
Towards Single-Polymer-Based Fully Printed Textile-Based Flexible Ag2O-Zn Battery for Wearable Electronics



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Used
2.2. Preparation of Current Collector and Electrode Inks
2.3. Preparation of Separator Solution
2.4. Preparation of Gel Electrolyte
2.5. Characterization Methods
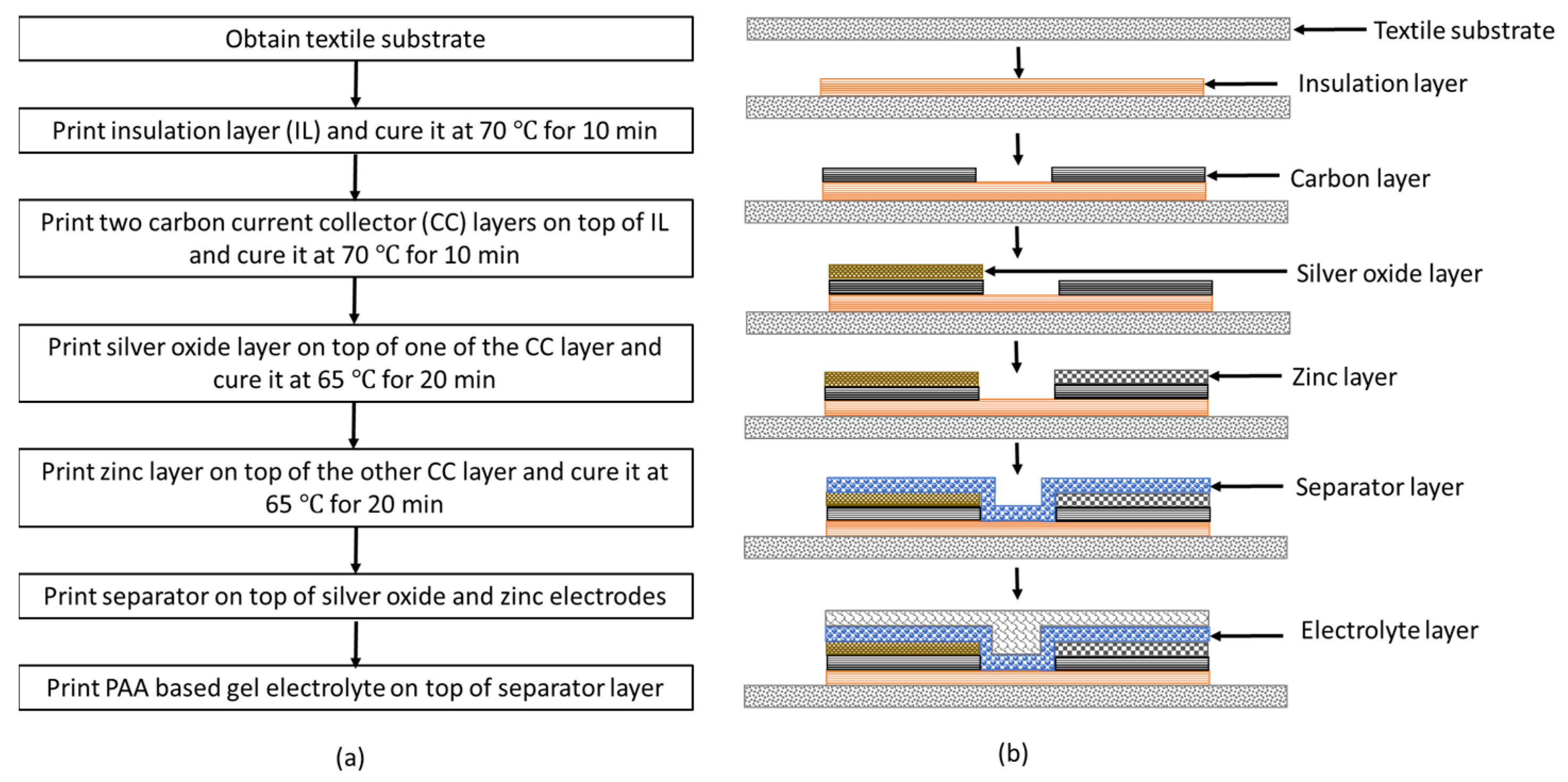
3. Battery Fabrication Procedure
4. Results and Discussion
4.1. Electrical Conductivity Measurement
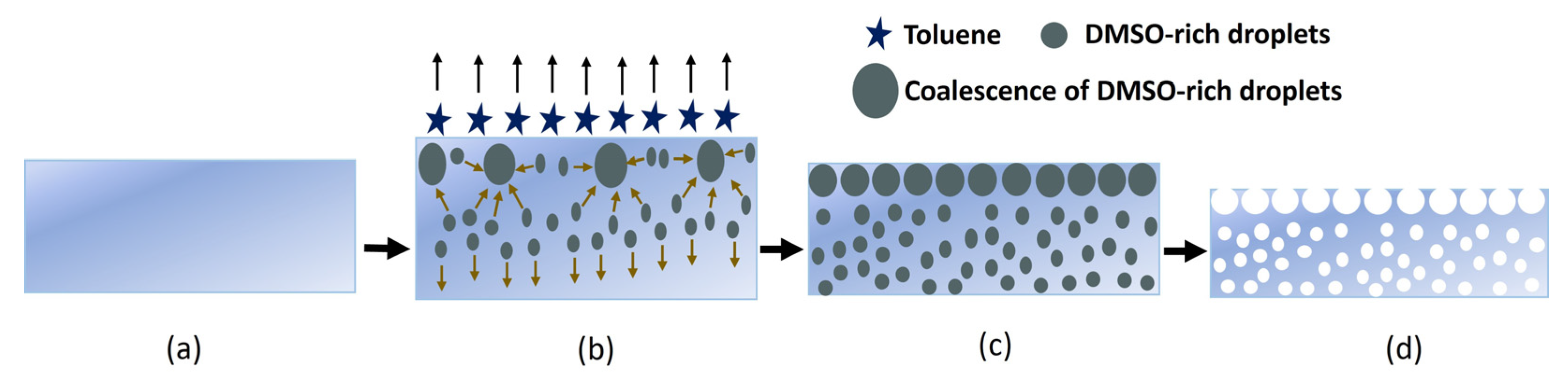
4.2. Separator Characterization
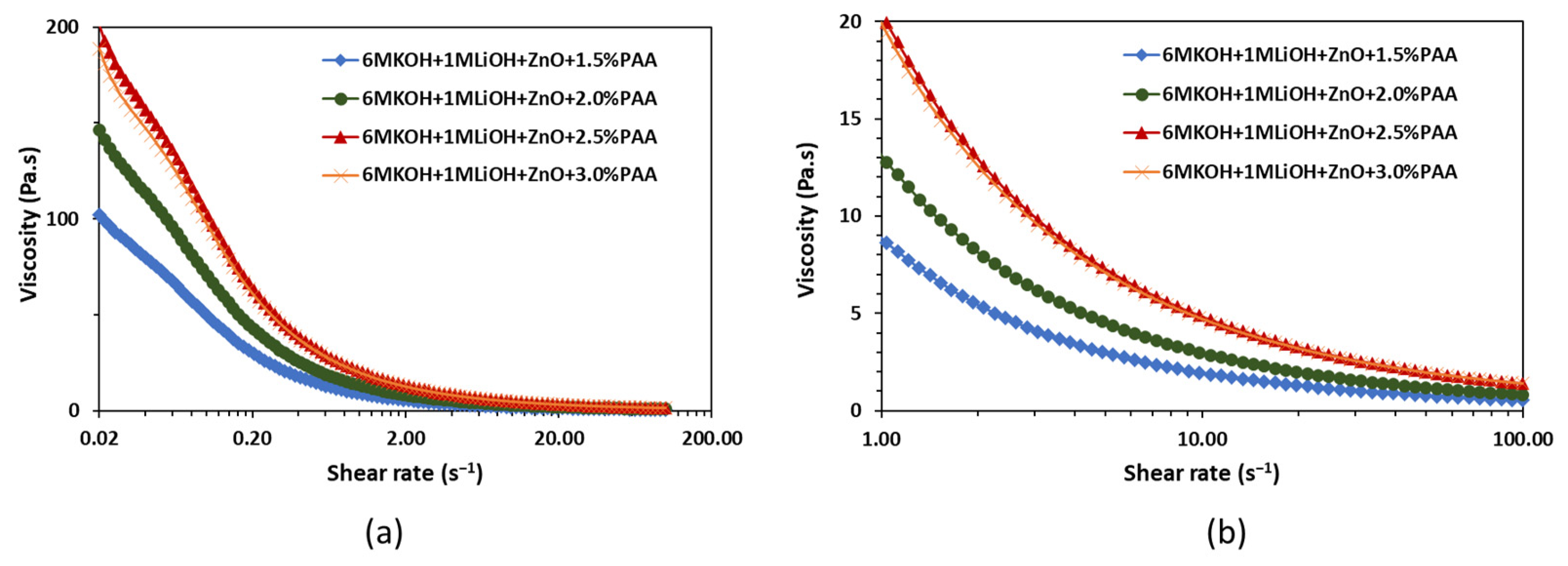
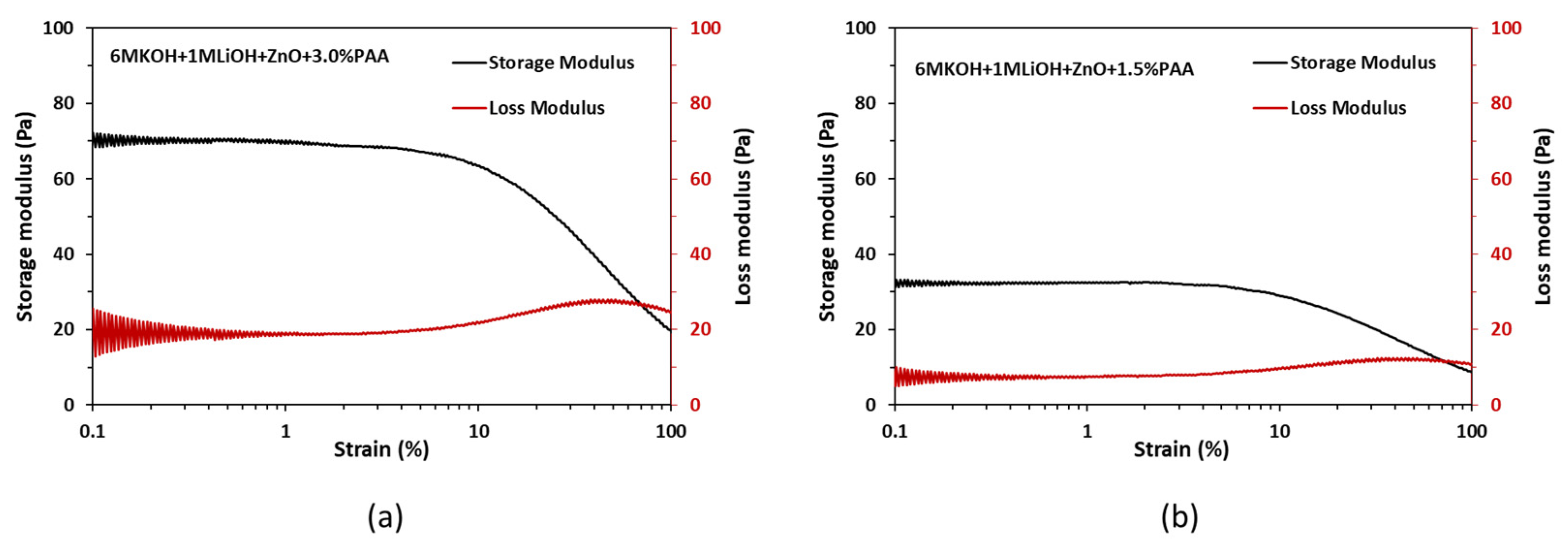
4.3. Rheology Characterization
4.4. Battery Characterization
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nguyen, N.T.; Sarwar, M.S.; Preston, C.; Le Goff, A.; Plesse, C.; Vidal, F.; Cattan, E.; Madden, J.D. Transparent stretchable capacitive touch sensor grid using ionic liquid electrodes. Extrem. Mech. Lett. 2019, 33, 100574. [Google Scholar] [CrossRef]
- Jeon, H.; Hong, S.K.; Kim, M.S.; Cho, S.J.; Lim, G. Omni-purpose stretchable strain sensor based on a highly dense nanocracking structure for whole-body motion monitoring. ACS Appl. Mater. Interfaces 2017, 9, 41712–41721. [Google Scholar] [CrossRef] [PubMed]
- Gong, S.; Cheng, W. Toward soft skin-like wearable and implantable energy devices. Adv. Energy Mater. 2017, 7, 1700648. [Google Scholar] [CrossRef]
- Mostafalu, P.; Tamayol, A.; Rahimi, R.; Ochoa, M.; Khalilpour, A.; Kiaee, G.; Yazdi, I.K.; Bagherifard, S.; Dokmeci, M.R.; Ziaie, B. Smart bandage for monitoring and treatment of chronic wounds. Small 2018, 14, 1703509. [Google Scholar] [CrossRef] [PubMed]
- Yang, Q.; Chen, A.; Li, C.; Zou, G.; Li, H.; Zhi, C. Categorizing wearable batteries: Unidirectional and omnidirectional deformable batteries. Matter 2021, 4, 3146–3160. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, J.; Lin, H.; Huang, W. Flexible fiber and fabric batteries. Adv. Mater. Technol. 2018, 3, 1700302. [Google Scholar] [CrossRef]
- Kota, A.; Kum, L.W.; Vallurupalli, K.; Gogia, A.; Neidhard-Doll, A.T.; Chodavarapu, V.P. Highly Flexible Stencil Printed Alkaline Ag2O-Zn Battery for Wearable Electronics. Batteries 2022, 8, 74. [Google Scholar] [CrossRef]
- Kumar, R.; Shin, J.; Yin, L.; You, J.; Meng, Y.S.; Wang, J. All-printed, stretchable Zn-Ag2O rechargeable battery via hyperelastic binder for self-powering wearable electronics. Adv. Energy Mater. 2017, 7, 1602096. [Google Scholar] [CrossRef]
- Yin, L.; Scharf, J.; Ma, J.; Doux, J.; Redquest, C.; Le, V.L.; Yin, Y.; Ortega, J.; Wei, X.; Wang, J. High performance printed AgO-Zn rechargeable battery for flexible electronics. Joule 2021, 5, 228–248. [Google Scholar] [CrossRef]
- Kota, A.; Gogia, A.; Neidhard-Doll, A.T.; Chodavarapu, V.P. Printed textile-based Ag2O–Zn battery for body conformal wearable sensors. Sensors 2021, 21, 2178. [Google Scholar] [CrossRef]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet printing—Process and its applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef]
- Kitsomboonloha, R.; Morris, S.; Rong, X.; Subramanian, V. Femtoliter-scale patterning by high-speed, highly scaled inverse gravure printing. Langmuir 2012, 28, 16711–16723. [Google Scholar] [CrossRef] [PubMed]
- Ho, C.C.; Steingart, D.; Evans, J.; Wright, P. Tailoring electrochemical capacitor energy storage using direct write dispenser printing. ECS Trans. 2008, 16, 35. [Google Scholar] [CrossRef]
- Kwon, K.; Rahman, M.K.; Phung, T.H.; Hoath, S.D.; Jeong, S.; Kim, J.S. Review of digital printing technologies for electronic materials. Flex. Print. Electron. 2020, 5, 043003. [Google Scholar] [CrossRef]
- Gaikwad, A.M.; Arias, A.C.; Steingart, D.A. Recent progress on printed flexible batteries: Mechanical challenges, printing technologies, and future prospects. Energy Technol. 2015, 3, 305–328. [Google Scholar] [CrossRef]
- van de Witte, P.; Dijkstra, P.J.; Van den Berg, J.; Feijen, J. Phase separation processes in polymer solutions in relation to membrane formation. J. Membr. Sci. 1996, 117, 1–31. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, H.; Li, X.; Mai, Z.; Zhang, J. Nanofiltration (NF) membranes: The next generation separators for all vanadium redox flow batteries (VRBs)? Energy Environ. Sci. 2011, 4, 1676–1679. [Google Scholar] [CrossRef]
- Lee, H.; Yanilmaz, M.; Toprakci, O.; Fu, K.; Zhang, X. A review of recent developments in membrane separators for rechargeable lithium-ion batteries. Energy Environ. Sci. 2014, 7, 3857–3886. [Google Scholar] [CrossRef]
- Lu, W.; Yuan, Z.; Zhao, Y.; Zhang, H.; Zhang, H.; Li, X. Porous membranes in secondary battery technologies. Chem. Soc. Rev. 2017, 46, 2199–2236. [Google Scholar] [CrossRef]
- Zhao, J.; Luo, G.; Wu, J.; Xia, H. Preparation of microporous silicone rubber membrane with tunable pore size via solvent evaporation-induced phase separation. ACS Appl. Mater. Interfaces 2013, 5, 2040–2046. [Google Scholar] [CrossRef]
- Jansen, J.C.; Buonomenna, M.G.; Figoli, A.; Drioli, E. Ultra-thin asymmetric gas separation membranes of modified PEEK prepared by the dry–wet phase inversion technique. Desalination 2006, 193, 58–65. [Google Scholar] [CrossRef]
- Jansen, J.C.; Macchione, M.; Oliviero, C.; Mendichi, R.; Ranieri, G.A.; Drioli, E. Rheological evaluation of the influence of polymer concentration and molar mass distribution on the formation and performance of asymmetric gas separation membranes prepared by dry phase inversion. Polymer 2005, 46, 11366–11379. [Google Scholar] [CrossRef]
- Hołda, A.K.; Vankelecom, I.F. Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 2015, 132, 42130. [Google Scholar] [CrossRef]
- Hansen, C.M. Hansen Solubility Parameters: A User’s Handbook, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Barton, A.F. Handbook of Solubility Parameters and Other Cohesion Parameters, 2nd ed.; CRC Press: Boca Raton, FL, USA, 1991. [Google Scholar]
- Wypych, G. Fundamental Principles Governing Solvents Use. In Handbook of Solvents, 2nd ed.; ChemTec Publishing: Toronto, ON, Canada, 2014; Volume 1, pp. 11–72. [Google Scholar]
- Faes, M.; Vleugels, J.; Vogeler, F.; Ferraris, E. Extrusion-based additive manufacturing of ZrO2 using photoinitiated polymerization. CIRP J. Manuf. Sci. Technol. 2016, 14, 28–34. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Before Wash | After 2 Wash Cycles | After 4 Wash Cycles | After 8 Wash Cycles | After 12 Wash Cycles | |
|---|---|---|---|---|---|
| Sample 1 | 46.1 | 24.4 | 38.3 | 34.6 | 32.3 |
| Sample 2 | 37.4 | 51.6 | 26.5 | 44.6 | 22.4 |
| Sample 3 | 26.7 | 35.8 | 53.7 | 52.8 | 14.3 |
| Before Wash | After 2 Wash Cycles | After 4 Wash Cycles | After 8 Wash Cycles | After 12 Wash Cycles | |
|---|---|---|---|---|---|
| Sample 1 | 0.20 | 0.24 | 0.04 | 0.14 | 0.14 |
| Sample 2 | 0.17 | 0.26 | 0.11 | 0.18 | 0.10 |
| Sample 3 | 0.13 | 0.16 | 0.21 | 0.22 | 0.06 |
| Solvent | RER to n-Butyl Acetate | |||||
|---|---|---|---|---|---|---|
| Acetone | 15.5 | 10.4 | 7 | 19.9 | 11.4 | 6.3 |
| Butanol | 16 | 5.7 | 15.8 | 28.7 | 13.9 | 0.93 |
| DMSO | 18.4 | 16.4 | 10.2 | 26.7 | 17.1 | 0.026 |
| Methanol | 15.1 | 12.3 | 22.3 | 29.6 | 24 | 2.1 |
| Water | 15.6 | 16 | 42.3 | 47.8 | 43.2 | 0.3 |
| Toluene | 18.0 | 1.4 | 2.0 | 18.2 | - | - |
| Tetrahydrofuran | 16.8 | 5.7 | 8 | 19.4 | 7.8 | 6.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kota, A.; Vallurupalli, K.; Neidhard-Doll, A.T.; Chodavarapu, V.P. Towards Single-Polymer-Based Fully Printed Textile-Based Flexible Ag2O-Zn Battery for Wearable Electronics. Textiles 2024, 4, 256-266. https://doi.org/10.3390/textiles4020015
Kota A, Vallurupalli K, Neidhard-Doll AT, Chodavarapu VP. Towards Single-Polymer-Based Fully Printed Textile-Based Flexible Ag2O-Zn Battery for Wearable Electronics. Textiles. 2024; 4(2):256-266. https://doi.org/10.3390/textiles4020015
Chicago/Turabian StyleKota, Akash, Kavya Vallurupalli, Amy T. Neidhard-Doll, and Vamsy P. Chodavarapu. 2024. "Towards Single-Polymer-Based Fully Printed Textile-Based Flexible Ag2O-Zn Battery for Wearable Electronics" Textiles 4, no. 2: 256-266. https://doi.org/10.3390/textiles4020015
APA StyleKota, A., Vallurupalli, K., Neidhard-Doll, A. T., & Chodavarapu, V. P. (2024). Towards Single-Polymer-Based Fully Printed Textile-Based Flexible Ag2O-Zn Battery for Wearable Electronics. Textiles, 4(2), 256-266. https://doi.org/10.3390/textiles4020015