Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites





Abstract
1. Introduction
- Halloysite nanotubes were first described by Berthier in 1826 as a dioctahedral 1:1 clay mineral of the kaolin group. The multilayer tubular structure of halloysite results from the wrapping of the 1:1 clay mineral layers under favorable geological conditions, driven by a mismatch in the oxygen-sharing tetrahedral and octahedral sheets in the 1:1 layer. Halloysite has a structural formula of Al2(OH)4Si2O5·nH2O [45]. The length of halloysite tubes varies from 1 to 15 micrometers, while their diameter ranges from 10 to 150 nanometers. Thus, they are characterized by a large geometric coefficient of shape, which can have a positive effect on the mechanical properties of the polymer. Besides, halloysite exhibits a less hydrophilic character compared to other aluminosilicates, which in turn should facilitate its miscibility with nonpolar polymers, such as natural rubber.
- Nanoscale carbon black is one of the widely used nanofillers because of its abundant source, low density, permanent conductivity and low cost [46]. The primary particle size indicated the reinforcement effect in composites. Carbon black with a smaller particle size reinforces the composite more effectively than a larger particle size [47]. Carbon black is also a radical deactivator because on its surface there are unpaired electrons. Its presence inhibits radical reactions while increasing the likelihood of the recombination of primary macroradicals by prolonging their residence time in the cage [48]. Carbon particles located in the boundary layer additionally act as sorbents of volatile elastomer decomposition products [49].
- Nanosilica is silicon dioxide SiO2. The silica molecule is in the form of a tetrahedron with a silicon atom in the center, surrounded by four oxygen atoms in the corners of this geometrical structure [50]. Chemically, the surface of silica is almost passive. Silica has a well-developed specific surface area of several dozen to several hundred m2/g and a porous structure [51], which promotes the strengthening of polymer composites. The structure of nanosilica shows a three-dimensional network [52]. Silanol and siloxane groups are created on the silica surface, leading to the hydrophilic nature of the particles [53]. The surfaces of the silica are typically terminated with three silanol types: free or isolated silanols, hydrogen-bonded or vicinal silanols and geminal silanols [54].
2. Materials and Methods
2.1. Materials
- Industrially precipitated silica ULTRASIL® VN 3 (Evonik Industries AG, Essen, Germany) with a specific surface area of 180 m2/g;
- The carbon black, HAF N-339 (Konimpex, Konin, Poland) with a specific surface area of 91 m2/g;
- The halloysite was applied in the form of nanotubes with a specific surface of 64 m2/g, the material was supplied by Sigma-Aldrich (Saint Louis, MO, USA).
2.2. Methods
3. Results and Discussion
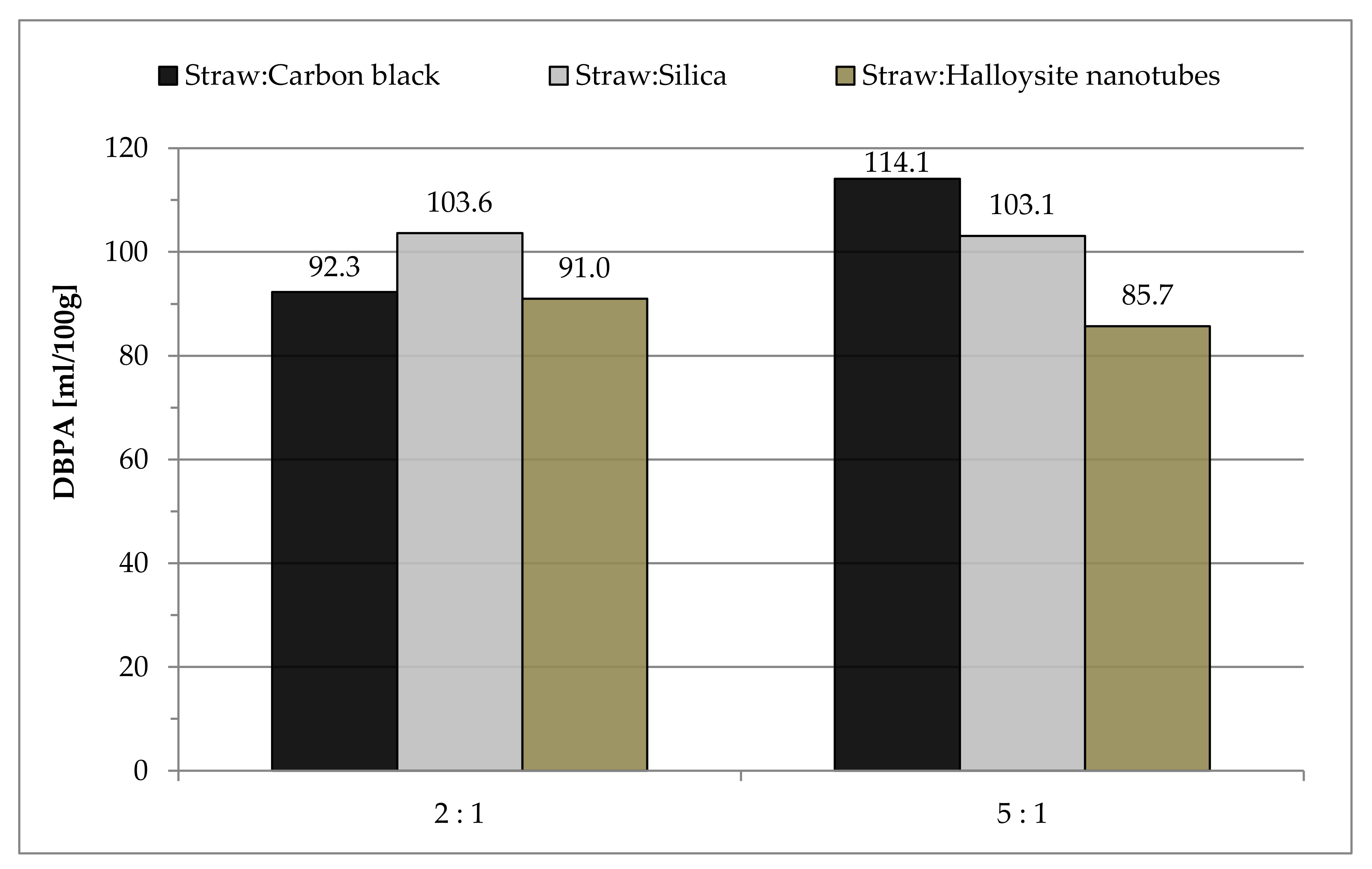
3.1. The Oil Absorption Parameter (DBPA) Measurements of Filler
3.2. The Contact Angle Measurements of Straw-Based Fillers
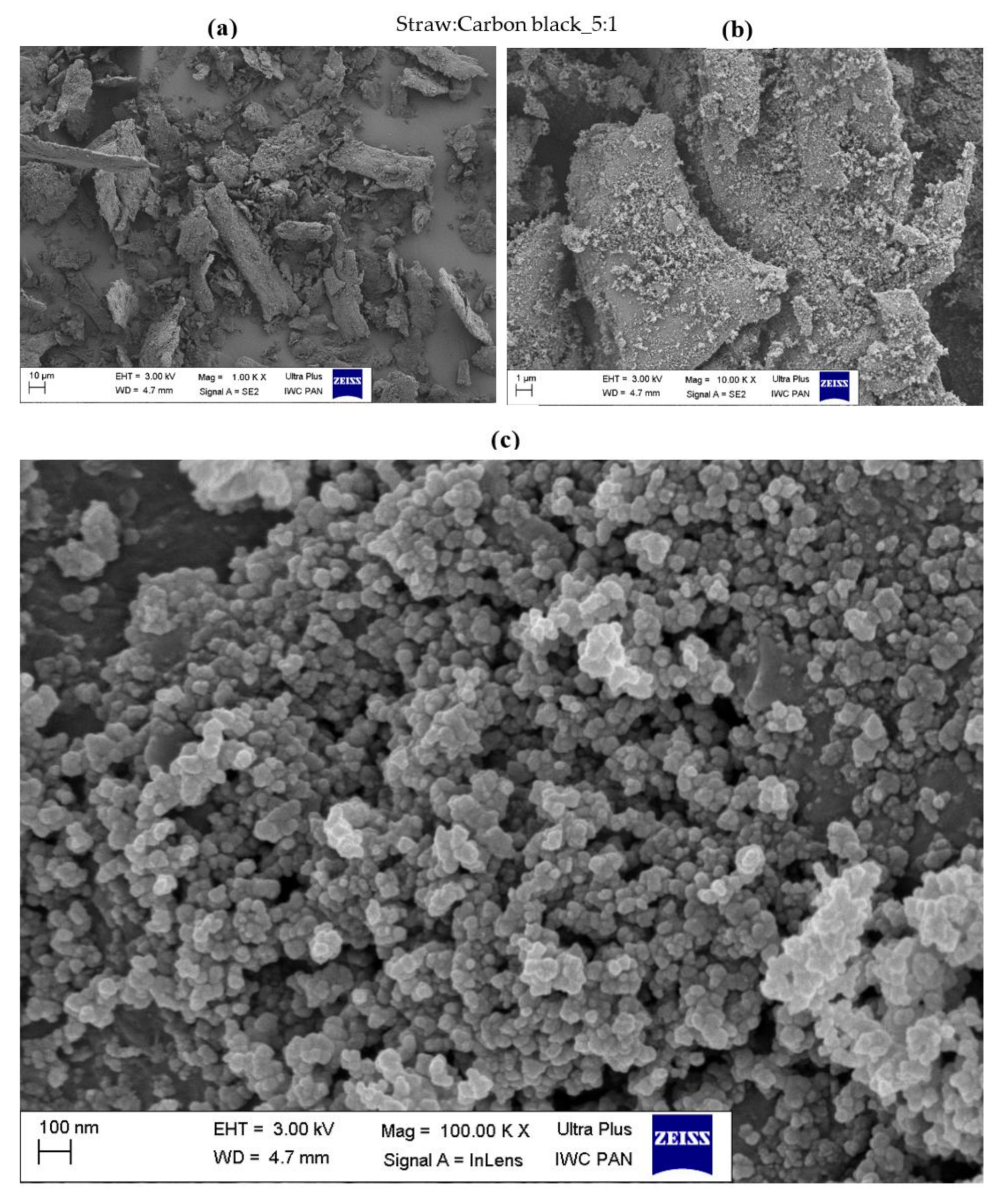
3.3. Surface Morphology of Hybrid Biofillers
3.4. Thermal Properties of the Materials
3.5. Rheometric Properties and Optimal Curing Time of Rubber Mixtures
3.6. The Cross-Linking Density of Natural Rubber Vulcanizates
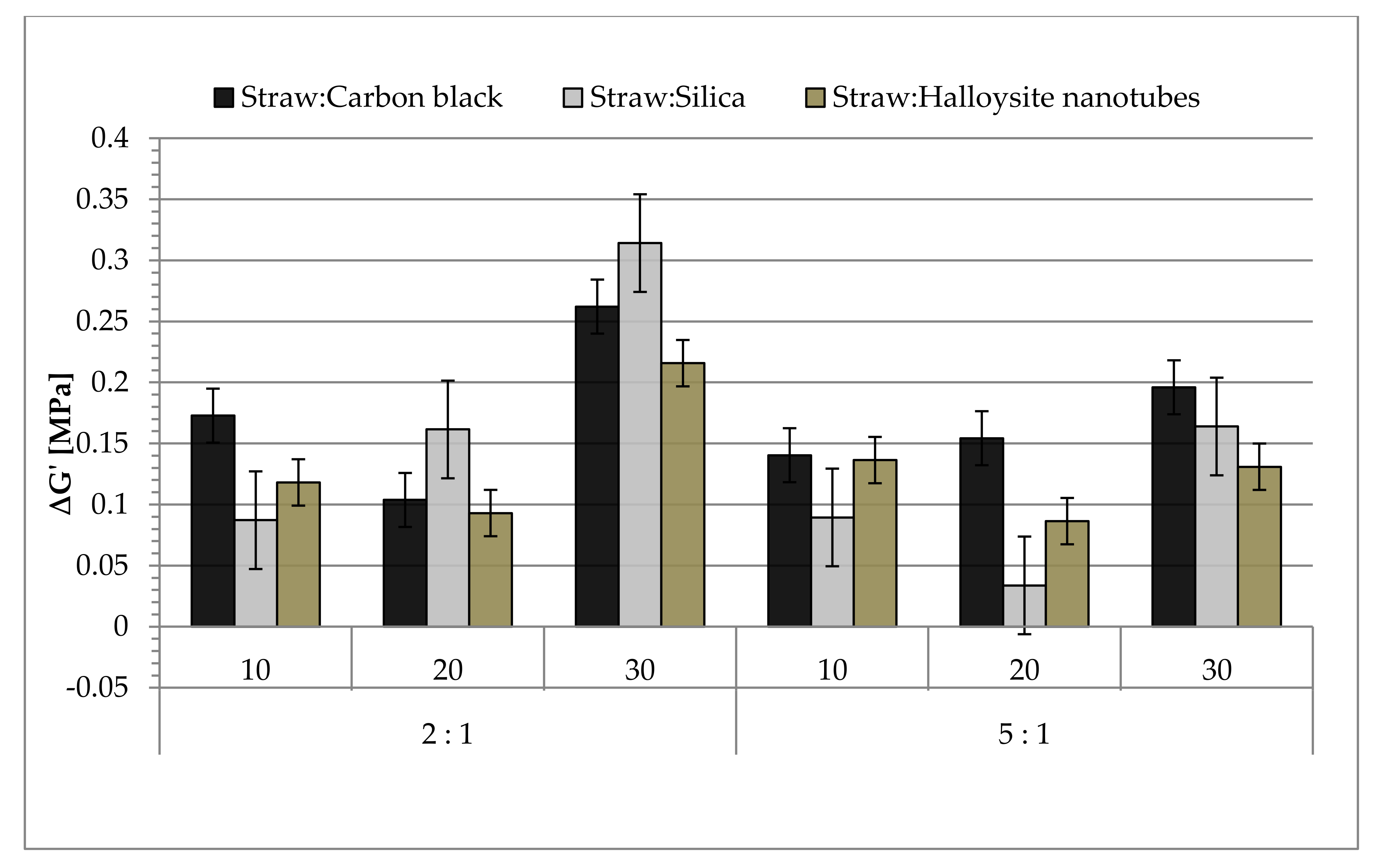
3.7. The Payne Effect of Biocomposites
3.8. Mechanical Properties of Vulcanizates Containing Hybrid Fillers
3.9. Hardness of Biocomposites
3.10. Thermal Analysis of Natural Rubber Vulcanizates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sathishkumar, T.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Chulawala, A.M.; Crasta, F.; Kottur, V.K.N. A Review on Carbon Fibre Reinforced Polymer Composites and the Methods of Their Manufacture, Disposal and Reclamation. In Lecture Notes in Mechanical Engineering; Springer: Singapore, 2020; pp. 475–481. ISBN 9789811544842. [Google Scholar]
- Denchev, Z.; Dencheva, N. Manufacturing and Properties of Aramid Reinforced Composites. In Synthetic Polymer-Polymer Composites; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2012; pp. 251–280. [Google Scholar]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef] [PubMed]
- Verma, D.; Senal, I. Natural fiber-reinforced polymer composites. Biomass Biopolym. Mater. Bioenergy 2019, 103–122. [Google Scholar] [CrossRef]
- Al-Oqla, F.M.; Sapuan, S.M. Natural fiber reinforced polymer composites in industrial applications: Feasibility of date palm fibers for sustainable automotive industry. J. Clean. Prod. 2014, 66, 347–354. [Google Scholar] [CrossRef]
- Bassyouni, M.; Waheed Ul Hasan, S. Biofiber Reinforcements in Composite Materials; Woodhead Publishing: Cambridge, UK, 2015; ISBN 9781782421221. [Google Scholar]
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Kumar, R.; Pruncu, C.I. Recent progress of reinforcement materials: A comprehensive overview of composite materials. J. Mater. Res. Technol. 2019, 8, 6354–6374. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Progress Report on Natural Fiber Reinforced Composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Song, K. Interphase characterization in rubber nanocomposites. In Progress in Rubber Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 115–152. ISBN 9780081004289. [Google Scholar]
- Kim, D.Y.; Park, J.W.; Lee, D.Y.; Seo, K.H. Correlation between the Crosslink Characteristics and Mechanical Properties of Natural Rubber Compound via Accelerators and Reinforcement. Polymers 2020, 12, 2020. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Ho, M.; Wang, H.; Lee, J.-H.; Ho, C.; Lau, K.; Leng, J.; Hui, D. Critical factors on manufacturing processes of natural fibre composites. Compos. Part B Eng. 2012, 43, 3549–3562. [Google Scholar] [CrossRef]
- Bourmaud, A.; Beaugrand, J.; Shah, D.U.; Placet, V.; Baley, C. Towards the design of high-performance plant fibre composites. Prog. Mater. Sci. 2018, 97, 347–408. [Google Scholar] [CrossRef]
- Cruz, J.; Fangueiro, R. Surface Modification of Natural Fibers: A Review. Procedia Eng. 2016, 155, 285–288. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical Composition of Natural Fibers and its Influence on their Mechanical Properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Zimniewska, M.; Wladyka-Przybylak, M.; Mankowski, J. Cellulosic Bast Fibers, Their Structure and Properties Suitable for Composite Applications. In Cellulose Fibers: Bio- and Nano-Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2011; pp. 97–119. [Google Scholar]
- Marks-Bielska, R.; Bielski, S.; Novikova, A.; Romaneckas, K. Straw Stocks as a Source of Renewable Energy. A Case Study of a District in Poland. Sustainability 2019, 11, 4714. [Google Scholar] [CrossRef]
- Helin, T.; Vesterinen, P.; Ahola, H.; Niemelä, K.; Doublet, S.; Couturier, C.; Piotrowski, S.; Carus, M.; Tambuyser, B.; Hasija, R.; et al. Availability of Lignocellulosic Biomass Types of Interest in the Study Regions; EU: Paris, France, 2012. [Google Scholar]
- Passoth, V.; Sandgren, M. Biofuel production from straw hydrolysates: Current achievements and perspectives. Appl. Microbiol. Biotechnol. 2019, 103, 5105–5116. [Google Scholar] [CrossRef] [PubMed]
- Sheikh, G.G.; Ganai, A.M.; Reshi, P.A.; Bilal, S.; Mir, S.; Masood, D. Improved paddy straw as ruminant feed: A review. Agric. Rev. 2018, 39, 137–143. [Google Scholar] [CrossRef]
- Goodman, B.A. Utilization of waste straw and husks from rice production: A review. J. Bioresour. Bioprod. 2020, 5, 143–162. [Google Scholar] [CrossRef]
- Brown, D.; Shi, J.; Li, Y. Comparison of solid-state to liquid anaerobic digestion of lignocellulosic feedstocks for biogas production. Bioresour. Technol. 2012, 124, 379–386. [Google Scholar] [CrossRef]
- Talebnia, F.; Karakashev, D.; Angelidaki, I. Production of bioethanol from wheat straw: An overview on pretreatment, hydrolysis and fermentation. Bioresour. Technol. 2010, 101, 4744–4753. [Google Scholar] [CrossRef]
- Aladejana, J.T.; Wu, Z.; Fan, M.; Xie, Y. Key advances in development of straw fibre bio-composite boards: An overview. Mater. Res. Express 2020, 7, 012005. [Google Scholar] [CrossRef]
- Mittal, V.; Sinha, S. Mechanical, thermal, and water absorption properties of wheat straw/bagasse-reinforced epoxy blended composites. Adv. Polym. Technol. 2018, 37, 2497–2503. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Silanized cereal straw as a novel, functional filler of natural rubber biocomposites. Cellulose 2019, 26, 1025–1040. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. The potential application of cereal straw as a bio-filler for elastomer composites. Polym. Bull. 2020, 77, 2021–2038. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strąkowska, A.; Strzelec, K.; Szynkowska, M.I. The use of rye, oat and triticale straw as fillers of natural rubber composites. Polym. Bull. 2018, 75, 4607–4626. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Cereal straw and their physical modifications with hydrophilic and hydrophobic silica—The influence of functional hybrid material on natural rubber biocomposites. Eur. Polym. J. 2019, 112, 176–185. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Zereshkian, A.; Sain, M. Preparation and characterization of wheat straw fibers for reinforcing application in injection molded thermoplastic composites. Bioresour. Technol. 2006, 97, 265–272. [Google Scholar] [CrossRef]
- DeArmitt, C. Functional Fillers for Plastics. In Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2017; pp. 517–532. ISBN 9780323390408. [Google Scholar]
- George, J.; Sreekala, M.S.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Polym. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Adekunle, K.F. Surface Treatments of Natural Fibres—A Review: Part 1. Open J. Polym. Chem. 2015, 5, 41–46. [Google Scholar] [CrossRef]
- Wang, W.; Sain, M.; Cooper, P. Study of moisture absorption in natural fiber plastic composites. Compos. Sci. Technol. 2006, 66, 379–386. [Google Scholar] [CrossRef]
- Puglia, D.; Biagiotti, J.; Kenny, J.M. A Review on Natural Fibre-Based Composites—Part II. J. Nat. Fibers 2005, 1, 23–65. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Narayanan, K.B.; Suresh, A.K.; Sakthivel, N. Eco-Friendly Polymer Nanocomposites; Thakur, V.K., Thakur, M.K., Eds.; Advanced Structured Materials; Springer: New Delhi, India, 2015; Volume 75, ISBN 978-81-322-2469-3. [Google Scholar]
- Kargarzadeh, H.; Mariano, M.; Huang, J.; Lin, N.; Ahmad, I.; Dufresne, A.; Thomas, S. Recent developments on nanocellulose reinforced polymer nanocomposites: A review. Polymer 2017, 132, 368–393. [Google Scholar] [CrossRef]
- Fu, S.; Sun, Z.; Huang, P.; Li, Y.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Ramesan, M.T.; Suhailath, K. Role of nanoparticles on polymer composites. In Micro and Nano Fibrillar Composites (MFCs and NFCs) from Polymer Blends; Elsevier: Amsterdam, The Netherlands, 2017; pp. 301–326. ISBN 9780081019924. [Google Scholar]
- Balazs, A.C.; Emrick, T.; Russell, T.P. Nanoparticle Polymer Composites: Where Two Small Worlds Meet. Science 2006, 314, 1107–1110. [Google Scholar] [CrossRef] [PubMed]
- Hanemann, T.; Szabó, D.V. Polymer-Nanoparticle Composites: From Synthesis to Modern Applications. Materials 2010, 3, 3468–3517. [Google Scholar] [CrossRef]
- Yuan, P.; Tan, D.; Annabi-Bergaya, F. Properties and applications of halloysite nanotubes: Recent research advances and future prospects. Appl. Clay Sci. 2015, 112–113, 75–93. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Grulke, E.; Hilding, J.; Groth, K.; Harris, R.; Butler, K.; Shields, J.; Kharchenko, S.; Douglas, J. Thermal and flammability properties of polypropylene/carbon nanotube nanocomposites. Polymer 2004, 45, 4227–4239. [Google Scholar] [CrossRef]
- Spahr, M.E.; Rothon, R. Carbon Black as a Polymer Filler. In Polymers and Polymeric Composites: A Reference Series; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–31. [Google Scholar]
- Mwila, J.; Miraftab, M.; Horrocks, A.R. Effect of carbon black on the oxidation of polyolefins—An overview. Polym. Degrad. Stab. 1994, 44, 351–356. [Google Scholar] [CrossRef]
- Janowska, G.; Rybiński, P. Influence of carbon black on thermal properties and flammability of cross-linked elastomers. J. Therm. Anal. Calorim. 2008, 91, 697–701. [Google Scholar] [CrossRef]
- Krauskopf, K.B.; Loague, K. Environmental Geochemistry. In Encyclopedia of Physical Science and Technology; Elsevier: Amsterdam, The Netherlands, 2003; pp. 519–545. [Google Scholar]
- Belyakov, V.N.; Belyakova, L.A.; Varvarin, A.M.; Khora, O.V.; Vasilyuk, S.L.; Kazdobin, K.A.; Maltseva, T.V.; Kotvitskyy, A.G.; Danil de Namor, A.F. Supramolecular structures on silica surfaces and their adsorptive properties. J. Colloid Interface Sci. 2005, 285, 18–26. [Google Scholar] [CrossRef]
- Lee, D.W.; Yoo, B.R. Advanced silica/polymer composites: Materials and applications. J. Ind. Eng. Chem. 2016, 38, 1–12. [Google Scholar] [CrossRef]
- Hewitt, N. Silica as a reinforcing filler. In Compounding Precipitated Silica in Elastomers; Elsevier: Amsterdam, The Netherlands, 2007; pp. 1–23. [Google Scholar]
- Zou, H.; Wu, S.; Shen, J. Polymer/Silica Nanocomposites: Preparation, Characterization, Properties, and Applications. Chem. Rev. 2008, 108, 3893–3957. [Google Scholar] [CrossRef] [PubMed]
- Maciejewska, M.; Siwek, M. The Influence of Curing Systems on the Cure Characteristics and Physical Properties of Styrene–Butadiene Elastomer. Materials 2020, 13, 5329. [Google Scholar] [CrossRef] [PubMed]
- Flory, P.J.; Rehner, J. Statistical Mechanics of Cross-Linked Polymer Networks I. Rubberlike Elasticity. J. Chem. Phys. 1943, 11, 512–520. [Google Scholar] [CrossRef]
- Roovers, J.; Toporowski, P.M. Characteristic Ratio and Plateau Modulus of 1,2-Polybutadiene. A Comparison with Other Rubbers. Rubber Chem. Technol. 1990, 63, 734–746. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Raza, N.Z.; Habib, F. The effect of silica on the properties of marble sludge filled hybrid natural rubber composites. J. King Saud Univ. Sci. 2013, 25, 331–339. [Google Scholar] [CrossRef]
- ISO 37:2017. Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties; International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- ISO 48-4:2018. Rubber, Vulcanized or Thermoplastic—Determina-Tion of Hardness—Part 4: Indentation Hardness by Durometer Method (Shore Hard-Ness); International Organization for Standardization: Geneva, Switzerland, 2018. [Google Scholar]
- Pegoretti, A.; Dorigato, A.; Brugnara, M.; Penati, A. Contact angle measurements as a tool to investigate the filler–matrix interactions in polyurethane–clay nanocomposites from blocked prepolymer. Eur. Polym. J. 2008, 44, 1662–1672. [Google Scholar] [CrossRef]
- Christy, A.A. The Nature of Silanol Groups on the Surfaces of Silica, Modified Silica and Some Silica Based Materials. Adv. Mater. Res. 2014, 998–999, 3–10. [Google Scholar] [CrossRef]
- Szpilska, K.; Czaja, K.; Kudla, S. Halloysite nanotubes as polyolefin fillers. Polimery 2015, 60, 359–371. [Google Scholar] [CrossRef]
- Yu, H.; Liu, R.; Shen, D.; Wu, Z.; Huang, Y. Arrangement of cellulose microfibrils in the wheat straw cell wall. Carbohydr. Polym. 2008, 72, 122–127. [Google Scholar] [CrossRef]
- Asim, M.; Paridah, M.T.; Chandrasekar, M.; Shahroze, R.M.; Jawaid, M.; Nasir, M.; Siakeng, R. Thermal stability of natural fibers and their polymer composites. Iran. Polym. J. 2020, 29, 625–648. [Google Scholar] [CrossRef]
- Zhang, A.; Zhang, Y.; Zhu, Z. Thermal properties of Halloysite nanotubes (HNTs) intercalation complexes-A review. ChinaBiofilms 2019, 131, 01055. [Google Scholar] [CrossRef]
- Yuan, P.; Tan, D.; Aannabi-Bergaya, F.; Yan, W.; Fan, M.; Liu, D.; He, H. Changes in Structure, Morphology, Porosity, and Surface Activity of Mesoporous Halloysite Nanotubes under Heating. Clays Clay Miner. 2012, 60, 561–573. [Google Scholar] [CrossRef]
- Kosmalska, A.; Zaborski, M.; Ślusarski, L. Adsorption of curatives and activity of silica toward elastomers. Macromol. Symp. 2003, 194, 269–276. [Google Scholar] [CrossRef]
- Fröhlich, J.; Niedermeier, W.; Luginsland, H.D. The effect of filler-filler and filler-elastomer interaction on rubber reinforcement. Compos. Part A Appl. Sci. Manuf. 2005, 36, 449–460. [Google Scholar] [CrossRef]
- Sadiku, E.R.; Babul Reddy, A.; Gnanasekarana, D.; Oboirien, B.; Aderibigbe, B.A.; Varaprasad, K.; Goddeti, S.M.R. Nanostructured Polymer Blends for Gas/Vapor Barrier and Dielectric Applications. In Design and Applications of Nanostructured Polymer Blends and Nanocomposite Systems; William Andrew: Norwich, NY, USA, 2016; ISBN 9780323394543. [Google Scholar]
- Cui, Y.; Kumar, S.; Rao Kona, B.; van Houcke, D. Gas barrier properties of polymer/clay nanocomposites. RSC Adv. 2015, 5, 63669–63690. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G. Flammability and other properties of elastomeric materials and nanomaterials. Part I. Nanocomposites of elastomers with montmorillonite or halloysite. Polimery 2013, 58, 327–341. [Google Scholar] [CrossRef]
- Mngomezulu, M.E.; John, M.J.; Jacobs, V.; Luyt, A.S. Review on flammability of biofibres and biocomposites. Carbohydr. Polym. 2014, 111, 149–182. [Google Scholar] [CrossRef]
- Rybiński, P.; Syrek, B.; Masłowski, M.; Miedzianowska, J.; Strzelec, K.; Żukowski, W.; Bradło, D. Influence of Lignocellulose Fillers on Properties Natural Rubber Composites. J. Polym. Environ. 2018, 26, 2489–2501. [Google Scholar] [CrossRef]
- Levchik, S.V.; Weil, E.D. A Review of Recent Progress in Phosphorus-based Flame Retardants. J. Fire Sci. 2006, 24, 345–364. [Google Scholar] [CrossRef]
- Lu, S.-Y.; Hamerton, I. Recent developments in the chemistry of halogen-free flame retardant polymers. Prog. Polym. Sci. 2002, 27, 1661–1712. [Google Scholar] [CrossRef]
- Bourbigot, S.; Duquesne, S. Fire retardant polymers: Recent developments and opportunities. J. Mater. Chem. 2007, 17, 2283–2300. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.V. Flame Retardants in Commercial Use or Development for Polyolefins. J. Fire Sci. 2008, 26, 5–43. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.V. Flame Retardants for Polystyrenes in Commercial Use or Development. J. Fire Sci. 2007, 25, 241–265. [Google Scholar] [CrossRef]
- Weil, E.D.; Levchik, S.; Moy, P. Flame and Smoke Retardants in Vinyl Chloride Polymers—Commercial Usage and Current Developments. J. Fire Sci. 2006, 24, 211–236. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Straw:Nano-Additive Weight Ratio | Filler Content (phr) | NR (phr) | S (phr) | MBT (phr) | SA (phr) | ZnO (phr) |
|---|---|---|---|---|---|---|---|
| Unfilled NR | 0 | 100 | 2 | 2 | 1 | 5 | |
| Straw:Carbon black | 2:1 | 10 | 100 | 2 | 2 | 1 | 5 |
| 20 | |||||||
| 30 | |||||||
| 5:1 | 10 | 100 | 2 | 2 | 1 | 5 | |
| 20 | |||||||
| 30 | |||||||
| Straw:Silica | 2:1 | 10 | 100 | 2 | 2 | 1 | 5 |
| 20 | |||||||
| 30 | |||||||
| 5:1 | 10 | 100 | 2 | 2 | 1 | 5 | |
| 20 | |||||||
| 30 | |||||||
| Straw:Halloysite nanotubes | 2:1 | 10 | 100 | 2 | 2 | 1 | 5 |
| 20 | |||||||
| 30 | |||||||
| 5:1 | 10 | 100 | 2 | 2 | 1 | 5 | |
| 20 | |||||||
| 30 |
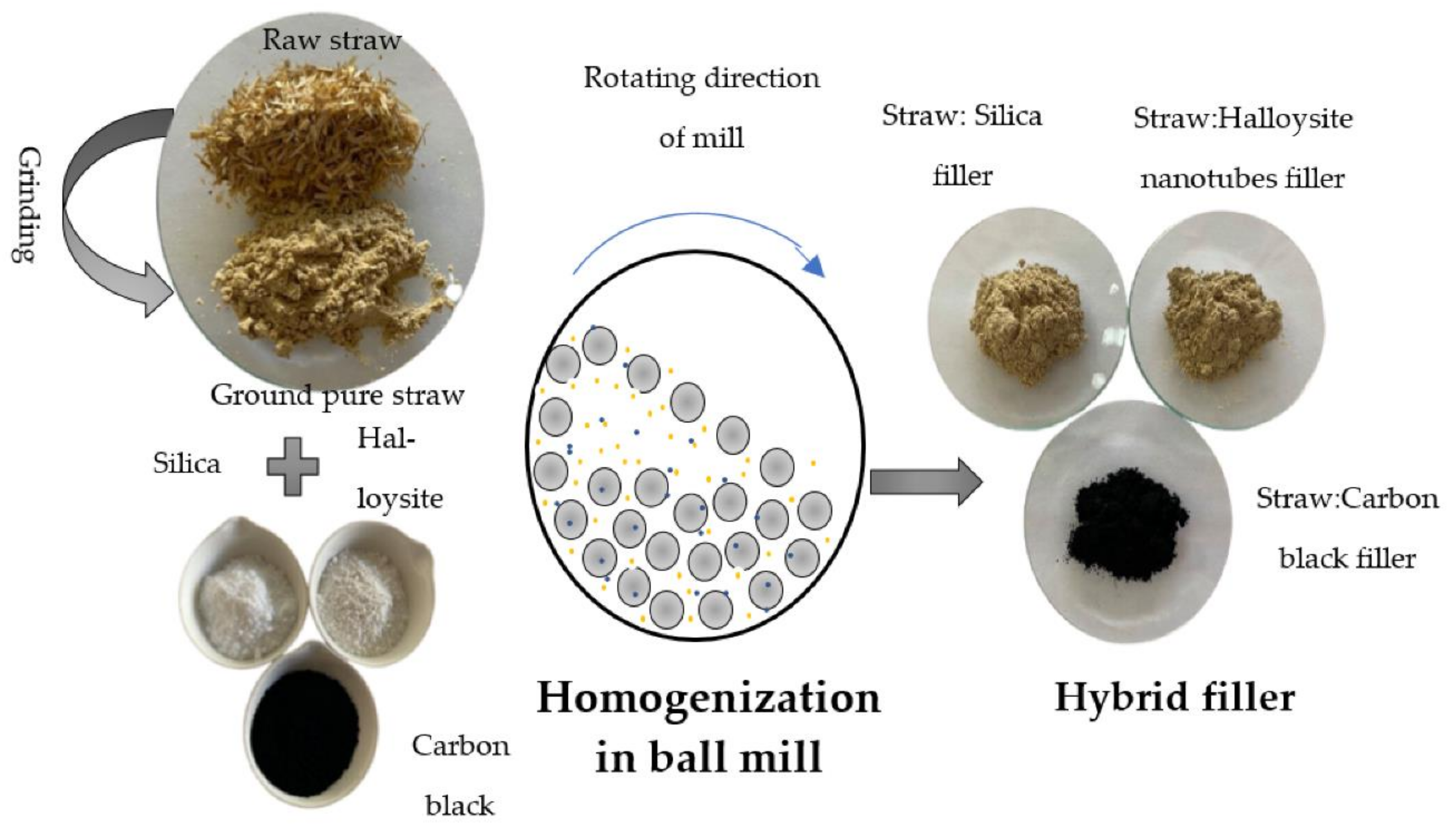
| Sample | Ratio | Straw (g) | Filler (g) |
|---|---|---|---|
| Straw:Carbon black | 2:1 | 100 | 50 |
| 5:1 | 20 | ||
| Straw:Silica | 2:1 | 100 | 50 |
| 5:1 | 20 | ||
| Straw:Halloysite nanotubes | 2:1 | 100 | 50 |
| 5:1 | 20 |
| Sample | T5 (°C) | T50 (°C) | R700 (%) |
|---|---|---|---|
| Pure Straw | 146 | 327 | 13 |
| Straw:Carbon black_2:1 | 205 | 416 | 30 |
| Straw:Carbon black_5:1 | 200 | 339 | 19 |
| Straw:Silica_2:1 | 230 | 452 | 37 |
| Straw:Silica_5:1 | 222 | 338 | 25 |
| Straw:Halloysite nanotubes_2:1 | 242 | 423 | 33 |
| Straw:Halloysite nanotubes_5:1 | 211 | 342 | 23 |
| Sample | Straw:Nano-Additive Weight Ratio | Filler Content (phr) | Mmin (dNm) | Mmax (dNm) | ΔM (dNm) |
|---|---|---|---|---|---|
| Unfilled NR | 0 | 1.01 | 5.89 | 4.88 | |
| Straw:Carbon black | 2:1 | 10 | 0.72 | 6.26 | 5.54 |
| 20 | 0.82 | 7.03 | 6.21 | ||
| 30 | 0.71 | 7.90 | 7.19 | ||
| 5:1 | 10 | 0.52 | 5.70 | 5.18 | |
| 20 | 0.76 | 6.53 | 5.77 | ||
| 30 | 0.68 | 7.63 | 6.95 | ||
| Straw:Silica | 2:1 | 10 | 0.97 | 6.31 | 5.34 |
| 20 | 1.01 | 6.94 | 5.93 | ||
| 30 | 1.20 | 7.80 | 6.60 | ||
| 5:1 | 10 | 0.89 | 6.35 | 5.46 | |
| 20 | 0.98 | 7.20 | 6.22 | ||
| 30 | 0.31 | 6.89 | 6.58 | ||
| Straw:Halloysite nanotubes | 2:1 | 10 | 0.87 | 6.11 | 5.24 |
| 20 | 0.91 | 6.77 | 5.86 | ||
| 30 | 1.00 | 7.78 | 6.78 | ||
| 5:1 | 10 | 0.68 | 6.12 | 5.44 | |
| 20 | 0.88 | 7.01 | 6.13 | ||
| 30 | 0.93 | 7.94 | 7.01 |
| Sample | Straw:Nano-Additive Weight Ratio | Filler Content (phr) | SE100 (MPa) | SE200 (MPa) | SE300 (MPa) |
|---|---|---|---|---|---|
| Unfilled NR | 0 | 0.75 ± 0.02 | 1.23 ± 0.04 | 1.73 ± 0.02 | |
| Straw:Carbon black | 2:1 | 10 | 0.94 ± 0.05 | 1.58 ± 0.06 | 2.31 ± 0.02 |
| 20 | 1.31 ± 0.07 | 2.26 ± 0.07 | 3.30 ± 0.04 | ||
| 30 | 1.59 ± 0.03 | 2.82 ± 0.05 | 4.17 ± 0.06 | ||
| 5:1 | 10 | 0.93 ± 0.07 | 1.54 ± 0.09 | 2.25 ± 0.04 | |
| 20 | 1.39 ± 0.02 | 2.36 ± 0.04 | 3.35 ± 0.03 | ||
| 30 | 1.72 ± 0.02 | 2.93 ± 0.02 | 4.13 ± 0.02 | ||
| Straw:Silica | 2:1 | 10 | 0.92 ± 0.01 | 1.51 ± 0.05 | 2.23 ± 0.07 |
| 20 | 1.20 ± 0.06 | 2.11 ± 0.02 | 3.07 ± 0.07 | ||
| 30 | 1.52 ± 0.05 | 2.71 ± 0.03 | 3.90 ± 0.04 | ||
| 5:1 | 10 | 1.05 ± 0.08 | 1.77 ± 0.11 | 2.53 ± 0.04 | |
| 20 | 1.26 ± 0.06 | 2.22 ± 0.01 | 3.18 ± 0.02 | ||
| 30 | 1.30 ± 0.05 | 2.44 ± 0.08 | 3.47 ± 0.09 | ||
| Straw:Halloysite nanotubes | 2:1 | 10 | 0.96 ± 0.06 | 1.57 ± 0.03 | 2.22 ± 0.01 |
| 20 | 1.19 ± 0.05 | 2.06 ± 0.05 | 2.92 ± 0.02 | ||
| 30 | 1.48 ± 0.05 | 2.53 ± 0.07 | 3.51 ± 0.09 | ||
| 5:1 | 10 | 1.00 ± 0.02 | 1.68 ± 0.04 | 2.42 ± 0.06 | |
| 20 | 1.32 ± 0.10 | 2.31 ± 0.03 | 3.29 ± 0.05 | ||
| 30 | 1.54 ± 0.03 | 2.69 ± 0.04 | 3.78 ± 0.08 |
| Sample | Straw:Nano-Additive Weight Ratio | T5 (°C) | T50 (°C) | TRMAX (°C) | dm/dt (%/min) | ΔTs (°C) | P650 (%) |
|---|---|---|---|---|---|---|---|
| Unfilled NR | 314 | 373 | 359 | 10.57 | 465–568 | 6.35 | |
| Straw:Carbon black | 2:1 | 314 | 377 | 366 | 11.82 | 471–549, 549–592 | 8.59 |
| 300 | 378 | 368 | 10.81 | 468–540, 540–583 | 8.4 | ||
| 295 | 385 | 370 | 9.98 | 465–545, 545–592 | 8.45 | ||
| 5:1 | 308 | 385 | 377 | 10.81 | 470–580, 550–590 | 7.5 | |
| 301 | 378 | 369 | 9.34 | 466–538, 538–581 | 8.4 | ||
| 295 | 380 | 375 | 8.71 | 451–531, 531–582 | 8.92 | ||
| Straw:Silica | 2:1 | 310 | 377 | 368 | 11.51 | 465–552 | 8.37 |
| 304 | 373 | 366 | 10.83 | 445–545 | 11.96 | ||
| 298 | 379 | 363 | 10.72 | 438–540 | 10.53 | ||
| 5:1 | 300 | 380 | 369 | 10.23 | 453–540 | 11.55 | |
| 311 | 379 | 371 | 10.99 | 471–555 | 9.16 | ||
| 291 | 379 | 370 | 9.5 | 449–540 | 11.09 | ||
| Straw:Halloysite nanotubes | 2:1 | 314 | 385 | 370 | 11.67 | 471–565 | 10.1 |
| 305 | 384 | 375 | 9.93 | 451–550 | 12.1 | ||
| 301 | 374 | 373 | 9.73 | 445–550 | 16.7 | ||
| 5:1 | 305 | 385 | 365 | 11.37 | 465–560 | 9.3 | |
| 300 | 380 | 376 | 9.76 | 450–550 | 10.4 | ||
| 289 | 376 | 372 | 9.73 | 460–550 | 9.84 |
| Sample | Straw:Nano-Additive Weight Ratio | ti (s) | tf-o (s) | HRR (kW/m2) | HRRmax (kW/m2) | tHRRmax (s) | THR (MJ/m2) | EHC (MJ/kg) | EHCmax (MJ/kg) | MLR (g/s) | MLRmax (g/s) | AMLR (g/m2×s) | FIGRA (kW/m2s) | MARHE (kW/m2) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Unfilled NR | 60 | 287 | 264.3 | 458.5 | 155 | 60.2 | 33.4 | 56.9 | 0.07 | 0.265 | 18.21 | 2.95 | 218.3 | |
| Straw:Carbon black | 2:1 | 78 | 206 | 309.1 | 550.1 | 145 | 39.4 | 21.3 | 60.7 | 0.12 | 0.314 | 21.67 | 3.79 | 175.9 |
| 61 | 221 | 203.7 | 378.9 | 130 | 32.3 | 16.6 | 56.1 | 0.10 | 0.287 | 24.05 | 2.91 | 151.2 | ||
| 42 | 215 | 189.1 | 361.7 | 110 | 32.2 | 16.6 | 74.1 | 0.10 | 0.266 | 19.40 | 3.28 | 158.4 | ||
| 5:1 | 57 | 207 | 259.8 | 459.4 | 125 | 38.2 | 19.8 | 72.4 | 0.11 | 0.261 | 20.93 | 3.67 | 186.9 | |
| 50 | 198 | 214.0 | 378.9 | 120 | 31.8 | 16.7 | 76.7 | 0.11 | 0.293 | 21.93 | 3.15 | 165.5 | ||
| 55 | 199 | 190.1 | 343.9 | 115 | 27.2 | 15.2 | 68.5 | 0.11 | 0.311 | 22.20 | 2.99 | 141.1 | ||
| Straw:Silica | 2:1 | 81 | 264 | 233.1 | 499.8 | 130 | 41.7 | 22.1 | 75.1 | 0.09 | 0.293 | 11.50 | 5.07 | 174.6 |
| 103 | 246 | 237.2 | 452.1 | 135 | 34.2 | 21.7 | 72.6 | 0.09 | 0.278 | 11.70 | 3.34 | 148.7 | ||
| 49 | 295 | 166.2 | 456.3 | 110 | 40.8 | 21.1 | 75.2 | 0.07 | 0.207 | 11.40 | 4.17 | 150.5 | ||
| 5:1 | 60 | 229 | 273.2 | 495.2 | 125 | 46.1 | 22.8 | 59.4 | 0.07 | 0.201 | 11.30 | 3.96 | 167.5 | |
| 65 | 263 | 213.2 | 480.2 | 120 | 42.5 | 22.4 | 77.6 | 0.06 | 0.195 | 9.43 | 4.01 | 174.5 | ||
| 54 | 218 | 210.5 | 406.4 | 115 | 34.5 | 18.6 | 62.9 | 0.05 | 0.182 | 9.45 | 3.53 | 165.5 | ||
| Straw:Halloysite nanotubes | 2:1 | 69 | 255 | 226.1 | 486.4 | 140 | 41.9 | 21.1 | 71.1 | 0.09 | 0.289 | 12.25 | 3.47 | 177.9 |
| 45 | 190 | 238.1 | 449.1 | 110 | 34.9 | 17.8 | 67.9 | 0.11 | 0.523 | 25.80 | 4.08 | 188.6 | ||
| 53 | 243 | 176.7 | 372.7 | 120 | 33.4 | 17.1 | 78.7 | 0.09 | 0.436 | 12.06 | 3.10 | 154.3 | ||
| 5:1 | 51 | 208 | 228.9 | 481.4 | 115 | 35.1 | 18.3 | 72.5 | 0.11 | 0.314 | 22.21 | 4.08 | 179.1 | |
| 49 | 209 | 206.1 | 396.2 | 115 | 32.7 | 17.2 | 74.1 | 0.10 | 0.289 | 16.21 | 3.44 | 165.4 | ||
| 55 | 196 | 213.1 | 373.7 | 125 | 30.5 | 15.4 | 77.4 | 0.12 | 0.291 | 21.27 | 2.98 | 129.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miedzianowska, J.; Masłowski, M.; Rybiński, P.; Strzelec, K. Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites. Materials 2021, 14, 321. https://doi.org/10.3390/ma14020321
Miedzianowska J, Masłowski M, Rybiński P, Strzelec K. Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites. Materials. 2021; 14(2):321. https://doi.org/10.3390/ma14020321
Chicago/Turabian StyleMiedzianowska, Justyna, Marcin Masłowski, Przemysław Rybiński, and Krzysztof Strzelec. 2021. "Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites" Materials 14, no. 2: 321. https://doi.org/10.3390/ma14020321
APA StyleMiedzianowska, J., Masłowski, M., Rybiński, P., & Strzelec, K. (2021). Straw/Nano-Additive Hybrids as Functional Fillers for Natural Rubber Biocomposites. Materials, 14(2), 321. https://doi.org/10.3390/ma14020321