1. Introduction
Currently, more than 50% of the world’s primary copper is produced by Flash Smelting technology. There are two types of flash smelting: the Outotec process (~30 furnaces in operation) and the Inco process (four furnaces in operation).
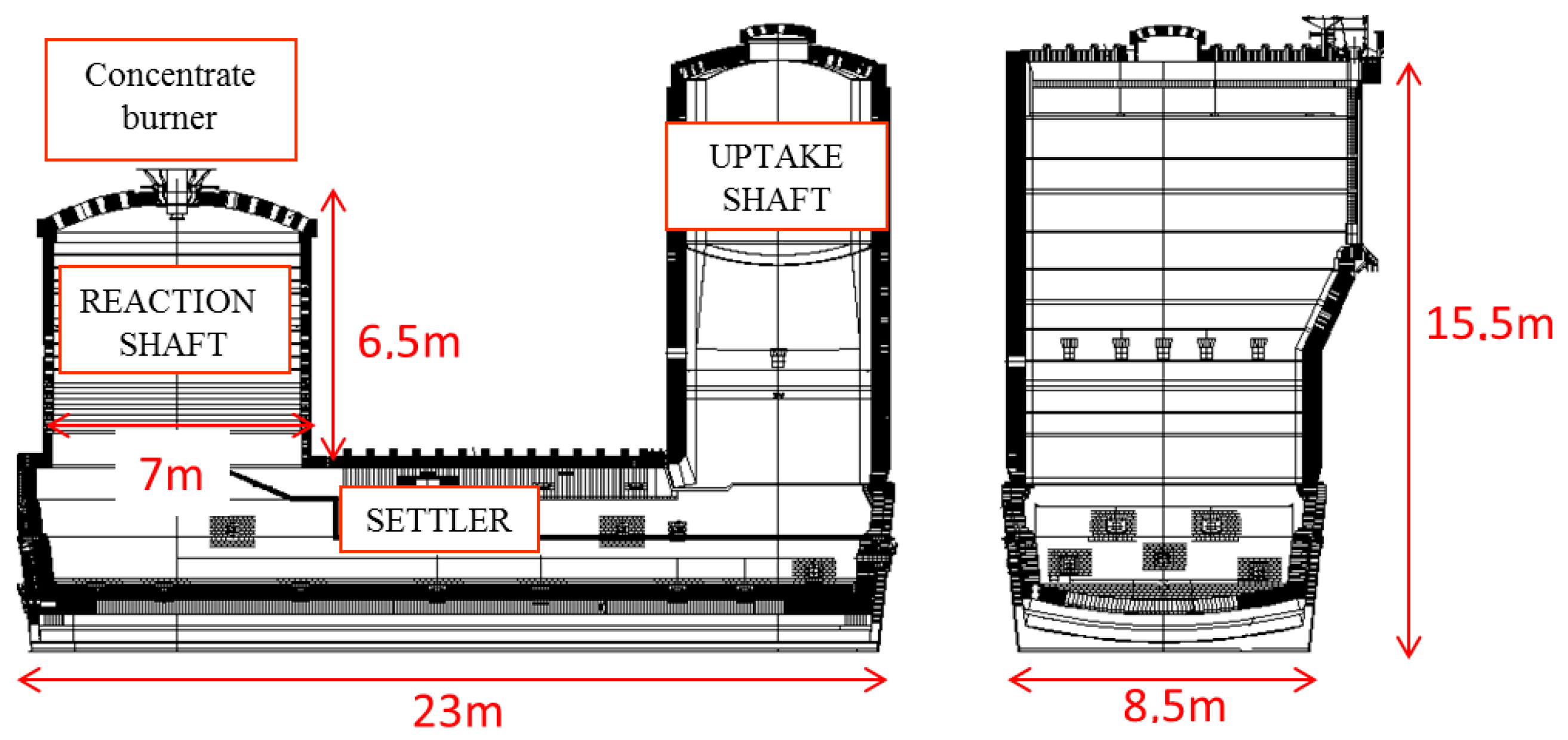
The Outotec Flash Smelting Furnace (FSF) (Helsinki, Finland) comprises three different parts, as shown in
Figure 1:
Reaction shaft
Settler
Uptake shaft
The flash smelting entails blowing a well-dispersed mixture of oxygen, air, dried concentrate, and flux into a hot (1300 °C) reaction shaft through the concentrated burner. Under these conditions, the fine concentrate particles of the concentrates react rapidly with the oxygen from the blast in the reaction shaft. This results in controlled oxidation of the concentrate’s iron and sulfur, which is a considerable evolution of heat and melting of the solids. The process is continuous and autothermal and produces:
Molten matte (60–65% Cu.)
Molten iron-silicate slag (~1% Cu)
Off gas with a sufficiently high SO2 content (20–30 vol.%) to capture it efficiently as sulfuric acid and that leaves the furnace through the uptake shaft.
As a result of the flash reactions, drops from two immiscible liquids (matte and slag) that fall onto the flash furnace settler are generated. The difference in density between matte (3900–5200 kg/m
3) and slag (3300–3700 kg/m
3) [
1] produces the separation of these two immiscible phases in the settler. Matte and slag are periodically tapped from the furnace via tap holes located in the settler.
Matte is basically a mix of [Cu, S, Fe + minor elements] (45–75% Cu) whereas slag is basically a system composed of [Si, Fe, O ± Ca, Al, K, Na, Cu − minor elements]. Gaseous products are mainly composed of [SOx (mainly SO2, 10–60 vol.%), N2 ± COx + minor elements]. Smelting reactions are highly exothermic, which makes the process autogenous in energy terms and keeps the temperature within 1250–1350 °C.
Regarding the operation of the FSF, the key variables to be controlled are:
Matte grade by setting the oxygen coefficient (Nm3 O2/ton of concentrate).
SiO2 content in slag by means of an appropriate flux dosing.
Slag temperature adjusting the oxygen enrichment of the process air and/or by using auxiliary hydrocarbon burners.
This process control is usually carried by means of process models, such as the very well-known Outotec Process Advisor [
2], which is a combined feedforward (concentrate blend assays, feed rate, etc.) and feedback (data from smelter melt, field measurements such as temperatures and levels, dynamic heat, and material balance to calculate the set points for the oxygen coefficient and enrichment, flux dosing, and burner fuel amount.
Nevertheless, it should be noted that most copper smelters worldwide, such as Atlantic Copper, are custom smelters that treat copper concentrates from different mines, which are blended onsite to ensure a relatively stable feed in terms of chemical composition. This blend of concentrates incorporates other smelter recirculating materials, such as flue dust, converter slags, and/or reverts [
3]. These concentrate blends are characterized by their S/Cu ratio (blends used for this study have values between 1.12–1.14), where a high S/Cu ratio implies high iron content in the blend [
4]. In this way, it should be of interest for copper smelters to develop a model that may incorporate mineralogical data from the copper concentrates.
On the other hand, an appropriate control of matte grade as well of slag chemistry is of great importance to minimize the copper solubility in the slag.
The present paper focuses on developing a process modeling, using a classical mass and energy balance methodology modified by distribution coefficients and molecular ratios calculated with the FactSage™ software of the flash furnace operation, which incorporates the mineralogical data from copper concentrates. Lastly, a comparison of the results of this model to those from industrial operational data for the same set of blends and operational conditions is presented.
Author Contributions
Conceptualization, M.B., I.M.-V. and G.R., methodology, M.B., I.M.-V. and G.R., formal analysis, M.B., I.M.-V. and G.R., investigation, M.B., I.M.-V. and G.R. All authors have read and agreed to the published version of the manuscript.
Funding
The ATLANTIC COPPER S.L.U funded this research.
Acknowledgments
This work was carried out with the financial support of Atlantic Copper S.L.U., which collaborates closely with the University of Huelva. The authors wish to express their gratitude for this support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Schlesinger, M.E.; King, M.J.; Sole, K.C.; Davenport, W.G. Extractive Metallurgy of Copper, 5th ed.; Elsevier Science Ltd.: Oxford, UK, 2011; ISBN 978-08-096789-9. [Google Scholar]
- Pienimäki, K.; Björklund, P.; Mienttinen, E.; Talvensaari, H.; Vaajamo, I.; Lindroth, B.; Suikkanen, P. Flash Smelting-Technology overview 2014. In Proceedings of the 14th IFSC (International Flash Smelting Conference), Las Vegas, NV, USA, 16–21 November 2014. [Google Scholar]
- Balladares, E.; Kelm, U.; Helle, S.; Parra, R.; Araneda, E. Chemical-mineralogical characterization of copper smelting flue dust. Dyna 2014, 81, 11–18. [Google Scholar] [CrossRef]
- Kemori, N.; Kondo, Y.; Fujita, K. Flash smelting behavior of various copper concentrates in a pilot scale furnace. In Sulfide Smelting’98: Current and Future Practices; Asteljoki, J., Sohn, H., Eds.; TMS: Warrendale, PA, USA, 1998; pp. 113–123. [Google Scholar]
- Valle, M.; López-Ruiz, J.; Badia, J.M.; Adeva, P. Microscopia Electrónica de Barrido y Microanálisis por Rayos X; Rueda: Madrid, Spain, 1996. [Google Scholar]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-ray Microanalysis; Springer: New York, NY, USA, 2017. [Google Scholar]
- Potts, P.J. A Handbook of Silicate Rock Analysis; Springer Science & Business Media: New York, NY, USA, 2012. [Google Scholar]
- Reed, S.J.B. Electron Microprobe Analysis and Scanning Electron Microscopy in Geology; Cambridge University Press: New York, NY, USA, 2005. [Google Scholar]
- Scott, V.D.; Love, G. Quantitative Electron-Probe Microanalysis; Ellis Horwood Limited; John Willey & Sons: New York, NY, USA, 1983. [Google Scholar]
- Potts, P.J.; Bowles, J.F.; Reed, S.J.; Cave, R. (Eds.) Microprobe Techniques in the Earth Sciences; Springer Science & Business Media: London, UK, 1995; Volume 6. [Google Scholar]
- Tsuji, K.; Injuk, J.; Grieken, R. X-Ray Spectrometry Recent Technological Advances; John Wiley & Sons Ltd.: Chichester, UK, 2004. [Google Scholar]
- Beckhoff, B.; Kanngießer, B.; Langhoff, N.; Wedell, R.; Wolff, H. Handbook of Practical X-ray Fluorescence Analysis; Springer Science & Business Media: Heidelberg, Germany, 2007; ISBN 978-3-540-36722-2. [Google Scholar]
- Davenport, W.G.; Jones, D.M.; King, M.J.; Partelpoeg, E.H. Flash Smelting: Analysis, Control and Optimization, 2nd ed.; Wiley-TMS: Warrendale, PA, USA, 2004; ISBN 978-0873395779. [Google Scholar]
- Shishin, D.; Hidayat, T.; Sultana, U.; Shevchenko, M.; Jak, E. Experimental measurement and thermodynamic model predictions of the distributions of Cu, As, Sb and Sn between liquid lead and PbO–FeO–Fe2O3–SiO2 slag. Int. J. Mater. Res. 2020. [Google Scholar] [CrossRef]
- Shishin, D. Development of a Thermodynamic Database for Copper Smelting and Converting. Ph.D. Thesis, École Polytechnique de Montréal, Montréal, QC, Canada, 2013. [Google Scholar]
- Shishin, D.; Evgueni, J. Critical assessment and thermodynamic modeling of the Cu-As system. Calphad 2018, 60, 134–143. [Google Scholar] [CrossRef]
- Jak, E.; Hidayat, T.; Shishin, D.; Mackey, P.J.; Hayes, P.C. Modelling of liquid phases and metal distributions in copper converters: Transferring process fundamentals to plant practice. Miner. Process Extr. Metall. 2019, 128, 74–107. [Google Scholar] [CrossRef]
- Hidayat, T.; Henao, H.M.; Hayes, P.C.; Jak, E. Phase equilibria studies of the Cu-Fe-O-Si System in equilibrium with air and with metallic copper. Metall. Trans. B 2012, 43, 1034–1045. [Google Scholar] [CrossRef]
- Nikolic, S.; Hayes, P.C.; Evgueni, J. Liquidus temperatures in the “Cu2O”-FeO-Fe2O3-CaO-SiO2 system at metallic copper saturation, at fixed oxygen partial pressures, and in equilibrium with spinel or dicalcium ferrite at 1200 C and 1250 C. Metall. Mater. Trans. B 2009, 40, 910. [Google Scholar] [CrossRef]
- Shishin, D.; Hidayat, T.; Jak, E.; Decterov, S.; Belov, G.V. Thermodynamic database for pyrometallurgical copper extraction. In Proceedings of the Copper 2016, Kobe, Japan, November 2016; p. 12. [Google Scholar]
- Shishin, D.; Jak, E.; Decterov, S.A. Thermodynamic assessment and database for the Cu–Fe–O–S system. Calphad 2015, 50, 144–160. [Google Scholar] [CrossRef]
- Shishin, D.; Jak, E.; Decterov, S.A. Thermodynamic assessment of slag–matte–metal equilibria in the Cu-Fe-OS-Si system. J. Phase Equilibria Diffus. 2018, 39, 456–475. [Google Scholar] [CrossRef]
- Shishin, D.; Hayes, P.C.; Jak, E. Multicomponent thermodynamic databases for complex non-ferrous pyrometallurgical processes. In Extraction; Springer: Cham, Switzerland, 2018; pp. 853–868. [Google Scholar]
- Shishin, D.; Hayes, P.C.; Jak, E. Development and applications of thermodynamic database in copper smelting. In Proceedings of the Copper’19 Conference, Vancouver, BC, Canada,, 18–21 January 2019. [Google Scholar]
- Henao, H.M.; Pizarro, C.; Font, J.; Moyano, A.; Hayes, P.C.; Jak, E. Phase Equilibria of “Cu2O”-“FeO”-CaO-MgO-Al2O3 Slags at PO2 of 10–8.5 atm in Equilibrium with Metallic Copper for a Copper Slag Cleaning Production. Metall. Mater. Trans. B 2010, 41, 1186–1193. [Google Scholar] [CrossRef]
- Henao, H.M.; Nexhip, C.; George-Kennedy, D.P.; Hayes, P.C.; Jak, E. Investigation of Liquidus Temperatures and Phase Equilibria of Copper Smelting Slags in the FeO-Fe2O3-SiO2-CaO-MgO-Al2O3 System at PO2 10−8 atm. Metall. Mater. Trans. B 2010, 41, 767–779. [Google Scholar] [CrossRef]
- Nikolic, S.; Hayes, P.C.; Jak, E. Phase equilibria in ferrous calcium silicate slags: Part III. Copper-saturated slag at 1250 C and 1300 C at an oxygen partial pressure of 10−6 atm. Metall. Mater. Trans. B 2008, 39, 200–209. [Google Scholar] [CrossRef]
- Nikolic, S.; Hayes, P.C.; Jak, E. Experimental techniques for investigating calcium ferrite slags at metallic copper saturation and application to the systems “Cu2O”-“Fe2O3” and “Cu2O”-CaO at metallic copper saturation. Metall. Mater. Trans. B 2009, 40, 892. [Google Scholar] [CrossRef]
- Yazawa, A.; Nakazawa, S.; Takeda, Y. Distribution behavior of various elements in copper smelting systems. Adv. Sulfide Smelt. 1983, 1, 99–117. [Google Scholar] [CrossRef]
- Bale, C.; Chartrand, P.; Degterov, S.; Eriksson, G.; Hack, K.; Mahfoud, R.B.; Melançon, J.; Pelton, A.; Petersen, S. FactSage thermochemical software and databases. Calphad 2002, 26, 189–228. [Google Scholar] [CrossRef]
- Bale, C.; Bélisle, E.; Chartrand, P.; Decterov, S.; Eriksson, G.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; Pelton, A. FactSage thermochemical software and databases—Recent developments. Calphad 2009, 33, 295–311. [Google Scholar] [CrossRef]
- Bale, C.; Bélisle, E.; Chartrand, P.; Decterov, S.; Eriksson, G.; Gheribi, A.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J. FactSage thermochemical software and databases 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef]
- FactSage, Montreal, Canada. Available online: www.factsage.com (accessed on 15 July 2020).
- Chung, F.H. Quantitative interpretation of X-ray diffraction patterns of mixtures. I. Matrix-flushing method for quantitative multicomponent analysis. J. Appl. Crystallogr. 1974, 7, 519–525. [Google Scholar] [CrossRef]
- Yazawa, A. Thermodynamic considerations of copper smelting. Can. Metall. Q. 1974, 13, 443–453. [Google Scholar] [CrossRef]
- Genevski, K.; Stefanova, V. Dispersed matte droplets in industrial slag melts from flash smelting furnace. Can. Metall. Q. 2008, 47, 51–58. [Google Scholar] [CrossRef]
- Furuta, M.; Tanaka, S.; Hamamoto, M.; Inada, H. Analysis of copper loss in slag in Tamano type flash smelting furnace. In Sohn International Symposium; Advanced Processing of Metals and Materials Volume 8: International Symposium on Sulfide Smelting; Warrendale: Pennsylvania, PA, USA, 2006; Volume 8, pp. 123–133. [Google Scholar]
- Muan, A. Phase equilibria in the system FeO-Fe2O3-SiO2. JOM 1955, 7, 965–976. [Google Scholar] [CrossRef]
Figure 1.
Atlantic copper Outotec FSF dimensions.
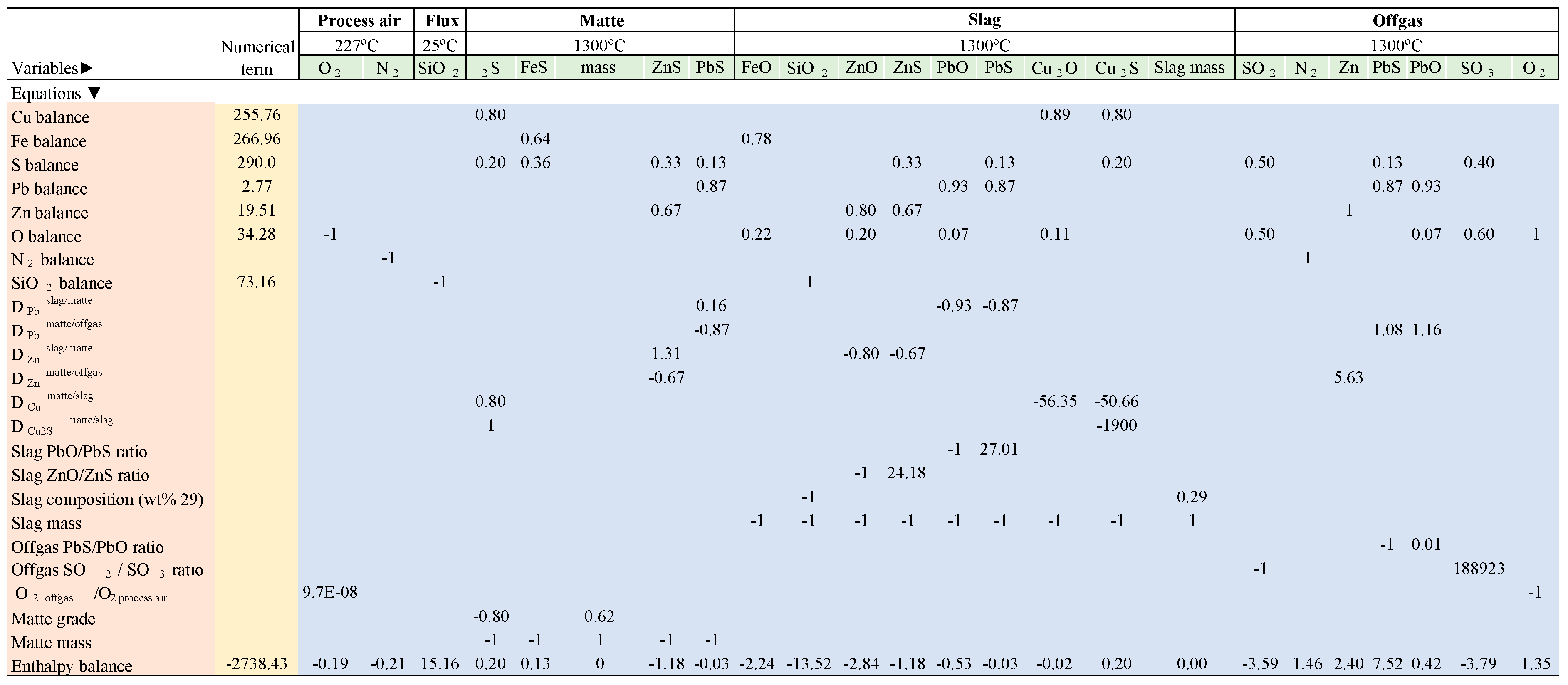
Figure 2.
Calculation matrix for the mass and energy balance of the copper smelting process (example for blend 1). At the top, the unknown-variables (greenish) to solve the model balance is consigned. The list of all the balance equations (mass, distribution coefficients, molecular ratios, and enthalpy) is in the left column (brownish). The squared matrix (bluish) collects all the coefficients for each balance equation. The numerical term column (yellowish) collects all the numerical terms for each balance equation. All non-specified terms in the matrix and the numerical terms column are zero. Temperatures are referred to as the thermal conditions of each phase. The temperature of concentrates and blends is 25 °C.
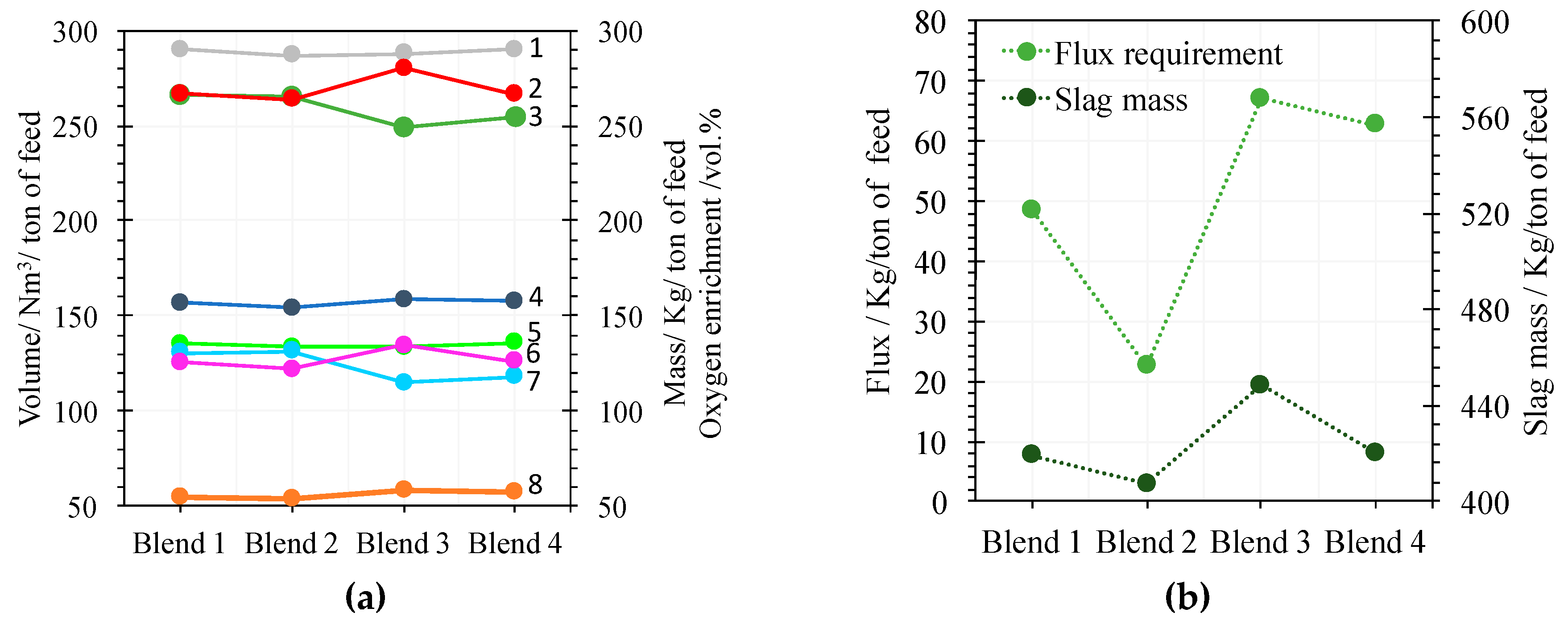
Figure 3.
(a) 1: Sulfur mass (kg/ton of feed). 2: Iron mass in blend (kg/ton of feed). 3: Off gas mass (kg/ton of feed). 4: Oxygen coefficient (Nm3/ton of feed). 5: Sulfur dioxide mass (kg/ton of feed). 6: Silica mass in the slag (kg/ton of feed). 7: Nitrogen in off gas (Nm3/ton of feed). 8: Oxygen enrichment (vol.%). (b) Flux requirements (kg/ton of feed) for blends 1 to 4. (green). Slag mass (kg/ton of feed) (black).
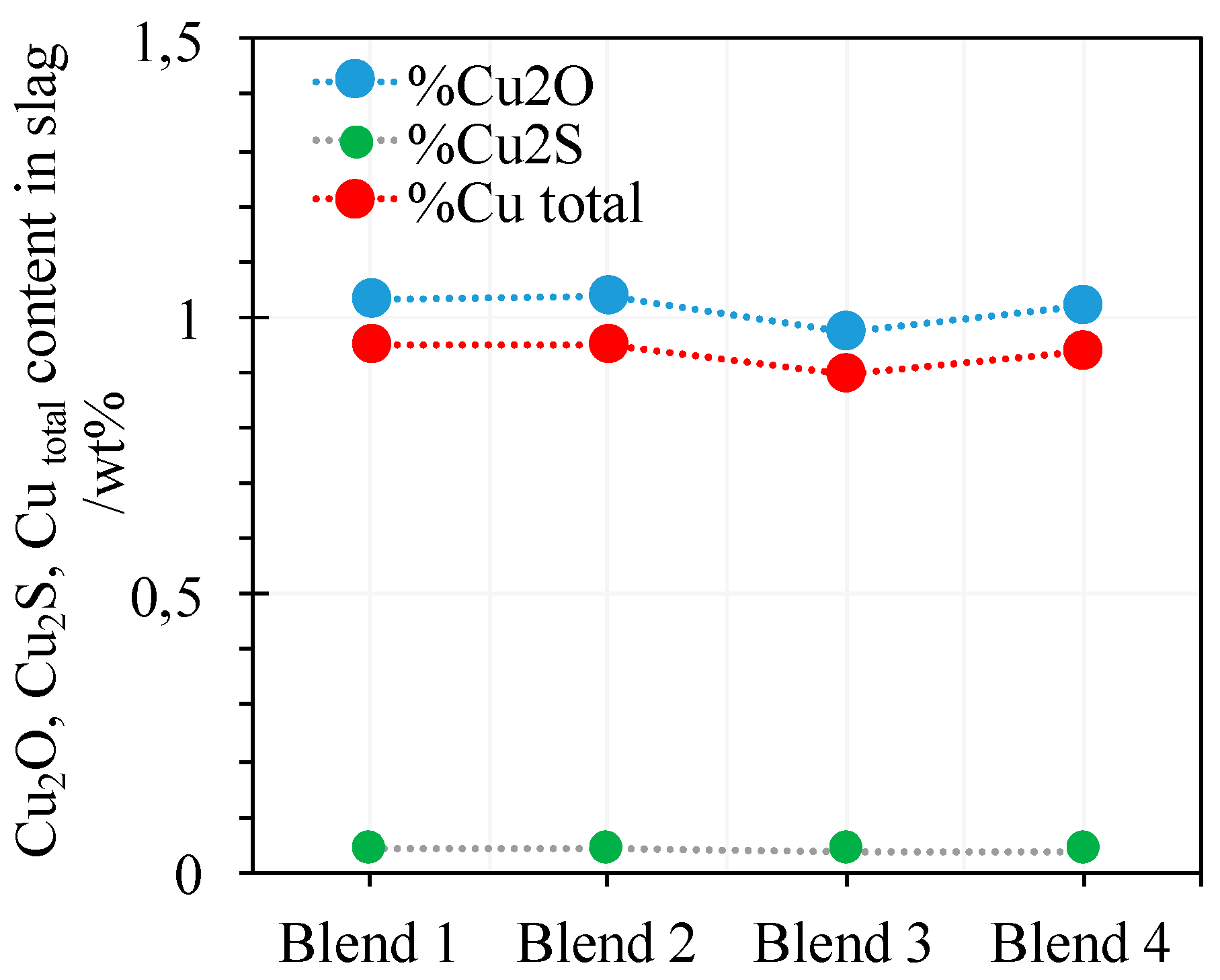
Figure 4.
Process balance results: Cu2O, Cu2S, and Cu dissolved in the slags generated by smelting of each blend.
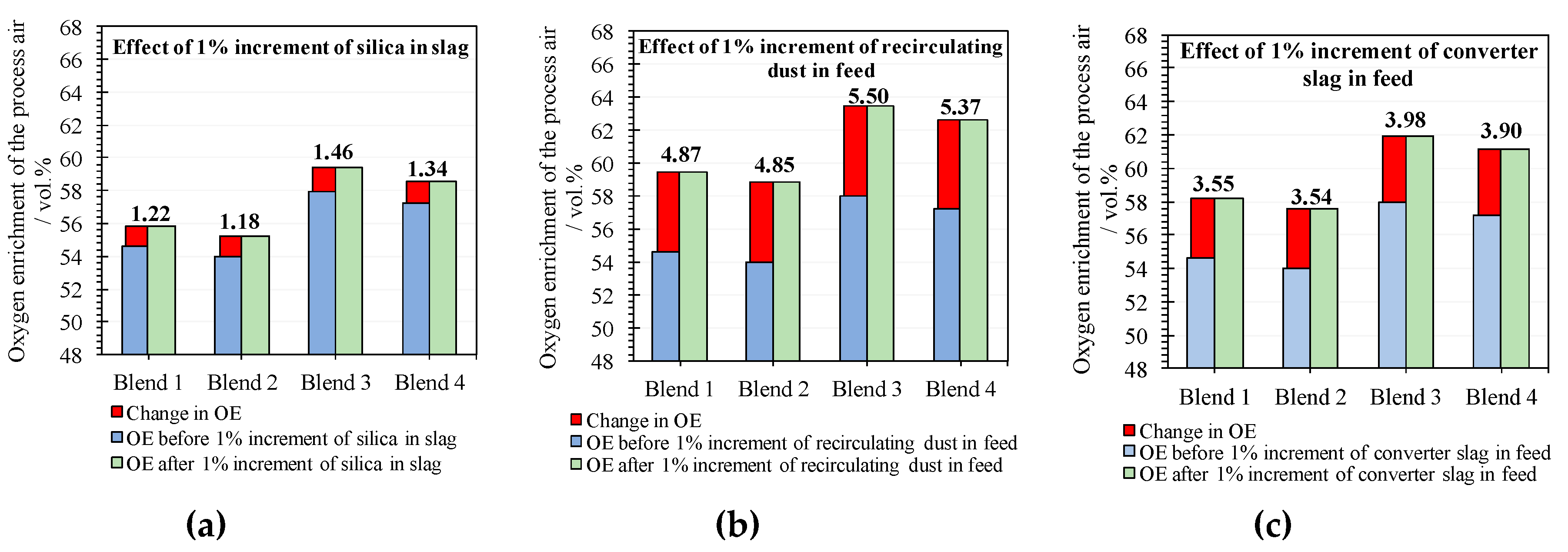
Figure 5.
Oxygen enrichment (OE) estimated for increments of some parameters: (a) Increment of 1% of silica in the slag composition, (b) increment of 1% of recycled dust in feed, and (c) increment of 1% of slag converter in the feed.
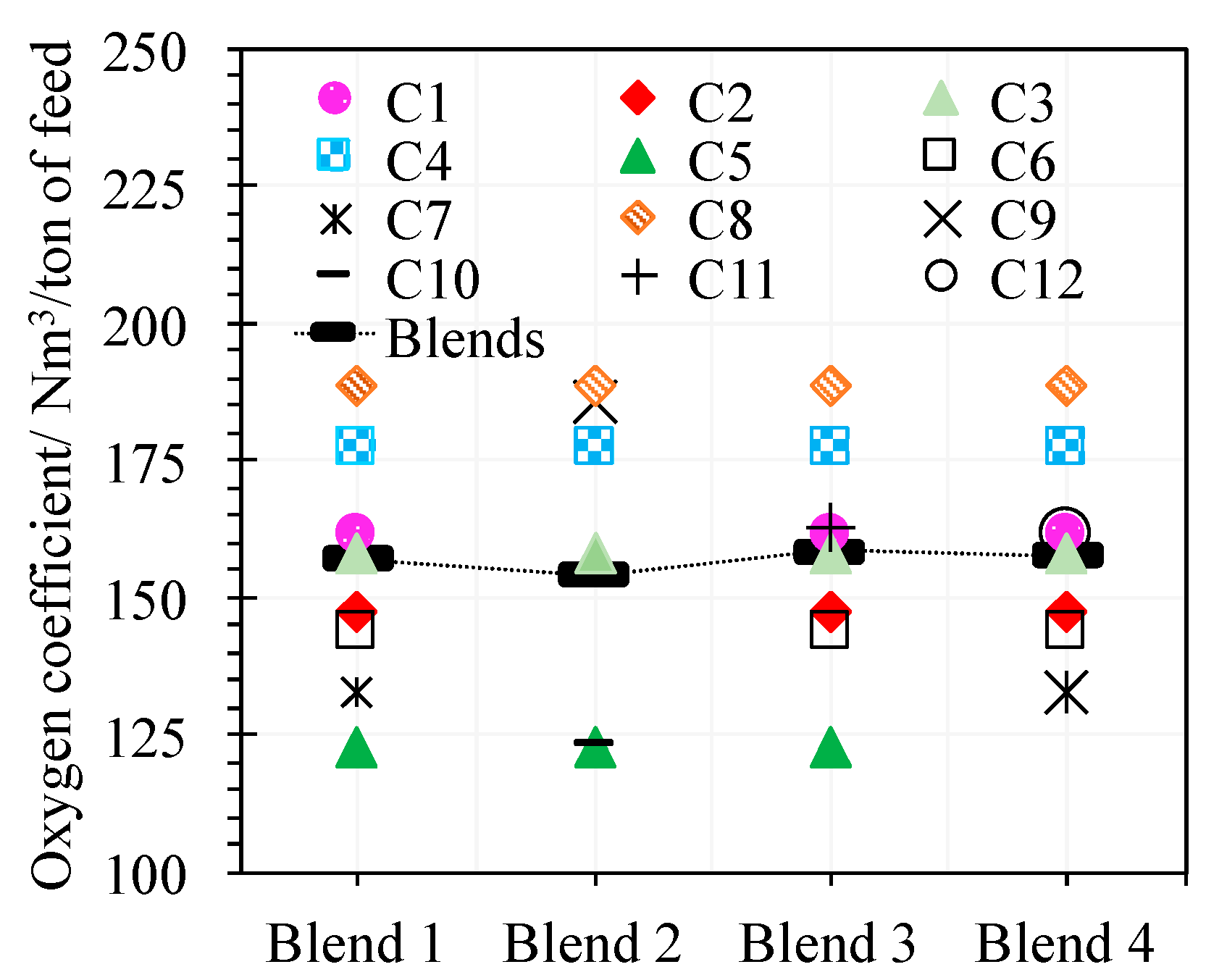
Figure 6.
Modeling results of the oxygen coefficient needed for smelting blends and concentrates under the same conditions. In the same column, the parameter values for the blend (black) and the concentrates that compose it appears.
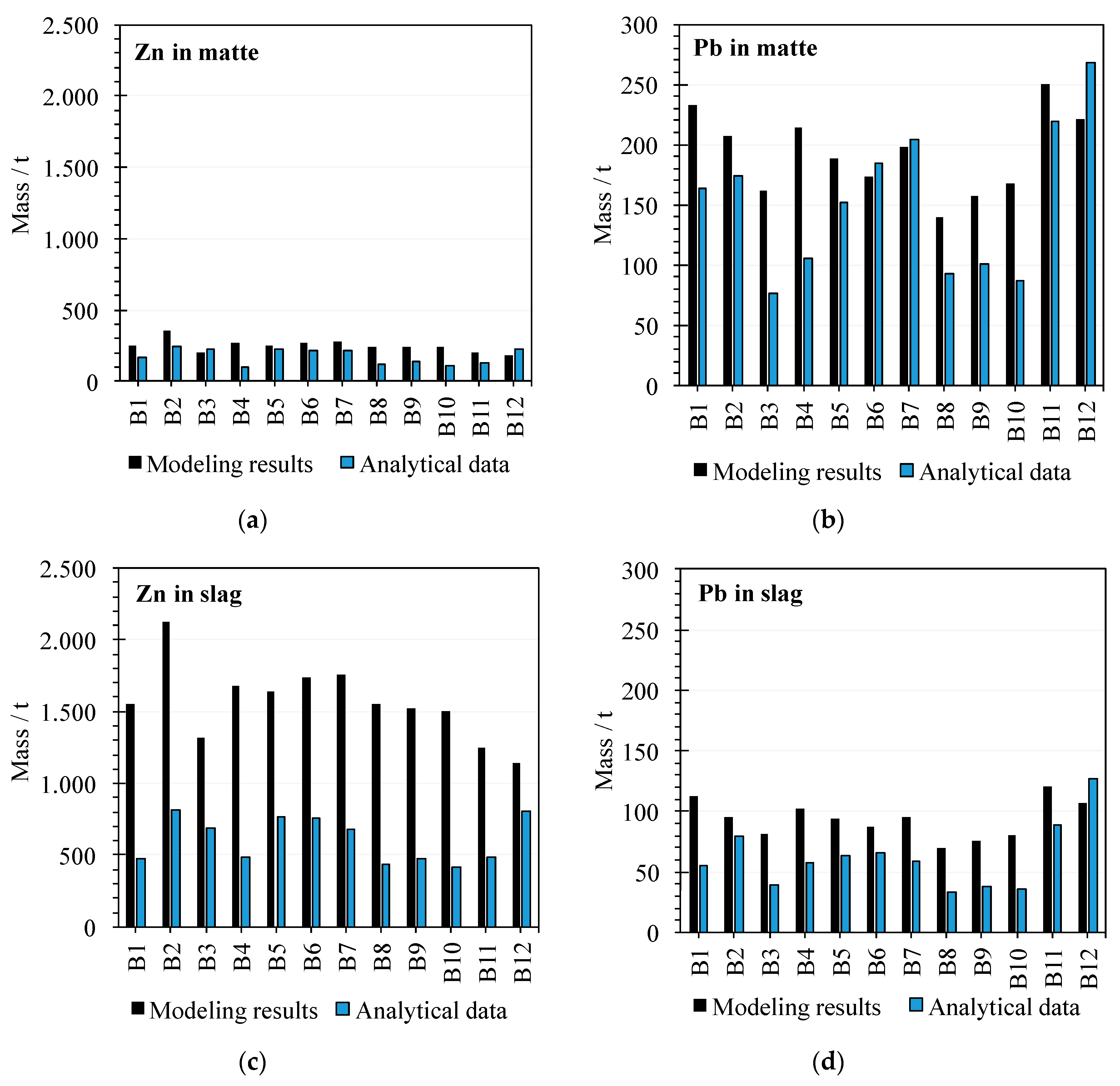
Figure 7.
Minor elements (Pb, Zn) comparison. Mass of minor elements (in tons) corresponds to a monthly production. (a): Zn in matte, (b): Zn in slag, (c): Pb in matte, and (d): Pb in slag.
Table 1.
Distribution coefficients calculated with FactSage™ for matte (MG 62) in equilibrium with slag (29 wt.% SiO2 in slag) at 1300 °C.
| Element i | Pb Slag/Matte | Pb Matte/Off Gas | Zn Slag/Matte | Zn Matte/Off Gas | Cu Matte/Slag |
|---|
| Di | 0.18 | 1.25 | 1.95 | 5.63 | 63.45 |
Table 2.
Molecular ratio calculated with FactSage™ for matte (MG 62) in equilibrium with slag (29 wt.% SiO2 in slag) and off gas at 1300 °C.
| Molecular Ratio | PbO/PbS Slag | ZnO/ZnS Slag | PbS/PbO Off Gas | SO2/SO3 Off Gas | O2 Off Gas/Process Air |
|---|
| - | 27.01 | 24.18 | 123.89 | 188923.74 | 9.74 × 10−8 |
Table 3.
Input conditions and output variables for the mass and energy balance model.
| Input Conditions | Output Variables |
|---|
| Concentrate and blend compositions (Tables 4 and 8) | Mass O2, N2 in process air |
| Matte (62–64 MG,1300 °C) | Mass SiO2 - flux |
| Slag (29–30 wt.% SiO2, 1300 °C) | Mass Cu2S, FeS, ZnS and PbS in matte |
| Offgas (1300 °C) | Matte mass |
| Heat Losses (33900 MJ/h) | Mass FeO, SiO2, ZnO, ZnS, PbO, PbS, Cu2O and Cu2S in slag |
| Feed rate (160 ton/h) | Slag mass |
| Process air (227 °C) | Mass SO2, N2, Zn, PbS, PbO, SO3 and O2 in off gas |
| Di values (Table 1) | Oxygen coefficient |
| Molecular ratio (Table 2) | Oxygen enrichment |
| Enthalpy of mineral and components (FactSage™) | Fe/SiO2 slag |
Table 4.
Mineral composition of the concentrates studied.
| Minerals (wt.%) | Chemical Formula | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 | C11 | C12 |
|---|
| Chacopyrite | CuFeS2 | 83.84 | 52.48 | 48.10 | 24.83 | 76.3 | 31.64 | 63.13 | 59.83 | 56.28 | 25.7 | 94.1 | 74.86 |
| Pyrite | FeS2 | 8.30 | 21.83 | 25.18 | 41.22 | 3.97 | 35.33 | 5.64 | 26.51 | 30.57 | 17.4 | - | 16.24 |
| Tennantite | Cu11FeAs4S13 | - | 1.23 | 0.46 | - | - | 0.83 | - | 1.6 | - | - | - | - |
| Galena | PbS | 0.06 | - | 0.1 | - | - | 0.02 | - | 0.69 | 0.30 | - | 0.01 | - |
| Stannite | Cu2FeSnS4 | - | - | - | - | - | - | - | 4.93 | - | - | - | - |
| Tetrahedrite | Cu9Fe3Sb4S13 | - | - | 0.16 | - | - | - | - | 0.28 | - | - | - | 0.1 |
| Bornite | Cu5FeS4 | - | - | - | - | - | 25.07 | - | - | - | 45.00 | - | - |
| Chalcocite | Cu2S | - | - | - | 17.7 | - | - | 17.75 | - | - | - | - | - |
| Covelline | CuS | - | - | 10.76 | - | - | - | - | - | 6.93 | 1.80 | - | - |
| Sphalerite | ZnS | 3.34 | 1.88 | - | 0.002 | - | - | - | - | 0.17 | - | - | - |
| Pyrrhotite | FeS | - | - | - | - | - | - | - | - | - | - | 5.58 | - |
Table 5.
Chemical composition of the concentrates studied.
| Concentrate | %Cu | %Fe | %S | %Pb | %Zn | %SiO2 |
|---|
| C1 | 28.59 | 29.17 | 34.05 | 0.04 | 2.06 | 2.62 |
| C2 | 24.47 | 25.07 | 31.26 | 0.51 | 0.71 | 8.87 |
| C3 | 26.07 | 27.53 | 33.22 | 0.12 | 0.34 | 5.84 |
| C4 | 22.17 | 26.33 | 35.25 | 0 | 0.1 | 9.79 |
| C5 | 25.95 | 26.55 | 27.42 | 0.13 | 0.51 | 10.4 |
| C6 | 28.09 | 27.36 | 31.85 | 0.03 | 0.1 | 5.72 |
| C7 | 31.39 | 22.54 | 32.77 | 0.01 | 0.18 | 5.46 |
| C8 | 23.75 | 30.49 | 35.85 | 1.05 | 2.27 | 1.32 |
| C9 | 24.02 | 31.32 | 35.96 | 0.07 | 0.1 | 4.39 |
| C10 | 35.27 | 22.98 | 29.74 | 0.03 | 0.19 | 9.45 |
| C11 | 31.74 | 30.9 | 35.69 | 0.01 | 0.1 | 0.38 |
| C12 | 25.58 | 29.01 | 33.24 | 0.14 | 0.31 | 4.84 |
Table 6.
Mineral composition of the recirculating materials.
| Mineral (%) | Chemical Formula | Converter Slag | Flue Dust | Recirculating Dust | Reverts |
|---|
| Fayalite | Fe2SiO4 | 19.50 | 64.55 | - | 36.80 |
| Magnetite | Fe3O4 | 50.21 | - | 15.79 | 15.10 |
| Copper | Cu | - | - | - | 1.00 |
| Chalcocyanite | CuSO4 | - | - | 13.02 | - |
| Zinkosite | ZnSO4 | - | - | 43.68 | - |
| Delafossite | CuFeO2 | - | 8.05 | 6.51 | 7.80 |
| Dolerophanite | Cu2(SO4)O | - | - | 17.78 | - |
| Anglesite | PbSO4 | - | - | 3.29 | - |
| Cuprite | Cu2O | - | - | - | 8.60 |
| Chalcocite | Cu2S | 9.45 | - | - | - |
| Quartz | SiO2 | 20.85 | 27.40 | - | 30.80 |
Table 7.
Components of each blend studied for this work (wt.%).
| Concentrates + Recycled Materials | Blend 1 | Blend 2 | Blend 3 | Blend 4 |
|---|
| Concentrate 1 | 22.43 | 0 | 38.32 | 24.30 |
| Concentrate 2 | 2.80 | 0 | 2.80 | 2.80 |
| Concentrate 3 | 9.35 | 24.76 | 9.35 | 9.35 |
| Concentrate 4 | 14.02 | 14.02 | 7.48 | 7.48 |
| Concentrate 5 | 9.81 | 9.35 | 9.81 | 0 |
| Concentrate 6 | 9.35 | 0 | 9.35 | 9.35 |
| Concentrate 7 | 14.02 | 0 | 0 | 9.35 |
| Concentrate 8 | 2.80 | 2.80 | 2.80 | 2.80 |
| Concentrate 9 | 0 | 14.95 | 0 | 0 |
| Concentrate 10 | 0 | 18.59 | 0 | 0 |
| Concentrate 11 | 0 | 0 | 4.67 | 0 |
| Concentrate 12 | 0 | 0 | 0 | 19.16 |
| Converter slag | 4.67 | 4.67 | 4.67 | 4.67 |
| Flue dust | 1.40 | 1.40 | 1.40 | 1.40 |
| Recirculating dust | 6.54 | 6.54 | 6.54 | 6.54 |
| Reverts | 2.80 | 2.80 | 2.80 | 2.80 |
| Total | 100 | 100 | 100 | 100 |
Table 8.
Chemical composition of the blends studied.
| Blend | %Cu | %Fe | %S | %Pb | %Zn | %SiO2 |
|---|
| Blend 1 | 25.58 | 26.70 | 29.00 | 0.27 | 1.95 | 7.32 |
| Blend 2 | 25.36 | 26.39 | 28.67 | 0.28 | 1.53 | 9.56 |
| Blend 3 | 25.63 | 28.03 | 28.77 | 0.29 | 2.28 | 6.30 |
| Blend 4 | 25.35 | 26.63 | 28.98 | 0.29 | 2.04 | 5.91 |
Table 9.
Mineral composition of the blends studied.
| Minerals (wt.%) | Chemical Formula | Blend 1 | Blend 2 | Blend 3 | Blend 4 |
|---|
| Chacopyrite | CuFeS2 | 49.22 | 37.42 | 56.47 | 53.07 |
| Pyrite | FeS2 | 15.83 | 20.95 | 13.66 | 15.75 |
| Tennantite | Cu11FeAs4S13 | 0.20 | 0.16 | 0.20 | 0.20 |
| Galena | PbS | 0.04 | 0.09 | 0.05 | 0.05 |
| Stannite | Cu2FeSnS4 | 0.14 | 0.14 | 0.14 | 0.14 |
| Tetrahedrite | Cu9Fe3Sb4S13 | 0.02 | 0.05 | 0.02 | 0.04 |
| Bornite | Cu5FeS4 | 2.34 | 8.41 | 2.34 | 2.34 |
| Chalcocite | Cu2S | 5.41 | 2.92 | 1.77 | 3.42 |
| Covelline | CuS | 1.21 | 4.04 | 1.21 | 1.21 |
| Sphalerite | ZnS | 0.80 | 0.03 | 1.33 | 0.86 |
| Pyrrhotite | FeS | 0.00 | 0.00 | 0.26 | 0.00 |
| Fayalite | Fe2SiO4 | 2.85 | 2.85 | 2.85 | 2.85 |
| Magnetite | Fe3O4 | 3.80 | 3.80 | 3.80 | 3.80 |
| Copper | Cu | 0.03 | 0.03 | 0.03 | 0.03 |
| Chalcocyanite | CuSO4 | 0.85 | 0.85 | 0.85 | 0.85 |
| Zinkosite | ZnSO4 | 2.86 | 2.86 | 2.86 | 2.86 |
| Delafossite | CuFeO2 | 0.76 | 0.76 | 0.76 | 0.76 |
| Dolerophanite | Cu2(SO4)O | 1.16 | 1.16 | 1.16 | 1.16 |
| Anglesite | PbSO4 | 0.22 | 0.22 | 0.22 | 0.22 |
| Cuprite | Cu2O | 0.24 | 0.24 | 0.24 | 0.24 |
| Quartz | SiO2 | 7.32 | 9.56 | 6.30 | 5.91 |
Table 10.
Chemical composition of the blends studied.
| Blend | % Cu | % Fe | % S | % Zn | % Pb | % SiO2 |
|---|
| B1 | 26.49 | 26.86 | 31.26 | 2.13 | 0.47 | 5.28 |
| B2 | 25.78 | 26.61 | 31.25 | 2.84 | 0.40 | 5.40 |
| B3 | 27.13 | 25.48 | 30.21 | 2.00 | 0.36 | 6.98 |
| B4 | 25.85 | 26.64 | 31.28 | 2.02 | 0.38 | 5.20 |
| B5 | 26.67 | 25.76 | 28.95 | 2.05 | 0.35 | 6.80 |
| B6 | 26.07 | 26.34 | 31.25 | 2.28 | 0.34 | 6.77 |
| B7 | 25.76 | 26.43 | 29.58 | 2.06 | 0.34 | 7.63 |
| B8 | 26.51 | 26.63 | 30.20 | 1.98 | 0.26 | 7.20 |
| B9 | 26.22 | 26.36 | 30.76 | 2.02 | 0.30 | 6.58 |
| B10 | 25.92 | 25.87 | 30.32 | 1.83 | 0.30 | 6.94 |
| B11 | 26.19 | 26.79 | 30.71 | 1.52 | 0.45 | 6.65 |
| B12 | 26.60 | 26.82 | 30.75 | 1.41 | 0.40 | 6.68 |
Table 11.
Zinc and lead content in matte and slag.
| Blend | Industrial Data/wt.% | Industrial Data/wt.% |
|---|
| Matte | Slag |
|---|
| Zn | Pb | Zn | Pb |
|---|
| B1 | 0.45 | 0.44 | 0.95 | 0.11 |
| B2 | 0.67 | 0.47 | 1.66 | 0.16 |
| B3 | 0.69 | 0.23 | 1.75 | 0.10 |
| B4 | 0.24 | 0.26 | 0.93 | 0.11 |
| B5 | 0.55 | 0.37 | 1.46 | 0.12 |
| B6 | 0.57 | 0.48 | 1.61 | 0.14 |
| B7 | 0.50 | 0.48 | 1.27 | 0.11 |
| B8 | 0.31 | 0.24 | 0.92 | 0.07 |
| B9 | 0.36 | 0.27 | 0.99 | 0.08 |
| B10 | 0.28 | 0.22 | 0.82 | 0.07 |
| B11 | 0.34 | 0.56 | 0.92 | 0.17 |
| B12 | 0.57 | 0.68 | 1.33 | 0.21 |
Table 12.
Process variables: Oxygen coefficient and flux requirement of each blend.
| Process Variables Results | Blend 1 | Blend 2 | Blend 3 | Blend 4 |
|---|
| Oxygen coefficient/Nm3/ton feed | 157 | 154 | 159 | 158 |
| Oxygen enrichment/vol.% | 57 | 54 | 58 | 57 |
| Flux requirement/kg/ton feed | 48 | 22 | 67 | 63 |
Table 13.
Operational data sets and results related to smelted blends.
| Blends | Blend 1 | Blend 2 | Blend 3 | Blend 4 |
|---|
| Input Variables | | | | |
|---|
| Feed rate/ton/hour | 165 | 160 | 165 | 155 |
| Oxygen coefficient/Nm3/ton of feed | 186 | 188 | 193 | 186 |
| Oxygen enrichment/vol.% | 50.1 | 51.0 | 53.4 | 53.8 |
| Process air temperature/°C | 227 | 227 | 227 | 227 |
| Flux/% | 8.26 | 5.24 | 10.6 | 10.0 |
| Output Variables | - | - | - | - |
| Matte grade/% | 63.7 ± 1.2 | 62.7 ± 1.4 | 66.6 ± 1.0 | 62.6 ± 0.8 |
| SiO2 in slag/% | 29.0 ± 0.8 | 28.5 ± 1.0 | 27.5 ± 1.2 | 30.0 ± 1.6 |
| Parameters | - | - | - | - |
| Heat loss from furnace/ MJ / ton of feed | −205.5 | −211.9 | −205.5 | −218.7 |
Table 14.
Process balance results. Output variables and relative error (RE) estimation. OC (oxygen coefficient). O2E (oxygen enrichment). MG (matte grade). Relative errors were calculated following the expression “100 × (model values − industrial values)/industrial values.”
| Blends | Blend 1 | Blend 2 | Blend 3 | Blend 4 |
|---|
| Output Variables (Balance) | | | | |
|---|
| Oxygen coefficient/Nm3/ton of feed | 161.8 | 154.0 | 163.3 | 157.6 |
| Oxygen enrichment/vol.% | 50.1 | 55.1 | 52.9 | 59.5 |
| Flux/% | 5.9 | 2.8 | 7.8 | 6.9 |
| Matte grade/% | 63.9 | 61.9 | 63.9 | 61.9 |
| SiO2 in slag/% | 30.0 | 30.0 | 30.0 | 30.0 |
| Relative Error | | | | |
| RE(OC)/% | −13.01 | −18.06 | −15.37 | −15.26 |
| RE (O2E)/% | 0.06 | 8.10 | −0.87 | 10.60 |
| RE(Flux)/% | −28.93 | −45.96 | −26.59 | −31.26 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}