
The Importance of Dimensional Traceability in Microfluidic Systems

 , , ,
, , ,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
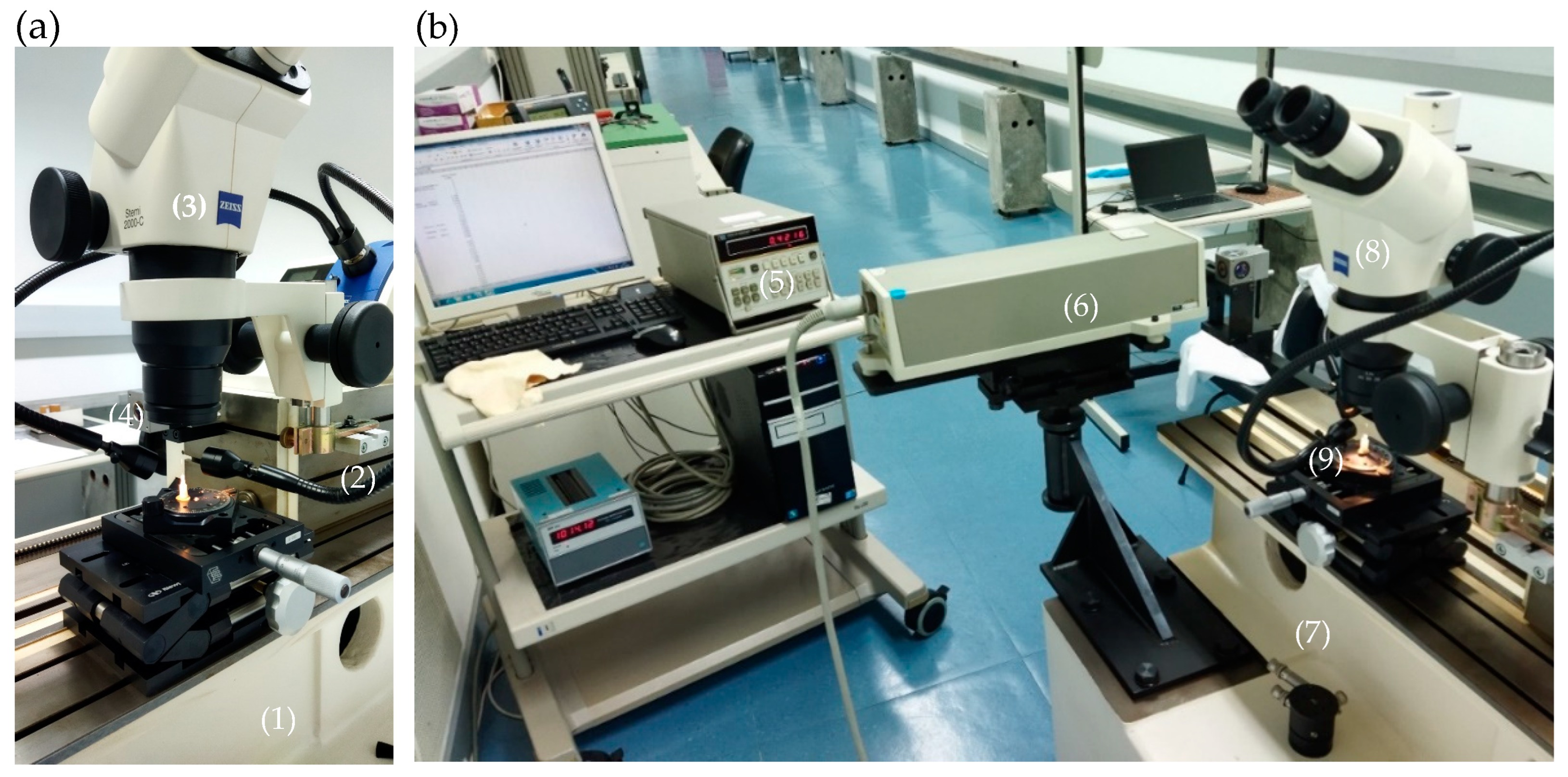
2.1. Dimensional Measurement Methods
2.2. Flow Measurement
2.3. Microchips Used
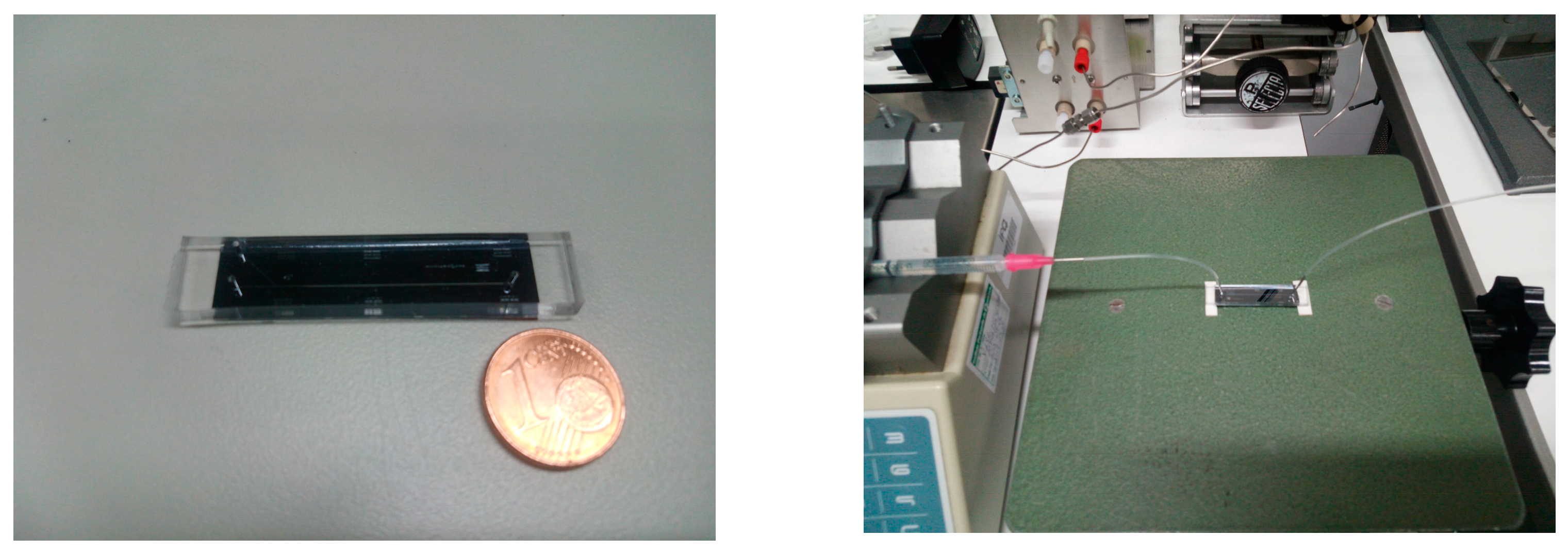
- (i)
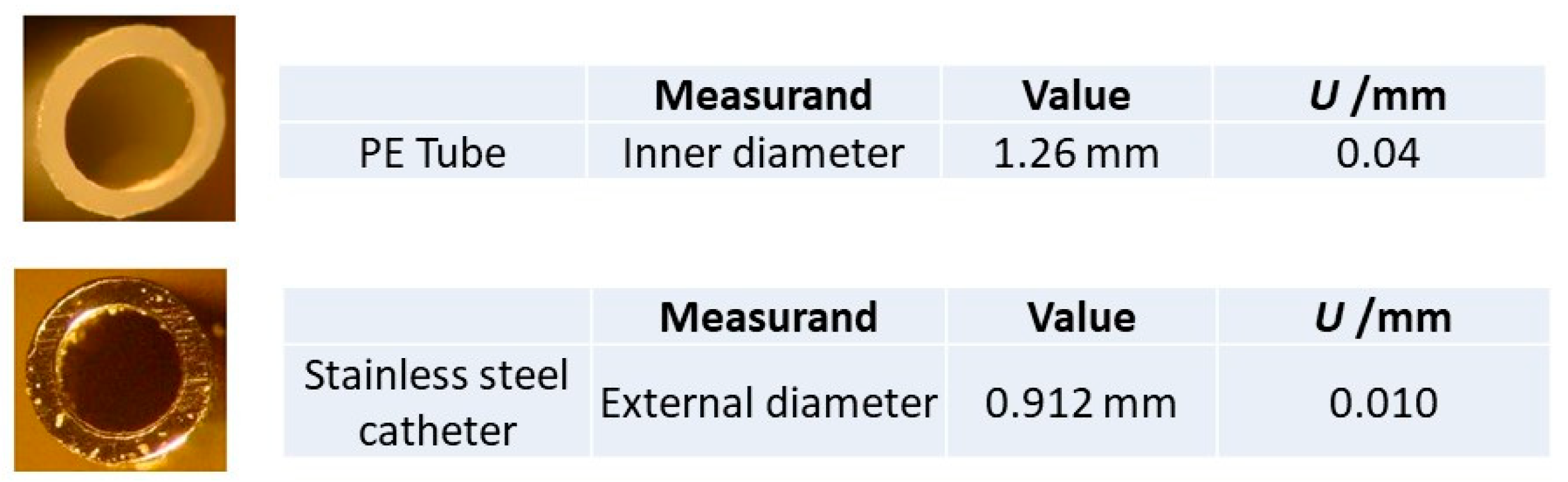
- PDMS chip with one channel of 100 μm width and 50 μm depth, with two 0.9 mm inlet holes; material: PDMS; dimensions: 40 mm × 10 mm; manufactured by INESC MN (Figure 5) and tested for assemblies with different components.
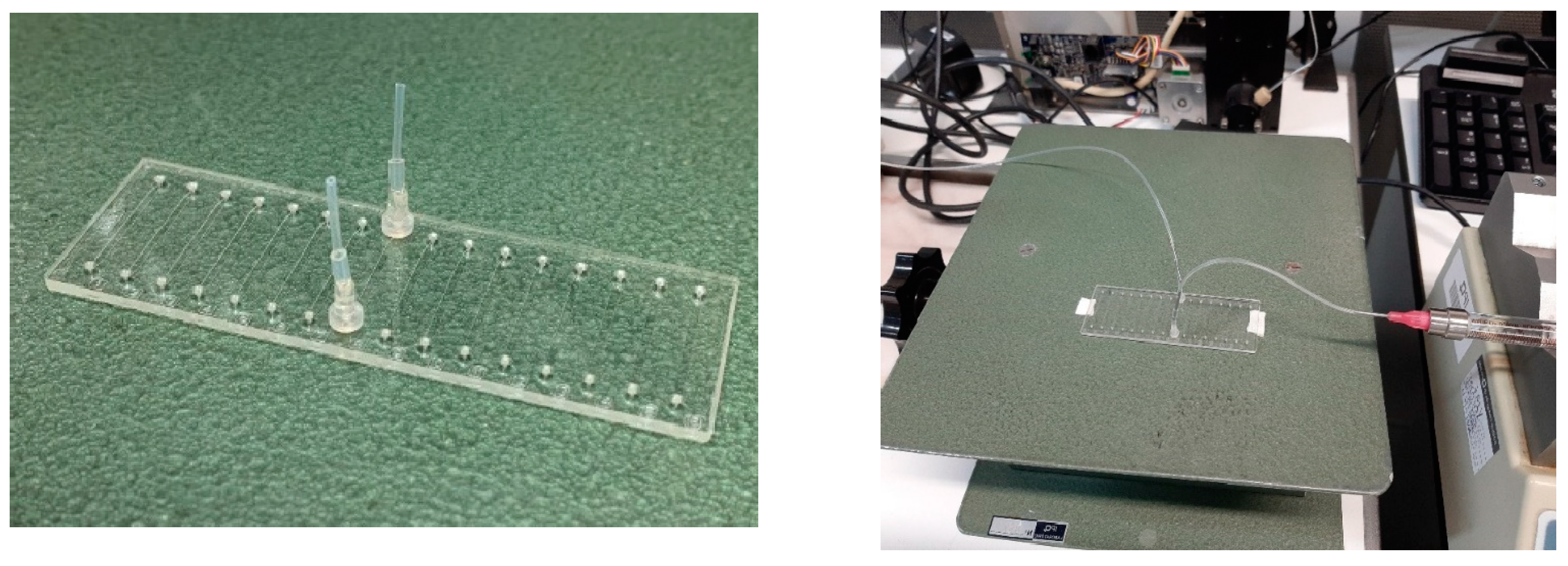
- (ii)
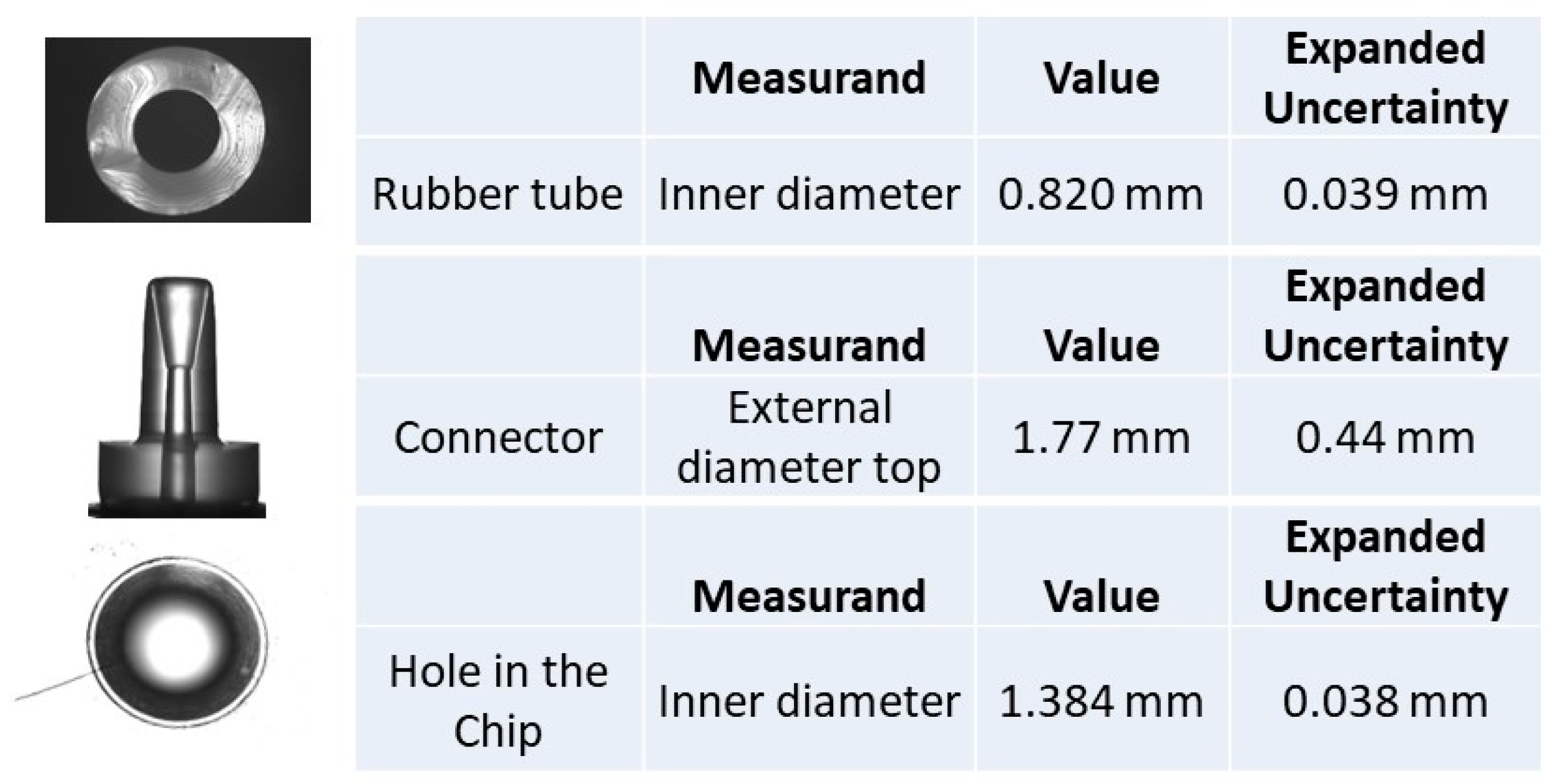
- Chip A (see Figure 6): parallel channel array with fluid interface holes; material: TOPAS® (COC polymer for medical use); dimensions: 75.5 mm × 25.5 mm × 1.5 mm; with eight parallel channels of 100 µm width, 100 µm depth, 18 mm length; connectors are glued to the chip holes.
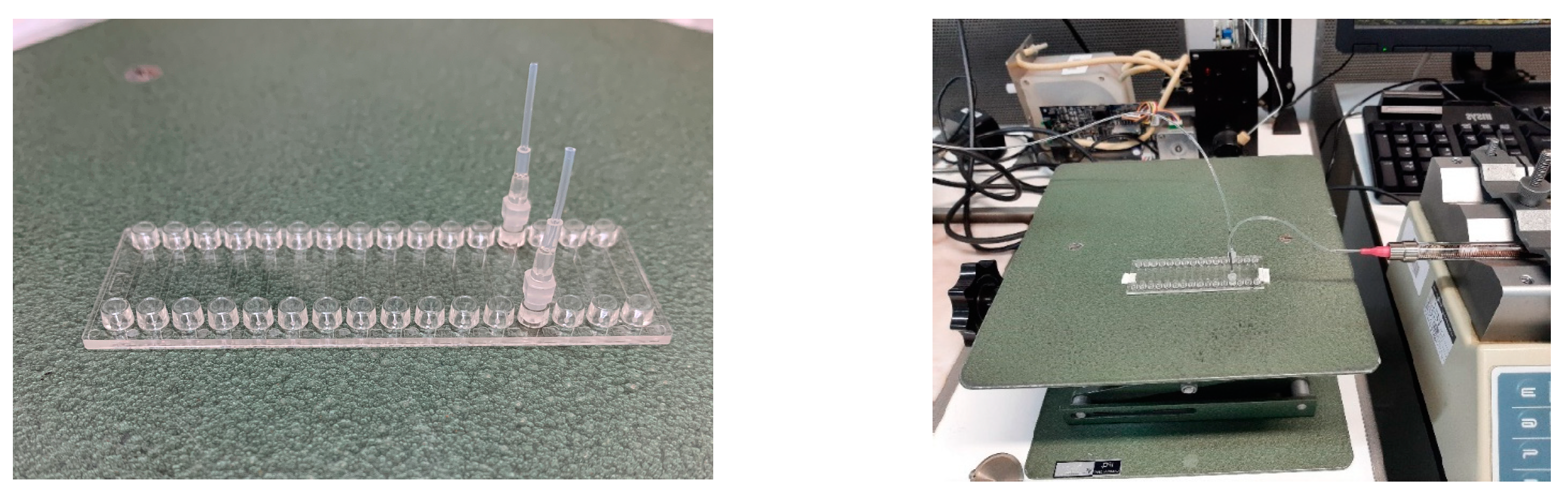
- (iii)
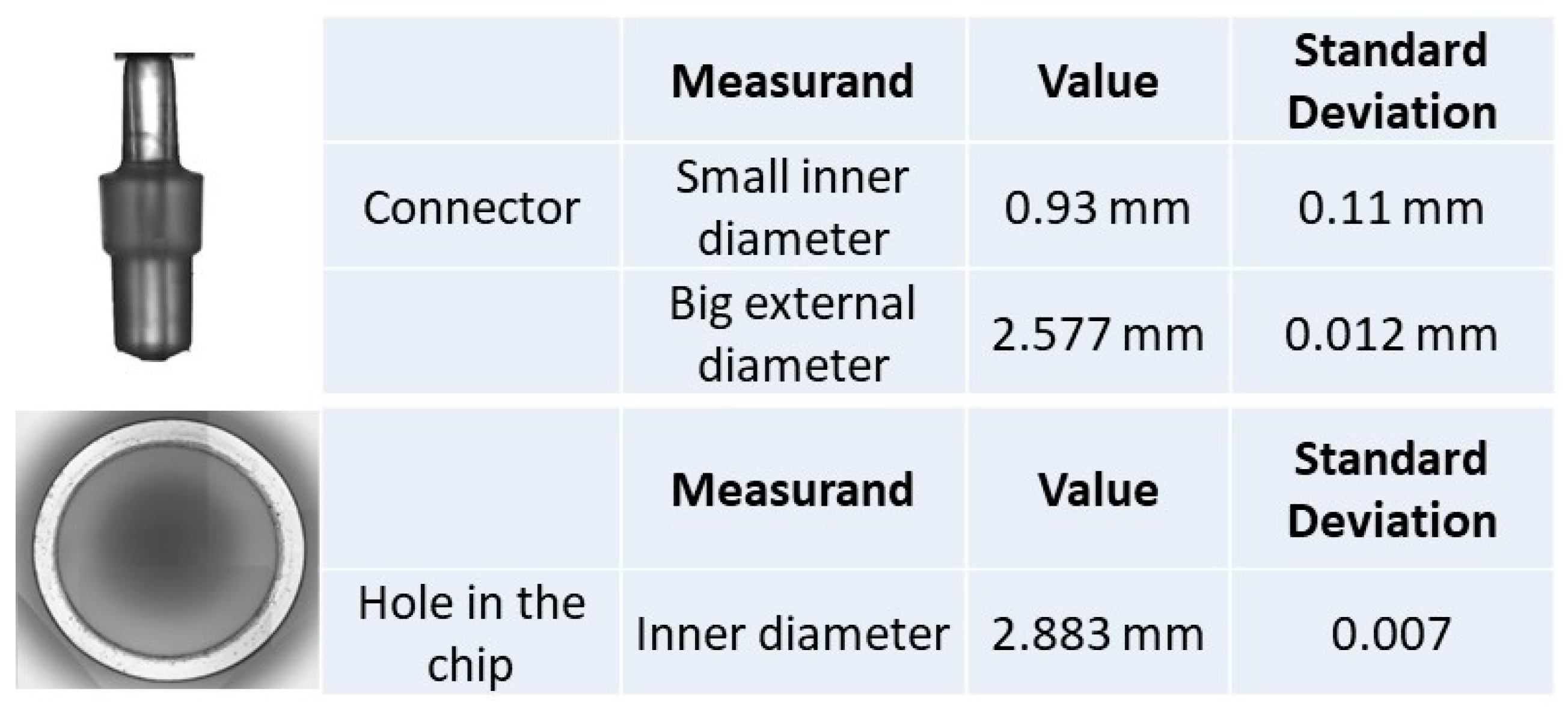
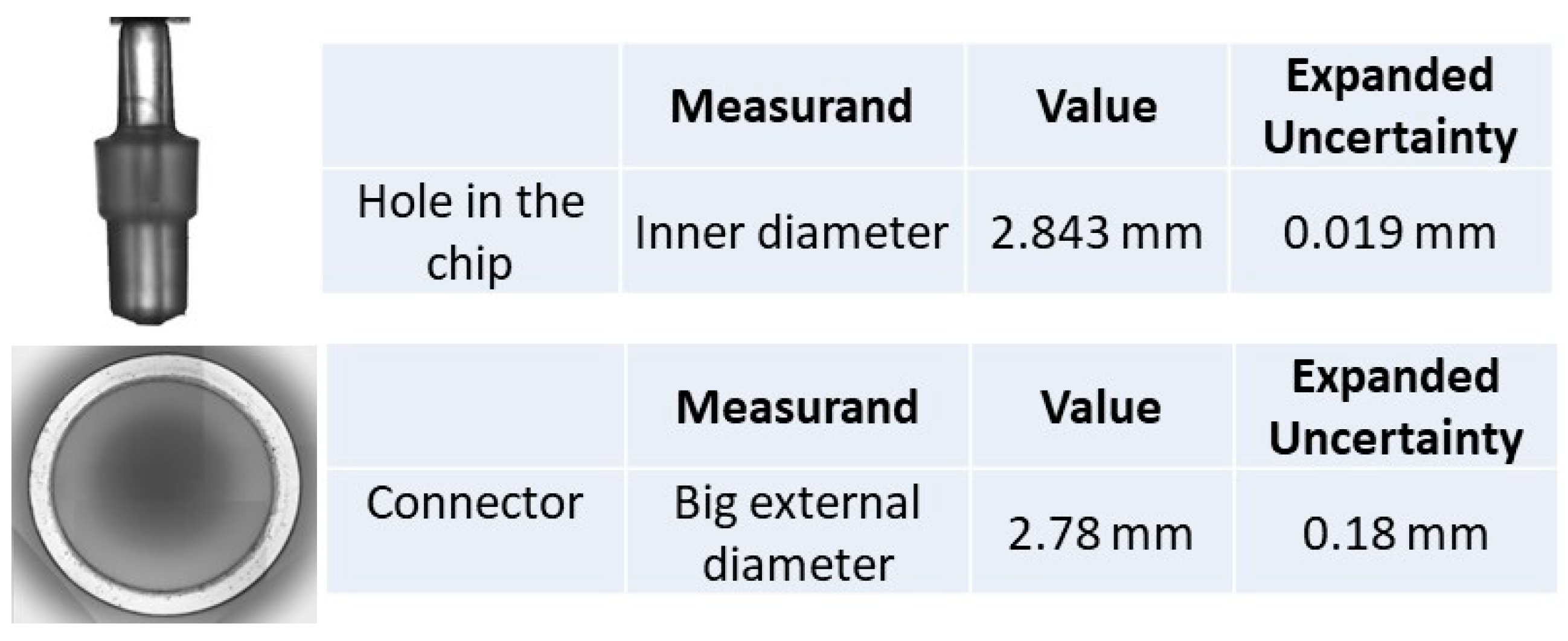
- Chip C (see Figure 7): parallel channels with mini Luer fluidic interface; material: TOPAS® (COC polymer for medical use); dimensions: 75.5 mm × 25.5 mm × 4 mm; with eight parallel channels of 100 µm width, 100 µm depth, 18 mm length. Luer fluidic interface, similar to “female mini luer port” integrated directly on the chip.
3. Results
3.1. Dimensional Measurement Results
- calibration;
- instrumental drift;
- instrument resolution;
- geometrical shape deviation (circularity);
- linear thermal variation;
- measurement repeatability.


3.1.1. Chip PDMS
3.1.2. Chip A
3.1.3. Chip C
3.2. Flow Results
4. Final Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO 22916:2022; Microfluidic Devices—Interoperability Requirements for Dimensions, Connections and Initial Device Classification. ISO: Geneva, Switzerland, 2022.
- Azizipour, N.; Avazpour, R.; Rosenzweig, D.H.; Sawan, M.; Ajji, A. Evolution of Biochip Technology: A Review from Lab-on-a-Chip to Organ-on-a-Chip. Micromachines 2020, 11, 599. [Google Scholar] [CrossRef] [PubMed]
- Grayson, A.C.R.; Shawgo, R.S.; Johnson, A.M.; Flynn, N.T.; Li, Y.; Cima, M.J.; Langer, R. A BioMEMS review: MEMS technology for physiologically integrated devices. Proc. IEEE 2004, 92, 6–21. [Google Scholar] [CrossRef]
- Silverio, V.; Cardoso, S. Lab-on-a-chip: Systems integration at the microscale. In Drug Delivery Devices and Therapeutic Systems; Elsevier Science: Amsterdam, The Netherlands, 2021; Chapter E; ISBN 978-0-12-819838-4. [Google Scholar]
- Leung, C.M.; de Haan, P.; Ronaldson-Bouchard, K.; Kim, G.-A.; Ko, J.; Rho, H.S.; Chen, Z.; Habibovic, P.; Jeon, N.L.; Takayama, S.; et al. A guide to the organ-on-a-chip. Nat. Rev. Methods Prim. 2022, 2, 33. [Google Scholar] [CrossRef]
- Huh, D.; Leslie, D.C.; Matthews, B.D.; Fraser, J.P.; Jurek, S.; Hamilton, G.A.; Thorneloe, K.S.; McAlexander, M.A.; Ingber, D.E. A human disease model of drug toxicity–induced pulmonary edema in a lung-on-a-chip microdevice. Sci. Transl. Med. 2012, 4, ra147–ra159. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, S.N.; Ingber, D.E. Microfluidic organs-on-chips. Nat. Biotechnol. 2014, 32, 760–772. [Google Scholar] [CrossRef] [PubMed]
- Berlanda, S.F.; Breitfeld, M.; Dietsche, C.L.; Dittrich, P.S. Recent Advances in Microfluidic Technology for Bioanalysis and Diagnostics. Anal. Chem. 2021, 93, 311–331. [Google Scholar] [CrossRef] [PubMed]
- Paik, S.; Kim, G.; Chang, S.; Lee, S.; Jin, D.; Jeong, K.Y.; Lee, I.S.; Lee, J.; Moon, H.; Lee, J.; et al. Near-Field Sub-Diffraction Photolithography with an Elastomeric Photomask. Nat. Commun. 2020, 11, 805. [Google Scholar] [CrossRef] [PubMed]
- Vanderpoorten, O.; Peter, Q.; Challa, P.K.; Keyser, U.F.; Baumberg, J.; Kaminski, C.F.; Knowles, T.P.J. Scalable Integration of Nano-, and Microfluidics with Hybrid Two-Photon Lithography. Microsyst. Nanoeng. 2019, 5, 4020. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Yu, M.; Sun, J.; Mochizuki, K.; Chen, S.; Zheng, H.; Li, J.; Yao, S.; Wu, H.; Ong, B.S.; et al. Crack Engineering for the Construction of Arbitrary Hierarchical Architectures. Proc. Natl. Acad. Sci. USA 2019, 116, 23909–23914. [Google Scholar] [CrossRef] [PubMed]
- Schmidt-Speicher, L.M.; Länge, K. Microfluidic integration for electrochemical biosensor applications. Curr. Opin. Electrochem. 2021, 29, 100755. [Google Scholar] [CrossRef]
- Fernández-la-Villa, A.; Pozo-Ayuso, D.F.; Castaño-Álvarez, M. Microfluidics and electrochemistry: An emerging tandem for next-generation analytical microsystems. Curr. Opin. Electrochem. 2019, 15, 175–185. [Google Scholar] [CrossRef]
- Manz, A.; Graber, N.; Widmer, H.M. Miniaturized Total Chemical Analysis Systems: A Novel Concept for Chemical Sensing. Sens. Actuators B 1990, 1, 244–248. [Google Scholar] [CrossRef]
- Available online:. https://Mfmet.eu (accessed on 26 February 2024).
- Batista, E.; Alves e Sousa, J.; Cardoso, S.; Silverio, V. Experimental testing for metrological traceability and accuracy of liquid microflows and microfluidics. Flow Meas. Instrum. 2021, 71, 101691. [Google Scholar] [CrossRef]
- Bissig, H.; Petter, H.T.; Lucas, P.; Batista, E.; Filipe, E.; Almeida, N.; Ribeiro, L.F.; Gala, J.; Martins, R.; Savanier, B.; et al. Primary standards for measuring flow rates from 100 nL/min to 1 mL/min—Gravimetric principle. Biomed. Eng. 2015, 60, 301–316. [Google Scholar] [CrossRef] [PubMed]
- Batista, E.; Sousa, J.A.; Alvares, M.; Afonso, J.; Martins, R. Development of an experimental setup for micro flow measurement using the front tracking method. Meas. Sens. 2021, 18, 100152. [Google Scholar] [CrossRef]
- Boudaoud, A.W.; McGraw, J.D.; Lopez-Leon, T.; Ogheard, F. Traceability of the primary Nano-flow measurement System: Measuring the local inner diameter of a glass capillary. Measurement 2023, 218, 113141. [Google Scholar] [CrossRef]
- Zuo, C.; Qian, J.; Feng, S.; Yin, W.; Li, Y.; Fan, P.; Han, J.; Qian, K.; Chen, Q. Deep learning in optical metrology: A review. Light Sci. Appl. 2022, 11, 39. [Google Scholar] [CrossRef] [PubMed]
- Gåsvik, K.J. Optical Metrology, 3rd ed.; Wiley: Hoboken, NJ, USA, 2002. [Google Scholar]
- Yoshizawa, T. Handbook of Optical Metrology: Principles and Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Hariharan, P. Basics of Interferometry; Elsevier Inc.: New York, NY, USA, 2007. [Google Scholar]
- Donges, A.; Noll, R. Laser Measurement Technology—Fundamentals and Applications; Springer: Berlin, Germany, 2014; ISBN 978-3-662-43633-2. [Google Scholar]
- Engel, T. 3D optical measurement techniques. 2023 Meas. Sci. Technol. 2002, 34, 032002. [Google Scholar] [CrossRef]
- Su, X.; Zhang, Q. Dynamic 3-D shape measurement method: A review. Opt. Laser Eng. 2010, 48, 191–204. [Google Scholar] [CrossRef]
- JCGM 100:2008; BIPM, IEC, IFCC, ILAC, ISO, IUPAC, IUPAP, and OIML, Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement. BIPM: Paris, France, 2008.
- Batista, E. Innovative Contributions on Calibration Methodologies towards Reliable Microflow Measurements. Ph.D. Thesis, Mechanical Engineering, FCT/UNL, Caparica, Portugal, 2022. [Google Scholar]
- Ahrens, M.; Klein, S.; Nestler, B.; Damiani, C. Design, uncertainty assessment of a setup for calibration of microfluidic devices down to 5 nL min−1. Meas. Sci. Technol. 2014, 25, 015301. [Google Scholar] [CrossRef]
- ISO 13528:2022; Statistical Methods Used in Proficiency Testing by Interlaboratory Comparisons. ISO: Geneva, Switzerland, 2022.
- JCGM 200:2012; BIPM, IEC, IFCC, ILAC, ISO, IUPAC, IUPAP, and OIML, International Vocabulary of Metrology|BASIC and General Concepts and Associated Terms (VIM). Joint Committee for Guides in Metrology: Paris, France, 2012.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gravimetric Method | ||||
|---|---|---|---|---|
| Chip | Nominal Flow, FN/(mL/h) | Measured Out of Chip Flow, Fmeas/(mL/h) | Error, E/% | U/% |
| PDMS | 0.001 | 0.0011 | 11.94 | 25 |
| 0.01 | 0.0107 | 4.84 | 4.1 | |
| 0.1 | 0.0907 | 8.17 | 2.5 | |
| 1 | 0.8875 | 0.55 | 2.4 | |
| A | 0.01 | 0.0099 | −1.0 | 5.0 |
| 0.1 | 0.0983 | −1.7 | 3.8 | |
| 1 | 0.9907 | −0.93 | 0.19 | |
| C | 0.01 | 0.0069 | −31 | 5 |
| 0.1 | 0.0970 | −2.6 | 3.4 | |
| 1 | 1.0170 | 1.7 | 3.0 | |
| Front Track Method | ||||
|---|---|---|---|---|
| Chip | Nominal Flow, FN/(mL/h) | Measured Out of Chip Flow, Fmeas/(mL/h) | Error, E/% | U/% |
| PDMS | 0.001 | −0.0014 | 241.3 | 14.0 |
| 0.01 | 0.0113 | −13.3 | 3.3 | |
| 0.1 | 0.0961 | 3.9 | 2.6 | |
| 1 | 1.0257 | −2.6 | 4.0 | |
| A | 0.01 | 0.0095 | 5.0 | 3.7 |
| 0.1 | 0.0967 | 3.3 | 2.8 | |
| 1 | 0.9819 | 1.8 | 6.2 | |
| C | 0.01 | −0.0033 | 133.0 | 43 |
| 0.1 | 0.0996 | 0.4 | 1.9 | |
| 1 | 1.0259 | −2.6 | 4.0 | |
| Chip | Nominal Flow, FN/(mL/h) | En |
|---|---|---|
| PDMS | 0.001 | 8.10 |
| 0.01 | −3.50 | |
| 0.1 | −1.20 | |
| 1 | 0.67 | |
| A | 0.01 | −0.65 |
| 0.1 | −0.34 | |
| 1 | −0.14 | |
| C | 0.01 | −2.34 |
| 0.1 | 0.55 | |
| 1 | 0.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Batista, E.; Alves e Sousa, J.; Saraiva, F.; Lopes, A.; Silverio, V.; Martins, R.F.; Martins, L. The Importance of Dimensional Traceability in Microfluidic Systems. Metrology 2024, 4, 240-253. https://doi.org/10.3390/metrology4020015
Batista E, Alves e Sousa J, Saraiva F, Lopes A, Silverio V, Martins RF, Martins L. The Importance of Dimensional Traceability in Microfluidic Systems. Metrology. 2024; 4(2):240-253. https://doi.org/10.3390/metrology4020015
Chicago/Turabian StyleBatista, Elsa, João Alves e Sousa, Fernanda Saraiva, André Lopes, Vania Silverio, Rui F. Martins, and Luis Martins. 2024. "The Importance of Dimensional Traceability in Microfluidic Systems" Metrology 4, no. 2: 240-253. https://doi.org/10.3390/metrology4020015
APA StyleBatista, E., Alves e Sousa, J., Saraiva, F., Lopes, A., Silverio, V., Martins, R. F., & Martins, L. (2024). The Importance of Dimensional Traceability in Microfluidic Systems. Metrology, 4(2), 240-253. https://doi.org/10.3390/metrology4020015