1. Introduction
Polymer bonded magnets are mainly made up of two important material groups: the matrix material and the hard magnetic filler. Currently, the matrix material defines the production process, as thermoset based polymer bonded magnets are mainly fabricated from the pressing and thermoplastic-based types by injection moulding [
1]. However, early attempts have been made to generate a basic understanding of the material behaviour of thermoset based bonded magnets, which are fabricated in the injection moulding process [
2]. In general, the fabrication within the injection moulding process reveals the possibility of reaching a high freedom of design [
3], size accuracy [
4], and functional integration [
5]. Thermoplastic based bonded magnets are limited in terms of their applications, as the magnetic properties are restricted by the maximum filler grade of 60 vol.-%. Further, highly filled thermoplastics reach a high viscosity, which reduces the movability of the hard magnetic fillers. The magnetic potential cannot be fully accessed. Furthermore, the temperature setting in the injection moulding process of thermoplastics leads to a fast cooling outer phase, where no orientation of the fillers takes place [
6]. With that, thermoplastic based polymer bonded magnets realize the general advantages of the injection moulding process, but reveal a significant lack in regards to the usage of the full potential of the magnetic properties due to the material behaviour.
In terms of thermosets, a lower viscosity can be reached, which allows higher filler grades. Within the pressing process, the grade of hard magnetic fillers can be increased to 85 vol.-% [
1]. The temperature setting of the injection moulding process for thermosets differs significantly compared to that for thermoplastics and does not lead to a fast cooling outer phase. With that, the magnetic properties are more likely to be fully used in thermoset based bonded magnets after the movability of the fillers reaches a higher level in terms of a smaller viscosity, and the orientation is not limited in the outer region [
2]. Furthermore, thermosets reveal temperature and chemical resistance [
7], which are important functions in terms of the possible applications of polymer bonded magnets.
The smallest magnetic unit of a solid, which is the basis of magnetic properties, is described by the magnetic moment of a single electron and is generated by the rotation of this electron around its axis or the proton [
1]. Ferromagnetic materials make up the largest group in regards to the differing behaviours of magnets. They reveal a permanent magnetic moment, without the presence of an outer magnetic field, but with the temperature restriction of the Curie temperature (T
C). Hard magnets are a group of materials with ferromagnetic behaviour which reveal a characteristically high resistance against demagnetization [
8].
The hard magnetic fillers, in addition to the matrix material, is the second group within the polymer bonded magnets, and these are divided into two main groups: ceramic materials, such as strontium–ferrite–oxide (SrFeO), and rare earth materials, such as neodymium–iron–boron (NdFeB) [
1]. Each filler reveals an isotropic or anisotropic behaviour relative to the crystal structure and the fabrication process, with some exceptions, in which the anisotropic variant cannot be realized [
9]. Several factors, such as intrinsic magnetic properties, geometries, and particle sizes, as well as flow conditions of the filler, define the possible magnetic properties of polymer bonded magnets. To access the full potential of anisotropic fillers, the fillers have to be geometrically orientated by the integration of an outer magnetic field within the fabrication process. It has to be ensured that the movability of the fillers is high enough, and that the viscosity low enough, to realize the change in the geometric position of the fillers [
10]. The magnetization, however, can take place during the fabrication process, as well as after this step, as there is no geometrical change of the position required. Rather, this process lies in a change at the atomic level [
11].
Polymer bonded magnets reveal the two main fields of application in terms of sensor systems and drive technology. Over the past years, the application of polymer bonded magnets has become highly important within the second group. New motor concepts attempt to implement polymer bonded magnets by using a multipolar and complex magnetic field structure to expand the motor efficiency and performance [
12]. Even though the general possibility to integrate polymer bonded magnets in motor applications has been proven, the limitation in the filler grade, the lack of orientation in the outer phase, and a generally low temperature and chemical resistance hinder the usage of thermoplastic based polymer bonded magnets within drive technology applications. Early investigations in terms of thermoset based bonded magnets, which are fabricated in the injection moulding process and therefore, employ the general advantages of this process, prove that the possible filler grade is expanded, the lack of orientation in the outer phase is overcome, and the resistance is increased relative to thermoplastic based magnets [
2]. To realize the usage of thermoset based polymer bonded magnets, not only in the injection moulding process in general, but further in complex applications of drive technology, general design parameters are required. Such parameters would summarize the understanding of the material behaviour and further show the important factors which must be taken into account, in terms of the process conditions and the tool concept, when fabricating thermoset based polymer bonded magnets.
This paper aims to investigate the influence of the material, the process parameters, and particularly the tool concept, on the magnetic properties and the filler orientation of thermoset based polymer bonded magnets with a multipolar magnetic structure fabricated in the injection moulding process. Based on the general understanding of the material behaviour of thermosets in polymer bonded magnets [
13,
14,
15], design parameters are defined for thermoset based polymer bonded multipolar ring magnets. The investigations are based on the two matrix materials EP and PF, with the hard magnetic filler SrFeO and a filler grade between 40 and 70 vol.-%. This paper only deals with the influence of SrFeO as a hard magnetic filler, as this is currently the favoured material from an environmental point of view. NdFeB is a limited resource. Mainly, the impact of the tool concepts, such as the gating system or the material of the sleeve, is discussed. The tool concept highly influences the strength of the outer magnetic field and the flow conditions. Both factors are important in terms of the orientation of the fillers and therefore, the usage of the full magnetic potential. It should be taken into account that the high tool temperature (T
t) in terms of thermosets in the injection moulding process limits the possible strength of the outer magnetic field due to the dependency on the magnetic properties and the temperature. The design parameters are defined in terms of reaching an ideally high magnetic property (represented by the remanence, B
R) and a low deviation (Δs) of the pole division, as well as an optimal particle orientation in the middle of the pole (0°) and the pole pitch (90°), according to the outer magnetic field. The design parameters portrayed in this paper reveal an important indication of the construction of thermoset based polymer bonded magnets applied in complex geometries, such as drive technology, and are therefore essential for expanding the applications of bonded magnets.
3. Results and Discussion
3.1. Differential Scanning Calorimetry (DSC), following DIN EN ISO 11357 [16]
Figure 3 depicts the route of the reaction turnover α in terms of the DSC measurement for the SrFeO filler and the variation of the filler grade, as well as the matrix material, with EP shown in
Figure 3A and PF shown in
Figure 3B. The route shows a typical s-curve, with a high rate of change in the middle section. Further, there is a tendency for an increasing filler grade to shift the routes toward lower temperatures. This goes along with the reduction of the matrix amount in the material system, which reduces the material proportion, taking place at the chemical reaction. However, the effect is only small. More importantly, the route of the reaction turnover α is shifted to lower temperatures in terms of a PF matrix, with an offset of about 20 °C between the two material systems. This is mainly important with respect to the process parameters, as the curing of PF starts at lower temperatures, and therefore, the material is more affected by temperature as a trigger of the chemical process.
3.2. Determination of the Viscosity Behaviour Based on a Rotational Viscometer, According to DIN EN 6043 [17]
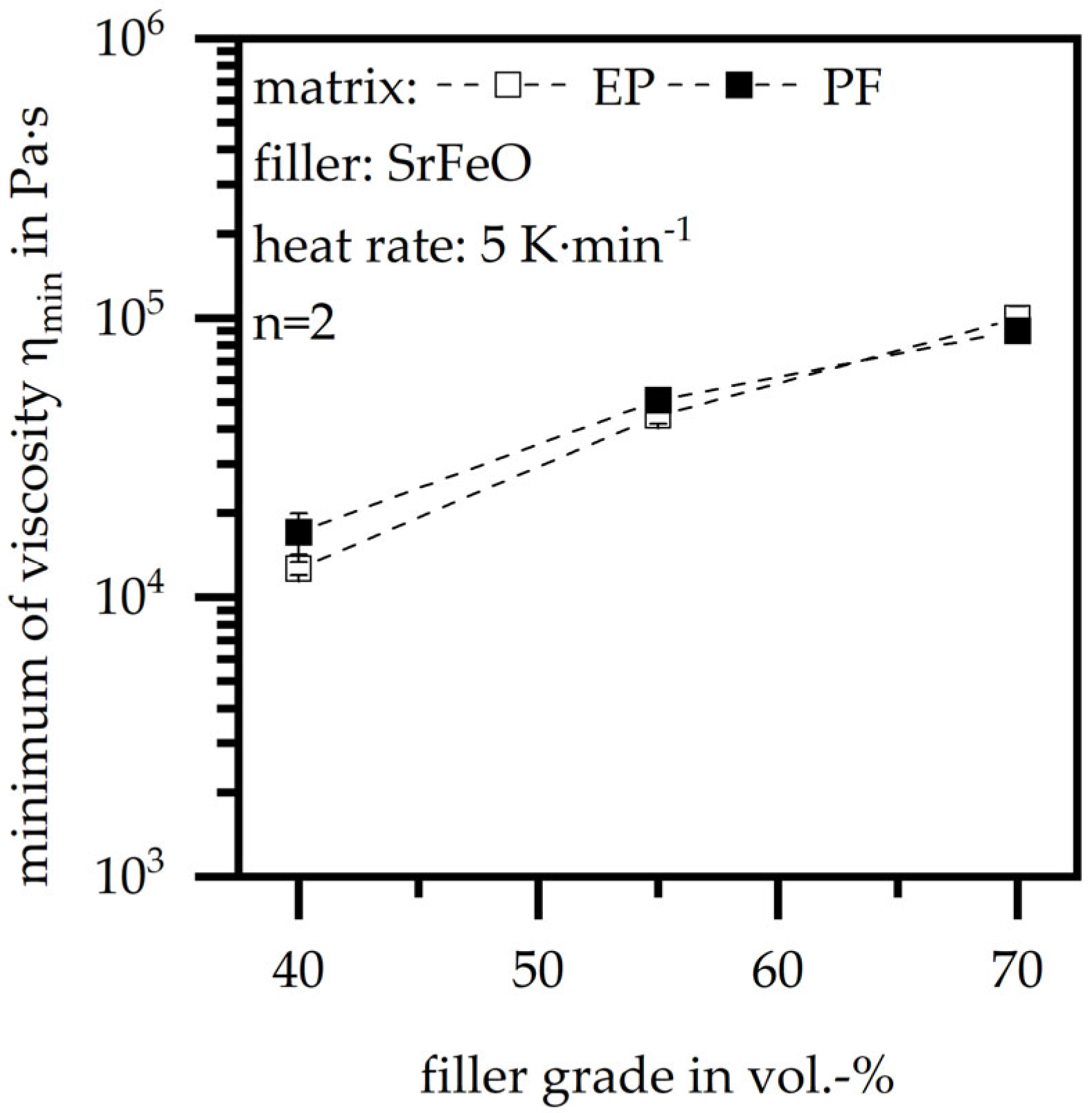
Figure 4 reveals the change in the minimum of the viscosity (η
min) with respect to the changing filler grade and the matrix material. There is a slight tendency for a further reduction in η
min when using an EP based material system, at least for lower filler grades. The filler grade itself has a higher impact on the minimum viscosity (η
min), as the increase in η
min is about one decade for a 30 vol.-% higher filler grade, from 40 up to 70 vol.-%. The higher viscosity might reduce the movability of the fillers throughout the orientation process in the tool, thus, reducing the magnetic properties [
7]. Further, a particle interaction becomes more likely as a higher filler grade reduces the distance between the fillers, and therefore, the probability that each filler interferes with a neighbouring filler increases [
19].
3.3. Magnetic Properties
The results of the magnetic properties and the filler orientation are evaluated below. In particular, the data regarding pole deviation and, in some cases, the orientation of the fillers, show a significant deviation. This is due to individual outliers within the process and can be explained by the very sensitive process of injection moulding thermosets. For reasons of transparency, the authors have shown the data in the manuscript; however, process reliability still needs to be improved.
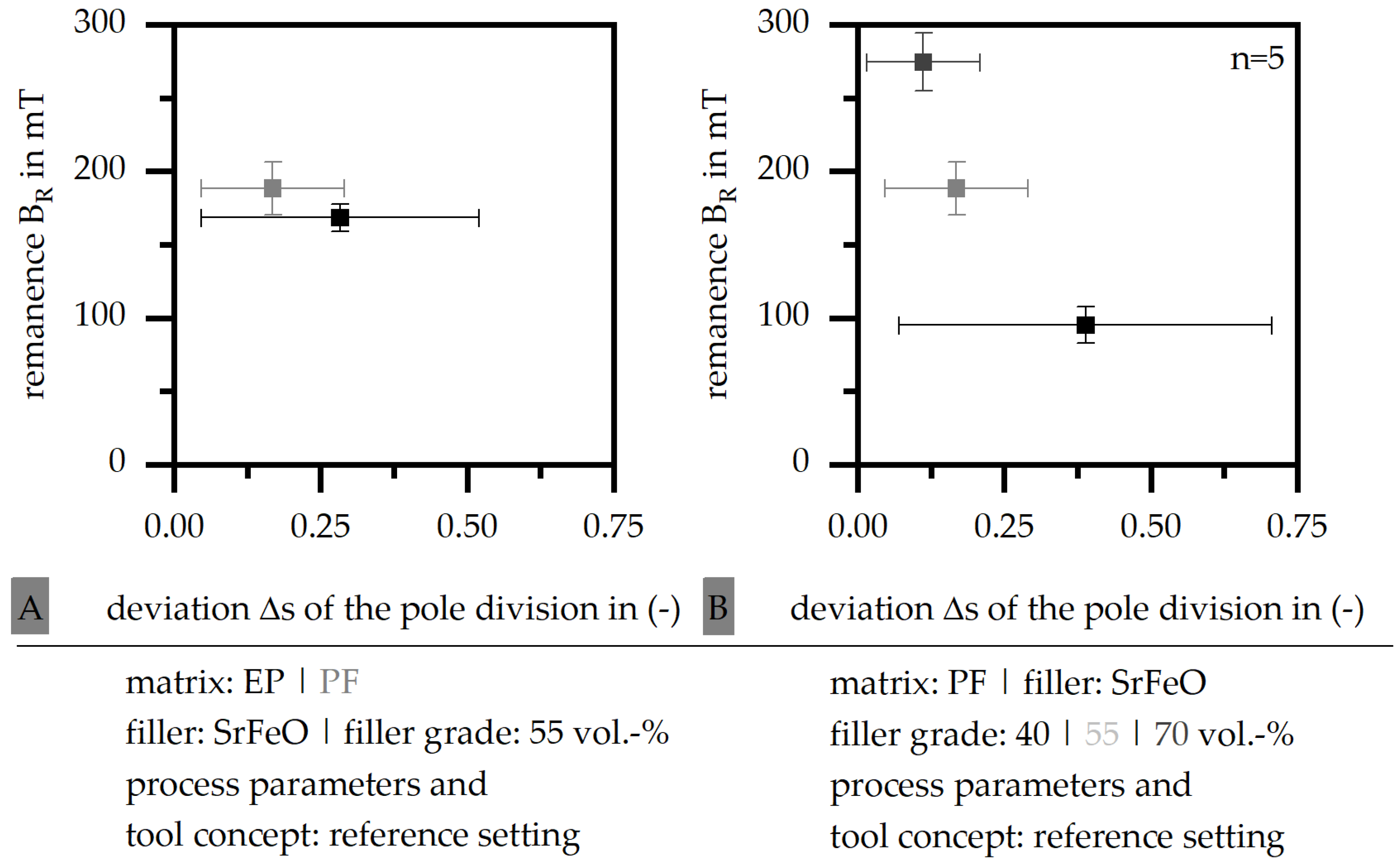
Figure 5 shows the influence of the matrix material (A) and the filler grade (B) on the magnetic properties in terms of the remanence (B
R) and the deviation (Δs) of the pole division. The process conditions and the tool concept are kept standard. With PF as the matrix material, a slightly higher value for B
R and a lower value for Δs can be reached relative to EP. Specifically, the standard deviation of Δs is reduced due to the use of PF. An increasing filler grade (i.e., in a PF matrix) increases the value of B
R and decreases both the value and the standard deviation of Δs. It is assumed, that the higher filler grade reduces the space between each filler, which hinders particle interaction, as it is more likely that a filler interferes with a neighbouring filler and orientates it similarly. With that, the magnetic potential is highly utilized, and the pole division is mapped quite accurately. Therefore, with a filler grade of 70 vol.-%, almost 90% of the ideal parameter of B
R is reached, whereas only 58% is gained for a filler grade of 40 vol.-%. In terms of the magnetic properties, PF should be used as matrix material, along with a high filler grade, in order to increase the magnetic performance.
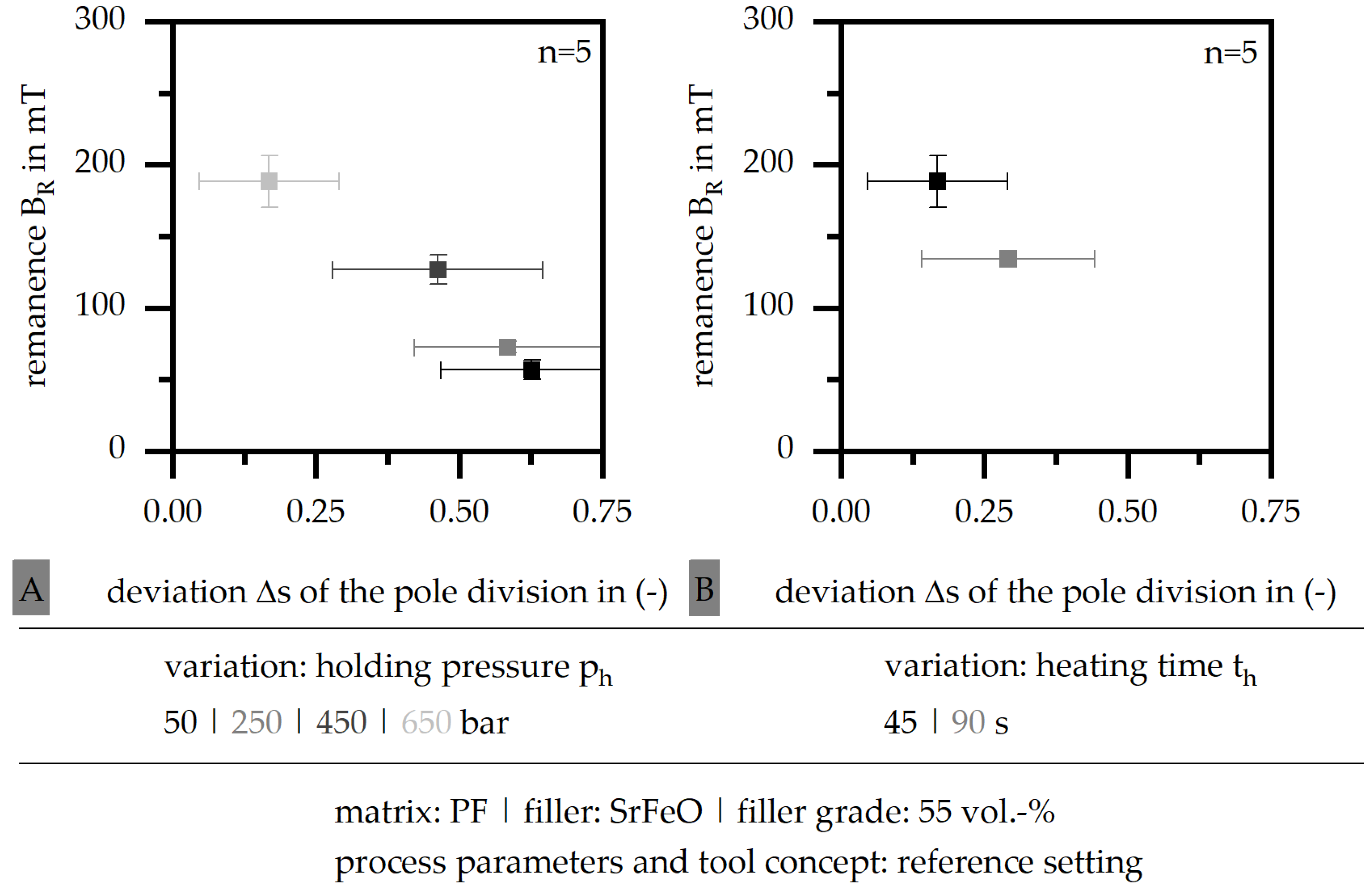
The influence of the process parameters in terms of the holding pressure (p
h) (A) and the heating time (t
h) (B) on the magnetic properties is shown in
Figure 6, using the matrix material PF and a moderate filler grade of 55 vol.-%. In addition to the changed process parameters, the process conditions and the tool concept are kept standard. Due to the increase in p
h, the remanence (B
R) is increased up to almost 80% relative to the ideal parameters, and both the value and the standard deviation of Δs are reduced relative to a low p
h value. The increase in t
h leads to a reduction of B
R, with no significant impact on the deviation (Δs). Therefore, high p
h and a low t
h values should be reached in order to optimize the magnetic properties.
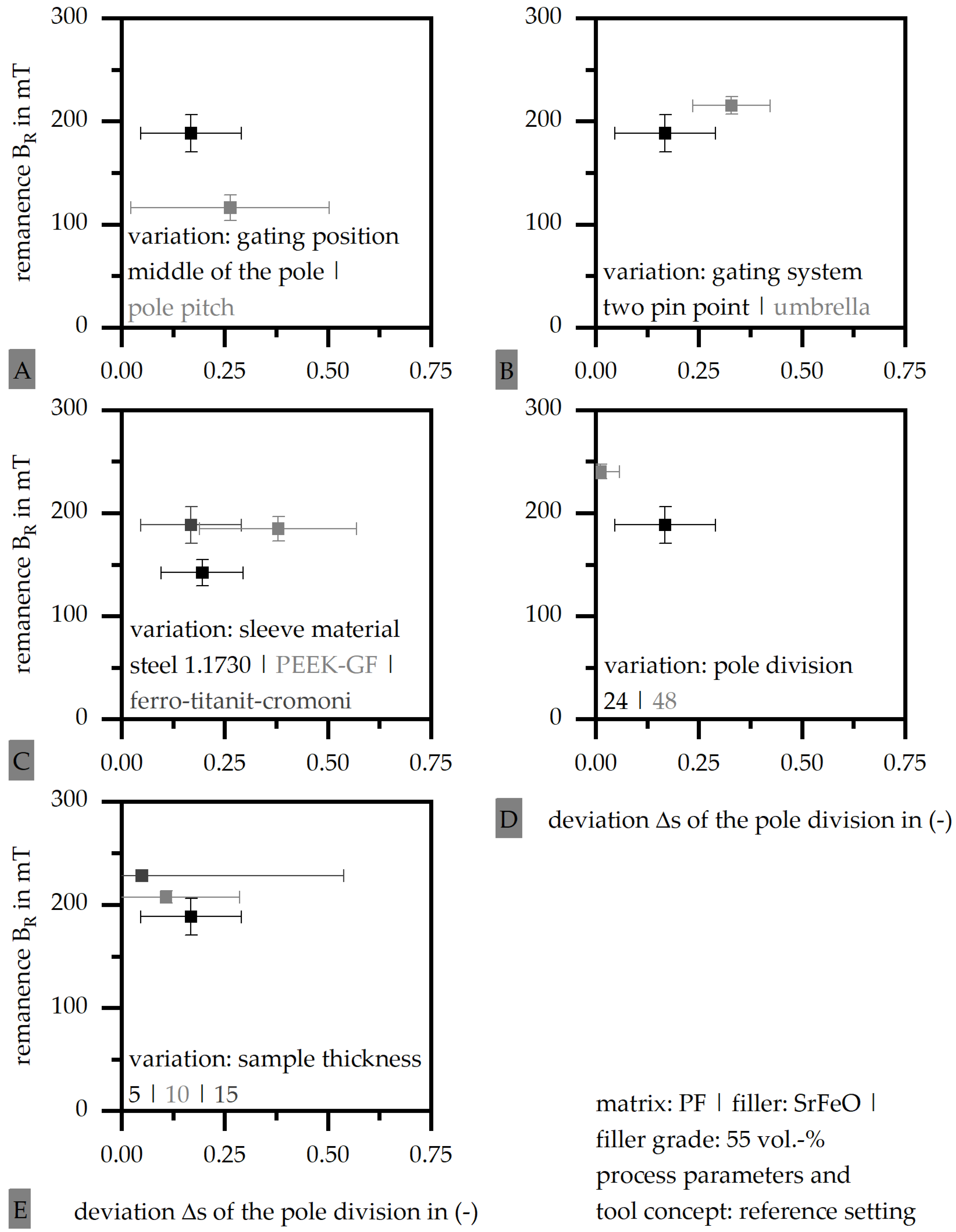
The impact of the tool concept on the magnetic properties is shown in
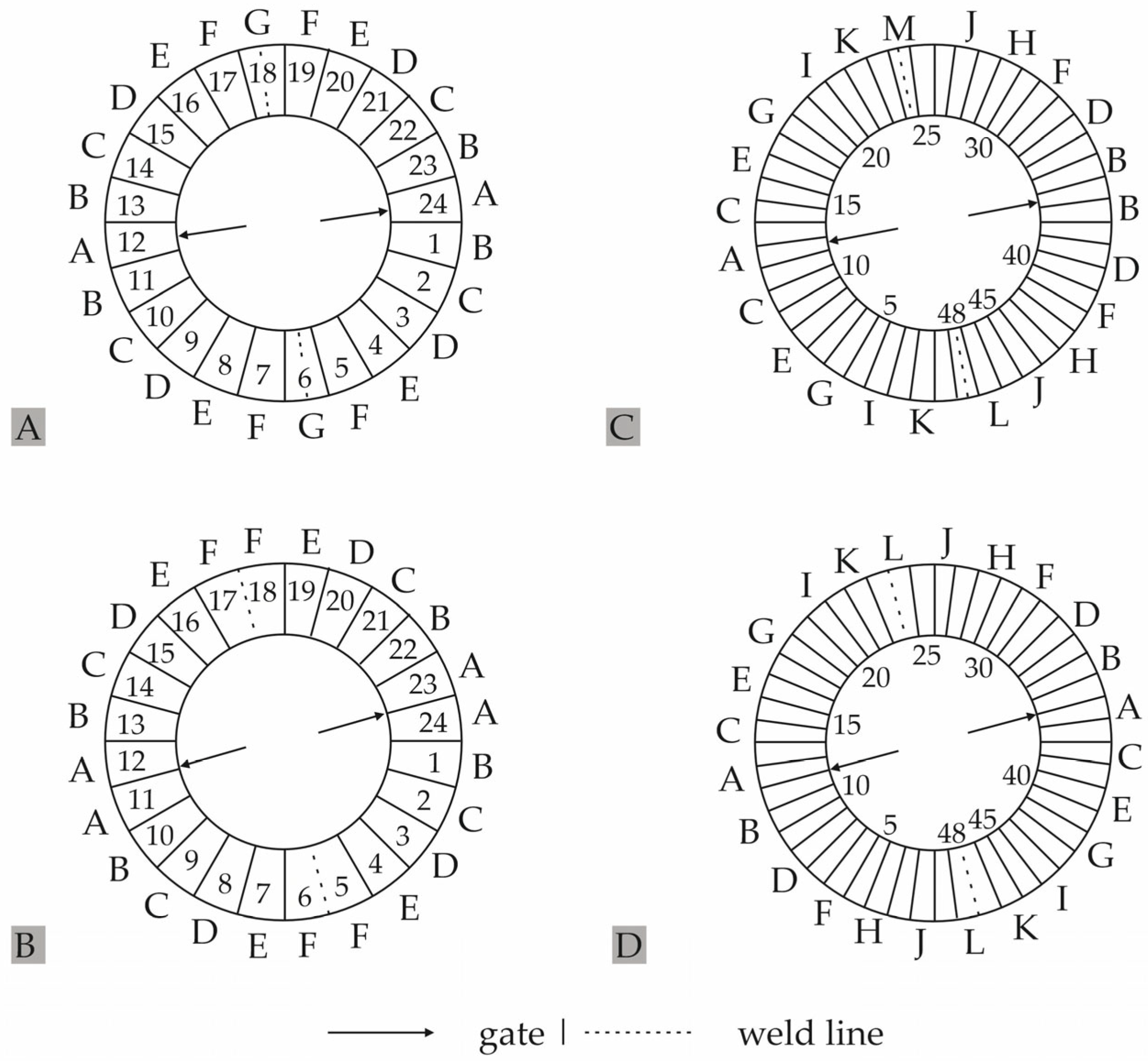
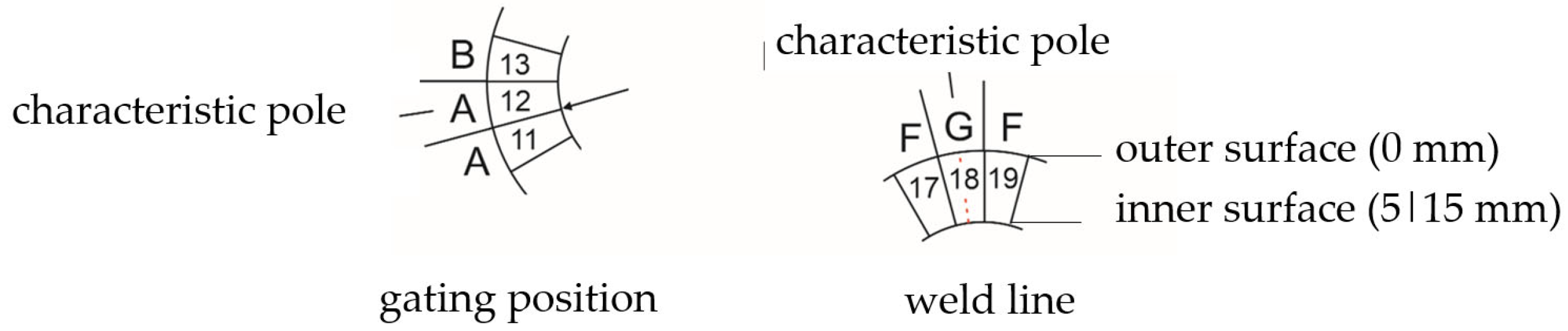
Figure 7 in terms of the variation of the gating position (A), the gating system (B), the sleeve material (C), the pole division (D), and the sample thickness (E). The results are shown exemplarily for the PF matrix material and a moderate filler grade of 55 vol.-%, while the process conditions and the tool concept are kept standard. Due to the change in the gating position from the middle of the pole to the pole pitch, the value of the remanence (B
R) decreases, while the value of the deviation (Δs) of the pole division, together with the standard deviation, is significantly increased. Therefore, the location of the gating position at the pole pitch should not be the goal in terms of the improvement of the magnetic properties. The change of the gating system from a two-pinpoint system to an umbrella system increases the value of B
R slightly; however, it further shifts the Δs to higher values as well. With that, the choice between the two gating system investigated must be made in terms of the preferred low deviation (Δs) of the pole division or the preferred high value of the remanence (B
R). The sleeve material significantly affects the strength of the outer magnetic field and with that, the possible orientation of the hard magnetic fillers. This orientation is directly proportional to the value of B
R. Therefore, the two sleeve materials of PEEK-GF and Ferro-Titanit-Cromoni reach a similar B
R value, but as a sleeve material, PEEK-GF leads to higher values of Δs, with higher standard deviations. It can be assumed that the change in the thermal conductivity of the two materials is responsible for the shift in Δs. With that, Ferro-Titanit-Cromoni should be the sleeve material of choice. The 1.1730 steel sleeve material is not suitable in terms of magnetic properties, as the remanence (B
R), and to a lesser extent, the deviation (Δs) of the pole division is reduced relative to the material Ferro-Titanit-Cromoni. Due to the increase in the pole division from 24 to 48 poles, not only B
R, but also Δs is highly improved. Both values reach nearly the optimum of the parameters, which means that especially due to the small pole width, the orientation of the particles is supported, and the magnetic potential is almost fully utilized. Further, the pole division is mapped almost completely. Therefore, thermoset based polymer bonded magnets are highly suitable for a small pole width. The increase in the sample thickness shows a constant increase in the value of B
R. It is assumed that the particles have more space for orientation in terms of an increase in the sample thickness, as the degree of limitation due to the cavity is reduced. However, the increase in the sample thickness increases the standard deviation of Δs, although the value of Δs is reduced. When the increase in B
R reaches only 21% and that of Δs becomes more than 300%, the lower sample thickness should be the goal in terms of the reduction of the standard deviation of Δs.
3.4. Filler Orientation
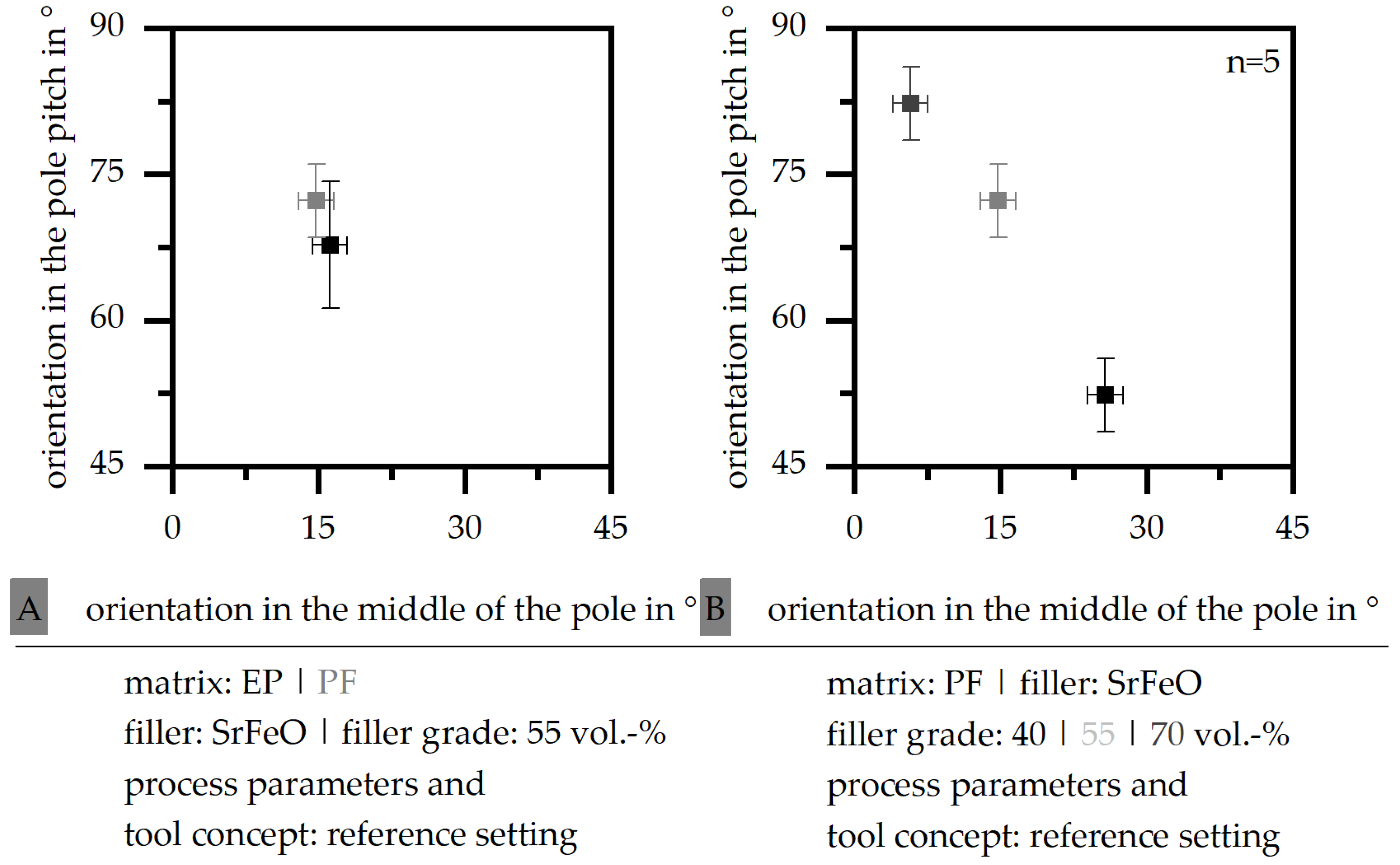
In addition to the magnetic properties, the orientation in the middle of the pole and the pole pitch were defined to further understand the change in the magnetic properties. With respect to the two different matrix materials and the filler grade,
Figure 8 shows the change of the orientation comparing EP and PF (A) and the filler grade between 40 and 70 vol.-% for a PF matrix (B). The process conditions and the tool concept are kept constant, and the orientation is investigated in the middle of the sample thickness. The orientation is slightly improved in terms of the PF matrix compared to the EP matrix in both the middle of the pole and the pole pitch, with lower standard deviations in terms of PF. In terms of the increasing filler grade, the orientation is highly improved with an increasing amount of fillers, which goes along with the change in the remanence (B
R) and the assumption of a supportive effect of neighbouring particles. With that, the orientation results fit with the magnetic properties and the goals for a PF matrix, as well as a high filler grade in terms of improved properties.
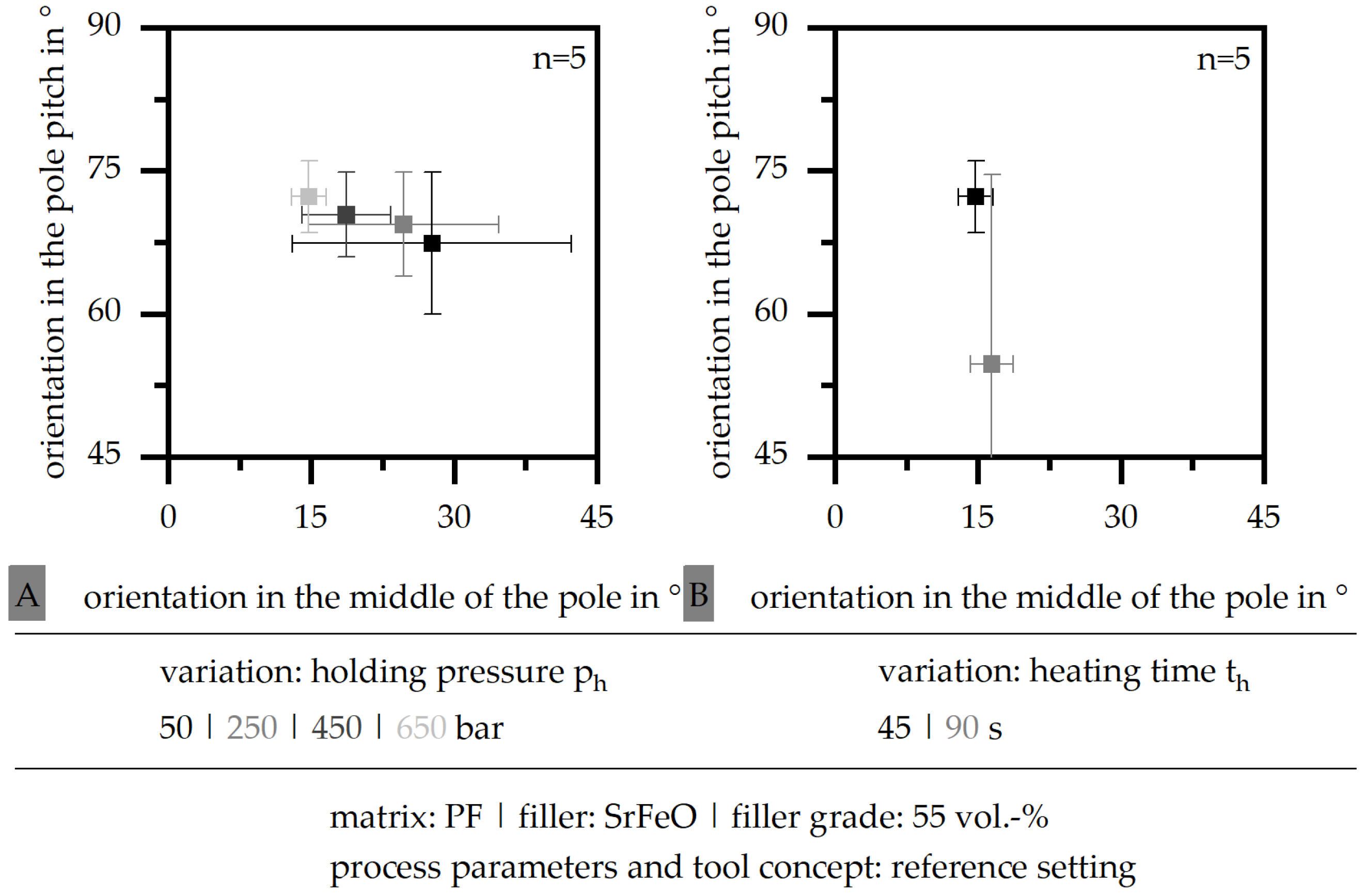
In
Figure 9, the influence of the process parameters (holding pressure (p
h) (A) and heating time (t
h) (B)) on the orientation is portrayed for a PF matrix material and a moderate filler grade of 55 vol.-%, while the process conditions and the tool concept are kept constant, except in regards to the two analysed factors. Again, the orientation was investigated in the middle of the sample thickness. With increasing holding pressure (p
h), the orientation for both the middle of the pole and the pole pitch is improved and shifts the orientation to the ideal position of 0° in the abscissa and 90° in the ordinate. Further, the standard deviation is significantly reduced in terms of a high p
h value. The change in the orientation relative to p
h correlates with the magnetic properties; however, the influence of p
h on the magnetic properties is higher than that on the orientation. Therefore, the improved conditions of the magnetic properties in terms of a high p
h value cannot be defined only by the analysed orientation. Possible further reasons for this improvement could lie in the orientation, which might be further improved within the whole sample, but which was not analysed or improved in regards to flow conditions. The increase in the heating time (t
h) reduces the orientation, especially in terms of the orientation at the pole pitch, where a high standard deviation is reached. It is assumed that the reduction of the magnetic properties due to high t
h relies in the diminished orientation. Further, the longer heating time span could lead to chemical reactions and the production of by-products which hinder the orientation of the fillers along the outer magnetic field. Similar to the magnetic properties, a high p
h and a low t
h value should be the goal in order to improve the sample performance.
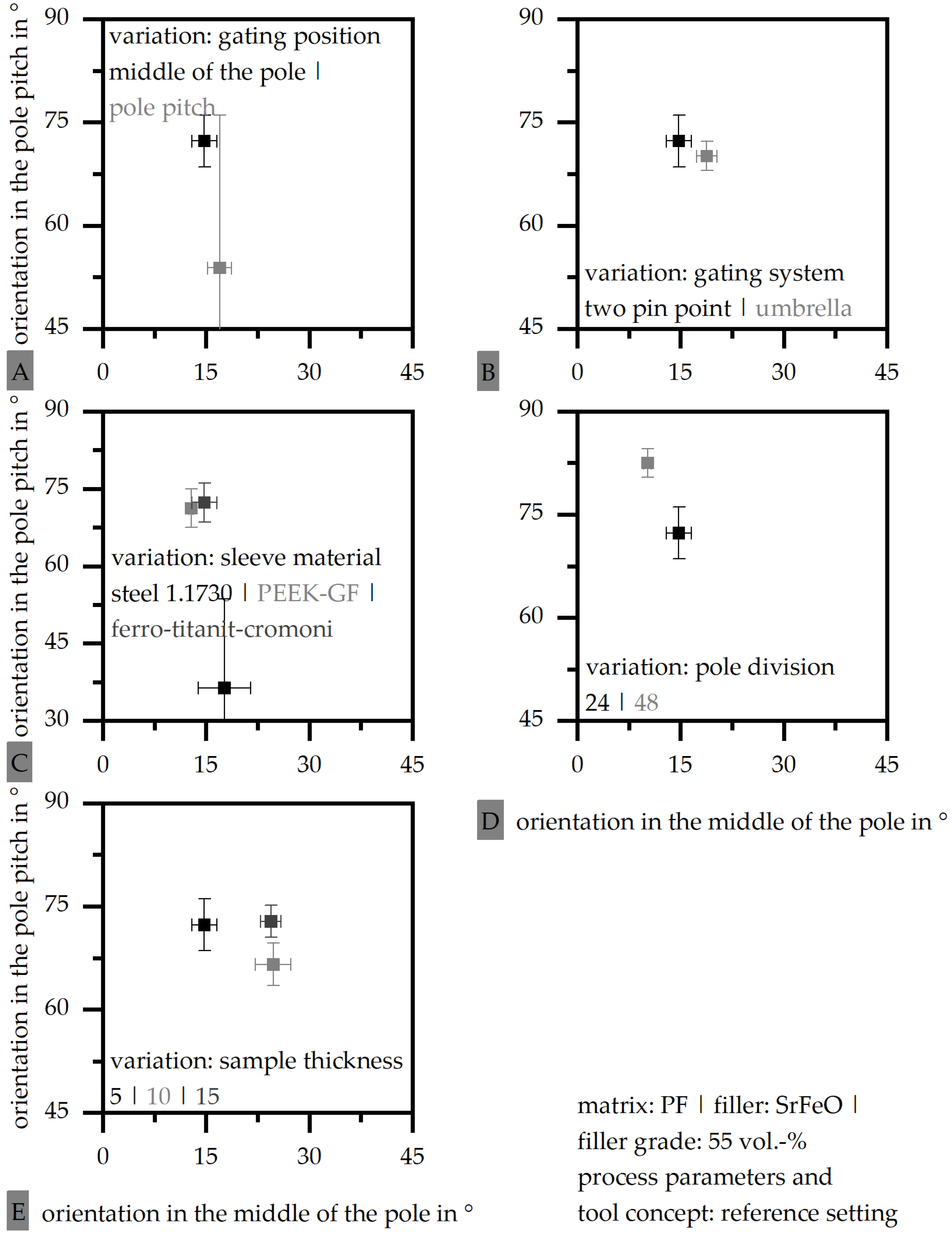
In addition to the influence of the material and the process conditions, the impact of the tool concept in terms of the orientation was also investigated. Therefore,
Figure 10 shows the change in the orientation in terms of the variation of the gating position (A), the gating system (B), the sleeve material (C), the pole division (D), and the sample thickness (E) in regards to a PF matrix material and a filler grade of 55 vol.-%. The process conditions and the tool concept are kept constant, despite the variations. Initially, the orientation was investigated in the middle of the sample thickness.
The orientation in the pole pitch is highly reduced, and the standard deviation is increased with a gating position at the pole pitch, which goes along with the reduction of the magnetic properties. Therefore, the gating system should be allocated in the middle of the pole to improve both the orientation and the magnetic properties. With respect to the gating system, the orientation is slightly improved in terms of the two-pinpoint system, which does not agree with the results in terms of the magnetic properties, as the remanence (BR) is improved in terms of the umbrella system.
When the change in the orientation of the gating system is rather low, it is assumed that the flow conditions, which highly affect the deviation (Δs) of the pole division, are more likely to interfere with the magnetic properties. Taking only the orientation into account, the two-pinpoint system should be selected. In terms of the sleeve material, a similar orientation level is reached for PEEK-GF and Ferro-Titanit-Cromoni, with a slightly better orientation for PEEK-GF. In regards to the use of 1.1730 steel as sleeve material, the orientation is highly reduced (compared to the other two materials) and reaches a high standard deviation. Taking both the magnetic properties and the orientation into account, the Ferro-Titanit-Cromoni sleeve material should be selected, as not only the orientation and the remanence (BR) are improved, but also the deviation (Δs) of the pole division. With respect to the orientation in an isolated view, the PEEK-GF sleeve material should be selected. Similar to the results for the magnetic properties, the increase in the pole division up to 48 poles increases the orientation in both directions (at the middle of the pole and at the pole pitch) and reduces the standard deviation. Therefore, thermoset based polymer bonded magnets prove to be applicable in terms of small pole division. The orientation relative to the sample thickness is reduced in terms of the middle of the pole for a 10 and 15 mm sample thickness, as well as for a pole pitch for 10 mm. The orientation was defined in the middle of each sample thickness. Further, the orientation in the outer layer was investigated as well, where the orientation is highly reduced for each thickness due to the limitation of the cavity. This reduction could be proven for the outer surface (0 mm) at each sample thickness. The change in the depth to 2.5 mm already improved the orientation. This depth equals the sample middle for the 5 mm thickness, but reveals only one-sixth of the thickness for the 15 mm thickness. When the proportion of the layers with limited orientation due to the cavity is higher for a small sample thickness, the orientation is less hindered for a high sample thickness. The slight reduction in the orientation in the middle of the sample with increasing sample thickness might accompany particle interactions. However, in terms of the orientation itself, the sample thickness selected should be rather large in order to reduce the influence of the layers when the orientation is limited due to the cavity. Taking the magnetic properties and the orientation into account, a small sample thickness should be the goal in order to reduce the standard deviation in terms of the deviation (Δs) of the pole division.
4. Conclusions
Within this paper, the influence of the material system, the process conditions, and the tool concept was investigated in terms of the optimization of the magnetic properties, and the orientation in multipolar bonded magnets based on thermosets. Within the material system, a hard magnetic filler, SrFeO, was chosen. The matrix material differed in terms of EP and PF, as well as in regards to the filler grade, which was modified between 40, 55, and 70 vol.-%. To generate a basic understanding of the material behaviour, the reaction turnover (α) relative to the temperature and the minimum viscosity (ηmin) was analysed. In terms of α, the s-curve is shifted towards lower temperatures for PF and reveals the tendency towards lower temperatures in terms of an increasing filler grade. The minimum viscosity (ηmin) is increased with higher filler grades.
Mainly, the improvement of the magnetic properties in terms of the remanence (B
R) and the deviation (Δs) of the pole division, as well as the orientation in the middle of the pole and the pole pitch, were analysed to define the design parameters for thermoset based polymer bonded magnets with a multipolar ring structure.
Table 3 depicts a summary of the best parameters with respect to each variation, investigated in terms of the material system, the process parameters, and the tool concept. For most of the variations, the suggested design parameters are equal for both criteria—the magnetic properties and the filler orientation. Different parameters are suggested in terms of the sleeve material and the sample thickness. In terms of the sample thickness and considering both criteria, Ferro-Titanit-Cromoni should be selected, as PEEK-GF reveals a similar behaviour in terms of the remanence (B
R) and the orientation, but a lower performance in terms of the deviation (Δs) of the pole division. Within the sample thickness, a small value should be the goal in order to improve the deviation (Δs) of the pole division, in addition to the other two parameters.
Further, the design parameters should be transferred to other applications to enable the usage of thermoset based polymer bonded magnets within, i.e., motor applications. Within this transmission, the validity of the design parameters in terms of more complex geometries should also be evaluated.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}