1. Introduction
Filler selection is very important in determining the important properties of a composite. Properties such as the stiffness or rigidity, tensile, abrasion resistance, and impact force of a composite are developed after the addition of fillers to the matrix. They are also called strengtheners because they hold a major role in strengthening the composites. In the field of filler filled polymer composites, there is no restriction on the usage of type of filler. Among the broad range of materials available as fillers, the relatively simple chalks and limestones to complex rare-earth magnetic powders can be used as fillers. Even, apparently, mundane and relatively inexpensive fillers can vary in subtle, but important, ways according to their precise origin and method of manufacture, thus adding their interest to the scientific and technological mind. The first step in the process of wear is the selection of the base polymer to be used. This choice will be determined principally by the end-product specification and/or service conditions. This will stipulate such conditions as upper and lower load, abrasive distance, and level of dry or wet, mechanical, etc. This task requires a comparison of the basic properties of the polymer types available with a view to make a selection on an economic basis.
Still there are certain areas where polymers alone cannot satisfy the extreme wear condition environment. To solve this reinforcement in form of fiber/filler or combination may be added to the polymer. Different researchers have analyzed the diverse fillers included with the polymers, and the characteristics of the resins were greatly improved. Iskender Ozsoy et al. [
1] evaluated the effect of the large and small size filler content ratios of the mechanical characteristic of polymer composites. Micron size fillers of aluminum oxide, TiO
2, and fly ash were put in at a percentage of ten to thirty by weight. Nano size fillers of aluminum oxide, TiO
2, and nano clay were included by two to ten weight proportions. They examined that the mechanical characteristics of the filled composites amplified with rising large and small size filler content. Singh et al. [
2] evaluated and estimated the mechanical and erosive wear features of TiO
2 and ZnO filled woven E-glass fiber-based vinyl ester composites. They concluded that TiO
2 filled composites were examined to achieve better success than a zinc oxide filled matrix in an erosive wear environment.
Choi et al. [
3] compared the tensile strength of the nano TiO
2, filled and unfilled, epoxy composites. The crack resistance of the TiO
2 significantly improved the tensile strength of the nano TiO
2 filled over that of pure epoxy. They also investigated the effect of particle size on the mechanical properties of the TiO
2-epoxy nano composites.
Ramesh et al. [
4] studied the mechanical performance of diverse micro modifiers such as Al
2O
3/SiO
2/TiO
2 with equal wt% for glass fiber/epoxy hybrid composite. They examined that alumina modified epoxy composite exhibited better mechanical characteristics compared to the other modifiers. The mechanical and thermal characteristics of glass fiber reinforced polymers were significantly improved after the accumulation of 7.5 wt% of basalt powder [
5].
Sarkar et al. [
6] examined tribological (sliding) wear of woven glass epoxy composites packed with Aluminum granular. Among the different wt% (5, 10, 15, and 20 wt%) of Al powder, the 5 wt% Al filled composite acquiesces less friction coefficient and better wear resistance. Fillers are added to both thermoplastic [
7,
8,
9,
10] and thermosetting [
11,
12,
13,
14,
15,
16] resins to progress the mechanical characteristics, as well as tribological characteristics, of the composites. Characterization of TiO
2 filled epoxy composites under sliding wear has been executed by Siddhartha et al. [
17]. In their research, an experimental approach, based on Taguchi’s parameter design, was employed to evaluate the outcome of different factors and their relations.
Pervez et al. [
18] optimized the performance characteristics of nano TiO
2 filled HDPE composites. They concluded that the percentage of nano-TiO
2 filler was the most significant control factor by using the ANOVA Technique. For fabrications of optimum quality, the Grey relational analysis was chosen to optimize the operating conditions.
The scientific writings of the published journals examined that TiO
2 composites have been used for wear resistance applications. As per various literature outcomes, no author endeavored the work on two-body abrasive wear of TiO
2 filled glass fabric reinforced epoxy composites. In the current work, the interaction of parameters was investigated using the Taguchi method. Kumar et al. [
19] analyzed the Taguchi scheme to establish the process parameter for the load and stress of wood dust reinforced polymers. With the assistance of the Taguchi technique, the outcome of load, abrading distance, sliding speed, and percentage of filler on the abrasive wear of the filled composite was studied [
20]. Swain et al. [
21] calculated the parametric analysis of abrasive wear by using the Taguchi experimental design for the three-body abrasive wear of jute fabric incorporated epoxy composites. The optimal conditions to minimize the shrinkage of talc and glass fiber reinforced polypropylene composites were obtained through ANOVA, the Taguchi method, and regression analysis. The authors identified that reinforcement type had a major influence on shrinkage compared to other factors [
22].
The effects of different wear parameters on the sliding wear performance of AA6063/SiC co-continuous composite were analyzed by using Taguchi optimization method. The ANOVA technique is used to identify the most significant factor for the wear behavior of composites [
23]. Different researchers analyzed the mechanical and wear characteristics of the composite, and the various process parameters and their interactions were examined by using the Taguchi method.
In the current research work, TiO
2 was added as filler for the epoxy composites. How much amount required is the big question to be answered. If the particle size is small, a minimum weight percentage is required [
24]. If the particle size is larger, a high amount of weight of percentage is added for the improvement of properties. Therefore, the optimum filler content has to be determined. To solve this, the multi-criteria decision method (MCDM) is used. This method is used to solve the problem by dividing large into smaller sections, and the researchers analyze it to sort out the topics with sensible result. MCDM is reliable, very easy to pertain, and has several techniques. Material scientists use these techniques to work out the problems of options of site, supply chain, and selection of materials for the concept of mechanical network [
25]. Keshavarz et al. [
26] showed that the EDAS method is more competent than the Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) method with respect to the defined rank reversal measure.
Kumar et al. [
27] develops an MCDM hybrid approach for selecting the best femoral component of total knee replacement. The final rank of the selection of material was achieved by combining the five MCDM methods. Among the five different methods, EDAS was one of the methods used to find the rank of materials for total knee replacement.
On account of the above: the current work contracts with the optimization of filler content on the two-body abrasive wear of the TiO2 filled glass-fiber reinforced polymer composites by using the Taguchi technique. EDAS is used to determine the best filler content to progress the mechanical and abrasive characteristics of the filler filled composites
There are various MCDM methods available to determine the best option from the list of materials. The unique method of EDAS is the rank reversal measure over the other methods. In order to identify the best filler content, EDAS, a MCDM technique, is used for TiO2 filler filled epoxy composites. From the literature review, it is understood that the optimum filler ratio for TiO2 filled epoxy composites, and the combined Taguchi and EDAS, is not applied for filler filled composites. In this regard, the current work focuses on the investigation of the effects of different factors like load, speed, and distance on the abrasive wear behavior of TiO2 filled glass fiber reinforced epoxy composites. The objective is to have a more significant factor of their performance on the above-mentioned parameters by using Taguchi technique. The effect of the addition of TiO2 on the mechanical properties (like tensile, compression, impact, and inter laminar shear strength) was also studied.
3. Results and Discussion
The density of the composite after fabrication is measured by using the Archimedes principle (buoyancy method). Archimedes principle states that a body immersed in a fluid apparently loses weight by an amount equal to the weight of the fluid it displaces. This method allows determination of the density of solids. The weight of the composites was measured in air and then in water. The density of the composite is calculated by using the following expression.
where,
ρ = density of composites
A = weight of composites in air
B = weight of composites in water
= density of water (0.99567 g/cm3)
ρL = density of liquid displaced
It may be noted that the composite density values, calculated theoretically from weight fractions using Equation (8), are not in agreement with the experimentally determined values. Theoretical densities were calculated by Equation (9)
where,
w and
ρ represent the weight fraction and density, respectively. The suffix
f,
m and ct stand for the fiber, matrix, and the composite materials, respectively. The fabric content of composite samples is determined by a resin burn-off test according to the ASTM D3 171 specifications. The burn-off experiments were done for the composites to determine the mass content of resin and fiber. The wt% fabric (x) is determined from the following Equation (10),
where,
w and
ρ represent the weight fraction and density, respectively. The suffix
f,
m and ct stand for the fiber, matrix, and the composite materials, respectively. The fabric content of composite samples is determined by a resin burn-off test according to the ASTM D3 171 specifications. The burn-off experiments were done for the composites to determine the mass content of resin and fiber. The wt% fabric (x) is determined from the following Equation (10),
where
0 and
are the initial weight and weight after the matrix burn-off, respectively. Void content is calculated from the difference between theoretical density and actual density.
The theoretical and measured densities of all composite samples, along with the corresponding weight fraction of voids, are presented in
Table 3.
It is clear from
Table 3 that the 3.59% of voids in unfilled G-E composites is small compared to the filled one, this may be due to the absence of filler. With the addition of filler content more voids are found in the composites and with 2, 4, & 6 wt% of TiO
2 as filler. The fraction of voids is also found to be increasing by increasing the weight percentage of filler. Generally, the density of a composite depends on the relative proportion of matrix filler and reinforcing materials. In the present work, an increase in filler content leads to an increase in density for the composites.
The void content is the cause for the difference between the values of actual density and the theoretically calculated one. The voids significantly affect some of the mechanical properties and even the performance of composites in the place of use. The knowledge of void content is desirable for estimation of the quality of the composites. It is understandable that a good composite should have fewer voids. However, presence of void is unavoidable in composite making particularly through hand-lay-up route.
The mechanical test confirmed that the incorporation of TiO
2 powder in glass fiber reinforced polymer has exposed hopeful results. All the mechanical characteristics tested were tabulated in
Table 4.
Table 4 provides the data of the mechanical test results of the tested specimens. The tensile test was carried as per ASTM D 3039. Compression tests of the filled and unfilled composites were done as per ASTM D 695. The interlaminar shear strength test was conducted as per ASTM D2344-84 and span to depth ratio for specimen was at 5:1. For an impact test, the specimen measuring 55 mm × 12.7 mm × 2.5 mm was cut by the diamond tipped cutter. All the impact tests were conducted as per ASTM D 256. For the compression strength, there is an increase in value after the 2 wt% addition of TiO
2. This may be due to the combined action of filler and powder, which leads to the better load bearing capability of the composites during compression. Because of stress, due to compression, it performs closing cracks and defects formed in the composites [
28]. Higher amount of filler is not able to provide the closing crack mechanism due to lack of space to occupy. Hence, GC6 with 6 wt% TiO
2 particle content has less value compared to GC4 and GC2. This may also be owing to unequal distribution of powder at elevated filler amount. Uniform distribution did not simply occur for GC6 & GC4 composites due to the reduced inter particle distance [
29].
The results of calculations carried out according to the proposed methodology, based on the EDAS method, are summarized in
Table 5,
Table 6,
Table 7,
Table 8 and
Table 9. The positive distance from average were calculated and mentioned in
Table 5. The weighted sum of PDA is calculated as per the procedure and the values are presented in
Table 6. Similarly, Negative Distance from Average and weighted are calculated and mentioned in
Table 7 and
Table 8. The average solution of each characteristic is attained and presented in
Table 5. According to the credence of attributes, the weighted positive distances from average solutions are concluded in
Table 6.
Table 7 indicates the other values of the negative distance from average solution. Based on the appraisal score of each alternative AS
i value, the ranking order was determined, and a “GC2” was recognized as the best alternative to enhance wear resistance for TiO
2 filled epoxy composites, and the alternatives are ranked as follows: GC > GC6 > GC4.
The EDAS method is very practical in conditions with the contradictory attributes, and the best alternative is chosen by calculating the distance of each alternative from the optimal value. The EDAS method is applied in the evaluation of airline services, solving air traffic problems and personnel selection.
3.1. Analysis of Control Factors
Measure of confidence is analyzed by using an analysis of variance technique called ANOVA. By this method, the data cannot be directly analyzed but used to determine the variance of the data. The L
9 orthogonal array is used to govern the outcome of a variety of control factors. By using Minitab software, data analysis was executed.
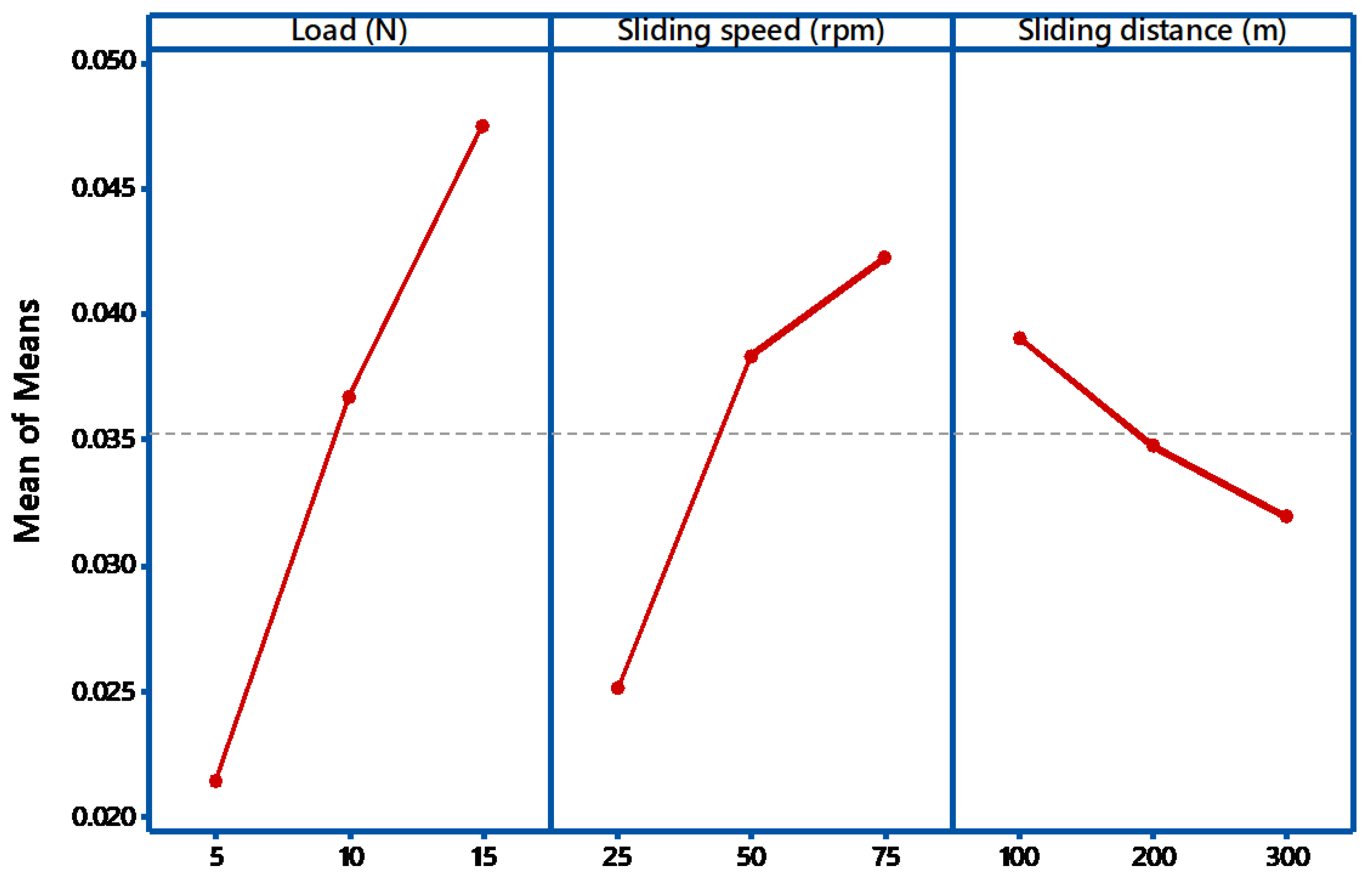
Table 10 and
Table 11 indicates the response table for S/N ratio and means, respectively.
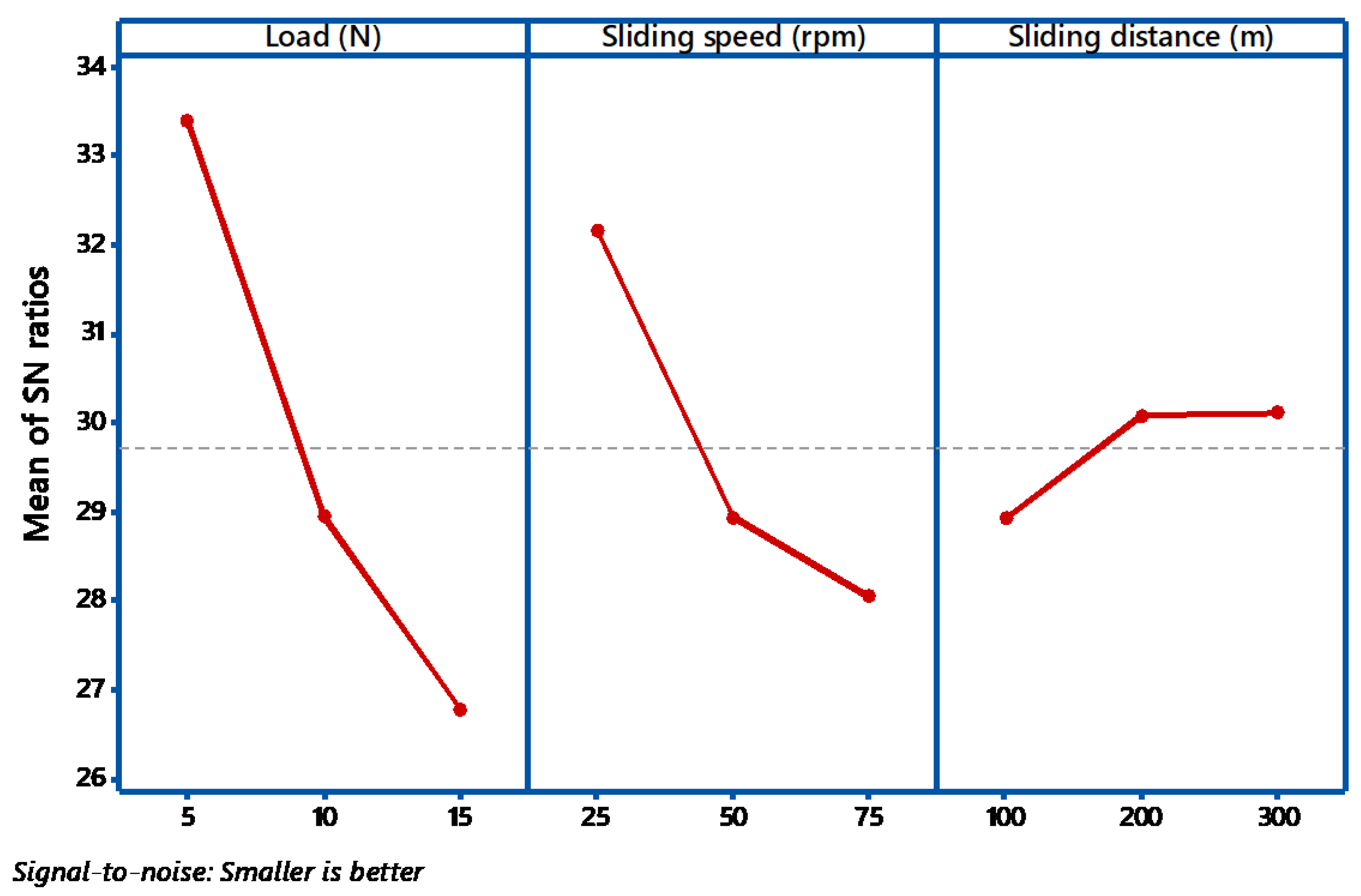
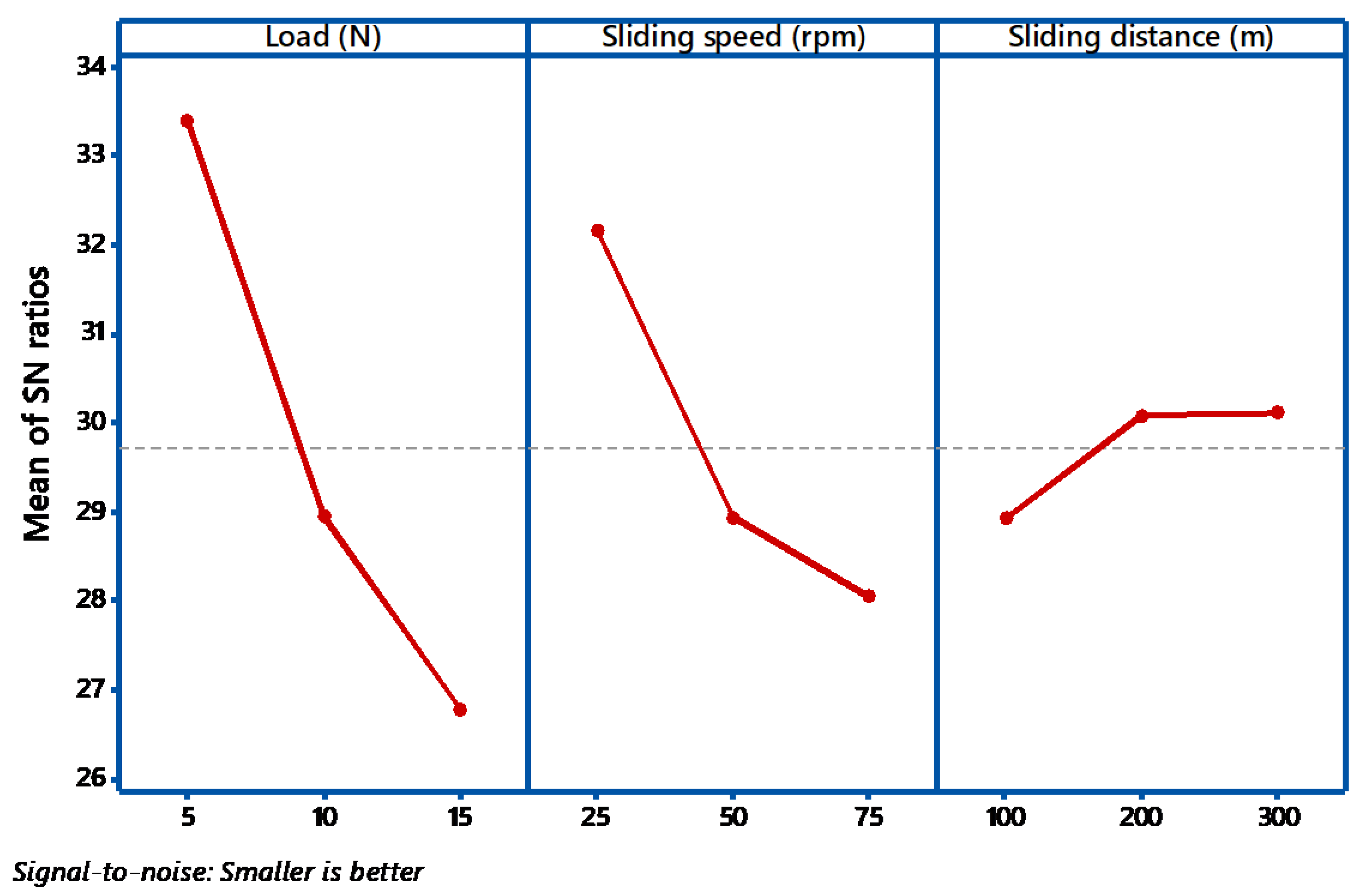
The S/N ratio on the wear loss during abrasive wear is exposed in
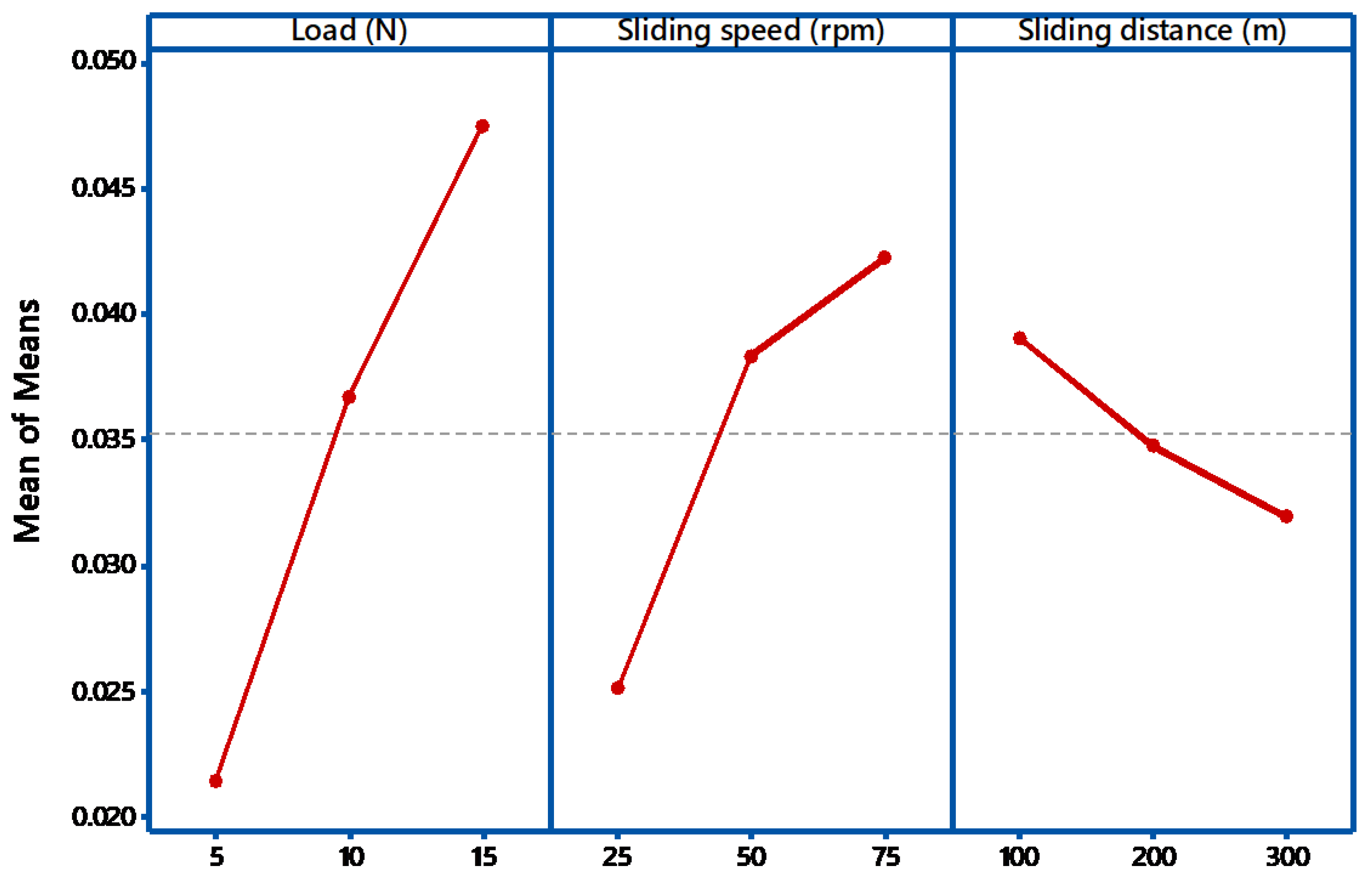
Figure 3. It shows how the Signal to Noise ratios are employed to calculate the main effects, in addition to the estimated performance, at the most favorable state. During the abrasive wear test, if there is a little alteration in the parameter, then it has a direct control on the wear behavior. All the three factors have minimum value say 25 for load and 75 for speed. If the observed graph is horizontal, then the factor is less significant. In this case from
Figure 3 and
Figure 4, all the graphs are not nearly horizontal. In the main effects plot for S/N ratios, the mean of S/N ratios for each factor category is plotted against the test level for each factor. A horizontal dotted line is drawn for all the graphs of the main effect. From ANOVA analysis, if the angle of inclination is more, with respect to the reference, then that factor has considered to be most significant [
30]. From the
Figure 3, it is examined that load factor has the maximum inclination compared to other factors. Similarly, if there is less inclination, then it has very slight significance, so in our case, the sliding speed has slight significance. If the curve is almost parallel to the reference line, then it indicates no significance. From the plot, it is clearly identified that sliding speed has no noteworthy effect on the weight loss of the composites. From the main effects plot, it is perceived that applied load has a significant influence on wear, followed by sliding speed and sliding distance. Similar results were obtained by Nayak et al. [
31]. In evaluating the result at the most favorable circumstance, the factors responsible for the significant contributions are incorporated. From the results obtained, load dominates the rank 1, followed by sliding speed and sliding distance.
Table 12 illustrated the o/p of the ANOVA with the weight loss of TiO
2 filled composites of parameters such as load, sliding speed, and sliding distance. NOVA results are framed to split up the individual effects from all of the parameters. The percentage role of each parameter is computed and tabulated in
Table 12. The order of significant parameters is also calculated and presented in the last column of
Table 12. Percentage contributions offer an enhanced signal of the control of individual factors. With the results obtained from
Table 12, the ANOVA results in relation to weight loss show that load has the highest significant contribution of 61.6% with the
p-value of 0.074, pursued by sliding speed with 28.8% contribution and the
p-value of 0.145. Significance level of the parameters is also checked with the help of the
p-value. Basically, the value of P lies between 0 and 1. If the obtained
p value is small, then the parameter has a statistically significant output on the weight loss of the composites. It can be calculated as the ratio of Adj
SS to the total value of Adj
SS.
Table 12 presented the model summary of the parameters with R-sq as a regression coefficient. Regression coefficient indicates that the output data is close in order to fit the regression line. The calculated R-sq value is 95.09% which represents that the data obtained are significant. The value of R-sq 0.8035 provides an excellent fit to the data. The value S represents the standard deviation of all the data points and relates the data and the fitted value points. If the obtained S is significantly less, it means the model describes the output in a better way.
The regression equation of wear loss (W) in g is conveyed in term of the un-coded values of the independent parameters in the Equation (12) given below:
This fitting equation is dependent on the wear parameters such as distance, sliding speed and load.
The wear loss is presented here to identify the best component for the abrasive wear environment. Minimum wear loss gives the good abrasive wear material. The role of this equation gives the major parameter that influences the wear loss of the tested specimens.
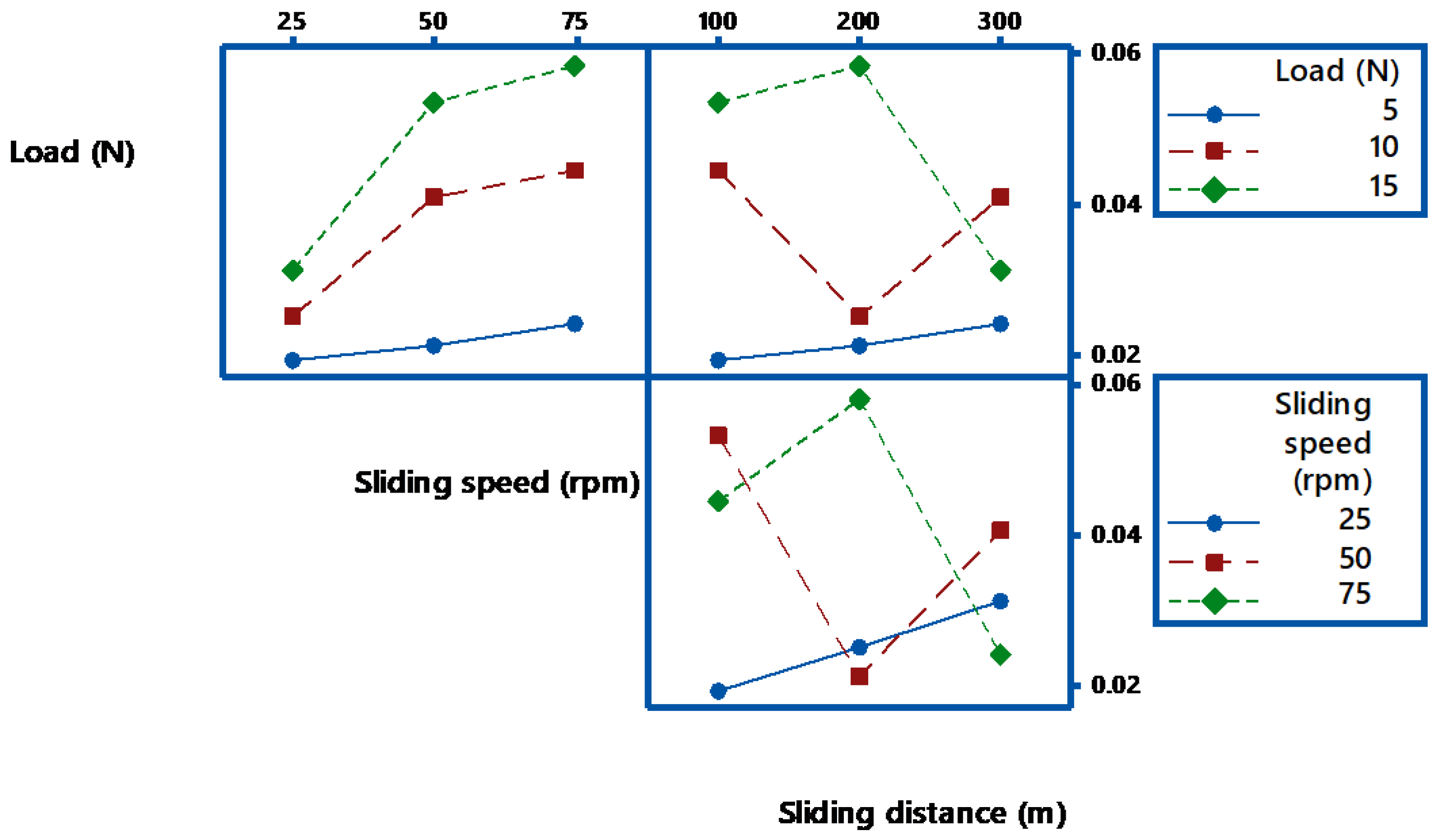
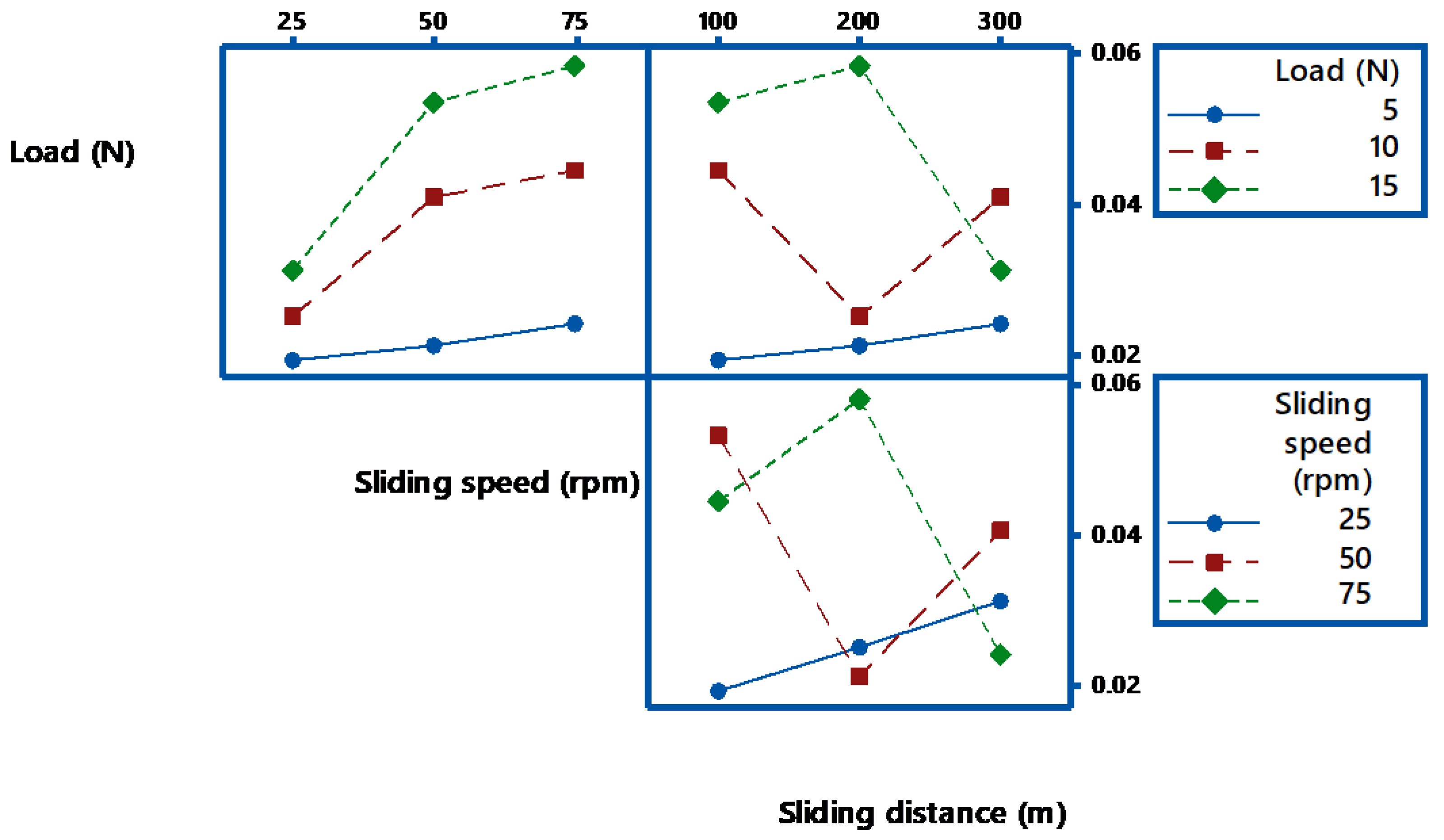
The interaction plots for wear loss are analyzed based on the non-parallelism of the parameter effects.
Figure 5 shows the interaction plot for wear loss. Generally, the lines of interaction of plots are not parallel there is a strong interaction between the factors. Contradict to this; there is a nominal interaction if they are parallel. From the interaction plots of
Figure 3, the lines are parallel indicates that there is a strong interaction between the applied load and sliding distance. It is observed that applied load (L) is the most influencing parameter for the wear characteristics of filled composites.
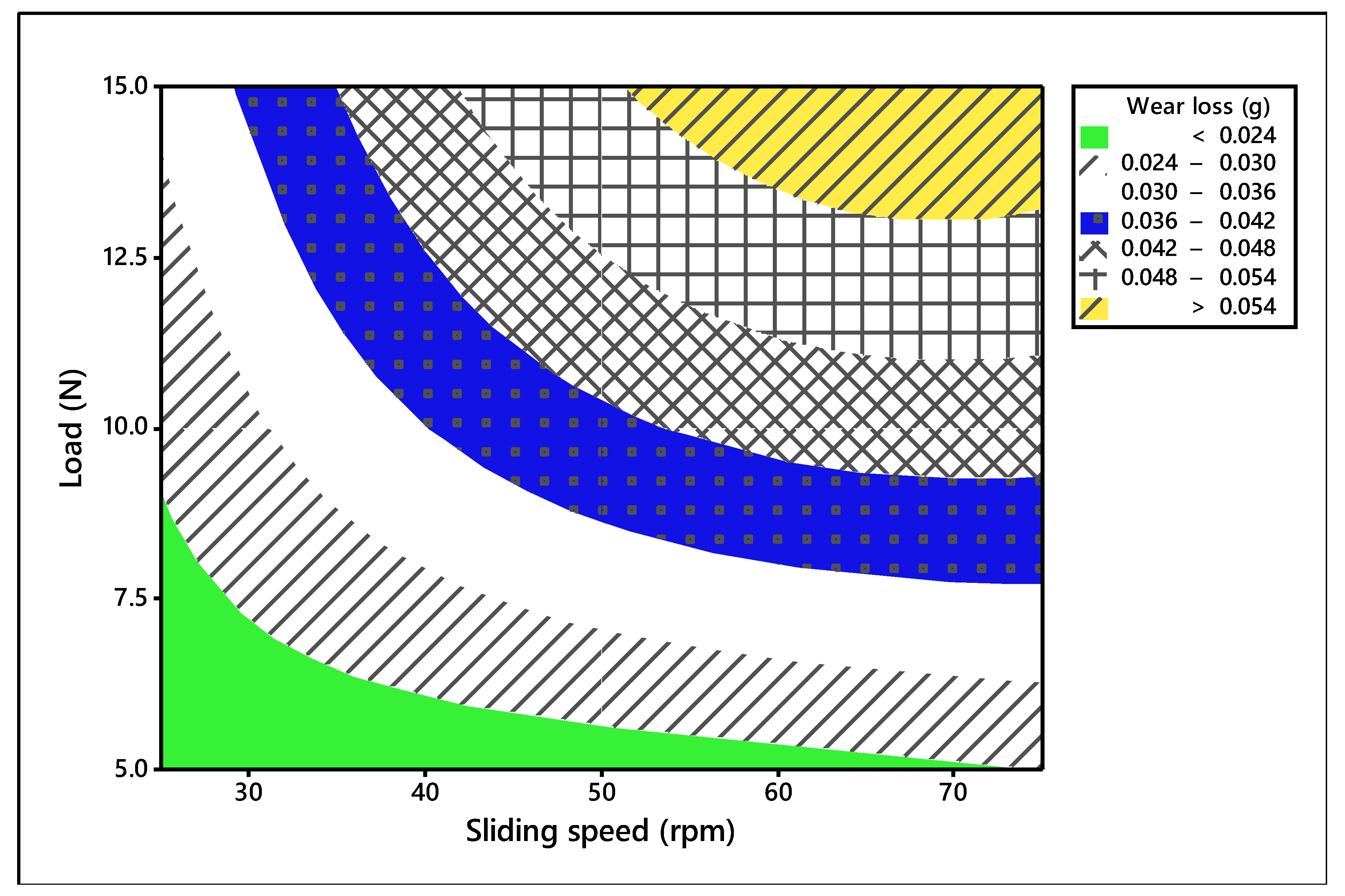
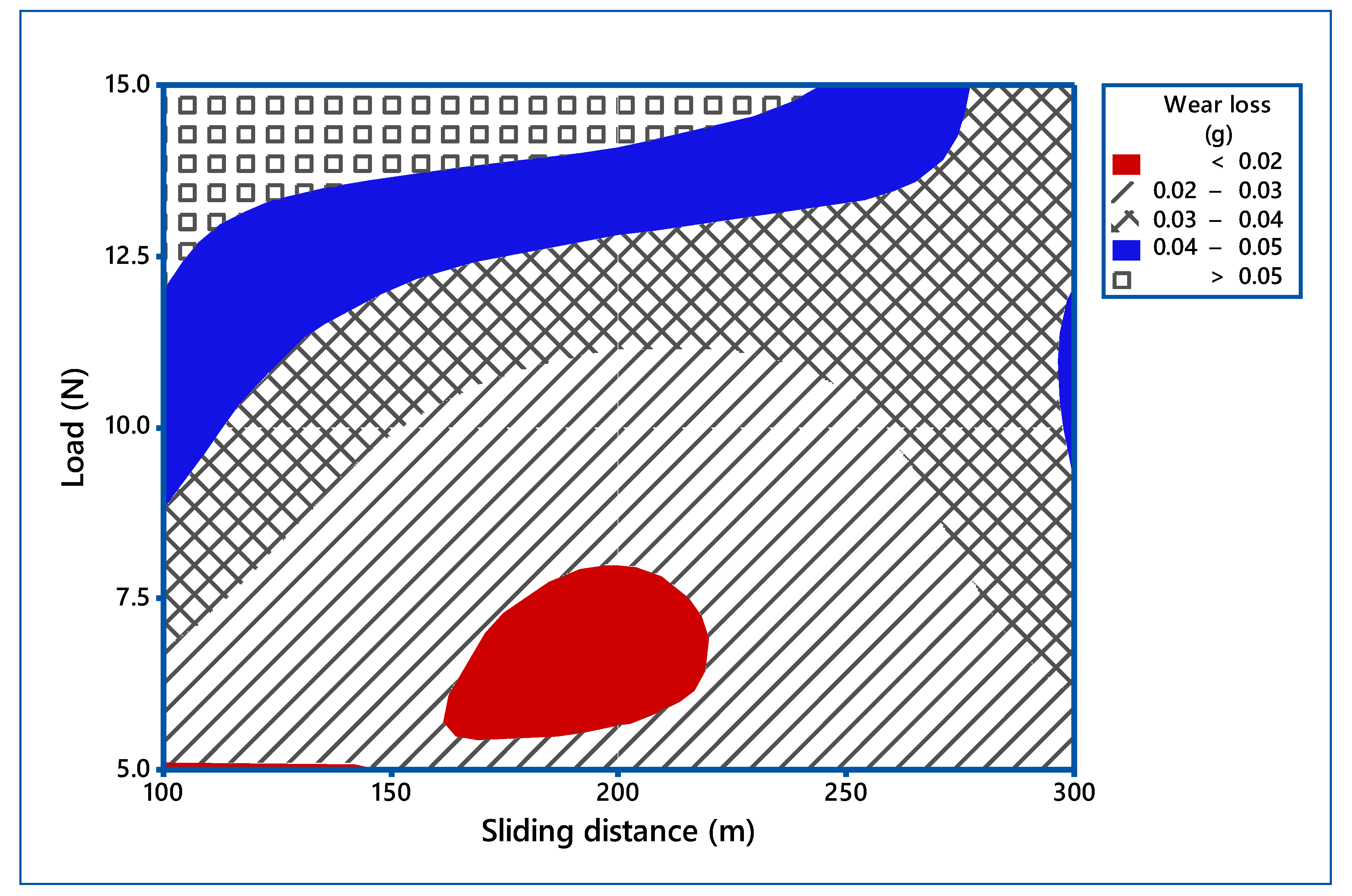
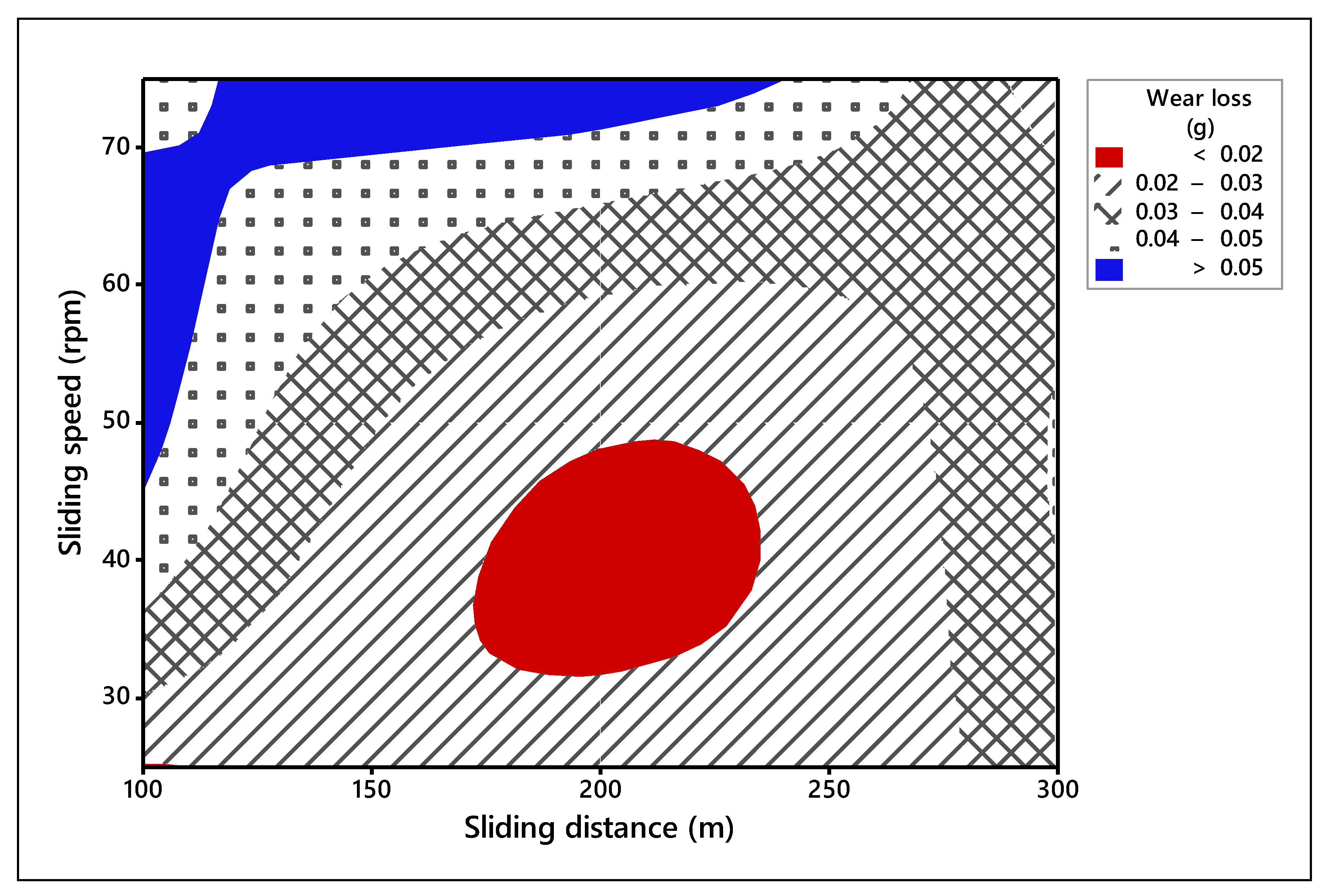
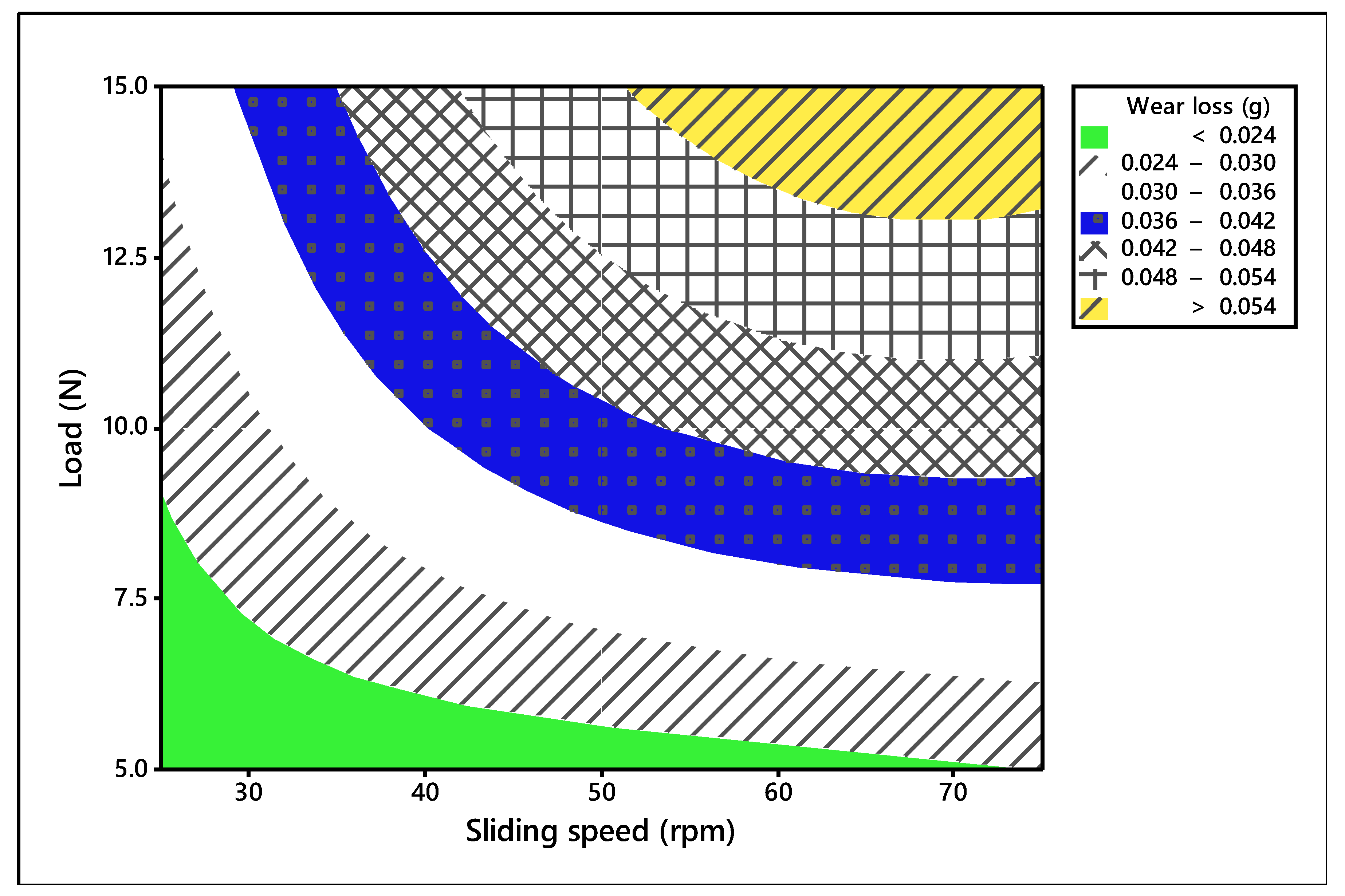
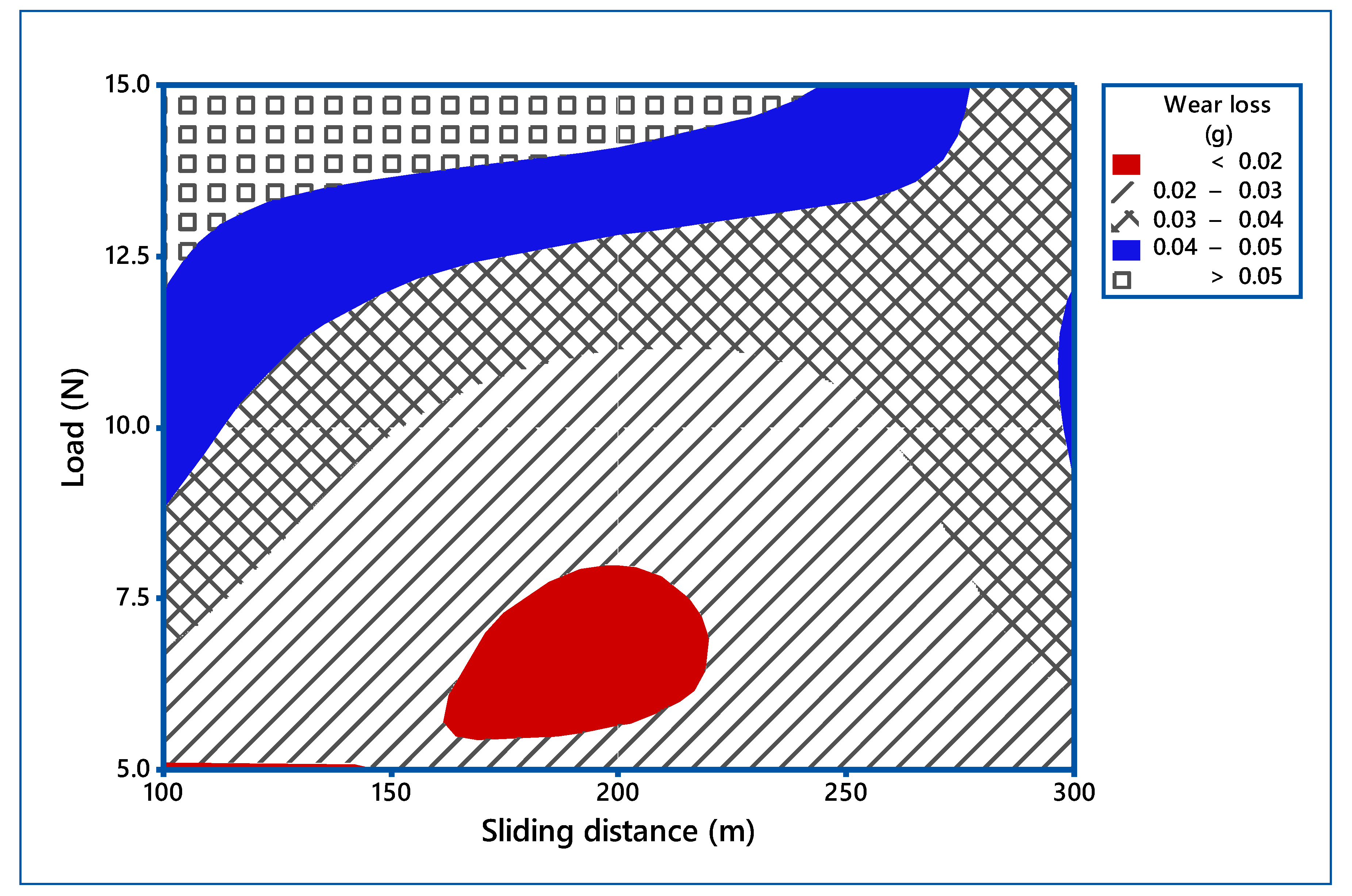
3.2. Influence of Process Parameters
The process parameters which influence the wear behavior on the TiO
2 filled GE composite have been evaluated using 3-D surface plots and 2-D Contour plots. The contour plots are based on three levels and two parameters in the
X and
Y-axis, as shown in
Figure 6,
Figure 7 and
Figure 8, and the shaded region shows the response of the wear. Contour plots depict wear regions, clearly based on interactions between abrasive wear test process parameters. It is noted from
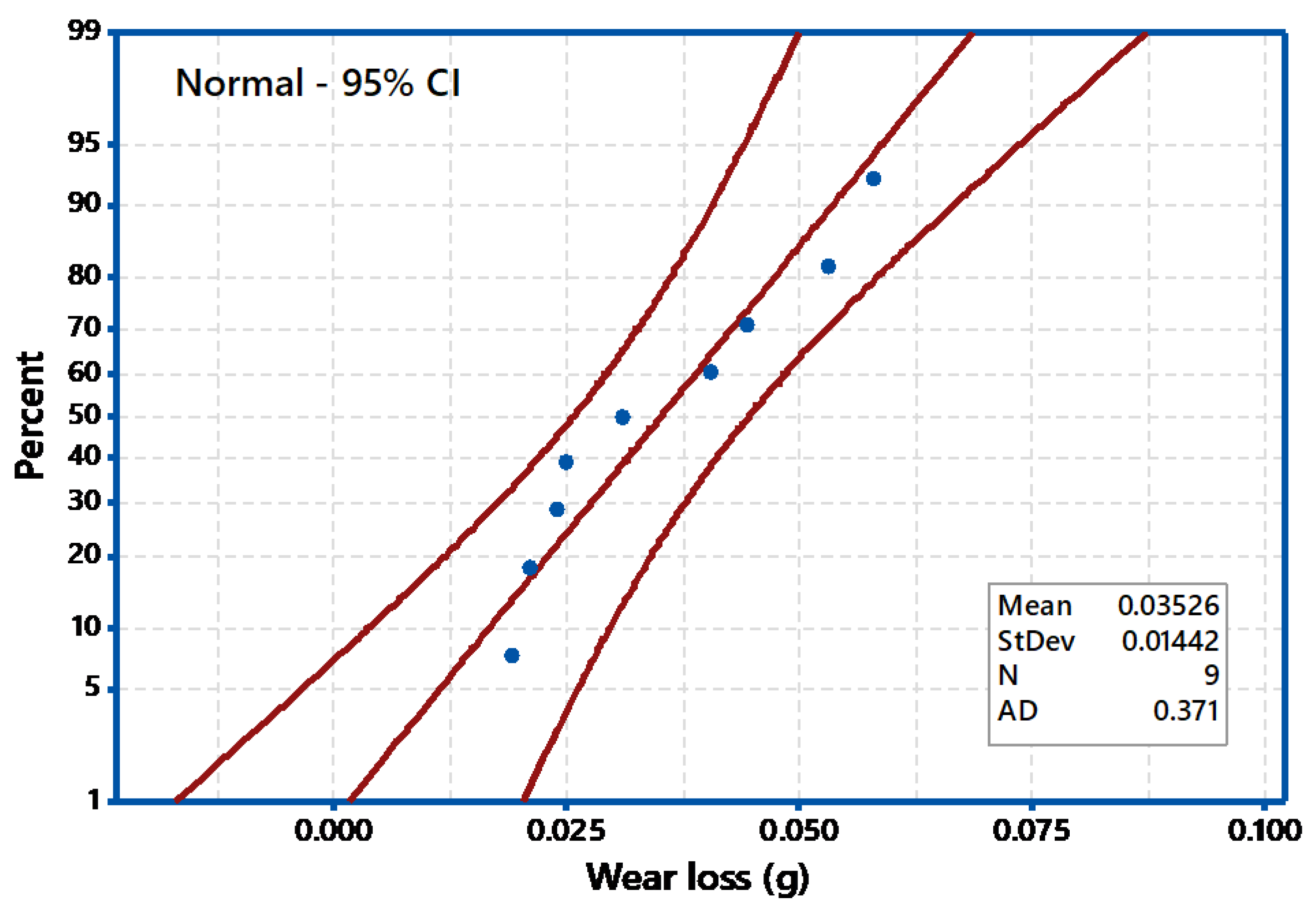
Figure 6 that sliding speed and applied load interaction contour plot signify that load applied less in quantity and reduced sliding speed produce less wear loss over abrasive surfaces. It is observed that whenever applied load is increased in wear test, it decreases the sliding speed of the disc. When the parameters increase from low level to high level, the wear of the composites is also enhanced under all test conditions. Additionally, other interaction effects of various parameters on wear are revealed in contour plots 8 and 9. Contour plots of wear confirm the same effect shown in ANOVA table. Hence, it is concluded from contour plots that interaction effect between applied loads and sliding speed dominates the wear loss of the abraded surfaces. The surface plot also indicated the same. The
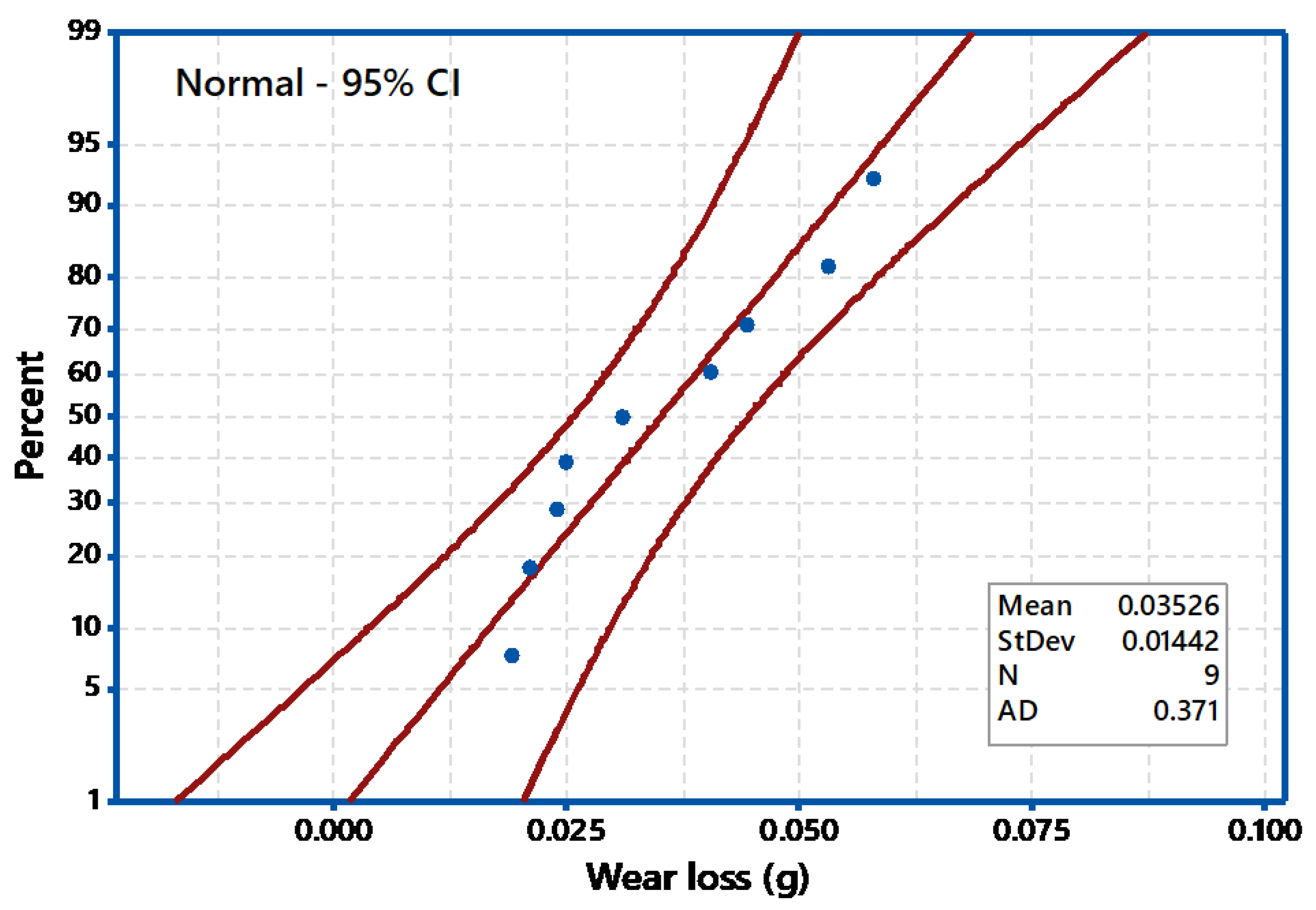
Figure 9 depicts the probability plot for wear loss of the TiO
2 filled composite.
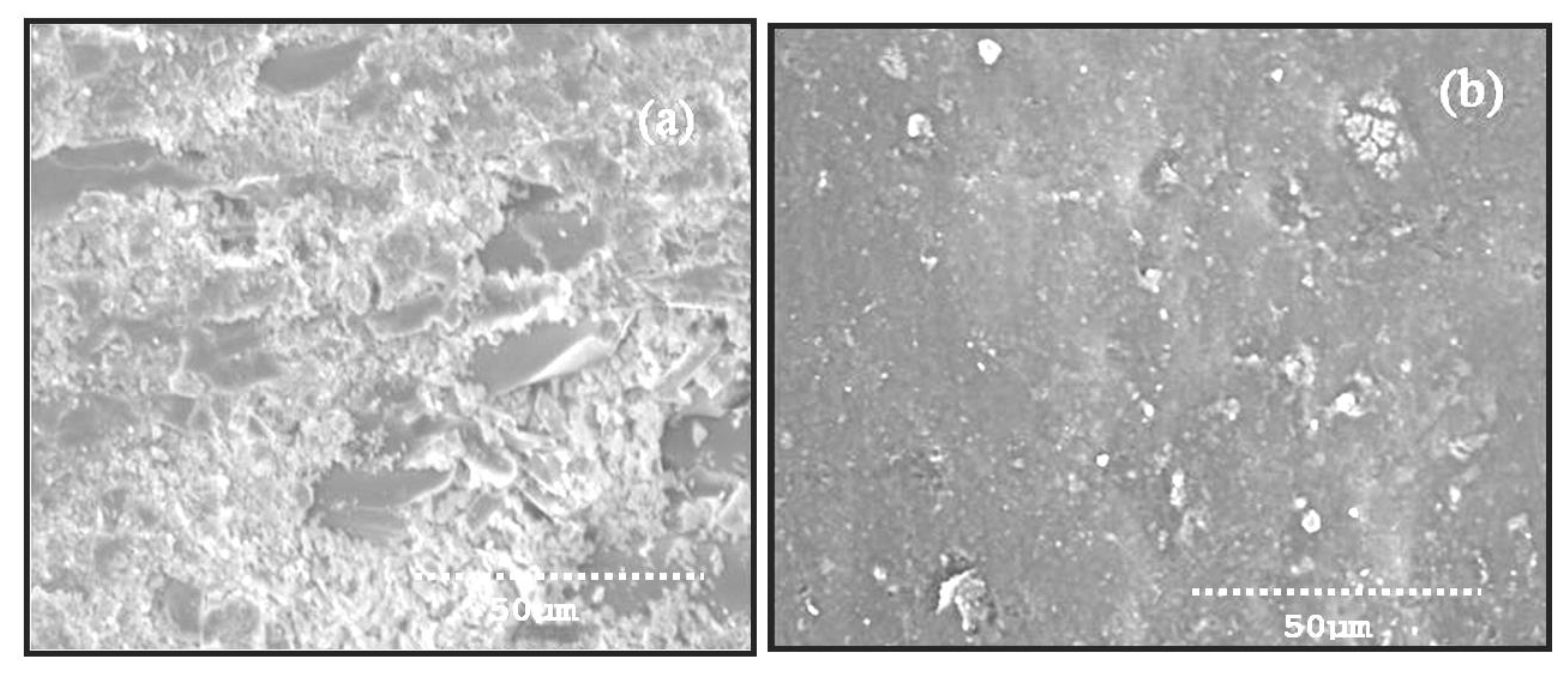
3.3. Worn Surface Morphology
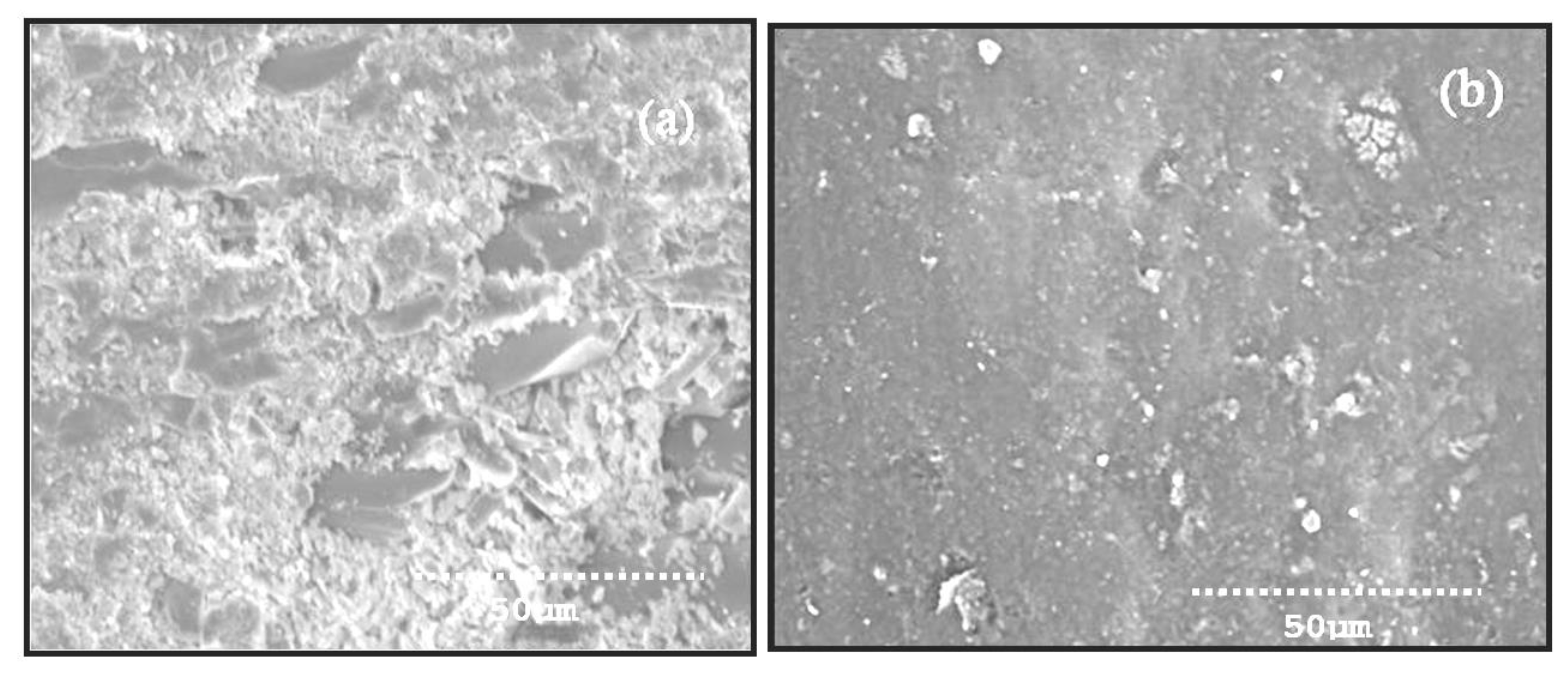
The SEM of the abraded composites was observed by using a modelS3000, V-1, HITACHI. The morphology characteristics of the abraded planes of GC and GC2 were shown in
Figure 10a,b.
Figure 10a signified that the exposure of fibers were observed to be more. Because of the sharp silicon, carbide particles easily penetrated into the weak resin surface and removed it during the abrasion process. The
Figure 10a displayed resin fracture, wear debris of broken fibers at all layers. This is due to that, at higher abrading distance, the combination of load and more contact time lead to pulverization of fibers. During abrasion of high loads, the contact time between the load and the fiber were increased which leads to the pulverization of fibers. Analogous consequences, such as deep furrows because of matrix removal, were acquired by Senthil et al. [
32]. The depth of furrows depends upon the ploughing action of sharp SiC abrasive particles in the abrasion condition. The failure mechanism of the GC composites takes place in the following manner: initially, fiber starts failure with micro-cracking and next, the breaking of fibers occurs, and finally, removal of fiber takes place. From
Figure 10a, a greater number of inclined fractures of fibers, and less attachment between fiber and resin, are visible on the worn surface of the GC composites. In general, surface boundary of GC composites signified additional fiber pulverization, and furthermore inclined breakage of fiber and less fiber matrix de-bonding [
33,
34,
35,
36,
37,
38,
39].
Figure 10b represents the worn surface of the GC2 composites at higher abrading distance. The amount of TiO
2 acts as a warrior to prevent damage to fiber and matrix during loading conditions. It is also evidenced from the
Figure 10b. The inclined fracture and matrix removal is less in GC2 composites as compared to GC composite under abrasive wear circumstances. In this case, there are considerable contacts between glass fiber and TiO
2 filled matrix, which has effects in good bonding. This effect is in accord with the SEM image (
Figure 10b). Additionally, matrix wear, inclined fiber fracture, and furrows are not noticed in GC2 composite. The wear mechanism of the GC2 composite indicates that, even during heavy loading and high abrading distance, a superior conjoin link is maintained between TiO
2 powder and resin. The fiber fracture and matrix damage is comparatively nothing, considering with the GC composite. The reason may be due to the presence of TiO
2 powder in the matrix, which strongly opposes the infiltration of SiC pieces during abrasion.


 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}