
Rubber-Based Sustainable Textiles and Potential Industrial Applications



Abstract

1. Introduction to Sustainable Textile Manufacturing and Rubber Industries
2. Eco-Friendly Fiber and Materials Selection for Industrial Applications
2.1. Natural Fibers
2.2. Synthetic Fibers
- Nylon (Polyamide): Nylon fibers are widely used in industrial textiles due to their excellent abrasion resistance, tensile strength, and elasticity. They are commonly employed in applications such as hoses, tire cords, conveyor belts, and coated fabrics. However, like polyester, they are petrochemical-based and not biodegradable, though recycling initiatives for nylon (e.g., Econyl®) are gaining traction.
- Aramid Fibers (e.g., Kevlar®, Nomex®): Aramid fibers offer exceptional strength-to-weight ratios, flame resistance, and thermal stability. These are often used in protective textiles, including fire-resistant clothing, ballistic vests, and high-strength composite materials used in industrial reinforcement. Despite their synthetic origin, their long lifespan and high performance contribute to sustainability in demanding applications.
- Recycled Polyester (RPET): RPET, which is generally made from plastic bottles, is suitable for activewear and fleece. It is produced by collecting, cleaning, and melting PET plastics into flakes, which are then re-polymerized and spun into fibers. This process requires significantly less energy and water than producing virgin polyester and helps divert plastic waste from landfills and oceans. It offers a more sustainable alternative to virgin polyester, though concerns about toxic substances like bisphenol A (BPA) remain due to cross-contamination during recycling. BPA is a potentially harmful chemical that can leach out of plastics and has been linked to endocrine disruption in humans. In RPET production, certified recycling processes aim to minimize BPA contamination through rigorous sorting, cleaning, and filtration stages, ensuring the recycled fiber meets safety standards for end use.
2.3. Advanced Eco-Friendly Fiber Materials
- Mechanical Properties: High-performance fibers like Kevlar® and UHMWPE exhibit superior tensile strength, impact resistance, and durability compared to conventional fibers. However, they are less flexible and more expensive.
- Cost: Conventional fibers are more cost-effective but may not meet the stringent performance requirements of certain industrial applications (e.g., ballistic protection or high-stress environments).
- Environmental Impact: Conventional natural fibers (e.g., cotton) are biodegradable but may have a higher environmental footprint during cultivation. Synthetic high-performance fibers are non-biodegradable but offer long-term durability, reducing the need for frequent replacements.
- Application Suitability: For example, Kevlar® is ideal for bulletproof vests due to its high tensile strength, nylon is ideal for tire application, while cotton is preferred for comfort in workwear. Moreover, Nylon 6,6 is extensively used in tire applications, specifically due to its high tensile strength, good heat resistance, excellent fatigue resistance, and good adhesion to rubber.
2.4. Elastomers
3. Sustainable Elastomer Sources
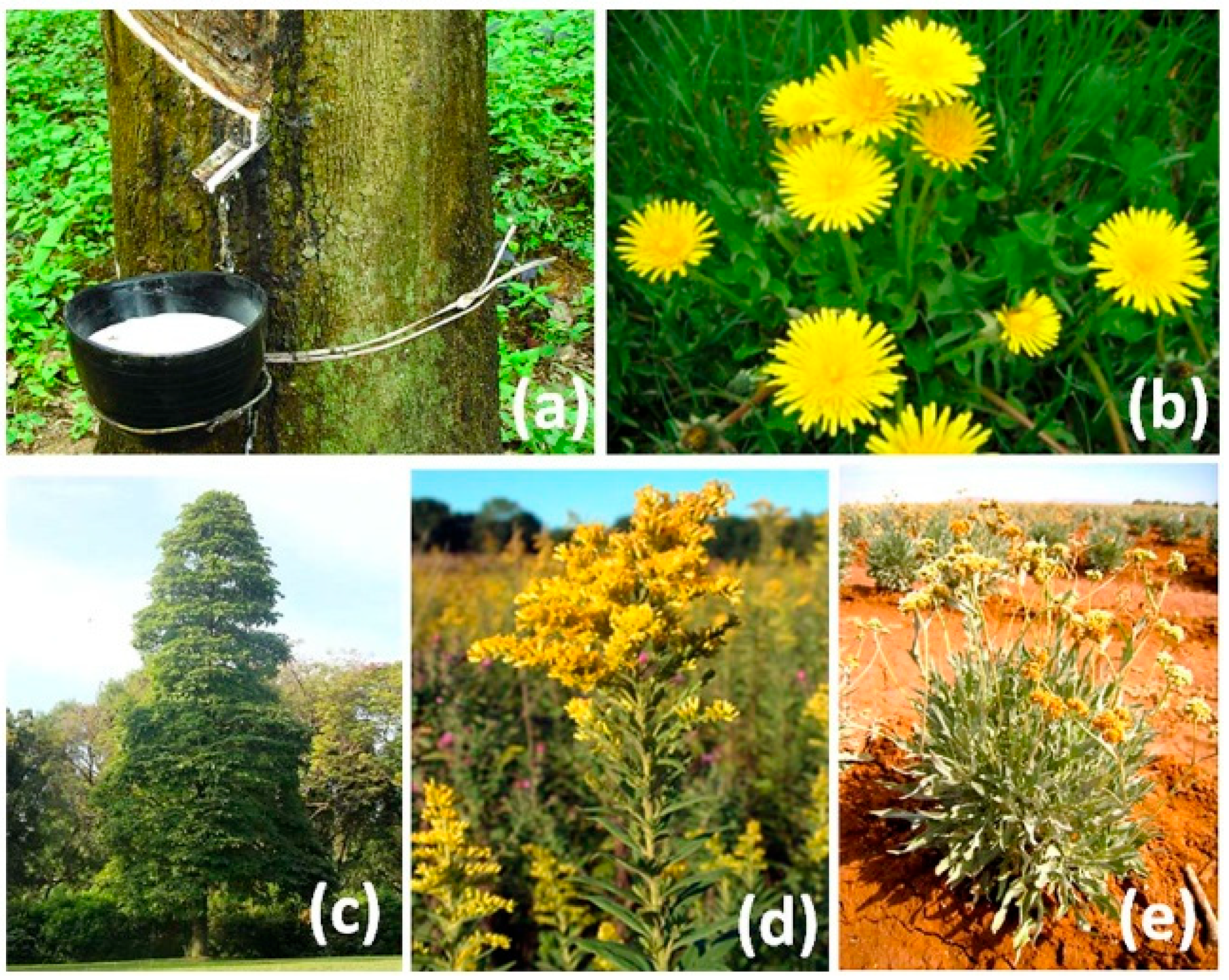
3.1. Natural Rubbers
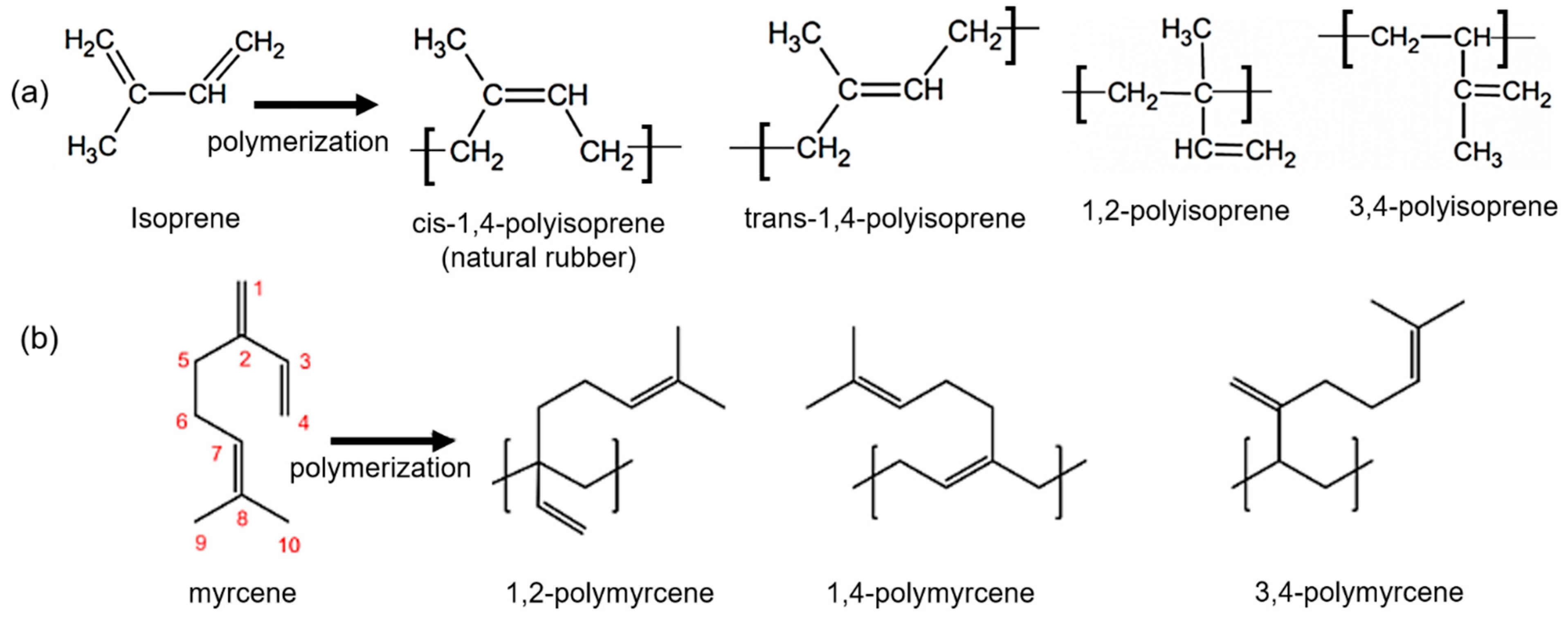
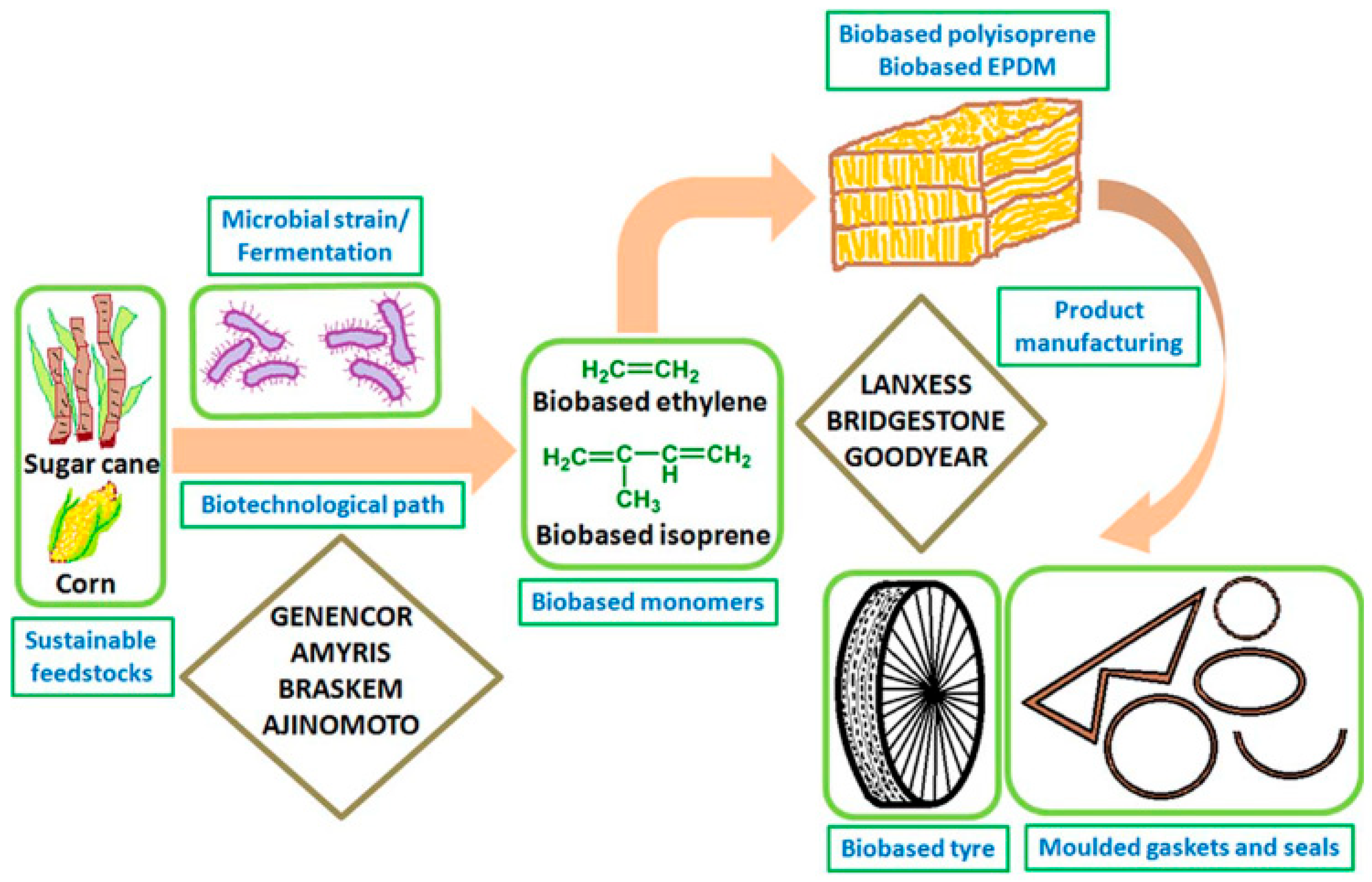
3.2. Sustainable Synthetic Rubbers
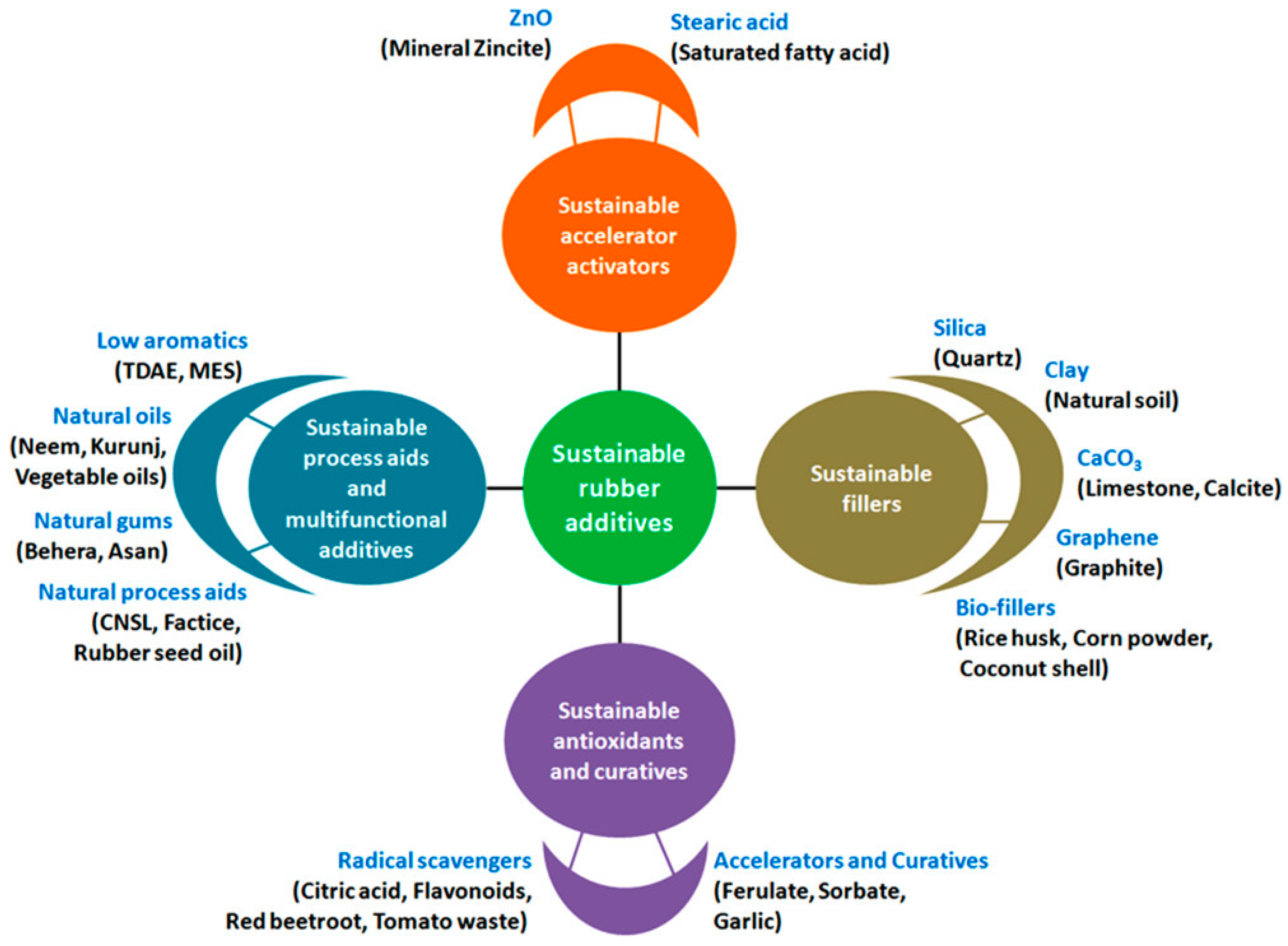
4. Sustainable Additives
4.1. Fillers
4.2. Plasticizers
4.3. Antioxidants
4.4. Vulcanization Accelerators
5. Textile–Rubber Composite Materials
6. Manufacturing Textile–Rubber Composites
- (i)
- Rubber preparation
- (ii)
- Composite assembly
- (iii)
- Consolidation and curing
- (iv)
- Post-processing
7. Industrial Application of Textile–Rubber Composite Materials
7.1. Tires
Specific Materials in Textile–Rubber Composite-Based Tires

7.2. Conveyor Belts
Materials for Conveyor Belts
7.3. Defense Products
7.3.1. Bulletproof Vests with Rubber-Coated Textile Layers
- Material composition: Rubberized coir combined with resin and coconut fiber has been studied as a cost-effective alternative to Kevlar [97]. Moreover, as a natural fiber-based composite, rubberized coir is biodegradable and less harmful to the environment compared to synthetic fibers like Kevlar. While it is not suitable for high-velocity rounds, rubberized coir composites can provide adequate protection against lower-caliber bullets or blunt impacts. The firing test results indicated that the 40% mixture variation 1-ply panels were able to withstand the rate of bullet rotation due to the density and strength of the resin-coconut fiber mixture. The hardness test revealed a peak average of 22.86 BHN (Brinell Hardness Number) at a 40% mixed variation, while the Charpy impact test showed a maximum average of 0.087 J/mm2.
- Impact resistance: Kevlar/rubber composites have demonstrated improved ballistic performance due to the rubber matrix’s ability to absorb energy and maintain flexibility. In particular, high hardness rubber matrices offer higher energy absorption capacities compared to low hardness matrices impact [98].
- Enhanced properties: The incorporation of shear-thickening gels and nano-SiO2 in Kevlar fabric composites has led to improved anti-impact performance, fire resistance, and multifunctional capabilities such as strain sensing and electro-heating [99]
7.3.2. Inflatable Boats and Rafts with High Puncture Resistance
- Material durability: Nylon textile-reinforced natural rubber composites have been shown to strengthen the rubber material, making it suitable for applications requiring high durability and puncture resistance, such as car tires and potentially inflatable boats and kayaks [100]. Nylon/NR composites are used in inflatable boats due to their flexibility and airtightness. Under high pressure, nylon reinforcement provides structural support, preventing excessive deformation. However, the composites exhibit varying performance under extreme conditions, influenced by temperature and pressure. At elevated temperatures, such as 120 °C, these composites experience reduced fatigue life due to interfacial debonding and matrix cracks, compromising their durability. Conversely, at lower temperatures like −20 °C, they demonstrate enhanced fatigue resistance, attributed to slower crack propagation [101]. Regarding high-pressure scenarios, while specific studies on inflatable boats and kayaks are limited, the general mechanical reinforcement provided by nylon fabric enhances the tensile strength of natural rubber, suggesting improved performance under pressurized conditions [100]. However, prolonged exposure to extreme temperatures can degrade mechanical properties due to chemical and physical changes in the rubber matrix. Therefore, in applications like inflatable boats and kayaks, these composites offer benefits in strength and flexibility but require careful consideration of environmental conditions to maintain performance and longevity.
- Resistance to environmental factors: The combination of rubber and textile materials offers enhanced resistance to environmental factors like UV radiation, saltwater, and abrasion, which are critical for marine applications [102].
7.3.3. Chemical and Biological Protective Suits with Improved Barrier Properties
- Barrier properties: The rubber matrix in these composites provides an effective barrier against chemical and biological agents, while textile reinforcement ensures strength and flexibility.
7.4. Aircraft Structures
7.4.1. Effects of Hyperviscoelasticity on Fabric–Rubber Composites
Large Deformation and Nonlinearity
Temperature Sensitivity
Stress Softening (Mullins Effect)
8. Advantages of Textile–Rubber Composites Materials
- (i)
- Versatility: These composites can be engineered to meet specific performance requirements by adjusting the textile reinforcement and rubber compound [88,111,112,113]. Wang et al. [112] evaluated the properties of different fiber-based textile fabrics and their composites with silicone rubber for applications in soft robotics. Silicon rubber has high elongation at break and possesses good resistance to temperature, oil, acid and alkali, but shows poor performance in terms of tensile strength, tear strength, and puncture resistance. These deficiencies of silicon rubber can be improved significantly by making fiber/silicon rubber composites, as summarized in Table 5. The findings of this research indicate that incorporating strong fabrics into composites significantly enhances their mechanical strength and durability, making them ideal for applications such as pneumatic soft robotics. Conversely, elastic fabrics preserve the flexibility of materials while improving tear resistance, which makes them particularly well-suited for use in robotic skins or soft strain sensors.
- (ii)
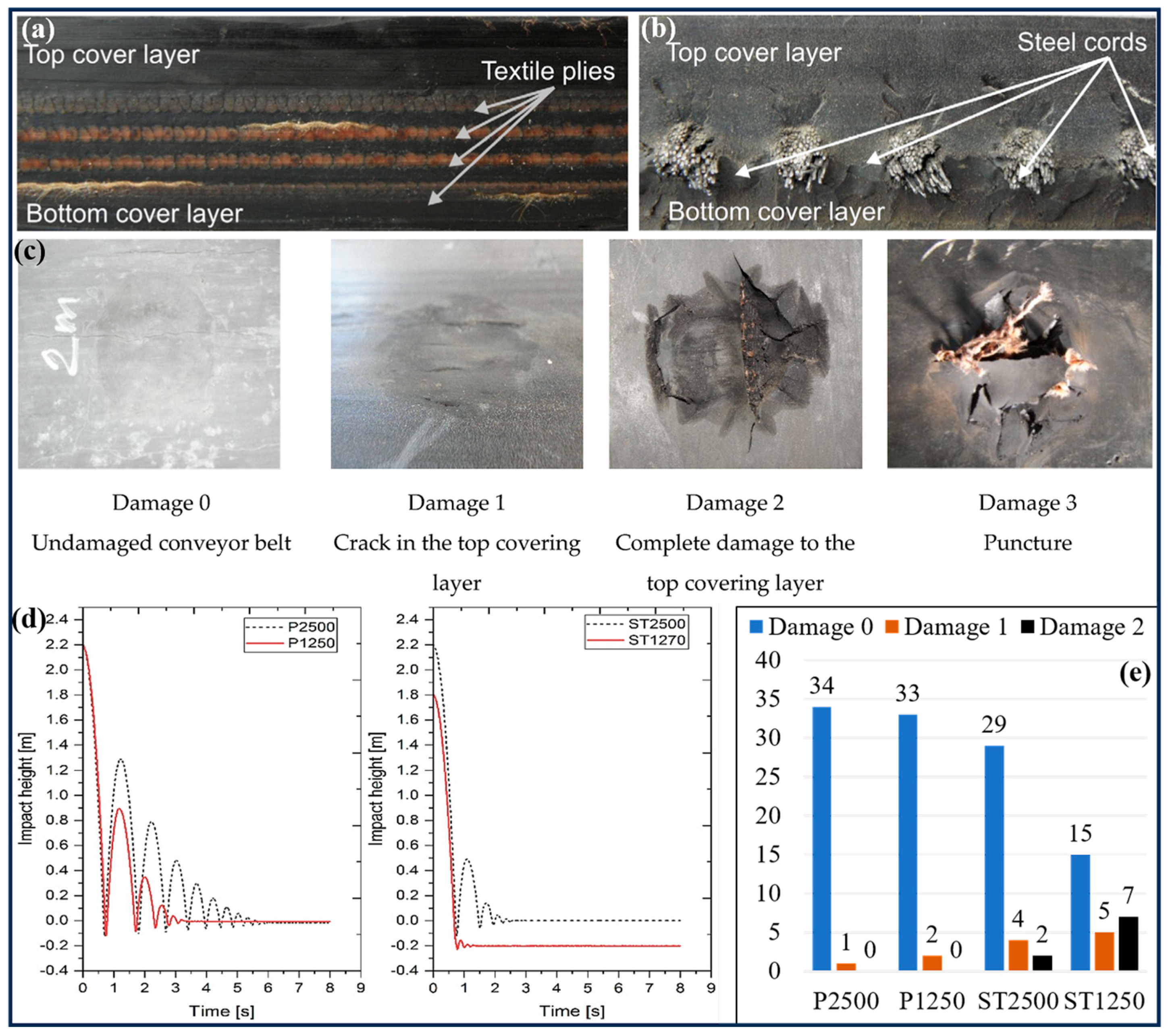
- Durability: The combination of textile strength and rubber resilience results in products with extended service life, reducing replacement frequency and associated costs [96]. For example, long-lasting conveyer belts which are used in mining and industrial processes are designed to withstand heavy loads and abrasion [89,90]. In an interesting study, Andrejiova et al. [113] evaluated the impact resistance of rubber–textile and steel–cord conveyor belts (Figure 9a,b). It analyses variables such as hammer weight, fall height, belt strength, and belt type, providing a comprehensive assessment of how these factors influence belt durability. The extent of damage was assessed through visual inspection following testing. Damage severity was categorized into two levels: minor (Damage 0 and 1), which would not require belt removal, and major (Damage 2 and 3), which would necessitate taking the belt out of service—representative damage examples are shown in Figure 9c. The energy absorption was evaluated using the rebound height after initial impact. Figure 9d illustrates the time-dependent rebound profile for a 90 kg hammer impacting rubber–textile (P2500, P1250, Continental Matador Rubber, Puchov, Slovakia) and steel–cord (ST2500, ST1250, Continental Matador Rubber, Puchov, Slovakia) conveyor belts. At a lower strength of 1250 N∙mm−1, both rubber textile and steel cord conveyor belts absorb more impact energy compared to 2500 N∙mm−1. Specifically, rubber belts absorb 60–69% (vs. 40–51%), while steel cord belts absorb 73–84% (vs. 70–84%) of the impact energy. Consequently, for rubber textile conveyor belts, no instances of severe damage (Damage 2) were recorded across all tested impact heights and weights using a spherical impactor. In contrast, steel cord conveyor belts had 44 samples (70.96%) with no damage, 9 samples (14.52%) with moderate damage, and 9 samples (14.52%) with severe damage (Figure 9e). Notably, the ST1250 belt suffered significant damage, including puncture, when impacted from 1.8 m. This study provides valuable insights into the impact resistance of different conveyor belt types, highlighting how belt strength and construction influence energy absorption and damage severity—critical factors for improving belt durability and operational safety in material handling systems.
- (iii)
- Weight reduction: Textile–rubber composites often provide superior strength-to-weight ratios compared to metal alternatives, leading to energy savings in transportation and handling. Two potential examples can be lightweight vehicle components such as door panels or suspension systems that improve fuel efficiency and lightweight yet durable bike tires and protective gear [114].
- (iv)
- Corrosion resistance: Unlike metal components, textile–rubber materials are inherently resistant to corrosion, making them ideal for use in harsh environments [96]. Example includes marine applications such as inflatable boats and rafts that resist saltwater corrosion [115] and rubber-lined tanks and pipes used in corrosive chemical processing environments [116].
- (v)
- Vibration damping: The viscoelastic properties of rubber combined with textile reinforcement offer excellent vibration and noise reduction capabilities. For example, rubber-based composite materials and sandwich structures are utilized in providing vibration damping features in vehicle structures [117,118].
- (vi)
- Customization: These materials can be tailored to specific applications by selecting appropriate textile fibers (e.g., cotton, nylon, polyester, Kevlar) and rubber compounds (e.g., nitrile, chloroprene, silicone, natural) [96]. For example, customized kevlar–silicone rubber composites are used in lightweight yet durable aircraft components such as inflatable evacuation slides and protective covers for sensitive equipment. Kevlar provides high tensile strength and impact resistance, while silicone ensures flexibility and temperature tolerance [119].
- (vii)
- Sustainability: With growing emphasis on environmental concerns, the use of recycled rubber and textiles in composite materials is becoming increasingly important [120]. Examples include circular economy initiatives like recycled conveyor belts repurposed into eco-friendly flooring materials [121] and sustainable footwear made from recycled rubber soles combined with textile uppers are becoming important in footwear fashion industry [122].
9. Recycling and Upcycling Initiatives
9.1. Textile Recycling
9.1.1. Technologies for Textile Recycling
- (i)
- Mechanical recycling: This involves physically deconstructing fibers through shredding or crushing. It is effective for single-material textiles, such as 100% cotton, but results in weaker fibers suitable for low-quality applications like insulation or stuffing. When applied to blended materials or textile–rubber composites, the process is significantly less effective. The presence of vulcanized rubber disrupts fiber separation and contaminates the recycled stream, often leading to lower structural integrity and poor bonding characteristics in the output. Moreover, rubber components are thermoset and non-meltable, which limits reprocessing potential. These limitations reduce the quality and feasibility of recycled products derived from such composites [124,125,126].
- (ii)
- Chemical recycling: This method breaks down textiles into their molecular components using chemical solutions, allowing the production of fibers of similar quality to new ones. Chemical recycling is promising for mixed fibers, with novel approaches using enzymes to separate blended materials like cotton and polyester. However, these technologies are not yet widely available and are typically limited to small-scale operations [126,127].
- (iii)
- Thermo-chemical: Thermo-chemical recycling uses gasification to produce syngas from polymers, applicable to all fiber types but not a closed-loop solution.
- (iv)
- Bio recycling: Bio-recycling employs enzymatic hydrolysis to decompose composite textile materials into reusable components, such as recovering polyester fibers and converting cotton into glucose for bioethanol production. This method has shown promise in processing cotton–polyester blends, facilitating the separation and reuse of constituent materials [127,128]. However, its application in rubber-containing composites remains underexplored, indicating a need for further research to assess feasibility and develop effective methodologies for such materials.
9.1.2. Few Examples of Textile Recycling and Upcycling Initiatives
9.1.3. Challenges in Textile Recycling and Upcycling
- Material complexity: The presence of blended materials containing different fibers (for example, polyester/cotton, cotton/lycra, nylon/lycra, wool/nylon, wool/polyester, acrylic/cotton, etc.), finish and coatings, and non-textile components like zippers and buttons complicate the recycling process. These elements often need to be removed manually, increasing labor and costs [125].
- Infrastructure limitations: Current recycling infrastructure is not equipped to handle the high volume of textile waste. The integration of textile collection with existing waste management systems is complex and requires significant logistical planning [125].
- Cost and environmental considerations: Recycled textiles are often more expensive to produce than new materials. Additionally, some recycling technologies are resource-intensive, consuming large amounts of energy and water [125].
- Consumer awareness and participation: Educating consumers about proper disposal and recycling practices is crucial for reducing textile waste. However, many consumers are unaware of how to recycle textiles effectively [131].
9.2. Rubber-Based Material Recycling
9.2.1. Technologies for Rubber Recycling
- (i)
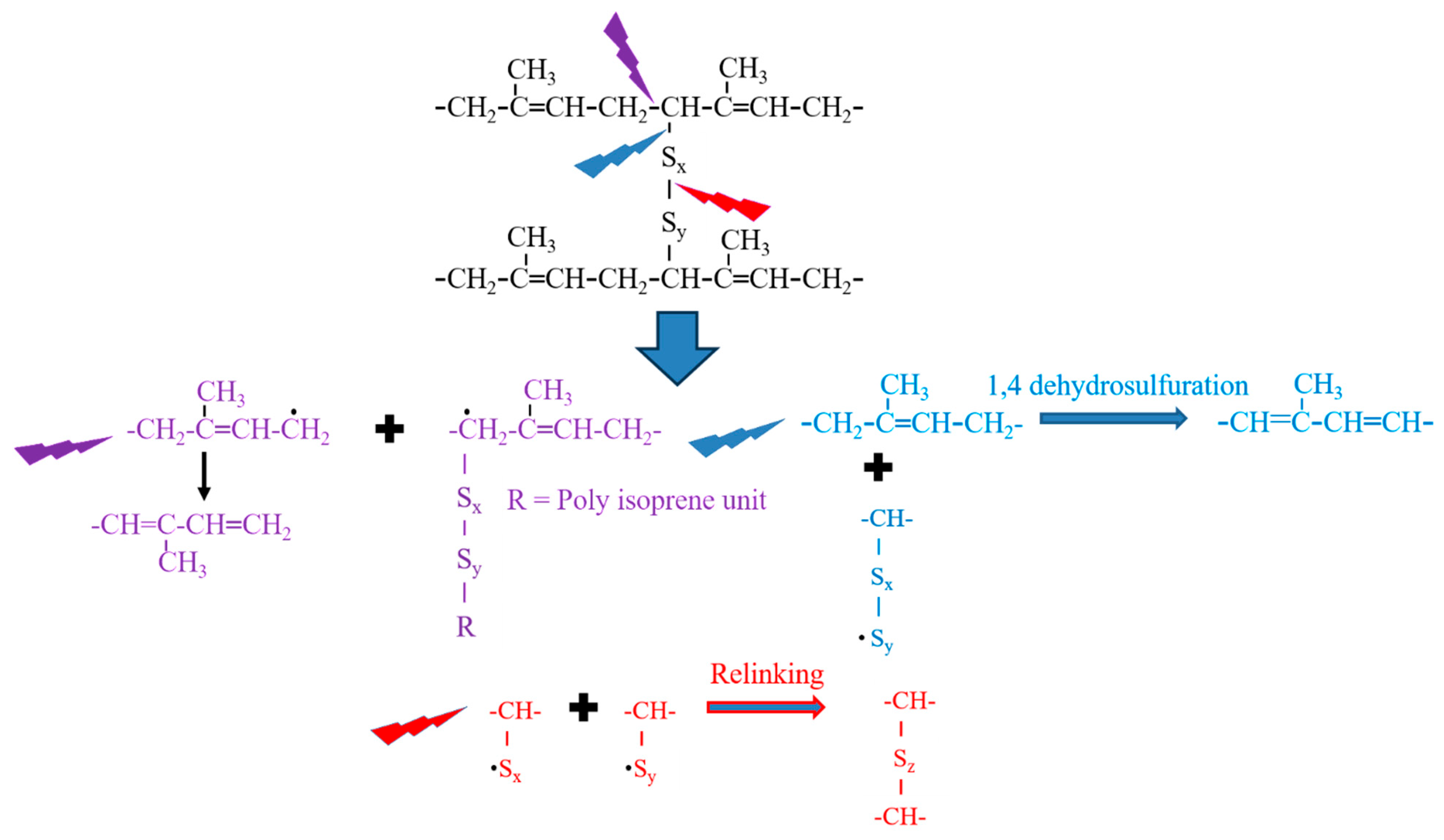
- Devulcanization: This process involves breaking the sulfur cross-links in vulcanized rubber (as shown in Figure 10), allowing it to be reprocessed. Devulcanization can be achieved through various methods, including thermal, mechanical, chemical, and microbial processes. For example, the use of supercritical carbon dioxide combined with diphenyl disulfide has shown effectiveness in devulcanizing natural rubber industry waste [62,132].
- (ii)
- Thermomechanical processes: These involve the use of mechanical forces and heat to reclaim rubber. A co-rotating twin-screw extruder is an example of equipment used for the effective thermomechanical devulcanization of ground tire rubber [132]. This method allows for the production of thermoplastic vulcanizates, which are blends of rubber and thermoplastics.
- (iii)
- (iv)
- Chemical recycling: This involves using chemicals to break down rubber into its constituent monomers or other useful compounds. This method can be tailored to target specific types of rubber, such as styrene-butadiene rubber, using specific reagents like zinc (II) dithiocarbimate derivatives [133].
- (v)
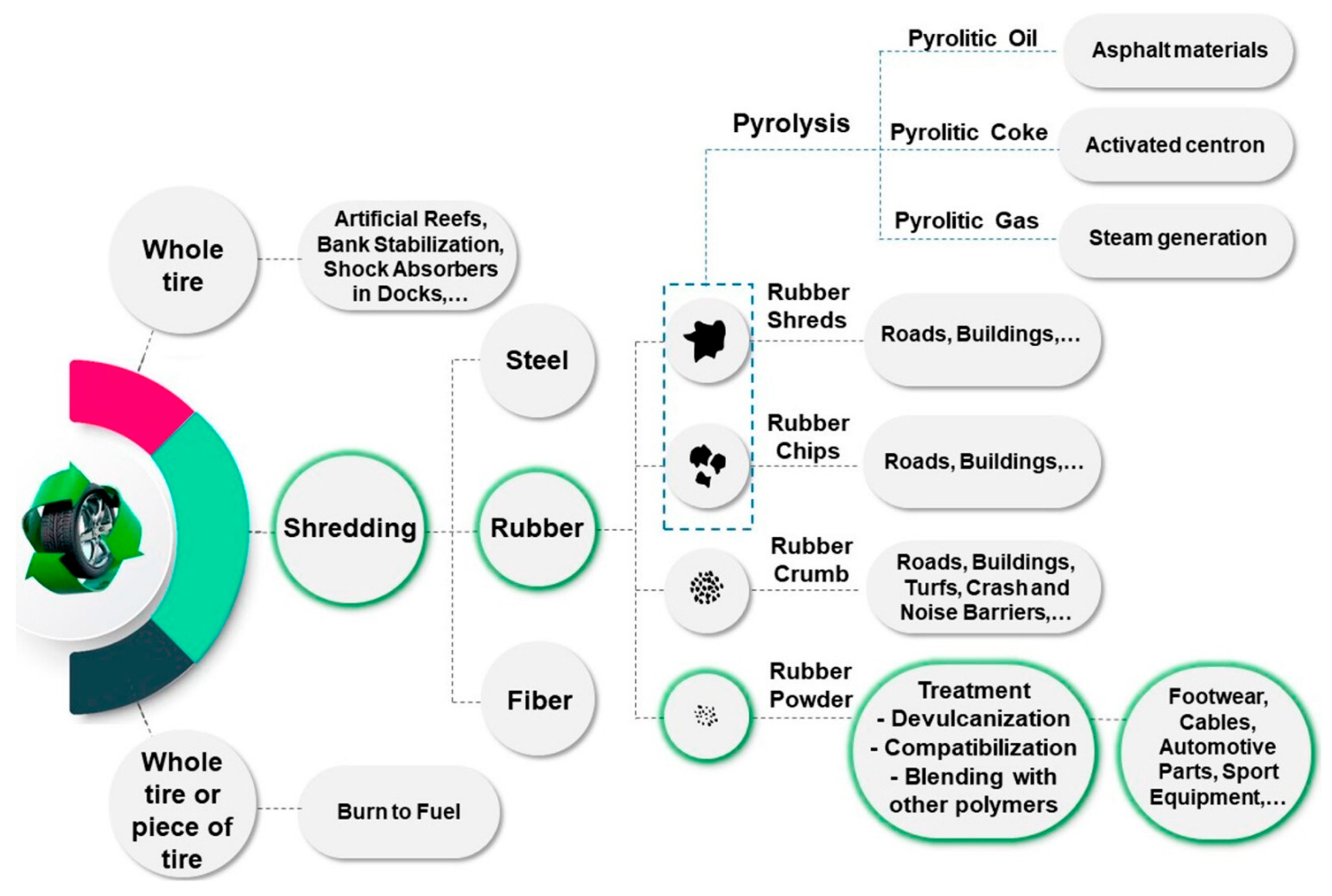
- Pyrolysis: This process involves the thermal decomposition of rubber waste in the absence of oxygen, producing oil, gas, and char. Pyrolysis is a versatile method that can handle various types of rubber waste, including tires, and convert them into valuable by-products [133].
9.2.2. Mechanical Properties of Recycled Rubber
9.2.3. Advances in Rubber Recycling and Upcycling with Potential Applications
9.2.4. Challenges in Rubber Recycling
- Complexity of rubber composites: The presence of various additives and fillers in rubber products complicates the recycling process, as these components must be separated or accounted for during recycling. Passenger and truck tires differ in metal and textile content by approximately 10 wt%, with truck tires containing more steel for enhanced strength and passenger tires incorporating more textiles for weight reduction [138]. Recycling processes typically involve labor intensive downsizing and sorting to separate these components.
- Difficulty in devulcanization: Vulcanized rubber has a stable three-dimensional cross-linked structure, making devulcanization technically challenging. Most chemical and thermal devulcanization techniques are energy-intensive and may degrade rubber properties. Even partial devulcanization often leads to material with inferior mechanical properties compared to virgin rubber, limiting its use in high-performance applications.
- Quality of reclaimed rubber: The quality of recycled rubber is significantly influenced by impurities and structural defects. Efficient separation of non-rubber components from ELTs is crucial but resource-intensive, often resulting in inferior properties compared to virgin rubber due to batch inconsistencies [132]. Reclaimed rubber generally exhibits inferior mechanical properties compared to virgin rubber, limiting its applications. Continuous efforts are needed to improve the quality of recycled rubber to expand its usability [133].
- Economic viability: The cost of recycling rubber can be high, particularly for advanced processes like pyrolysis and devulcanization. Developing cost-effective methods is crucial for the widespread adoption of rubber recycling technologies. Moreover, the economic feasibility of these methods is further hampered by fluctuating oil prices and limited demand for recycled rubber, especially in high-performance industries.
- Regulatory and market barriers: The lack of standardized regulations and market acceptance for recycled rubber products can hinder the growth of the recycling industry. Increasing awareness and creating incentives for using recycled materials are necessary to overcome these barriers.
10. Conclusions and Future Perspectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chourasiya, R.; Pandey, S.; Malviya, R.K. Sustainable manufacturing adoption in textile industries: A systematic state-of-art literature review and future research outline. Sustain. Dev. 2022, 31, 612–638. [Google Scholar] [CrossRef]
- Edirisinghe, L.; de Alwis, A.; Wijayasundara, M. Sustainable circular practices in the textile product life cycle: A comprehensive approach to environmental impact mitigation. Environ. Chall. 2024, 16, 100985. [Google Scholar] [CrossRef]
- Boon, Z.H.; Teo, Y.Y.; Ang, D.T.-C. Recent development of biodegradable synthetic rubbers and bio-based rubbers using sustainable materials from biological sources. RSC Adv. 2022, 12, 34028–34052. [Google Scholar] [CrossRef] [PubMed]
- Tang, S.; Li, J.; Wang, R.; Zhang, J.; Lu, Y.; Hu, G.; Wang, Z.; Zhang, L. Current trends in bio-based elastomer materials. SusmMat 2022, 2, 2–33. [Google Scholar] [CrossRef]
- Ahmad, Z.; Naeem, M.S.; Jabbar, A.; Irfan, M. Fibers for Other Technical Textiles Applications; Springer: Berlin/Heidelberg, Germany, 2020; pp. 201–220. [Google Scholar] [CrossRef]
- Chouhan, S.; Adak, B.; Butola, B.S.; Joshi, M. Mechanical and Gas Barrier Properties of Naturally and Artificially Weathered High-Performance Fiber Reinforced Laminated Structures for Stratospheric Airship Envelope. Fibers Polym. 2025. [Google Scholar] [CrossRef]
- Jabu, M.A.; Aa, A.; Nz, N. Application of Natural Fibre Composites in Interior Panels in the Automotive Industry: A Review. Int. J. Eng. Trends Technol. 2024, 72, 91–98. [Google Scholar] [CrossRef]
- Naik, V.; Kumar, M.; Vijayan; Kaup, A.; Kaup, V. A Review on Natural Fiber Composite Material in Automotive Applications. Eng. Sci. 2021, 18, 1–10. [Google Scholar] [CrossRef]
- Yadav, M.; Saini, A. Opportunities & challenges of hempcrete as a building material for construction: An overview. Mater. Today Proc. 2022, 65, 2021–2028. [Google Scholar] [CrossRef]
- Muhit, I.B.; Omairey, E.L.; Pashakolaie, V.G. A holistic sustainability overview of hemp as building and highway construction materials. Build. Environ. 2024, 256, 111470. [Google Scholar] [CrossRef]
- Barba, B.J.D.; Madrid, J.F.; Penaloza, D.P., Jr. A review of abaca fiber-reinforced polymer composites: Different modes of preparation and their applications. J. Chil. Chem. Soc. 2020, 65, 4919–4924. [Google Scholar] [CrossRef]
- Srinivasan, V.; Boopathy, S.R.; Sangeetha, D.; Ramnath, B.V. Evaluation of mechanical and thermal properties of banana–flax based natural fibre composite. Mater. Des. 2014, 60, 620–627. [Google Scholar] [CrossRef]
- Shaik, M.S.; Subramanian, H.S. An experimental study on low-velocity impact response of abaca/epoxy and abaca/rubber hybrid composites: A comparative study. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Farhana, K.; Kadirgama, K.; Mahamude, A.S.F.; Mica, M.T. Energy consumption, environmental impact, and implementation of renewable energy resources in global textile industries: An overview towards circularity and sustainability. Mater. Circ. Econ. 2022, 4, 15. [Google Scholar] [CrossRef]
- Ahmad, S.; Rasheed, A.; Nawab, Y. (Eds.) Fibers for Technical Textiles; Springer International Publishing: Cham, Switzerland, 2020. [Google Scholar] [CrossRef]
- Addis, S.; Ejegu, H.; Dubale, M.; Mamuye, W. Development of Sustainable and Functional Fabrics from Recycled and Nanocomposite Polyester Fibers. Adv. Mater. Sci. Eng. 2021, 2021, 7087152. [Google Scholar] [CrossRef]
- Núñez, S.S.; Ortuño, N.; Fernández-Durán, S.; Moltó, J.; Conesa, J.A. Analysis and removal of bisphenols in recycled plastics using polyethylene glycol. Sci. Rep. 2024, 14, 12824. [Google Scholar] [CrossRef] [PubMed]
- Almeida, L. Ecolabels and Organic Certification for Textile Products; Springer: Berlin/Heidelberg, Germany, 2015; pp. 175–196. [Google Scholar] [CrossRef]
- Singha, K.; Maity, S.; Pandit, P. Organizations and certifications relating to sustainable fibres. In Sustainable Fibres for Fashion and Textile Manufacturing; Elsevier: Oxford, UK, 2023; pp. 355–384. [Google Scholar] [CrossRef]
- Periyasamy, A.P.; Militky, J. Sustainability in Regenerated Textile Fibers; Springer: Berlin/Heidelberg, Germany, 2020; pp. 63–95. [Google Scholar] [CrossRef]
- Kucukali-Ozturk, M. Comparative Analysis of Different Lyocell Types: Structural, Physical, Mechanical, and Moisture-Related Comfort Properties in Single Jersey Fabrics. Fibers Polym. 2023, 24, 4429–4439. [Google Scholar] [CrossRef]
- Shen, L.; Worrell, E.; Patel, M.K. Environmental impact assessment of man-made cellulose fibres. Resour. Conserv. Recycl. 2010, 55, 260–274. [Google Scholar] [CrossRef]
- What Is TENCELTM ? Available online: https://www.lenzing.com/products/tenceltm (accessed on 15 March 2025).
- Kwon, S.-Y.; Oh, Y.-S.; Jeong, J.-C. Lyocell Fiber for Tire Cord and Tire Cord Comprising the Same. Patent US20100174060A1, 8 July 2010. [Google Scholar]
- Lawson, L.; Ford, M.; Hoque, S.; Chute, W.; Bressler, D.C.; Dolez, P.I. Processes and Challenges for the Manufacturing of Lyocell Fibres with Alternative Agricultural Feedstocks. Appl. Sci. 2023, 13, 12759. [Google Scholar] [CrossRef]
- Xu, D.; He, S.; Leng, W.; Chen, Y.; Wu, Z. Replacing Plastic with Bamboo: A Review of the Properties and Green Applications of Bamboo-Fiber-Reinforced Polymer Composites. Polymers 2023, 15, 4276. [Google Scholar] [CrossRef]
- Hearle, J.W. High-Performance Fibres, 1st ed.; Woodhead Publishing: Cambridge, UK, 2001. [Google Scholar]
- Roy, K.; Debnath, S.C.; Pongwisuthiruchte, A.; Potiyaraj, P. Recent advances of natural fibers based green rubber composites: Properties, current status, and future perspectives. J. Appl. Polym. Sci. 2021, 138, 50866. [Google Scholar] [CrossRef]
- Zhang, F.; Wan, Z.; Du, X. Mechanical Properties of Nylon6 Cord-Rubber Composite Subjected to Biaxial Tensile Loads. J. Elastomers Plast. 2002, 34, 265–278. [Google Scholar] [CrossRef]
- Bhowmick, A.K.; Stephens, H. (Eds.) Handbook of Elastomers; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar] [CrossRef]
- Mori, R. Replacing all petroleum-based chemical products with natural biomass-based chemical products: A tutorial review. RSC Sustain. 2023, 1, 179–212. [Google Scholar] [CrossRef]
- Rasutis, D.; Soratana, K.; McMahan, C.; Landis, A.E. A sustainability review of domestic rubber from the guayule plant. Ind. Crop. Prod. 2015, 70, 383–394. [Google Scholar] [CrossRef]
- Nakayama, F. Guayule future development. Ind. Crop. Prod. 2005, 22, 3–13. [Google Scholar] [CrossRef]
- Eskew, R.K. Natural Rubber from Russian Dandelion. Rubber Chem. Technol. 1946, 19, 856–864. [Google Scholar] [CrossRef]
- Sarkar, P.; Bhowmick, A.K. Sustainable rubbers and rubber additives. J. Appl. Polym. Sci. 2018, 135, 45701. [Google Scholar] [CrossRef]
- Firdaus, M.; de Espinosa, L.M.; Meier, M.A.R. Terpene-Based Renewable Monomers and Polymers via Thiol–Ene Additions. Macromolecules 2011, 44, 7253–7262. [Google Scholar] [CrossRef]
- Sarkar, P.; Bhowmick, A.K. Green Approach toward Sustainable Polymer: Synthesis and Characterization of Poly(myrcene-co-dibutyl itaconate). ACS Sustain. Chem. Eng. 2016, 4, 2129–2141. [Google Scholar] [CrossRef]
- Sahu, P.; Bhowmick, A.K.; Kali, G. Terpene Based Elastomers: Synthesis, Properties, and Applications. Processes 2020, 8, 553. [Google Scholar] [CrossRef]
- Wang, M.-J.; Kutsovsky, Y.; Zhang, P.; Murphy, L.J.; Laube, S.; Mahmud, K.; Galimberti, M.; Barbera, V.; Guerra, S.; Bernardi, A.; et al. New Generation Carbon-Silica Dual Phase Filler Part I. Characterization and Application to Passenger Tire. Rubber Chem. Technol. 2002, 75, 247–263. [Google Scholar] [CrossRef]
- Shoul, B.; Marfavi, Y.; Sadeghi, B.; Kowsari, E.; Sadeghi, P.; Ramakrishna, S. Investigating the potential of sustainable use of green silica in the green tire industry: A review. Environ. Sci. Pollut. Res. 2022, 29, 51298–51317. [Google Scholar] [CrossRef] [PubMed]
- Neethirajan, J.; Parathodika, A.R.; Hu, G.-H.; Naskar, K. Functional rubber composites based on silica-silane reinforcement for green tire application: The state of the art. Funct. Compos. Mater. 2022, 3, 7. [Google Scholar] [CrossRef]
- Kotal, M.; Bhowmick, A.K. Polymer nanocomposites from modified clays: Recent advances and challenges. Prog. Polym. Sci. 2015, 51, 127–187. [Google Scholar] [CrossRef]
- Chakraborty, S.; Kar, S.; Dasgupta, S.; Mukhopadhyay, R.; Bandyopadhyay, S.; Joshi, M.; Ameta, S.C. Study of the properties of in-situ sodium activated and organomodified bentonite clay—SBR rubber nanocomposites—Part I: Characterization and rheometric properties. Polym. Test. 2010, 29, 181–187. [Google Scholar] [CrossRef]
- Chakraborty, S.; Sengupta, R.; Dasgupta, S.; Mukhopadhyay, R.; Bandyopadhyay, S.; Joshi, M.; Ameta, S.C. Synthesis and characterization of in situ sodium-activated and organomodified bentonite clay/styrene–butadiene rubber nanocomposites by a latex blending technique. J. Appl. Polym. Sci. 2009, 113, 1316–1329. [Google Scholar] [CrossRef]
- Bhattacharya, M.; Maiti, M.; Bhowmick, A.K. Tailoring properties of styrene butadiene rubber nanocomposite by various nanofillers and their dispersion. Polym. Eng. Sci. 2009, 49, 81–98. [Google Scholar] [CrossRef]
- Joshi, M.; Adak, B.; Butola, B. Polyurethane nanocomposite based gas barrier films, membranes and coatings: A review on synthesis, characterization and potential applications. Prog. Mater. Sci. 2018, 97, 230–282. [Google Scholar] [CrossRef]
- Adak, B.; Butola, B.S.; Joshi, M. Effect of organoclay-type and clay-polyurethane interaction chemistry for tuning the morphology, gas barrier and mechanical properties of clay/polyurethane nanocomposites. Appl. Clay Sci. 2018, 161, 343–353. [Google Scholar] [CrossRef]
- Adak, B.; Joshi, M.; Butola, B.S. Polyurethane/clay nanocomposites with improved helium gas barrier and mechanical properties: Direct versus master-batch melt mixing route. J. Appl. Polym. Sci. 2018, 135, 46422. [Google Scholar] [CrossRef]
- Bhattacharya, M.; Bhowmick, A.K. Synergy in carbon black-filled natural rubber nanocomposites. Part I: Mechanical, dynamic mechanical properties, and morphology. J. Mater. Sci. 2010, 45, 6126–6138. [Google Scholar] [CrossRef]
- Awuchi, C.G.; Godswill, A.C.; Godspel, A.C. Physiological Effects of Plastic Wastes on the Endocrine System. Int. J. Bioinform. Comput. Biol. 2019, 4, 11–29. [Google Scholar]
- Roy, K.; Poompiew, N.; Pongwisuthiruchte, A.; Potiyaraj, P. Application of Different Vegetable Oils as Processing Aids in Industrial Rubber Composites: A Sustainable Approach. ACS Omega 2021, 6, 31384–31389. [Google Scholar] [CrossRef] [PubMed]
- Fu, Q.; Long, Y.; Gao, Y.; Ling, Y.; Qian, H.; Wang, F.; Zhu, X. Synthesis and properties of castor oil based plasticizers. RSC Adv. 2019, 9, 10049–10057. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Zhu, J.; Zhang, S.; You, G.; Wu, S. Influencing factors for vulcanization induction period of accelerator/natural rubber composites: Molecular simulation and experimental study. Polym. Test. 2019, 80, 106145. [Google Scholar] [CrossRef]
- Thumwong, A.; Darachai, J.; Thamrongsiripak, N.; Tokonami, S.; Ishikawa, T.; Saenboonruang, K. Fruit Peel Powder as Natural Antioxidant and Reinforcing Bio-Filler in Natural Rubber Latex Gloves: Cases of Mangosteen, Pomelo and Durian. Antioxidants 2023, 12, 1119. [Google Scholar] [CrossRef]
- Zhao, W.; He, J.; Yu, P.; Jiang, X.; Zhang, L. Recent progress in the rubber antioxidants: A review. Polym. Degrad. Stab. 2023, 207, 110223. [Google Scholar] [CrossRef]
- Thomas, S.P.; Mathew, E.J.; Marykutty, C.V. Synthesis and effect of surface modified nano ZnO in natural rubber vulcanization. J. Appl. Polym. Sci. 2012, 124, 3099–3107. [Google Scholar] [CrossRef]
- Supramaniam, J.; Low, D.Y.S.; Wong, S.K.; Leo, B.F.; Goh, B.H.; Tang, S.Y. Nano-engineered ZnO/CNF-based epoxidized natural rubber with enhanced strength for novel Self-healing glove fabrication. Chem. Eng. J. 2022, 437, 135440. [Google Scholar] [CrossRef]
- Wong, D.; Fabito, G.; Debnath, S.; Anwar, M.; Davies, I.J. A critical review: Recent developments of natural fiber/rubber reinforced polymer composites. Clean. Mater. 2024, 13, 100261. [Google Scholar] [CrossRef]
- Wong, D.W.; Lin, L.; McGrail, P.T.; Peijs, T.; Hogg, P.J. Improved fracture toughness of carbon fibre/epoxy composite laminates using dissolvable thermoplastic fibres. Compos. Part A Appl. Sci. Manuf. 2010, 41, 759–767. [Google Scholar] [CrossRef]
- Singha, N.R.; Mahapatra, M.; Karmakar, M.; Chattopadhyay, P.K. Processing, Characterization and Application of Natural Rubber Based Environmentally Friendly Polymer Composites. In Sustainable Polymer Composites and Nanocomposites; Springer International Publishing: Cham, Switzerland, 2019; pp. 855–897. [Google Scholar] [CrossRef]
- James, E.M.; Burak, E.; Mike, R. (Eds.) The Science and Technology of Rubber, 4th ed.; Elsevier: Oxford, UK, 2013. [Google Scholar]
- Xu, X.; Wang, G.; Yan, H.; Yao, X. Constitutive relationship of fabric rubber composites and its application. Compos. Struct. 2023, 304, 116302. [Google Scholar] [CrossRef]
- Seo, G.; Kim, D.-I.; Kim, S.J.; Ryu, C.; Yang, J.-K.; Kang, Y.-G. Reinforcement of Rubber Properties by Carbon Black and Silica Fillers: A Review. Elastomers Compos. 2017, 52, 114–130. [Google Scholar] [CrossRef]
- Bardha, A.; Prasher, S.; Dumont, M.-J. Waste biomass-derived rubber composite additives: Review of current research and future investigations into biowaste tire formulation. Biomass-Bioenergy 2024, 183, 107149. [Google Scholar] [CrossRef]
- Eldon, E.S. Antiozonants and Antiozonant Compositions for Elastomers. U.S. Patent US3391107A, 2 July 1967. [Google Scholar]
- Omar, M.F.; Ali, F.; Jami, M.S.; Azmi, A.S.; Ahmad, F.; Marzuki, M.Z.; Muniyandi, S.K.; Zainudin, Z.; Kim, M.P. A Comprehensive Review of Natural Rubber Composites: Properties, Compounding Aspects, and Renewable Practices with Natural Fibre Reinforcement. J. Renew. Mater. 2025, 13, 497–538. [Google Scholar] [CrossRef]
- Correia, S.L.; Palaoro, D.; Segadães, A.M. Property Optimisation of EPDM Rubber Composites Using Mathematical and Statistical Strategies. Adv. Mater. Sci. Eng. 2017, 2017, 2730830. [Google Scholar] [CrossRef]
- Sivaselvi, K.; Varma, V.S.; Harikumar, A.; Jayaprakash, A.; Sankar, S.; Krishna, C.Y.; Gopal, K. Improving the mechanical properties of natural rubber composite with carbon black (N220) as filler. Mater. Today Proc. 2021, 42, 921–925. [Google Scholar] [CrossRef]
- Morton, M. (Ed.) Rubber Technology; Springer Science: Berlin/Heidelberg, Germany, 1999. [Google Scholar]
- Xi, J.; Yu, Z. Toughening mechanism of rubber reinforced epoxy composites by thermal and microwave curing. J. Appl. Polym. Sci. 2018, 135, 45767. [Google Scholar] [CrossRef]
- Endruweit, A.; Johnson, M.S.; Long, A.C. Curing of composite components by ultraviolet radiation: A review. Polym. Compos. 2006, 27, 119–128. [Google Scholar] [CrossRef]
- Bayerl, T.; Duhovic, M.; Mitschang, P.; Bhattacharyya, D. The heating of polymer composites by electromagnetic induction—A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 27–40. [Google Scholar] [CrossRef]
- Joshi, M.; Adak, B.; Chatterjee, U. Polyurethane Nanocomposite-Based Advanced Materials for Aero-stat/Airship Envelopes. In Coated and Laminated Textiles for Aerostats and Airships; CRC Press: Boca Raton, FL, USA, 2022; pp. 165–197. [Google Scholar] [CrossRef]
- Adak, B.; Joshi, M.; Butola, B. Polyurethane/functionalized-graphene nanocomposite films with enhanced weather resistance and gas barrier properties. Compos. Part B Eng. 2019, 176, 107303. [Google Scholar] [CrossRef]
- Kundu, S.; Adak, B.; Tomar, S.; Joshi, M. A synergy of atmospheric plasma and UV-additive incorporated PU and styrene–isoprene-styrene adhesive for improving inter-layer adhesion in PVF/Fabric/BOPET laminate for aerostat envelope. Compos. Part A Appl. Sci. Manuf. 2023, 173, 107650. [Google Scholar] [CrossRef]
- Bahramnia, H.; Semnani, H.M.; Habibolahzadeh, A.; Abdoos, H. Epoxy/polyurethane nanocomposite coatings for anti-erosion/wear applications: A review. J. Compos. Mater. 2020, 54, 3189–3203. [Google Scholar] [CrossRef]
- Hu, Y.; Kang, Y.; Wang, X.-C.; Li, X.-H.; Long, X.-P.; Zhai, G.-Y.; Huang, M. Mechanism and experimental investigation of ultra high pressure water jet on rubber cutting. Int. J. Precis. Eng. Manuf. 2014, 15, 1973–1978. [Google Scholar] [CrossRef]
- Zhang, G.; Guo, T.; Wang, D.; Pang, C.; Wang, H.; Que, Z.; Chen, L. Silicon Rubber Soft Mold Tool Applied to Composite Material Edge Sealing Process and Process. Chinese Patent CN112743852A, 4 May 2021. [Google Scholar]
- Kuo, C.-C.; Wu, M.-H. Development of a Large-Area Hot Embossing Mold with Micro-Sized Structures. Mater. Sci. 2018, 24, 403–409. [Google Scholar] [CrossRef]
- Bijina, V.; Jandas, P.J.; Joseph, S.; Gopu, J.; Abhitha, K.; John, H. Recent trends in industrial and academic developments of green tyre technology. Polym. Bull. 2023, 80, 8215–8244. [Google Scholar] [CrossRef]
- Naskar, A.K.; Mukherjee, A.; Mukhopadhyay, R. Studies on tyre cords: Degradation of polyester due to fatigue. Polym. Degrad. Stab. 2004, 83, 173–180. [Google Scholar] [CrossRef]
- Dorofeev, N.A.; Serkov, A.T.; Shevlyakov, L.P.; Popenko, S.G.; Vysheslavova, V.A.; Ryabets, A.I. The properties of viscose rayon cord 30C. Fibre Chem. 1976, 7, 405–407. [Google Scholar] [CrossRef]
- Li, Z.; Wan, J.; Zhang, L.; Cui, J.; Zhao, S. Effects of heat and moisture on characteristics, tensile properties of RFL-coated rayon cords, and their adhesion with NR/SBR matrix. J. Appl. Polym. Sci. 2017, 134, 45559. [Google Scholar] [CrossRef]
- Application of Textiles in Automobile. Available online: https://www.fibre2fashion.com/industry-article/1807/application-of-textiles-in-automobile (accessed on 4 October 2024).
- Shibuya, H.; Oku, A. Development of lightweight wheels made of carbon fiber composite. J-STAGE 2009, 30, 387–391. [Google Scholar] [CrossRef]
- Kandukuri, S.Y.; Pai, A.; Manikandan, M. Scope of Carbon Fibre-Reinforced Polymer Wheel Rims for Formula Student Racecars: A Finite Element Analytical approach. J. Inst. Eng. Ser. C 2022, 103, 939–948. [Google Scholar] [CrossRef]
- Shulong, L. Adhesion Composition and Textile Materials and Articles Treated Therewith. U.S. Patent No. 8,247,490, 21 August 2012. [Google Scholar]
- Chen, B.; Zheng, D.; Xu, R.; Leng, S.; Han, L.; Zhang, Q.; Liu, N.; Dai, C.; Wu, B.; Yu, G.; et al. Disposal methods for used passenger car tires: One of the fastest growing solid wastes in China. Green Energy Environ. 2022, 7, 1298–1309. [Google Scholar] [CrossRef]
- Kabziński, A. Rubber textile composites. Application of fabrics in conveyor belts. Tech. Wyr. Włókiennicze 2010, 18, 59–63. [Google Scholar]
- Hakami, F.; Pramanik, A.; Ridgway, N.; Basak, A.K. Developments of rubber material wear in conveyer belt system. Tribol. Int. 2017, 111, 148–158. [Google Scholar] [CrossRef]
- Goy, R.S.; Jenkins, J.A. Industrial applications of textiles. Text. Prog. 1970, 2, 1–60. [Google Scholar] [CrossRef]
- Deka, R.; Borthakur, P.P.; Baruah, E.; Sarmah, P.; Saikia, M. A comprehensive review on mechanical conveyor systems: Evolution, types, and applications. Int. J. Eng. Nat. Sci. 2024, 18, 164–183. [Google Scholar]
- Zhang, S.; Xia, X. Modeling and energy efficiency optimization of belt conveyors. Appl. Energy 2011, 88, 3061–3071. [Google Scholar] [CrossRef]
- Barburski, M. Analysis of the mechanical properties of conveyor belts on the three main stages of production. J. Ind. Text. 2014, 45, 1322–1334. [Google Scholar] [CrossRef]
- Van De Ven, H.; Beers, H.; Lodewijks, G.; Drenkelford, S. Aramid in conveyor belts extended lifetime, energy savings and environmental effects. In Proceedings of the Beltcon 18, The International Materials Handling Conference (IMHC), Johannesburg, South Africa, 9 March 2015. [Google Scholar]
- Rubber Coated Fabrics. Available online: https://www.metroseal.co.uk/rubber-coated-fabrics-textiles/ (accessed on 4 October 2024).
- Sidiq, M.F.; Wibowo, A.; Adewijaya, P. Composite bulletproof vest reinforced rubberized coir. AIP Conf. Proc. 2024, 2952, 090018. [Google Scholar] [CrossRef]
- Khodadadi, A.; Liaghat, G.; Ahmadi, H.; Bahramian, A.R.; Razmkhah, O. Impact response of Kevlar/rubber composite. Compos. Sci. Technol. 2019, 184, 107880. [Google Scholar] [CrossRef]
- Fan, T.; Sun, Z.; Zhang, Y.; Li, Y.; Chen, Z.; Huang, P.; Fu, S. Novel Kevlar fabric composite for multifunctional soft body armor. Compos. Part B Eng. 2022, 242, 110106. [Google Scholar] [CrossRef]
- Choosang, N.; Smitthipong, W. Study of nylon textile-reinforced natural rubber composite. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1234, 012012. [Google Scholar] [CrossRef]
- Zhao, H.; Huang, W.; Wen, S.; Yu, B.; Wang, W.; Ning, N.; Tian, M. Fatigue life and failure mechanism of nylon 66 cord/rubber composites under wide temperature range. Polymer 2023, 283, 126253. [Google Scholar] [CrossRef]
- Kan, C.; Zhou, C. Marine Textiles and Composites. In High Performance Technical Textiles; Wiley: Hoboken, NJ, USA, 2019; pp. 385–406. [Google Scholar] [CrossRef]
- Goularte, B.F.; Zatko, V.; Lion, A.; Johlitz, M. Elastomeric door seal analysis under aircraft cabin pressure. J. Rubber Res. 2021, 24, 301–318. [Google Scholar] [CrossRef]
- Song, K.; Zhang, Y.; Shen, L. Reliability Assessment and Improvement for Aircraft Lock Mechanism with Multiple Failure Modes. J. Fail. Anal. Prev. 2021, 21, 640–648. [Google Scholar] [CrossRef]
- Dong, Y.; Li, Y. A review on the mechanical property evaluation and optimization design of fabric rubber composite structure. Compos. Part C Open Access 2022, 8, 100289. [Google Scholar] [CrossRef]
- Huang, Z.M.; Ramakrishna, S.; Tay, A.A. A micromechanical modeling approach to the mechanical properties of textile elastomeric composites. J. Soc. Mater. Sci. Jpn. 1999, 48, 189–194. [Google Scholar] [CrossRef]
- Chen, F.; Wang, Y.; Wang, M.Y.; Zhang, Y. Topology optimization of hyperelastic structures using a level set method. J. Comput. Phys. 2017, 351, 437–454. [Google Scholar] [CrossRef]
- Li, B.; Zhao, Z.; Ma, P. Mechanical properties of flexible composites reinforced with high-performance glass fiber multi-axial warp-knitted fabrics. J. Ind. Text. 2023, 53. [Google Scholar] [CrossRef]
- Korba, A.G. A Model of Thermal Aging of Hyper-Elastic Materials with an Application to Natural Rubber. Ph.D. Thesis, Department of Aerospace Engineering and Mechanics, The University of Alabama, Tuscaloosa, AL, USA, 2017. [Google Scholar]
- Wang, X.; Sedaghati, R.; Rakheja, S.; Shangguan, W. Rubber Fatigue Revisited: A State-of-the-Art Review Expanding on Prior Works by Tee, Mars and Fatemi. Polymers 2025, 17, 918. [Google Scholar] [CrossRef]
- Bespoke Rubber Coated Textiles. n.d. Available online: https://therubbercompany.com/rubber-sheeting/rubber-coated-fabric/bespoke-rubber-coated-textiles (accessed on 4 October 2024).
- Wang, Y.; Gregory, C.; Minor, M.A. Improving Mechanical Properties of Molded Silicone Rubber for Soft Robotics Through Fabric Compositing. Soft Robot. 2018, 5, 272–290. [Google Scholar] [CrossRef]
- Andrejiova, M.; Grincova, A.; Marasova, D. Comprehensive Evaluation of Conveyor Belt Impact Resistance Using Canonical Correlation Analysis. Appl. Sci. 2025, 15, 2639. [Google Scholar] [CrossRef]
- Yan, L.; Xu, H. Lightweight composite materials in automotive engineering: State-of-the-art and future trends. Alex. Eng. J. 2025, 118, 1–10. [Google Scholar] [CrossRef]
- Michels, H.T.; Geremia, K.P. Corrosion Resistance in Seawater of the Copper-Nickel Hull of a Large Sailing Yacht. Mater. Perform. 2006, 45, 46–50. [Google Scholar] [CrossRef]
- Velasco, D.C.R.; Gonçalves, V.P.D.; Oliveira, M.P.; Simonassi, N.T.; Lopes, F.P.D.; Vieira, C.M.F. Industrial Piping System: Design and Corrosion Protection. Surfaces 2025, 8, 18. [Google Scholar] [CrossRef]
- Jaiswal, P.; Barve, S. Utilization of composite materials for engine mounts & different vehicle structures: A review. AIP Conf. Proc. 2022, 2421, 040007. [Google Scholar]
- Zeyen, K.-P. Vibration Damping Rubber/Metal-Elements for Automotive Applications; SAE Technical Paper; SAE International: Warrendale, PA, USA, 1994. [Google Scholar] [CrossRef]
- Bhowmick, A.K.; Stephens, H.L. Handbook of Elastomers; Marcel Dekker, Inc.: New York, NY, USA; Basel, Switzerland, 2001. [Google Scholar]
- Mustata, F.C.; Curteza, A. Development of Textile-Rubber Composite Materials Using Recycled Rubber and Textiles with Applications in Industry. TEXTEH Proc. 2021, 2021, 272–278. [Google Scholar] [CrossRef]
- Buades, V.S.; Sanchis, E.J.; Alcaraz, J.S.; Belda, I.M.; Borrell, J.M.G. Multilayer Granular Recycled Rubber for Its Application to Technical Flooring. Sustainability 2022, 14, 16372. [Google Scholar] [CrossRef]
- Torres, G.B.; Hiranobe, C.T.; da Silva, E.A.; Cardim, G.P.; Cardim, H.P.; Cabrera, F.C.; Lozada, E.R.; Gutierrez-Aguilar, C.M.; Sánchez, J.C.; Carvalho, J.A.J.; et al. Eco-Friendly Natural Rubber–Jute Composites for the Footwear Industry. Polymers 2023, 15, 4183. [Google Scholar] [CrossRef]
- Doupa, A. Fabric Recycling: How Clothing and Textiles Recycling Can Transform the Future. Maake. 2023. Available online: https://maake.com/blogs/sustainability/clothes-fabric-recycling-importance (accessed on 3 October 2024).
- Textile Recycling. Available online: https://recyclinginside.com/textile-recycling/ (accessed on 4 October 2024).
- Science & Tech Spotlight: Textile Recycling Technologies, GAO U.S. Government Accountability Office. 2024. Available online: https://www.gao.gov/products/gao-24-107486 (accessed on 3 October 2024).
- Apurve, N. Textile Recycling: Techniques and Challenges, Fibre2Fashion. 2023. Available online: https://www.fibre2fashion.com/industry-article/9777/textile-recycling-techniques-and-challenges (accessed on 3 October 2024).
- Making Textile-to-Textile Recycling a Reality with SuperCircle. 2023. Available online: https://textileexchange.org/textile-to-textile-recycling-supercircle/ (accessed on 3 October 2024).
- Textile ETP and Partners Launch New Textile Recycling and Upcycling Innovation Project PESCO-UP. Available online: https://textile-platform.eu/news/textile-etp-and-partners-launch-new-textile-recycling-and-upcycling-innovation-project-pesco-up (accessed on 3 October 2024).
- Traditional Textile Skill Meets Modern Innovation: Throw Away No More—Recycling, Reuse & Upcycling for the Future. n.d. Available online: https://texrecaus.com/textile-recycling/ (accessed on 3 October 2024).
- Initiatives on Continuously Utilizing LifeWear. Available online: https://www.fastretailing.com/eng/sustainability/products/recycle.html (accessed on 3 October 2024).
- Bernal, G.T. Innovation for Recycling Technologies, Keep your Textile Waste Away from Landfills, BCome. Available online: https://bcome.biz/blog/innovation-for-recycling-technologies-keep-your-textile-waste-away-from-landfills/ (accessed on 3 October 2024).
- Chittella, H.; Yoon, L.W.; Ramarad, S.; Lai, Z.-W. Rubber waste management: A review on methods, mechanism, and prospects. Polym. Degrad. Stab. 2021, 194, 109761. [Google Scholar] [CrossRef]
- Xiao, Z.; Pramanik, A.; Basak, A.; Prakash, C.; Shankar, S. Material recovery and recycling of waste tyres-A review. Clean. Mater. 2022, 5, 100115. [Google Scholar] [CrossRef]
- Tripathy, A.R.; Morin, J.E.; Williams, D.E.; Eyles, S.J.; Farris, R.J. A Novel Approach to Improving the Mechanical Properties in Recycled Vulcanized Natural Rubber and Its Mechanism. Macromolecules 2002, 35, 4616–4627. [Google Scholar] [CrossRef]
- Pandey, S.; Karakoti, M.; Tatrari, G.; Dhali, S.; Sati, S.C.; Sahoo, N.G. Recycling of Waste Rubbers into Value-Added Products; Springer Nature: Singapore, 2021; pp. 69–94. [Google Scholar] [CrossRef]
- Rakhman, M.; Feiglin, T.; Golobrodsky, O. Re-Processed Rubber and a Method for Producing Same. Patent WO2015111037A1, 30 July 2015. [Google Scholar]
- Wiśniewska, P.; Haponiuk, J.T.; Colom, X.; Saeb, M.R. Green Approaches in Rubber Recycling Technologies: Present Status and Future Perspective. ACS Sustain. Chem. Eng. 2023, 11, 8706–8726. [Google Scholar] [CrossRef]
- Bockstal, L.; Berchem, T.; Schmetz, Q.; Richel, A. Devulcanisation and reclaiming of tires and rubber by physical and chemical processes: A review. J. Clean. Prod. 2019, 236, 117574. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspect | Hevea Natural Rubber (NR) | Guayule Rubber (GR) | Russian Dandelion Rubber |
|---|---|---|---|
| Botanical Source | Hevea brasiliensis | Parthenium argentatum (Guayule) | Taraxacum kok-saghyz (Russian Dandelion) |
| Native Region | South America, now widely cultivated in Asia | Desert regions of Mexico and Southwest US | Kazakhstan, Central Asia |
| Extraction Process | Tapping latex from the tree trunk | Complex extraction from stems and roots | Roots are leached, latex coagulated |
| Primary Rubber Component | cis-1,4-polyisoprene (>99%) | cis-1,4-polyisoprene (lower than Hevea) | cis-1,4-polyisoprene (comparable to Hevea) |
| Polydispersity | 2.5–10, bimodal distribution | <2.5, unimodal distribution | Unimodal |
| Molecular Weight | High molecular weight (104 to 107 Da) | Slightly lower than Hevea | Intermediate between Hevea and synthetic |
| Key Physical Properties | Stress-induced crystallization, high tensile strength, fatigue resistance | Faster crystallization than Hevea, intermediate green strength | Good tack, comparable tread wear to GR-S, lower tear strength than Hevea |
| Thermal Properties | Cold crystallization at around 225 °C | Similar thermal stability as Hevea | Similarly to Hevea, improved failure properties |
| Non-Rubber Constituents | Proteins, fatty acids, lipids, etc. | Less protein, but contains resin acids | Contains ligneous/cellulosic materials, fatty acids |
| Industrial Applications | Tires (truck, aero), high-performance products | Potential for tires, less stringent applications | Tires, especially eco-friendly applications |
| Environmental Benefits | Widely used as sustainable resource | Drought-tolerant crop, alternative to Hevea | Promotes biodiversity, reduces reliance on Hevea |
| Challenges | Risk of diseases, limited plantation areas | Complex extraction, lower performance in some properties | Lower stress-induced crystallization, ongoing research for optimization |
| Environmental Impact | Requires high rainfall and large land area; use of agrochemicals and pesticides may affect local ecosystems | Low water requirement, grows in arid regions; lower pesticide use; minimal deforestation risk | Can grow on marginal land, supports crop diversity; short cultivation cycle reduces environmental load |
| Biobased Monomer | Source | Synthesis Method | Applications/Key Attributes | Environmental Impact |
|---|---|---|---|---|
| Isoprene | Populus alba, plant sugars | Biotechnological pathway, fermentation of plant sugars | Bio-Isoprene for tire production, reduces dependence on fossil fuels | Reduces GHG emissions compared to petrochemical isoprene; utilizes renewable feedstocks |
| 1,3-Butadiene | Biomass-derived furfural | Catalytic ring-opening dehydration of tetrahydrofuran | Used in synthetic rubbers like SBR, NBR | Lower toxicity pathway, but still requires energy-intensive catalysis |
| Acrylonitrile | Glycerol, glutamic acid | Catalytic conversion via acrolein intermediate | Key monomer in NBR and engineering plastics | Reduces fossil fuel use, but process involves toxic intermediates |
| Styrene | Forest waste, sugar | Fermentation and decarboxylation of Penicillium expansum, E. coli | Used in SBR, biobased polystyrenes | Uses agricultural waste, reduces oil dependence |
| Chloroprene | Lime, coke (from natural resources) | Produced via acetylene from lime and coke | Monomer for polychloroprene elastomers | Still dependent on mineral resources; hazardous intermediates |
| Farnesene | Sugarcane, plant-derived | Fermentation pathway | Low-temperature ice-grip tires, elastomer additive | Carbon-neutral potential if integrated with sustainable agriculture |
| Filler Type | Source | Mechanical Performance | Environmental Impact | Application Notes |
|---|---|---|---|---|
| Carbon Black | Fossil fuel-based | High strength | High carbon emissions | Traditional tires, industrial rubbers |
| Silica | Natural/mineral or biomass-derived | Good wet grip, lower rolling resistance | Lower emissions if bio-derived | Green tires |
| Natural Clay | Mined | Moderate | Low | Reinforcement in composites |
| Modified Clay | Chemically treated clay | High (due to dispersion) | Moderate | Advanced rubber nanocomposites |
| Nano-fillers (e.g., nano-silica) | Synthesized | Excellent at low loadings | Dependent on synthesis method | High-performance, lightweight rubbers |
| Compounding Ingredient | Dosage Range (phr) |
|---|---|
| Elastomer (base polymer) | 100 |
| Vulcanizing agent | 0.5 to 35 |
| Accelerator(s) | 0.5 to 5 |
| Activators | 1.0 to 5 |
| Antioxidants | 0.5 to 2 |
| Filler | 25 to 200 |
| Pigment | 5.0 to 100 |
| Quantitative and Qualitative Measures of Fabric Characteristics | ||||||||
|---|---|---|---|---|---|---|---|---|
| Fabric | Composite Fiber Type | Breaking Strength (N) | Elongation at Break (%) | Thread Count (cm) | Denier (mg/m) | Tenacity (N·m/g) | Permeability | Absorbency |
| Polyester | Synthetic | 463.92 | 40.4 | 23 | 3.38 | 80.3 | Low | Low |
| Silk | Natural | 315.89 | 14.67 | 40 | 0.74 | 83.2 | Low | Low |
| Nylon | Synthetic | 280.83 | 40.2 | 33 | 1.42 | 56.3 | Median | Low |
| Polyester/cotton | Synthetic-natural blend | 221.69 | 22.87 | 28 | 1.97 | 44.4 | Median | Median |
| Cotton | Natural | 135.62 | 21.47 | 24 | 2.32 | 31.4 | High | High |
| Rayon/spandex | Synthetic blend | 79.64 | 193.39 | 27 | 4.52 | 7.49 | Median | High |
| Fabric/Rubber Composite Mechanical Properties | ||||||||
| Tensile strength (MPa) | Elongation at break (%) mean | Toughness (MPa) | Tear strength (kN/m) | Puncture resistance (N) | ||||
| Embedded fabric | Mean | Relative% | Mean | Relative% | Mean | Relative% | ||
| None (unreinforced) | 3.87 | — | 194 | 7.51 | 4.54 | — | 66.5 | — |
| Polyester | 14.9 | 386 | 34 | 5.02 | 25.6 | 564 | 315 | 474 |
| Nylon | 9.21 | 238 | 59 | 5.39 | 19.7 | 352 | 214 | 322 |
| Polyester/cotton | 8.86 | 229 | 21 | 1.87 | 11.9 | 262 | 146 | 219 |
| Silk | 6.29 | 163 | 21 | 1.3 | 6.01 | 132 | 92.8 | 140 |
| Rayon/spandex | 3.59 | 92.8 | 117 | 4.2 | 16.2 | 356 | 103 | 155 |
| Cotton | 2.67 | 69.0 | 28 | 0.75 | 6.23 | 137 | 77.7 | 117 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adak, B.; Chatterjee, U.; Joshi, M. Rubber-Based Sustainable Textiles and Potential Industrial Applications. Textiles 2025, 5, 17. https://doi.org/10.3390/textiles5020017
Adak B, Chatterjee U, Joshi M. Rubber-Based Sustainable Textiles and Potential Industrial Applications. Textiles. 2025; 5(2):17. https://doi.org/10.3390/textiles5020017
Chicago/Turabian StyleAdak, Bapan, Upashana Chatterjee, and Mangala Joshi. 2025. "Rubber-Based Sustainable Textiles and Potential Industrial Applications" Textiles 5, no. 2: 17. https://doi.org/10.3390/textiles5020017
APA StyleAdak, B., Chatterjee, U., & Joshi, M. (2025). Rubber-Based Sustainable Textiles and Potential Industrial Applications. Textiles, 5(2), 17. https://doi.org/10.3390/textiles5020017