Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy



Abstract
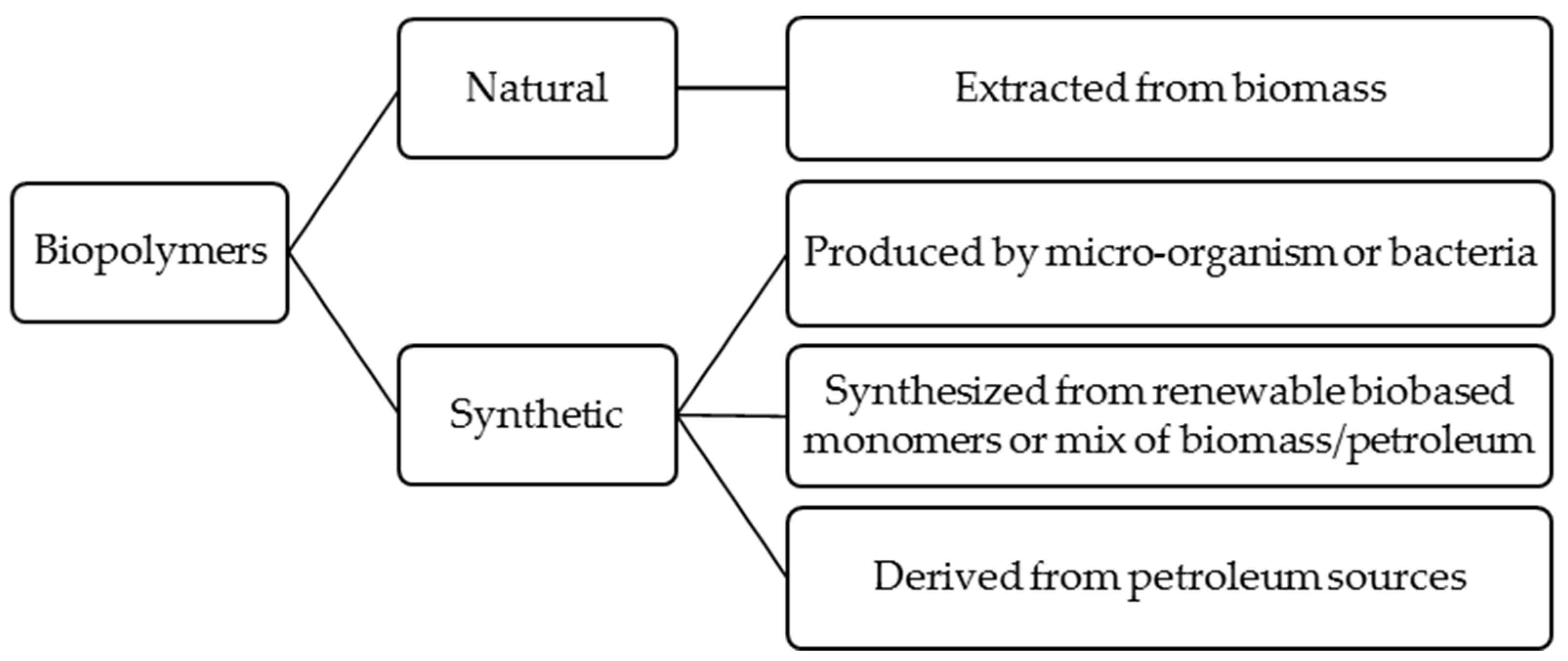
:1. Introduction
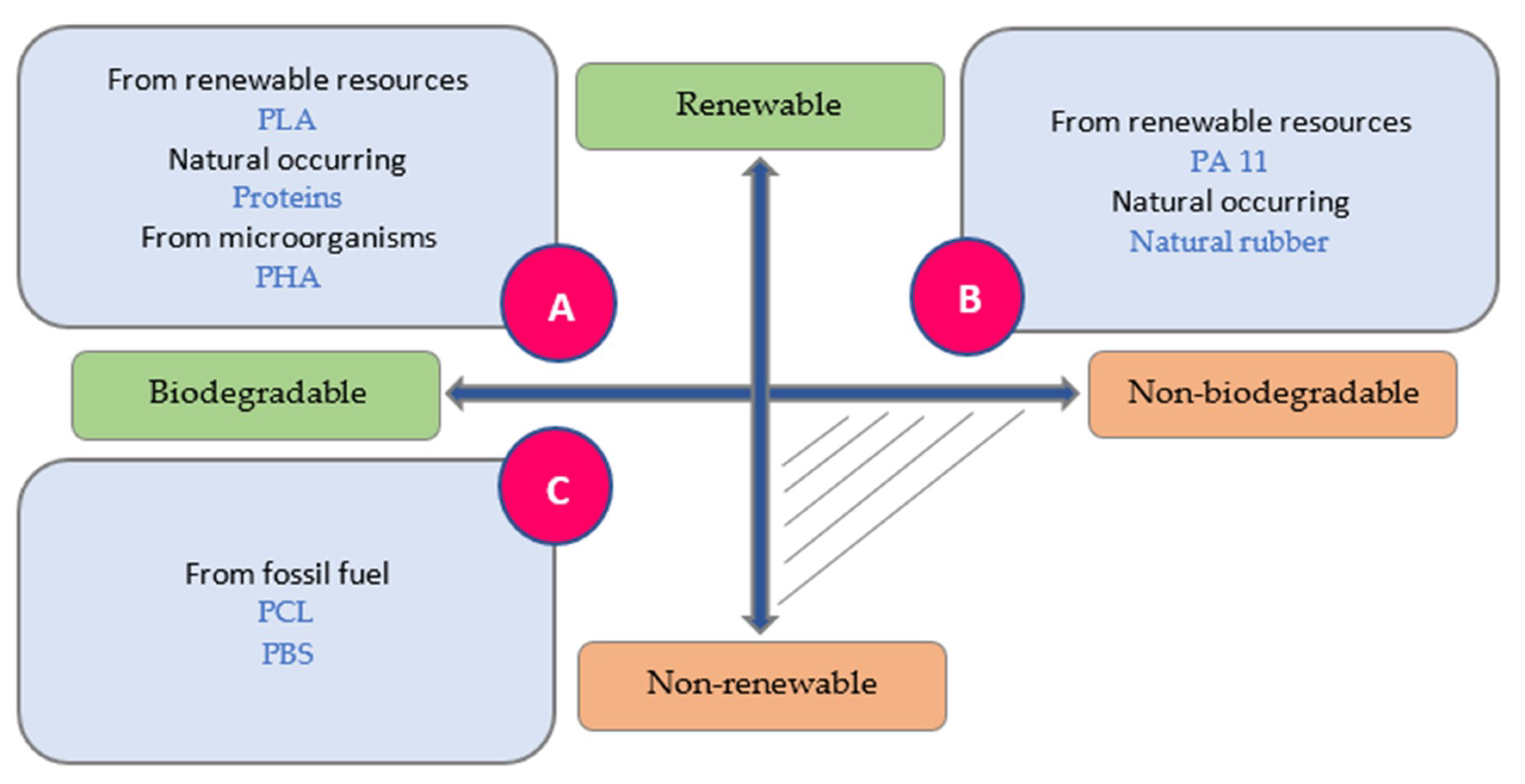
- Natural biopolymers extracted from biomass (e.g., polysaccharides, proteins)
- Synthetic biopolymers produced by a micro-organism or bacteria (e.g., bacterial cellulose, polyhydroxyvalerate, polyhydroxybutyrate)
- Synthetic biopolymers synthesized from renewable bio-based monomers or mixed sources of biomass and petroleum (e.g., polylactic acid, aliphatic polyester, aliphatic-aromatic copolyesters)
- Biodegradable polymers that are derived from nonrenewable resources (petroleum sources) (e.g., polycaprolactone)
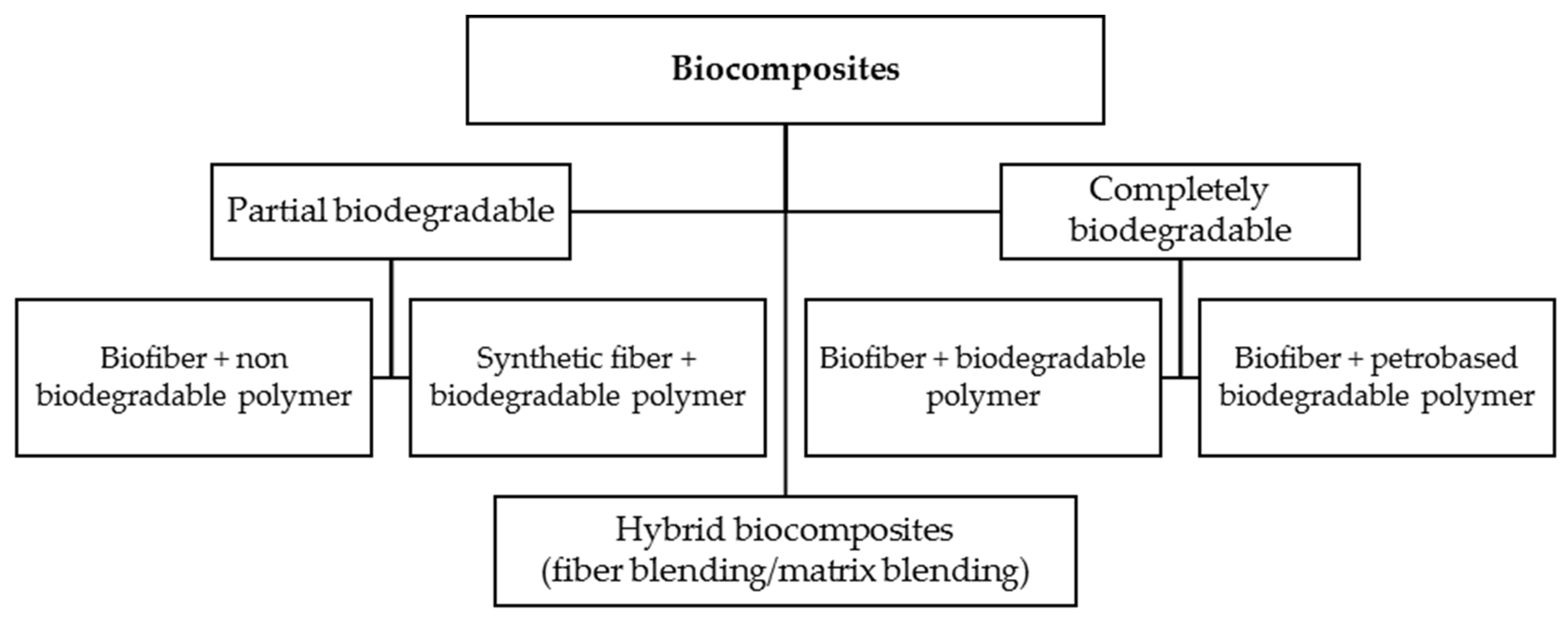
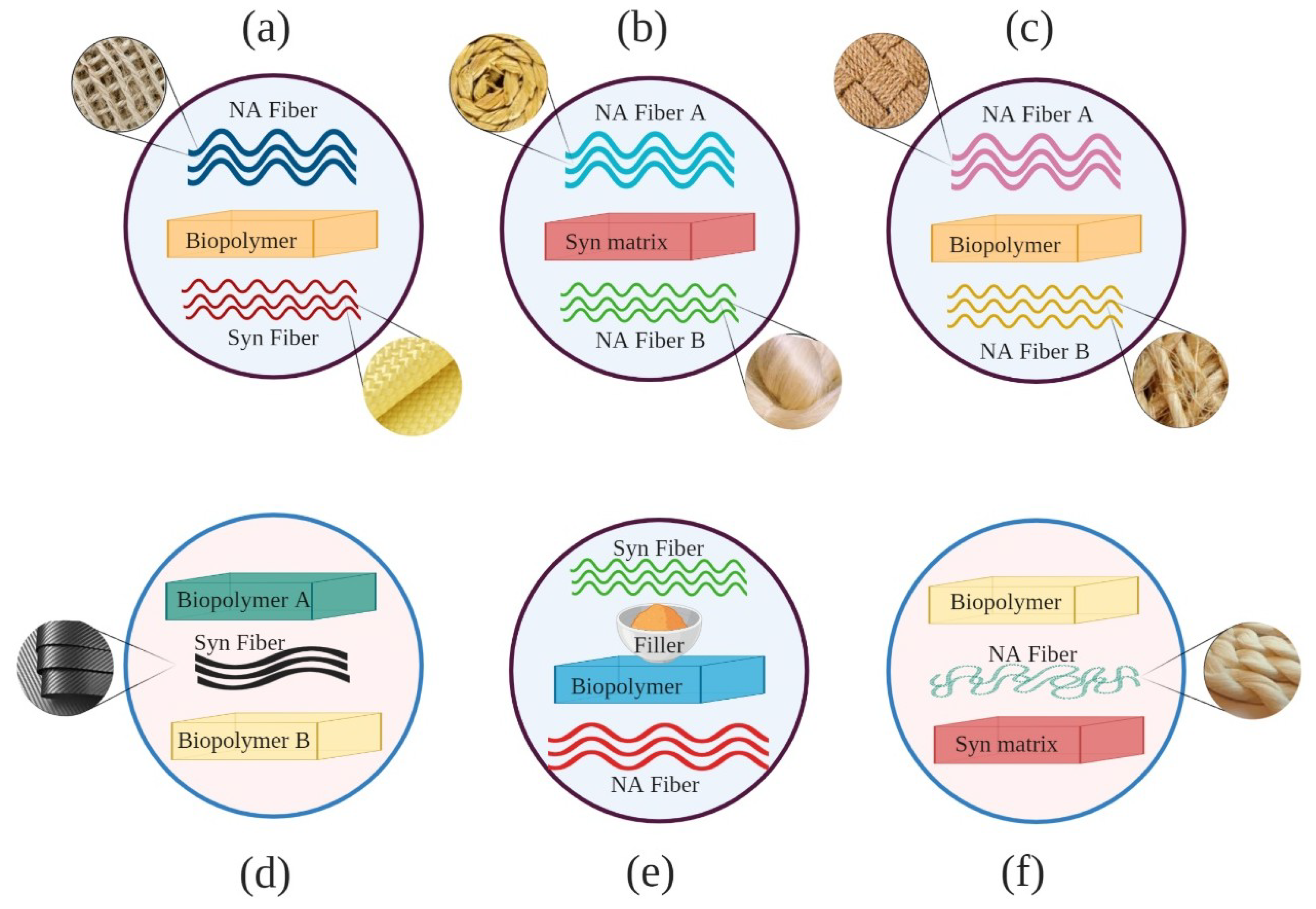
2. Hybridization
- Materials selection (matrix and fiber), which depend mostly on the proposed application;
- Preparation technique, which depends on the fiber, matrix, and working conditions (viz. outdoors or indoors);
- Interaction between the fibers and matrix, which can be controlled by fiber treatment or the use of coupling agents.
3. Materials Selection
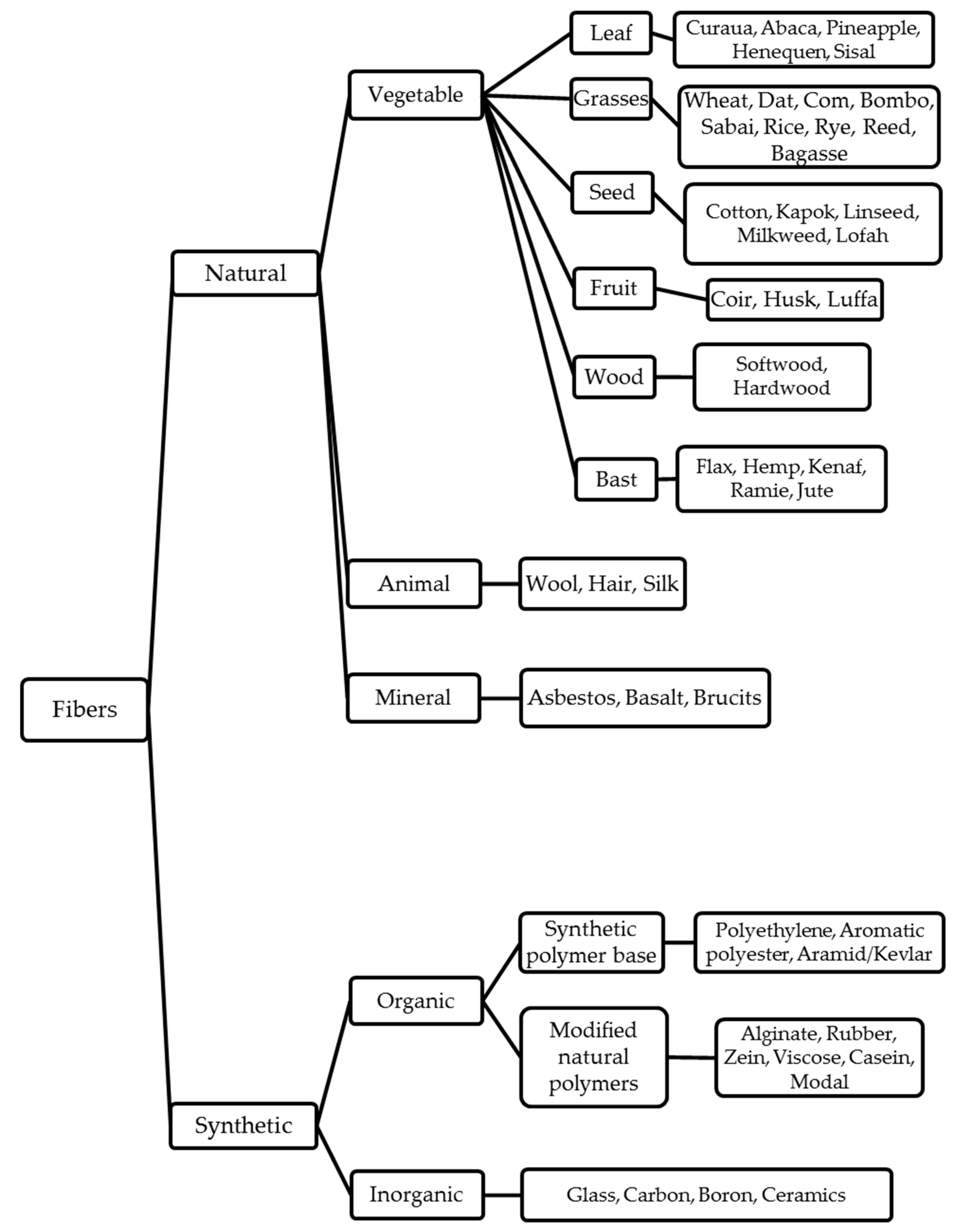
3.1. Fiber Selection
3.1.1. Natural Fibers
3.1.2. Engineered Fibers
3.2. Matrix Selection
3.2.1. Bio-Based Thermoplastics
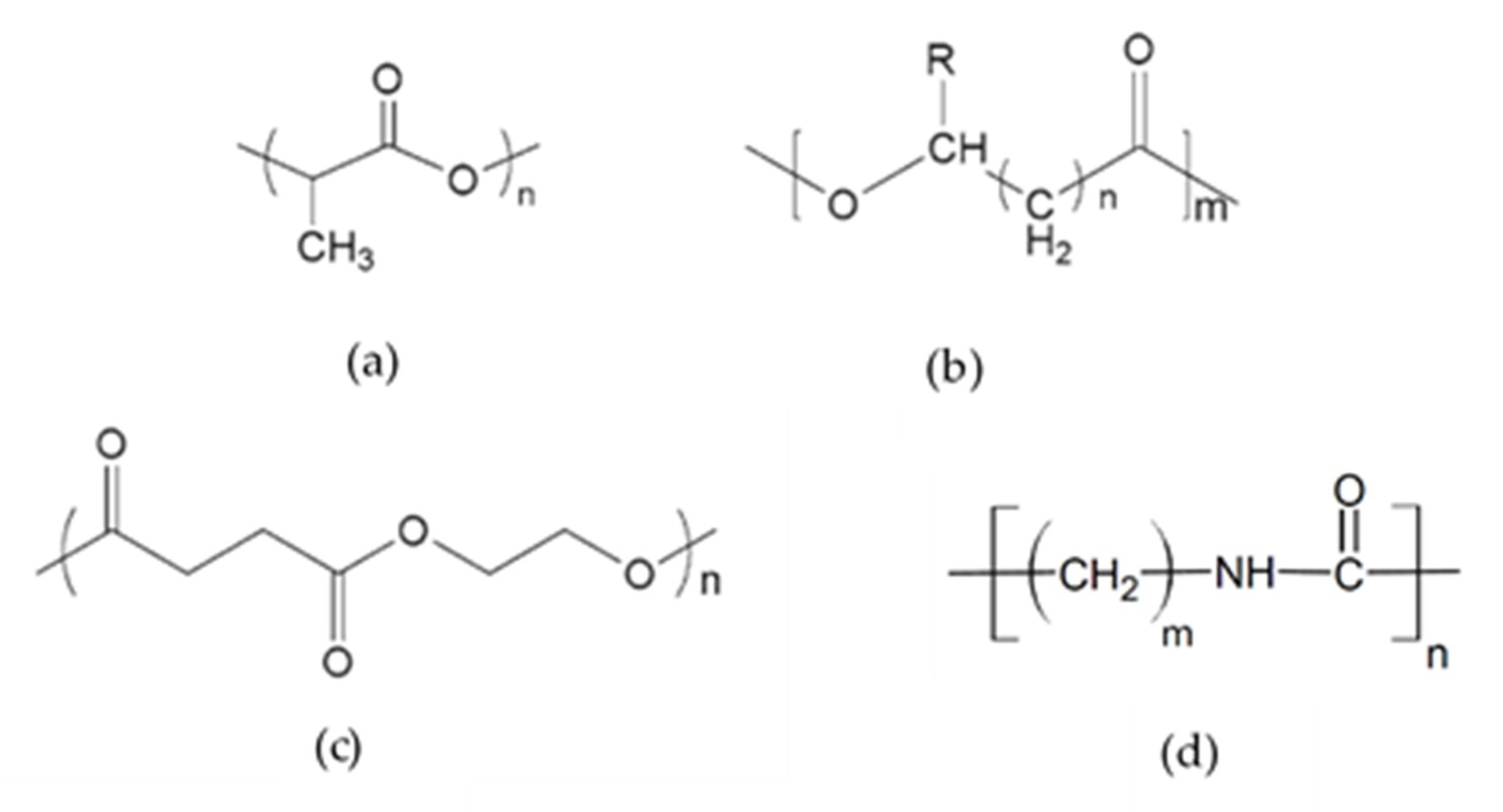
- Polylactic acid
- Polyhydroxyalkanoates
- Polybutylene succinate
- Polyamide
3.2.2. Bio-Based Thermosets
- Epoxy resins
- Phenolic resins
- Polyester resins
4. Mechanical Properties of Hybrid Biocomposites
4.1. Strength (Tensile, Flexural, Impact)
4.2. Water Absorption
4.3. Flame Retardancy
- Impregnation of fibers with a solution of the fire retardant
- Addition of microparticles or nanoparticles in matrix or reinforcement phase
- Direct incorporation of fire retardants
- Use of bio-based polymers that can potentially possess inherent fire retardancy
- Incorporation of the fire retardant into the adhesive system
- Mixing of fibers and fire retardant before adding an adhesive
- Chemical modification of matrix
- Surface treatment of fibers
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Joseph, S.; Jacob, M.; Thomas, S. Natural fiber-rubber composites and their applications. In Natural Fibers, Biopolymers, Biocomposites; Taylor Francis Group, LLC: Bacon Raton, FL, USA, 2005. [Google Scholar]
- Mohanty, A.K.; Lawrence, M.M.; Drzal, T. Natural Fibers, Biopolymers, and Biocomposites: An Introduction; CRC Press: Bacon Raton, FL, USA, 2005. [Google Scholar]
- European Commission. A Sustainable Bioeconomy for Europe: Strengthening the Connection between Economy, Society and the Environment; Publications Office of the European Union: Brussels, Belgium, 2018. [Google Scholar]
- Kargarzadeh, H.; Mariano, M.; Huang, J.; Lin, N.; Ahmad, I.; Dufresne, A.; Thomas, S. Recent developments on nanocellulose reinforced polymer nanocomposites: A review. Polymer 2017, 132, 368–393. [Google Scholar] [CrossRef]
- Drzal Lawrence, T.; Mohanty, A.; Misra, M. Bio-composite materials as alternatives to petroleum-based composites for automotive applications. Magnesium 2001, 40, 1–3. [Google Scholar]
- Prameela, K.; Mohan, C.M.; Ramakrishna, C. Biopolymers for Food Design: Consumer-Friendly Natural Ingredients. In Biopolymers for Food Design; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–32. [Google Scholar]
- Ozilgen, S.; Bucak, S. Functional Biopolymers in Food Manufacturing. In Biopolymers for Food Design; Elsevier: Amsterdam, The Netherlands, 2018; pp. 157–189. [Google Scholar]
- Sumrith, N.; Rangappa, S.M.; Dangtungee, R.; Siengchin, S.; Jawaid, M.; Pruncu, C.I. Biopolymers-Based Nanocomposites: Properties and Applications. In Bio-Based Polymers and Nanocomposites; Springer: Berlin/Heidelberg, Germany, 2019; pp. 255–272. [Google Scholar]
- Sadasivuni, K.K.; Saha, P.; Adhikari, J.; Deshmukh, K.; Ahamed, M.B.; Cabibihan, J.J. Recent advances in mechanical properties of biopolymer composites: A review. Polym. Compos. 2019, 7, 9–17. [Google Scholar] [CrossRef]
- Muratore, G.; Nobile, D.; Buonocore, G.; Lanza, C.; Asmundo, N. The influence of using biodegradable packaging films on the quality decay kinetic of plum tomato (PomodorinoDatterino®). Food Eng. 2005, 67, 393–399. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Park, H.-M.; Ha, C.-S. Bio-nanocomposites for food packaging applications. Prog. Polym. Sci. 2013, 38, 1629–1652. [Google Scholar] [CrossRef]
- Rangari, V.K.; Biswas, M.C.; Tiimob, B.J. Biodegradable Polymer Blends for Food Packaging Applications. In Food Packaging Innovations and Shelf-Life; CRC Press: Boca Raton, FL, USA, 2019; p. 151. [Google Scholar]
- Motaung, T.E.; Linganiso, L.Z. Critical review on agrowaste cellulose applications for biopolymers. Int. J. Plast. Technol. 2018, 22, 185–216. [Google Scholar] [CrossRef]
- Deshmukh, K.; Ahamed, M.B.; Sadasivuni, K.K.; Ponnamma, D.; AlMaadeed, M.A.A.; Deshmukh, R.R.; Pasha, S.K.; Polu, A.R.; Chidambaram, K. Fumed SiO2 nanoparticle reinforced biopolymer blend nanocomposites with high dielectric constant and low dielectric loss for flexible organic electronics. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Ashik, K.; Sharma, R.S.; Guptha, V.J. Investigation of moisture absorption and mechanical properties of natural/glass fiber reinforced polymer hybrid composites. Mater. Today Proc. 2018, 5, 3000–3007. [Google Scholar] [CrossRef]
- Galvez, P.; Abenojar, J.; Martinez, M.A. Effect of moisture and temperature on the thermal and mechanical properties of a ductile epoxy adhesive for use in steel structures reinforced with CFRP. Compos. Part B Eng. 2019, 176, 107194. [Google Scholar] [CrossRef]
- Al-Hajaj, Z.; Zdero, R.; Bougherara, H. Mechanical, morphological, and water absorption properties of a new hybrid composite material made from 4 harness satin woven carbon fibres and flax fibres in an epoxy matrix. Compos. Part A Appl. Sci. Manuf. 2018, 115, 46–56. [Google Scholar] [CrossRef]
- Forintos, N.; Czigany, T. Multifunctional application of carbon fiber reinforced polymer composites: Electrical properties of the reinforcing carbon fibers-a short review. Compos. Part B Eng. 2019, 162, 331–343. [Google Scholar] [CrossRef]
- Verma, D.; Fortunati, E.; Jain, S.; Zhang, X. Biomass, Biopolymer-Based Materials, and Bioenergy: Construction, Biomedical, and Other Industrial Applications; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Bindu, J.; Kumar, K.S.; Panda, S.K.; Katiyar, V. Biopolymer Dispersed Poly Lactic Acid Composites and Blends for Food Packaging Applications. In Advances in Sustainable Polymers; Springer: Berlin/Heidelberg, Germany, 2019; pp. 209–235. [Google Scholar]
- Daramola, O.O.; Olajide, J.L.; Agwuncha, S.C.; Mochane, M.J.; Sadiku, E.R. Nanostructured Green Biopolymer Composites for Orthopedic Application. In Green Biopolymers and Their Nanocomposites; Springer: Berlin/Heidelberg, Germany, 2019; pp. 159–190. [Google Scholar]
- Sangeetha, K.; Vinodhini, P.A.; Sudha, P. Clay Based Biopolymer Nanocomposites and Their Applications in Environmental and Biomedical Fields. In Sustainable Polymer Composites and Nanocomposites; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1159–1183. [Google Scholar]
- Ibrahim, I.D.; Sadiku, E.R.; Jamiru, T.; Hamam, Y.; Alayli, Y.; Eze, A.A.; Kupolati, W.K. Biopolymer Composites and Bionanocomposites for Energy Applications. In Green Biopolymers and Their Nanocomposites; Springer: Berlin/Heidelberg, Germany, 2019; pp. 313–341. [Google Scholar]
- Allende, M.I.; Davis, B.A.; Miller, J.E.; Christiansen, E.L.; Lepech, M.D.; Loftus, D.J. Hypervelocity Impact Performance of Biopolymer-Bound Soil Composites for Space Construction. Aerosp. Eng. 2020, 33, 04020001. [Google Scholar] [CrossRef]
- Angellier, H.; Molina-Boisseau, S.; Dole, P.; Dufresne, A. Thermoplastic starch—Waxy maize starch nanocrystals nanocomposites. Biomacromolecules 2006, 7, 531–539. [Google Scholar] [CrossRef] [PubMed]
- Dos Santos Rosa, D.; Lenz, D.M. Biocomposites: Influence of matrix nature and additives on the properties and biodegradation behaviour. Biodegrad. Eng. Technol. Intech Rij. Croat. 2013, 433–475. [Google Scholar] [CrossRef] [Green Version]
- Mochane, M.; Mokhena, T.C.; Mokhothu, T.; Mtibe, A.; Sadiku, E.; Ray, S.S.; Ibrahim, I.; Daramola, O. Recent progress on natural fiber hybrid composites for advanced applications: A review. Gen. Sci. Eng. Technol. 2019. [Google Scholar] [CrossRef]
- Islam, M.S.; Ramli, I.B.; Hasan, M.; Islam, M.M.; Islam, K.N.; Hasan, M.; Harmaen, A.S. Effect of kenaf and EFB fiber hybridization on physical and thermo-mechanical properties of PLA biocomposites. Fibers Polym. 2017, 18, 116–121. [Google Scholar] [CrossRef]
- Potluri, R. Natural Fiber-Based Hybrid Bio-composites: Processing, Characterization, and Applications. In Green Composites; Springer: Berlin/Heidelberg, Germany, 2019; pp. 1–46. [Google Scholar]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S. Thermal properties of coir and pineapple leaf fibre reinforced polylactic acid hybrid composites. In IOP Conference Series: Materials Science and Engineering, Proceedings of the International Conference on Advances in Manufacturing and Materials Engineering (ICAMME 2017), Kuala Lumpur, Malaysia, 8–9 August 2017; IOP Publishing: Bristol, UK, 2018; p. 012019. [Google Scholar]
- Asim, M.; Jawaid, M.; Paridah, M.T.; Saba, N.; Nasir, M.; Shahroze, R.M. Dynamic and thermo-mechanical properties of hybridized kenaf/PALF reinforced phenolic composites. Polym. Compos. 2019, 40, 3814–3822. [Google Scholar] [CrossRef]
- Sreekala, M.; George, J.; Kumaran, M.; Thomas, S. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with glass and oil palm fibres. Compos. Sci. Technol. 2002, 62, 339–353. [Google Scholar] [CrossRef]
- Zweben, C. Tensile strength of hybrid composites. Mater. Sci. 1977, 12, 1325–1337. [Google Scholar] [CrossRef]
- Hariharan, A.B.A.; Khalil, H.A. Lignocellulose-based hybrid bilayer laminate composite: Part I-Studies on tensile and impact behavior of oil palm fiber-glass fiber-reinforced epoxy resin. Compos. Mater. 2005, 39, 663–684. [Google Scholar] [CrossRef]
- Marom, G.; Fischer, S.; Tuler, F.; Wagner, H. Hybrid effects in composites: Conditions for positive or negative effects versus rule-of-mixtures behaviour. Mater. Sci. 1978, 13, 1419–1426. [Google Scholar] [CrossRef]
- Dong, C. Review of natural fibre-reinforced hybrid composites. Reinf. Plast. Compos. 2018, 37, 331–348. [Google Scholar]
- Bassyouni, M.; Javaid, U.; ul Hasan, S.W. Bio-based hybrid polymer composites: A sustainable high performance material. In Hybrid Polymer Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 23–70. [Google Scholar]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar]
- Bledzki, A.; Gassan, J. Progress in Polym. Science 1999, 24, 221. [Google Scholar]
- Dhyani, V.; Bhaskar, T. Pyrolysis of Biomass. In Biofuels: Alternative Feedstocks and Conversion Processes for the Production of Liquid and Gaseous Biofuels; Elsevier: Amsterdam, The Netherlands, 2019; pp. 217–244. [Google Scholar]
- Nevell, T.P.; Zeronian, S.H. (Eds.) Cellulose Chemistry and Its Applications; Ellis Horwood Ltd: Hemel Hempstead, UK, 1985. [Google Scholar]
- Kim, C.-H.; Cho, K.; Park, J.-K. Grafting of glycidyl methacrylate onto polycaprolactone: Preparation and characterization. Polymer 2001, 42, 5135–5142. [Google Scholar] [CrossRef]
- Azwa, Z.; Yousif, B.; Manalo, A.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef] [Green Version]
- Mokhothu, T.H.; John, M.J. Review on hygroscopic aging of cellulose fibres and their biocomposites. Carbohydr. Polym. 2015, 131, 337–354. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Singh, S.; Mohanty, A. Wood fiber reinforced bacterial bioplastic composites: Fabrication and performance evaluation. Compos. Sci. Technol. 2007, 67, 1753–1763. [Google Scholar] [CrossRef]
- Cousins, W. Young’s modulus of hemicellulose as related to moisture content. Wood Sci. Technol. 1978, 12, 161–167. [Google Scholar] [CrossRef]
- Jarvis, M.C. Structure and properties of pectin gels in plant cell walls. Plant. Cell Environ. 1984, 7, 153–164. [Google Scholar]
- Satyanarayana, K.G.; Arizaga, G.G.; Wypych, F. Biodegradable composites based on lignocellulosic fibers—An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A review of natural fibers used in biocomposites: Plant, animal and regenerated cellulose fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]
- Marques, A.R.; de Oliveira Patrício, P.S.; dos Santos, F.S.; Monteiro, M.L.; de Carvalho Urashima, D.; de Souza Rodrigues, C. Effects of the climatic conditions of the southeastern Brazil on degradation the fibers of coir-geotextile: Evaluation of mechanical and structural properties. Geotext. Geomembr. 2014, 42, 76–82. [Google Scholar] [CrossRef]
- Bledzki, A.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Huo, S.; Ulven, C.A. Natural fiber reinforced composites. Polym. Rev. 2012, 52, 259–320. [Google Scholar] [CrossRef]
- Mwaikambo, L.a.; Ansell, M. Mechanical properties of alkali treated plant fibres and their potential as reinforcement materials. I. Hemp fibres. Mater. Sci. 2006, 41, 2483–2496. [Google Scholar] [CrossRef]
- Dicker, M.P.; Duckworth, P.F.; Baker, A.B.; Francois, G.; Hazzard, M.K.; Weaver, P.M. Green composites: A review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 280–289. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Mwaikambo, L. Review of the history, properties and application of plant fibres. Afr. J. Sci. Technol. 2006, 7, 121. [Google Scholar]
- Mohanty, A.; Misra, M.A.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Navaneethakrishnan, P.; Shankar, S.; Rajasekar, R.; Rajini, N. Characterization of natural fiber and composites–A review. J. Reinf. Plast. Compos. 2013, 32, 1457–1476. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical composition of natural fibers and its influence on their mechanical properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Murkherjee, P.; Satyanarayana, K. Structure and properties of some vegetable fibers-Part 1: Sisal fiber. Mater. Sci. 1984, 19, 3925–3934. [Google Scholar] [CrossRef]
- Murherjee, P.; Satyanarayana, K. Structure and properties of some vegetable fibers-Part 2 Pineapple fiber (Ananas comosus). Mater. Sci. 1986, 21, 51–56. [Google Scholar] [CrossRef]
- Varma, D.; Varma, M.; Varma, I. Coir fibers: Part I: Effect of physical and chemical treatments on properties. Text. Res. J. 1984, 54, 827–832. [Google Scholar] [CrossRef]
- Li, Y.; Mai, Y.-W.; Ye, L. Sisal fibre and its composites: A review of recent developments. Compos. Sci. Technol. 2000, 60, 2037–2055. [Google Scholar] [CrossRef]
- Duhovic, M.; Peterson, S.; Jayaraman, K. Natural-fibre–biodegradable polymer composites for packaging. In Properties and Performance of Natural-Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2008; pp. 301–329. [Google Scholar]
- Sanjay, M.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar]
- Sanjay, M.; Arpitha, G.; Naik, L.L.; Gopalakrishna, K.; Yogesha, B. Applications of natural fibers and its composites: An overview. Nat. Resour. 2016, 7, 108–114. [Google Scholar] [CrossRef] [Green Version]
- Wenger, J.; Stern, T.; Schoggl, J.; Ree, R.; Corato, U.; Bari, I.; Bell, G.; Stichnothe, H. Natural Fibers and Fiber-Based Materials in Biorefineries: Status Report 2018; IEA Bioenergy: Paris, France, 2018; ISBN 978-1-910154-53-3. [Google Scholar]
- Carlsson, L.A.; Adams, D.F.; Pipes, R.B. Experimental Characterization of Advanced Composite Materials; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Rahman, R.; Putra, S.Z.F.S. Tensile properties of natural and synthetic fiber-reinforced polymer composites. In Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2019; pp. 81–102. [Google Scholar]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Part B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Y.; Ma, H.; Yu, T. Tensile and interfacial properties of unidirectional flax/glass fiber reinforced hybrid composites. Compos. Sci. Technol. 2013, 88, 172–177. [Google Scholar] [CrossRef]
- Murawski, A.; Diaz, R.; Inglesby, S.; Delabar, K.; Quirino, R.L. Synthesis of Bio-based Polymer Composites: Fabrication, Fillers, Properties, and Challenges. In Polymer Nanocomposites in Biomedical Engineering; Springer: Berlin/Heidelberg, Germany, 2019; pp. 29–55. [Google Scholar]
- Zaid, A.; Jimeniez, E. Date palm cultivation. In FAO Plant Production and Protection Paper; Food and Agriculture Organization (FAO): Rome, Italy, 1999; p. 287. [Google Scholar]
- Ma, S.; Li, T.; Liu, X.; Zhu, J. Research progress on bio-based thermosetting resins. Polym. Int. 2016, 65, 164–173. [Google Scholar] [CrossRef]
- Rodriguez-Castellanos, W.; Rodrigue, D. Production and Characterization of Hybrid Polymer Composites Based on Natural Fibers. In Composites from Renewable and Sustainable Materials; InTech: London, UK, 2016; pp. 273–302. [Google Scholar]
- Niaounakis, M. Biopolymers: Applications and Trends; William Andrew: Norwich, NY, USA, 2015. [Google Scholar]
- Zhu, J. Development of Novel Flax Bio-Matrix Composites for Non-Structural and Structural Vehicle Applications. Ph.D. Thesis, Cranfield University, Bedford, UK, 2015. [Google Scholar]
- Bravo, A.; Toubal, L.; Koffi, D.; Erchiqui, F. Development of novel green and biocomposite materials: Tensile and flexural properties and damage analysis using acoustic emission. Mater. Des. 1980–2015 2015, 66, 16–28. [Google Scholar] [CrossRef] [Green Version]
- Stevens, C.V. Bio-Based Plastics: Materials and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Ganster, J.; Fink, H.-P. Man-Made Cellulose Short Fiber Reinforced Oil and Bio-Based Thermoplastics. In Cellulose Fibers: Bio-and Nano-Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2011; pp. 479–506. [Google Scholar]
- Zhang, Y.; Yuan, Z.; Xu, C.C. Bio-based resins for fiber-reinforced polymer composites. In Natural Fiber-Reinforced Biodegradable and Bioresorbable Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2017; pp. 137–162. [Google Scholar]
- Graupner, N.; Herrmann, A.S.; Müssig, J. Natural and man-made cellulose fibre-reinforced poly (lactic acid)(PLA) composites: An overview about mechanical characteristics and application areas. Compos. Part A Appl. Sci. Manuf. 2009, 40, 810–821. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications-A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]
- Kamthai, S.; Magaraphan, R. Thermal and mechanical properties of polylactic acid (PLA) and bagasse carboxymethyl cellulose (CMCB) composite by adding isosorbide diesters. AIP Conf. Proc. 2015, 1664, 060006. [Google Scholar] [CrossRef]
- Williams, J.K.; Yoo, J.J.; Atala, A. Regenerative medicine approaches for tissue engineered heart valves. In Principles of Regenerative Medicine; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1041–1058. [Google Scholar]
- Díez-Pascual, A.M. Biodegradable food packaging nanocomposites based on ZnO-reinforced polyhydroxyalkanoates. In Food Packaging; Elsevier: Amsterdam, The Netherlands, 2017; pp. 185–221. [Google Scholar]
- Russell, R.A.; Garvey, C.J.; Darwish, T.A.; Foster, L.J.R.; Holden, P.J. Biopolymer deuteration for neutron scattering and other isotope-sensitive techniques. In Methods in Enzymology; Elsevier: Amsterdam, The Netherlands, 2015; Volume 565, pp. 97–121. [Google Scholar]
- Zhang, Z.; Ortiz, O.; Goyal, R.; Kohn, J. Biodegradable polymers. In Handbook of Polymer Applications in Medicine and Medical Devices; Elsevier: Amsterdam, The Netherlands, 2014; pp. 303–335. [Google Scholar]
- Madison, L.L.; Huisman, G.W. Metabolic engineering of poly (3-hydroxyalkanoates): From DNA to plastic. Microbiol. Mol. Biol. Rev. 1999, 63, 21–53. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Griffin, G.J. Chemistry and Technology of Biodegradable Polymers; Blackie Academic and Professional: London, UK, 1994. [Google Scholar]
- Reddy, C.; Ghai, R.; Kalia, V.C. Polyhydroxyalkanoates: An overview. Bioresour. Technol. 2003, 87, 137–146. [Google Scholar] [CrossRef]
- Roy, I.; Visakh, P. Polyhydroxyalkanoate (PHA) Based Blends, Composites and Nanocomposites; Royal Society of Chemistry: Cambridge, UK, 2014; Volume 30. [Google Scholar]
- Ten, E.; Jiang, L.; Zhang, J.; Wolcott, M.P. Mechanical performance of polyhydroxyalkanoate (PHA)-based biocomposites. In Biocomposites; Elsevier: Amsterdam, The Netherlands, 2015; pp. 39–52. [Google Scholar]
- Niaounakis, M. Biopolymers: Processing and Products; William Andrew: Norwich, NY, USA, 2014. [Google Scholar]
- Jamaluddin, N.; Razaina, M.; Ishak, Z.M. Mechanical and morphology behaviours of polybutylene (succinate)/thermoplastic polyurethaneblend. Procedia Chem. 2016, 19, 426–432. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.X.; Kim, E.S.; Yoon, J.S. Poly (butylene succinate)/twice functionalized organoclay nanocomposites: Preparation, characterization, and properties. Appl. Polym. Sci. 2005, 98, 1727–1732. [Google Scholar] [CrossRef]
- Someya, Y.; Nakazato, T.; Teramoto, N.; Shibata, M. Thermal and mechanical properties of poly (butylene succinate) nanocomposites with various organo-modified montmorillonites. Appl. Polym. Sci. 2004, 91, 1463–1475. [Google Scholar] [CrossRef]
- Han, H.; Wang, X.; Wu, D. Mechanical properties, morphology and crystallization kinetic studies of bio-based thermoplastic composites of poly (butylene succinate) with recycled carbon fiber. Chem. Technol. Biotechnol. 2013, 88, 1200–1211. [Google Scholar] [CrossRef]
- Song, L.; Qiu, Z. Influence of low multi-walled carbon nanotubes loadings on the crystallization behavior of biodegradable poly (butylene succinate) nanocomposites. Polym. Adv. Technol. 2011, 22, 1642–1649. [Google Scholar] [CrossRef]
- Yuan, L.; Wu, D.; Zhang, M.; Zhou, W.; Lin, D. Rheological percolation behavior and isothermal crystallization of poly (butyene succinte)/carbon nanotube composites. Ind. Eng. Chem. Res. 2011, 50, 14186–14192. [Google Scholar] [CrossRef]
- Ge, F.; Wang, X.; Ran, X. Properties of biodegradable poly (butylene succinate)(PBS) composites with carbon black. Polym. Sci. Ser. A 2017, 59, 416–424. [Google Scholar] [CrossRef]
- McKeen, L.W. The Effect of UV Light and Weather on Plastics and Elastomers; William Andrew: Norwich, NY, USA, 2019. [Google Scholar]
- Kausar, A. Physical properties of hybrid polymer/clay composites. In Hybrid Polymer Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 115–132. [Google Scholar]
- Di Lorenzo, M.L.; Longo, A.; Androsch, R. Polyamide 11/Poly (butylene succinate) Bio-Based Polymer Blends. Materials 2019, 12, 2833. [Google Scholar] [CrossRef] [Green Version]
- Patel, R.; Ruehle, D.A.; Dorgan, J.R.; Halley, P.; Martin, D. Biorenewable blends of polyamide-11 and polylactide. Polym. Eng. Sci. 2014, 54, 1523–1532. [Google Scholar] [CrossRef]
- Liu, T.; Lim, K.P.; Tjiu, W.C.; Pramoda, K.; Chen, Z.-K. Preparation and characterization of nylon 11/organoclay nanocomposites. Polymer 2003, 44, 3529–3535. [Google Scholar] [CrossRef]
- Jariyavidyanont, K.; Focke, W.; Androsch, R. Thermal properties of biobased polyamide 11. Therm. Prop. Bio-Based Polym. 2019, 143–187. [Google Scholar] [CrossRef]
- Stoclet, G.; Seguela, R.; Lefebvre, J.-M. Morphology, thermal behavior and mechanical properties of binary blends of compatible biosourced polymers: Polylactide/polyamide11. Polymer 2011, 52, 1417–1425. [Google Scholar] [CrossRef]
- Heshmati, V.; Zolali, A.M.; Favis, B.D. Morphology development in poly (lactic acid)/polyamide11 biobased blends: Chain mobility and interfacial interactions. Polymer 2017, 120, 197–208. [Google Scholar] [CrossRef]
- Ke, Y.; Zhang, X.; Ramakrishna, S.; He, L.; Wu, G. Reactive blends based on polyhydroxyalkanoates: Preparation and biomedical application. Mater. Sci. Eng. C 2017, 70, 1107–1119. [Google Scholar] [CrossRef]
- Tercjak, A.; Haponiuk, J.; Masiulanis, B. Study of thermal property changes of biopol/polyamide 11 blends during biodegradation in compost. J. Therm. Anal. Calorim. 2003, 74, 605–608. [Google Scholar] [CrossRef]
- Moriyama, T.; Sumiya, N.; Saito, T. Impact strength improvement of polyamide 11 without flexural modulus reduction by dispersing poly (butylene succinate) particles. Polym. J. 2016, 48, 221–224. [Google Scholar] [CrossRef]
- Jariyavidyanont, K.; Focke, W.; Androsch, R. Crystallization kinetics of polyamide 11 in the presence of sepiolite and montmorillonite nanofillers. Colloid Polym. Sci. 2016, 294, 1143–1151. [Google Scholar] [CrossRef] [Green Version]
- Halim, K.A.A.; Farrell, J.B.; Kennedy, J.E. Preparation and characterisation of polyamide 11/montmorillonite (MMT) nanocomposites for use in angioplasty balloon applications. Mater. Chem. Phys. 2013, 143, 336–348. [Google Scholar] [CrossRef]
- Sahnoune, M.; Taguet, A.; Otazaghine, B.; Kaci, M.; Lopez-Cuesta, J.-M. Effects of functionalized halloysite on morphology and properties of polyamide-11/SEBS-g-MA blends. Eur. Polym. J. 2017, 90, 418–430. [Google Scholar] [CrossRef]
- Mahapatro, A.; Singh, D.K. Biodegradable nanoparticles are excellent vehicle for site directed in-vivo delivery of drugs and vaccines. J. Nanobiotechnol. 2011, 9, 55. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kabilan, S.; Ayyasamy, M.; Jayavel, S.; Paramasamy, G. Pseudomonas sp. as a source of medium chain length polyhydroxyalkanoates for controlled drug delivery: Perspective. Int. J. Microbiol. 2012, 2012. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Manepalli, P.H.; Zhu, L.; Narayan-Sarathy, S.; Alavi, S. Morphological, barrier and mechanical properties of films from poly (butylene succinate) reinforced with nanocrystalline cellulose and chitin whiskers using melt extrusion. J. Polym. Res. 2019, 26, 188. [Google Scholar] [CrossRef]
- Jiang, Y.; Loos, K. Enzymatic synthesis of biobased polyesters and polyamides. Polymers 2016, 8, 243. [Google Scholar] [CrossRef] [Green Version]
- Laine, L.; Rozite, L. Eco-Efficient Composite Materials; European Union European Regional Development Fund. October 2010. Available online: https://people.arcada.fi/~rene/biocomposites/lectures/STATE%20OF%20THE%20ART_material_examples.pdf (accessed on 12 November 2020).
- Pilla, S. Handbook of Bioplastics and Biocomposites Engineering Applications; John Wiley & Sons: Hoboken, NJ, USA, 2011; Volume 81. [Google Scholar]
- Lutton, R.; Taylor, S.; Sonebi, M.; Murphy, A. Commercial potential of bioresins and their success in thermosetting composites: An overview. In Proceedings of the ICBBM ECOGRAFI, Clermont-Ferrand, France, 21–23 June 2017. [Google Scholar]
- Jin, F.-L.; Li, X.; Park, S.-J. Synthesis and application of epoxy resins: A review. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Kausar, A. Role of thermosetting polymer in structural composite. Am. J. Polym. Sci. Eng. 2017, 5, 1–12. [Google Scholar]
- Hamerton, I.; Mooring, L. The use of thermosets in aerospace applications. In Thermosets; Elsevier: Amsterdam, The Netherlands, 2012; pp. 189–227. [Google Scholar]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process. Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Ma, S.; Liu, X.; Jiang, Y.; Tang, Z.; Zhang, C.; Zhu, J. Bio-based epoxy resin from itaconic acid and its thermosets cured with anhydride and comonomers. Green Chem. 2013, 15, 245–254. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Khayyam, H.; Naebe, M. Fish DNA-modified clays: Towards highly flame retardant polymer nanocomposite with improved interfacial and mechanical performance. Sci. Rep. 2016, 6, 1–17. [Google Scholar] [CrossRef] [Green Version]
- Ramon, E.; Sguazzo, C.; Moreira, P.M. A review of recent research on bio-based epoxy systems for engineering applications and potentialities in the aviation sector. Aerospace 2018, 5, 110. [Google Scholar] [CrossRef] [Green Version]
- Raquez, J.-M.; Deléglise, M.; Lacrampe, M.-F.; Krawczak, P. Thermosetting (bio) materials derived from renewable resources: A critical review. Prog. Polym. Sci. 2010, 35, 487–509. [Google Scholar] [CrossRef]
- Cardona, F.; Aravinthan, T.; Fedrigo, J.; Moscou, C. Synthesis of phenolic bio-resins for advanced composites in civil engineering structures. In Proceedings of the Southern Region Engineering Conference (SREC 2010), Toowoomba, Australia, 11–12 November 2010; pp. 58–64. [Google Scholar]
- Ono, H.; Sudo, K.; Karasawa, H. Phenolated wood-a source of wood adhesives. In Proceedings of the International Symposium on Chemical Modification of Wood, Kyoto, Japan, 17–18 May 1991; pp. 35–37. [Google Scholar]
- Maldas, D.; Shiraishi, N. Liquefaction of biomass in the presence of phenol and H2O using alkalies and salts as the catalyst. Biomass Bioenergy 1997, 12, 273–279. [Google Scholar] [CrossRef]
- US National Renewable Energy Laboratory (NREL). Available online: http://www.nrel.gov/docs/legosti/old/5819.pdf (accessed on 23 September 2020).
- Gani, A.; Naruse, I. Effect of cellulose and lignin content on pyrolysis and combustion characteristics for several types of biomass. Renew. Energy 2007, 32, 649–661. [Google Scholar] [CrossRef]
- Bridgwater, A.; Peacocke, G. Fast pyrolysis processes for biomass. Renew. Sustain. Energy Rev. 2000, 4, 1–73. [Google Scholar] [CrossRef]
- Maxineasa, S.G.; Taranu, N. Life cycle analysis of strengthening concrete beams with FRP. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Elsevier: Amsterdam, The Netherlands, 2018; pp. 673–721. [Google Scholar]
- Loos, M. Carbon Nanotube Reinforced Composites: CNT Polymer Science and Technology; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Jawaid, M.; Thariq, M.; Saba, N. Mechanical and Physical Testing of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Woodhead Publishing: Cambridge, UK, 2018. [Google Scholar]
- Sheel, A.; Pant, D. Chemical Depolymerization of PET Bottles via Glycolysis. In Recycling of Polyethylene Terephthalate Bottles; Elsevier: Amsterdam, The Netherlands, 2019; pp. 61–84. [Google Scholar]
- Transparency Market Research. Itaconic Acid Market for Synthetic Latex, Unsaturated Polyester Resins, Detergents, Superabsorbent Polymers (SAP), and Other Applications—Global Industry Analysis, Size, Share, Growth, Trends and Forecast 2015−2023, TMRGL5492; Transparency Market Research: Albany, NY, USA, 27 July 2015. [Google Scholar]
- Mighani, H. Synthesis of thermally stable polyesters. In Polyester; InTech: Rijeka, Croatia, 2012; pp. 3–17. [Google Scholar]
- Fink, J.K. Reactive Polymers: Fundamentals and Applications: A Concise Guide to Industrial Polymers; William Andrew: Norwich, NY, USA, 2017. [Google Scholar]
- Meier, M.A.; Metzger, J.O.; Schubert, U.S. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 2007, 36, 1788–1802. [Google Scholar] [CrossRef]
- Biermann, U.; Bornscheuer, U.; Meier, M.A.; Metzger, J.O.; Schäfer, H.J. Oils and fats as renewable raw materials in chemistry. Angew. Chem. Int. Ed. 2011, 50, 3854–3871. [Google Scholar] [CrossRef]
- Mehta, G.; Mohanty, A.; Misra, M.; Drzal, L. Biobased resin as a toughening agent for biocomposites. Green Chem. 2004, 6, 254–258. [Google Scholar] [CrossRef]
- Das, K.; Ray, D.; Banerjee, C.; Bandyopadhyay, N.; Mohanty, A.K.; Misra, M. Novel materials from unsaturated polyester resin/styrene/tung oil blends with high impact strengths and enhanced mechanical properties. Appl. Polym. Sci. 2011, 119, 2174–2182. [Google Scholar] [CrossRef]
- Kureemun, U.; Ravandi, M.; Tran, L.; Teo, W.; Tay, T.; Lee, H. Effects of hybridization and hybrid fibre dispersion on the mechanical properties of woven flax-carbon epoxy at low carbon fibre volume fractions. Compos. Part B Eng. 2018, 134, 28–38. [Google Scholar] [CrossRef]
- Nguyen, H.; Zatar, W.; Mutsuyoshi, H. Mechanical properties of hybrid polymer composite. In Hybrid Polymer Composite Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 83–113. [Google Scholar]
- Ismail, K.I.; Sultan, M.T.H.H.; Shah, A.U.; Mazlan, N.; Ariffin, A.H. Tensile Properties of Hybrid Biocomposite Reinforced Epoxy Modified with Carbon Nanotube (CNT). BioResources 2018, 13, 1787–1800. [Google Scholar] [CrossRef]
- Sathishkumar, T.; Ramakrishnan, S.; Navaneethakrishnan, P. Effect of Glass and Banana Fiber Mat Orientation and Number of Layers on Mechanical Properties of Hybrid Composites. In Biofibers and Biopolymers for Biocomposites; Springer: Berlin/Heidelberg, Germany, 2020; pp. 295–312. [Google Scholar]
- Prasanna, G.; Venkatesha. Surface modification, characterization and optimization of hybrid bio composites. In Fatigue, Durability, and Fracture Mechanics; Springer: Singapore, 2020; p. 632. [Google Scholar] [CrossRef]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Malkapuram, R.; Kumar, V.; Negi, Y.S. Recent development in natural fiber reinforced polypropylene composites. J. Reinf. Plast. Compos. 2009, 28, 1169–1189. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Lee, B.-H.; Kim, H.-J.; Yu, W.-R. Fabrication of long and discontinuous natural fiber reinforced polypropylene biocomposites and their mechanical properties. Fibers Polym. 2009, 10, 83–90. [Google Scholar] [CrossRef]
- López Manchado, M.; Arroyo, M.; Biagiotti, J.; Kenny, J. Enhancement of mechanical properties and interfacial adhesion of PP/EPDM/flax fiber composites using maleic anhydride as a compatibilizer. J. Appl. Polym. Sci. 2003, 90, 2170–2178. [Google Scholar] [CrossRef]
- Liu, L.; Yu, J.; Cheng, L.; Qu, W. Mechanical properties of poly (butylene succinate)(PBS) biocomposites reinforced with surface modified jute fibre. Compos. Part A Appl. Sci. Manuf. 2009, 40, 669–674. [Google Scholar] [CrossRef]
- Phillips, L. The hybrid effect-does it exist? Composites 1976, 7, 7–8. [Google Scholar] [CrossRef]
- Hayashi, T. On the improvement of mechanical properties of composites by hybrid composition. In Proceedings of the 8th Reinforced Plastics Conference, London, UK, 10–12 October 1972; pp. 149–152. [Google Scholar]
- Bunsell, A.; Harris, B. Hybrid carbon and glass fibre composites. Composites 1974, 5, 157–164. [Google Scholar] [CrossRef]
- Swolfs, Y.; Gorbatikh, L.; Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 67, 181–200. [Google Scholar] [CrossRef]
- Enfedaque, A.; Molina-Aldareguía, J.; Gálvez, F.; González, C.; Llorca, J. Effect of glass fiber hybridization on the behavior under impact of woven carbon fiber/epoxy laminates. J. Compos. Mater. 2010, 44, 3051–3068. [Google Scholar] [CrossRef] [Green Version]
- Sevkat, E.; Liaw, B.; Delale, F.; Raju, B.B. Drop-weight impact of plain-woven hybrid glass–graphite/toughened epoxy composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1090–1110. [Google Scholar] [CrossRef]
- Onal, L.; Adanur, S. Effect of stacking sequence on the mechanical properties of glass–carbon hybrid composites before and after impact. J. Ind. Text. 2002, 31, 255–271. [Google Scholar] [CrossRef]
- Naik, N.; Ramasimha, R.; Arya, H.; Prabhu, S.; ShamaRao, N. Impact response and damage tolerance characteristics of glass–carbon/epoxy hybrid composite plates. Compos. Part B Eng. 2001, 32, 565–574. [Google Scholar] [CrossRef]
- Sevkat, E.; Liaw, B.; Delale, F.; Raju, B.B. Effect of repeated impacts on the response of plain-woven hybrid composites. Compos. Part B Eng. 2010, 41, 403–413. [Google Scholar] [CrossRef]
- P., D.C. Interlayer Hybridisation of Steel Fibre and Self-Reinforced Composites; KU Leuven: Leuven, Belgium, 2012. [Google Scholar]
- Park, R.; Jang, J. Effect of laminate geometry on impact performance of aramid fiber/polyethylene fiber hybrid composites. Appl. Polym. Sci. 2000, 75, 952–959. [Google Scholar] [CrossRef]
- Peijs, A.; Venderbosch, R. Hybrid composites based on polyethylene and carbon fibres Part IV Influence of hybrid design on impact strength. Mater. Sci. Lett. 1991, 10, 1122–1124. [Google Scholar] [CrossRef] [Green Version]
- Saito, H.; Morita, M.; Kawabe, K.; Kanesaki, M.; Takeuchi, H.; Tanaka, M.; Kimpara, I. Effect of ply-thickness on impact damage morphology in CFRP laminates. J. Reinf. Plast. Compos. 2011, 30, 1097–1106. [Google Scholar] [CrossRef]
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.L.; Diaz, V. Study of the behaviour of adhesive joints of steel with CFRP for its application in bus structures. Compos. Part B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Thiagamani, S.M.K.; Krishnasamy, S.; Muthukumar, C.; Tengsuthiwat, J.; Nagarajan, R.; Siengchin, S.; Ismail, S.O. Investigation into mechanical, absorption and swelling behaviour of hemp/sisal fibre reinforced bioepoxy hybrid composites: Effects of stacking sequences. Int. J. Biol. Macromol. 2019, 140, 637–646. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Effect of layering sequence and chemical treatment on the mechanical properties of woven kenaf–aramid hybrid laminated composites. Mater. Des. 2015, 67, 173–179. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Ananthaprasad, M.; Reddy, N. Hybrid biocomposites. Polym. Compos. 2018, 39, E30–E54. [Google Scholar] [CrossRef]
- Manteghi, S.; Mahboob, Z.; Fawaz, Z.; Bougherara, H. Investigation of the mechanical properties and failure modes of hybrid natural fiber composites for potential bone fracture fixation plates. J. Mech. Behav. Biomed. Mater. 2017, 65, 306–316. [Google Scholar] [CrossRef] [PubMed]
- Yusoff, R.B.; Takagi, H.; Nakagaito, A.N. Tensile and flexural properties of polylactic acid-based hybrid green composites reinforced by kenaf, bamboo and coir fibers. Ind. Crop. Prod. 2016, 94, 562–573. [Google Scholar] [CrossRef]
- Subagia, I.A.; Kim, Y.; Tijing, L.D.; Kim, C.S.; Shon, H.K. Effect of stacking sequence on the flexural properties of hybrid composites reinforced with carbon and basalt fibers. Compos. Part B Eng. 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Sivasaravanan, S.; Bupesh Raja, V.K. Impact characterization of epoxy LY556/E-glass fibre/nano clay hybrid nano composite materials. Procedia Eng. 2014, 97, 968–974. [Google Scholar] [CrossRef] [Green Version]
- Özturk, S. Effect of fiber loading on the mechanical properties of kenaf and fiberfrax fiber-reinforced phenol-formaldehyde composites. J. Compos. Mater. 2010, 44, 2265–2288. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp fiber and its composites—A review. Compos. Mater. 2012, 46, 973–986. [Google Scholar] [CrossRef]
- Santulli, C. Impact properties of glass/plant fibre hybrid laminates. J. Mater. Sci. 2007, 42, 3699–3707. [Google Scholar] [CrossRef]
- Shahzad, A. Impact and fatigue properties of hemp–glass fiber hybrid biocomposites. J. Reinf. Plast. Compos. 2011, 30, 1389–1398. [Google Scholar] [CrossRef]
- Mishra, S.M.; Mohanty, A.K.; Drzal, L.T.; Misra, M.; Parija, S.; Nayak, S.K.; Tripathy, S.S. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Compos. Sci. Technol. 2003, 63, 1377–1385. [Google Scholar] [CrossRef]
- Yang, Y.Z.; Zhao, D.; Xu, J.; Dong, Y.; Ma, Y.; Qin, X.; Fujiwara, K.; Suzuki, E.; Furukawa, T.; Takai, Y. Mechanical and optical properties of silk fabric/glass fiber mat composites: An artistic application of composites. Text. Res. J. 2018, 88, 932–945. [Google Scholar] [CrossRef]
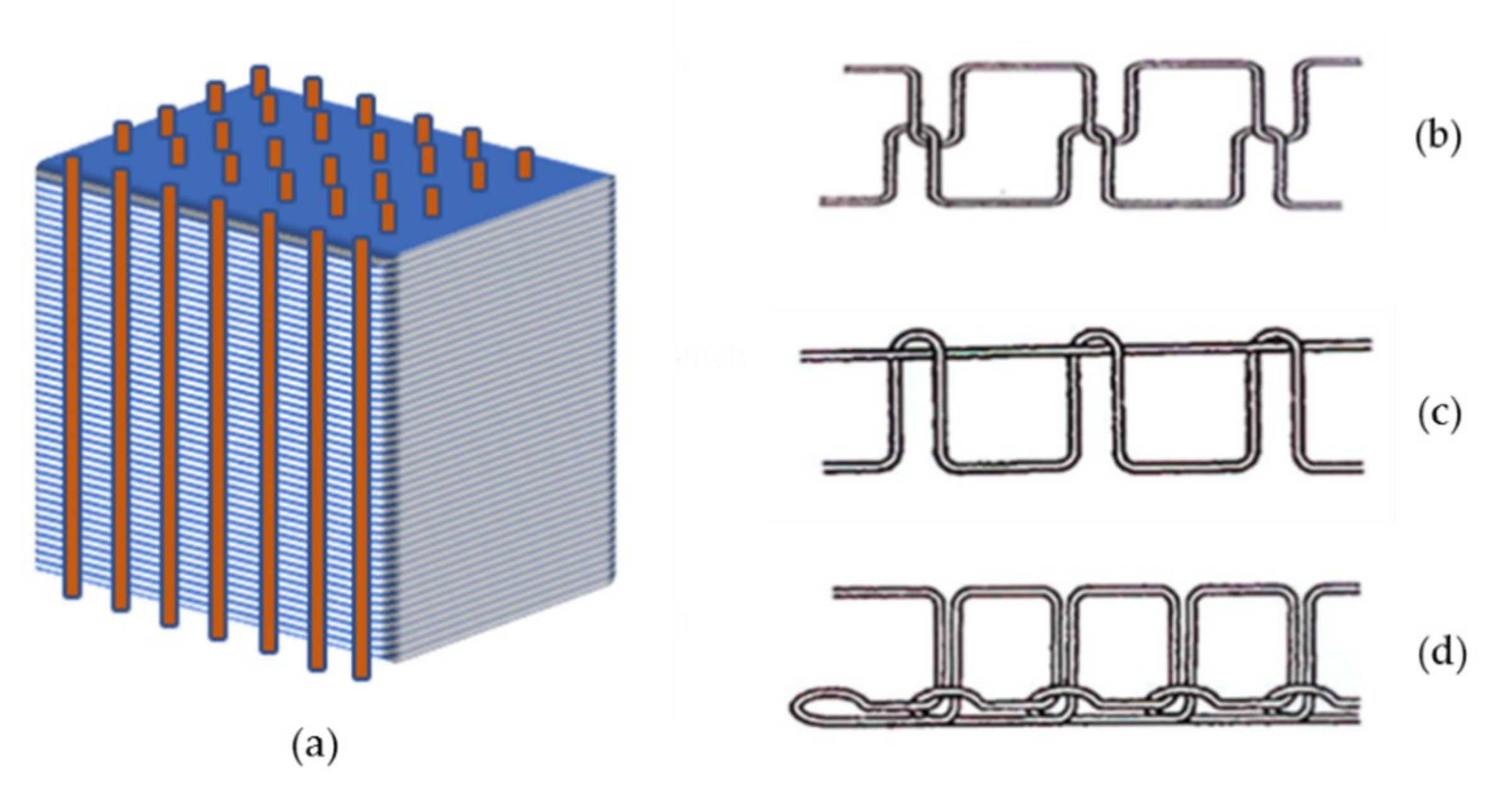
- Ravandi, M.T.; Teo, W.S.; Tran, L.Q.N.; Yong, M.S.; Tay, T.E. The effects of through-the-thickness stitching on the Mode I interlaminar fracture toughness of flax/epoxy composite laminates. Mater. Des. 2016, 109, 659–669. [Google Scholar] [CrossRef]
- Ravandi, M.T.; Teo, W.S.; Yong, M.S.; Tay, T.E. Prediction of Mode I interlaminar fracture toughness of stitched flax fiber composites. J. Mater. Sci. 2018, 53, 4173–4188. [Google Scholar] [CrossRef]
- Jain, L.K.; Mai, Y.W. Determination of mode II delamination toughness of stitched laminated composites. Compos. Sci. Technol. 1995, 55, 241–253. [Google Scholar] [CrossRef]
- Ghasemnejad, H.A.Y.; Tez, T.A.; Barrington, P.E. Impact damage response of natural stitched single lap-joint in composite structures. Mater. Des. 2013, 51, 552–560. [Google Scholar] [CrossRef]
- Arju, S.N.; Afsar, A.M.; Khan, M.; Das, D. Effects of jute fabric structures on the performance of jute-reinforced polypropylene composites. J. Reinf. Plast. Compos. 2015, 34, 1306–1314. [Google Scholar] [CrossRef]
- Kumar, R.K.; Bhowmik, S. Mechanical characterization and quantification of tensile, fracture and viscoelastic characteristics of wood filler reinforced epoxy composite. Wood Sci. Technol. 2018, 52, 677–699. [Google Scholar] [CrossRef]
- Bartolomé, J.F.; Gutiérrez-González, C.F.; Torrecillas, R. Mechanical properties of alumina–zirconia–Nb micro–nano-hybrid composites. Compos. Sci. Technol. 2008, 68, 1392–1398. [Google Scholar] [CrossRef] [Green Version]
- Prasob, P.S.M. Static and dynamic behavior of jute/epoxy composites with ZnO and TiO2 fillers at different temperature conditions. Polym. Test. 2018, 69, 52–62. [Google Scholar] [CrossRef]
- Demirci, M.T.; Necmettin, T.; Avcı, A.; Akdemir, A.; Demirci, I. Fracture toughness (Mode I) characterization of SiO2 nanoparticle filled basalt/epoxy filament wound composite ring with split-disk test method. Compos. Part B Eng. 2017, 119, 114–124. [Google Scholar] [CrossRef]
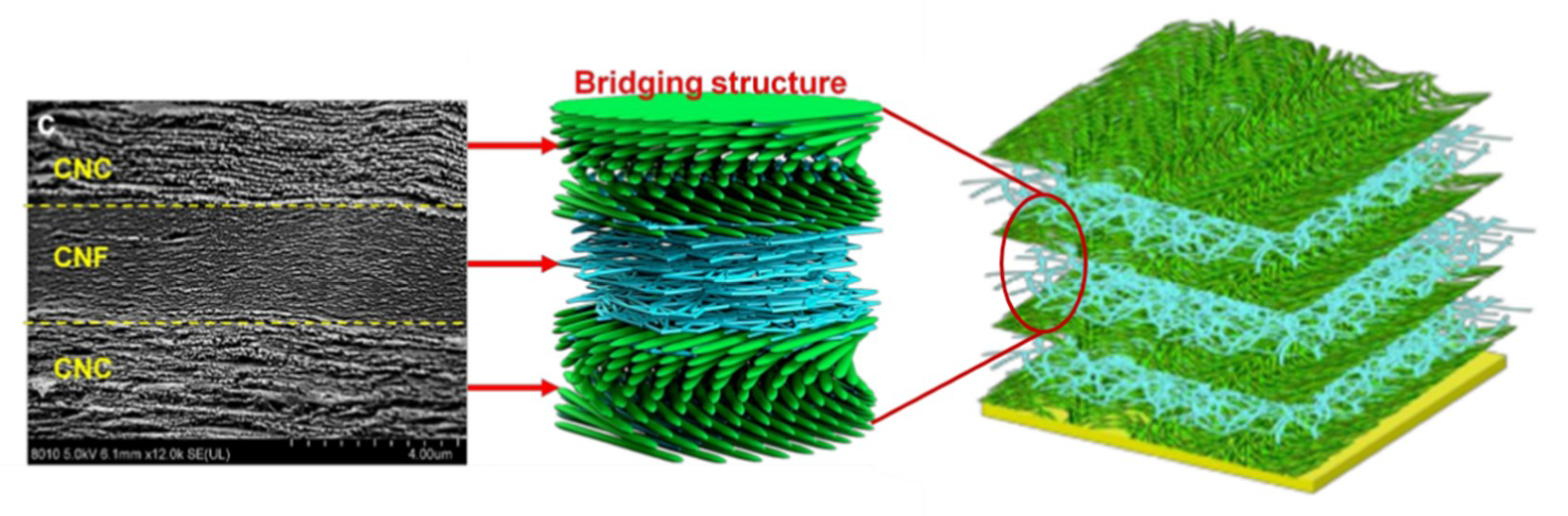
- Zhang, X.; Xiong, R.; Kang, S.; Yang, Y.; Tsukruk, V.V. Alternating Stacking of Nanocrystals and Nanofibers into Ultrastrong Chiral Biocomposite Laminates. ACS Nano 2020. [Google Scholar] [CrossRef] [PubMed]
- Göktaş, D.; Kennon, W.; Potluri, P. Improvement of Mode I interlaminar fracture toughness of stitched glass/epoxy composites. Appl. Compos. Mater. 2017, 24, 351–375. [Google Scholar] [CrossRef] [Green Version]
- Prasanna, G.V.; Kumar, J.N.; Kumar, K.A. Optimisation & Mechanical Testing Of Hybrid BioComposites. Mater. Today Proc. 2019, 18, 3849–3855. [Google Scholar]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S. Mechanical, dynamic, and thermomechanical properties of coir/pineapple leaf fiber reinforced polylactic acid hybrid biocomposites. Polym. Compos. 2019, 40, 2000–2011. [Google Scholar] [CrossRef]
- Ridzuan, M.; Majid, M.A.; Khasri, A.; Tajul, L.; Cheng, E. Flexural properties of hybrid synthetic/Napier fibres reinforced epoxy composites. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 6th International Conference on Applications and Design in Mechanical Engineering, Penang Island, Malaysia, 26–27 August 2019; IOP Publishing: Bristol, UK, 2019; p. 012034. [Google Scholar]
- Ismail, K.; Sultan, M.; Shah, A.; Jawaid, M.; Safri, S. Low velocity impact and compression after impact properties of hybrid bio-composites modified with multi-walled carbon nanotubes. Compos. Part B Eng. 2019, 163, 455–463. [Google Scholar] [CrossRef]
- Zin, M.H.; Abdan, K.; Mazlan, N.; Zainudin, E.S.; Liew, K.E.; Norizan, M.N. Automated spray up process for Pineapple Leaf Fibre hybrid biocomposites. Compos. Part B Eng. 2019, 177, 107306. [Google Scholar] [CrossRef]
- Del Campo, A.M.; Robledo-Ortiz, J.; Arellano, M.; Jasso-Gastinel, C.; Silva-Jara, J.; López-Naranjo, E.; Pérez-Fonseca, A. GLYCIDYL Methacrylate-Compatibilized Poly (Lactic Acid)/Nanoclay/Agave Fiber Hybrid Biocomposites: Effect on The Physical and Mechanical Properties. Rev. Mex. Ing. Quím. 2020, 19, 455–469. [Google Scholar] [CrossRef] [Green Version]
- Duan, J.; Wu, H.; Fu, W.; Hao, M. Mechanical properties of hybrid sisal/coir fibers reinforced polylactide biocomposites. Polym. Compos. 2018, 39, E188–E199. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K. Morphological and mechanical properties of treated kenaf fiber/MMT clay reinforced PLA hybrid biocomposites. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019; p. 020035. [Google Scholar] [CrossRef]
- Ribeiro Filho, S.L.M.; Oliveira, P.R.; Vieira, L.M.G.; Panzera, T.H.; Freire, R.T.S.; Scarpa, F. Hybrid bio-composites reinforced with sisal-glass fibres and Portland cement particles: A statistical approach. Compos. Part B Eng. 2018, 149, 58–65. [Google Scholar] [CrossRef] [Green Version]
- Khoshnava, S.M.; Rostami, R.; Ismail, M.; Rahmat, A.R.; Ogunbode, B.E. Woven hybrid Biocomposite: Mechanical properties of woven kenaf bast fibre/oil palm empty fruit bunches hybrid reinforced poly hydroxybutyrate biocomposite as non-structural building materials. Constr. Build. Mater. 2017, 154, 155–166. [Google Scholar] [CrossRef]
- Mittal, M.; Chaudhary, R. Biodegradability and mechanical properties of pineapple leaf/coir Fiber reinforced hybrid epoxy composites. Mater. Res. Express 2019, 6, 045301. [Google Scholar] [CrossRef]
- Rihayat, T.; Suryani, S.; Fauzi, T.; Agusnar, H.; Wirjosentono, B.; Alam, P.; Sami, M. Mechanical properties evaluation of single and hybrid composites polyester reinforced bamboo, PALF and coir fiber. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; p. 012081. [Google Scholar] [CrossRef] [Green Version]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.M.; Rahmah, M. Development of sugar palm yarn/glass fibre reinforced unsaturated polyester hybrid composites. Mater. Res. Express 2018, 5, 045308. [Google Scholar] [CrossRef]
- Rahman, M.; Das, S.; Hasan, M. Mechanical properties of chemically treated banana and pineapple leaf fiber reinforced hybrid polypropylene composites. Adv. Mater. Process. Technol. 2018, 4, 527–537. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.; Ishak, M. Dynamic mechanical properties of sugar palm/glass fiber reinforced thermoplastic polyurethane hybrid composites. Polym. Compos. 2019, 40, 1329–1334. [Google Scholar] [CrossRef]
- Venkatarajan, S.; Bhuvaneswari, B.; Athijayamani, A.; Sekar, S. Effect of addition of areca fine fibers on the mechanical properties of Calotropis Gigantea fiber/phenol formaldehyde biocomposites. Vacuum 2019, 166, 6–10. [Google Scholar] [CrossRef]
- Sitticharoen, W.; Aukaranarakul, S.; Kantalue, K. Study of Thermal and Mechanical Properties of LLDPE/Sugarcane bagasse/Eggshell Hybrid Biocomposites. Walailak J. Sci. Technol. 2019, 16, 739–751. [Google Scholar]
- Athijayamani, A.; Das, M.C.; Sekar, S.; Ramanathan, K. Mechanical properties of phenol formaldehyde hybrid composites reinforced with natural cellulose fibers. BioResources 2017, 12, 1960–1967. [Google Scholar] [CrossRef] [Green Version]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Thermal, mechanical, and physical properties of seaweed/sugar palm fibre reinforced thermoplastic sugar palm starch/agar hybrid composites. Int. J. Biol. Macromol. 2017, 97, 606–615. [Google Scholar] [CrossRef]
- Soundhar, A.; Rajesh, M.; Jayakrishna, K.; Sultan, M.; Shah, A. Investigation on mechanical properties of polyurethane hybrid nanocomposite foams reinforced with roselle fibers and silica nanoparticles. Nanocomposites 2019, 5, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Petrucci, R.; Santulli, C.; Puglia, D.; Nisini, E.; Sarasini, F.; Tirillò, J.; Torre, L.; Minak, G.; Kenny, J. Impact and post-impact damage characterisation of hybrid composite laminates based on basalt fibres in combination with flax, hemp and glass fibres manufactured by vacuum infusion. Compos. Part B Eng. 2015, 69, 507–515. [Google Scholar] [CrossRef]
- Bujjibabu, G.; Das, V.C.; Ramakrishna, M.; Nagarjuna, K. Mechanical and water absorption behavior of natural fibers reinforced polypropylene hybrid composites. Mater. Today Proc. 2018, 5, 12249–12256. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Sharavanan, R.; Chandrasekaran, M.; Elanchezhian, C.; Sathyanarayanan, R.; Raja, R.N.; Kokan, S.J. Experimental determination of mechanical properties of banana jute hybrid composite. Fibers Polym. 2015, 16, 164–172. [Google Scholar] [CrossRef]
- Sathish, P.; Kesavan, R.; Ramnath, B.V.; Vishal, C. Effect of fiber orientation and stacking sequence on mechanical and thermal characteristics of banana-kenaf hybrid epoxy composite. Silicon 2017, 9, 577–585. [Google Scholar] [CrossRef]
- Gupta, M.; Srivastava, R. Mechanical, thermal and water absorption properties of hybrid sisal/jute fiber reinforced polymer composite. Indian J. Eng. Mater. Sci. 2016, 23, 231–238. [Google Scholar]
- Aslan, M.; Tufan, M.; Küçükömeroğlu, T. Tribological and mechanical performance of sisal-filled waste carbon and glass fibre hybrid composites. Compos. Part B Eng. 2018, 140, 241–249. [Google Scholar] [CrossRef]
- Essabir, H.; Bensalah, M.; Rodrigue, D.; Bouhfid, R.; Qaiss, A. Structural, mechanical and thermal properties of bio-based hybrid composites from waste coir residues: Fibers and shell particles. Mech. Mater. 2016, 93, 134–144. [Google Scholar] [CrossRef]
- Yahaya, R.; Sapuan, S.; Jawaid, M.; Leman, Z.; Zainudin, E. Effect of fibre orientations on the mechanical properties of kenaf–aramid hybrid composites for spall-liner application. Def. Technol. 2016, 12, 52–58. [Google Scholar] [CrossRef] [Green Version]
- Muhammad, Y.H.; Ahmad, S.; Abu Bakar, M.A.; Mamun, A.A.; Heim, H.P. Mechanical properties of hybrid glass/kenaf fibre-reinforced epoxy composite with matrix modification using liquid epoxidised natural rubber. J. Reinf. Plast. Compos. 2015, 34, 896–906. [Google Scholar] [CrossRef]
- Sharba, M.J.; Leman, Z.; Sultan, M.T.; Ishak, M.R.; Hanim, M.A.A. Effects of kenaf fiber orientation on mechanical properties and fatigue life of glass/kenaf hybrid composites. BioResources 2016, 11, 1448–1465. [Google Scholar] [CrossRef]
- Braga, R.; Magalhaes, P., Jr. Analysis of the mechanical and thermal properties of jute and glass fiber as reinforcement epoxy hybrid composites. Mater. Sci. Eng. C 2015, 56, 269–273. [Google Scholar] [CrossRef] [PubMed]
- Essabir, H.; Boujmal, R.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R. Mechanical and thermal properties of hybrid composites: Oil-palm fiber/clay reinforced high density polyethylene. Mech. Mater. 2016, 98, 36–43. [Google Scholar] [CrossRef]
- Safri, S.N.A.; Sultan, M.T.H.; Shah, A.U.M. Characterization of benzoyl treated sugar palm/glass fibre hybrid composites. J. Mater. Res. Technol. 2020, 9, 11563–11573. [Google Scholar] [CrossRef]
- Agarwal, J.; Mohanty, S.; Nayak, S.K. Influence of cellulose nanocrystal/sisal fiber on the mechanical, thermal, and morphological performance of polypropylene hybrid composites. Polym. Bull. 2020, 1–27. [Google Scholar] [CrossRef]
- Ahmad, M.A.A.; Majid, M.A.; Ridzuan, M.; Mazlee, M.; Gibson, A. Dynamic mechanical analysis and effects of moisture on mechanical properties of interwoven hemp/polyethylene terephthalate (PET) hybrid composites. Constr. Build. Mater. 2018, 179, 265–276. [Google Scholar] [CrossRef] [Green Version]
- Suriani, M.; Ruzaidi, C.; Nair, D. Flammability and Mechanical Properties of Arenga Pinnata Fibre/PET Reinforced Epoxy for Fire Retardant Composites. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; p. 012002. [Google Scholar]
- George, K.; Mohanty, S.; Biswal, M.; Nayak, S.K. Thermal insulation behaviour of Ethylene propylene diene monomer rubber/kevlar fiber based hybrid composites containing Nanosilica for solid rocket motor insulation. J. Appl. Polym. Sci. 2020, 49934. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Saba, N.; Sanjay, M.; Siengchin, S.; Fouad, H. Alkali treated coir/pineapple leaf fibres reinforced PLA hybrid composites: Evaluation of mechanical, morphological, thermal and physical properties. Express Polym. Lett. 2020, 14. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Chaudhary, V.; Bajpai, P.K.; Maheshwari, S. Effect of moisture absorption on the mechanical performance of natural fiber reinforced woven hybrid bio-composites. J. Nat. Fibers 2020, 17, 84–100. [Google Scholar] [CrossRef]
- Mohanty, A.; Misra, M.; Drzal, L.T. Surface modifications of natural fibers and performance of the resulting biocomposites: An overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Thomason, J. The interface region in glass fibre-reinforced epoxy resin composites: 2. Water absorption, voids and the interface. Composites 1995, 7, 477–485. [Google Scholar] [CrossRef]
- Espert, A.; Vilaplana, F.; Karlsson, S. Comparison of water absorption in natural cellulosic fibres from wood and one-year crops in polypropylene composites and its influence on their mechanical properties. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1267–1276. [Google Scholar] [CrossRef]
- Shen, C.-H.; Springer, G.S. Moisture absorption and desorption of composite materials. J. Compos. Mater. 1976, 10, 2–20. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A. Mechanical and water absorption properties of woven jute/banana hybrid composites. Fibers Polym. 2012, 13, 907–914. [Google Scholar] [CrossRef]
- Ray, P.; Chakravarty, A.; Bandyopadhaya, S. Fine structure and mechanical properties of jute differently dried after retting. Appl. Polym. Sci. 1976, 20, 1765–1767. [Google Scholar] [CrossRef]
- Semsarzadeh, M.A. Fiber matrix interactions in jute reinforced polyester resin. Polym. Compos. 1986, 7, 23–25. [Google Scholar] [CrossRef]
- Haig Zeronian, S.; Kawabata, H.; Alger, K.W. Factors affecting the tensile properties of nonmercerized and mercerized cotton fibers. Text. Res. J. 1990, 60, 179–183. [Google Scholar] [CrossRef]
- Belgacem, M.; Bataille, P.; Sapieha, S. Effect of corona modification on the mechanical properties of polypropylene/cellulose composites. J. Appl. Polym. Sci. 1994, 53, 379–385. [Google Scholar] [CrossRef]
- Wang, H.; Rembold, M.; Wang, J. Characterization of surface properties of plasma-polymerized fluorinated hydrocarbon layers: Surface stability as a requirement for permanent water repellency. J. Appl. Polym. Sci. 1993, 49, 701–710. [Google Scholar] [CrossRef]
- Enciso, B.; Abenojar, J.; Paz, E.; Martínez, M. Influence of low pressure plasma treatment on the durability of thermoplastic composites LDPE-flax/coconut under thermal and humidity conditions. Fibers Polym. 2018, 19, 1327–1334. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Jacob, M.; Varughese, K.; Thomas, S. A study on the moisture sorption characteristics in woven sisal fabric reinforced natural rubber biocomposites. J. Appl. Polym. Sci. 2006, 102, 416–423. [Google Scholar] [CrossRef]
- Ventura, H.; Claramunt, J.; Rodríguez-Pérez, M.; Ardanuy, M. Effects of hydrothermal aging on the water uptake and tensile properties of PHB/flax fabric biocomposites. Polym. Degrad. Stab. 2017, 142, 129–138. [Google Scholar] [CrossRef]
- Mishra, S.; Misra, M.; Tripathy, S.; Nayak, S.; Mohanty, A. Potentiality of pineapple leaf fibre as reinforcement in PALF-polyester composite: Surface modification and mechanical performance. J. Reinf. Plast. Compos. 2001, 20, 321–334. [Google Scholar] [CrossRef]
- Wang, B.; Panigrahi, S.; Tabil, L.; Crerar, W. Pre-treatment of flax fibers for use in rotationally molded biocomposites. J. Reinf. Plast. Compos. 2007, 26, 447–463. [Google Scholar] [CrossRef]
- Halonen, H.; Larsson, P.T.; Iversen, T. Mercerized cellulose biocomposites: A study of influence of mercerization on cellulose supramolecular structure, water retention value and tensile properties. Cellulose 2013, 20, 57–65. [Google Scholar] [CrossRef]
- Hashim, M.Y.; Roslan, M.N.; Amin, A.M.; Zaidi, A.M.A.; Ariffin, S. Mercerization treatment parameter effect on natural fiber reinforced polymer matrix composite: A brief review. World Acad. Sci. Eng. Technol. 2012, 68, 1638–1644. [Google Scholar]
- Kushwaha, P.K.; Kumar, R. Studies on water absorption of bamboo-polyester composites: Effect of silane treatment of mercerized bamboo. Polym. Plast. Technol. Eng. 2009, 49, 45–52. [Google Scholar] [CrossRef]
- Atmakuri, A.; Palevicius, A.; Vilkauskas, A.; Janusas, G. Review of Hybrid Fiber Based Composites with Nano Particles—Material Properties and Applications. Polymers 2020, 12, 2088. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K. Influence of Montmorillonite Clay Content on Thermal, Mechanical, Water Absorption and Biodegradability Properties of Treated Kenaf Fiber/PLA-Hybrid Biocomposites. Silicon 2020, 1–10. [Google Scholar] [CrossRef]
- Ramesh, P.; Prasad, B.D.; Narayana, K. Effect of MMT Clay on Mechanical, Thermal and Barrier Properties of Treated Aloevera Fiber/PLA-Hybrid Biocomposites. Silicon 2019, 1–10. [Google Scholar] [CrossRef]
- Anbukarasi, K.; Hussain, S.I.; Roseline, A.A.; Kalaiselvam, S. Effect of SiO2 nanospheres on mechanical, thermal and water absorption behaviours of luffa-coir/epoxy hybrid composites. Mater. Res. Express 2019, 6, 125618. [Google Scholar] [CrossRef]
- Miao, Y.-G.; Liu, H.-Y.; Suo, T.; Mai, Y.-W.; Xie, F.-Q.; Li, Y.-L. Effects of strain rate on mechanical properties of nanosilica/epoxy. Compos. Part B Eng. 2016, 96, 119–124. [Google Scholar] [CrossRef]
- Ulus, H.; Kaybal, H.B.; Eskizeybek, V.; Avcı, A. Enhanced salty water durability of halloysite nanotube reinforced epoxy/basalt fiber hybrid composites. Fibers Polym. 2019, 20, 2184–2199. [Google Scholar] [CrossRef]
- Kiatkamjornwong, S. Superabsorbent polymers and superabsorbent polymer composites. ScienceAsia 2007, 33, 39–43. [Google Scholar] [CrossRef]
- Vasile, C.; Pamfil, D.; Stoleru, E.; Baican, M. New Developments in Medical Applications of Hybrid Hydrogels Containing Natural Polymers. Molecules 2020, 25, 1539. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Lee, Y.; Kim, D.; Rao, K.M.; Kim, J.; Park, S.; Haider, A.; Han, S.S. Effect of crosslinking functionality on microstructure, mechanical properties, and in vitro cytocompatibility of cellulose nanocrystals reinforced poly (vinyl alcohol)/sodium alginate hybrid scaffolds. Int. J. Biol. Macromol. 2017, 95, 962–973. [Google Scholar] [CrossRef]
- Rodríguez-Rodríguez, R.; García-Carvajal, Z.; Jiménez-Palomar, I.; Jiménez-Avalos, J.; Espinosa-Andrews, H. Development of gelatin/chitosan/PVA hydrogels: Thermal stability, water state, viscoelasticity, and cytotoxicity assays. J. Appl. Polym. Sci. 2019, 136, 47149. [Google Scholar] [CrossRef]
- Sadeghi, A.; Moztarzadeh, F.; Mohandesi, J.A. Investigating the effect of chitosan on hydrophilicity and bioactivity of conductive electrospun composite scaffold for neural tissue engineering. Int. J. Biol. Macromol. 2019, 121, 625–632. [Google Scholar] [CrossRef]
- Zhan, H.; Löwik, D.W. A hybrid peptide amphiphile fiber PEG hydrogel matrix for 3D cell culture. Adv. Funct. Mater. 2019, 29, 1808505. [Google Scholar] [CrossRef]
- Rose, J.C.; Gehlen, D.B.; Haraszti, T.; Köhler, J.; Licht, C.J.; De Laporte, L. Biofunctionalized aligned microgels provide 3D cell guidance to mimic complex tissue matrices. Biomaterials 2018, 163, 128–141. [Google Scholar] [CrossRef]
- De Laporte, L.; Rose, J.; Kivilip, L.; Gehlen, D.; Omidinia, A.; Licht, C.; Rohlfs, W. Magnetic microgel assemblies for injectable soft biocomposites. In Proceedings of the Metal, Mining and Magnetic Materials Conference, Paris, France, 1–2 November 2018. [Google Scholar] [CrossRef]
- Ramesh, M.; Palanikumar, K.; Reddy, K.H. Plant fibre based bio-composites: Sustainable and renewable green materials. Renew. Sustain. Energy Rev. 2017, 79, 558–584. [Google Scholar] [CrossRef]
- Akash, G.K.; Venkatesha Gupta, N.; Sreenivas Rao, K. A study on flammability and moisture absorption behavior of sisal/coir fiber reinforced hybrid composites. IOP Conf. Ser. Mater. Sci. Eng. 2017, 191, 012003. [Google Scholar] [CrossRef]
- Mittal, M.; Chaudhary, R. Effect of Layering Pattern on Flammability and Water Absorption Behavior of Pineapple Leaf/Coir Fiber Reinforced Hybrid Composites. I-Manag. J. Mater. Sci. 2019, 7, 44. [Google Scholar]
- Prakash, V.A.; Viswanthan, R. Fabrication and characterization of echinoidea spike particles and kenaf natural fibre-reinforced Azadirachta-Indica blended epoxy multi-hybrid bio composite. Compos. Part A Appl. Sci. Manuf. 2019, 118, 317–326. [Google Scholar] [CrossRef]
- Kc, B.; Tjong, J.; Jaffer, S.; Sain, M. Thermal and dimensional stability of injection-molded sisal-glass fiber hybrid PP biocomposites. J. Polym. Environ. 2018, 26, 1279–1289. [Google Scholar] [CrossRef]
- Liew, F.K.; Hamdan, S.; Rahman, M.; Rusop, M. Thermomechanical properties of jute/bamboo cellulose composite and its hybrid composites: The effects of treatment and fiber loading. Adv. Mater. Sci. Eng. 2017, 2017. [Google Scholar] [CrossRef] [Green Version]
- Verma, A.; Joshi, K.; Gaur, A.; Singh, V. Starch-Jute fiber hybrid biocomposite modified with Epoxy resin layer: Fabrication and Experimental Characterization. Preprints 2018. [Google Scholar] [CrossRef]
- Asim, M.; Paridah, M.; Saba, N.; Jawaid, M.; Alothman, O.Y.; Nasir, M.; Almutairi, Z. Thermal, physical properties and flammability of silane treated kenaf/pineapple leaf fibres phenolic hybrid composites. Compos. Struct. 2018, 202, 1330–1338. [Google Scholar] [CrossRef]
- Dinesh, T.; Kadirvel, A.; Vincent, A. Effect of silane modified E-glass fibre/iron (III) oxide reinforcements on UP blended epoxy resin hybrid composite. Silicon 2019, 11, 2487–2498. [Google Scholar] [CrossRef]
- Das, G.; Biswas, S. Physical, mechanical and water absorption behaviour of coir fiber reinforced epoxy composites filled with Al2O3 particulates. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; p. 012012. [Google Scholar]
- Swain, P.T.R.; Das, S.N.; Patnaik, P.K.; Purohit, A. The Influence of Moisture Absorption on the Mechanical and Thermal Properties of Chemically Treated DPL Reinforced Hybrid Composite. Mater. Sci. Forum 2020, 978, 316–322. [Google Scholar] [CrossRef]
- Almansour, F.; Dhakal, H.; Zhang, Z.Y. Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Compos. Struct. 2017, 168, 813–825. [Google Scholar] [CrossRef] [Green Version]
- Chai, M.; Bickerton, S.; Bhattacharyya, D.; Das, R. Influence of natural fibre reinforcements on the flammability of bio-derived composite materials. Compos. Part B Eng. 2012, 43, 2867–2874. [Google Scholar] [CrossRef]
- Das, O.; Kim, N.K.; Sarmah, A.K.; Bhattacharyya, D. Development of waste based biochar/wool hybrid biocomposites: Flammability characteristics and mechanical properties. J. Clean. Prod. 2017, 144, 79–89. [Google Scholar] [CrossRef]
- Dorez, G.; Taguet, A.; Ferry, L.; Cuesta, J.-M.L. Phosphorous compounds as flame retardants for polybutylene succinate/flax biocomposite: Additive versus reactive route. Polym. Degrad. Stab. 2014, 102, 152–159. [Google Scholar] [CrossRef]
- Szolnoki, B.; Bocz, K.; Soti, P.L.; Bodzay, B.; Zimonyi, E.; Toldy, A.; Morlin, B.; Bujnowicz, K.; Wladyka-Przybylak, M.; Marosi, G. Development of natural fibre reinforced flame retarded epoxy resin composites. Polym. Degrad. Stab. 2015, 119, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Saba, N.; Jawaid, M.; Paridah, M.; Al-Othman, O. A review on flammability of epoxy polymer, cellulosic and non-cellulosic fiber reinforced epoxy composites. Polym. Adv. Technol. 2016, 27, 577–590. [Google Scholar] [CrossRef]
- Babu, K.; Rendén, G.; Afriyie Mensah, R.; Kim, N.K.; Jiang, L.; Xu, Q.; Restás, Á.; Esmaeely Neisiany, R.; Hedenqvist, M.S.; Försth, M. A review on the flammability properties of carbon-based polymeric composites: State-of-the-art and future trends. Polymers 2020, 12, 1518. [Google Scholar] [CrossRef]
- Feng, Y.; He, C.; Wen, Y.; Ye, Y.; Zhou, X.; Xie, X.; Mai, Y.-W. Superior flame retardancy and smoke suppression of epoxy-based composites with phosphorus/nitrogen co-doped graphene. J. Hazard. Mater. 2018, 346, 140–151. [Google Scholar] [CrossRef]
- Araby, S.; Su, X.; Meng, Q.; Kuan, H.-C.; Wang, C.-H.; Mouritz, A.; Maged, A.; Ma, J. Graphene platelets versus phosphorus compounds for elastomeric composites: Flame retardancy, mechanical performance and mechanisms. Nanotechnology 2019, 30, 385703. [Google Scholar] [CrossRef]
- Lee, S.; Min Kim, H.; Seong, D.G.; Lee, D. Synergistic improvement of flame retardant properties of expandable graphite and multi-walled carbon nanotube reinforced intumescent polyketone nanocomposites. Carbon 2019, 143, 650–659. [Google Scholar] [CrossRef]
- Mochane, M.J.; Motaung, T.E.; Motloung, S.V. Morphology, flammability, and properties of graphite reinforced polymer composites. Systematic review. Polym. Compos. 2018, 39, E1487–E1499. [Google Scholar] [CrossRef]
- Mngomezulu, M.E.; Luyt, A.S.; John, M.J. Morphology, thermal and dynamic mechanical properties of poly (lactic acid)/expandable graphite (PLA/EG) flame retardant composites. J. Thermoplast. Compos. Mater. 2019, 32, 89–107. [Google Scholar] [CrossRef]
- Kanbur, Y.; Tayfun, U. Development of multifunctional polyurethane elastomer composites containing fullerene: Mechanical, damping, thermal, and flammability behaviors. J. Elastomers Plast. 2019, 51, 262–279. [Google Scholar] [CrossRef]
- Chen, Q.; Sai, T.; Fang, Z.; Guo, Z. Thermal stability and oxygen resistance of polypropylene composites with fullerene/montmorillonite hybrid fillers. J. Therm. Anal. Calorim. 2020, 1–10. [Google Scholar] [CrossRef]
- Qiu, M.; Wang, D.; Zhang, L.; Li, M.; Liu, M.; Fu, S. Simultaneously electrochemical exfoliation and functionalization of graphene nanosheets: Multifunctional reinforcements in thermal, flame-retardant, and mechanical properties of polyacrylonitrile composite fibers. Polym. Compos. 2020, 41, 1561–1573. [Google Scholar] [CrossRef]
- Zhao, Z.; Cai, W.; Xu, Z.; Mu, X.; Ren, X.; Zou, B.; Gui, Z.; Hu, Y. Multi-role p-styrene sulfonate assisted electrochemical preparation of functionalized graphene nanosheets for improving fire safety and mechanical property of polystyrene composites. Compos. Part B Eng. 2020, 181, 107544. [Google Scholar] [CrossRef]
- Yang, W.; Tawiah, B.; Yu, C.; Qian, Y.-F.; Wang, L.-L.; Yuen, A.C.-Y.; Zhu, S.-E.; Hu, E.-Z.; Chen, T.B.-Y.; Yu, B. Manufacturing, mechanical and flame retardant properties of poly (lactic acid) biocomposites based on calcium magnesium phytate and carbon nanotubes. Compos. Part A Appl. Sci. Manuf. 2018, 110, 227–236. [Google Scholar] [CrossRef]
- Kanbur, Y.; Tayfun, U. Investigating mechanical, thermal, and flammability properties of thermoplastic polyurethane/carbon nanotube composites. J. Thermoplast. Compos. Mater. 2018, 31, 1661–1675. [Google Scholar] [CrossRef]
- Kabir, I.I.; Fu, Y.; de Souza, N.; Nazir, M.T.; Baena, J.C.; Yuen, A.C.Y.; Yeoh, G.H. Improved flame-retardant properties of polydimethylsiloxane/multi-walled carbon nanotube nanocomposites. J. Mater. Sci. 2020, 1–20. [Google Scholar] [CrossRef]
- Rahimi-Aghdam, T.; Shariatinia, Z.; Hakkarainen, M.; Haddadi-Asl, V. Polyacrylonitrile/N, P co-doped graphene quantum dots-layered double hydroxide nanocomposite: Flame retardant property, thermal stability and fire hazard. Eur. Polym. J. 2019, 120, 109256. [Google Scholar] [CrossRef]
- Kausar, A. Epoxy and quantum dots-based nanocomposites: Achievements and applications. Mater. Res. Innov. 2020, 24, 235–243. [Google Scholar] [CrossRef]
- Zhang, Q.; Cai, H.; Yang, K.; Yi, W. Effect of biochar on mechanical and flame retardant properties of wood–plastic composites. Results Phys. 2017, 7, 2391–2395. [Google Scholar] [CrossRef]
- Savi, P.; Josè, S.P.; Khan, A.; Giorcelli, M.; Tagliaferro, A. Biochar and Carbon Nanotubes as fillers in polymers: A comparison. In Proceedings of the 2017 IEEE MTT-S International Microwave Workshop Series on Advanced Materials and Processes for RF and THz Applications (IMWS-AMP), Pavia, Italy, 20–22 September 2017; pp. 1–3. [Google Scholar]
- Dasari, A.; Yu, Z.-Z.; Cai, G.-P.; Mai, Y.-W. Recent developments in the fire retardancy of polymeric materials. Prog. Polym. Sci. 2013, 38, 1357–1387. [Google Scholar] [CrossRef]
- Dasari, A.; Cai, G.-P.; Mai, Y.-W.; Yu, Z.-Z. Flame retardancy of polymer–clay nanocomposites. In Physical Properties and Applications of Polymer Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2010; pp. 347–403. [Google Scholar]
- Dewaghe, C.; Lew, C.; Claes, M.; Dubois, P. Fire-retardant applications of polymer–carbon nanotubes composites: Improved barrier effect and synergism. In Polymer–Carbon Nanotube Composites; Elsevier: Amsterdam, The Netherlands, 2011; pp. 718–745. [Google Scholar]
- Sajna, V.; Mohanty, S.; Nayak, S.K. A study on thermal degradation kinetics and flammability properties of poly (lactic acid)/banana fiber/nanoclay hybrid bionanocomposites. Polym. Compos. 2017, 38, 2067–2079. [Google Scholar] [CrossRef]
- Dashtizadeh, Z.; Abdan, K.; Jawaid, M.; Dashtizadeh, M. Thermal and Flammability Properties of Kenaf/Recycled Carbon Filled with Cardanol Hybrid Composites. Int. J. Polym. Sci. 2019, 2019. [Google Scholar] [CrossRef] [Green Version]
- Shivamurthy, B.; Thimmappa, B.; Monteiro, J. Sliding wear, mechanical, flammability, and water intake properties of banana short fiber/Al (OH) 3/epoxy composites. J. Nat. Fibers 2020, 17, 337–345. [Google Scholar] [CrossRef]
- Zuhudi, N.Z.M.; Lin, R.J.; Jayaraman, K. Flammability, thermal and dynamic mechanical properties of bamboo–glass hybrid composites. J. Thermoplast. Compos. Mater. 2016, 29, 1210–1228. [Google Scholar] [CrossRef]
- Idumah, C.I.; Hassan, A.; Bourbigot, S. Influence of exfoliated graphene nanoplatelets on flame retardancy of kenaf flour polypropylene hybrid nanocomposites. J. Anal. Appl. Pyrolysis 2017, 123, 65–72. [Google Scholar] [CrossRef]
- Subasinghe, A.; Somashekar, A.A.; Bhattacharyya, D. Effects of wool fibre and other additives on the flammability and mechanical performance of polypropylene/kenaf composites. Compos. Part B Eng. 2018, 136, 168–176. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Alothman, O.Y.; Yahaya, R. Thermo-oxidative stability and flammability properties of bamboo/kenaf/nanoclay/epoxy hybrid nanocomposites. RSC Adv. 2020, 10, 21686–21697. [Google Scholar] [CrossRef]
- Ezeh, E.; Onukwuli, O.; Odera, R.; Ugonabo, V.; Okeke, O. Thermal Decomposition and Flame retardancy of Functional Polyester/Banana Peduncle fibre and Aluminum Hydroxide particle Hybrid Composites. Chem. Process. Eng. Res. 2020, 62. [Google Scholar] [CrossRef] [Green Version]
- Saba, N.; Jawaid, M.; Alrashed, M.M.; Alothman, O.Y. Oil palm waste based hybrid nanocomposites: Fire performance and structural analysis. J. Build. Eng. 2019, 25, 100829. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Cellulose | Hemicellulose | Lignin | Pectin | Wax | Microfibrillar Angle | Ref. |
|---|---|---|---|---|---|---|---|
| (%) | (%) | (%) | (%) | (%) | (°) | ||
| Bast/Stem fiber | |||||||
| Flax | 64–81 | 14–20.6 | 2–5 | 0.9–2.3 | 1.7 | 5–10 | [53,55,56,57,58,59] |
| Hemp | 57–92 | 14–22.4 | 3.7–13 | 0.9 | 0.8 | 2–6.2 | [53,54,55,58,59,60,61] |
| Jute | 45–84 | 12–21 | 5–13 | 0.2 | 0.5 | 8 | [57,58,59,60] |
| Kenaf | 44–72 | 21–24 | 8–21 | 2–5 | - | 2–6.2 | [38,53,55,61] |
| Ramie | 68.6–76.2 | 5–16.7 | 0.6–1 | 1.9–2 | 0.3 | 7.5 | [53,56,57,58,59,60] |
| Banana | 60–65 | 6–19 | 5–10 | 3–5 | - | 11 | [53,58,62] |
| Nettle | 86 | 10 | 5.4 | 0.6 | 3.1–4 | - | [38,60,61,63] |
| Leaf fiber | |||||||
| Sisal | 43–78 | 10–24 | 4–13 | 0.8–2 | 2 | 10–22 | [53,55,57,58,60,62,64] |
| Curaua | 70.7–73.6 | 4–9.9 | 7.5–13.1 | - | - | - | [38,56,60,61] |
| Pineapple | 80–83 | 15–20 | 4.6–12 | 2–4 | 4–7 | 8–15 | [38,58,63,65] |
| Abaca | 56–64 | 21–25 | 7–13 | 0.8–1 | 3 | - | [56,58,60,62] |
| Henequen | 60–77.6 | 4–8 | 8–13.1 | - | 0.5 | - | [38,57,59,60] |
| Fruit/Seed fiber | |||||||
| Cotton | 82–96 | 2–6 | 0.5–1.6 | 0–7 | 0.6 | 20–30 | [38,55,58,60] |
| Coir | 36–46 | 0.15–0.3 | 41–45 | 3–4 | - | 30–49 | [53,55,56,58,66] |
| Oil palm | 65 | 0–29 | 19 | - | 4 | 46 | [38,56,60,62] |
| Wood | |||||||
| Hardwood | 43–47 | 25–35 | 16–24 | - | - | - | [38] |
| Softwood | 40–44 | 25–29 | 25–31 | - | - | - | [38,53] |
| Grass fiber | |||||||
| Bagasse | 32–55.2 | 16.8–21 | 19.9–25.3 | 10 | - | - | [56,60,63] |
| Bamboo | 26–43 | 15–30 | 21–31 | - | - | - | [53,56,58,60] |
| Rice | 28–57 | 33 | 8–19 | 8–38 | - | - | [56] |
| Wheat | 29–45 | 15–31 | 13–20 | - | - | - | [53,56,60] |
| Fiber | Density (g/cm3) | Tensile Strength (MPa) | E-Modulus (GPa) | Elongation at Break (%) | Ref. |
|---|---|---|---|---|---|
| Bast fiber | |||||
| Flax | 1.5 | 345–1100 | 27.6 | 0.2–3.2 | [50,56,57,60] |
| Hemp | 1.48 | 690 | 30–70 | 1.6–4 | [54,56,57,60] |
| Jute | 1.3–1.45 | 393–773 | 10.0–30.0 | 1.2–1.8 | [50,56,57,60] |
| Kenaf | - | 930 | 22.0–60.0 | 1.6 | [50,56,60] |
| Ramie | 1.5 | 400–938 | 44–128.0 | 1.2–3.8 | [50,57,59,61] |
| Leaf fiber | |||||
| Sisal | 1.5 | 468–640 | 9.4–22.0 | 3.0–7.0 | [56,57,59,67] |
| Curaua | 1.4 | 500–1150 | 9–11.8 | 3.7–7.5 | [50,56,60] |
| Pineapple | 1.5 | 413–1627 | 34.5–82.5 | 0.8–1.6 | [38,50,62,63] |
| Abaca | 1.5 | 400 | 12.0 | 3.0–10.0 | [50,56,60,61] |
| Fruit/Seed fiber | |||||
| Cotton | 1.5–1.6 | 287–800 | 5.5–12.6 | 7.0–8.0 | [50,59,60] |
| Coir | 1.2 | 131–175 | 4.0–6.0 | 15.0–40 | [50,56,59,60] |
| Oil palm | 0.7–1.55 | 248 | 3.2 | 25.0 | [50,56,60,61] |
| Grass fiber | |||||
| Bagasse | 1.25 | 290 | 11–17 | - | [50,56,60,62] |
| Bamboo | 0.6–1.1 | 140–441 | 11–17 | - | [50,55,56,60] |
| Synthetic fiber | |||||
| Aramid | 1.4 | 3000–3150 | 63.0–67.0 | 3.3–3.7 | [50,57,59] |
| Carbon | 1.7 | 4000 | 230–240 | 1.4–1.8 | [50,57,59] |
| E-glass | 2.5 | 2000–3500 | 70.0 | 2.5 | [55,57,59,62] |
| S-glass | 2.5 | 4570 | 86.0 | 2.8 | [50,57,59,62] |
| Advantages | Disadvantages |
|---|---|
| Biodegradability | High water absorption |
| Renewability | Limited processing temperature |
| Low density | Dimensional instability |
| High filling levels and non-abrasive to the molding machinery | Poor fire resistance |
| Easily colored | Lower strength and lower thermal resistance |
| Non-abrasive to processing equipment | Anisotropic behavior |
| Good thermal and acoustic insulating properties | Sensitive to UV, microbial and fungus attach |
| Friendly processing atmosphere, non-harmful gases generation, reduced thermal and respiratory irritations | The volatility of properties and price based on the location |
| Zero fingerprint CO2 | Incompatibility with most hydrophobic polymers |
| Low production energy | Poor fiber/matrix adhesion |
| Non-brittle fracture on impact | Lower strength, especially impact strength |
| Polymers | |
|---|---|
| Thermoplastics | Thermosets |
| Polylactic acid (PLA) | Epoxy |
| Poly butylene succinate (PBS) | Phenolic |
| Polyhydroxyalkanoate (PHA) | Polyester |
| Polyamide (PA) | Polyurethane (PU) |
| Polyethylene (PE) | Vinyl ester |
| Polycarbonate (PC) | Silicone |
| Polyvinyl chloride (PVC) | Melamine |
| Polystyrene (PS) | - |
| Polypropylene (PP) | - |
| Polyurethane (PU) | - |
| Resin Type | Resin Base | Trade Name | Ref. |
|---|---|---|---|
| Unsaturated polyester | Soybean oil | Ashland’s Envirez | [124] |
| Acrylated epoxidized soybean oil (AESO) | Soybean oil | Ebecryl 860 | [125] |
| Epoxidized soybean oil | Soybean oil | Vikoflex 7170 | [126] |
| Epoxidized pine and vegetable oils | Pine and vegetable oils | Super Sap 100 Epoxy | [126] |
| Epoxidized linseed oil | Linseed oil | Vikoflex 7190 | [126] |
| Acrylate functional resin | Soya oil | Cognis Tribest | [125] |
| Natural phenols | Distilled from forest industry waste stream | Amroy Europe Oy EpoBioXTM | [124] |
| Furfuryl alcohol-based resins | Biomass | TransFurans Chemicals bvba BioRez™ furfuryl resin | [124] |
| Alkyl phenolic oil | Cashew nut | CNSL | [126] |
| Matrix | Fibers | Manufacturing Process and Conditions | Mechanical Properties | Ref. |
|---|---|---|---|---|
| Vinyl ester/unsaturated polyester | Bagasse/henequen | Hand lay-up Alkali treatment (5% NaOH) Fiber length = 2 cm | TS 1 = 150 MPa FS 2 = 159 MPa IS 3 = 335 J/m | [201] |
| Epoxy resin (EpoxAmite 100) modified with multi-walled carbon nanotube (MWCNTs) | Flax/carbon (FLXC) Flax/glass (FLXG) Flax/Kevlar (FLXK) | Mechanical stirring and hand lay-up Dispersing agent: dimethyl ketone (2 propanone) with 1wt % CNT | Improvement of tensile properties with 1 wt % CNT TS FLXC = 340.13 MPa TS FLXK = 216.23 MPa TS FLXG = 114.82 MPa | [154] |
| PLA | PALF/coir fiber (CF) | Hot press Fiber loading: 30 wt % CF:PALF = 1:1 | Hybrid composite of C1P1 (15% CF 1 15% PALF) showed better mechanical properties respect to single fiber composites TM 4 = 4.75 GPa TS = 19.15 MPa FM 5 = 4.86 GPa FS = 33.04 MPa IS = 4.24 kJ/m2 | [202] |
| Epoxy resin | Napier/carbon Napier/glass | Vacuum infusion Napier:carbon and Napier:glass = 30:0, 24:6, 18:12, 12:18, 6:24 | Increase of carbon and glass vol fraction increased the flexural properties (max at 6:24% vol) FS: Napier/carbon biocomposites = 456.31 MPa Napier/glass biocomposites = 124.94 MPa FM: Napier/carbon biocomposites = 25.76 GPa Napier/glass biocomposites = 13.15 GPa | [203] |
| PLA | Kenaf/coir (KCCK) Bamboo/coir (BCCB) Kenaf/bamboo/coir (KBCCBK) | Hot press | TS of KBCCBK = 187 MPa (20 and 78% higher than BCCB and KCCK) FS of KBCCBK and BCCB = 199 MPa, 206 MPa (16% and 20% higher than KCCK) FM of KCCK = 15 GPa (70% higher than others) | [181] |
| EpoxAmite 100 with MWCNTs as a nanofiller | FLXC FLXG | Wet lay-up 1 wt % concentration of MWCNT | Better impact properties and higher compressive strength of FLXG compared to FLXC | [204] |
| Vinyl ester (VE) | PALF/glass | Automated spray up Vol. ratio of fibers = 50/50 | TS (71.86 MPA) increased by 171% compared to PALF-VE composite FS (146.60 MPA) increased by 164.66% compared to PALF-VE composite | [205] |
| PLA-g-GMA | Agave fibers/nanoclay particles | Extrusion Compatibilizer: glycidyl methacrylate (GMA) | Using GMA caused an increment in TS and FS Nanoclay particles improved the tensile and flexural properties of the biocomposite | [206] |
| PLA | Alkali treated sisal and coir fibers (ASF and ACF) | Compression molding Sisal:coir ratio = 7:3 | IS increased by 22.8% to PLA/ASF FS improved (92.6 MPa) Decline of TS | [207] |
| PLA | Treated Kenaf fiber (TKF)/montmorillonite clay (MMT) | Screw extruder and compression molding Alkali treatment (6% NaOH) Composition: 30TKF-1MMT-69PLA | FS and TS are improved by 46.41% and 5.87% than PLA/TKF | [208] |
| Epoxy polymer (RenLam M- 1 and Hardener HY 951) | Sisal/glass/portland cement particles | Hand lay-up Fiber-matrix mass fraction: 30/70 Stacking sequence: five layers of sisal/glass and glass/sisal | Increase of FS due to the cement microparticles and appropriate stacking sequence | [209] |
| PHB | Woven kenaf bast fiber (KBFw)/oil palm empty fruit bunches (EFB) | Lamination and compression molding Plasticizer: triethyl citrate (TEC). Arrangement: 11 layers (3KBF, 2EFB, 6PHB) | 11-layer hybrid composite with improved mechanical properties can be an alternative for some woody products TS = 53.3 MPa TM = 5.4 GPa FS = 77.90 MPa FM = 7.3 GPa IS = 40.6 J/m | [210] |
| Epoxy resin | PALF/coir | Hand lay-up molding Application environment: natural soil Fiber/resin ratio = 40:60 | Decrease of mechanical strength of hybrid composites in burial condition compared to the pure PALF-Epoxy composite | [211] |
| Polyester resin | Bamboo/PLF/coir | Hand lay-up followed by hot compression molding Fibers loading: 45%, 30% and 15% vol Bamboo:PLF:coir = 15:15:15, 10:10:10 and 5:5:5 | Higher mechanical strength of hybrid composite with 45% vol fibers loading compared to the single fiber-reinforced composites TS: 136 MPa FS: 93 KN | [212] |
| Unsaturated polyester | Sugar palm yarn/glass | Sheet molding process and hot press Resin/fiber ratio = 70:40 wt % Sugar palm yarn:glass ratio = 50:50 wt % | TS, TM, FS, FM, and IS of the hybrid composites increased with increasing glass fiber loadings | [213] |
| polypropylene | PALF/banana | Compression molding Chemically treatment with 5% NaOH Fiber loading: 2, 5, 10 and 15 wt % PALF/banana ratio = 3:1, 1:1 and 1:3 | The hybrid biocomposite with 5 wt % fibers loading and PALF/banana ratio of 3:1 exhibited the best set of mechanical properties | [214] |
| polyurethane | Sugar Palm/glass | Melt compounding and hot pressing molding process Chemical treatment: 6 wt % alkaline + 2 wt % silane solution | The TS, FS, and IS of a hybrid composite improved by 16%, 39%, and 18%, respectively, after the chemical treatment | [215] |
| Phenol formaldehyde | Areca fine (AF)/calotropis gigantea (CG) | Hand lay-up | Composite with 17.5 wt % CG and 17.5 wt % AF fiber had maximum tensile, flexural, and impact properties | [216] |
| Linear low-density polyethylene (LLDPE) | Sugarcane bagasse (SB)/eggshell (Es) | Compression molding Fibers treated with titanium (IV) isopropoxide and silane coupling agent | TM and FM of the composites with treated fibers were higher than untreated fibers Improvement of TM and FM with increasing of filler content up to 20/20 wt % The TS, FS, and IS tended to decrease with increasing SB/Es content | [217] |
| Phenol formaldehyde resin | Areca/sisal Areca/glass Areca/roselle | Hand lay-up Divinylbenzene cross-linking agent | Areca/sisal hybrid biocomposites presented the highest TS and TM than others FS and FM increased by hybridization of sisal, roselle, and glass fibers with areca | [218] |
| Thermoplastic SPS/agar (TPSA) | Sugar palm starch (SPS) | Hot press | The TS and FS slightly improved, but the IS reduced | [219] |
| Polyurethane foam | Roselle fiber (RF) with spherical silica (silica-A) and amorphous silica (silica-B) | Liquid molding | FM increased with increasing wt % of silica-A and silica-B TS increased with the increasing of silica-B and RF Adding silica-A up to 0.75 wt % also increased TS | [220] |
| Epoxy | Glass/Flax/Basalt (GFB) Flax/Hemp/Basalt (FHB) Glass/Hemp/Basalt (GHB) | Vacuum infusion process Stacking sequence: GFB: GFBBFG FHB: FHBBHF GHB: GHBBHG | Reinforcement volume: 21–23% Flexural performance: GFB > FHB > GHB | [221] |
| Polypropylene | Banana/Coir | Twin-screw extruder and injection moulding Fiber loadings (CF/BF/PP): 15/5/80, 10/10/80, and 5/15/80 wt % | Max strengths at Banana/Coir: 15/5 wt % TS: 31.3316 MPa TM: 760.29 MPa FS: 31.336 MPa FM: 762.326 MPa IS: 51.6 J/m | [222] |
| Epoxy | Banana/Jute | Hand lay-up Banana/jute ratio = 7:3 | Better mechanical properties of the hybrid composite compared to mono composites TS: 85.91 MPa FS: 151.3 MPa FM: 1.23 GPa IS: 484.54 J/m | [223] |
| Epoxy | Banana/Kenaf | Hand lay-up Banana/kenaf ratio = 40:60, 45:55, 50:50, 55:45 and 60:40 | Better mechanical properties with the highest kenaf %: TS: 58 MPa TM: 0.28 GPa FS: 24 MPa IS: 15.81 J | [224] |
| Epoxy | Sisal/Jute | Hand lay-up Jute/sisal ratio = 1:0, 1:3, 1:1 and 0:1 | Fiber loading of 30 wt % Better mechanical properties of 1:1 hybrid composite TS: 102.08 MPa TM: 2.03 GPa FS: 361.9 MPa FM: 17.5 GPa IS: 30.1 KJ/m2 | [225] |
| Polypropylene | Sisal/Glass (SG) Sisal/Carbon (SC) | Single extrusion machine and press consolidation SG and SC ratio = 25/75, 50/50, 75/25 wt % | Hybrid composite of 25/75 wt % for both SC and SG showed better mechanical properties: TS: 22.4 MPa TM: 3.65 GPa FS: 52.6 MPa FM: 4.51 GPa The addition of sisal fiber to pure carbon composite decreases mechanical properties | [226] |
| Polypropylene | Coir/Coconut shell | Twin screw extruder and injection moulding Fiber/filler ratio = 1:0, 3:1, 1:1, 1:3 and 0:1 | Reinforcement loading: 20 wt % With a hybrid ration of 1:1, TS and TM increased 8% and 50% compared to the references, respectively | [227] |
| Epoxy | Kenaf/Kevlar | Hand lay-up Three types of kenaf fiber: woven, UD, mat | Woven kenaf hybrid composite showed better mechanical properties compared to UD 6 and mat TS: 145 MPa TM: 3.37 GPa FS: 100.3 MPa IS: 51.41 KJ/m2 | [228] |
| Epoxy | Hemp/Sisal | Hot press Different layering sequence of fibers | The non-hybrid composites showed superior tensile and flexural properties than the hybrid composite due to the low compatibility of sisal/hemp fibers | [177] |
| Epoxy | Kenaf/Kevlar | Hand lay-up followed by compression Treated woven kenaf with NaOH Layering sequence: 4-layer and 3-layer with a different skin layer | Reinforcement loading: 30 wt % Mechanical properties of hybrid composite with 4-layer improved: TS: 64.7 MPa TM: 5.29 GPa FS: 51.28 MPa FM: 2.74 GPa IS: 50.1 KJ/m2 Kevlar as a skin layer improved tensile and flexural properties, but kenaf as a skin improved IS | [178] |
| Epoxy modified with LENR 7 | Kenaf/Glass | Glass/kenaf ratio = 1:1 Treatment of kenaf with NaOH | Fiber treatment and adding of LENR to the matrix improved the mechanical properties: FS: 68.1 MPa IS: 13.1 KJ/m2 | [229] |
| Polyester | Kenaf/Glass | Hand lay-up and hydraulic cold press Kenaf/glass ratio = 3:7 Sandwich configuration with glass shell and kenaf core Three types of kenaf: non-woven random mat, UD twisted yarn, plain-woven | Reinforcement loading: 35 wt % UD and woven fibers had higher tensile and flexural properties, respectively: TS: 194.6 MPa FM: 291.6 MPa | [230] |
| Epoxy | Jute/Glass | Epoxy/jute/glass weight ratio = 69/31/0, 68/25/7 and 64/18/19 | The addition of glass and jute fibers with a ratio of 64/18/19 showed the highest mechanical properties: TS: 56.68MPa FS: 28.81 MPa FM: 1.83 GPa IS: 5.49 J | [231] |
| Polyethylene | Oil palm fiber (OPF) and clay particles | Extrusion and injection molding Alkali treatment of OPF | Reinforcement loading: 25 wt % The 12.5:12.5 hybrid composite showed 11% and 49% improvement of tensile strength and modulus, respectively | [232] |
| Epoxy | Sugar palm fiber (SPF)/Glass | Hand lay-up Benzoylation treatment on SPF Glass fiber ratio: 30%, 50%, and 70wt % | Glass fiber ration of 70 wt % exhibited the best tensile properties: 55.7% and 50.5% improvement of TS and TM, respectively Benzoylation treatment improved adhesion of fibers/matrix | [233] |
| Polypropylene | Sisal fiber (SiF)/Cellulose nanocrystals (CNC) | Melt-blending followed by injection molding SiF/CNC loading (29:1, 27:3, 25:5, and 23:7 wt %) | Enhancement of matrix with MAPP 8 compatibilizer Hybrid composite with SiF/CNC (27:3 wt %) showed highest TS (47.02 MPa), TM (2.82 GPa) and IS (38.62J/m) with 30.87% and 14.81% increment of FS and FM respectively | [234] |
| Epoxy | Hemp/polyethylene terephthalate (PET) | Vacuum-infusion | The TS and FS of interwoven hemp/PET hybrid composites were 4% and 22% greater than woven hemp composites | [235] |
| Epoxy | Flax/Glass | Compression-molding machine Sandwich structure: outer layers of glass/epoxy and the core from Flax/Epoxy | UD hybrid composite [0G/0F] has a higher TS (408.25 MPa), TM (31.97 GPa), FS (591.25 MPa), and FM (39.84 GPa) compared to angle ply [0G/ ± 45F] hybrid composite and also flax/epoxy composite | [180] |
| Epoxy | Arenga pinnata fiber (APF)/polyester yarn (PET) | Lay-up Mg(OH)2 as a flame retardant (5 wt %) APF:PET ratio = 0:5, 20:5, 35:5 and 50:5 wt % | Mg(OH)2 as a flame retardant Hybrid composite with 20 wt % and 35 wt % APF had the highest TM (165.2 MPa) and TS (9.69 N/mm2), respectively Increasing the fiber loading to the 50 wt % decreased the tensile properties | [236] |
| Ethylene propylene diene monomer (EPDM) rubber | Kevlar fiber (KF)/Nano-silica (NS) | Roll milling followed by compression molding | TS, elongation-at-break, and TM values of EPDM significantly increased by hybridization with KF and NS: TS: 4.94 MPa TM:51.09 MPa | [237] |
| PLA | Coir fiber (CF)/PALF With alkaline treatment | Internal mixer followed by compression molding CF:PALF ratios = 3:7, 1:1 and 7:3 Fibers loading: 30 wt % | Hybrid composite with higher PALF, C3P7 (CF:PALF = 3:7) exhibited the highest tensile properties: TS: 30.29 MPa TM: 5.16 GPa However, the C1P1 hybrid composite presented the highest IS | [238] |
| Matrix | Fibers | Manufacturing Process | Treatment | Water Absorption | Ref. |
|---|---|---|---|---|---|
| PLA | Kenaf fiber and MMT clay | Extrude, roll mill compression molding | NaOH treatment | Adding one wt %, MMT decreased WA 1 due to the barrier effects | [261] |
| Green epoxy | Sisal/hemp | Hand lay-up and hot press | - | Higher WA of hybrid composite (12%) than the pure or non-hybrid composites (7%) | [177] |
| PLA | Aloevera fiber and MMT clay filler | Twin-screw extruder, two-roll mill, and compression molding method | NaOH treatment | Hybridization increased WA Increasing MMT content (3 wt %) maximized water-resistance of hybrid biocomposite | [262] |
| Epoxy | Luffa/coir/SiO2 nanospheres | Conventional molding Fiber loading: 40 vol % | NaOH treatment | Decrease of WA to 0.14% by adding 3 vol % of SiO2 | [263] |
| polyester | Jute/glass Sisal/glass Sisal/jute/glass | Hand lay-up | Treatment with succinic anhydride and phthalic anhydride | Hybridization of JF and SF with glass fiber reduced the WA content significantly | [274] |
| Epoxy resin araldite | Sisal/coir (1:1) | Cold pressing | - | WA of hybrid composites increased with an increase of fiber wt % and soaking duration | [275] |
| Epoxy Resin | pineapple/coir (1:1) | Hand lay-up | - | Coir/pineapple/coir (CPC) pattern showed the highest water resistance to PCP and P/C patterns | [276] |
| Isothalic polyester | Jute/glass | Hand lay-up | UV radiation treatment | Improvement in water/moisture absorption resistance | [29] |
| Liquid diglycidyl ether of Bisphenol-A blended with neem oil | Kenaf fiber and sea-urchin spike filler | Casting | Amino silane surface treatment | Surface-modified kenaf fiber improved water resistance The addition of neem oil into epoxy did not change WA | [277] |
| Polypropylene | Sisal/glass | Injection molding | NaOH treatment | The addition of 10 and 20 wt % glass fibers showed improvement in water resistance | [278] |
| Epoxy resin | Hemp/jute Hemp/flax Hemp/jute /flax | Hand lay-up compression technique | - | Hemp/jute/epoxy, hemp/jute/flax/epoxy and hemp/flax/epoxy absorbed 4.5%, 3% and 2.8% water respectively | [240] |
| Low-density polyethylene | Jute/bamboo (1:1) cellulose Untreated jute/bamboo | Hot press | Dewaxing, alkaline treatment, and mercerization | Lower WA of treated cellulose hybrid composites (0.7%) with ten wt % fibers loading respect to untreated fiber | [279] |
| Starch-glycerol | Jute with and without epoxy resin coating (Araldite CY-230) | Wet hand lay-up and compression molding | Treatment by alkaline sodium hydroxide | A thin coating of epoxy reduced the WA significantly | [280] |
| Novolac type Phenolic formaldehyde | PALF/kenaf | Hot press | Triethoxy (ethyl) silane treatment | Treated hybrid composites revealed a reduction in WA 70P:30K ratio showed the lowest WA | [281] |
| Unsaturated polyester (UP) blended epoxy | E-glass fiber and iron (III) oxide particles | Hand lay-up | Amino-silane (APTMS) treatment | Low WA was observed for composites consist of 5 and 10 vol % of UP into epoxy | [282] |
| Epoxy | Coir fiber with Al2O3 filler | Hand-lay-up Fiber loading: 5, 10, 15, and 20 wt % Filler loading: 10 wt % | - | Amount of WA increased along with increasing fiber loading and decreasing epoxy loading | [283] |
| Thermoplastic SPS/agar (TPSA) | Sugar palm starch (SPS) | Hot press | - | Minimal improvement of water resistance properties | [219] |
| Epoxy LY 556 | Date Palm Leaf (DPL)/glass | Hand lay-up | Alkaline treatment | The rate of WA of the composites increased by adding more DPL fiber Maximum water uptake in 30 wt % of DPL | [284] |
| Polypropylene | Banana/Coir | Twin-screw extruder and injection moulding Fiber loadings (CF/BF/PP): 15/5/80, 10/10/80, and 5/15/80 wt % | - | Increase of WA with an increase of soaking time and coil wt % | [222] |
| Epoxy | Sisal/Jute | Hand lay-up Jute/sisal ratio = 1:0, 1:3, 1:1 and 0:1 | Alkaline treatment | Fiber loading: 30 wt % Lower WA of 1:1 hybrid composite due to the better interfacial bonding of matrix/fibers | [225] |
| Epoxy | Kenaf/Kevlar | Hand lay-up Three types of kenaf fiber: woven, UD, mat | - | Woven and UD kenaf absorbed less water | [228] |
| Epoxy | Jute/Glass | Epoxy/jute/glass weight ratio = 69/31/0, 68/25/7, and 64/18/19 wt % | - | THE lowest WA was for hybrid composite with a 64/18/19 ratio (11.7% after 1172 h immersion in water) | [231] |
| Epoxy | Hemp/polyethylene terephthalate (PET) | Vacuum-infusion | - | WA of the hemp/PET hybrid composite was half of the woven hemp composites | [235] |
| Epoxy | Flax/Glass | Compression-molding machine Sandwich structure: outer layers of glass/epoxy and the core from Flax/Epoxy | - | Hybrid composite of UD flax/glass/epoxy had a lower WA (4.6%) after 40 days to the carbon/epoxy and carbon/flax/epoxy composites | [180] |
| Vinyl ester | Flax/Basalt | Vacuum-infusion Fiber stacking sequence: BFFFFB | - | Hybrid composite exhibited lower WA compared to the flax/vinyl ester composite | [285] |
| Epoxy | Sugar palm fiber (SPF)/Glass | Hand lay-up Glass fiber ratio: 30%, 50%, and 70 wt % | Benzoylation treatment on SPF | Treated hybrid composite with 50wt % glass fiber exhibited min WA after 2h (0.16%) | [233] |
| PLA | Coir fiber (CF)/PALF | Internal mixer followed by compression molding CF:PALF ratios = 3:7, 1:1 and 7:3 | Alkaline treatment | Fibers loading: 30 wt % C7P3 (CF:PALF = 7:3) showed the lowest WA (5.24%) after 7 days | [238] |
| PLA-g-GMA | Agave fibers/nanoclay particles | Extrusion | Compatibilizer: glycidyl methacrylate (GMA) | Compatibilizing compensated the hydrophilic character of agave fibers and decreased the WA | [206] |
| Unsaturated polyester | Sugar palm yarn/glass | Sheet molding process and hot press | - | Increasing the glass fiber content from 30% to 50 wt % improved WA properties | [213] |
| Matrix | Fibers | Manufacturing Process | Flammability | Ref. |
|---|---|---|---|---|
| Novolac type Phenolic formaldehyde | PALF/kenaf Triethoxy (ethyl) silane treatment | Hot press | Phenolic resin formed a protective layer of char on the surface of composites. Combustion rates of the untreated hybrid composite were higher than the treated one. | [281] |
| Epoxy | Sisal/coir | Cold pressing | Increasing the fibers wt % increased flammability. This hybrid biocomposite was not suitable where the fire response is a serious consideration. | [275] |
| PLA | Banana fiber and nanoclay fillers (3 wt %) | Melt blending technique followed by injection molding Silane treatment | Improvement of thermal stability and fire retardancy by nanoclays that produced char as a thermal barrier to reduce combustion rate. | [311] |
| Cardanol | Kenaf fibers with recycled carbon filler Alkali treatment with 2% NaOH | Compression molding | Hybridization of kenaf fibers with recycled carbon filler improved the thermal stability and flammability property. | [312] |
| Epoxy | Banana short fiber and Al (OH)3 filler | Hand lay-up | Incorporation of Al (OH)3 particles reduced the rate of propagation of flame. | [313] |
| Polypropylene | Bamboo/glass | Compression molding | 19% reduction of heat release rate and increase in the thermal stability. | [314] |
| Polypropylene | Biochar/wool fibers | Melt blending followed by injection molding | Improving fire resistance properties: 5 wt % wool fiber caused a delay in the onset of ignition and the time to reach peak heat release rate. | [287] |
| Polypropylene | Kenaf fibers with exfoliated graphite nanoplatelets | Melt extrusion | Graphene nanoplatelets improved the flame retardancy of composites: the fire performance index enhanced, the time to ignition prolonged, and the fire growth index reduced. | [315] |
| Epoxy Resin | pineapple/coir (1:1) | Hand lay-up | Layering pattern of coir/pineapple/coir (CPC) had higher resistance to burning. | [276] |
| High crystalline block copolymer polypropylene | Kenaf/wool with ammonium polyphosphate as a flame retardant and with ultraviolet ray stabilizer and colorant combination (UVC) | Thermal blending followed by injection molding | Reduction of sustained and forced combustion of the composite. Improvement of material response to the fire hazard. | [316] |
| Epoxy | Bamboo/kenaf/nanoclay Nanoclay types: halloysite nanotube (HNT), montmorillonite (MMT), and organically modified MMT (OMMT) | Hand lay-up | Flame retardancy improved with the loading of all types of nanoclay (OMMT was the best one). Improvement in flame properties in terms of peak heat release rate, total heat release, fire growth rate index, and the maximum average rate of heat emission and smoke growth rate. | [317] |
| Polyester | Banana peduncle fiber (BPF) with aluminum hydroxide (AH) particles Fiber treatment with vinyltriethoxysilane (VTS) and 3-aminoproply triethoxysilane (APTES) solutions | Hand lay-up | The addition of 10 wt % AH:10 wt % BPF to polyester composite retarded its burning. The ignition time and end of burning time delayed by 22.94% and 13.15%, respectively. The total heat release rate decreased by 29.68%. | [318] |
| Epoxy | Kenaf with nano oil palm empty fruit bunch (OPEFB) filler (3 wt %) | Hand lay-up | Hybrid nanocomposites presented better (and satisfactory) flame retardancy properties in comparison to kenaf/epoxy composites. | [319] |
| Epoxy | Arenga pinnata fiber (APF)/polyester yarn (PET) | Lay-up APF:PET ratio = 0:5, 20:5, 35:5 and 50:5 wt % | Mg(OH)2 as flame retardant. Hybrid composite of APF35/PET5/E55 with 5 wt % Mg(OH)2 exhibited a lower burning rate. | [236] |
| Ethylene propylene diene monomer (EPDM) rubber | Kevlar fiber (KF)/Nano-silica (NS) | Roll milling followed by compression molding | By increasing the KF loading, he flame retardant properties enhanced. Hybridization of KF and NS increased the TTI 1 noticeably. | [237] |
| PLA | Coir fiber (CF)/PALF Alkaline treatment of fibers | Internal mixer followed by compression molding CF:PALF ratios = 3:7, 1:1 and 7:3 | Fibers loading: 30 wt %. C1P1 and C7P3 (CF:PALF = 7:3) exhibited higher thermal stability and char content. | [238] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy. Materials 2020, 13, 5145. https://doi.org/10.3390/ma13225145
Bahrami M, Abenojar J, Martínez MÁ. Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy. Materials. 2020; 13(22):5145. https://doi.org/10.3390/ma13225145
Chicago/Turabian StyleBahrami, Mohsen, Juana Abenojar, and Miguel Ángel Martínez. 2020. "Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy" Materials 13, no. 22: 5145. https://doi.org/10.3390/ma13225145
APA StyleBahrami, M., Abenojar, J., & Martínez, M. Á. (2020). Recent Progress in Hybrid Biocomposites: Mechanical Properties, Water Absorption, and Flame Retardancy. Materials, 13(22), 5145. https://doi.org/10.3390/ma13225145