Photochromic Responses and Stability of Functional Inks Applied on Sustainable Packaging Materials




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Printing Process
2.2.2. Ageing Process
2.2.3. Characterisation Methods
3. Results and Discussion
3.1. Properties of Paperboard Substrates
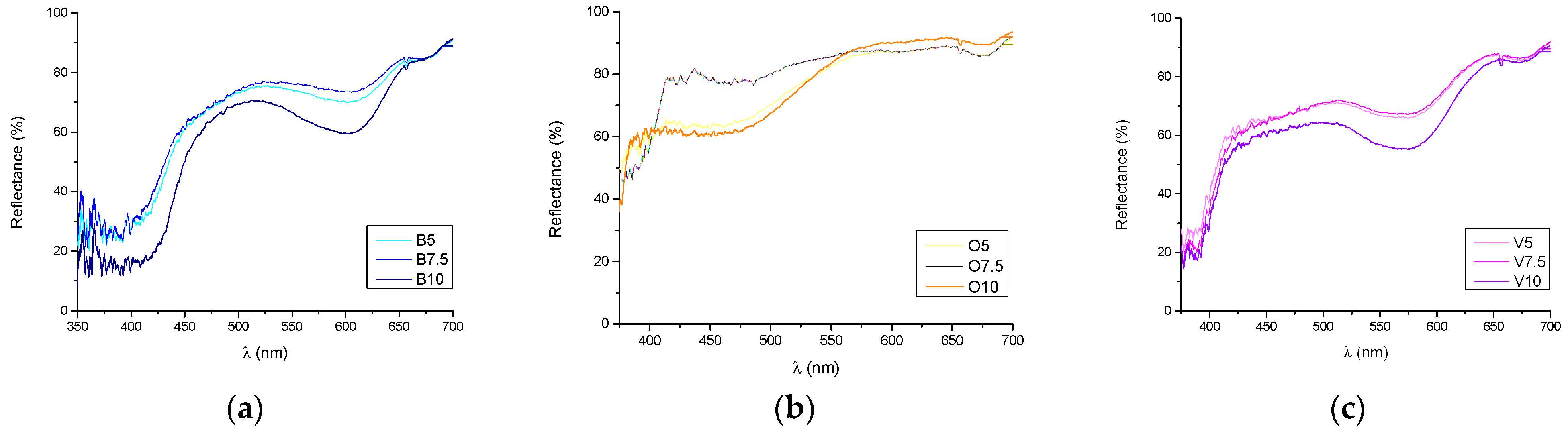
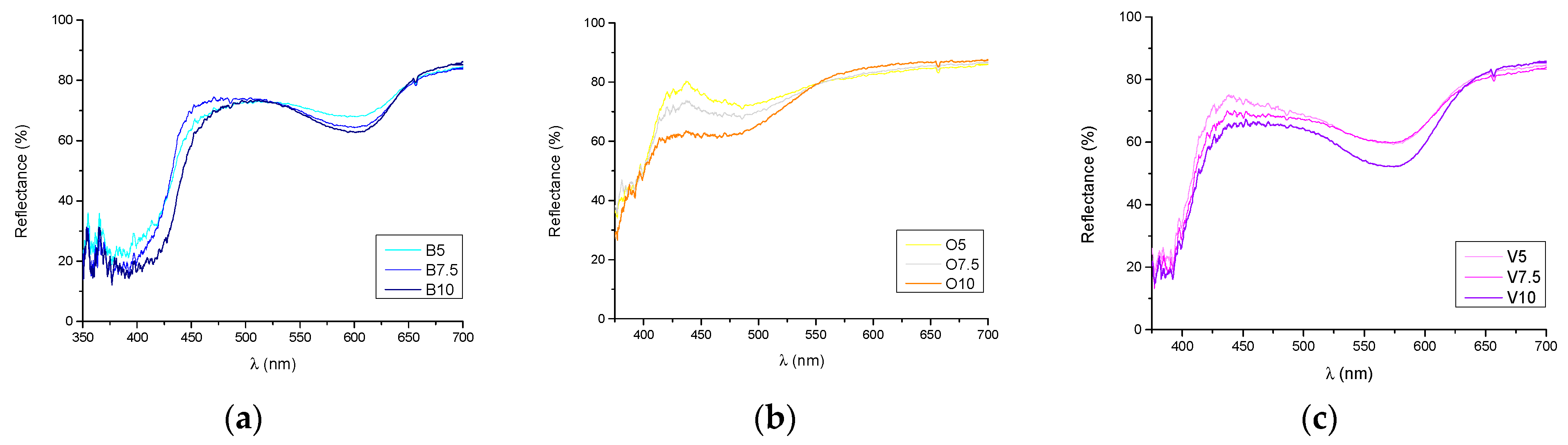
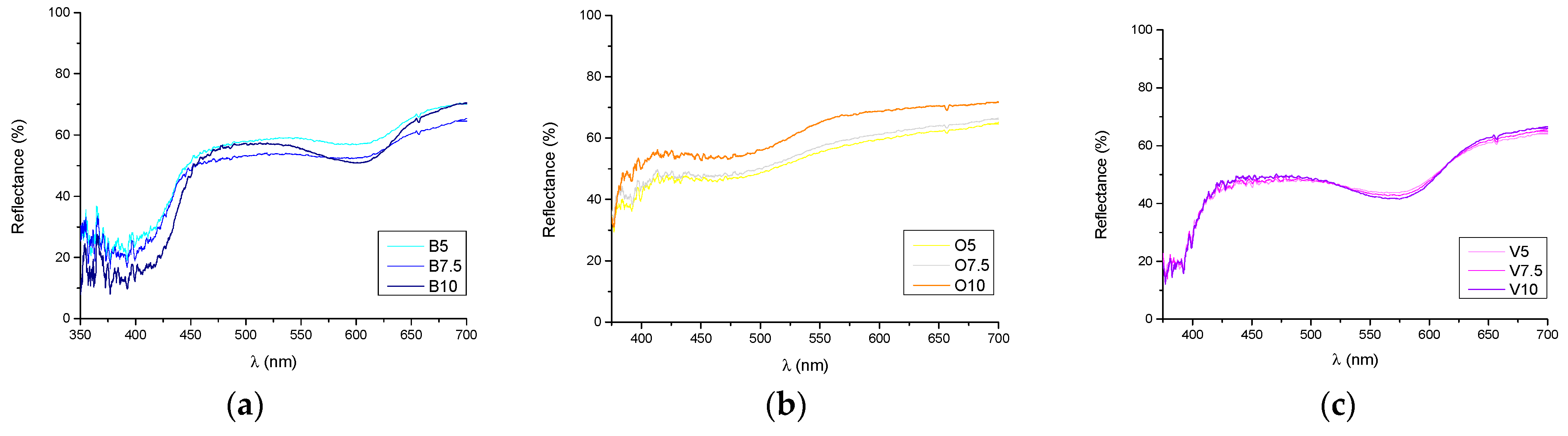
3.2. Properties of Photochromic Prints
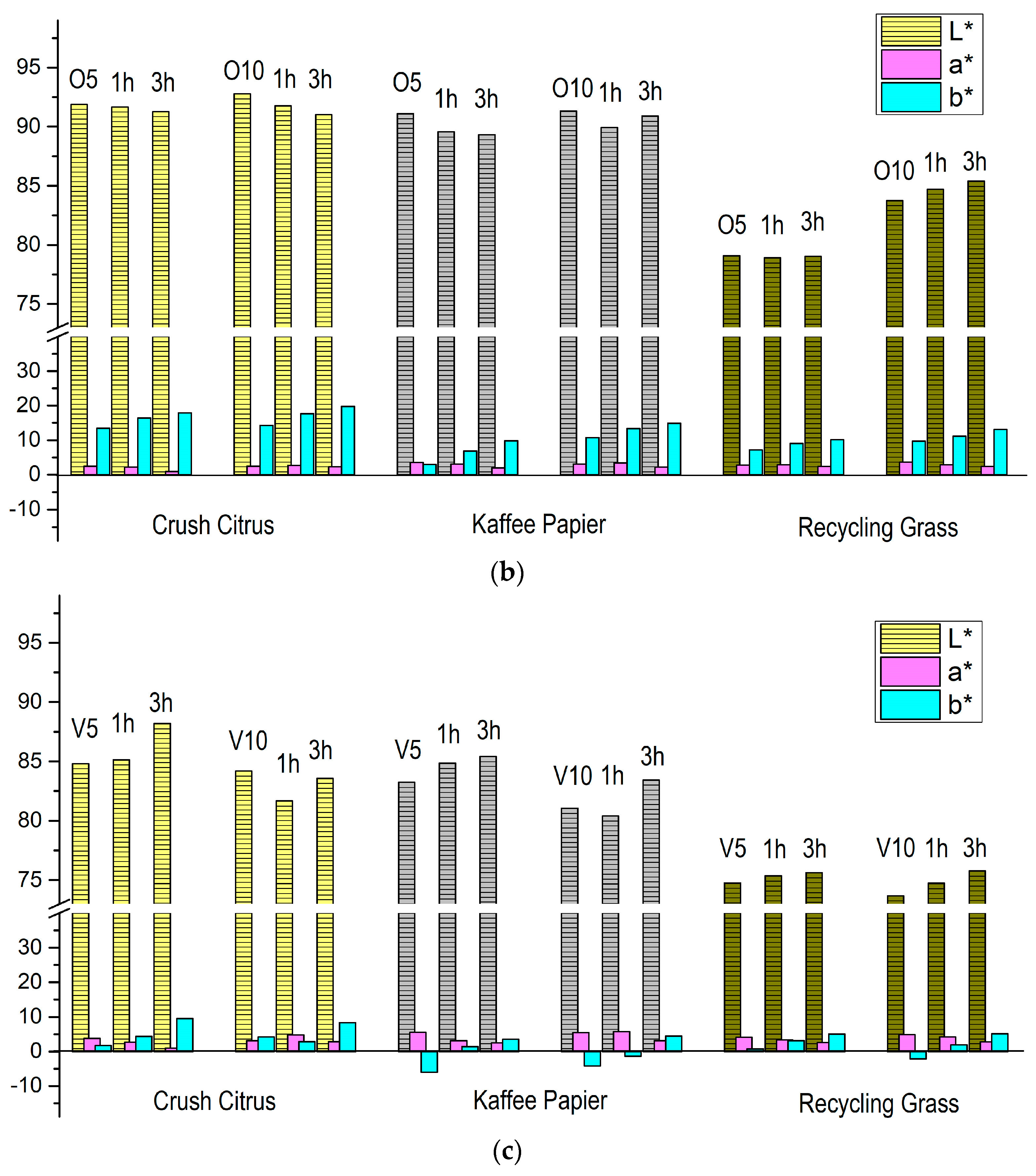
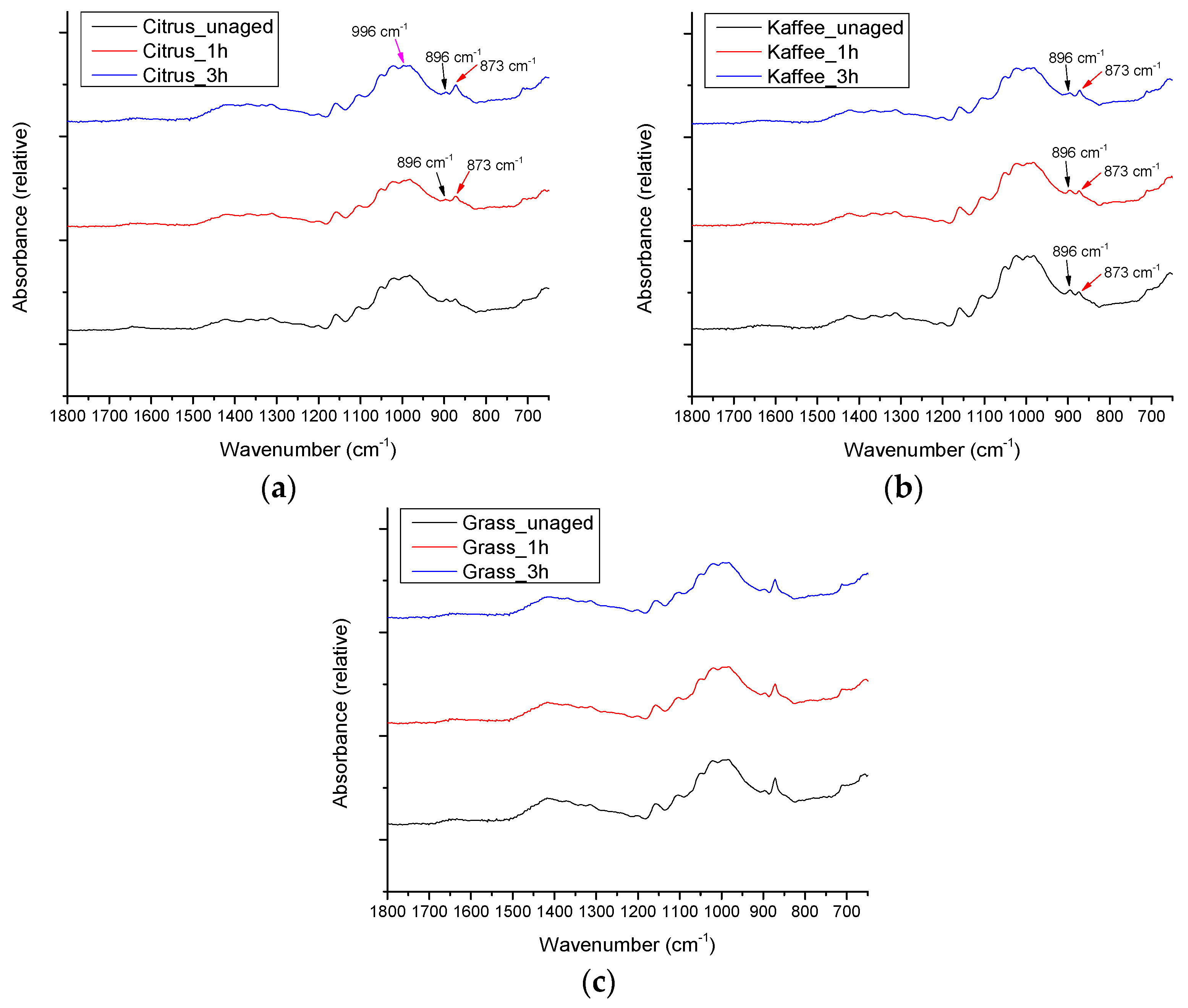
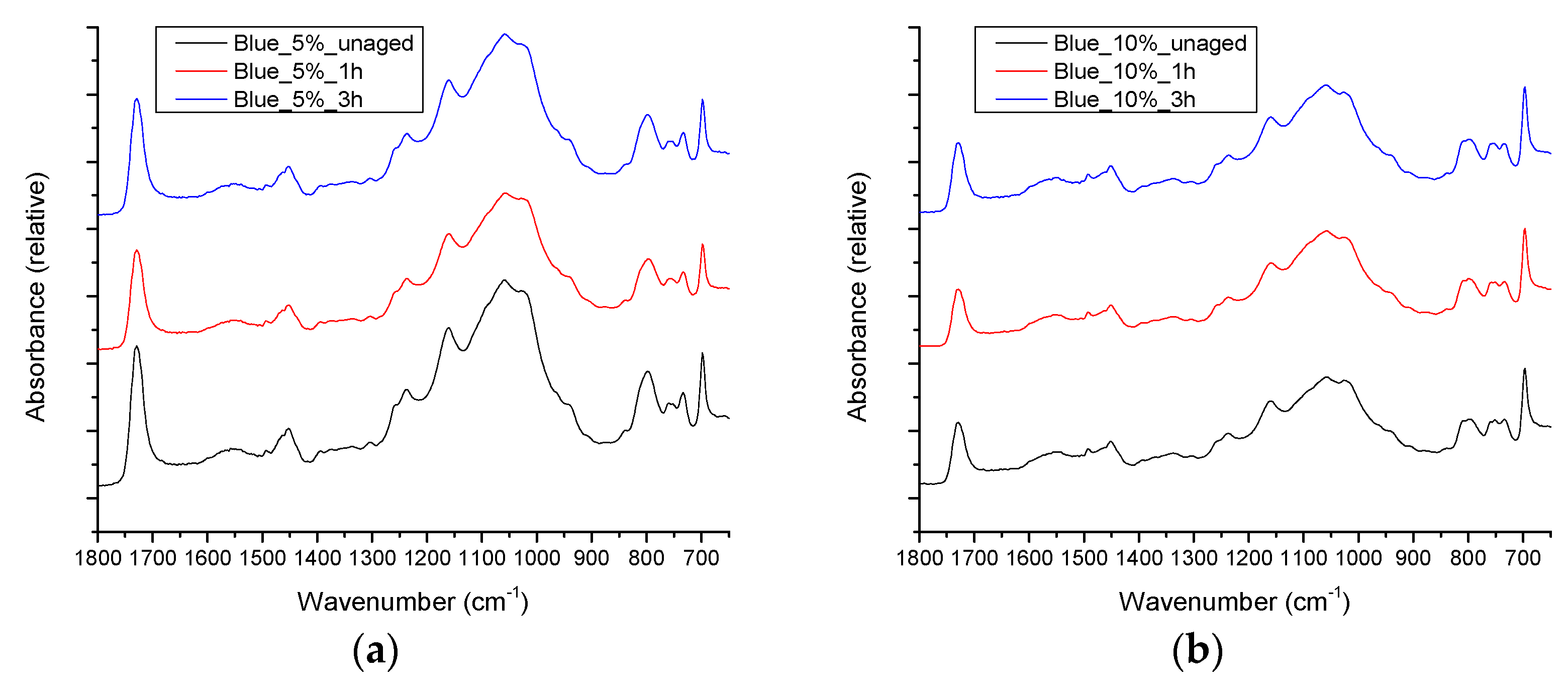
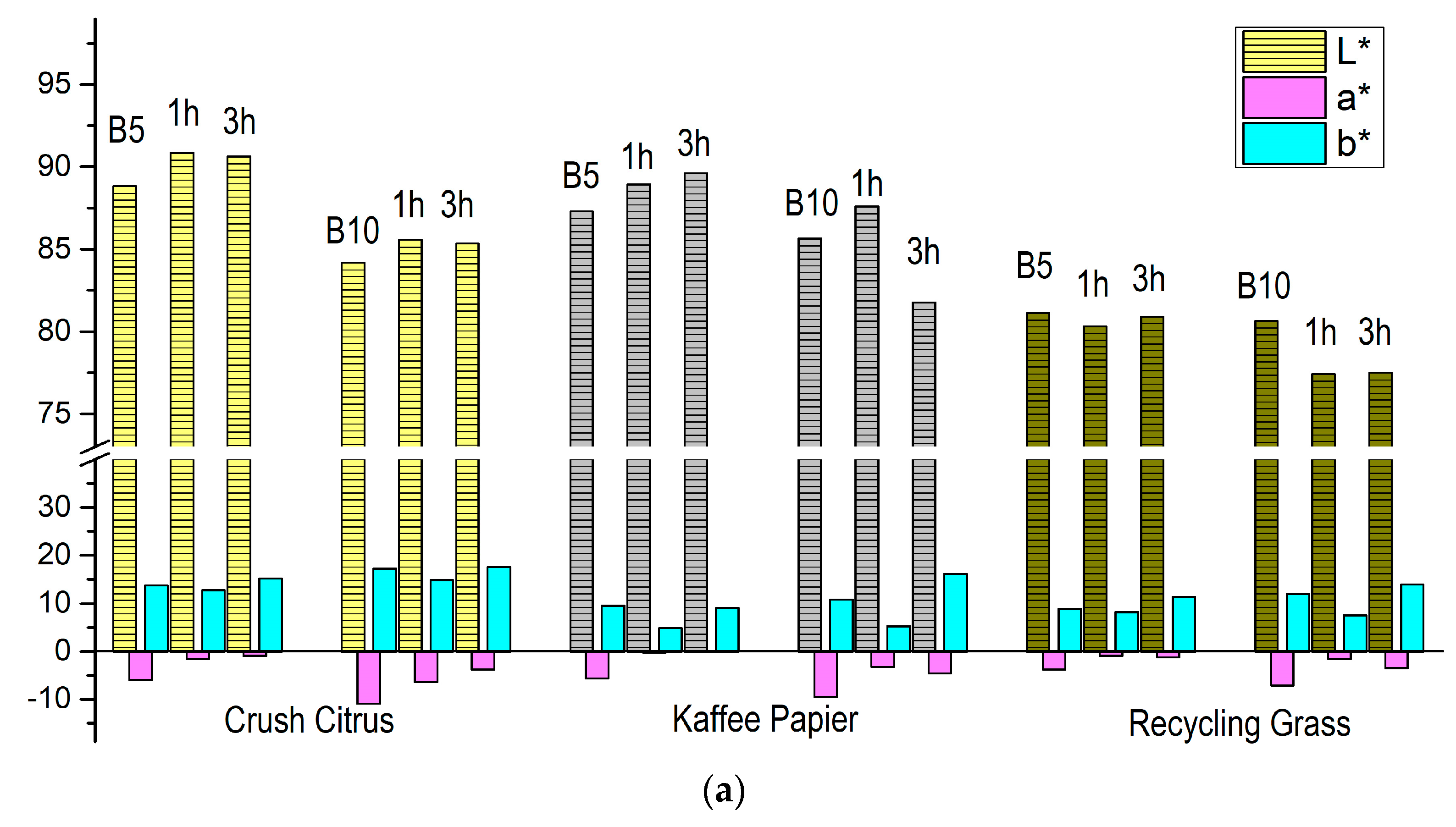
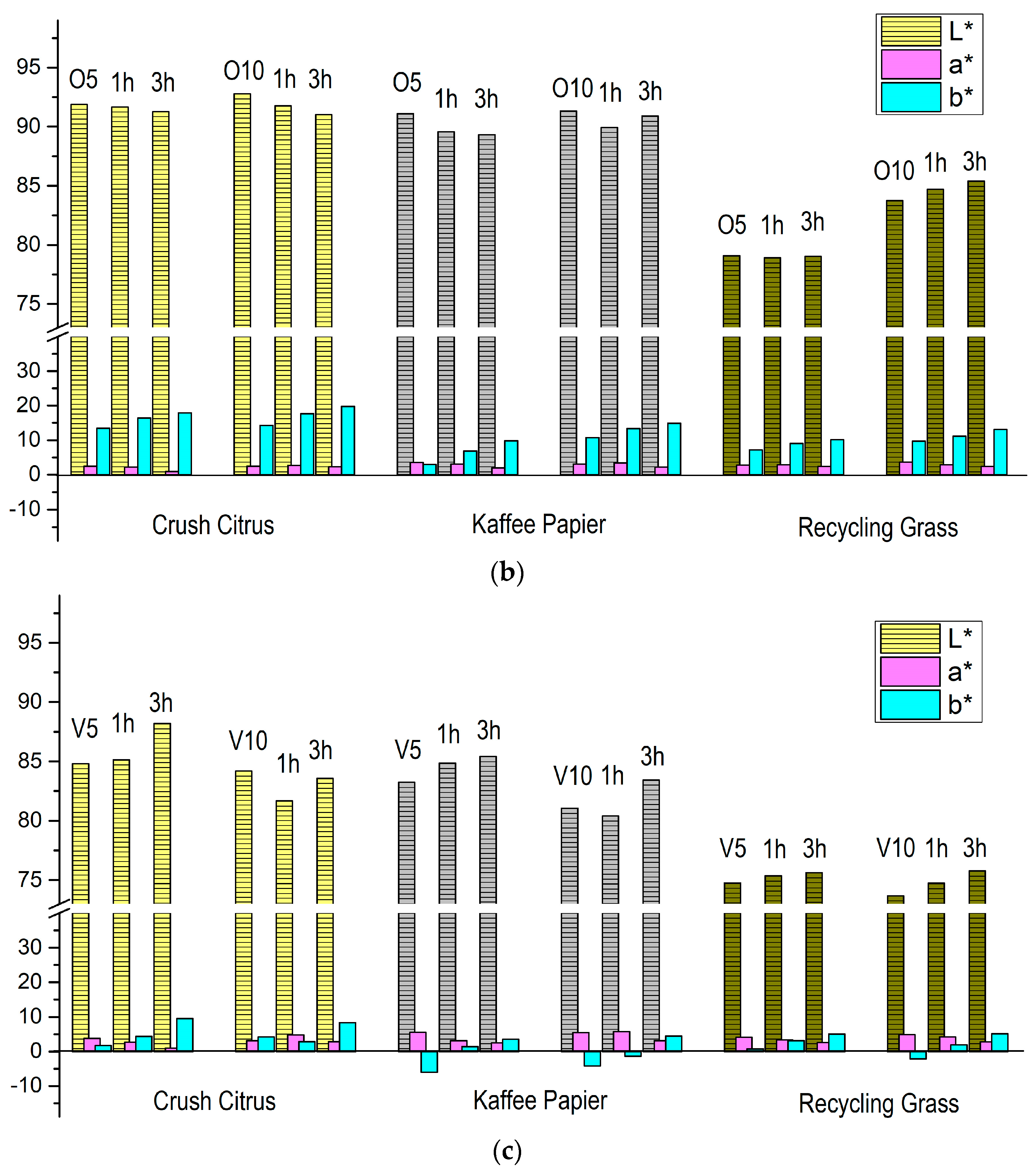
3.3. Properties of Aged Samples
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, Z.; He, C.; Lu, Z.; Li, P.; Zhu, Y.P. Recent progress in all-visible-light-triggered diarylethenes. Dye. Pigment. 2020, 182, 108623. [Google Scholar] [CrossRef]
- Gupta, V.K. Photochromic Dyes for Smart Textiles. Available online: https://www.intechopen.com/books/10203 (accessed on 28 July 2023).
- Griesbeck, A.; Oelgemöller, M.; Ghetti, F. CRC Handbook of Organic Photochemistry and Photobiology, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
- Badour, Y.; Jubera, V.; Andron, I.; Frayret, C.; Gaudon, M. Photochromism in inorganic crystallised compounds. Opt. Mater. X 2021, 12, 100110. [Google Scholar] [CrossRef]
- Corns, S.N.; Partington, S.M.; Towns, A.D. Industrial organic photochromic dyes. Color. Technol. 2009, 125, 249–261. [Google Scholar] [CrossRef]
- Periyasamy, A.P.; Vikova, M.; Vik, M. A review of photochromism in textiles and its measurement. Text. Prog. 2017, 49, 53–136. [Google Scholar] [CrossRef]
- Irie, M.; Fukaminato, T.; Matsuda, K.; Kobatake, S. Photochromism of diarylethene molecules and crystals: Memories, switches, and actuators. Chem. Rev. 2014, 114, 12174–12277. [Google Scholar] [CrossRef] [PubMed]
- Ranjkesh, A.; Park, M.K.; Park, D.H.; Park, J.S.; Choi, J.C.; Kim, S.H.; Kim, H.R. Tilted Orientation of Photochromic Dyes with Guest-Host Effect of Liquid Crystalline Polymer Matrix for Electrical UV Sensing. Sensors 2016, 16, 38. [Google Scholar] [CrossRef]
- Baltakesmez, A.; Tekmen, S.; Kö̧, P.; Tüzemen, S.; Meral, K.; Onganer, Y. UV-visible detector and LED based n-ZnO/p-Si heterojunction formed by electrodeposition. AIP Adv. 2013, 3, 032125. [Google Scholar] [CrossRef]
- Diop, D.K.; Simonot, L.; Martínez-García, J.; Hébert, M.; Lefkir, Y.; Abadias, G.; Guérin, P.; Babonneau, D.; Destouches, N. Spectral and Color Changes of Ag/TiO2 Photochromic Films Deposited on Diffusing Paper and Transparent Flexible Plastic Substrates. Appl. Spectrosc. 2016, 71, 1271–1279. [Google Scholar] [CrossRef]
- Lin, C.R.; Wei, D.H.; BenDao, M.K.; Chen, W.E.; Liu, T.Y. Development of high-performance UV detector using nanocrystalline diamond thin film. Int. J. Photoenergy 2014, 2014, 492152. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Moorthy, J.N. Phenomenon to functions: Photochromism of diarylpyrans, spectrokinetic properties and functional materials. J. Photochem. Photobiol. C Photochem. Rev. 2016, 29, 73–106. [Google Scholar] [CrossRef]
- Aiken, S.; Edgar, R.J.L.; Gabbutt, C.D.; Heron, B.M.; Hobson, P.A. Negatively photochromic organic compounds: Exploring the dark side. Dye. Pigment. 2018, 149, 92–121. [Google Scholar] [CrossRef]
- Bamfield, P. Chromic Phenomena: Technological Applications of Colour Chemistry, 1st ed.; Royal Society of Chemistry: Cambridge, UK, 2010. [Google Scholar]
- Gregor-Svetec, D. Intelligent Packaging. Nanomater. Food Packag. Mater. Process. Technol. Saf. Issues 2018, 8, 203–247. [Google Scholar] [CrossRef]
- Pinto, T.V.; Costa, P.; Sousa, C.M.; Sousa, C.A.D.; Pereira, C.; Silva, C.J.S.M.; Pereira, M.F.R.; Coelho, P.J.; Freire, C. Screen-Printed Photochromic Textiles through New Inks Based on SiO2@naphthopyran Nanoparticles. ACS Appl. Mater. Interfaces 2016, 8, 28935–28945. [Google Scholar] [CrossRef]
- Zhou, Y.; Yan, Y.; Du, Y.; Chen, J.; Hou, X.; Meng, J. Preparation and application of melamine-formaldehyde photochromic microcapsules. Sens. Actuators B Chem. 2013, 188, 502–512. [Google Scholar] [CrossRef]
- Sun, Z.; Li, H.; Liu, G.; Fan, C.; Pu, S. Photochromism of new unsymmetrical diarylethenes based on the hybrid of azaindole and thiophene moieties. Dye. Pigment. 2014, 106, 94–104. [Google Scholar] [CrossRef]
- Yun, C.; You, J.; Kim, J.; Huh, J.; Kim, E. Photochromic fluorescence switching from diarylethenes and its applications. J. Photochem. Photobiol. C Photochem. Rev. 2009, 10, 111–129. [Google Scholar] [CrossRef]
- Irie, M.; Honda, K. Photochromism of diarylethene molecules and crystals. Proc. Jpn. Acad. Ser. B 2010, 86, 472–483. [Google Scholar] [CrossRef] [PubMed]
- Dong, H.; Zhu, H.; Meng, Q.; Gong, X.; Hu, W. Organic photoresponse materials and devices. Chem. Soc. Rev. 2012, 41, 1754–1808. [Google Scholar] [CrossRef]
- Tällberg, R.; Jelle, B.P.; Loonen, R.; Gao, T.; Hamdy, M. Comparison of the energy saving potential of adaptive and controllable smart windows: A state-of-the-art review and simulation studies of thermochromic, photochromic and electrochromic technologies. Sol. Energy Mater. Sol. Cells 2019, 200, 109828. [Google Scholar] [CrossRef]
- Abdelhameed, M.M.; Attia, Y.A.; Abdelrahman, M.S.; Khattab, T.A. Photochromic and fluorescent ink using photoluminescent strontium aluminate pigment and screen printing towards anticounterfeiting documents. Luminescence 2021, 36, 865–874. [Google Scholar] [CrossRef]
- Abate, M.T.; Seipel, S.; Viková, M.; Vik, M.; Ferri, A.; Jinping, G.; Chen, G.; Nierstrasz, V.A. Comparison of the photochromic behaviour of dyes in solution and on polyester fabric applied by supercritical carbon dioxide. IOP Conf. Ser. Mater. Sci. Eng. 2018, 459, 12026. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Joshi, M.; Butola, B.S. Photochromic and Thermochromic Colorants in Textile Applications. J. Eng. Fibers Fabr. 2014, 9, 107–123. [Google Scholar] [CrossRef]
- Sadh, P.K.; Duhan, S.; Duhan, J.S. Agro-industrial wastes and their utilization using solid state fermentation: A review. Bioresour. Bioprocess. 2018, 5, 1–15. [Google Scholar] [CrossRef]
- Raw Materials and Waste—FAVINI. Available online: https://www.favini.com/en/sustainability/raw-materials-and-w/ (accessed on 28 July 2023).
- Poljaček, S.M.; Tomašegović, T.; Leskovšek, M.; Elesini, U.S. Effect of SiO2 and TiO2 Nanoparticles on the Performance of UV Visible Fluorescent Coatings. Coatings 2021, 11, 928. [Google Scholar] [CrossRef]
- Phillips, C.O.; Beynon, D.G.; Hamblyn, S.M.; Davies, G.R.; Gethin, D.T.; Claypole, T.C. A Study of the Abrasion of Squeegees Used in Screen Printing and Its Effect on Performance with Application in Printed Electronics. Coatings 2014, 4, 356–379. [Google Scholar] [CrossRef]
- ISO 4892-2; Methods of Exposure to Laboratory Light Sources. ISO: Geneva, Switzerland, 2013. Available online: https://www.micomlab.com/micom-testing/iso-4892-2/ (accessed on 8 January 2024).
- ISO 5627; Paper and Board–Determination of Smoothness (Bekk method). ISO: Geneva, Switzerland, 1995. Available online: https://cdn.standards.iteh.ai/samples/20129/b6343cf6e1934577b20fcdfd3a3c105a/ISO-5627-1995.pdf (accessed on 8 January 2024).
- ISO 187:2022; Paper, Board and Pulps—Standard Atmosphere for Conditioning and Testing and Procedure for Monitoring the Atmosphere and Conditioning of Samples. ISO: Geneva, Switzerland, 2022. Available online: https://www.iso.org/standard/80311.html (accessed on 28 July 2023).
- ISO 534:2011; Paper and Board—Determination of Thickness, Density and Specific Volume. ISO: Geneva, Switzerland, 2011. Available online: https://www.iso.org/standard/53060.html (accessed on 28 July 2023).
- Holik, H. Handbook of Paper and Board, 2nd ed.; Wiley: Hoboken, NJ, USA, 2013. [Google Scholar]
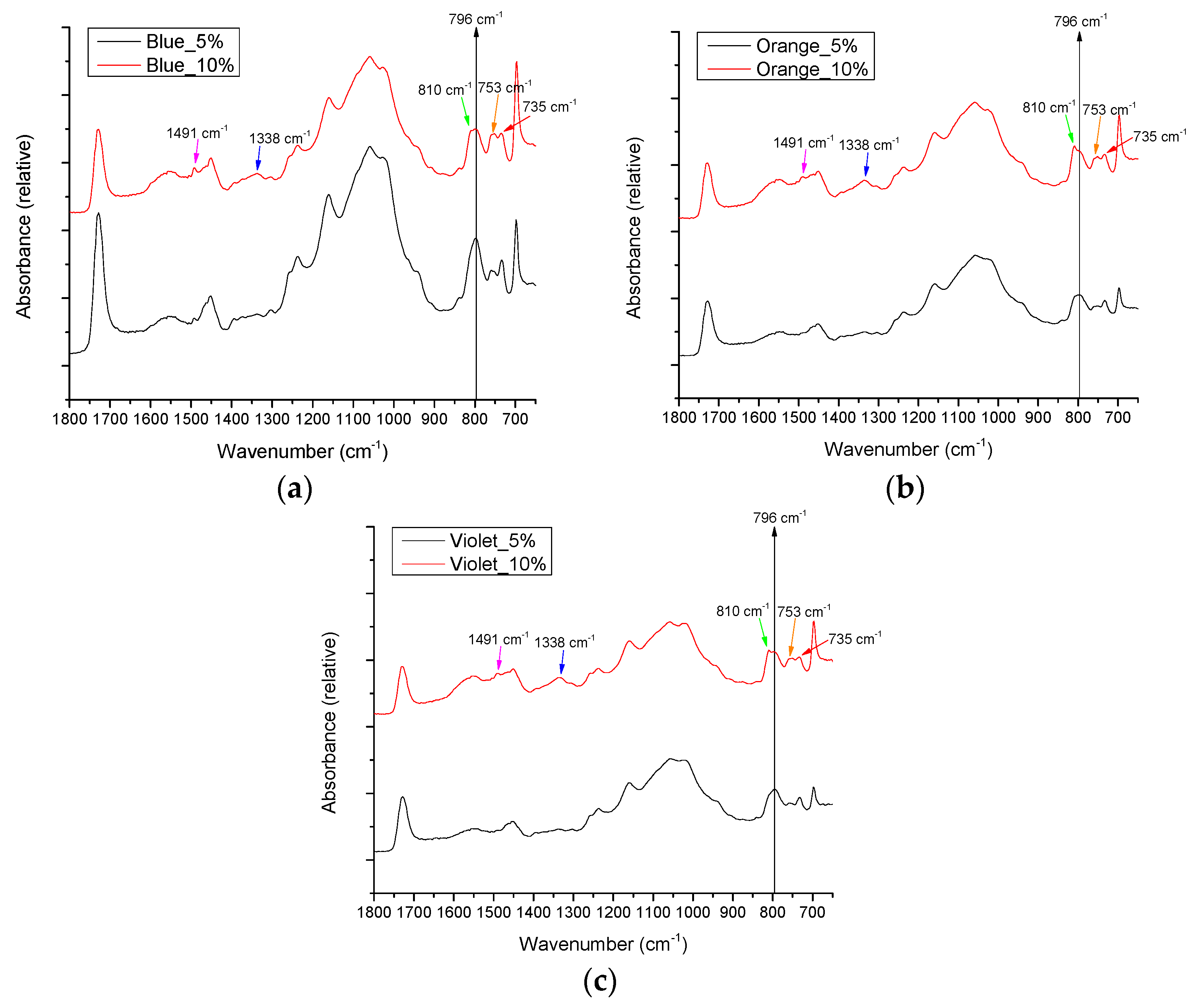
- Sigma-Aldrich. IR Spectrum Table. Available online: https://www.sigmaaldrich.com/HR/en/technical-documents/technical-article/analytical-chemistry/photometry-and-reflectometry/ir-spectrum-table (accessed on 23 July 2023).
- Pérez, A.I.M.; Alonso, O.C.; Borbolla, J.C.; Vásquez-Pérez, J.M.; Alonso, J.C.; Ayala, K.A.; Luna-Bárcenas, G.; Pandiyan, T.; García, R.A.V. Synthesis of Photochromic Oligophenylenimines: Optical and Computational Studies. Molecules 2015, 20, 5440–5455. [Google Scholar] [CrossRef] [PubMed]
- Maier, M.S. Synthetic Studies toward A-74528 and Synthesis of Cyclic Azobenzenes. Ph.D. Thesis, LMU München, Faculty of Chemistry and Pharmacy, Munich, Germany, 2020. [Google Scholar] [CrossRef]
- Hugo, V.; Mendes, J.; Santos, D.; Pontin, D.; Gonçalves, G.; Ponzi, D.; Stepanha, A.S.D.G.E.; Martel, R.B.; Schütz, M.K.; Mara, S.; et al. Application of Fourier Transform infrared spectroscopy (FTIR) coupled with multivariate regression for calcium carbonate (CaCO3) quantification in cement. Constr. Build. Mater. 2021, 313, 125413. [Google Scholar] [CrossRef]
- Han, J.S.; Jung, S.Y.; Kang, D.S.; Seo, Y.B. Development of Flexible Calcium Carbonate for Papermaking Filler. ACS Sustain. Chem. Eng. 2020, 8, 8994–9001. [Google Scholar] [CrossRef]
- De Souza, A.G.; Kano, F.S.; Bonvent, J.J.; Rosa, D.D.S. Cellulose Nanostructures Obtained from Waste Paper Industry: A Comparison of Acid and Mechanical Isolation Methods. Mater. Res. 2017, 20, 209–214. [Google Scholar] [CrossRef]
- Naserifar, S.; Kuijpers, P.F.; Wojno, S.; Kádár, R.; Bernin, D.; Hasani, M. In situ monitoring of cellulose etherification in solution: Probing the impact of solvent composition on the synthesis of 3-allyloxy-2-hydroxypropyl-cellulose in aqueous hydroxide systems. Polym. Chem 2022, 13, 4111–4123. [Google Scholar] [CrossRef]
- Poletto, M.; Pistor, V.; Marlene, R.; Santana, C.; Zattera, J. Materials Produced from Plant Biomass. Part II: Evaluation of Crystallinity and Degradation Kinetics of Cellulose. Mater. Res. 2012, 15, 421–427. [Google Scholar] [CrossRef]
- Mancipe, J.M.A.; Nista, S.V.G.; Caballero, G.E.R.; Mei, L.H.I. Thermochromic and/or photochromic properties of electrospun cellulose acetate microfibers for application as sensors in smart packing. J. Appl. Polym. Sci. 2021, 138, 50039. [Google Scholar] [CrossRef]
- Bilgin, M.; Backhaus, J. Smart packaging by the application of sensitive dyes. J. Print Media Technol. Res. 2019, 8, 101–110. [Google Scholar]
- Hakola, L.; Vehmas, K.; Smolander, M. Functional inks and indicators for Smart Tag based intelligent packaging applications. J. Appl. Packag. Res. 2021, 13, 3. [Google Scholar]
- Photochromic Inks, Sunlight, Metal Deco, Can Manufacturing. Available online: https://www.bakeryandsnacks.com/Article/2015/01/07/photochromic-inks-sunlight-metal-deco-can-manufacturing (accessed on 27 December 2023).
- Photochromic Technology Used on Cheetos Promotional Bags. Available online: https://www.packagingstrategies.com/articles/94312-photochromic-technology-used-on-cheetos-promotional-bags (accessed on 27 December 2023).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paperboards | Caliper (mm) | Basis Weight/Grammage (g/m2) | Density (g/cm3) | Specific Volume/Bulk (cm3/g) |
|---|---|---|---|---|
| Crush Citrus | 0.3237 | 250 | 0.7723 | 1.2948 |
| Kaffee Papier | 0.1707 | 250 | 1.4645 | 0.6828 |
| Recycling Grass | 0.4845 | 350 | 0.7223 | 1.3844 |
| Paperboards | Smoothness—Bekk Method(s) | Whiteness (%) | Yellowness (%) | Brightness (%) | ||||
|---|---|---|---|---|---|---|---|---|
| A | B | W-E-05 | Y-E-05 | B-E-05 | ||||
| AV | AV | A | B | A | B | A | B | |
| Crush Citrus | 6.44 | 5.3 | 31.094 | 28.034 | 20.188 | 20.764 | 68.9 | 67.76 |
| Kaffee Papier | 14.34 | 13.62 | 70.785 | 64.548 | 4.085 | 5.766 | 76.528 | 73.789 |
| Recycling Grass | 1.68 | 1.84 | −13.865 | −23.124 | 27.378 | 28.654 | 41.34 | 36.585 |
| Paperboards | Conc. Blue Pigment (%) | Conc. Orange Pigment (%) | Conc. Violet Pigment (%) | ||||||
| 5.0 | 7.50 | 10.0 | 5.0 | 7.50 | 10.0 | 5.0 | 7.50 | 10.0 | |
| Thickness (μm) | |||||||||
| Crush Citrus | 31.5 | 31.5 | 43.9 | 30.5 | 32.5 | 44.1 | 31.2 | 32.4 | 43.9 |
| Kaffee Papier | 34.7 | 36 | 44.3 | 33.9 | 36.1 | 44.6 | 34.2 | 36.2 | 45 |
| Recycling Grass | 51.6 | 49.3 | 70 | 51.7 | 49.4 | 70.2 | 51.3 | 50 | 69.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mahović Poljaček, S.; Strižić Jakovljević, M.; Tomašegović, T. Photochromic Responses and Stability of Functional Inks Applied on Sustainable Packaging Materials. Micro 2024, 4, 33-48. https://doi.org/10.3390/micro4010003
Mahović Poljaček S, Strižić Jakovljević M, Tomašegović T. Photochromic Responses and Stability of Functional Inks Applied on Sustainable Packaging Materials. Micro. 2024; 4(1):33-48. https://doi.org/10.3390/micro4010003
Chicago/Turabian StyleMahović Poljaček, Sanja, Maja Strižić Jakovljević, and Tamara Tomašegović. 2024. "Photochromic Responses and Stability of Functional Inks Applied on Sustainable Packaging Materials" Micro 4, no. 1: 33-48. https://doi.org/10.3390/micro4010003
APA StyleMahović Poljaček, S., Strižić Jakovljević, M., & Tomašegović, T. (2024). Photochromic Responses and Stability of Functional Inks Applied on Sustainable Packaging Materials. Micro, 4(1), 33-48. https://doi.org/10.3390/micro4010003