
Waste Gasification Technologies: A Brief Overview
by
 , , , and
, , , and
Santa Margarida Santos
1,2,
Ana Carolina Assis
1,
Leandro Gomes
2,
Catarina Nobre
1 and
Paulo Brito
1,* 1
VALORIZA, Research Center for Endogenous Resource Valorization, Polytechnic Institute of Portalegre, 7300-555 Portalegre, Portugal
2
MEtRICs, Chemistry Department, NOVA School of Science and Technology (FCT NOVA), Universidade NOVA de Lisboa, Campus Caparica, 2829-516 Caparica, Portugal
*
Author to whom correspondence should be addressed.
Waste 2023, 1(1), 140-165; https://doi.org/10.3390/waste1010011
Submission received: 30 October 2022
/
Revised: 30 November 2022
/
Accepted: 7 December 2022
/
Published: 17 December 2022
Abstract
:This paper aims to briefly overview gasification technologies of biomass and heterogeneous wastes as a means for syngas production. For this purpose, an overview of the existing technologies, their main advantages, limitations, and costs, as well as commercial plants and projects (lower TRL) operating with these technologies and syngas applications is presented. The type of technology and operating parameters should be selected considering the quality of the syngas as it will dictate its end use. Syngas quality is determined by the combination of feedstock properties, type of technology and process operating conditions, and the scale of operation. For smaller projects with a capacity of up to 10 MWth, fixed-bed technologies have been a recurring choice, while fluidized bed reactors can have an installed capacity above 100 MWth and are, therefore, more suitable for medium- and large-scale projects. Fluidized bed gasification technology supports feedstock flexibility, has scale-up potential, and presents relatively low cost, making it a suitable solution and a frequent choice for heterogeneous waste gasification in medium- or large-scale projects. Commercializing waste gasification technology is already a reality. However, more efforts need to be made so that pilot and demonstration projects can overcome the technological and economic problems and move towards commercialization.
1. Introduction
The growth of the world population and the increase in consumption levels project a generation of 3.4 bn Mt of waste by 2050 [1]. Considering waste production in 2018, the United States produced approximately 811 kg per capita, totaling 292.4 Mt. Landfilling was the treatment given to 50% of all these wastes, while 11.8% was combusted, 32% recycled or composted, and 6.2% was submitted to alternative treatments [2]. Regarding the European situation, according to Eurostat, 505 kg of municipal waste was produced per capita in 2020, led by Austria, Denmark, and Luxembourg (834, 814, and 790 kg, respectively). From all the municipal wastes generated by the EU in 2020, 48% were recycled (considering recycling and composting), while 26% was submitted to incineration, and approximately 26% was landfilled [3]. Regarding the generation of wastes by sector, construction contributes 37.1%, mining and quarrying 23.4%, manufacturing 10.9%, wastewater 10.7%, household 9.5%, services sector 4.5%, energy 2.3%, and agriculture, forestry and fishing 1.0% [3].
The destination of these wastes has changed in recent years, with the development of alternative recycling centers, composting, and waste-to-energy. Despite this, a considerable amount of the produced waste is still sent to landfills, where it accumulates, causing several environmental issues. To avoid landfilling, the European Environmental Agency set a target to reduce the discarding of wastes to 10% of the total by 2035, a compromise established through the EU Landfill Directive in 2018 [4]. With the adoption of this measure, the EU seeks to reduce the environmental problems associated with landfills, which include the contamination of groundwater resources through leachate, greenhouse gas emissions (GHG) from landfill gases (LFG), and soil contamination and usage [5]. Aiming to find alternatives to valorize the generated wastes, some techniques have been explored to produce biomaterials [6] (e.g., the fractionation of lignocellulosic biomass from forestry and agricultural activities [7]) and energy, such as incineration [8], anaerobic digestion [9], pyrolysis [10], and thermal gasification [11] using wastes as feedstock.
The utilization of waste to produce energy is usually referred to as waste-to-energy (WtE). It offers several advantages, such as the reduction in GHG emissions [12], sustainable production of electricity and heat [13], a more efficient alternative to waste treatment [14], and an enhanced social component through the creation of jobs in the waste management sector [15].
Among all the techniques adopted in WtE plants, thermal gasification has been used to valorize solid wastes, producing heat and syngas. Syngas is a gaseous product that can be used as fuel, mainly composed of carbon monoxide (CO), hydrogen (H2), nitrogen (N2), carbon dioxide (CO2), and light hydrocarbons (e.g., CH4, C2H4, C2H6). Syngas composition varies according to the type of gasifier, operational parameters, and feedstock composition [16,17]. At different times, gasification has used the most varied raw materials, such as coal and biomass, which are overall feedstocks with a homogeneous composition. Using valorizing wastes, such as municipal solid wastes (MSW), industrial wastes (IW), Refuse Derived Fuel (RDF), Solid Recovered Fuel (SRF), construction and demolition waste (CDW), or electronic waste (E-waste), in gasification can be challenging due to the heterogeneous composition of these wastes [18]. However, gasification still presents several advantages from an environmental aspect, offering an alternative to landfilling and helping to ensure energy security, currently aggravated in Europe by regional conflicts [19].
This work aims to provide an overview of the advances in the field of waste gasification, presenting the challenges and opportunities and showing the new approaches adopted by companies searching to find more efficient ways to produce energy using wastes as feedstock.
2. Thermal Gasification: General Principals
Thermal gasification can be defined as the process where a solid feedstock can be converted into a mixture of gases called syngas, containing mainly methane (CH4), carbon dioxide (CO2), carbon monoxide (CO), hydrogen (H2), and tars [20]. Syngas can later be used as fuel in internal combustion engines [21], as a heat source [22], to produce electricity [23], or it can be used in chemical synthesis (e.g., Fischer–Tropsch, higher alcohol synthesis) [24].
Thermal gasification consists in an exothermic process that transforms carbon-based raw materials into syngas through a set of chemical reactions, as presented in Table 1.
The composition of syngas is affected by residence time, gasifying, pressure, temperature, feedstock composition, and the type of gasifier [27,28,29,30,31]. Residence time has an essential role in thermal gasification. The increase in residence time positively affects H2 production, also increasing the efficiency of the process [32].
Regarding gasifying agents, air, steam, carbon dioxide, oxygen, or a mixture of these gases are usually used [30,33,34]. Despite using air as a gasifying agent, the syngas dilution due to the presence of nitrogen can reduce the resulting syngas’ high heating value (HHV) and the gasification process’ efficiency [35]. The utilization of O2 increases gasification costs despite preventing the problems associated with the presence of N2. As a cheaper and more convenient alternative to O2, steam has been studied as a gasification agent. It is cheaper than O2 and avoids the problems associated with the presence of N2. Moreover, using steam increases the H2 content in syngas due to the steam–methane reforming and steam–char reaction [25]. The utilization of CO2 also avoids the problems associated with N2 while allowing control of the H2/CO ratio and increasing synergetic effects. However, it can raise the plant’s operational costs [36,37].
Feedstock composition can affect not only the syngas composition but also the composition of gasification by-products (e.g., biochar, ash). Therefore, contaminants in biomass can contribute to slag formation, damaging reactors and pipes and increasing costs in the process [28,38,39]. To avoid these problems, some feedstock pretreatments can be applied, such as torrefaction, adding costs and new unit operations to the gasification process [38]. Despite these parameters having a strong influence on the gasification products, the technologies used in gasification can require different parameters, which are more efficient according to the feedstock composition. Thus, the next section will address the different gasifiers used to convert wastes into syngas.
3. Gasification Technologies Used in Waste Conversion
In recent decades, several gasifier reactors have been developed and there are numerous ongoing studies and research mainly focused on possible advances in gasifiers.
The current commercially available gasification technologies are classified according to various parameters, including the heat supply method, the gasifying agent used, and the reactor type [40]. As for the design of the gasifier, they typically fall into three main categories, the fixed-bed (co-current, countercurrent, and cross current), fluidized bed (bubbling and circulating), and entrained fluidized bed [33,41,42,43], and, in addition to these, there are rotary kiln and plasma reactors. All these reactors have advantages and disadvantages, and the selection depends on the scale of operation, the characteristics of the feedstock, and the desired application of the produced gas [44].
3.1. Fixed-Bed Reactors
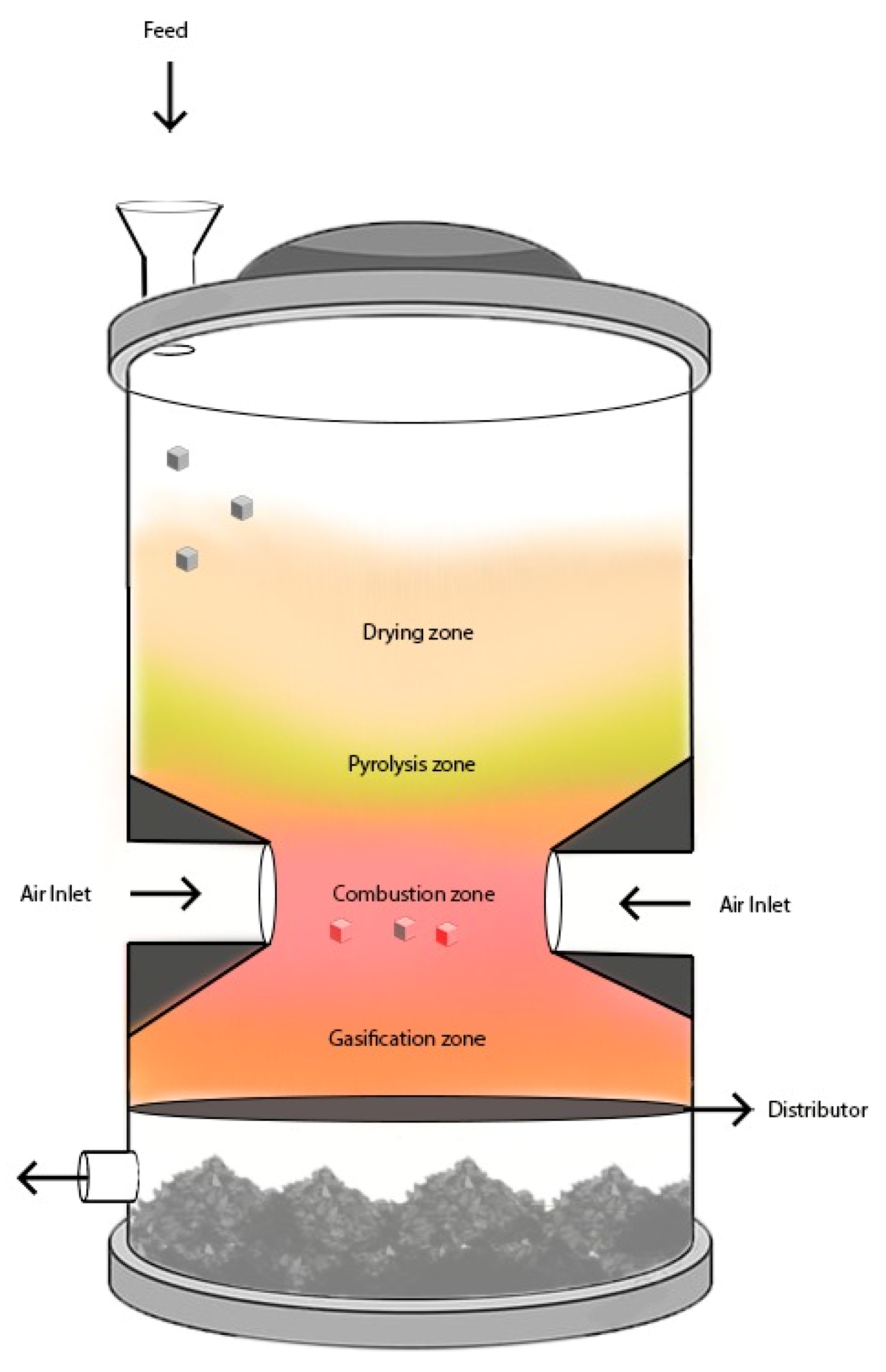
Fixed-bed gasifiers are the simplest gasification technology. These gasifiers can use different gasifying agents and gasification takes place over time, from approximately 900–1800 s at high pressures [45]. Fixed-bed systems have a cylinder-shaped space where the raw material is introduced in the top of the reactor, while the gasifying agent is added at the bottom. The reactor operates at high pressures between 1 and 100 bar and with temperatures from approximately 500–1200 °C, resulting in a high carbon conversion [43].
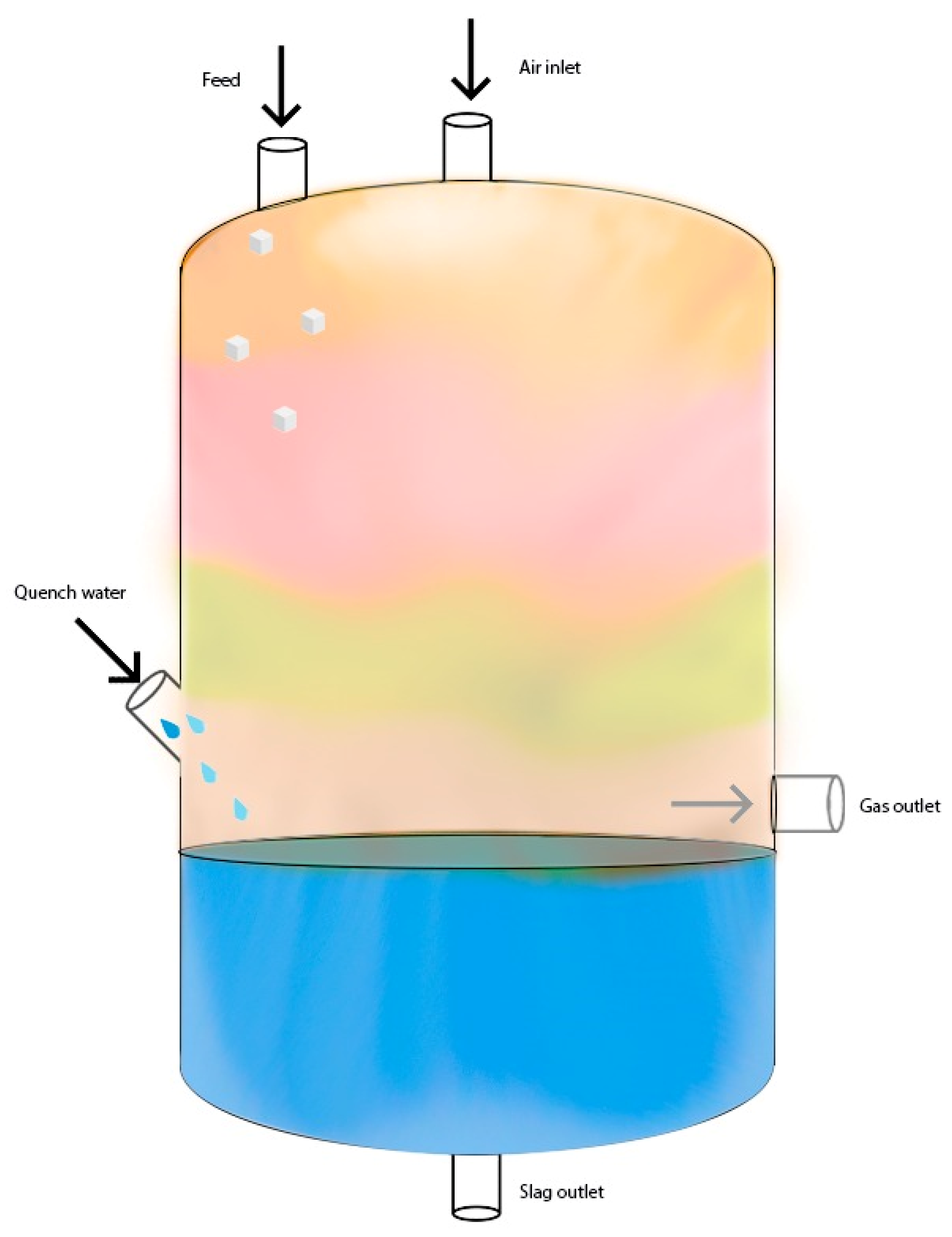
Fixed-bed gasifiers reactors include updraft and downdraft configurations, as seen in Figure 1 and Figure 2, respectively. These different configurations are related to the input of the feedstock and the gasifying agent. In an updraft gasifier, the feedstock is inserted into the top of the gasifier, while the gasifying agent is introduced into the side or bottom of the reactor. The production of syngas takes place along the reactor and the output of this gas takes place at the upper level of the reactor, while the ash is deposited at the bottom of the reactor. In the downdraft reactor, the raw material enters in the top of the reactor and the gasifying agent enters in the side or top of the gasifier; thus, the syngas output takes place at the bottom of the reactor. Several studies have recognized that fixed-bed reactors can be used with various types of wastes with a high carbon conversion rate and low ash emission. However, this type of gasifier is not normally used on a large scale due to the low moisture content required in the feedstock, which is one of the limitations for the use of MSW [41,43].
3.2. Fluidized Bed Reactors
In this type of gasifier, the feedstock is introduced into the reactor and the fluidization medium is injected along with sand, operating at temperatures from approximately 800–900 °C. These reactors can maintain a temperature range between 700 and 1000 °C [43]. Solid waste may take longer to react, resulting in increased heat transfer and leading to higher carbon conversion. Fluidized bed gasifiers have two main configurations, bubbling fluidized bed and circulating fluidized bed [46].
Bubbling fluidized bed gasifiers are designed to operate under low gas speed conditions between 1 and 3 m/s, operating at temperatures between 800 and 1000 °C. Particles are moved with the gas and are divided by a cyclone; hence, the raw syngas flows to the next stage, while the particles fall to the bottom of the reactor [47].
In a circulating fluidized bed gasifier, the gasification is conducted in two steps. First, there is a bubbling fluidized bed chamber that reacts with solid waste and generates syngas. In the second step, a higher gas speed is introduced, usually between 3 and 10 m/s, to drag the solid. Finally, the cyclone allows solid particles to separate and circulate in the fluidized bed chamber. Fluidized bed gasifiers are widely used for solid wastes on a large scale due to their good performance [43].
One of the most significant current applications in waste gasification is energy production. Energy efficiency is a good performance indicator and can identify the type of gasifier to be considered for a given type of waste. This indicator varies between gasification reactors and depends on several parameters, such as feedstock composition, gasification temperature, time of permanence of waste in the reactor, and the properties of the reactors. The energy content produced by a fluidized bed gasifier typically varies between 3.7 and 8.4 MJ/Nm3 for the bubbling fluidized bed and between 4.5 and 13 MJ/Nm3 for the circulating fluidized bed [47]. Since the gas from these reactors also have high volumes of carbon monoxide (25–30%) and hydrogen (35–40%), it is to be expected that these reactors are ideal for use in the fuel and hydrogen industries [43].
3.3. Entrained Flow Reactors
This technology is typically used for industrial-scale coal gasification because of its higher availability, higher throughput, and better product gas quality [48]. It is a deployable and mature technology for handling conventional feedstock, such as coal, lignite, and biomass [49]. The concept of this reactor is shown in Figure 3. In general, these reactors are operated at high temperatures (between 1200 and 1500 °C) and high pressures (between 20 and 80 bar); however, some particles remain in the bed during the residence time [43]. The main advantages of entrained flow gasifiers are the high fuel conversion and small heat losses due to their compact design [48].
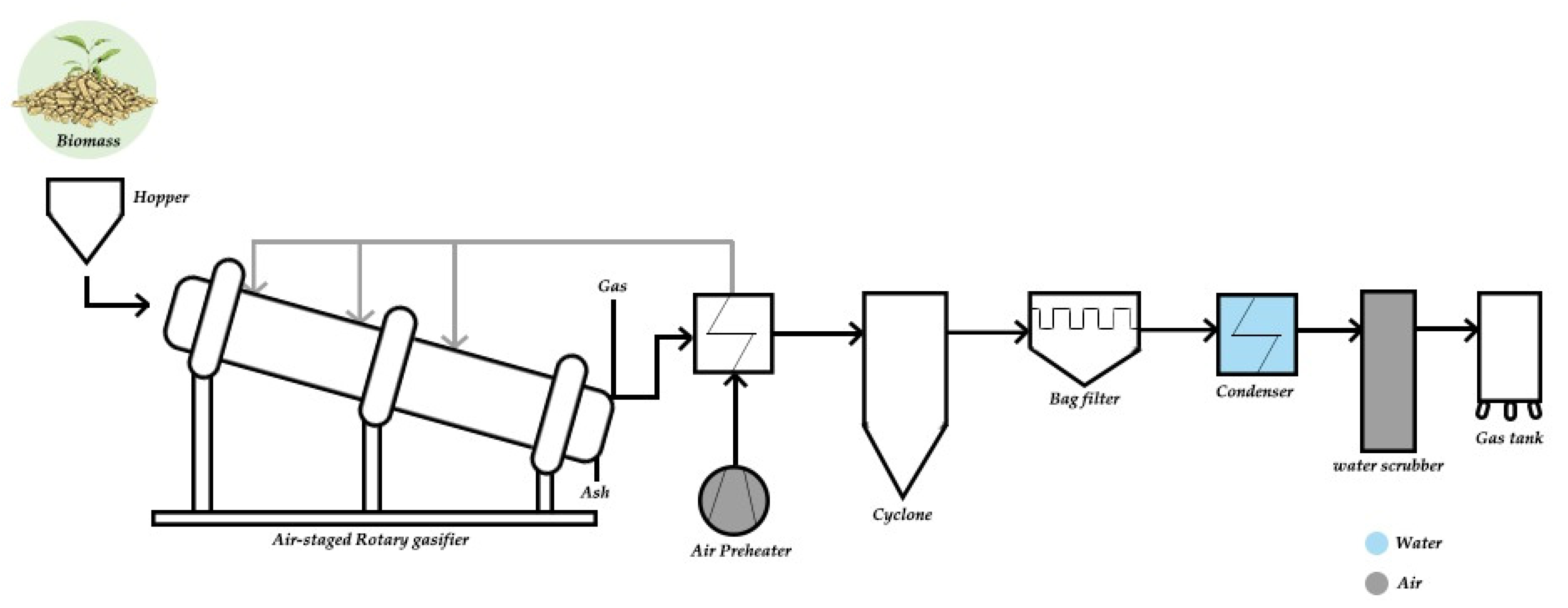
3.4. Rotary Kilns
The rotary kiln reactor is widely used in commercial applications in waste incineration. This reactor contains a steel cylindrical-shaped chamber, as illustrated in Figure 4, which moves slowly and with operating temperatures from approximately 300–600 °C. The rotary kiln reactor operates slowly and with a downward inclination relative to the exit end; thus, the feedstock passes through the reactor for gasification. The feedstock is introduced at the top of the reactor, while the gasifying agent is injected into the bottom of the oven [43].
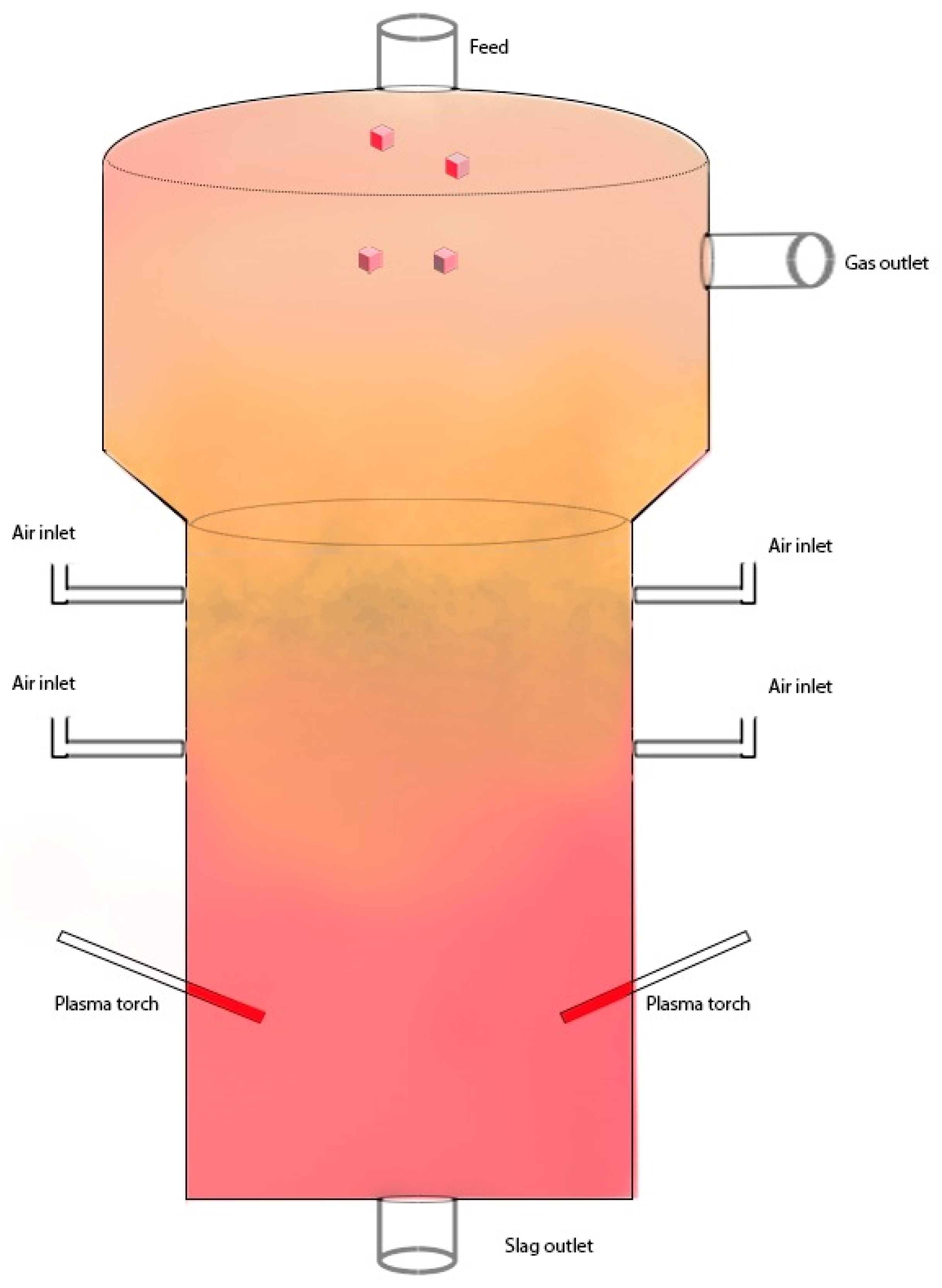
3.5. Plasma Reactors
Plasma gasification is a relatively new technology that uses electrically ionized gas at approximately 10,000 °C through plasma torches with pressures between 1 and 3 bar so that it is possible to break the feedstock into syngas [50]. In the plasma reactor, the feedstock is introduced at the top of the chamber, while the gasifying agent is inserted into the side of the reactor. Plasma torches are the significant technology in the plasma reactor, the illustration of this type of reactor is shown in Figure 5. The inorganic materials are transformed into inert and glazed slag, while the very high temperatures of the plasma torch can break down the organic materials, resulting in a clean syngas. In contrast, the need for high temperature can increase the operational cost of the reactor [43]. The plasma reactor system requires a significant amount of electricity, approximately between 1200 and 2500 MJ per ton of feedstock, which is a significant disadvantage from the technological commercialization point of view [51]. Nevertheless, plasma gasification has been deployed in several waste-to-energy pilot plants even while facing some economic and technical challenges [49].
3.6. Emerging Gasification Technologies
One of the most significant emerging technologies is gasification with supercritical water. This technology is especially studied in the context of carbon neutrality. This technology is a clean and efficient way to convert biomass into gases with a high content in H2 and CO2. This CO2 can be collected for hydrocarbon fuel production [52]. The advantages of gasification with supercritical water are its fast reaction rate, high gas rate, and the production of a very clean syngas [53]. It is reported that this technology is used for gasification of different materials, such as biomass, plastics, coal, and pig manure [52,53,54,55,56].
High-temperature steam gasification is another very promising technology. The process requires an external heat source and uses extremely high-temperature steam (approximately 1000 °C) as its gasifying agent in an oxygen-free environment to completely decompose the feedstock [57]. As expected, when using steam at the super-high temperature of 1000 °C, the composition of the syngas is dominated by hydrogen [57]. Lee et al. (2014), reported that it is possible to use this tecnology to gasify feedstocks such as wood, plastic, rubber, and MSW [57]. Furthermore, there is already ongoing research on the possibility to use this technique at a pilot-scale [58].
4. Which Technology Is More Suitable for Waste Gasification?
Many studies have been conducted to validate which gasification technology is most suitable for waste processing. When it comes to waste gasification, due to the feedstock’s complex characteristics, the use of some of the above-mentioned technologies have limitations. In the following section, the performance of each technology, overview of techno-economic aspects, and main advantages and disadvantages are presented.
4.1. Process Performance: Syngas Composition and Quality
Table 2 compares the performance of the different reactors using MSW as feedstock in terms of syngas composition, lower heating value (LHV), and tar concentration. Plasma gasification has a higher energy efficiency compared to the circulating fluidized bed gasifier. When looking at the energy efficiency aspect, fluidized bed reactors perform well in energy content compared to circulating fluidized bed reactors and fixed-bed reactors [43,45].
4.2. Economic Aspects of Waste Gasification Technologies
Economic performance is one of the most important parameters for the implementation of waste management energy technologies; therefore, it is extremely important to know the overall cost of each system. Regarding fluidized bed reactors, the bubbling fluidized bed has moderate costs in investment and maintenance due to simple application, while circulating fluidized bed reactors have higher investment, operational, and maintenance costs [43]. Several papers have analyzed the economic profitability of gasification using different feedstocks (MSW, RDF, SRF, green waste, cork waste, biomass) and confirmed its feasibility for deployment, as seen in Table 3.
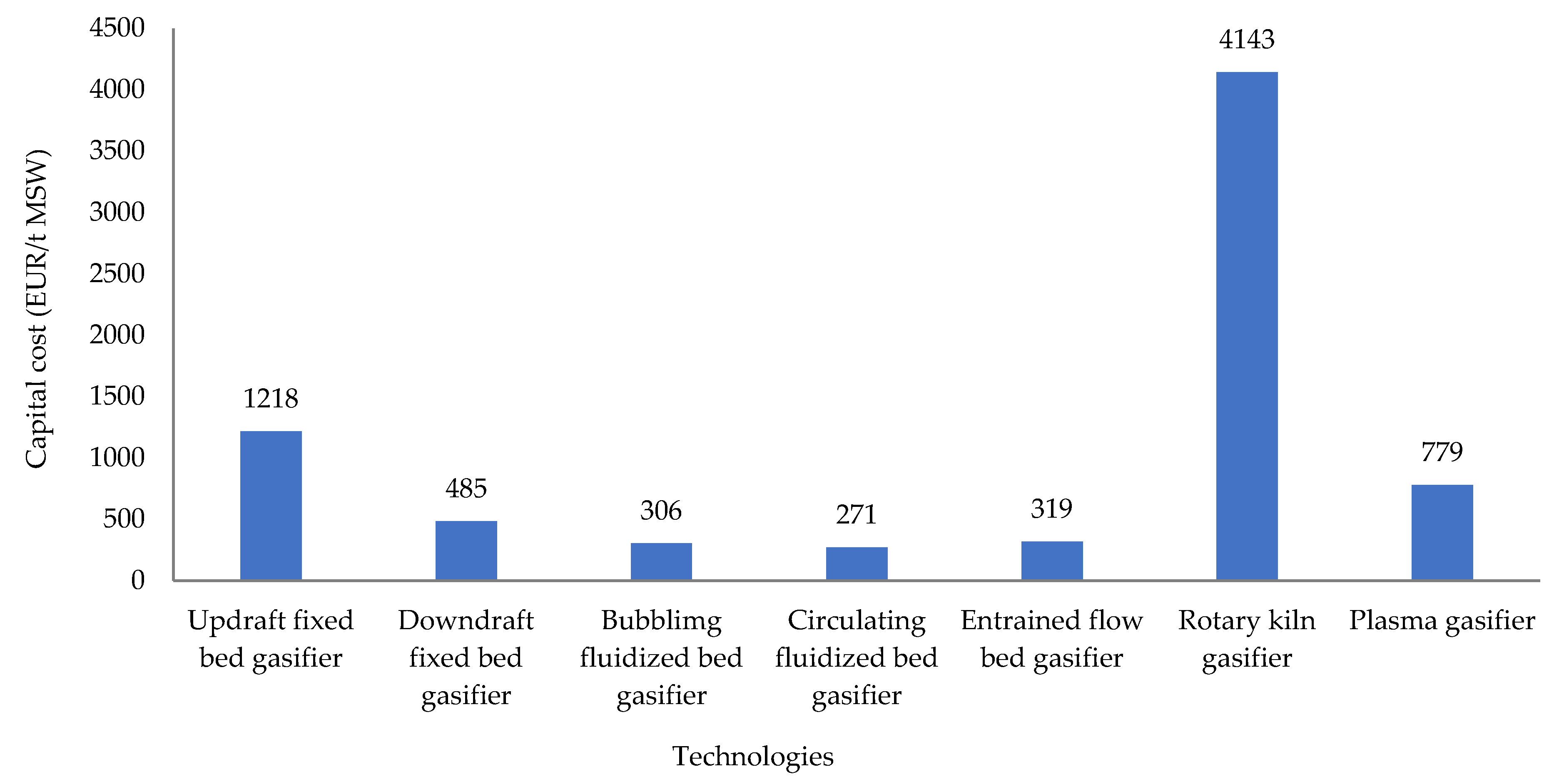
Overall, a gasification plant has high investment, operation, and maintenance costs, even though some technologies may be feasible. According to Chanthakett et al. (2021), considering the capital cost of different gasifiers per ton of landfilled MSW, the fluidized bed gasification technology has lower capital cost when compared to the other gasification technologies [43]. As can be seen in Figure 6, circulating bed gasification has a capital cost of EUR 271/t MSW and for bubbling fluidized bed gasification the capital cost is EUR 306/t MSW.
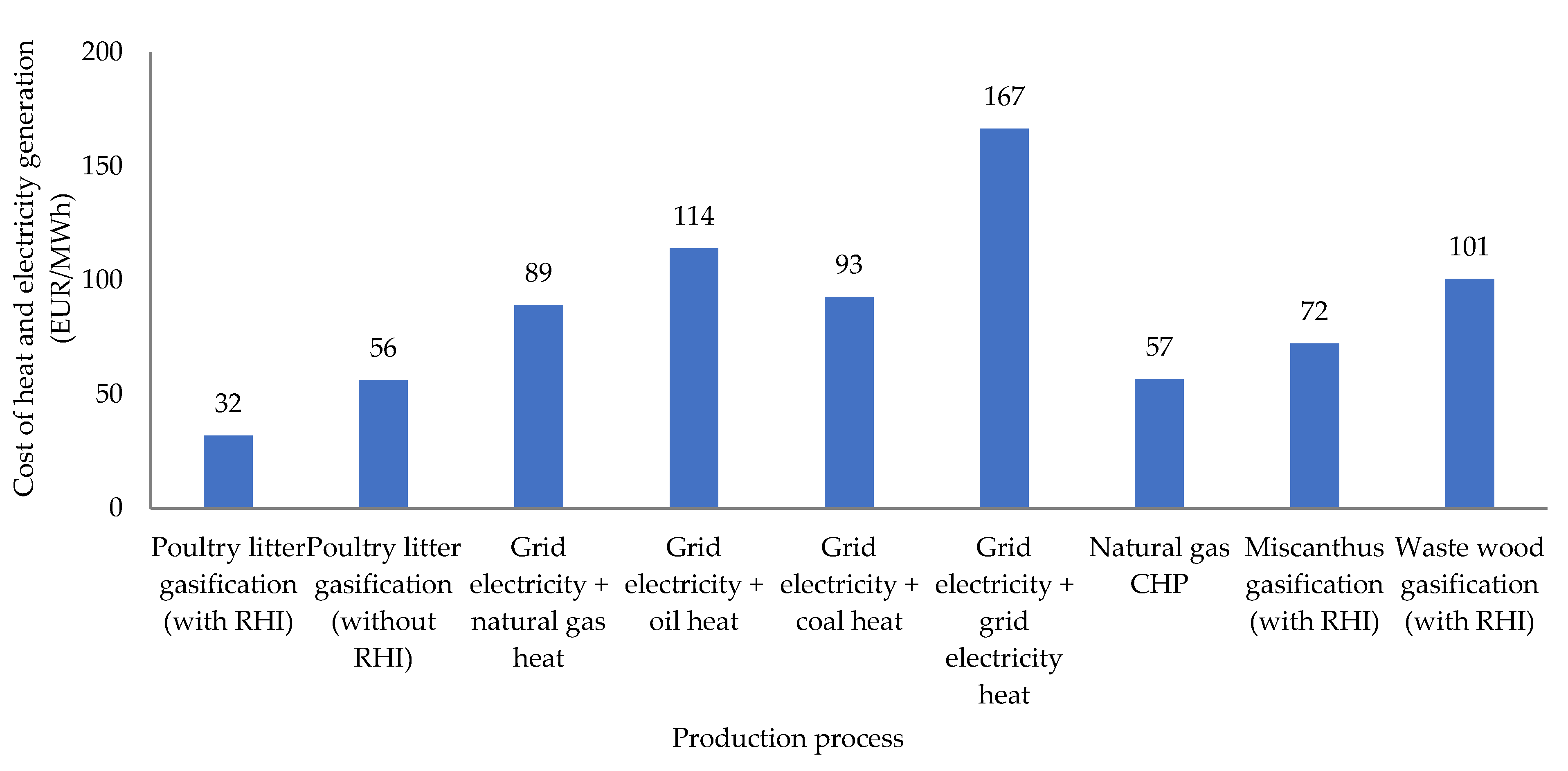
Jeswani et al. (2019), studied the energy cost of gasification with and without the Renewable Heat Incentive (RHI, United Kingdom) of chicken litter, miscanthus, woodchips, and fossil fuels [70]. The authors assumed that chicken litter was freely available as a waste product, the assumed cost of miscanthus was GBP 60/t (EUR 70/t) and wood chips GBP 120/t (EUR 140/t). The cost of grid electricity and fossil fuels was based on the market price paid by industry in 2016 according to BEIS, 2017. The results indicated that the unit cost of gasification with RHI (GBP 27/MWh = EUR 32/MWh) is much lower than that of any other option considered (GBP 48–143/MWh = EUR 56–167/MWh). Compared to the other two biomass options (miscanthus and wood chips), chicken litter energy showed 2–3 times lower costs (Figure 7). The estimates obtained in this work suggested that neither gasification of miscanthus nor wood chips is likely to pay back the cost in its lifetime unless the cost of its raw materials falls below GBP 20/t (EUR 23/t). For gasification of chicken litter with the subsidies, the payback time would be 13.5 years; however, without these subsidies, the system would not pay back costs within 20 years [70].
Due to high capital costs, the unsubsidized cost of generating heat and electricity from chicken litter is similar to that of natural gas cogeneration but significantly cheaper (37–66%) than other fossil fuel alternatives [14,70]. According to Arafat and Jijakli (2013), the total cost of incineration is estimated at USD 115,000 (EUR 115,161) per ton of waste per day, which includes all capital costs amortized based on plant capacity (t/d). On the other hand, the cost of gasification was estimated to be between USD 86,000 (EUR 86,120) and USD 97,000 (EUR 97,135) per ton of waste per day, making it a cheaper treatment option than incineration [72].
4.3. Advantages and Disadvantages of Different Waste Gasification Technologies
Table 4 indicates the advantages and disadvantages of different gasifier reactors, based on the performance of each reactor for waste gasification in terms of technological performance, energy production, environmental and economic prospect.
The fixed-bed system has lower operational investment and initial costs, but due to the requirement of pretreatment and overheating problems in the reactor, fixed-bed gasification is considered mostly adequate only for small-scale applications [35,43]. As a promising technology, fluidized bed reactors generate high-performance syngas due to feedstock flexibility, consistency at high temperatures, and rapid heating in the reactor. Fluidized bed reactors are recommended primarily for large-scale systems [40]. Regarding the entrained flow bed gasifier, the system has high efficiency with a low slag level and high carbon conversion rate. However, this technology is not suitable for waste conversion due to the short time of residence in the reactor, the requirement of the minimum size of the feedstock, and the economic perspective. As for the plasma reactor for waste treatment, the plasma system can be controlled more easily. In addition, the high quality of syngas and few residues are great advantages for this type of reactor. Plasma gasification technology is the most expensive application due to the cost of the operational process; yet, it can be an appropriate gasification technology for the treatment of MSW [43].
Many studies have been conducted to validate which waste gasification technology is best. When it comes to waste gasification, the use of these technologies has limitations. For example, the low fixed carbon content of some wastes makes gasification in updraft and downdraft reactors difficult. In addition, difficulties in heating wastes and sticky behavior (especially wastes containing plastics) make it difficult to use rotary kilns. Fluidized beds have suitable characteristics to avoid these disadvantages and, therefore, have been widely used in waste gasification [75].
According to the study by Alauddin et al. (2010), which compared fixed-bed and fluidized bed gasifiers, the fluidized bed gasifiers allowed for good mixing and good gas–solid contact, which increased the reaction rate and conversion efficiencies. In addition, a lower tar concentration in the gaseous product was achieved by using the bed material as a heat transfer medium and catalyst, thus, improving the gas quality. The efficient heat and mass transfer properties in the fluidized bed gasifier made it possible to use various types of biomass residues with different compositions and heating values [76]. For Warnecke (2000), there are some disadvantages associated with fixed-bed gasifiers due to the generation of large amounts of tar and coal, which are a result of mass transfer and poor and non-uniform heat exchange between the solid biomass and the gasification agent within the reactor. There is also the need for the feedstock to be as uniform as possible and scale-up involves enormous costs [73]. In contrast, fluidized bed gasifiers that use bed material as the heat transfer medium provide excellent mixing and gas–solid contact, which increases reaction rates, conversion efficiencies, reduces the tar content of the producer gas, and improves its quality [76]. By adopting the fluidization mechanism, fluidized beds offer improved mass and heat transfer characteristics and more homogeneous temperature distribution in the gasifier cross-section, leading to higher gas yield compared to fixed bed gasifiers. Nevertheless, the high dust content that is present in the gas phase suggests a greater need for cleaning of the product gas [40,77,78].
Bubbling fluidized bed (BFB) gasifiers can handle a wide range of solid fuels, including biomass materials, such as agricultural and forestry wastes, animal wastes, the organic fraction of IW and MSW, RDF and SRF [79,80]. They exhibit greater flexibility with the use of heterogeneous waste, as this type of equipment allows a wider range of particle sizes. Moreover, these reactors are advantageous due to their relatively low cost, ease of construction and operation, potential for scale-up, as well as the high efficiency achieved; hence, the BFB is a frequent choice in waste gasification [73,79,81].
There are several gasification studies that have been conducted in fixed-bed and fluidized bed reactors using a wide variety of feedstock, essentially waste. Jeong et al. (2019) investigated the co-gasification of coal and dried sewage sludge (DSS) using a two-stage gasifier consisting of a fluidized bed gasifier and a tar-cracking reactor. The results showed that co-gasification at 810 °C using air with a mixture of 70% DSS and 30% coal produced a syngas with LHV of 5.13 MJ/Nm3, H2 concentration of 23.98%, and cold gas efficiency (CGE) of 83.01%. The mixture produced only 21 mg/Nm3 tar in the syngas and 0.3 wt.% of condensed tar. They concluded that successful gasification of a blend with up to 70% DSS was possible without problems [82]. Sarker et al. (2022), investigated the steam gasification of rapeseed waste pretreated by torrefaction and densification in a fixed bed reactor from 650–800 °C with an equivalence ratio from 0.2–0.4. They concluded that the pretreatments improved gas yield and quality and contributed to the reduction in tar content. The highest syngas yields were obtained at 800 °C and an equivalence ratio of 0.4, with torrefied rapeseed pellets where the highest LHV was 2396 kJ/Nm3 and carbon conversion efficiency (CCE) was 85.1%. The overall results suggest that roasted rapeseed waste pellets may be ideal for replacing coal in existing power plants [83]. RDF is another heterogeneous waste that has been studied as a feedstock for gasification technologies. RDF is a solid fuel produced from non-hazardous waste, such as MSW, CDW, or IW, and is intended for energy production through incineration or co-incineration. This waste has high heterogeneity, moisture, and ash content and low friability [84]. The treatment and gasification of RDF has been studied, but there are few practical studies on the subject. Given the characteristics of RDF, many of the studies discuss its co-gasification and give preference to the fluidized bed gasifier given its already established flexibility. Co-gasification of RDF with biomass was studied by Pio et al. (2020) in a pilot-scale 80 kWth bubbling fluidized bed reactor. The influence of process operating parameters, i.e., average bed temperature between 785 and 829 °C, equivalence ratio (ER) between 0.21 and 0.36, and RDF weight percentage in the fuel mixture (0, 10, 20, 50, and 100 wt.%) was analyzed. In terms of the composition of the producer gas, the increase in the percentage by weight of RDF led to a significant increase in the concentration of CH4 and C2H4 and a consequent increase in the LHV of the syngas. On the other hand, there was a decrease in the concentration of CO. No significant trends were observed for the variation of H2 concentration with the percentage by weight of RDF. This phenomenon was more evident for experiments with higher ER. In fact, adding RDF to the feedstock mix of gasification plants can significantly improve the economic viability and environmental benefits of future gasification plants due to the high availability and low cost of the waste [85]. Nobre et al. (2020), studied the effect of gasification in a bubbling fluidized bed gasifier of mixtures of RDF chars and pine waste pellets. The gasification occurred at temperatures of 800 and 850 °C and ER of 0.25 and 0.30, and the results showed the increase in temperature from 800 °C to 850 °C caused an increase in syngas yield and CCE, which is very positive as it limits tar formation. The formed tars contained mainly aromatic hydrocarbons and phenols, increasing in concentration with increasing incorporation of the RDF chars into the pine wastes. Therefore, RDF char can be used as an additive in gasification at moderate incorporation rates [79]. Pinto et al. (2007), studied the co-gasification of coal (60 wt.%), pine biomass (20 wt.%), and plastic fraction of MSW (polypropylene) (20 wt.%) in a fluidized bed gasifier at a temperature between 750 and 900 °C, ER between 0.03 and 0.33, and O2/vapor ratio between 0.02 and 0.28. Results showed that the operating temperature was the most important variable affecting the gasification performance. Increasing the temperature from 750 to 890 °C clearly favored the overall gasification reactions, thus, promoting the formation of hydrogen, whose concentration increased by approximately 70%, while the reduction in methane and other hydrocarbons was approximately 30 and 63%, respectively. Since the presence of plastic waste favored the release of hydrocarbons and tars, a gasification temperature in the range from 850–900 °C is indicated for the co-gasification of coal mixed with this waste [86]. Hervy et al. (2019) studied the gasification of biomass-rich (55.2 wt.%) and plastic-rich (65 wt.%) SRF in a bubbling fluidized bed gasifier at temperatures between 750 and 900 °C, ER between 0.21 and 0.35, and using air as the gasifying agent. They concluded that high plastic content in SRF was responsible for the formation of stable light hydrocarbons and that high biomass content in SRF leads to hydrogen formation. Increasing the gasification temperature at constant ER strongly improved the gasification efficiency, regardless of the SRF’s composition. In fact, gasification efficiency, CCE, syngas production, and calorific value increased significantly between 750 and 900 °C for both SFR compositions. The main limitation to the use of high temperature was the melting of mineral species leading to bed agglomeration and defluidization. However, this behavior was only observed with SRF that contained large amounts of silicon and phosphorus, both known for their tendency to melt under gasification conditions.
5. Commercial Scale Operational Waste Gasification Plants and Syngas Applications
According to the IEA Bioenergy report published in 2020, there are 686 gasifiers operating in 272 large capacity facilities with a syngas production capacity close to 200 GWth, which equates to approximately 200 MWth per facility. Production of (liquid) chemicals and fuels amounts to about 160 GWhth, gaseous fuels (predominantly synthetic natural gas (SNG)) amounts to just under 30 GWhth, and power production corresponds to 10 GWhth. These impressive numbers are the result of a long-term worldwide effort to reach this level of capacity and maturity of syngas production. However, the use of non-fossil feedstocks, such as biomass and wastes, is more limited and generally shipped to units with a smaller capacity. Of the total gasification plants cited above, there are 100 units using biomass and wastes, with a total capacity of a few GWth [87].
Considering commercial biomass and waste gasification plants where the maturity level is high, i.e., Technology Readiness Level (TRL) from 8–9, these numbers are even lower [88].
In recent years, there has been substantial momentum in the commercialization of WtE projects based on gasification. Some of these processes are at the development stage, some at the pilot-scale, and some have been approved for commercial scale-up in several countries [89]. Commercial-scale waste gasification plants in operation worldwide are provided in Table 5. Most of the existing commercial plants for waste gasification are dedicated to the production of power or combined heat and power (CHP) and are in Europe.
5.1. Energy Works Hull
Energy Works Hull is the first plant in the UK processing waste for energy production through the gasification process. The plant was commissioned in 2018 and in 2019 started its commercial operation. Energy Works Hull is designed to have a single fluidized bed gasifier feeding a boiler and steam turbine generator with feedstock storage and associated plant, all located on-site. The front-end receipt, storage, and thermal treatment plant have all been designed to accept multiple solid fuels and blend them prior to processing. The plant has the capacity to process large variations in fuel energy, moisture, and ash content. The operation can be separated into three key processes of fuel reception, handling, and storage; thermal treatment; steam/water and electricity production. The feed material (commercial and industrial wastes) arrives at the plant with a specification suitable for the gasifier. Feed hoppers transport the waste to the fluidized bed gasifier, where it is heated to over 700 °C, creating syngas from the hydrocarbon content of the waste. The syngas is burned in the boiler to produce hot gas that is used to raise steam. The superheated steam is fed from the boiler into a high efficiency steam turbine generator set. A small proportion of the energy produced by the turbine is used to power the plant energy works. Overall, the Energy Works Hull power plant has a processing capacity of 240,000 t/y of commercial and industrial waste and produces approximately 10 MWth of steam and 24 MWel of electricity that is used to power UK homes and businesses [87,90].
5.2. Enerkem Alberta Biofuels LP—Edmonton Waste-to-Biofuels Project
Enerkem, a Canadian company founded in 2000, is a world leader in the production of biofuels and renewable chemicals, with an innovative technology to produce renewable methanol and ethanol from non-recyclable and non-compostable MSW on a commercial-scale. The company started with methanol production in 2016 and expanded production to include cellulosic ethanol with the installation of its methanol-to-ethanol conversion plant in early 2017. It owns the first commercial-scale plant in the world to produce cellulosic ethanol made from the above-mentioned feedstock. The process applied by Enerkem at the Edmonton plant is carried out in four stages. First, the MSW is sorted, shredded, and dried, then sent to a bubbling fluidized bed gasifier where it is transformed into syngas. In the third phase, the syngas is cleaned, purified, and refined to the point where it can be transformed via catalytic reactions (fourth phase) into biofuels, such as liquid methanol or ethanol. The city of Edmonton provides a minimum of 100,000 t/y of sorted MSW, and the plant produces 38,000,000 L/y of biofuels. The plant is responsible for diverting approximately 30% of Edmonton’s waste from landfills [92,98].
5.3. Lahti Energia Oy—Kymijärvi II
Lahti Energia Oy’s Kymijärvi II power plant is located 100 km north of Helsinki in the city of Lahti, Finland, and is powered by syngas obtained from the gasification of SRF. The plant opened in May 2012 and processes 250,000 t/y (160 MWth) of SRF, leading to 50 MWe of electricity and 90 MWth of district heat for the city of Lahti [94,97]. The SRF used as feedstock for gasification at the Kymijärvi II power plant has a moisture content between 15 and 25%, and an LHV between 13 and 20 MJ/kg. The feedstock is fed to two circulating fluidized bed gasifiers that operate at atmospheric pressure and temperatures in the range from 850–900 °C. The gasifiers are started with natural gas. Each gasifier has a bed of sand and lime particles that act as a heat compensator and stabilizer that heats the incoming feedstock to the reactor. Oxygen and air are used as gasifying agents. The syngas is cooled from 900 °C to approximately 400 °C and cleaned. The total ash content of the process at Kymijärvi II is about 10%. The bottom ash is taken to the Miekka landfill in Lahti and the fly ash is treated by an external operator. The filter ash contains carbon, and its use is currently being investigated. The syngas obtained in the process is burned in a natural circulation steam boiler. A total of 24 m3/s of syngas is fed into the boiler. The burning of syngas produces superheated steam that, when passing through the steam turbine rotor, is converted into electricity. The residual steam leaving the turbine is conducted to the district heating network through district heat exchangers. The thermal energy produced meets the heating needs of 30,000 detached single-family homes for a whole year, and the amount of electricity meets the annual electricity needs of 75,000 apartments. All the thermal energy produced at Kymijärvi II is conducted along the grid to customers in the Lahti and Hollola region and the electricity goes to the national grid [94,97,99].
6. Operational Waste Gasification Projects (Lower TRL)
Table 6 shows companies that are developing and testing projects to demonstrate advanced biofuel and bioenergy technologies from waste gasification. These projects are at development- and pilot-scale. Some of these already at TRL 6 and 7 will need to successfully pass through the commercial demonstration phase and enter long-term industrial and commercial operation.
Of the nine projects presented in Table 6, four are dedicated to biofuel production, which suggests that in this category of waste gasification plants, there is a greater interest in producing high quality syngas and developing biofuel synthesis vs. the commercial plants demonstrated in the previous section. According to Lee et al. (2021), there is an interest in the utilization of waste via gasification as alternative feedstock for the production of chemicals and biofuels, as well as for mobility applications. Similar to commercial plants, most of the projects with low TRL are in Europe, mostly in Germany [100].
In addition to projects using waste as feedstock, it was mentioned by Pio and Tarelho (2021), that in Germany, by 2015, approximately 400 biomass gasification plants had been built, providing approximately 35 MWel of electricity [44]. Plants dedicated to the production of biofuels from biomass are also in operation, for example, Bioliq, and some projects, for example, CLARA, are about to be built [91]. Germany has carried out impressive work with the gasification technology both from biomass and more recently from wastes.
While there are considerable operational projects to push this technology forward, many projects have been closed and others did not even get off the paper. A significant number of researchers have tried to find the reasons for the difficulty in developing and commercializing waste gasification. Issues, such as poor quality of the feedstock; difficulty in processing the waste; the need for pretreatment; conversion into fuel gas of acceptable composition; the need to clean the gas and reduce or eliminate contaminants (e.g., tars), particulates, and hazardous gases; difficulty in separating the individual gaseous compounds, and operating costs, were noted as some of the main obstacles [42,101,102,103,104,105].
According to Mishra et al. (2022) the use of co-generation technologies reduces the capital cost of a gasification plant, and the co-gasification of waste could increase the energy value of the products and provide an extra degree of flexibility in terms of the composition of the syngas, which can be obtained easily by modifying the waste mixtures [104]. Thomson et al. (2020) noted that developments of large-scale waste and biomass gasification plants have failed in the short term in part because what is considered “large-scale” for this sector does not yet match the scale of competing traditional fuel-based operations. The authors also pointed out that while scale was once seen as crucial to the economics of gas cleaning processes, it is now recognized that, for overall system efficiency, better results can be achieved in smaller-scale systems [103]. Co-gasification, use of in situ and ex situ catalysts, two-stage gasification (in separate reactors), co-generation, and decentralized small-scale plants are some of the proposals from the research community put forward as potential solutions for the commercialization and industrialization of waste gasification technologies [86,103,104,106].
More efforts need to be made so that pilot and demonstration projects can overcome technological and economic problems and move towards commercialization. Research, development, and investigation is still necessary in different areas of gasification process implementation, namely gasification process optimization, waste pre-processing treatments, low-cost catalyst preparation, improved and cheaper syngas cleaning, valorization of by-products (residual char and ash), and biorefinery strategies to produce several products in a combined process [20,42,44,51]. Economic and financial instruments and appropriate policies should also be applied to support the commercialization of waste gasification technologies. For instance, increasing global carbon taxes may be an efficient way to encourage the implementation of gasification technologies, and it can be implemented using existing energy policy instruments (such as taxes and levies on energy sources) [107]. Increased landfill tax and restrictive policies to reduce landfilling, even greater societal awareness of environmental issues, and a radical reduction in the implementation of less sustainable technologies (e.g., incineration) are other efforts that could encourage the waste gasification market [14].
7. Outlook and Future Perspectives on Waste Gasification
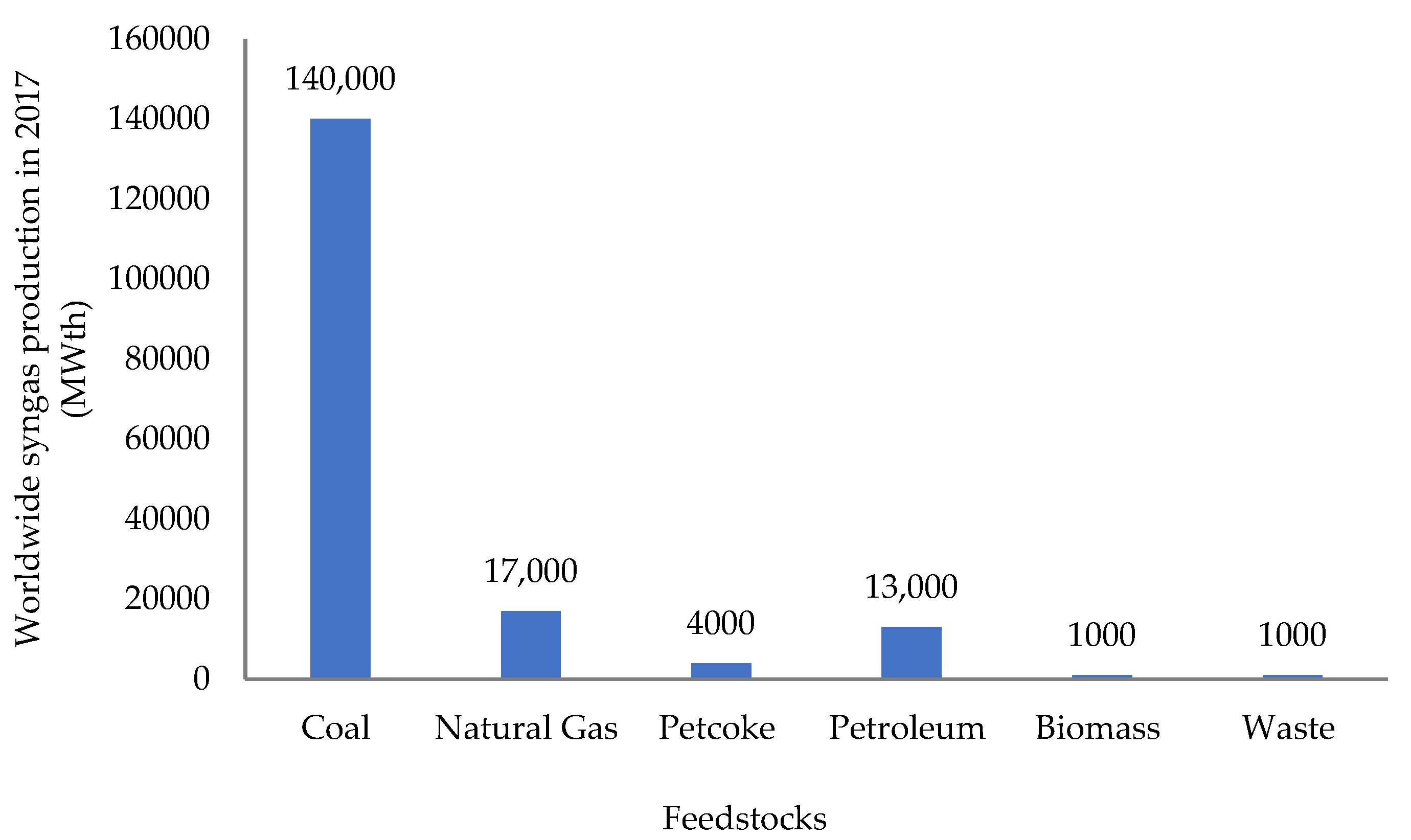
Gasification is a highly promising and already commercialized technology ready to scale-up. The market for gasification of fossil, biomass, and waste resources was valued at USD 479 billion in 2019 and is projected to reach USD 901 billion by 2028 [108]. In 2020, the syngas market was estimated at 245,557 MWth and is projected to reach 406,860 MWth by 2025 [109]. Currently, the share of biomass and waste is limited to a few percent in this well-developed market [108]. In 2020, the gasification market was led by coal, constituting approximately 62.1% of the global gasification market [110]. Shahabuddin and Alam (2022) also highlights the same situation, where coal leads as the main feedstock used in syngas production in gasification plants in 2017, while the representation of biomass and waste is insignificant (Figure 8) [111].
The Asia–Pacific region (essentially China, India, and Japan) is the main contributor to coal’s leadership in the global syngas production market, mostly because it is a region with high energy demand and coal reserves [109,110].
Despite the low market share, biomass and wastes will be an important feedstock segment that is expected to contribute significantly to the gasification market in the coming years. Europe is currently the region that dominates the market in this segment, a result of the abundant availability of this feedstock, growing environmental concerns, government support through various policies, regulations, and numerous government initiatives to promote the use of biomass and wastes to reduce landfill space and minimize groundwater contamination [110].
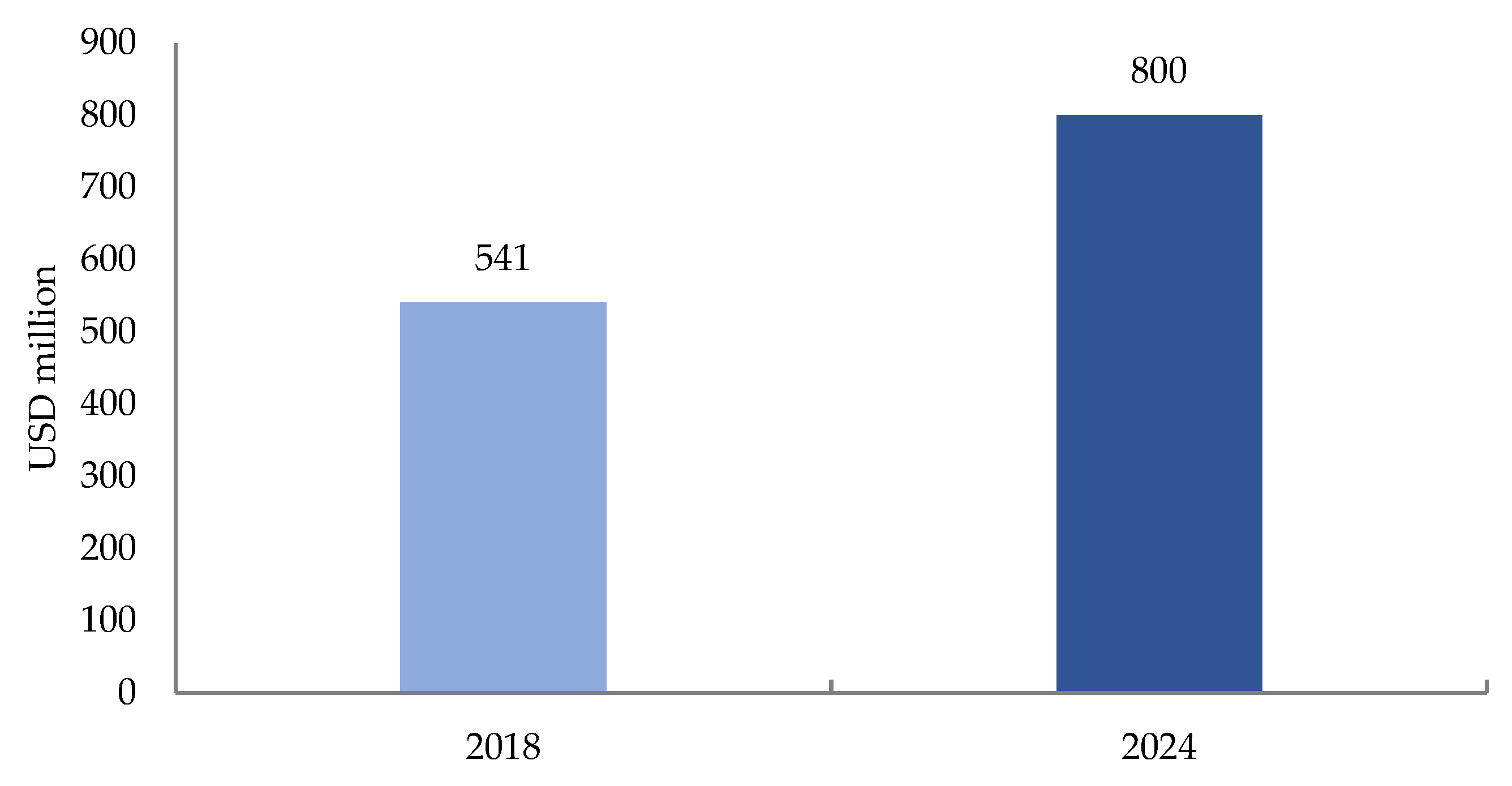
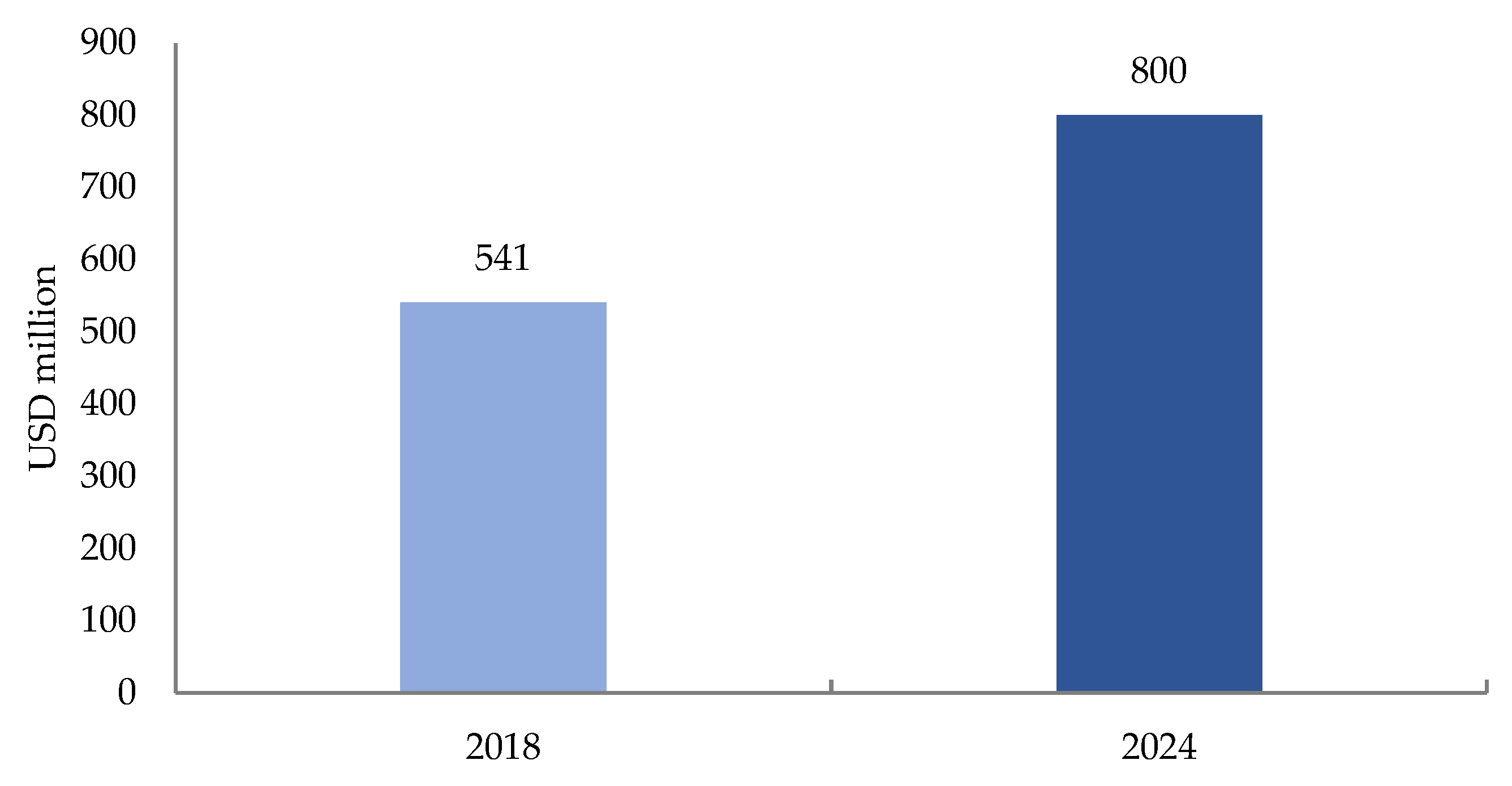
Currently, MSW production presents a value of 2.01 billion t/y, and the trend is for a 70% increase, to 3.5 billion t by 2050. Approximately 487 Mt of MSW have been converted in 2498 WtE plants worldwide, producing electricity and heat. Increasing energy consumption and the growing need for energy security are expected to drive the global WtE market over the next few years [112]. MSW share in the global gasification market was valued at USD 541.4 million in 2018 and estimates predict that this market share will be worth USD 800.0 million by 2024, as presented in Figure 9. According to IMARC Group estimates, the global biomass/waste gasification market is expected to grow at a Compound Annual Growth Rate (CAGR) of 6.44% from 2022–2027 [113].
From the perspective of syngas application, the chemical industry segment, such as the production of ammonia, methanol, and Fischer–Tropsch products, is expected to lead the global waste gasification market by 2025 [109,110]. For Pio and Tarelho (2021), the economics of generating renewable bioproducts from waste gasification needs to become significantly more attractive than power or co-generation. The authors argue that it creates a new value chain, contributing to meeting the objectives of the circular economy and sustainable development, rather than competing with well-established technologies, such as waste incineration and biomass power plants [44]. However, by the mid-2020s, the use of solid biomass and wastes in power and heat generation will exceed the use in industry [108]. According to Kota et al. (2022) due to growing energy and environment sensitivity, the main goal of syngas production is its utilization for electricity production [88]. Solid biomass and waste will account for more than one-quarter of renewable energy demand by 2040, making these materials the largest source of low-carbon fuels [108].
According to Porshnov (2021), the prospects for waste gasification solutions will include direct solar gasification, integrated waste management in urban biorefineries, waste gasification for renewable energy storage and grid balancing, and hybrid waste for hydrogen systems with carbon capture storage (CCS) [114]. Overall, the evolution of waste gasification could include the modernization of existing fluidized bed reactors to reduce costs, decentralization and small-scale plants, co-gasification using various abundant low-cost wastes, catalytic gasification in CO2 atmosphere, valorization of by-products (e.g., char and ash), and polygeneration strategies for the production of more than one product in a combined process, such as combined SNG (for chemical bioproducts and biofuels), heat, and power [44,103,104,115].
8. Conclusions
The thermochemical conversion of biomass and wastes into syngas through gasification can be carried out using different reactors under different conditions. Each technology has its advantages and limitations, and the selection of a particular technology depends on several factors, such as the scale of operation, the characteristics of the feedstock, and the application of the syngas. The result of several scientific studies and industrial applications mentioned throughout this work indicates that fluidized bed gasification technology is the most appropriate solution for heterogeneous feedstock considering medium- and large-scale projects. For smaller projects, fixed-bed technologies have been a recurring choice. Fluidized beds allow greater feedstock flexibility, and they have a relatively low cost, ease of construction and operation, potential for scale-up, and high efficiencies. Commercializing waste gasification technology is already a reality; Lathi Energia, Enerkem, and other companies have operational plants producing enough energy to supply the local population. However, the share of biomass and wastes is limited to a few percent in the gasification market. Solid biomass and wastes are predicted to be the largest source of low-carbon fuels and will be responsible for more than one-quarter of renewable energy demand by 2040. Furthermore, the global waste gasification market should have the same future, growing during the following years.
Gasification projects still have significant problems, such as feedstock processing and clean-up costs for the obtained gas, which decrease their economic viability. Therefore, more efforts, particularly regarding policy, should be made so that pilot and demonstration projects can overcome technological and economic problems and move towards commercialization.
Author Contributions
Conceptualization, C.N. and P.B.; Methodology, S.M.S. and A.C.A.; Validation, C.N., L.G. and P.B.; Formal Analysis, L.G.; Investigation, S.M.S., A.C.A., L.G., C.N. and P.B.; Writing—Original Draft Preparation, S.M.S. and A.C.A.; Writing—Review and Editing, S.M.S., A.C.A., L.G., C.N. and P.B.; Visualization, L.G.; Supervision, C.N. and P.B. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded by FCT—Fundação para a Ciência e a Tecnologia within the R&D Units Project Scope UIDP/04077/2020 and project Nº39838, SI I&DT Projects in Co-promotion and research grant IPP/ProjetoAmbWTE/0001/2021 supported by European Union through the European Regional Development Fund.
Institutional Review Board Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tiseo, I. Global Waste Generation—Statistics & Facts. Available online: https://www.statista.com/topics/4983/waste-generation-worldwide (accessed on 13 October 2022).
- U.S. Environmental Agency. U.S. National Overview: Facts and Figures on Materials, Wastes and Recycling; U.S. Environmental Agency: Washington, DC, USA, 2018.
- Eurostat Municipal Waste Residues. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Municipal_waste_statistics (accessed on 5 October 2022).
- EN. Directive (EU) 2018/850 of the European Parliament and of the Council of 30 May 2018 Amending Directive 1999/31/EC on the Landfill of Waste. Off. J. L. 2018, 150, 100–108.
- Ozbay, G.; Jones, M.; Gadde, M.; Isah, S.; Attarwala, T. Design and Operation of Effective Landfills with Minimal Effects on the Environment and Human Health. J. Environ. Public Health 2021, 2021, 6921607. [Google Scholar] [CrossRef] [PubMed]
- Kaur, P.; Kaur, G.J.; Routray, W.; Rahimi, J.; Nair, G.R.; Singh, A. Recent Advances in Utilization of Municipal Solid Waste for Production of Bioproducts: A Bibliometric Analysis. Case Stud. Chem. Environ. Eng. 2021, 4, 100164. [Google Scholar] [CrossRef]
- Pires, J.R.A.; Souza, V.G.L.; Fernando, A.L. Production of Nanocellulose from Lignocellulosic Biomass Wastes: Prospects and Limitations. Innov. Eng. Entrep. 2019, 505, 719–725. [Google Scholar] [CrossRef]
- Peng, Y.; Lu, S.; Li, X.; Yan, J.; Cen, K. Formation, Measurement, and Control of Dioxins from the Incineration of Municipal Solid Wastes: Recent Advances and Perspectives. Energy Fuels 2020, 34, 13247–13267. [Google Scholar] [CrossRef]
- Fan, Y.V.; Klemeš, J.J.; Lee, C.T.; Perry, S. Anaerobic Digestion of Municipal Solid Waste: Energy and Carbon Emission Footprint. J. Environ. Manag. 2018, 223, 888–897. [Google Scholar] [CrossRef]
- Li, Q.; Faramarzi, A.; Zhang, S.; Wang, Y.; Hu, X.; Gholizadeh, M. Progress in Catalytic Pyrolysis of Municipal Solid Waste. Energy Convers. Manag. 2020, 226, 113525. [Google Scholar] [CrossRef]
- Hameed, Z.; Aslam, M.; Khan, Z.; Maqsood, K.; Atabani, A.E.; Ghauri, M.; Khurram, S.M.S.; Rehan, M.; Nizami, A.-S. Gasification of Municipal Solid Waste Blends with Biomass for Energy Production and Resources Recovery: Current Status, Hybrid Technologies and Innovative Prospects. Renew. Sustain. Energy Rev. 2021, 136, 110375. [Google Scholar] [CrossRef]
- Yi, S.; Jang, Y.-C.; An, A.K. Potential for Energy Recovery and Greenhouse Gas Reduction through Waste-to-Energy Technologies. J. Clean. Prod. 2018, 176, 503–511. [Google Scholar] [CrossRef]
- Mahmudul, H.M.; Rasul, M.G.; Akbar, D.; Narayanan, R.; Mofijur, M. Food Waste as a Source of Sustainable Energy: Technical, Economical, Environmental and Regulatory Feasibility Analysis. Renew. Sustain. Energy Rev. 2022, 166, 112577. [Google Scholar] [CrossRef]
- Jeswani, H.K.; Azapagic, A. Assessing the Environmental Sustainability of Energy Recovery from Municipal Solid Waste in the UK. Waste Manag. 2016, 50, 346–363. [Google Scholar] [CrossRef]
- Ram, M.; Osorio-Aravena, J.C.; Aghahosseini, A.; Bogdanov, D.; Breyer, C. Job Creation during a Climate Compliant Global Energy Transition across the Power, Heat, Transport, and Desalination Sectors by 2050. Energy 2022, 238, 121690. [Google Scholar] [CrossRef]
- Zhang, Y.; Cui, Y.; Chen, P.; Liu, S.; Zhou, N.; Ding, K.; Fan, L.; Peng, P.; Min, M.; Cheng, Y.; et al. Gasification Technologies and Their Energy Potentials. In Sustainable Resource Recovery and Zero Waste Approaches; Elsevier: Amsterdam, The Netherlands, 2019; pp. 193–206. [Google Scholar]
- Alves, O.; Calado, L.; Panizio, R.M.; Gonçalves, M.; Monteiro, E.; Brito, P. Techno-Economic Study for a Gasification Plant Processing Residues of Sewage Sludge and Solid Recovered Fuels. Waste Manag. 2021, 131, 148–162. [Google Scholar] [CrossRef]
- Ksenia, V.; Nyashina, G.; Strizhak, P. Combustion, Pyrolysis, and Gasification of Waste-Derived Fuel. Appl. Sci. 2022, 12, 1039. [Google Scholar]
- Tollefson, J. What the War in Ukraine Means for Energy, Climate and Food. Nature 2022, 604, 232–233. [Google Scholar] [CrossRef]
- Mishra, S.; Upadhyay, R.K. Review on Biomass Gasification: Gasifiers, Gasifying Mediums, and Operational Parameters. Mater. Sci. Energy Technol. 2021, 4, 329–340. [Google Scholar] [CrossRef]
- Hagos, F.Y.; Aziz, A.R.A.; Sulaiman, S.A. Trends of Syngas as a Fuel in Internal Combustion Engines. Adv. Mech. Eng. 2014, 6, 401587. [Google Scholar] [CrossRef]
- Solarte-Toro, J.C.; Chacón-Pérez, Y.; Cardona-Alzate, A.C.A. Evaluation of Biogas and Syngas as Energy Vectors for Heat and Power Generation Using Lignocellulosic Biomass as Raw Material. Electron. J. Biotechnol. 2018, 33, 52–62. [Google Scholar] [CrossRef]
- Ding, L.; Yang, M.; Dong, K.; Vo, D.-V.N.; Hungwe, D.; Ye, J.; Ryzhkov, A.; Yoshikawa, K. Mobile Power Generation System Based on Biomass Gasification. Int. J. Coal Sci. Technol. 2022, 9, 34. [Google Scholar] [CrossRef]
- Zhai, P.; Li, Y.; Wang, M.; Liu, J.; Cao, Z.; Zhang, J.; Xu, Y.; Liu, X.; Li, Y.-W.; Zhu, Q.; et al. Development of Direct Conversion of Syngas to Unsaturated Hydrocarbons Based on Fischer-Tropsch Route. Chem 2021, 7, 3027–3051. [Google Scholar] [CrossRef]
- Xu, C.; Liao, B.; Pang, S.; Nazari, L.; Mahmood, N.; Tushar, S.M.S.H.K.; Dutta, A.; Ray, M.B. 1.19 Biomass Energy. In Comprehensive Energy Systems; Elsevier: Amsterdam, The Netherlands, 2018; pp. 770–794. [Google Scholar]
- Yang, Y.; Liew, R.K.; Tamothran, A.M.; Foong, S.Y.; Yek, P.N.Y.; Chia, P.W.; Van Tran, T.; Peng, W.; Lam, S.S. Gasification of Refuse-Derived Fuel from Municipal Solid Waste for Energy Production: A Review. Environ. Chem. Lett. 2021, 19, 2127–2140. [Google Scholar] [CrossRef] [PubMed]
- Heidenreich, S.; Foscolo, P.U. New Concepts in Biomass Gasification. Prog. Energy Combust. Sci. 2015, 46, 72–95. [Google Scholar] [CrossRef]
- García, G.; Arauzo, J.; Gonzalo, A.; Sánchez, J.L.; Ábrego, J. Influence of Feedstock Composition in Fluidised Bed Co-Gasification of Mixtures of Lignite, Bituminous Coal and Sewage Sludge. Chem. Eng. J. 2013, 222, 345–352. [Google Scholar] [CrossRef]
- Fuchs, J.; Schmid, J.C.; Müller, S.; Mauerhofer, A.M.; Benedikt, F.; Hofbauer, H. The Impact of Gasification Temperature on the Process Characteristics of Sorption Enhanced Reforming of Biomass. Biomass Convers. Biorefinery 2020, 10, 925–936. [Google Scholar] [CrossRef] [Green Version]
- Gallucci, F.; Liberatore, R.; Sapegno, L.; Volponi, E.; Venturini, P.; Rispoli, F.; Paris, E.; Carnevale, M.; Colantoni, A. Influence of Oxidant Agent on Syngas Composition: Gasification of Hazelnut Shells through an Updraft Reactor. Energies 2019, 13, 102. [Google Scholar] [CrossRef] [Green Version]
- Rupesh, C.; Muraleedharan, C.; Arun, P. Influence of Residence Time on Syngas Composition in CaO Enhanced Air–Steam Gasification of Biomass. Environ. Dev. Sustain. 2022, 24, 8363–8377. [Google Scholar] [CrossRef]
- Ling, M.; Esfahani, M.J.; Akbari, H.; Foroughi, A. Effects of Residence Time and Heating Rate on Gasification of Petroleum Residue. Pet. Sci. Technol. 2016, 34, 1837–1840. [Google Scholar] [CrossRef]
- Kumar, A.; Jones, D.; Hanna, M. Thermochemical Biomass Gasification: A Review of the Current Status of the Technology. Energies 2009, 2, 556–581. [Google Scholar] [CrossRef] [Green Version]
- Raibhole, N.V.; Sapali, S.N. Simulation of Biomass Gasification with Oxygen/Air as Gasifying Agent by ASPEN Plus. Adv. Mater. Res. 2012, 622–623, 633–638. [Google Scholar] [CrossRef]
- Basu, P. Gasification Theory. In Biomass Gasification, Pyrolysis and Torrefaction; Elsevier: Amsterdam, The Netherlands, 2018; pp. 211–262. [Google Scholar]
- Parvez, A.M.; Afzal, M.T.; Victor Hebb, T.G.; Schmid, M. Utilization of CO2 in Thermochemical Conversion of Biomass for Enhanced Product Properties: A Review. J. CO2 Util. 2020, 40, 101217. [Google Scholar] [CrossRef]
- Mukherjee, D.; Park, S.-E.; Reddy, B.M. CO2 as a Soft Oxidant for Oxidative Dehydrogenation Reaction: An Eco Benign Process for Industry. J. CO2 Util. 2016, 16, 301–312. [Google Scholar] [CrossRef]
- Wang, P.; Massoudi, M. Slag Behavior in Gasifiers. Part I: Influence of Coal Properties and Gasification Conditions. Energies 2013, 6, 784–806. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An Overview of the Composition and Application of Biomass Ash. Part 1. Phase-Mineral and Chemical Composition and Classification. Fuel 2013, 105, 40–76. [Google Scholar] [CrossRef]
- Heidenreich, S.; Müller, M.; Foscolo, P.U. Advanced Biomass Gasification; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780128042960. [Google Scholar]
- Mazaheri, N.; Akbarzadeh, A.H.; Madadian, E.; Lefsrud, M. Systematic Review of Research Guidelines for Numerical Simulation of Biomass Gasification for Bioenergy Production. Energy Convers. Manag. 2019, 183, 671–688. [Google Scholar] [CrossRef]
- Ramos, A.; Monteiro, E.; Silva, V.; Rouboa, A. Co-Gasification and Recent Developments on Waste-to-Energy Conversion: A Review. Renew. Sustain. Energy Rev. 2018, 81, 380–398. [Google Scholar] [CrossRef]
- Chanthakett, A.; Arif, M.T.; Khan, M.M.K.; Oo, A.M.T. Performance Assessment of Gasification Reactors for Sustainable Management of Municipal Solid Waste. J. Environ. Manag. 2021, 291, 112661. [Google Scholar] [CrossRef]
- Pio, D.T.; Tarelho, L.A.C. Industrial Gasification Systems (>3 MWth) for Bioenergy in Europe: Current Status and Future Perspectives. Renew. Sustain. Energy Rev. 2021, 145, 111108. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Thermodynamic Modelling and Evaluation of a Two-Stage Thermal Process for Waste Gasification. Fuel 2013, 108, 356–369. [Google Scholar] [CrossRef] [Green Version]
- Buragohain, B.; Mahanta, P.; Moholkar, V.S. Biomass Gasification for Decentralized Power Generation: The Indian Perspective. Renew. Sustain. Energy Rev. 2010, 14, 73–92. [Google Scholar] [CrossRef]
- Ruiz, J.A.; Juárez, M.C.; Morales, M.P.; Muñoz, P.; Mendívil, M.A. Biomass Gasification for Electricity Generation: Review of Current Technology Barriers. Renew. Sustain. Energy Rev. 2013, 18, 174–183. [Google Scholar] [CrossRef]
- Tremel, A.; Becherer, D.; Fendt, S.; Gaderer, M.; Spliethoff, H. Performance of Entrained Flow and Fluidised Bed Biomass Gasifiers on Different Scales. Energy Convers. Manag. 2013, 69, 95–106. [Google Scholar] [CrossRef]
- Mazzoni, L.; Janajreh, I.; Elagroudy, S.; Ghenai, C. Modeling of Plasma and Entrained Flow Co-Gasification of MSW and Petroleum Sludge. Energy 2020, 196, 117001. [Google Scholar] [CrossRef]
- Molino, A.; Iovane, P.; Donatelli, A.; Braccioa, G.; Chianese, S.; Musmarra, D. Steam Gasification of Refuse-Derived Fuel in a Rotary Kiln Pilot Plant: Experimental Tests. Chem. Eng. Trans. 2013, 32, 337–342. [Google Scholar]
- Arena, U. Process and Technological Aspects of Municipal Solid Waste Gasification. A Review. Waste Manag. 2012, 32, 625–639. [Google Scholar] [CrossRef] [PubMed]
- Ou, Z.; Guo, L.; Chi, C.; Zhao, J.; Jin, H.; Thévenin, D. Fully Resolved Direct Numerical Simulation of Single Coal Particle Gasification in Supercritical Water. Fuel 2022, 329, 125474. [Google Scholar] [CrossRef]
- Wang, T.; Xu, J.; Liu, X.; He, M. Co-Gasification of Waste Lignin and Plastics in Supercritical Liquids: Comparison of Water and Carbon Dioxide. J. CO2 Util. 2022, 66, 102248. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, C.; Guo, S.; Liu, S.; Du, M.; Chen, Y.; Guo, L. Thermodynamic and Environmental Analysis of Heat Supply in Pig Manure Supercritical Water Gasification System. Energy 2023, 263, 125694. [Google Scholar] [CrossRef]
- Chen, J.; Fu, L.; Tian, M.; Kang, S.; E, J. Comparison and Synergistic Effect Analysis on Supercritical Water Gasification of Waste Thermoplastic Plastics Based on Orthogonal Experiments. Energy 2022, 261, 125104. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Q.; Xu, Z.; E, J.; Leng, E.; Zhang, F.; Liao, G. Process in Supercritical Water Gasification of Coal: A Review of Fundamentals, Mechanisms, Catalysts and Element Transformation. Energy Convers. Manag. 2021, 237, 114122. [Google Scholar] [CrossRef]
- Lee, U.; Chung, J.N.; Ingley, H.A. High-Temperature Steam Gasi Fi Cation of Municipal Solid Waste, Rubber, Plastic and Wood. Energy Fuels 2014, 28, 4573–4587. [Google Scholar] [CrossRef]
- Pio, D.T.; Gomes, H.G.M.F.; Tarelho, L.A.C.; Vilas-Boas, A.C.M.; Matos, M.A.A.; Lemos, F.S.M.S. Superheated Steam Injection as Primary Measure to Improve Producer Gas Quality from Biomass Air Gasification in an Autothermal Pilot-Scale Gasifier. Renew. Energy 2022, 181, 1223–1236. [Google Scholar] [CrossRef]
- Luo, S.; Zhou, Y.; Yi, C. Syngas Production by Catalytic Steam Gasification of Municipal Solid Waste in Fixed-Bed Reactor. Energy 2012, 44, 391–395. [Google Scholar] [CrossRef]
- Vonk, G.; Piriou, B.; Felipe Dos Santos, P.; Wolbert, D.; Vaïtilingom, G. Comparative Analysis of Wood and Solid Recovered Fuels Gasification in a Downdraft Fixed Bed Reactor. Waste Manag. 2019, 85, 106–120. [Google Scholar] [CrossRef]
- Arena, U.; Di Gregorio, F. Fluidized Bed Gasification of Industrial Solid Recovered Fuels. Waste Manag. 2016, 50, 86–92. [Google Scholar] [CrossRef]
- Thamavithya, M.; Dutta, A. An Investigation of MSW Gasification in a Spout-Fluid Bed Reactor. Fuel Process. Technol. 2008, 89, 949–957. [Google Scholar] [CrossRef]
- Agon, N.; Hrabovský, M.; Chumak, O.; Hlína, M.; Kopecký, V.; Mašláni, A.; Bosmans, A.; Helsen, L.; Skoblja, S.; Van Oost, G.; et al. Plasma Gasification of Refuse Derived Fuel in a Single-Stage System Using Different Gasifying Agents. Waste Manag. 2016, 47, 246–255. [Google Scholar] [CrossRef]
- Abdoulmoumine, N.; Kulkarni, A.; Adhikari, S.; Taylor, S.; Loewenstein, E. Economic Analysis of Municipal Power Generation from Gasification of Urban Green Wastes: Case Study of Fultondale, Alabama, USA. Biofuels Bioprod. Biorefining 2012, 6, 521–533. [Google Scholar] [CrossRef]
- Luz, F.C.; Rocha, M.H.; Lora, E.E.S.; Venturini, O.J.; Andrade, R.V.; Leme, M.M.V.; del Olmo, O.A. Techno-Economic Analysis of Municipal Solid Waste Gasification for Electricity Generation in Brazil. Energy Convers. Manag. 2015, 103, 321–337. [Google Scholar] [CrossRef]
- Yassin, L.; Lettieri, P.; Simons, S.J.R.; Germanà, A. Techno-Economic Performance of Energy-from-Waste Fluidized Bed Combustion and Gasification Processes in the UK Context. Chem. Eng. J. 2009, 146, 315–327. [Google Scholar] [CrossRef]
- Ramos, A.; Monteiro, E.; Rouboa, A. Biomass Pre-Treatment Techniques for the Production of Biofuels Using Thermal Conversion Methods—A Review. Energy Convers. Manag. 2022, 270, 116271. [Google Scholar] [CrossRef]
- Subramanian, A.S.R.; Gundersen, T.; Adams, T.A. Technoeconomic Analysis of a Waste Tire to Liquefied Synthetic Natural Gas (SNG) Energy System. Energy 2020, 205, 117830. [Google Scholar] [CrossRef]
- Ramos, A.; Berzosa, J.; Espí, J.; Clarens, F.; Rouboa, A. Life Cycle Costing for Plasma Gasification of Municipal Solid Waste: A Socio-Economic Approach. Energy Convers. Manag. 2020, 209, 112508. [Google Scholar] [CrossRef]
- Jeswani, H.K.; Whiting, A.; Martin, A.; Azapagic, A. Environmental and Economic Sustainability of Poultry Litter Gasification for Electricity and Heat Generation. Waste Manag. 2019, 95, 182–191. [Google Scholar] [CrossRef] [PubMed]
- Banco de Portugal. Available online: https://www.bportugal.pt/ (accessed on 20 September 2022).
- Arafat, H.A.; Jijakli, K. Modeling and Comparative Assessment of Municipal Solid Waste Gasification for Energy Production. Waste Manag. 2013, 33, 1704–1713. [Google Scholar] [CrossRef] [PubMed]
- Warnecke, R. Gasification of Biomass: Comparison of Fixed Bed and Fluidized Bed Gasifier. Biomass Bioenergy 2000, 18, 489–497. [Google Scholar] [CrossRef]
- Susastriawan, A.A.P.; Saptoadi, H. Small-Scale Downdraft Gasi Fi Ers for Biomass Gasi Fi Cation: A Review. Renew. Sustain. Energy Rev. 2017, 76, 989–1003. [Google Scholar] [CrossRef]
- Lopez, G.; Artetxe, M.; Amutio, M.; Alvarez, J.; Bilbao, J.; Olazar, M. Recent Advances in the Gasification of Waste Plastics. A Critical Overview. Renew. Sustain. Energy Rev. 2018, 82, 576–596. [Google Scholar] [CrossRef]
- Alauddin, Z.A.B.Z.; Lahijani, P.; Mohammadi, M.; Mohamed, A.R. Gasification of Lignocellulosic Biomass in Fluidized Beds for Renewable Energy Development: A Review. Renew. Sustain. Energy Rev. 2010, 14, 2852–2862. [Google Scholar] [CrossRef]
- Valderrama Rios, M.L.; González, A.M.; Lora, E.E.S.; Almazán del Olmo, O.A. Reduction of Tar Generated during Biomass Gasification: A Review. Biomass Bioenergy 2018, 108, 345–370. [Google Scholar] [CrossRef]
- Situmorang, Y.A.; Zhao, Z.; Yoshida, A.; Abudula, A.; Guan, G. Small-Scale Biomass Gasification Systems for Power Generation (<200 KW Class): A Review. Renew. Sustain. Energy Rev. 2020, 117, 109486. [Google Scholar] [CrossRef]
- Nobre, C.; Longo, A.; Vilarinho, C.; Gonçalves, M. Gasification of Pellets Produced from Blends of Biomass Wastes and Refuse Derived Fuel Chars. Renew. Energy 2020, 154, 1294–1303. [Google Scholar] [CrossRef]
- George, J.; Arun, P.; Muraleedharan, C. Experimental Investigation on Co-Gasification of Coffee Husk and Sawdust in a Bubbling Fluidised Bed Gasifier. J. Energy Inst. 2019, 92, 1977–1986. [Google Scholar] [CrossRef]
- Xue, G.; Kwapinska, M.; Horvat, A.; Kwapinski, W.; Rabou, L.P.L.M.; Dooley, S.; Czajka, K.M.; Leahy, J.J. Gasification of Torrefied Miscanthus×giganteus in an Air-Blown Bubbling Fluidized Bed Gasifier. Bioresour. Technol. 2014, 159, 397–403. [Google Scholar] [CrossRef]
- Jeong, Y.-S.; Choi, Y.-K.; Park, K.-B.; Kim, J.-S. Air Co-Gasification of Coal and Dried Sewage Sludge in a Two-Stage Gasifier: Effect of Blending Ratio on the Producer Gas Composition and Tar Removal. Energy 2019, 185, 708–716. [Google Scholar] [CrossRef]
- Sarker, T.R.; Nanda, S.; Meda, V.; Dalai, A.K. Process Optimization and Investigating the Effects of Torrefaction and Pelletization on Steam Gasification of Canola Residue. Fuel 2022, 323, 124239. [Google Scholar] [CrossRef]
- Nobre, C. Thermochemical Upgrading of Refuse Derived Fuel; NOVA School of Science and Technology: Caparica, Portugal, 2019. [Google Scholar]
- Pio, D.T.; Tarelho, L.A.C.; Tavares, A.M.A.; Matos, M.A.A.; Silva, V. Co-Gasification of Refused Derived Fuel and Biomass in a Pilot-Scale Bubbling Fluidized Bed Reactor. Energy Convers. Manag. 2020, 206, 112476. [Google Scholar] [CrossRef]
- Pinto, F.; Lopes, H.; André, R.N.; Gulyurtlu, I.; Cabrita, I. Effect of Catalysts in the Quality of Syngas and By-Products Obtained by Co-Gasification of Coal and Wastes. 1. Tars and Nitrogen Compounds Abatement. Fuel 2007, 86, 2052–2063. [Google Scholar] [CrossRef]
- Status Report on Thermal Gasification of Biomass and Waste. Available online: https://www.ieabioenergy.com/blog/task/thermal-gasification-of-biomass (accessed on 11 October 2022).
- Kota, B.K.; Shenbagaraj, S.; Sharma, P.K.; Sharma, P.K.; Ghodke, P.K.; Ghodke, P.K. Biomass Torrefaction: An Overview of Process and Technology Assessment Based on Global Readiness Level. Fuel 2022, 324, 124663. [Google Scholar] [CrossRef]
- Sajid, M.; Raheem, A.; Ullah, N.; Asim, M.; Ur Rehman, S.M.S.; Ali, N. Gasification of Municipal Solid Waste: Progress, Challenges, and Prospects. Renew. Sustain. Energy Rev. 2022, 168, 112815. [Google Scholar] [CrossRef]
- Energy Works. Available online: http://energyworkshull.co.uk/about/ (accessed on 7 October 2022).
- Production Facilities. Available online: https://www.etipbioenergy.eu/databases/production-facilities (accessed on 22 July 2022).
- ENERKEM. Available online: https://enerkem.com/ (accessed on 28 September 2022).
- Fulcrum Bioenergy. Available online: https://www.fulcrum-bioenergy.com/sierra-biofuels (accessed on 7 October 2022).
- Valmet Gasifier for Biomass and Waste. Available online: https://www.valmet.com/energyproduction/gasification/ (accessed on 28 September 2022).
- E4tech Review of Technologies for Gasification of Biomass and Wastes. Available online: https://www.e4tech.com/uploads/files/NNFCC_final_report_E4tech_090609.pdf (accessed on 7 October 2022).
- The Montgomery Project. Available online: http://www.taylorbiomassenergy.com/taylorbiomass04_mont_mn.html (accessed on 7 October 2022).
- Estatus Report on Thermal Biomass Gasification in Countries Participating in IEA Bioenergy Task 33. Available online: https://www.ieabioenergy.com/blog/publications/status-report-on-thermal-biomass-gasification-in-countries-participating-in-iea-bioenergy-task-33/ (accessed on 28 September 2022).
- Commercial Ethanol Production Start at Enerkem’s MSW to Biofuels Facility. Available online: https://bioenergyinternational.com/commercial-ethanol-production-start-enerkems-msw-biofuels-facility/ (accessed on 16 September 2017).
- LAHTI ENERGIA. Available online: https://www.lahtienergia.fi/ (accessed on 7 October 2022).
- Lee, R.P.; Seidl, L.G.; Huang, Q.; Meyer, B. An Analysis of Waste Gasification and Its Contribution to China’s Transition towards Carbon Neutrality and Zero Waste Cities. J. Fuel Chem. Technol. 2021, 49, 1057–1076. [Google Scholar] [CrossRef]
- Vaish, B.; Sharma, B.; Srivastava, V.; Singh, P.; Ibrahim, M.H.; Singh, R.P. Energy Recovery Potential and Environmental Impact of Gasification for Municipal Solid Waste. Biofuels 2019, 10, 87–100. [Google Scholar] [CrossRef]
- Maitlo, G.; Ali, I.; Mangi, K.H.; Ali, S.; Maitlo, H.A.; Unar, I.N.; Pirzada, A.M. Thermochemical Conversion of Biomass for Syngas Production: Current Status and Future Trends. Sustainability 2022, 14, 2596. [Google Scholar] [CrossRef]
- Thomson, R.; Kwong, P.; Ahmad, E.; Nigam, K.D.P. Clean Syngas from Small Commercial Biomass Gasifiers; a Review of Gasifier Development, Recent Advances and Performance Evaluation. Int. J. Hydrogen Energy 2020, 45, 21087–21111. [Google Scholar] [CrossRef]
- Mishra, R.; Singh, E.; Kumar, A.; Ghosh, A.; Lo, S.-L.; Kumar, S. Co-Gasification of Solid Waste and Its Impact on Final Product Yields. J. Clean. Prod. 2022, 374, 133989. [Google Scholar] [CrossRef]
- Lee, D.J. Gasification of Municipal Solid Waste (MSW) as a Cleaner Final Disposal Route: A Mini-Review. Bioresour. Technol. 2022, 344, 126217. [Google Scholar] [CrossRef]
- Shen, Y.; Yoshikawa, K. Recent Progresses in Catalytic Tar Elimination during Biomass Gasification or Pyrolysis—A Review. Renew. Sustain. Energy Rev. 2013, 21, 371–392. [Google Scholar] [CrossRef]
- Papadis, E.; Tsatsaronis, G. Challenges in the Decarbonization of the Energy Sector. Energy 2020, 205, 118025. [Google Scholar] [CrossRef]
- Gasification: A Sustainable Technology for Circular Economies. Scaling up to Reach Net-Zero by 2050. Available online: https://www.europeanbiogas.eu/new-paper-proves-potential-of-gasification-to-scale-up-and-support-net-zero-by-2050/ (accessed on 21 October 2022).
- Syngas & Derivatives Market by Production Technologies, Gasifier Type, Feedstock (Coal, Natural Gas, Petroleum Byproducts, Biomass/Waste), Application (Chemical, Fuel, and Electricity), and Regions- Global Forecast to 2025. Available online: https://www.marketsandmarkets.com/Market-Reports/syngas-market-1178.html (accessed on 21 October 2022).
- The Global Gasification Market Is Projected to Grow from USD 464.05 Billion in 2021 to USD 663.72 Billion in 2028 at a CAGR of 5.3% in the 2021–2028 Period. Available online: https://www.fortunebusinessinsights.com/gasification-market-103487 (accessed on 21 October 2022).
- Shahabuddin, M.; Alam, T. Gasification of Solid Fuels (Coal, Biomass and MSW): Overview, Challenges and Mitigation Strategies. Energies 2022, 15, 4444. [Google Scholar] [CrossRef]
- Global Waste-to-Energy Market Is Projected to Grow at a CAGR of 3.3% by 2032: Visiongain Reports Ltd. Available online: https://www.globenewswire.com/news-release/2022/08/11/2496400/0/en/Global-Waste-to-Energy-market-is-projected-to-grow-at-a-CAGR-of-3-3-by-2032-Visiongain-Reports-Ltd.html (accessed on 21 October 2022).
- Biomass Gasification Market: Global Industry Trends, Share, Size, Growth, Opportunity and Forecast 2022–2027. Available online: https://www.imarcgroup.com/biomass-gasification-plant (accessed on 21 October 2022).
- Porshnov, D. Evolution of Pyrolysis and Gasification as Waste to Energy Tools for Low Carbon Economy. WIREs Energy Environ. 2022, 11, e421. [Google Scholar] [CrossRef]
- Chan, Y.H.; Syed Abdul Rahman, S.N.F.; Lahuri, H.M.; Khalid, A. Recent Progress on CO-Rich Syngas Production via CO2 Gasification of Various Wastes: A Critical Review on Efficiency, Challenges and Outlook. Environ. Pollut. 2021, 278, 116843. [Google Scholar] [CrossRef]
Figure 1.
Updraft or counter current gasifier.
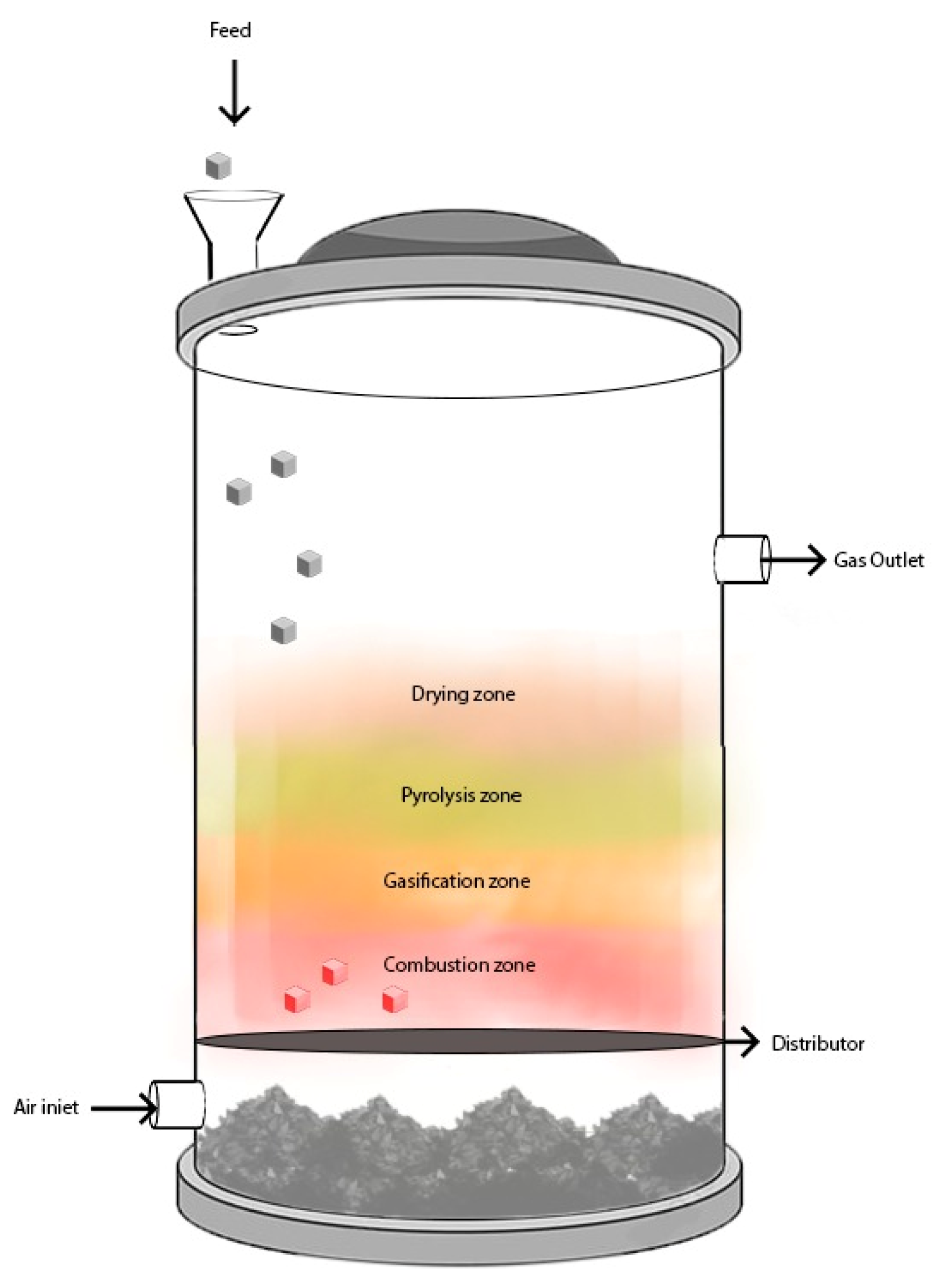
Figure 2.
Downdraft or co-current gasifier.
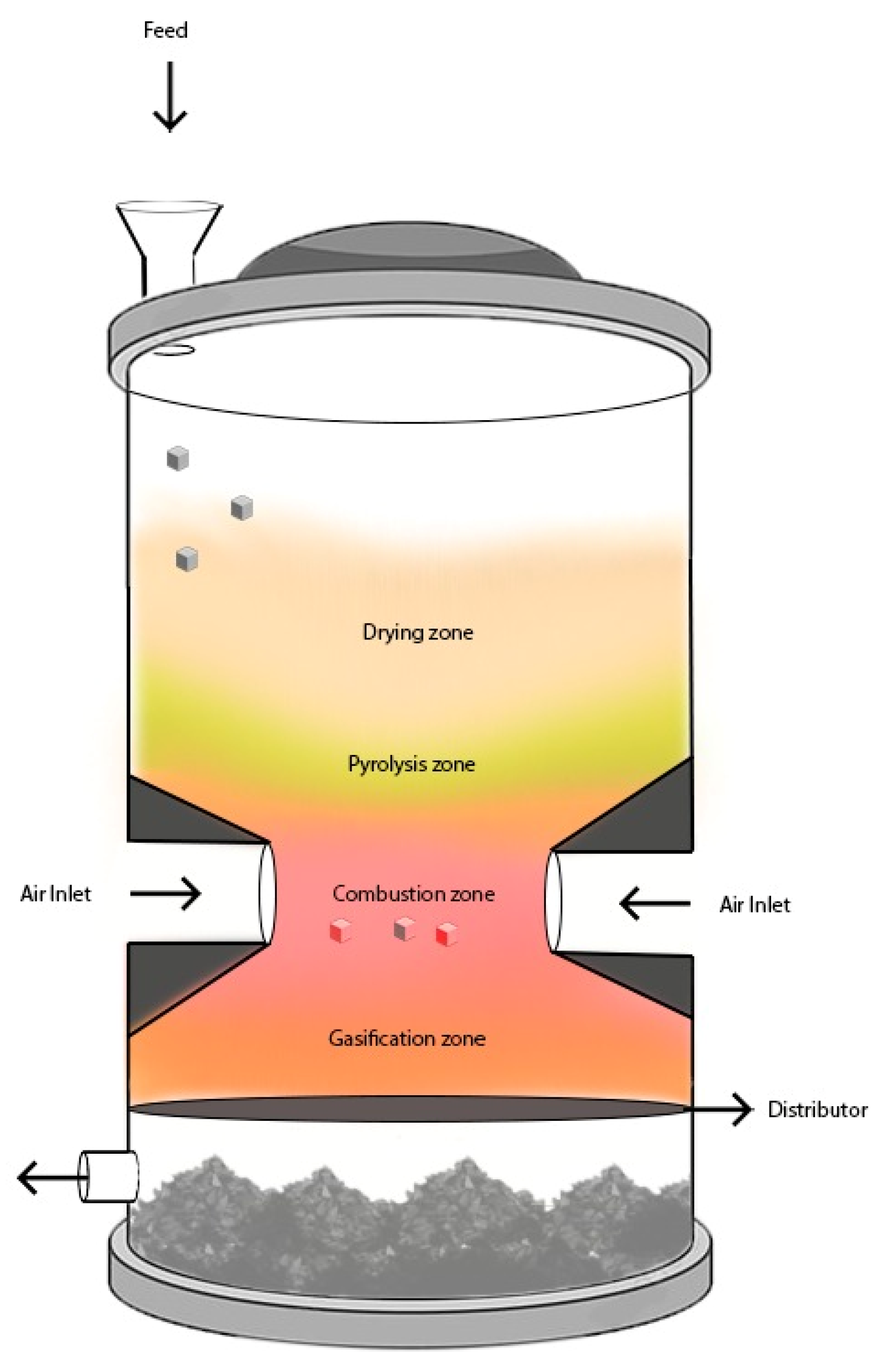
Figure 3.
Entrained flow gasifier.
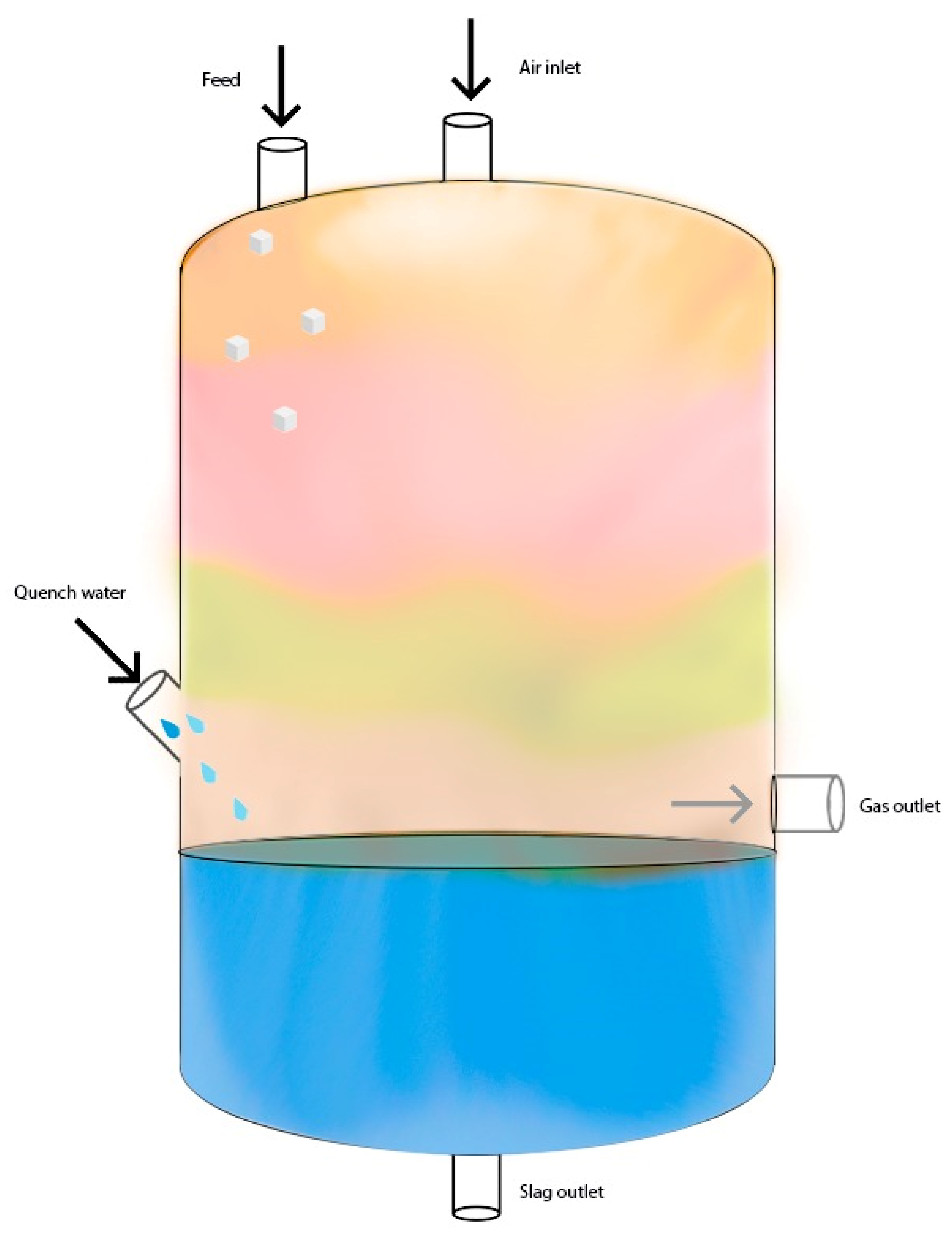
Figure 4.
Rotary kiln reactor.
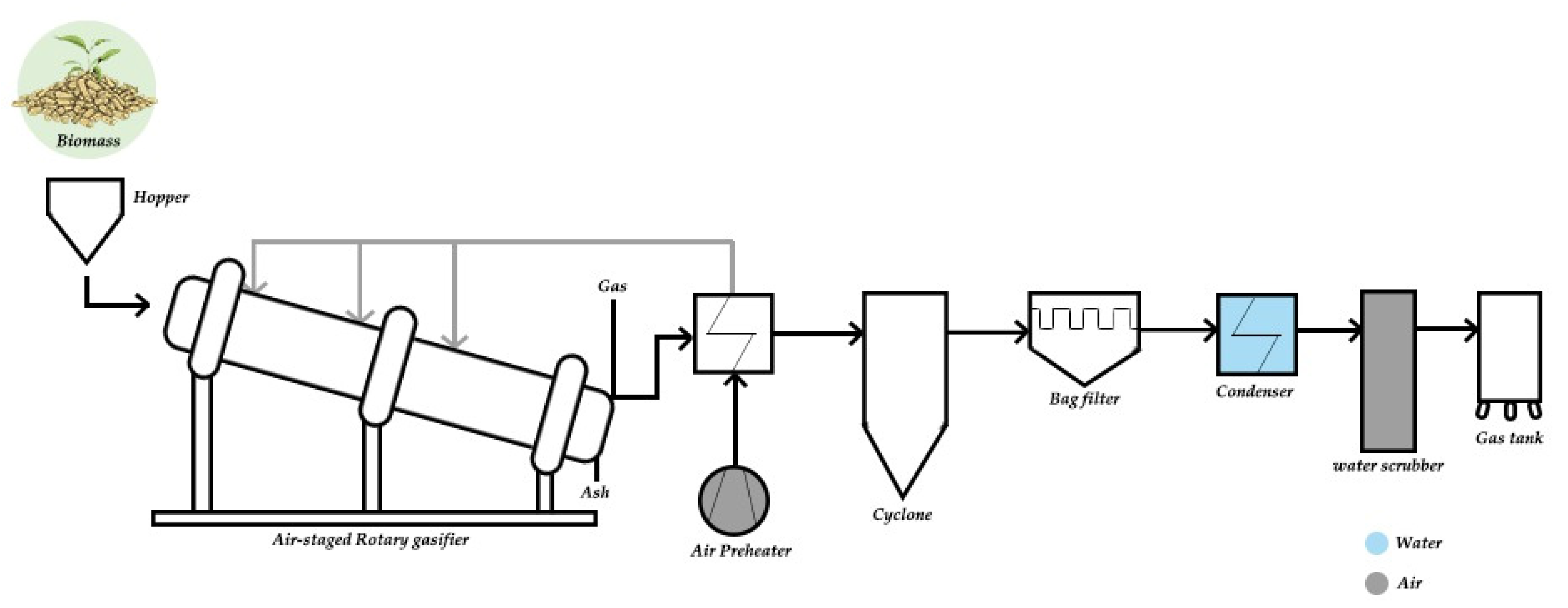
Figure 5.
Plasma gasifier.

Figure 6.
Comparison of the capital cost of different gasification technologies (adapted from [43]). Original data presented in USD/t and converted to EUR/t (EUR 1 = USD 0.99860 according to Banco de Portugal, 2022 [47]).
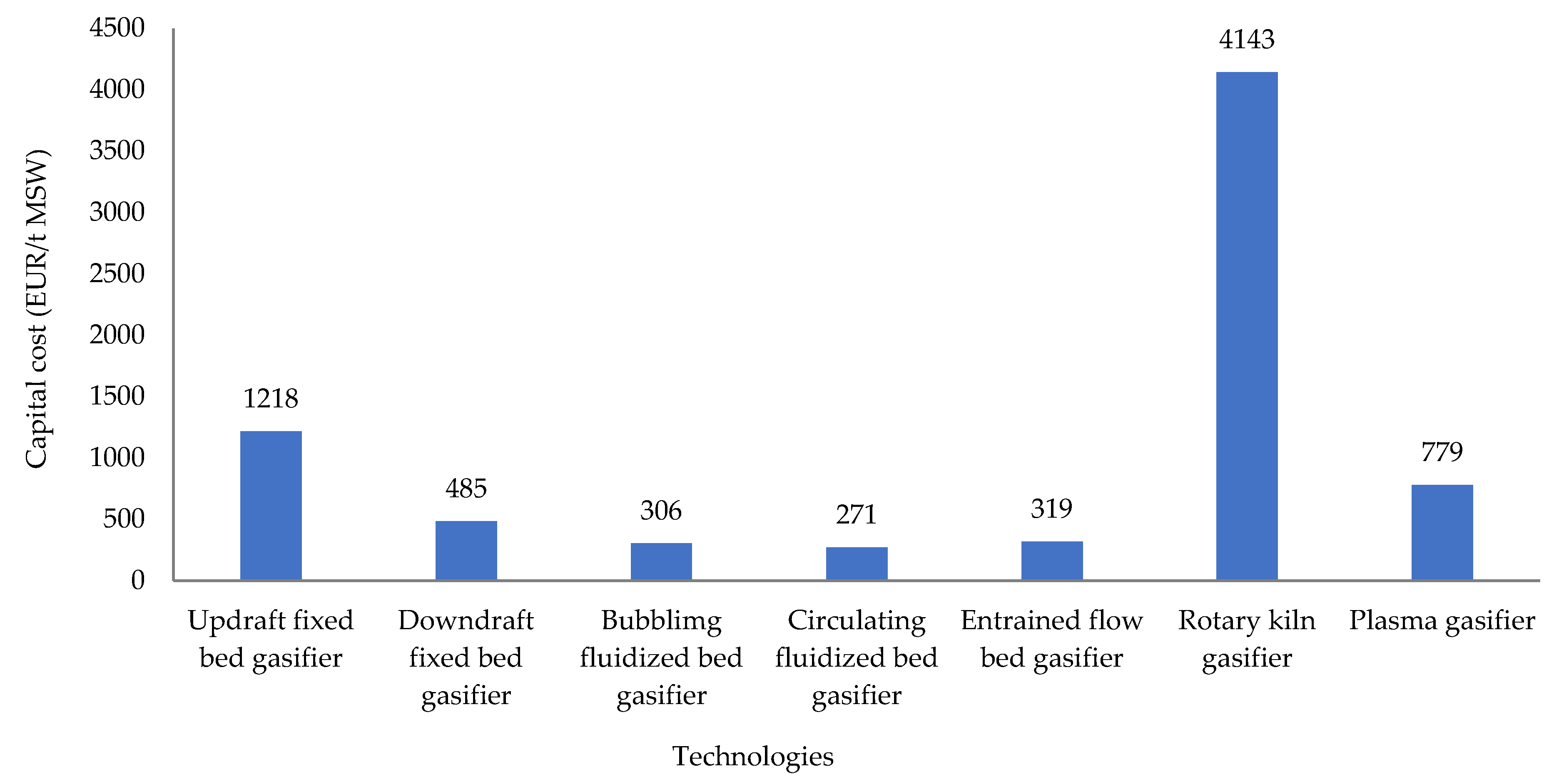
Figure 7.
Comparison of the energy costs of gasification of chicken litter with biomass and fossil fuels. (1 MWh comprises 0.4 MWh of electricity and 0.6 MWh of heat) (adapted from [70]). Original data presented in GBP/t and converted to EUR/t (GBP 1 = EUR 1.16761 according to [71]).
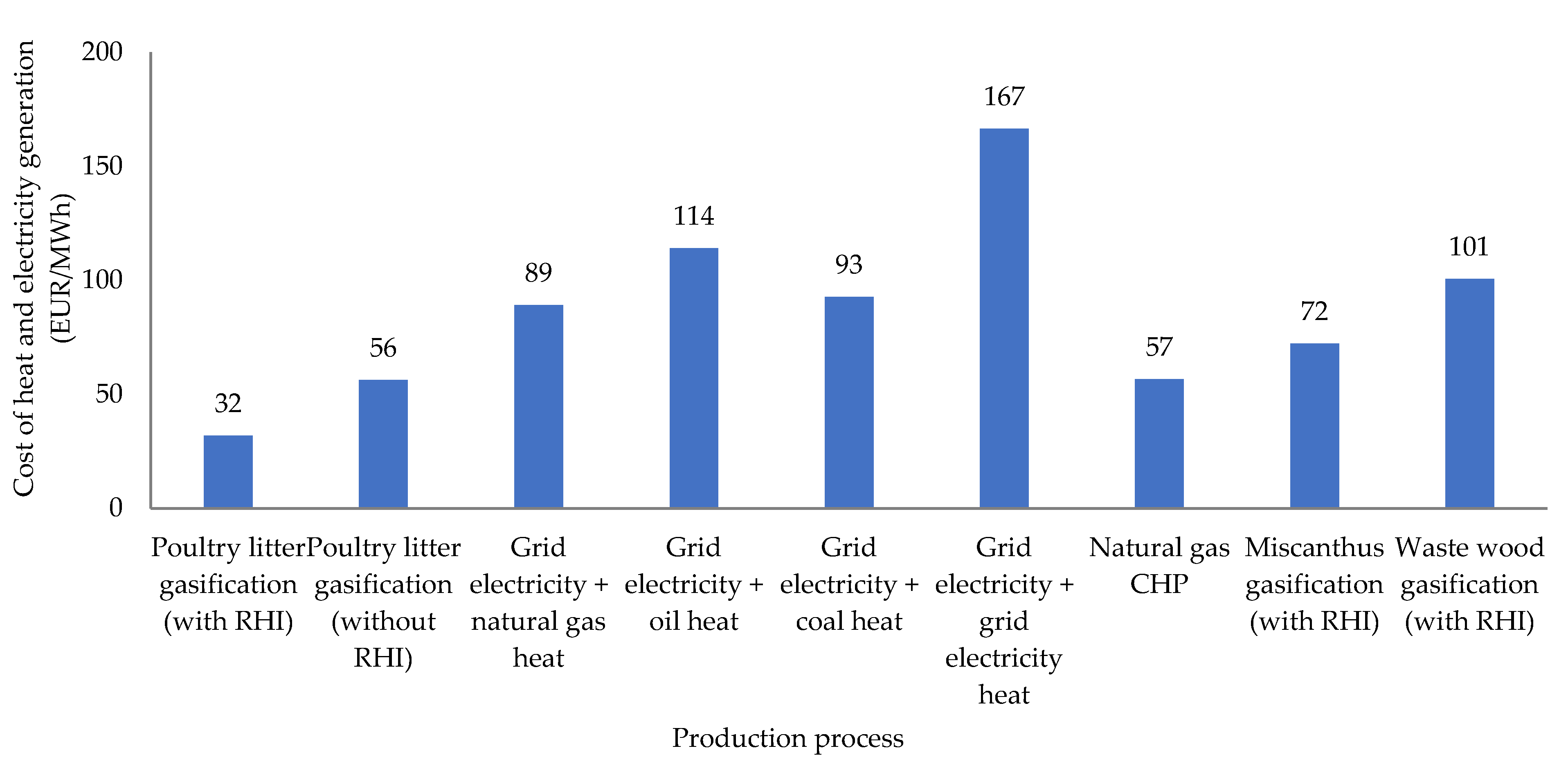
Figure 8.
Worldwide production of syngas from different feedstocks (adapted from [111]).
Figure 8.
Worldwide production of syngas from different feedstocks (adapted from [111]).
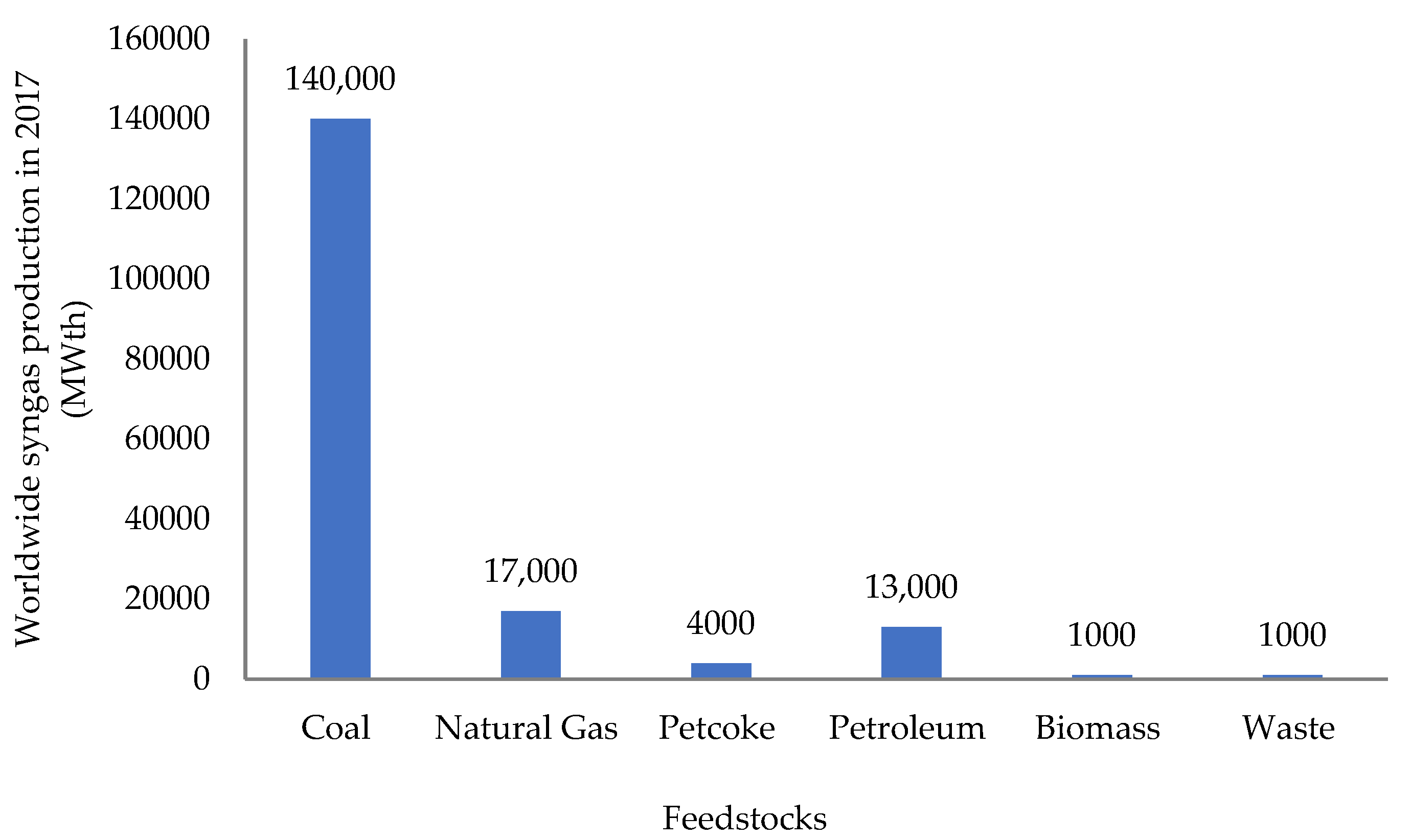
Figure 9.
The global market value of MSW gasification in 2018 and forecast to 2024 (adapted from [108]).
Figure 9.
The global market value of MSW gasification in 2018 and forecast to 2024 (adapted from [108]).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction | Name | Mechanism |
|---|---|---|
| O2 → CO | Partial oxidation | Endotermic |
| C + CO2 → 2CO | Boudouard reaction | Endotermic |
| C + H2O → CO + H2 | Water gas reaction | Endotermic |
| C + 2H2 → C H4 | Methanation reaction | Endotermic |
| O2 → CO2 | Complete oxidation | Endotermic |
| O2 → H2O | Oxidation of H2 | Endotermic |
| CO + H2O → CO2 + H2 | Water gas shift reaction | Endotermic |
| CH4 + H2O → CO + 3 H2 | Steam reforming reaction | Exotermic |
Table 2.
Performance of different gasification reactors.
| Reactor Type | Feedstock | Gas Composition (%vol., db) | Tar Concentration | LHV(MJ/kg) | Reference | ||||
|---|---|---|---|---|---|---|---|---|---|
| CO | CO2 | H2 | CH4 | N2 | |||||
| Updraft fixed-bed | MSW (Steam atmosphere) | 11–23 | 21–38 | 34–54 | 1–10 | - | 0–8% | [59] | |
| Downdraft fixed-bed | SRF (Based on MSW) | 13–14 | 13–15 | 10–15 | 2–3 | 53–60 | 67–140 g/m3 | 4–5 MJ/Nm3 | [60] |
| Bubbling fluidized bed | SRF (80%plastics, 20% cellulose) | 6.6 | 12.7 | 6.0 | 6.5 | 63.4 | 34 g/Nm3 | 7.4 MJ/Nm3 | [61] |
| Circulating fluidized bed | MSW | 15–19 | 17–18 | 7–10 | ~3 | - | 11–15 g/Nm3 | 4.4–4.59 MJ/Nm3 | [62] |
| Entrained flow bed | MSW | 23–43% (mole fraction) | - | 11–22% (mole fraction) | - | - | - | 3.5–7.5 MJ/kg syngas | [49] |
| Rotary kiln | RDF (steam atmosphere) | 2.2–16.8 | 20.1–25.3 | 59.1–66.9 | 3–5.6 | - | - | 15–16 MJ/kg syngas | [50] |
| Plasma | RDF | 27–46 | 4–18 | 26–52 | 2–4 | - | 132–543 mg/Nm3 | 9–10.9 MJ/Nm3 | [63] |
Table 3.
Overview of techno-economic studies about gasification plants.
| Reactor | Feed | Plant Description | Remark | Reference |
|---|---|---|---|---|
| Updraft fixed-bed | Green waste | The reactor efficiencies assumed are 0.65, operating at 85% of its maximum capacity and 1811 t/y; power generation capacity 100 kWe. | Leveled unit cost of electricity of 41 ¢/kWh. Updraft gasification system resulted in a higher cost of electricity, owing to its higher capital investment and production costs. | [64] |
| Downdraft fixed-bed | MSW/SRF | The installed power ranges from 96 kW with 3.35 t of MSW/day to 35,000 kW with 2665 t of MSW/day; project life of 20 years; The net electrical power produced ranges from 391 kWhe/t dry waste to 1232 kWhe/t dry waste. | Income with sale of electricity (USD 8146–20,311,897 million per year). Economic performance of a MSW gasification facility is largely dependent on its size; the larger the plant in capacity, the higher the installed power, the capacity utilization factor, the electrical efficiency, and the overall economic performance. | [65] |
| Bubbling fluidized bed | MSW/RDF | Fluidized bed gasifier for small and medium scale (50 and 100 kt/y) power generation from MSW. Comparison to an equivalent combustion unit was performed. Overall system efficiency, net generated electricity, and capital costs ranged from 23–27%, 7–16 MWe, and EUR 28–45 million, respectively. | The results show that gasification systems represent the cheapest option and showed better results than the combustion unit. Fluidized bed gasification coupled with a combined cycle gas turbine offers the most energy efficient treatment option and is the most attractive treatment option in terms of gate fees and levelized costs of waste treatment. | [66] |
| Circulating fluidized bed | Cork waste | Gasification plant projected with the capacity to treat 12 kg/day to produce 10 kW of electrical (kWe) energy and 20 kW of thermal (kWth) energy. | Char valorization depicted the most sustainable profile, amongst other scenarios. Gasification strategy entails lower costs than the conventional scheme of energy production and allows net savings in the order of several hundred thousand euros, for a 20-year lifespan of the plant. | [67] |
| Entrained flow bed | Biomass | Oxygen entrained flow gasifier from 10 MWth to 500 MWth, including a 260 °C torrefaction unit. Net efficiency is from 65–71%; gas output is from 6.45–354.0 MW; gas product cost is from EUR 4.2–7.3 cents per kWh. Comparison to a fluidized bed gasifier unit was performed. | Both gasification technologies show a similar performance. However, the entrained flow reactor might be advantageous due to its simpler operation and higher reliability. The plant scale is an important parameter for the production costs of gas. Due to the specific lower investment costs, a larger gasifier throughput is favorable. The entrained flow reactor is also competitive technology for biomass gasification on a smaller scale. | [48] |
| Rotary kiln | Waste tires | Production of liquefied synthetic natural gas (SNG) from waste tires via a rotary kiln gasification process; 26.3 kg/s of waste tire are processed; overall fuel efficiency of 54.2%; for each kg of waste tire converted, 0.37 kg of liquefied SNG is obtained The liquefied SNG produced contains at least 99.5 mol% CH4. | Minimum selling prices of USD 16.7 per GJLHV SNG are required. This price may become competitive under certain regulatory conditions (such as recent public policy movement in British Columbia, Canada, requiring public utilities to purchase natural gas made from renewables at prices up to USD 30 per GJLHV, SNG). The minimum selling price reduces substantially with process scale and with levying tipping fees. | [68] |
| Plasma | MSW | Plasma gasification plant with a useful life of 20 years; Capacity 750 t/d | Plasma gasification depicted high capital costs while enabling higher revenues. The most advantageous situation was the combination of selling electricity and vitrified slag (rather than electricity alone), which afforded revenues over 113 € per ton of treated MSW, lowering the final treatment cost from EUR 23 to 1.74 per ton. Although the plasma gasification project presented feasibility, Portugal was seen as the least favorable country (of some European countries). | [69] |
Table 4.
Comparation among gasifier reactors (db—dry basis).
| Reactor | Technical Conditions | Advantage | Disadvantage | References | |
|---|---|---|---|---|---|
| Fixed-bed | Updraft | Moisture content < 50%; bulk density > 400 kg/m3; ash content < 15% db. | High thermal efficiency. Product gas suitable for direct firing. | Product gas contains tar, oil, phenols, and ammonia (require separation and cleanup steams). Extensive gas clean-up needed for engines. | [51,73] |
| Downdraft | Moisture content < 20%; bulk density > 500 kg/m3; ash content < 5% db. | Suitable for small-scale applications. Easy fabrication and operation. Low tar content in producer gas. Relatively clean gas is produced. Low catalyst attrition. | Suitable only for raw materials with low moisture content. Limitation in raw-material size. High dust content in product gas. | [51,73,74] | |
| Fluidized bed | Bubbling | Moisture content < 55%; bulk density > 100 kg/m3; ash content < 25% db. | Easy operation. High heat and mass transfer rates, excellent gas–solid contact, good control of temperature, solid mixing regime and flexibility. Good scale-up potential. Continues in-bed catalytic processing possible. Greater tolerance to particle size range than fixed-beds. Varying water content tolerable. Low investment. | High investment cost, limitations in particle size in both bed and feed, defluidization problems. and entrainment of unreacted material. Catalyst attrition can be critical. Slow oxygen diffusion rate, which creates an oxidizing condition in the whole bed reducing the gasification efficiency. | [51,73,75,76] |
| Circulating | Moisture content < 55%; bulk density > 100 kg/m3; ash content < 25% db. | Allow obtaining high conversion and low tar yields. Very good scale-up potential. Variety of particle sizes can be handled. | Operation can be more difficult then fixed-bed. Pressure drop is higher than bubbling bed. In-bed catalytic processing hardly possible. High energy requirement for fans (for fluidizing air). Need to add solid separation and return equipment, which increases investment costs as well as process control problems. | [73,75,76] | |
| Entrained flow | Moisture content < 15%; bulk density > 400 kg/m3; ash content < 20% db. | The higher availability, the higher throughput and the better product gas quality. Higher efficiency (Cold Gas Efficiency and liquid) when operated at larger scale (100–500 MWth). Suitable for high capacities. | Higher costs, complex, fuel size restrictions. Solid feedstock needs to be ground to a small particle size because the residence time of the fuel particles in the hot reaction zone is short (less than 10 s). | [42,48] | |
| Rotary kiln | No problem with moisture content; bulk density > 100 kg/m3; ash content < 40% db. | No problems with waste characteristics (flexible moisture content and feedstock size). Low capital cost. Simple operation. | Issues on starting and controlling the temperature. High energy supply. Low energy output and a high amount of residue. Some problems on scale-up. | [43,61] | |
| Plasma | No problem with moisture content; bulk density >100 kg/m3; no problem with ash content. | Various types of raw materials can be decomposed without the need for pre-processing and pre-treatment. Reaches high temperature, which promotes an almost complete cracking of tar compounds and, therefore, high gas yields. Significant low emission. Higher efficiency. | Need of high temperature condition of this gasification can increase the operational cost of the reactor. Requires a very large amount of electricity in the system, roughly from 1200–2500 MJ per ton of MSW, so it would be a critical point using as a commercial MSW gasification. Security issues. | [43,61,75] |
Table 5.
Operational waste gasification plants (commercial scale).
| Owner/Project Name | Country | Feedstock | Output | TRL | Reference |
|---|---|---|---|---|---|
| Emamejeriet AB/Emamejeriet (Ema dairy) | Sweden | Forest residues | Electricity (0.04 MWel) | 8 | [87] |
| Heat (0.1 MWth) | |||||
| Cooling (70 kW) | |||||
| Energy Works/Energy Works Hull | United Kingdom (UK) | Commercial and industrial waste (240 kt/y) | Electricity (28 MWel) | 8 | [87,90] |
| Steam (10 MWth) | |||||
| Levenseat Renewable Energy Ltd./Levenseat EfW | UK | Commercial and industrial waste (215 kt/y) | Electricity (12.5 MWel) | 8 | [87] |
| River Ridge/Full Circle Energy Facility | UK | Commercial and industrial waste (150 kt/y) | Electricity (15 MWel) | 8 | |
| Surrey Municipality/Surrey Biofuel facility | Canada | Organic residues and waste streams | SNG (240 t/y) | 8 | [91] |
| Sindal District Heating Company/Dall Energy CHP plant in Sindal—Denmark | Denmark | Forestry by-products, wood processing industry by-products, garden and park waste (20–60% moisture content) | Electricity (0.8 MWel) | 8 | [87] |
| Heat (5 MWth) | |||||
| Enerkem Alberta Biofuels LP/Edmonton Waste-to-Biofuels Project | Canada | Municipal solid waste (100 kt/y) | Biofuels (38 kt/y) | 8 | [87,92] |
| ZAB Balingen/KSV Balingen | Germany | Sewage sludge | Heat (0.46 MWth) | 8 | [87] |
| Fulcrum (Sierra Biofuels)/Sierra | United States of America (USA) | MSW (175,000 t/y) | Fischer–Tropsch liquids (30,000 t/y) | 8 | [91,93] |
| Sustainable aviation fuels (11 Mgallons/y) | |||||
| Eska Graphic Board/Waste Paper Rejects Gasification | Netherlands | Paper reject (3–3.5 t/h) | Heat (12 MWth) | 9 | [87] |
| Metso Fibre/Bioproduct Mill Aanekoski | Finland | Bark | Heat (87 MWth) | 9 | |
| Metso Fibre Oy, Joutseno Mill/Lime kiln gasifier | Finland | Bark | Heat (48 MWth) | 9 | |
| OKI/OKI Pulp and Paper Mill-APP | Indonesia | Acacia bark | Heat (110 MWth) | 9 | [87,94] |
| Guascor Italia/Rossano Calabro (CS) | Italy | Olive husks, industry wood, agro-forestry waste | Electricity (4.2 MWel) | 9 | [87] |
| Stora Enso/Gasifier at Varkaus paper mill (former Corenso) | Finland | Plastic waste | Heat (50 MWth) | 9 | [87,89,95] |
| Tylor Biomass Energy/The Montgomery Project | USA | Municipal solid waste (500 t/day) | 20 MW of clean energy | 9 | [89,96] |
| Lahti Energia Oy/Kymijärvi II | Finland | SRF (250 Mt/day) | Electricity (50 MWel) | 9 | [94,97] |
| Heat (90 MWth) |
Table 6.
Waste gasification projects with lower TRL.
| Owner/Project Name | Country | Feedstock | Output | TRL | Reference |
|---|---|---|---|---|---|
| Ecoloop GmbH | Germany | Wood chips (28 kg/h) and EPS (expanded polystyrene) (11.4 kg/h) | Electricity (0.068 MWel) | 6–7 | [87] |
| Heat (0.123 MWth) | |||||
| Enerkem/Westbury commercial demonstration facility | Canada | MSW and wood waste (48 t/d) | Cellulosic ethanol (4000 t/y) | 6–7 | [87,91] |
| Methanol (1000 t/y) | |||||
| ThermoChem Recovery International (TRI)/Fully Integrated BioRefinery | United States | Organic residues and waste streams (4 t/y) | Fischer–Tropsch liquids (1 t/y) | 6–7 | [91] |
| Enerkem/Synthesis Enerkem Sherbrooke | Canada | MSW, spent plastics, wood waste, sludge, petroleum coke, and wheat straw | Cellulosic ethanol (375 t/y) | 4–5 | [87,91] |
| Methanol (475 m3/y) | |||||
| Thermochem Recovery International (TRI)/Technology development laboratory and pilot plant—thermochemical | United States | MSW, lignocellulosic materials, and syngas (4 t/day) | Fischer–Tropsch liquids (0.002 t/y) | 4–5 | [87,91] |
| DBI-Virtuhcon GmbH/FlexiEntrained (GSP) Pilot plant | Germany | MSW, sewage sludge, RDF, biomass, char, coke, lignite, and hard coal (450 kg/h) | Heat (5 MWth) | 4–5 | [87] |
| Institute of Energy Process Engineering and Chemical Engineering (IEC), TU Bergakademie Freiberg/FlexiSlag Pilot Plant | Germany | MSW and plastic waste (2 t/h) | Heat (10 MWth) | 4–5 | [87] |
| Biomass waste (2 t/h) | Gas (2300 m3/h) | ||||
| Coal and petcoke (2 t/h) | |||||
| TU Dresden/TC2 Process | Germany | Sewage sludge | Electricity (1 MWel) | 4–5 | [87] |
| TU Freiberg/FlexiCOORVED Pilot Plant | Germany | Sewage sludge as well as biomass-containing waste with high ash content. | Heat (0.06 MWth) | 4–5 | [87] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Santos, S.M.; Assis, A.C.; Gomes, L.; Nobre, C.; Brito, P. Waste Gasification Technologies: A Brief Overview. Waste 2023, 1, 140-165. https://doi.org/10.3390/waste1010011
AMA Style
Santos SM, Assis AC, Gomes L, Nobre C, Brito P. Waste Gasification Technologies: A Brief Overview. Waste. 2023; 1(1):140-165. https://doi.org/10.3390/waste1010011
Chicago/Turabian StyleSantos, Santa Margarida, Ana Carolina Assis, Leandro Gomes, Catarina Nobre, and Paulo Brito. 2023. "Waste Gasification Technologies: A Brief Overview" Waste 1, no. 1: 140-165. https://doi.org/10.3390/waste1010011