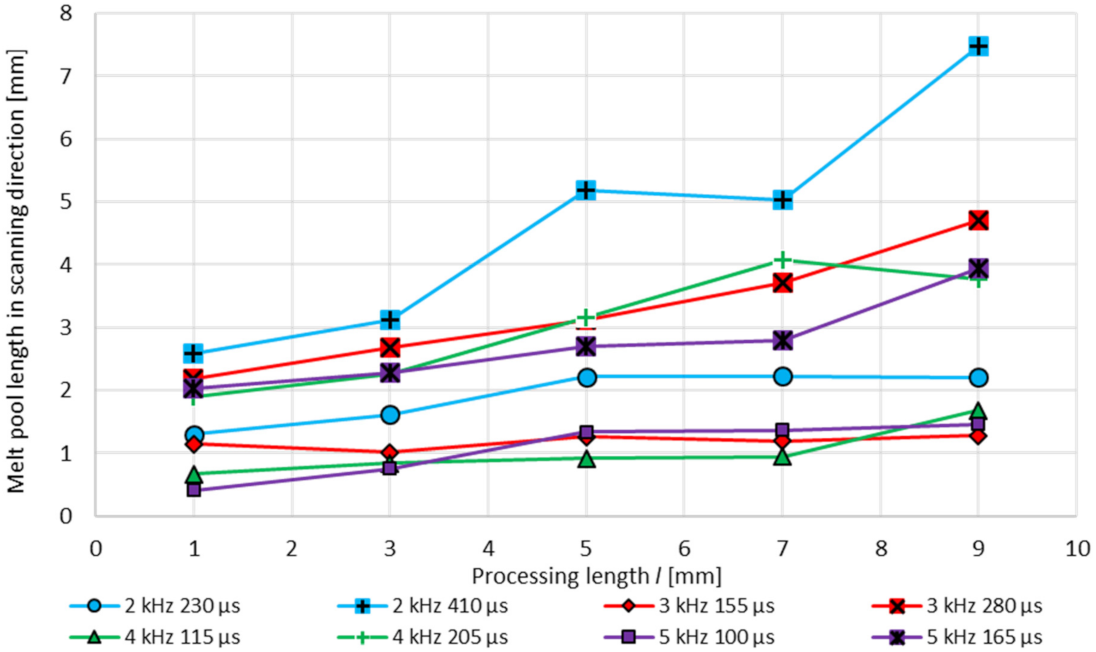
- The melt pool expansion in scanning direction, the remelting depth and the relative porosity increase with ongoing processing length and processing duration, respectively. The rate of increase, especially with energy densities ED above 34 J/mm2, reveals that the process exhibits thermal instability.
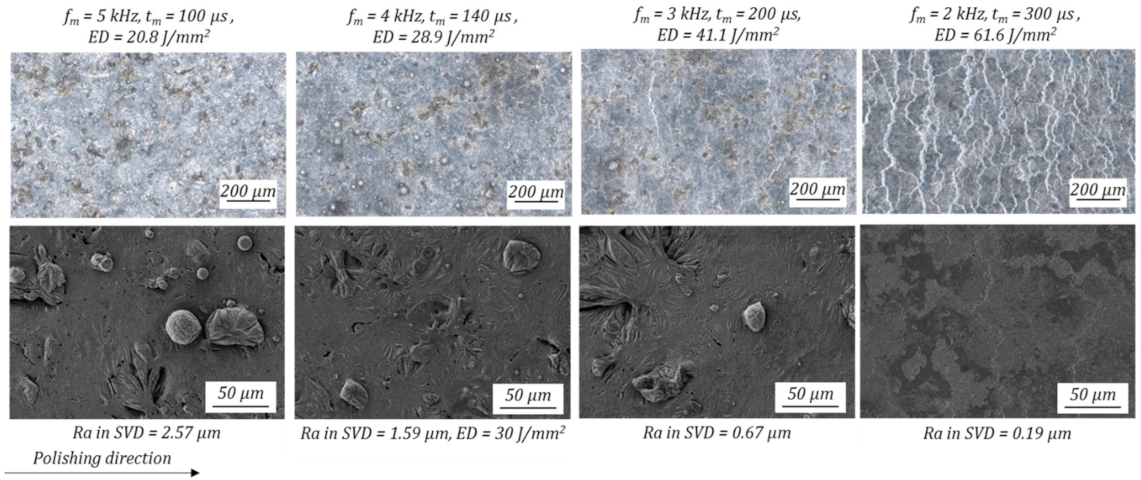
- Flattening of medium and long periodic surface structures requires especially high energy densities and remelting depths. Up to ED = 40 J/mm2 residual spherical particles adhere to the surface with dimensions of several tens of microns. Further linear surface depressions or defects can be detected. Overall, laser polishing leads to a darkening of the surface, which is most likely caused by surface oxidation in the process.
- Multiple laser polishing:
- (a)
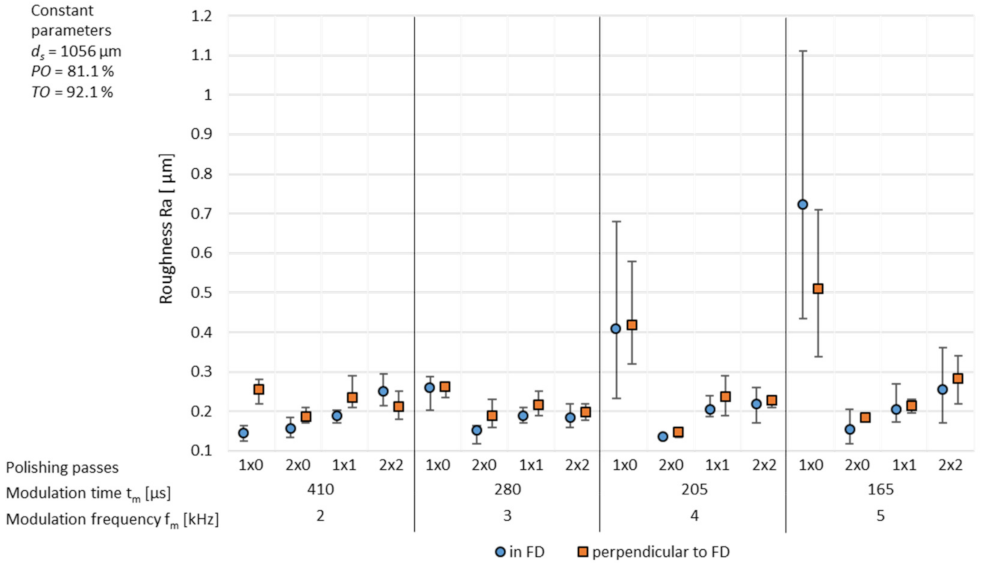
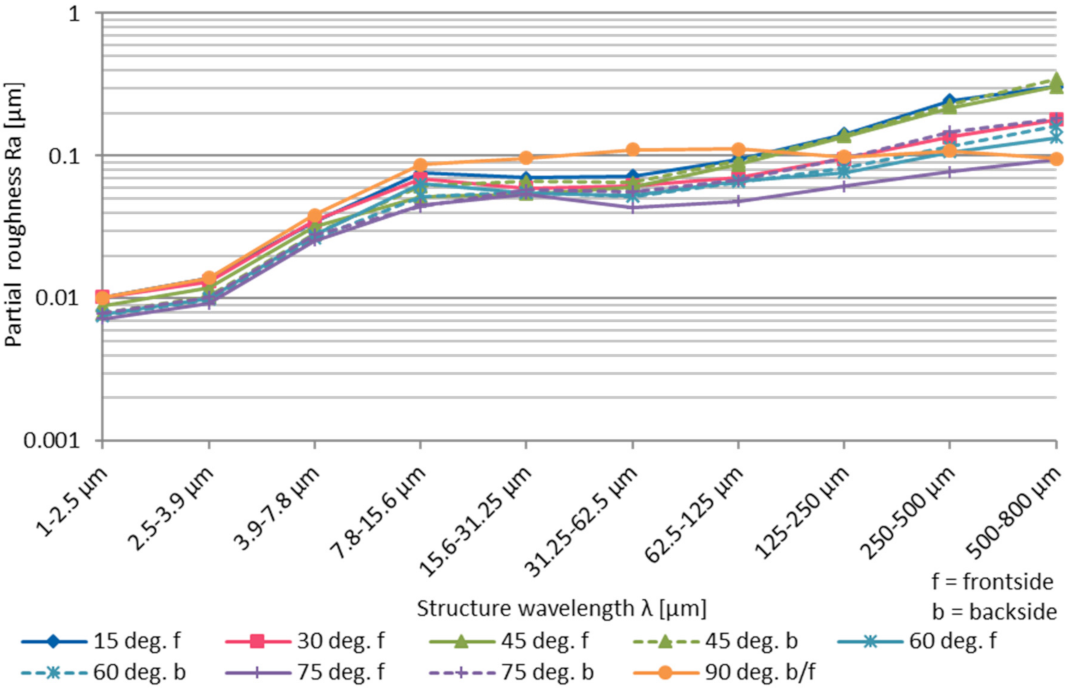
- Polishing with two and four passing’s leads to a reduced and almost orientation independent surface roughness.
- (b)
- With the exception of fm = 2 kHz, polishing twice from one direction (2 × 0) achieves a further significant roughness improvement and the lowest arithmetic roughness Ra at the respective modulation frequency.
- (c)
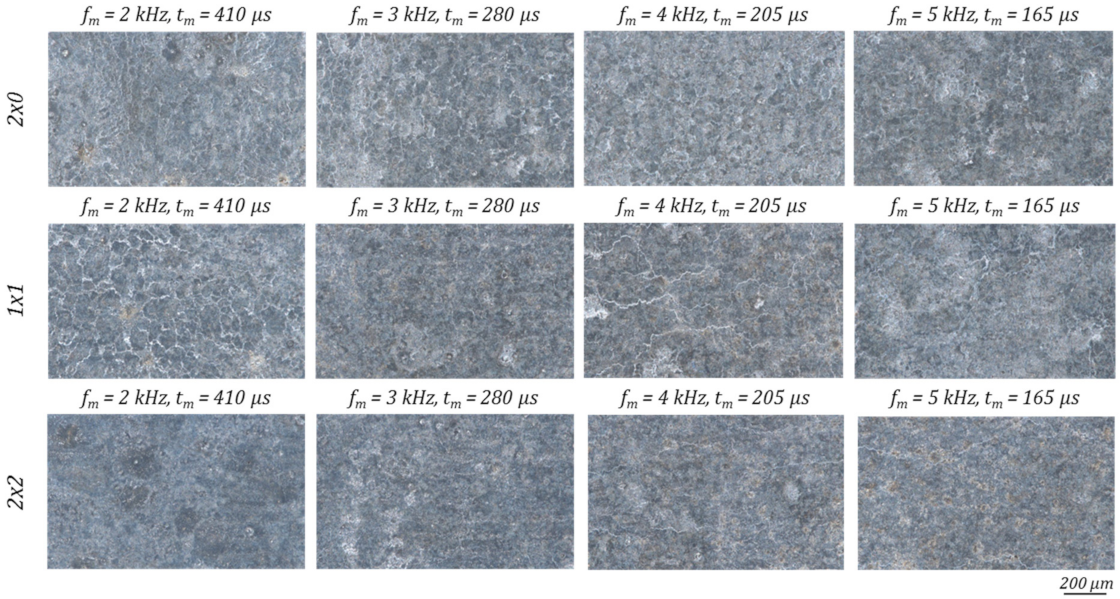
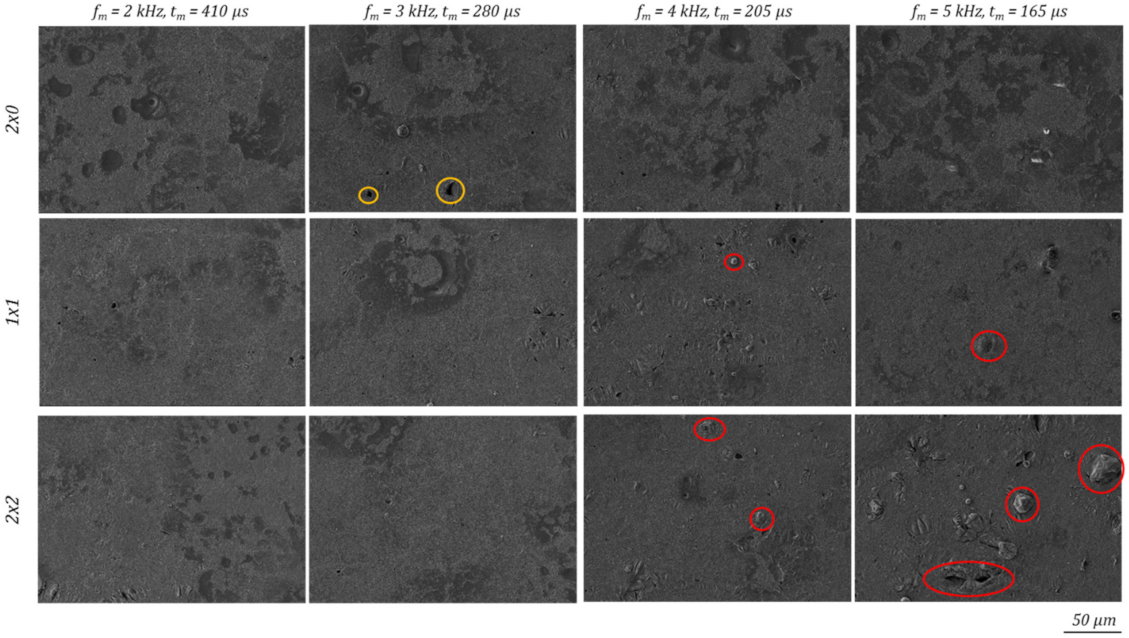
- Modulations frequencies above 3 kHz with crossed polishing passes (1 × 1, 2 × 2) exhibit a rising amount of spherical particles, which results in a rising partial arithmetic roughness Ra in the medium structure wavelengths.
- (d)
- In comparison to single laser polishing several re-meltings of the surface layer cause a further darkening and increased melt pool width.
- Modulated laser polishing is highly stable and independent with regards to a varying of the initial surface roughness. Thus, the roughness reduction rate with an initial roughness between 8.0 and 19.2 µm amounts to 97.95–98.95%. Main differences of the achievable surface quality are found in the residual long wavelength structures.
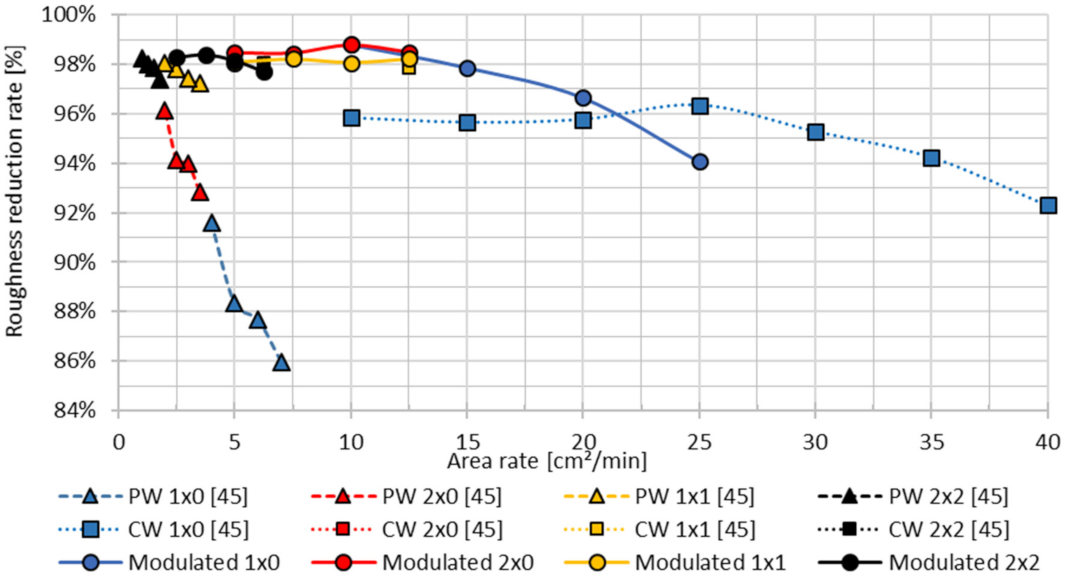
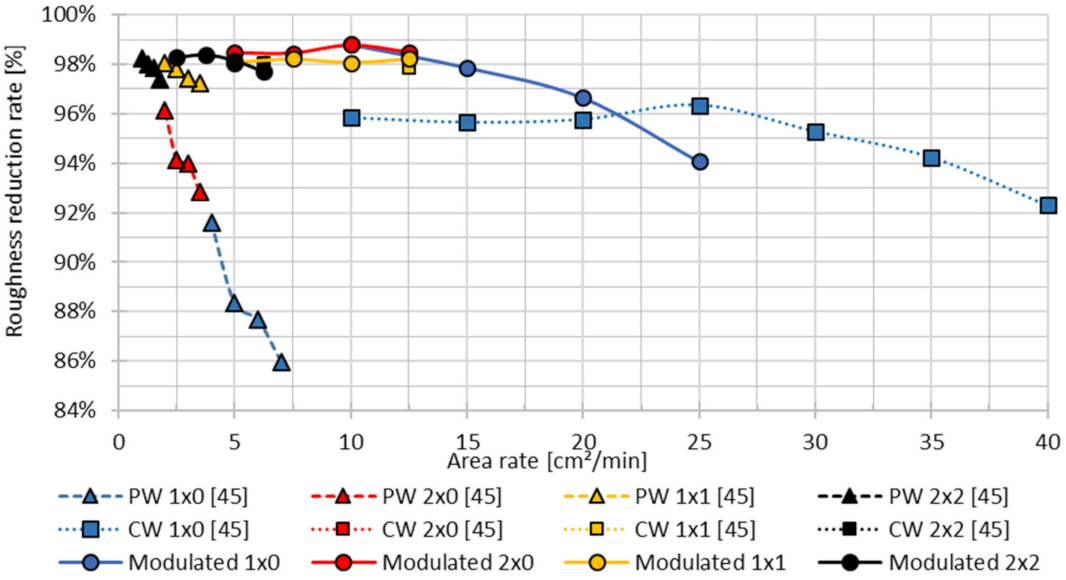
- Modulated laser polishing offers a higher process efficiency and stability in comparison to pulsed and continuous laser operation modes known from literature. Thus, in relation to pulsed mode polishing roughness reduction rates above 98% are achievable with more than five times higher area rates or in other words the process results are further improved compared to state-of-the-art by a factor of almost 2. In comparison to polishing with continuous polishing with one polishing pass the roughness reduction rate at area rates of 15–20 cm2/min is increased, e.g., at 15 cm2/min 97.9% vs. 95.7%. Furthermore, the process stability, regarding to varying initial roughness is improved. Thus, the roughness variation after polishing ∆Rapolished is reduced from 0.25 µm with pulsed laser radiation [49], and 0.30 µm with continuous laser radiation [49] to 0.13 µm.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kempen, K.; Thijs, L.; van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Mower, T.M.; Long, M.J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Eng. A 2016, 651, 198–213. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Mack, F.; Öchsner, A. Non-destructive evaluation of AlSi10Mg prismatic samples generated by selective laser melting: Influence of manufacturing conditions. Mater. Werkst. 2016, 47, 564–581. [Google Scholar] [CrossRef] [Green Version]
- van Hooreweder, B.; Lietaert, K.; Neirinck, B.; Lippiatt, N.; Wevers, M. CoCr F75 scaffolds produced by additive manufacturing: Influence of chemical etching on powder removal and mechanical performance. J. Mech. Behav. Biomed. Mater. 2017, 70, 60–67. [Google Scholar] [CrossRef] [PubMed]
- Hassanin, H.; Elshaer, A.; Benhadj-Djilali, R.; Modica, F.; Fassi, I. Surface Finish Improvement of Additive Manufactured Metal Parts. In Micro and Precision Manufacturing; Gupta, K., Ed.; Springer International Publishing; Imprint; Springer: Cham, Switzerland, 2018; pp. 145–164. ISBN 978-3-319-68801-5. [Google Scholar]
- Lee, J.-Y.; Nagalingam, A.P.; Yeo, S.H. A review on the state-of-the-art of surface finishing processes and related ISO/ASTM standards for metal additive manufactured components. Virtual Phys. Prototyp. 2021, 16, 68–96. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Gebhardt, A.; Hötter, J.-S.; Ziebura, D. Impact of SLM build parameters on the surface quality. RTejournal-Forum Für Rapid Technol. 2014, 2014. [Google Scholar]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Iuliano, L.; Fino, P. Influence of process parameters on surface roughness of aluminum parts produced by DMLS. Int. J. Adv. Manuf. Technol. 2013, 67, 2743–2751. [Google Scholar] [CrossRef] [Green Version]
- Yasa, E.; Kruth, J.-P. Application of Laser Re-melting on selective laser melting parts. Adv. Prod. Eng. Manag. 2011, 6, 259–270. [Google Scholar]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef] [Green Version]
- Ross Ingo. Prospects of Laser Polishing for Small and Complexly Shaped Parts: High Speed/High Precision Laser Microfabrication. Available online: https://www.swissphotonics.net/libraries.files/epmt_2014_Ross.pdf (accessed on 7 October 2019).
- Willenborg, E. Polieren von Werkzeugstählen mit Laserstrahlung; Zugl.: Aachen, Techn. Hochsch., Diss., 2005; Shaker: Aachen, Germany, 2006; ISBN 3-8322-4896-X. [Google Scholar]
- McDonald, M.W.; Gora, W.S.; Stevenson, S.G.; Weston, N.J.; Hand, D.P. Practical implementation of laser polishing on additively manufactured metallic components. J. Laser Appl. 2020, 32, 42019. [Google Scholar] [CrossRef]
- Wang, W.J.; Yung, K.C.; Choy, H.S.; Xiao, T.Y.; Cai, Z. Effects of laser polishing on surface microstructure and corrosion resistance of additive manufactured CoCr alloys. Appl. Surf. Sci. 2018, 443, 167–175. [Google Scholar] [CrossRef]
- Yung, K.C.; Wang, W.J.; Xiao, T.Y.; Choy, H.S.; Mo, X.Y.; Zhang, S.S.; Cai, Z.X. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Surf. Coat. Technol. 2018, 351, 89–98. [Google Scholar] [CrossRef]
- Gora, W.S.; Tian, Y.; Cabo, A.P.; Ardron, M.; Maier, R.R.; Prangnell, P.; Hand, D.P. Enhancing Surface Finish of Additively Manufactured Titanium and Cobalt Chrome Elements Using Laser Based Finishing. Phys. Procedia 2016, 83, 258–263. [Google Scholar] [CrossRef]
- Richter, B.; Blanke, N.; Werner, C.; Vollertsen, F.; Pfefferkorn, F.E. Effect of Initial Surface Features on Laser Polishing of Co-Cr-Mo Alloy Made by Powder-Bed Fusion. JOM 2019, 71, 912–919. [Google Scholar] [CrossRef]
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process. Technol. 2018, 262, 53–64. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Z.; Guan, Y. Thermodynamics analysis and rapid solidification of laser polished Inconel 718 by selective laser melting. Appl. Surf. Sci. 2020, 511, 145423. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N.; Luo, J.; Schleifenbaum, J.H.; Häfner, C.L. Numerical and experimental investigation on formation of surface structures in laser remelting for additive-manufactured Inconel 718. Surf. Coat. Technol. 2020, 126370. [Google Scholar] [CrossRef]
- Fang, Z.; Lu, L.; Chen, L.; Guan, Y. Laser Polishing of Additive Manufactured Superalloy. Procedia CIRP 2018, 71, 150–154. [Google Scholar]
- Kumstel, J. Polieren von SLM-Bauteilen mit kontinuierlicher Laserstrahlung. In Neue Entwicklungen in der Additiven Fertigung; Witt, G., Wegner, A., Sehrt, J., Eds.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 143–157. ISBN 978-3-662-48472-2. [Google Scholar]
- Witkin, D.B.; Patel, D.N.; Helvajian, H.; Steffeney, L.; Diaz, A. Surface Treatment of Powder-Bed Fusion Additive Manufactured Metals for Improved Fatigue Life. J. Mater. Eng. Perform. 2019, 28, 681–692. [Google Scholar] [CrossRef]
- Yung, K.C.; Zhang, S.S.; Duan, L.; Choy, H.S.; Cai, Z.X. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440. [Google Scholar] [CrossRef]
- Breidenstein, B.; Brenne, F.; Wu, L.; Niendorf, T.; Denkena, B. Effect of Post-Process Machining on Surface Properties of Additively Manufactured H13 Tool Steel. J. Heat Treat. Mater. 2018, 73, 173–186. [Google Scholar] [CrossRef]
- Xiao, H.; Zhou, Y.; Liu, M.; Xu, X. Laser polishing of tool steel using a continuous-wave laser assisted by a steady magnetic field. AIP Adv. 2020, 10, 25319. [Google Scholar] [CrossRef]
- Černašėjus, O.; Škamat, J.; Markovič, V.; Višniakov, N.; Indrišiūnas, S. Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary Study. Adv. Mater. Sci. Eng. 2019, 2019, 7029471. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.-H.; Wang, B.; Ma, C.-P.; Fang, Z.-H.; Chen, L.-F.; Guan, Y.-C.; Yang, S.-F. Material Characterization, Thermal Analysis, and Mechanical Performance of a Laser-Polished Ti Alloy Prepared by Selective Laser Melting. Metals 2019, 9, 112. [Google Scholar] [CrossRef] [Green Version]
- Liang, C.; Hu, Y.; Liu, N.; Zou, X.; Wang, H.; Zhang, X.; Fu, Y.; Hu, J. Laser Polishing of Ti6Al4V Fabricated by Selective Laser Melting. Metals 2020, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Tian, Y.; Góra, W.S.; Cabo, A.P.; Parimi, L.L.; Hand, D.P.; Tammas-Williams, S.; Prangnell, P.B. Material interactions in laser polishing powder bed additive manufactured Ti6Al4V components. Addit. Manuf. 2018, 20, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Yuan, J.; Liang, L.; Lin, G. Study on processing characteristics and mechanisms of thermally assisted laser materials processing. Surf. Coat. Technol. 2019, 378, 124946. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Richter, B.; Zhang, X.; Bertsch, K.B.; Thoma, D.J.; Pfefferkorn, F.E. Effect of laser polishing on the microstructure and mechanical properties of stainless steel 316L fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2021, 802, 140579. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar] [CrossRef]
- Obeidi, M.A.; McCarthy, E.; O’Connell, B.; Ul Ahad, I.; Brabazon, D. Laser Polishing of Additive Manufactured 316L Stainless Steel Synthesized by Selective Laser Melting. Materials 2019, 12, 991. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Caggiano, A.; Teti, R.; Alfieri, V.; Caiazzo, F. Automated laser polishing for surface finish enhancement of additive manufactured components for the automotive industry. Prod. Eng. 2021, 15, 109–117. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; Lacalle, L.L.D.; Pozo, D.D.; Liebana, F.; Sanchez, A. Laser polishing parameter optimisation on selective laser sintered parts. Int. J. Mach. Mach. Mater. 2010, 8, 417–432. [Google Scholar] [CrossRef]
- Lamikiz, A.; Sánchez, J.A.; López de Lacalle, L.N.; Arana, J.L. Laser polishing of parts built up by selective laser sintering. Int. J. Mach. Tools Manuf. 2007, 47, 2040–2050. [Google Scholar] [CrossRef]
- Heigl, R. Herstellung von Randschichten auf Aluminiumgusslegierungen mittels Laserstrahlung; Zugl.: Stuttgart, Univ., Diss., 2004; Utz Wiss: München, Germany, 2005; ISBN 3 8316 0460 6. [Google Scholar]
- Burzic, B.; Hofele, M.; Mürdter, S.; Riegel, H. Laser polishing of ground aluminum surfaces with high energy continuous wave laser. J. Laser Appl. 2016, 29, 11701. [Google Scholar] [CrossRef] [Green Version]
- Schanz, J.; Hofele, M.; Hitzler, L.; Merkel, M.; Riegel, H. Laser Polishing of Additive Manufactured AlSi10Mg Parts with an Oscillating Laser Beam. In Machining, Joining and Modifications of Advanced Materials; Öchsner, A., Altenbach, H., Eds.; Springer: Singapore, 2016; pp. 159–169. ISBN 978-981-10-1081-1. [Google Scholar]
- Hofele, M.; Schanz, J.; Roth, A.; Harrison, D.K.; de Silva, A.; Riegel, H. Process parameter dependencies of continuous and pulsed laser modes on surface polishing of additive manufactured aluminium AlSi10Mg parts. Mater. Und Werkst. 2021, 52, 409–432. [Google Scholar] [CrossRef]
- El Hassanin, A.; Obeidi, M.A.; Scherillo, F.; Brabazon, D. CO2 laser polishing of laser-powder bed fusion produced AlSi10Mg parts. Surf. Coat. Technol. 2021, 419, 127291. [Google Scholar] [CrossRef]
- Bhaduri, D.; Ghara, T.; Penchev, P.; Paul, S.; Pruncu, C.I.; Dimov, S.; Morgan, D. Pulsed laser polishing of selective laser melted aluminium alloy parts. Appl. Surf. Sci. 2021, 558, 149887. [Google Scholar] [CrossRef]
- Schanz, J.; Hofele, M.; Ruck, S.; Schubert, T.; Hitzler, L.; Schneider, G.; Merkel, M.; Riegel, H. Metallurgical investigations of laser remelted additively manufactured AlSi10Mg parts. Mater. Und Werkst. 2017, 48, 463–476. [Google Scholar] [CrossRef]
- Hofele, M.; Roth, A.; Schanz, J.; Harrison, D.K.; de Silva, A.K.M.; Riegel, H. Laser Polishing of Laser Powder Bed Fusion AlSi10Mg Parts—Influence of Initial Surface Roughness on Achievable Surface Quality. Mater. Sci. Appl. 2021, 12, 15–41. [Google Scholar] [CrossRef]
- Temmler, A.; Dai, W.; Schmickler, T.; Küpper, M.E.; Häfner, C.L. Experimental investigation on surface structuring by laser remelting (WaveShape) on Inconel 718 using varying laser beam diameters and scan speeds. Appl. Surf. Sci. 2021, 541, 147814. [Google Scholar] [CrossRef]
- Temmler, A.; Pirch, N. Investigation on the mechanism of surface structure formation during laser remelting with modulated laser power on tool steel H11. Appl. Surf. Sci. 2020, 526, 146393. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Surface Roughness | Ra avg | Ra min | Ra max | Rz avg | Rz min | Rz max |
|---|---|---|---|---|---|---|
| In sample vertical direction | 12.22 µm | 9.57 µm | 14.62 µm | 73.5 µm | 64.4 µm | 82.9 µm |
| Perpendicular to the sample vertical direction | 11.20 µm | 9.54 µm | 12.99 µm | 68.1 µm | 58.5 µm | 74.6 µm |
| Initial Arithmetic Roughness Ra [µm] | ||||||
|---|---|---|---|---|---|---|
| Fabrication angle [°] | 15 | 30 | 45 | 60 | 75 | 90 |
| Frontside (f) | 18.6 | 13.6 | 10.7 | 8.0 | 8.2 | 8.2 |
| Backside (b) | - | - | 19.2 | 13.6 | 10.6 | |
| Modulation Time tm [µs] | Modulation Frequency fm [kHz] | Average Laser Power [W] | Minimum Laser Power [W] | Peak Laser Power [W] |
|---|---|---|---|---|
| 230 | 2 | 801 | 60 | 1680 |
| 300 | 1026 | 96 | 1696 | |
| 350 | 1188 | 208 | 1712 | |
| 410 | 1387 | 528 | 1712 | |
| 155 | 3 | 811 | 128 | 1552 |
| 200 | 1027 | 256 | 1648 | |
| 250 | 1270 | 560 | 1696 | |
| 280 | 1420 | 864 | 1712 | |
| 115 | 4 | 803 | 240 | 1408 |
| 140 | 962 | 368 | 1520 | |
| 180 | 1223 | 672 | 1632 | |
| 205 | 1389 | 960 | 1680 | |
| 100 | 5 | 865 | 416 | 1296 |
| 120 | 1029 | 560 | 1424 | |
| 140 | 1193 | 784 | 1536 | |
| 165 | 1393 | 1168 | 1568 |
| Process Parameter | Unit | Value |
|---|---|---|
| Pendulum width x | mm | 10 |
| Field length l | mm | 10 |
| Process gas flow rate | l/min | 15 |
| Residual Oxygen | ppm | 40 |
| Focal position z | mm | 12 |
| Beam diameter | µm | 1298 |
| Peak to Peak overlap PPOav | % | 84.6 |
| Track overlap TO | % | 93.6 |
| Test Series Number | Modulation Time tm [µs] | Modulation Frequency fm [kHz] | Pendulum Frequency fp [Hz] | Axis Velocity vf [mm/min] | Energy Density E [J/mm2] | Area Rate AR [cm2/min] |
|---|---|---|---|---|---|---|
| 1 | 230 | 2 | 20 | 100 | 48.1 | 10 |
| 2 | 300 | 61.6 | ||||
| 3 | 350 | 71.3 | ||||
| 4 | 410 | 83.2 | ||||
| 5 | 155 | 3 | 30 | 150 | 32.4 | 15 |
| 6 | 200 | 41.1 | ||||
| 7 | 250 | 50.8 | ||||
| 8 | 280 | 56.8 | ||||
| 9 | 115 | 4 | 40 | 200 | 24.1 | 20 |
| 10 | 140 | 28.9 | ||||
| 11 | 180 | 36.7 | ||||
| 12 | 205 | 41.7 | ||||
| 13 | 100 | 5 | 50 | 250 | 20.8 | 25 |
| 14 | 120 | 24.7 | ||||
| 15 | 140 | 28.6 | ||||
| 16 | 165 | 33.4 |
| Fabrication Angle [°] | Initial Roughness Ra [µm] | Achievable Roughness Ra [µm] | ||
|---|---|---|---|---|
| Laser Operation Mode | ||||
| Pulsed [49] | Continuous [49] | Modulated | ||
| 15 f | 18.6 | 0.50 | 0.47 | 0.19 |
| 30 f | 13.6 | 0.37 | 0.59 | 0.17 |
| 45 f | 10.7 | 0.35 | 0.45 | 0.17 |
| 45 b | 19.2 | 0.28 | 0.55 | 0.26 |
| 60 b | 8.0 | 0.29 | 0.36 | 0.16 |
| 60 b | 13.6 | 0.33 | 0.42 | 0.18 |
| 75 f | 8.2 | 0.25 | 0.35 | 0.13 |
| 75 b | 10.6 | 0.25 | 0.29 | 0.16 |
| 90 f/b | 8.2 | 0.31 | 0.36 | 0.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hofele, M.; Roth, A.; Schanz, J.; Neuer, J.; Harrison, D.K.; De Silva, A.K.M.; Riegel, H. Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power. Micromachines 2021, 12, 1332. https://doi.org/10.3390/mi12111332
Hofele M, Roth A, Schanz J, Neuer J, Harrison DK, De Silva AKM, Riegel H. Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power. Micromachines. 2021; 12(11):1332. https://doi.org/10.3390/mi12111332
Chicago/Turabian StyleHofele, Markus, André Roth, Jochen Schanz, Johannes Neuer, David K. Harrison, Anjali K. M. De Silva, and Harald Riegel. 2021. "Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power" Micromachines 12, no. 11: 1332. https://doi.org/10.3390/mi12111332
APA StyleHofele, M., Roth, A., Schanz, J., Neuer, J., Harrison, D. K., De Silva, A. K. M., & Riegel, H. (2021). Laser Polishing of Additive Manufactured Aluminium Parts by Modulated Laser Power. Micromachines, 12(11), 1332. https://doi.org/10.3390/mi12111332