1. Introduction
Polymer-bonded permanent magnets are mainly used in the field of sensor technology as signal transmitters, which help to drive this technology. In the field of motor concepts, among other things, a magnetic excitation of synchronous or direct current machines can be carried out by the use of polymer-bonded permanent magnets [
1]. Thermoplastic-based matrix materials allow the fabrication of permanent magnets by injection moulding, and thus the utilization of the advantages in the area of geometry freedom and the accuracy of the components, especially in small and thin geometries due to a reduced shrinkage [
2]. Furthermore, multipolar structures can be realized by integrating permanent magnets in the injection tool.
The polymer-bonded permanent magnets are composite materials consisting of a polymer matrix with embedded, hard, magnetic filler particles. In principle, polymer-bonded permanent magnets are processed in pressing and injection moulding, whereby pressed magnets have a high filler content, and thus higher magnetic properties. Within the filler types, two main groups are distinguished: ceramic materials such as strontium or barium ferrite (SrFeO, BaFeO), or rare earth materials such as neodymium-iron-boron (NdFeB) and samarium-cobalt (SmCo). They differ greatly in terms of magnetic properties, such as remanence B
R and coercive field strength H
C, as well as the possible application temperature and alignment in the outer magnetic field [
3]. In general, all the available filler types are either magnetically isotropic and anisotropic, whereby the preferred orientation of the anisotropic particles controls the direction of the particles in an outer magnetic field, provided that the particles are still mobile and reveal a magnetic moment. As a result, magnetic properties of up to 50% higher than isotropic filler particles can be achieved [
4]. The particle size is primarily material dependent and usually between approximately 1 and 10 μm for ferrite fillers and 100 and 400 μm for NdFeB fillers. The particle shape of the anisotropic SrFeO reveals a hexagonal structure, while anisotropic NdFeB have no defined shape, but clearly distinct fragments. Isotropic NdFeB has a spherical form. Among other things, the particle shape has an influence on the flow and orientation behaviour, since, for example, platelet-shaped particles can slide off each other, and thus can align themselves, mainly in parallel and in the flow direction [
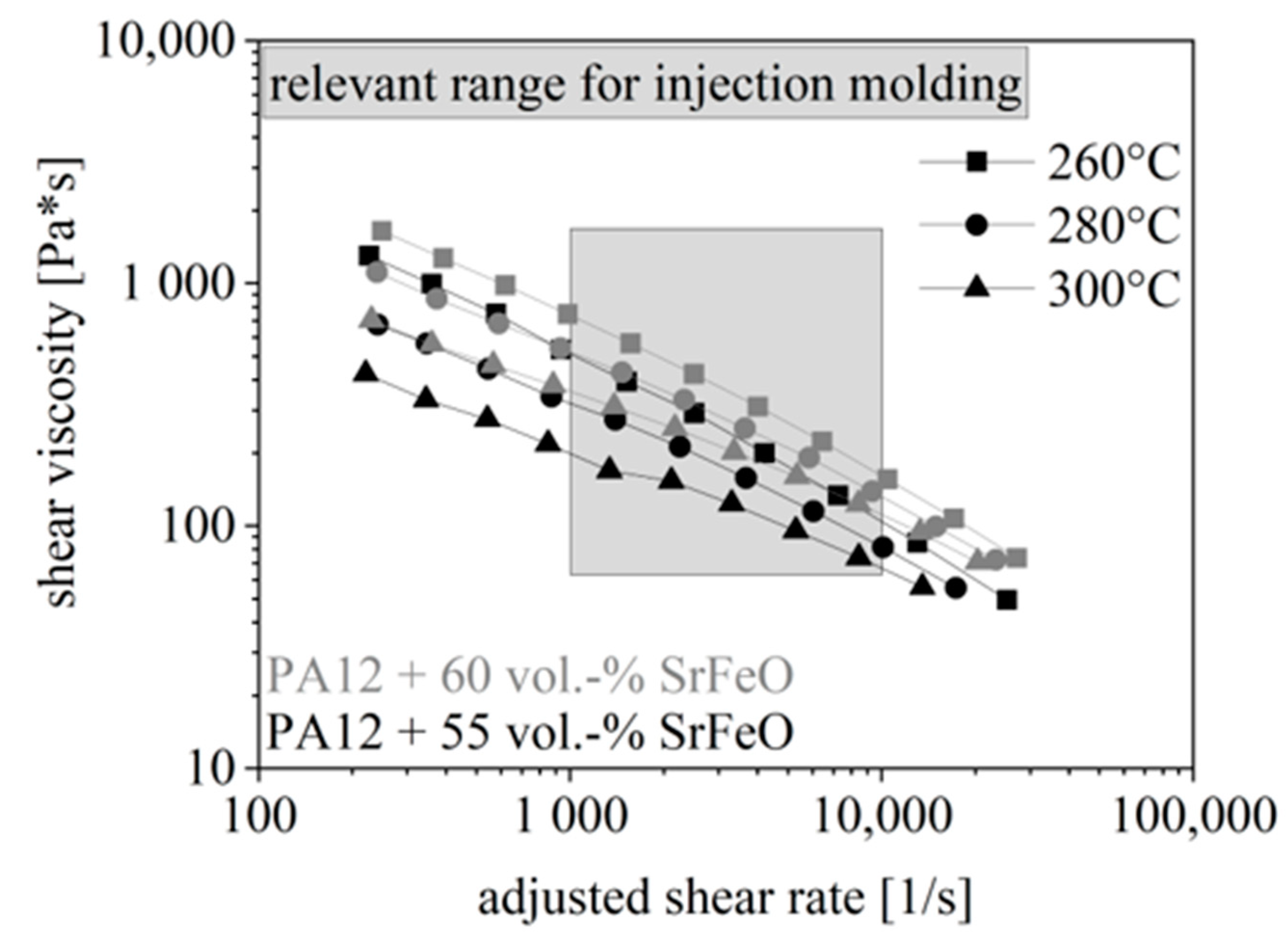
5]. Thus, the orientation of the fillers are influenced by the flow behaviour of the compound and particularly by the course of the viscosity of the matrix material with respect to the temperature, by the filler geometry and by a possible particle–particle interaction. This interaction is encouraged by the agglomerate-forming particles and a high filler content. In particular, the particles with a small size tend to build agglomerates [
6].
Recent investigations aimed to enable the integration of polymer-bonded permanent magnets into electric plate packages in the drive motors of the electromobility using full geometry freedom. As a result, these new concepts can be applied, among others, in the field of separate, excited, asynchronous machines, which held a market share of 83% among the engine types in Germany in 2008 [
7]. The figures between 2010 and 2020 show a steadily increasing demand for separate, excited, asynchronous machines, as these have occupied between 65 and 70% of the world’s production of electric motors annually over the last 10 years, and thus play an important role for the industry [
8,
9]. The new concepts in the field of synchronous machines enable an improvement in their performance and efficiency by exploiting the freedom of geometry. In particular, the new engine concepts enable miniaturization and a considerable reduction in the use of materials, as well as the elimination of materials that are difficult to obtain, by replacing them with resource-saving materials. Thus, the life cycle costs are diminished.
The synchronous reluctance motor is based on the physical principle of the reluctance force. The change of the magnetic resistance, and thus the reluctance, varies depending on the reduction in the resistance [
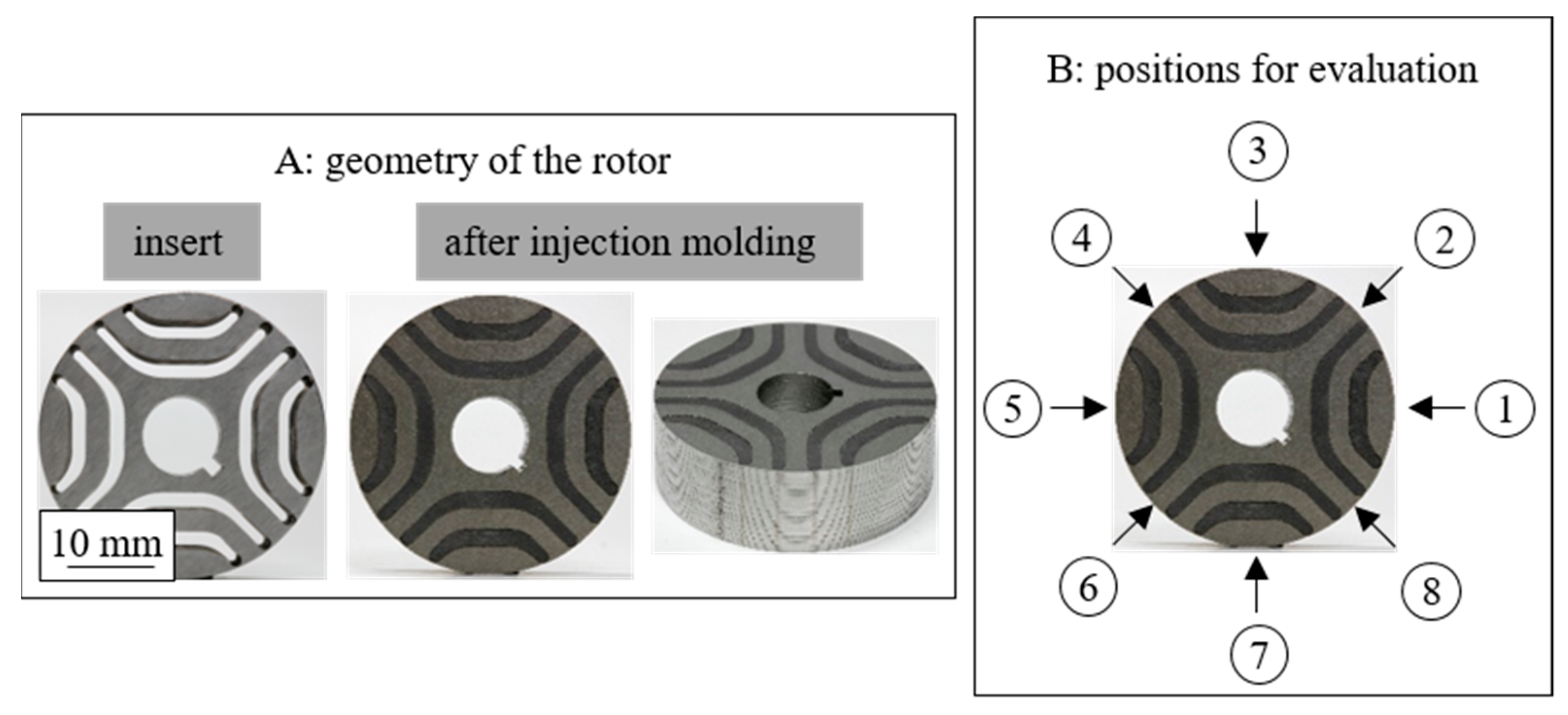
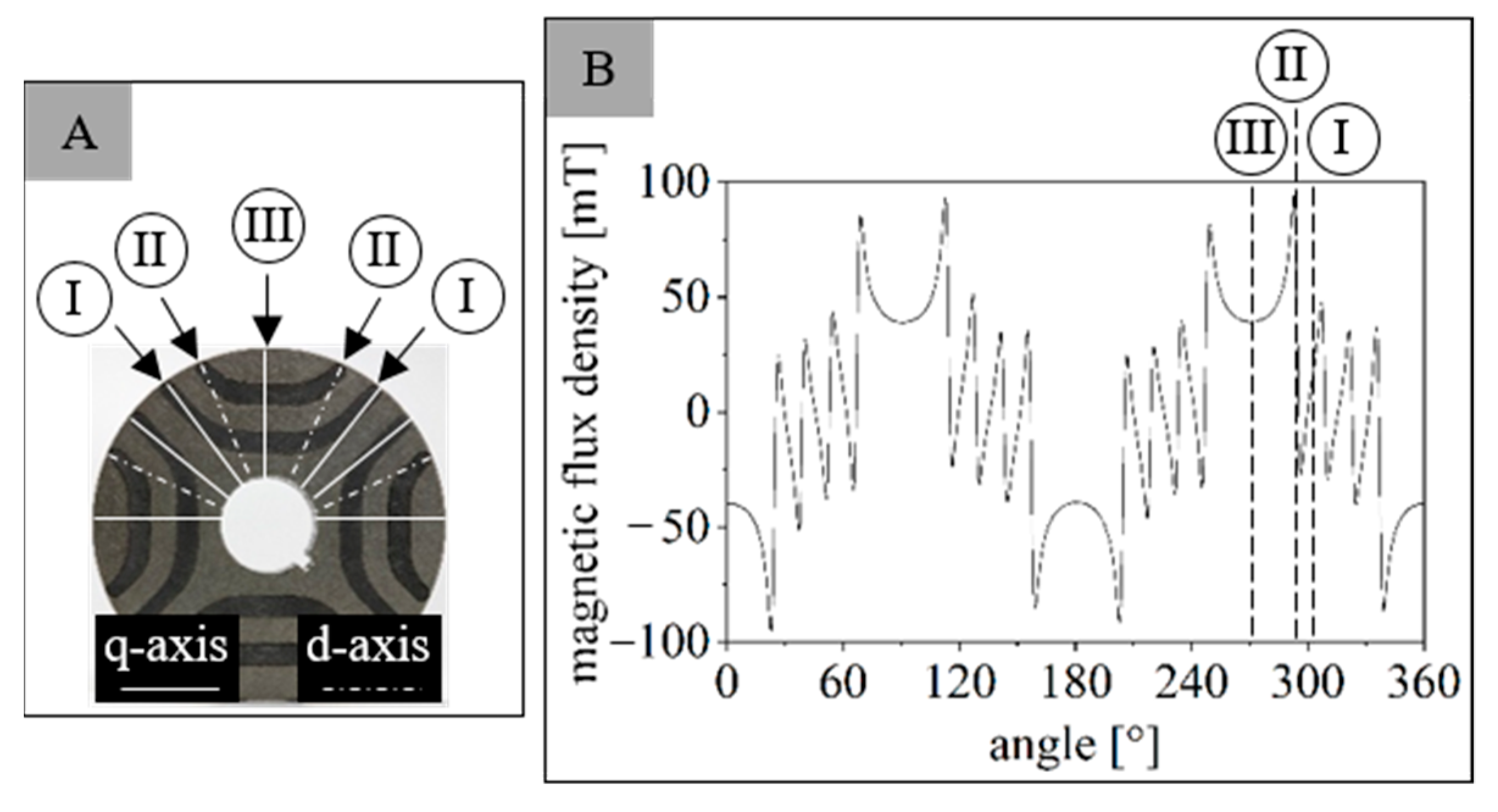
10]. The stator consists of three coils, which are shifted by 120°. Within the rotor, the magnetic flux is specifically guided through sheet metal bars (d-axis) or blocked by air areas in the middle of the flux barriers (q-axis). The flux barriers are U-shaped gaps in the sheet metal package. In order to improve the mechanical output, and thus the rotation speed, the magnetic flux in the q-direction must be reduced or the magnetic flux in the d-direction must be increased relative to the q-axis. The materials for the sheet metal package limit the potential for further increasing the d-axis. The new concepts integrate polymer-bonded, permanent magnets in the flux barriers. This changes the principle of action of the d- and q-axis and significantly enlarges the difference between the two axes. According to [
11], the first simulations show an increase of the internal torque by 33%. In addition, a raise in the output density and the efficiency could be shown as simulative and experimental [
11].
In this investigation, the influence and the correlation between the process parameters, the material and the viscosity, as well as the magnetic properties regarding the fabrication of polymer-bonded, permanent, magnetic flux barriers within the rotors, are presented for a synchronous reluctance motor. The process parameters investigated in the research project were chosen with respect to the main influences based on the literature. So far, the mass temperature T
m [
1] and the holding pressure p
h [
12] were detected as impacting the magnetic flux density and the orientation of the fillers mainly due the viscosity relative to temperature and time. The tool temperature Tt has only a small impact and the injection velocity v
in has no impact on the magnetic flux density and the orientation [
12] based on the literature. The investigations show that the main influencing factors regarding the geometry and the gate system of the rotors are the filler content, the tool temperature Tt, the holding pressure p
h and the injection velocity v
in. Investigations in the mass temperature T
m, the magnetic field, the flow path and the insert temperature T
in revealed a small or absent impact on the flux density and the orientation; therefore, they were not explained in detail within these investigations. The new realizations presented in this work allow the optimization of the fabrication of polymer-bonded, permanent, magnetic flux barriers within the rotors, and thus the opportunity to apply the new rotor concept for a synchronous reluctance motor with a commercial context.
4. Conclusions
After recent investigations dealt with new rotor concepts to enable the integration of polymer-bonded, permanent magnets into electric plate packages in the drive motors of the electromobility, this approach was transferred to a synchronous reluctance motor. Through the integration of polymer-bonded permanent magnets, the principles of action of the d- and q-axis were changed, which enlarged the difference between the two axes significantly. The investigations revealed the influence and the correlation between the process parameters, the material and mainly the viscosity, as well as the magnetic properties in terms of the magnetic flux density with respect to the fabrication of polymer-bonded, permanent magnetic flux barriers.
In general, a high filler content should be aimed for in the material in order to improve the magnetic flux density. In addition to the usage of additives, flowability should also be improved. The general temperature balance in the cavity must be considered, taking thermal crosslinking and damage into account. Furthermore, this behaviour is also influenced by the rotor geometry as a function of the temperatures. The holding pressure p
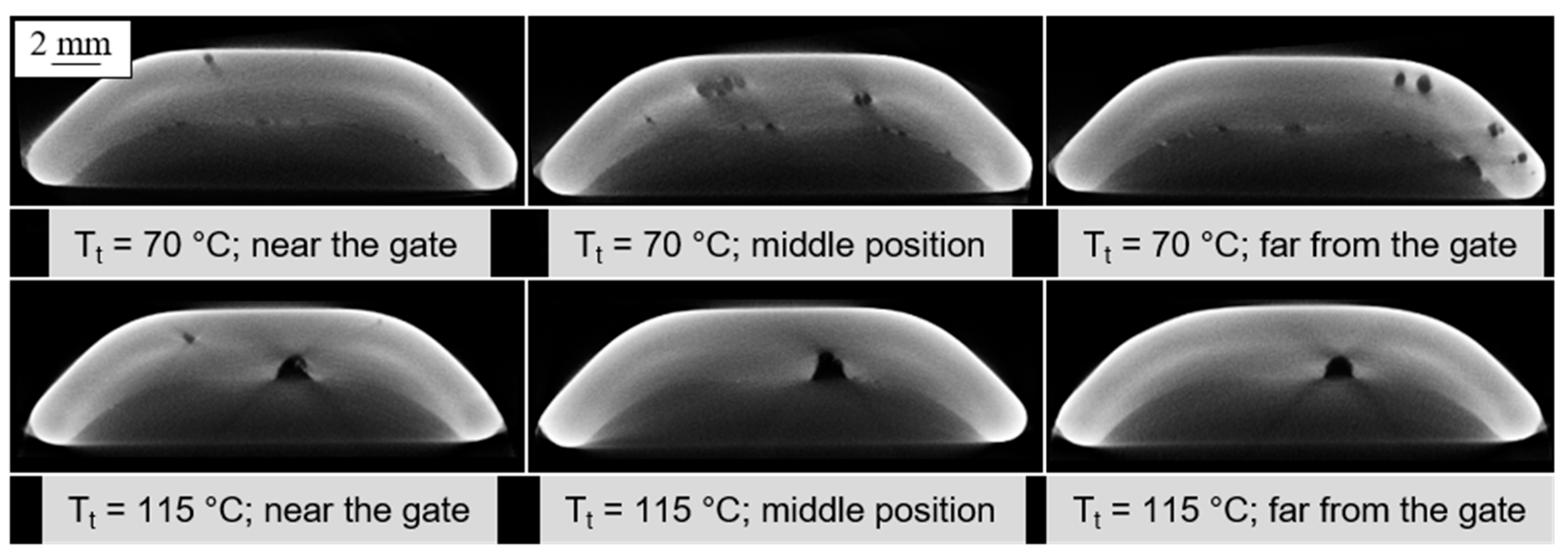
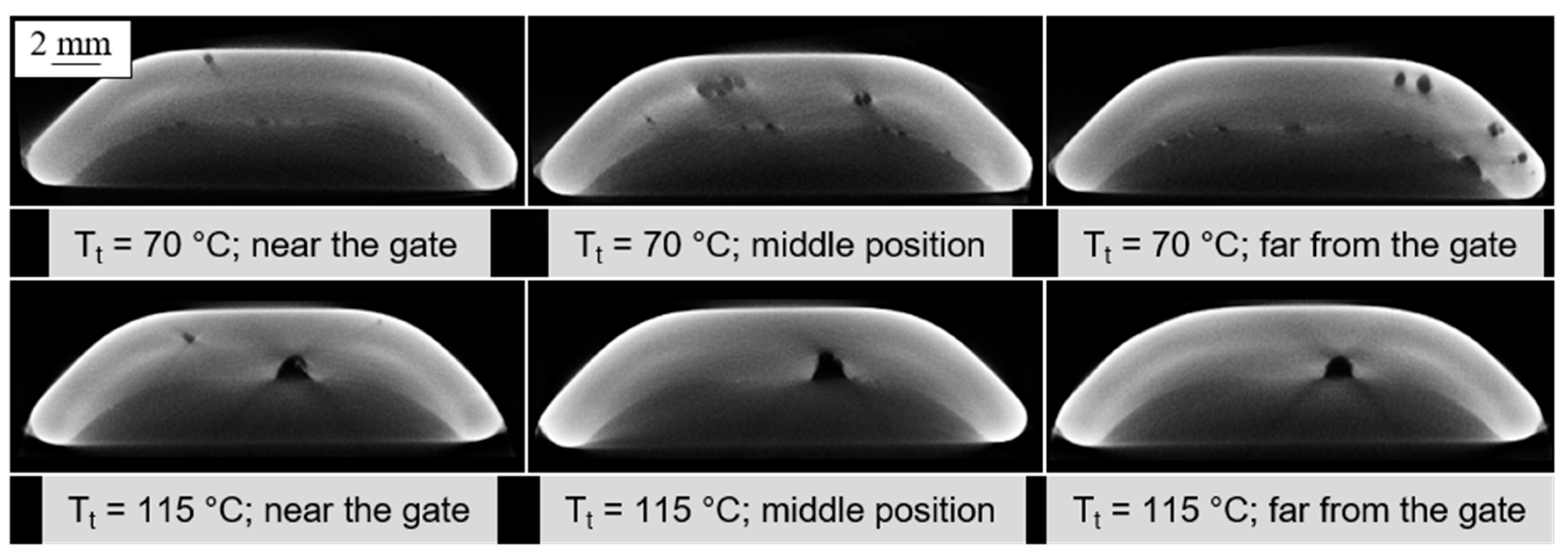
h mainly affects the microstructure, whereas the magnetic flux density is also influenced by the formation of blowholes. However, the filler orientation is not influenced by the holding pressure p
h. In particular, there is no disorientation of the fillers. Therefore, a high holding pressure p
h should be aimed at in order to produce a favourable microstructure. However, it must be taken into account that a holding pressure p
h that is too high can lead to a geometrical deformation of the rotors as a result of thin sheet areas breaking out. The injection velocity v
in has a significant influence on the microstructure and orientation, and this also affects the magnetic flux density. A medium injection velocity v
in must be achieved to prevent a partial premature cooling. However, depending on the geometry of the rotors, v
in is limited, since an excessively high velocity leads to swirling of the fillers, and thus to their disorientation. The recommendations corresponding to a rotor geometry based on the investigations and the general material properties of viscosity and thermal conditions, as well as general advice, are summarized in
Table 2. Note that the recommendations based on the investigations are clearly specified by a numerical value and depend on the material properties, the gating system and the rotor geometry, whereas the general advice is described with bracketed words and does not refer to a specific material or geometry.
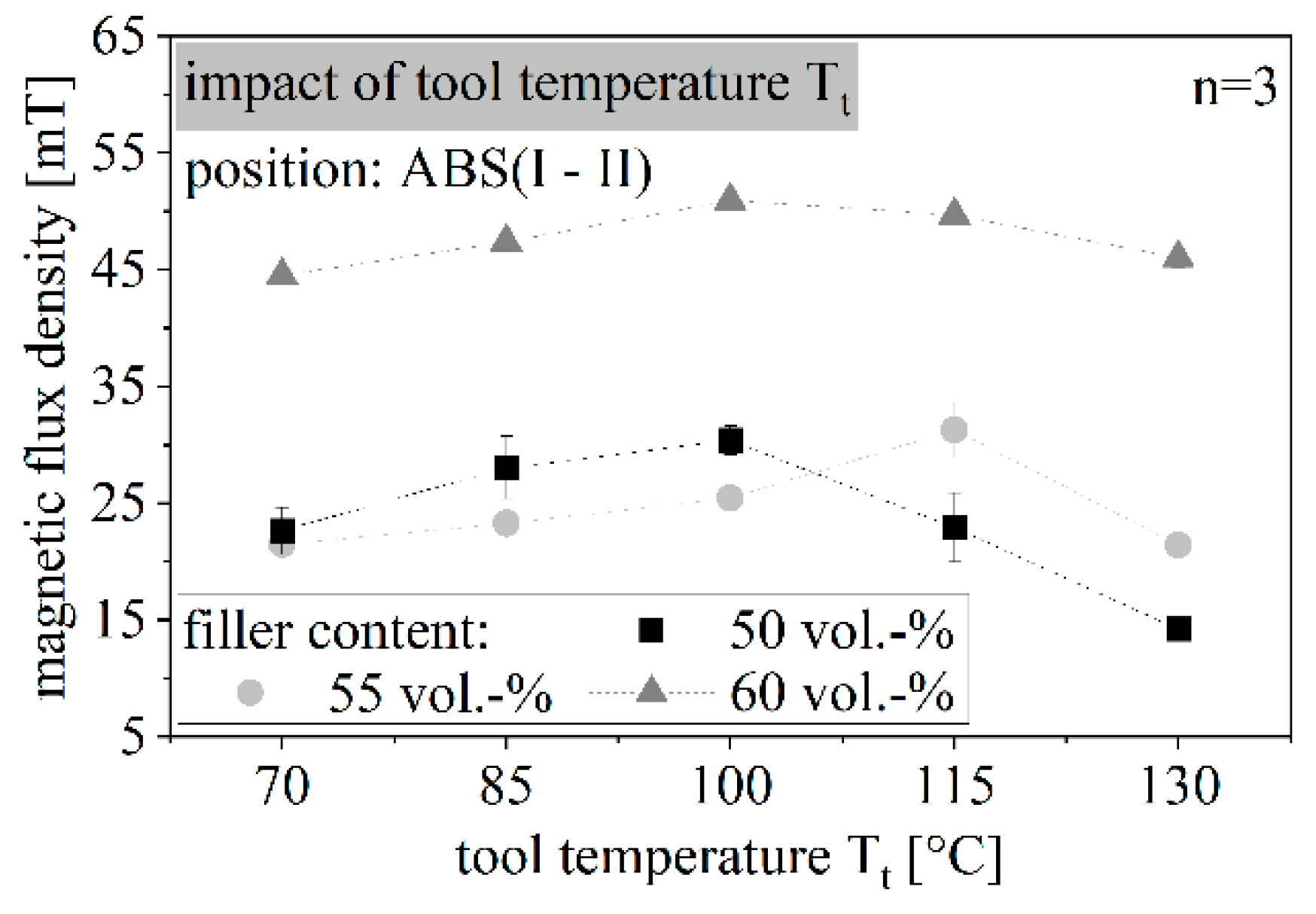
The investigations show no significant influence by process parameters studied in the literature [
1] such as the mass temperature T
m, which affects the magnetic flux density, as well as the orientation and the microstructure similar to the tool temperature Tt, but is less efficient in this regard. The known influencing factors are only based on simple geometries such as ring structures or plates and are therefore only partly transferable for complex rotor geometries. The examinations were further executed with a commercial compound. Therefore, the results of the main influencing factors can be transferred to independent materials and based on the new rotor geometry.
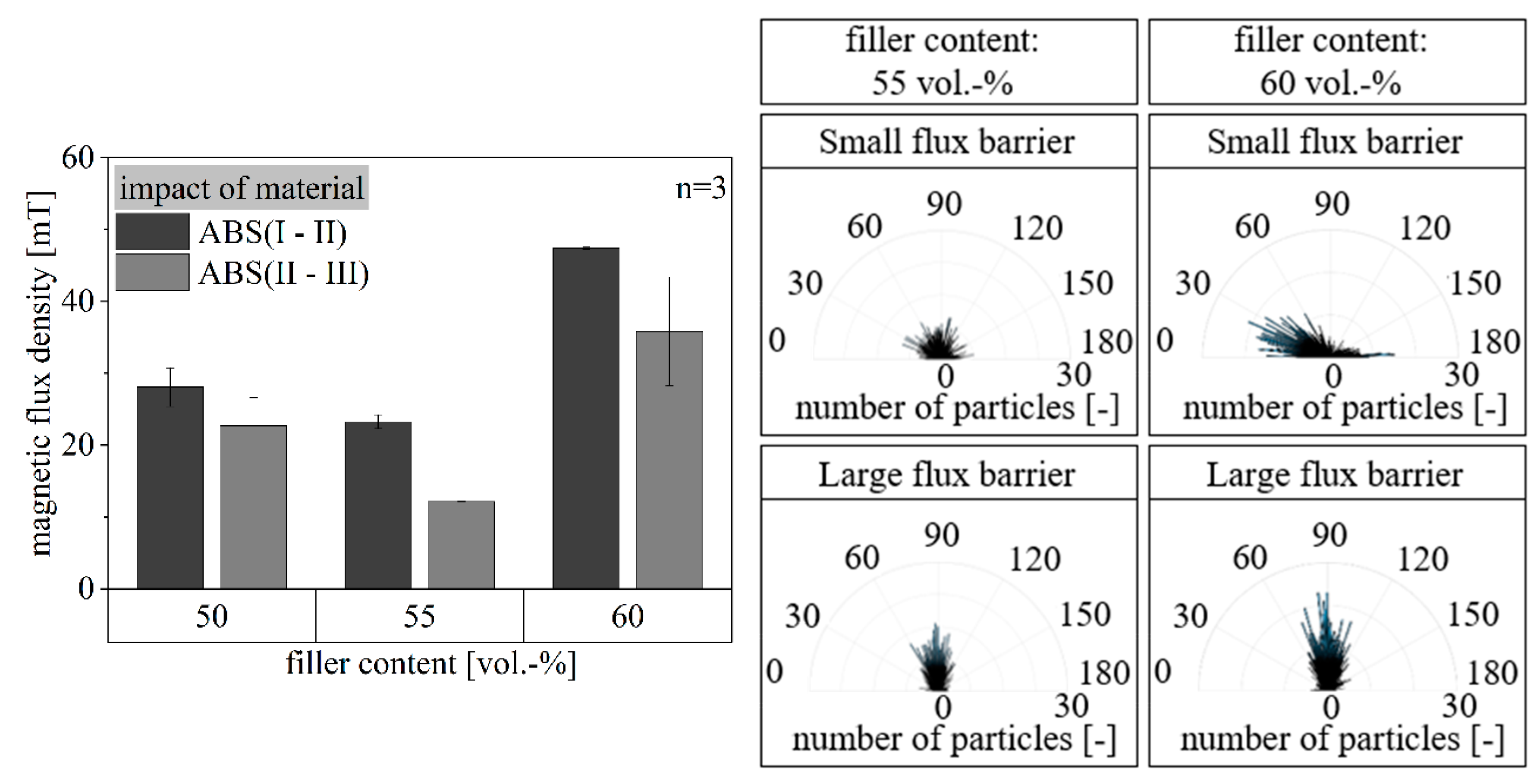
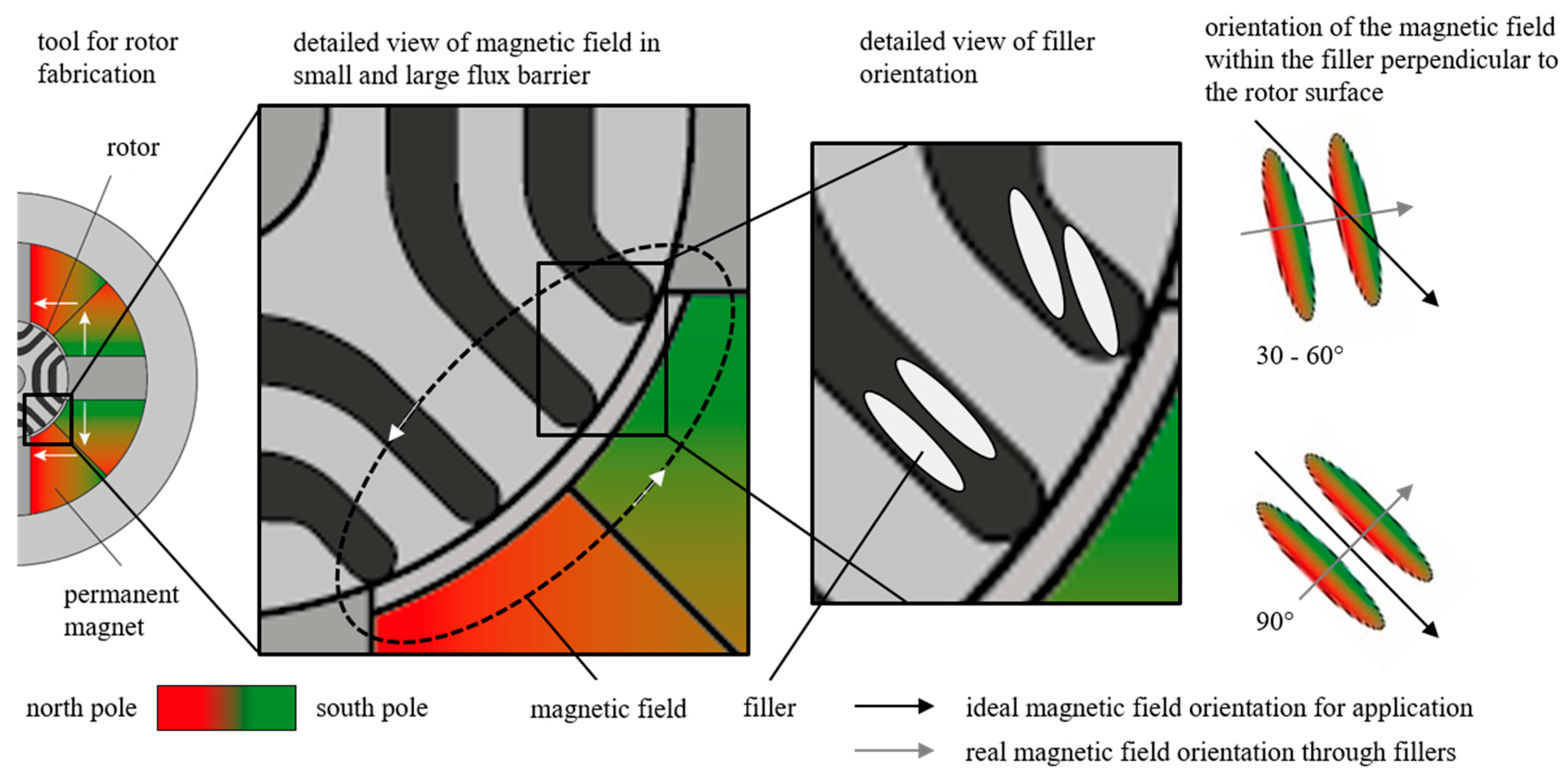
In general, the production of the rotors can cause them to have an oval structure as a result of the deformation in the injection moulding process. To avoid this deformation, the rotor laminations should be optimized, locally reinforced or supported by the tool. In addition, the thickness of the rotor lamination can be adjusted to consider of the local shrinkage behaviour. Furthermore, it was shown that the orientation in the small flux barriers is better suited to the application than that in the large flux barriers. The reason for this is that, in the large flux barrier, the magnetic field of the fillers is ideally perpendicular to the application as a result of the orientation. In the small flux barriers, the fillers have an orientation from 30° to 60°, which means that they are proportionally oriented in the direction of the application. This proportional orientation in the small flux barriers increases the magnetic flux density for the application. This must be taken into account in future designs of the tool for the production of rotors. In particular, the course and flux of the d-axis and the q-axis must also be considered in order to adapt them accordingly to the application. The separate orientation in the large and small flux barriers can further be considered, in order to optimize both areas separately in the alignment of the fillers. When designing the mould, especially with regard to the permanent magnets and the magnetic flux in the mould, it must be taken into account that a magnetic field mainly affects the orientation of the fillers in the central area, while the orientation of the fillers in the peripheral areas is caused by the flow conditions. Further research will be conducted on the improved outer magnetic field in terms of realising the appropriate orientation conditions for applications in both flux barriers.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}