
Analysis of Styrene-Butadiene Based Thermoplastic Magnetorheological Elastomers with Surface-Treated Iron Particles


Abstract
1. Introduction
2. Materials and Methods
3. Results
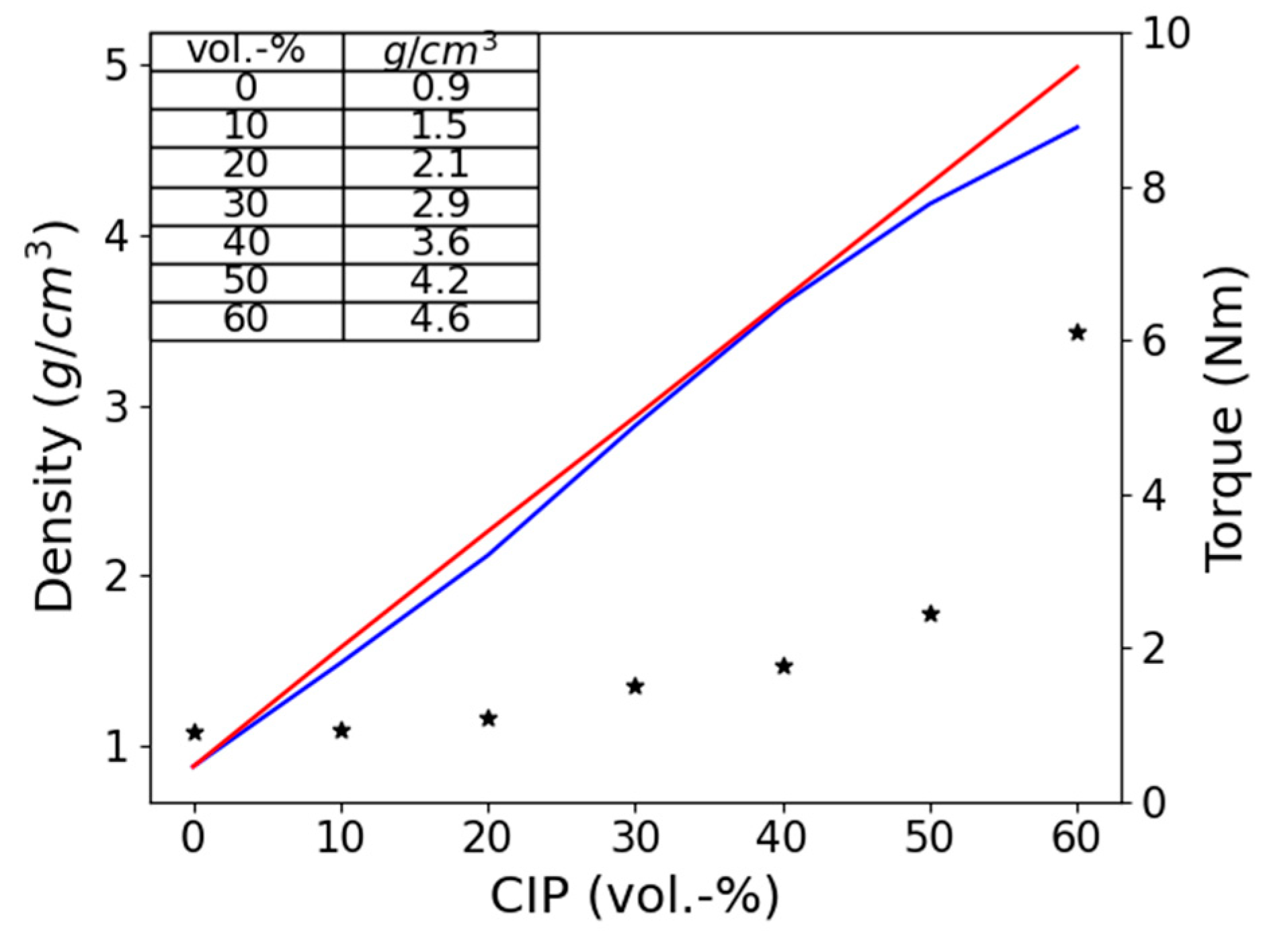
3.1. Effect of CIP Concentration
3.2. Flow Behavior at Meting Temperature of TPE Composites
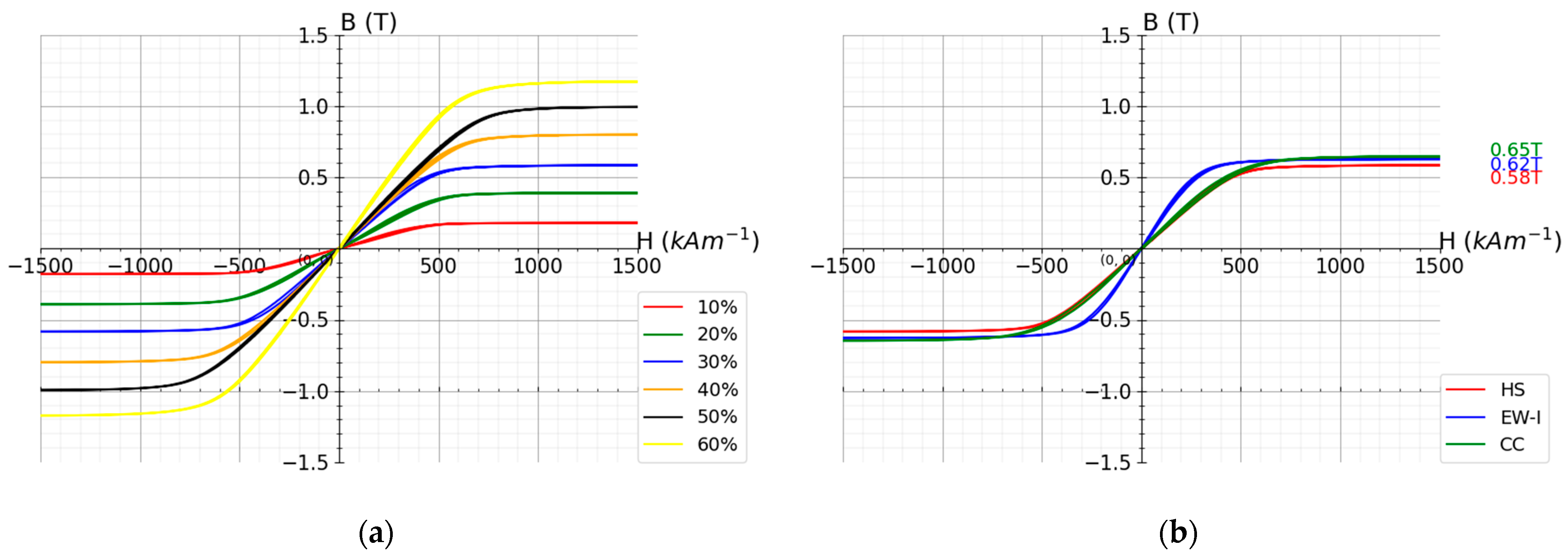
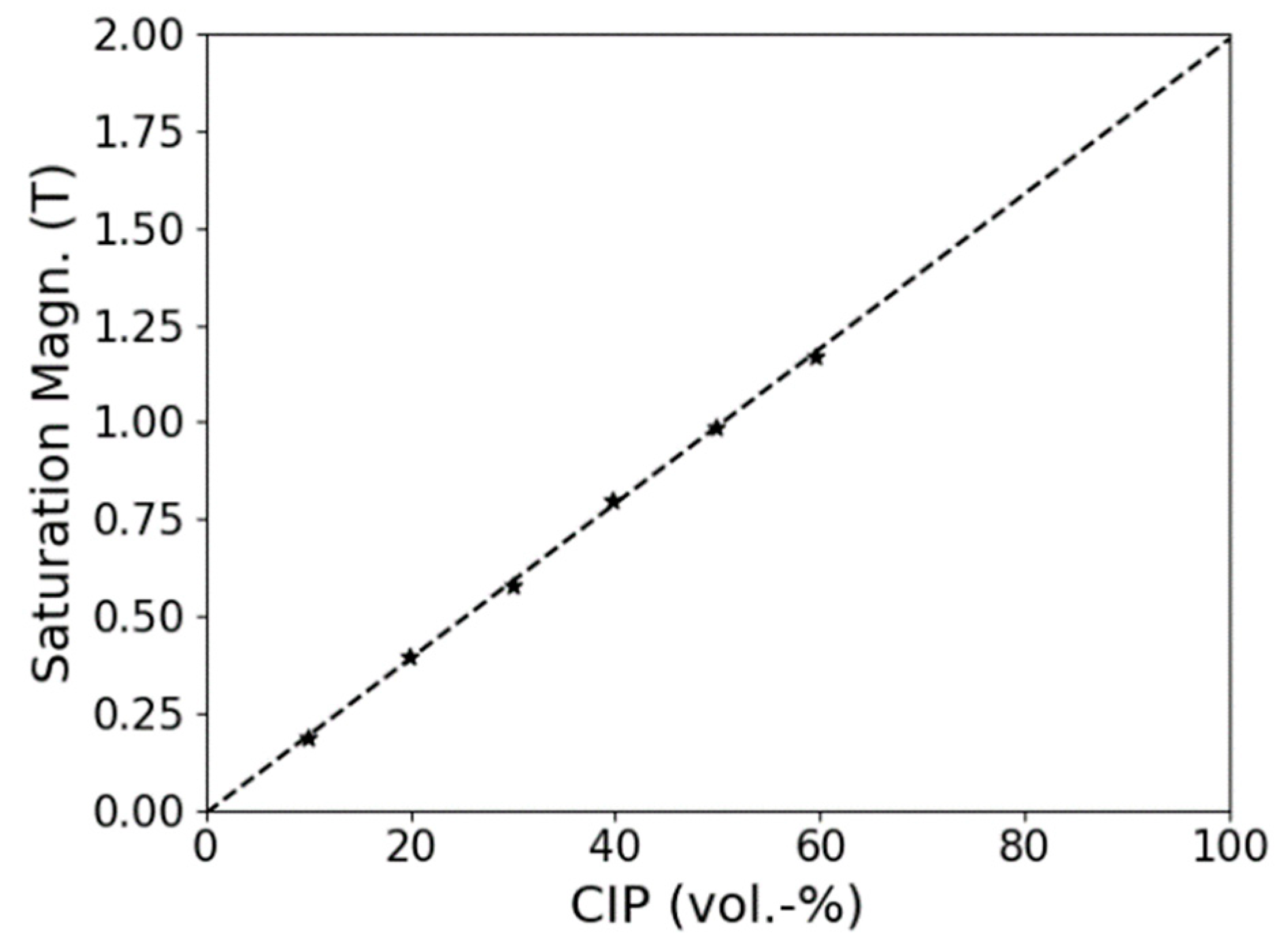
3.3. Magnetization Saturation of the CIPs
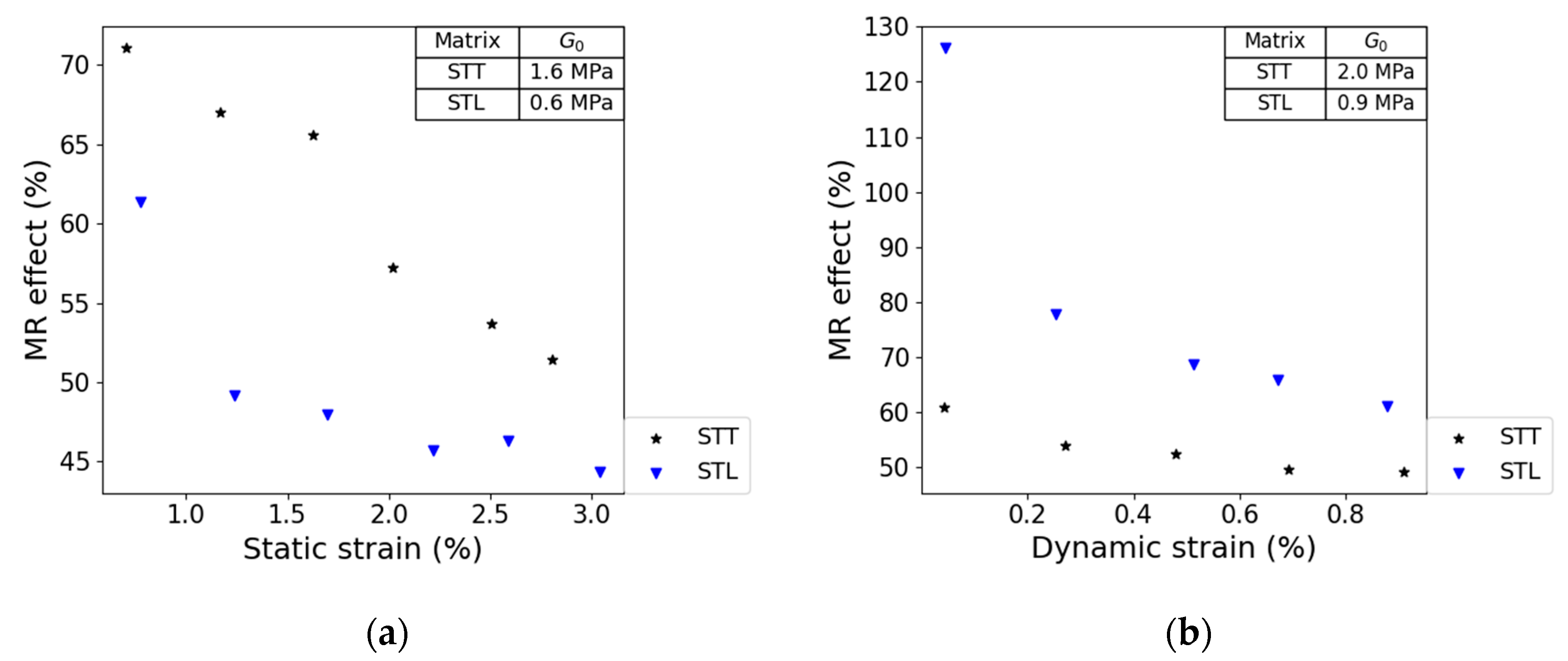
3.4. Effect of the Matrix Material
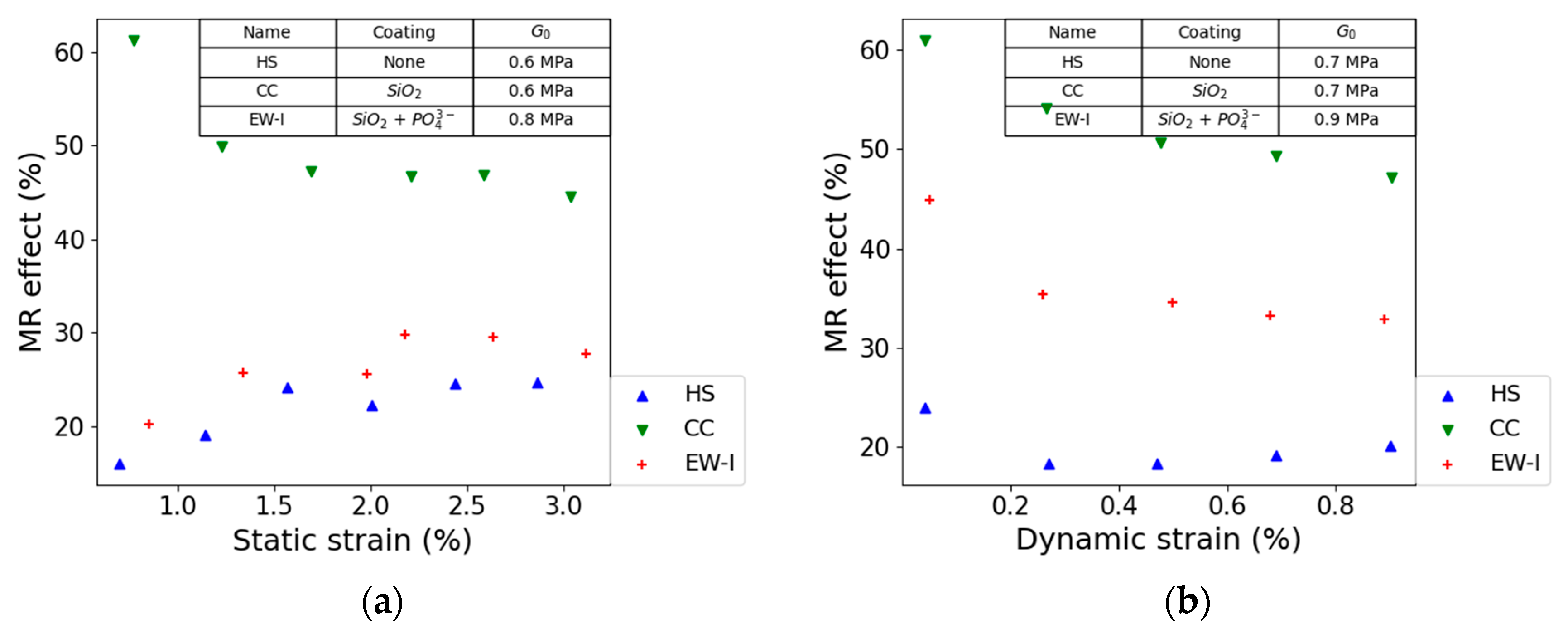
3.5. Effect of the CIP Surface Treatment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Appendix A

References
- Molchanov, V.S.; Stepanov, G.V.; Vasiliev, V.G.; Kramarenko, E.Y.; Khohlov, A.R.; Xu, Z.D.; Guo, Y.Q. Viscoelastic properties of magnetorheological elastomers for damping applications. Macromol. Mater. Eng. 2014, 299, 1116–1125. [Google Scholar] [CrossRef]
- Lee, C.W.; Kim, I.H.; Jung, H.J. Fabrication and Characterization of Natural Rubber-Based Magnetorheological Elastomers at Large Strain for Base Isolators. Shock Vib. 2018, 2018. [Google Scholar] [CrossRef]
- Yuan, L.; Sun, S.; Pan, Z.; Ding, D.; Gienke, O.; Li, W. Mode coupling chatter suppression for robotic machining using semi-active magnetorheological elastomers absorber. Mech. Syst. Signal Process. 2019, 117, 221–237. [Google Scholar] [CrossRef]
- Christie, M.D.; Sun, S.S.; Ning, D.H.; Du, H.; Zhang, S.W.; Li, W.H. A torsional MRE joint for a C-shaped robotic leg. Smart Mater. Struct. 2017, 26. [Google Scholar] [CrossRef]
- Tian, T.F.; Li, W.H.; Alici, G. Study of magnetorheology and sensing capabilities of MR elastomers. J. Phys. Conf. Ser. 2013, 412, 012037. [Google Scholar] [CrossRef]
- Li, W.; Kostidis, K.; Zhang, X.; Zhou, Y. Development of a Force Sensor Working with MR Elastomers. IEEE/ASME Int. Conf. Adv. Intell. Mechatron 2009, 233–238. [Google Scholar] [CrossRef]
- Phan, K.L.; Mauritz, A.; Homburgb, F.G.A. A novel elastomer-based magnetoresistive accelerometer. Sens. Actuators A Phys. 2008, 145. [Google Scholar] [CrossRef]
- Lokander, M. Performance of Magnetorheological Rubber Materials. Ph.D. Thesis, KTH, Fiber and Polymer Technology, Stockholm, Sweden, 2004; p. 54. [Google Scholar]
- Davis, L.C. Model of magnetorheological elastomers. J. Appl. Phys. 1999, 85, 3348–3351. [Google Scholar] [CrossRef]
- Mattias Lokander, B.S.; Reitbergerb, T. Oxidation of natural rubber-based magnetorheological elastomers. Polym. Degrad. Stab. 2004, 86, 467–471. [Google Scholar] [CrossRef]
- Lu, X.; Qiao, X.; Watanabe, H.; Gong, X.; Yang, T.; Li, W.; Sun, K.; Li, M.; Yang, K.; Xie, H.; et al. Mechanical and structural investigation of isotropic and anisotropic thermoplastic magnetorheological elastomer composites based on poly(styrene-b-ethylene-co-butylene-b-styrene) (SEBS). Rheol. Acta 2012, 51, 37–50. [Google Scholar] [CrossRef]
- Yu, M.; Qi, S.; Fu, J.; Zhu, M.; Chen, D. Understanding the reinforcing behaviors of polyaniline-modified carbonyl iron particles in magnetorheological elastomer based on polyurethane/epoxy resin IPNs matrix. Compos. Sci. Technol. 2017, 139, 36–46. [Google Scholar] [CrossRef]
- Zajac, P.; Kaleta, J.; Lewandowski, D.; Gasperowicz, A. Isotropic magnetorheological elastomers with thermoplastic matrices: Structure, damping properties and testing. Smart Mater. Struct. 2010. [Google Scholar] [CrossRef]
- Burgaz, E.; Goksuzoglu, M. Effects of magnetic particles and carbon black on structure and properties of magnetorheological elastomers. Polym. Test. 2020, 81, 106233. [Google Scholar] [CrossRef]
- Jin, Q.; Xu, Y.G.; Di, Y.; Fan, H. Influence of the particle size on the rheology of magnetorheological elastomer. Mater. Sci. Forum 2015, 809, 757–763. [Google Scholar] [CrossRef]
- Li, W.; Chen, J.; Gong, X.; Yang, T.; Sun, K.; Chen, X.; Li, W. Microstructure and magnetorheological properties of the thermoplastic magnetorheological elastomer composites containing modified carbonyl iron particles and poly(styrene-b-ethylene-ethylenepropylene-b-styrene) matrix. Smart Mater. Struct. 2012. [Google Scholar] [CrossRef]
- Małecki, P.; Królewicz, M.; Krzak, J.; Kaleta, J.; Pigłowski, J. Dynamic mechanical analysis of magnetorheological composites containing silica-coated carbonyl iron powder. J. Intell. Mater. Syst. Stuct. 2015. [Google Scholar] [CrossRef]
- Jolly, M.R.; Carlson, J.D.; Muñoz, B.C. A model of the behaviour of magnetorheological materials. Smart Mater. Struct. 1996, 5, 607–614. [Google Scholar] [CrossRef]
- Ginder, J.M. Rheology Controlled by Magnetic Fields. Digit. Encycl. Appl. Phys. 2003. [Google Scholar] [CrossRef]
- Howard, K.W.; Hodgson, K.T. Influence of pigment packing behavior on the adhesive requirements of aqueous paper coatings. J. Coat. Technol. Res. 2015, 12, 237–245. [Google Scholar] [CrossRef]
- Khorassani, M.; Pourmahdian, S.; Afshar-Taromi, F.; Nourhani, A. Estimation of critical pigment volume concentration in latex paint systems using gas permeation. Iran. Polym. J. 2005, 14, 1000–1007. [Google Scholar]
- Bossis, G.; Lançon, P.; Meunier, A.; Iskakova, L.; Kostenko, V.; Zubarev, A. Kinetics of internal structures growth in magnetic suspensions. Phys. A. 2013, 392. [Google Scholar] [CrossRef]
- Hass, K.C. Computer simulations of nonequilibrium structure formation in electrorheological fluids. Phys. Rev. E 1993, 47, 3362–3373. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Wu, J.; Ye, L.; Zeng, H. Mechanical properties and toughening mechanisms of polypropylene/barium sulfate composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 1199–1205. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TF1 STL | TF1 STT | |
|---|---|---|
| Density (g/cm3) | 0.87 | 0.89 |
| Hardness (Shore A) | 7 | 15 |
| Material Property | HS | CC | EW-I |
|---|---|---|---|
| Density (g/cm3) | 7.73 | 7.89 | 7.58 |
| d50 (µm) | 1.9 | 4.7 | 3.4 |
| Surface treatment | No | SiO2 | SiO2 + phosphate |
| Complex Viscosity at 170 °C (Pas) | Torque at the End of Mixing 170° (Nm) | |
|---|---|---|
| STT30HS | 184 | 0.1 ± 0.1 |
| STL30HS | 30,000 | 1.6 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tagliabue, A.; Eblagon, F.; Clemens, F. Analysis of Styrene-Butadiene Based Thermoplastic Magnetorheological Elastomers with Surface-Treated Iron Particles. Polymers 2021, 13, 1597. https://doi.org/10.3390/polym13101597
Tagliabue A, Eblagon F, Clemens F. Analysis of Styrene-Butadiene Based Thermoplastic Magnetorheological Elastomers with Surface-Treated Iron Particles. Polymers. 2021; 13(10):1597. https://doi.org/10.3390/polym13101597
Chicago/Turabian StyleTagliabue, Arturo, Fernando Eblagon, and Frank Clemens. 2021. "Analysis of Styrene-Butadiene Based Thermoplastic Magnetorheological Elastomers with Surface-Treated Iron Particles" Polymers 13, no. 10: 1597. https://doi.org/10.3390/polym13101597
APA StyleTagliabue, A., Eblagon, F., & Clemens, F. (2021). Analysis of Styrene-Butadiene Based Thermoplastic Magnetorheological Elastomers with Surface-Treated Iron Particles. Polymers, 13(10), 1597. https://doi.org/10.3390/polym13101597