


The Influence of Several Carbon Fiber Architecture on the Drapability Effect

 ,
,
Abstract
1. Introduction
2. Materials and Methods
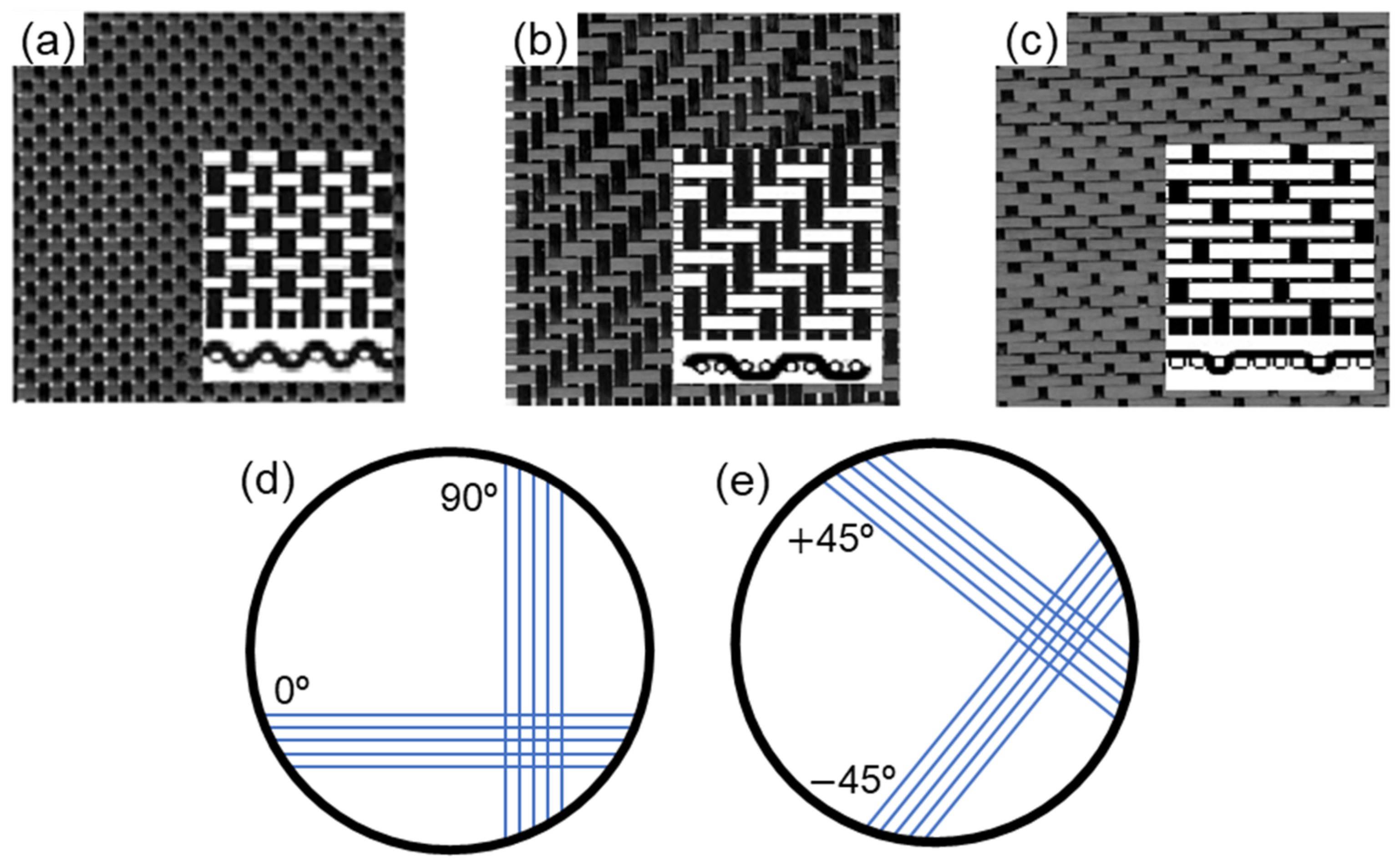
2.1. Fiber Reinforcements Characteristics
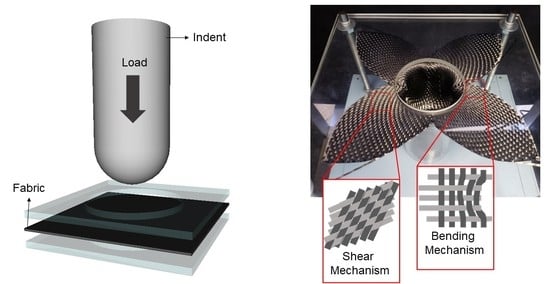
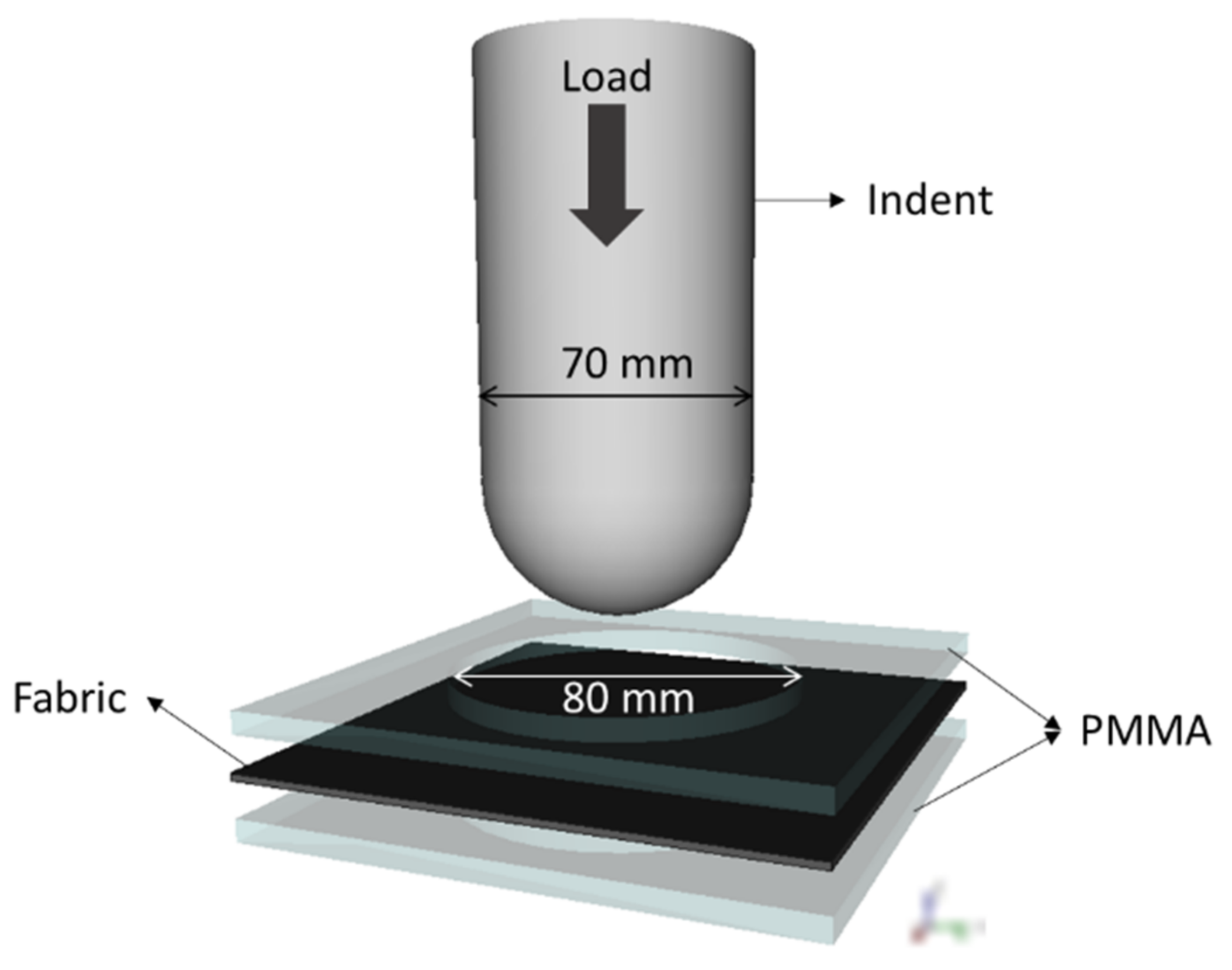
2.2. Experimental Structure
2.3. Optical Microscopy
2.4. Deformation Energy Determination
3. Results
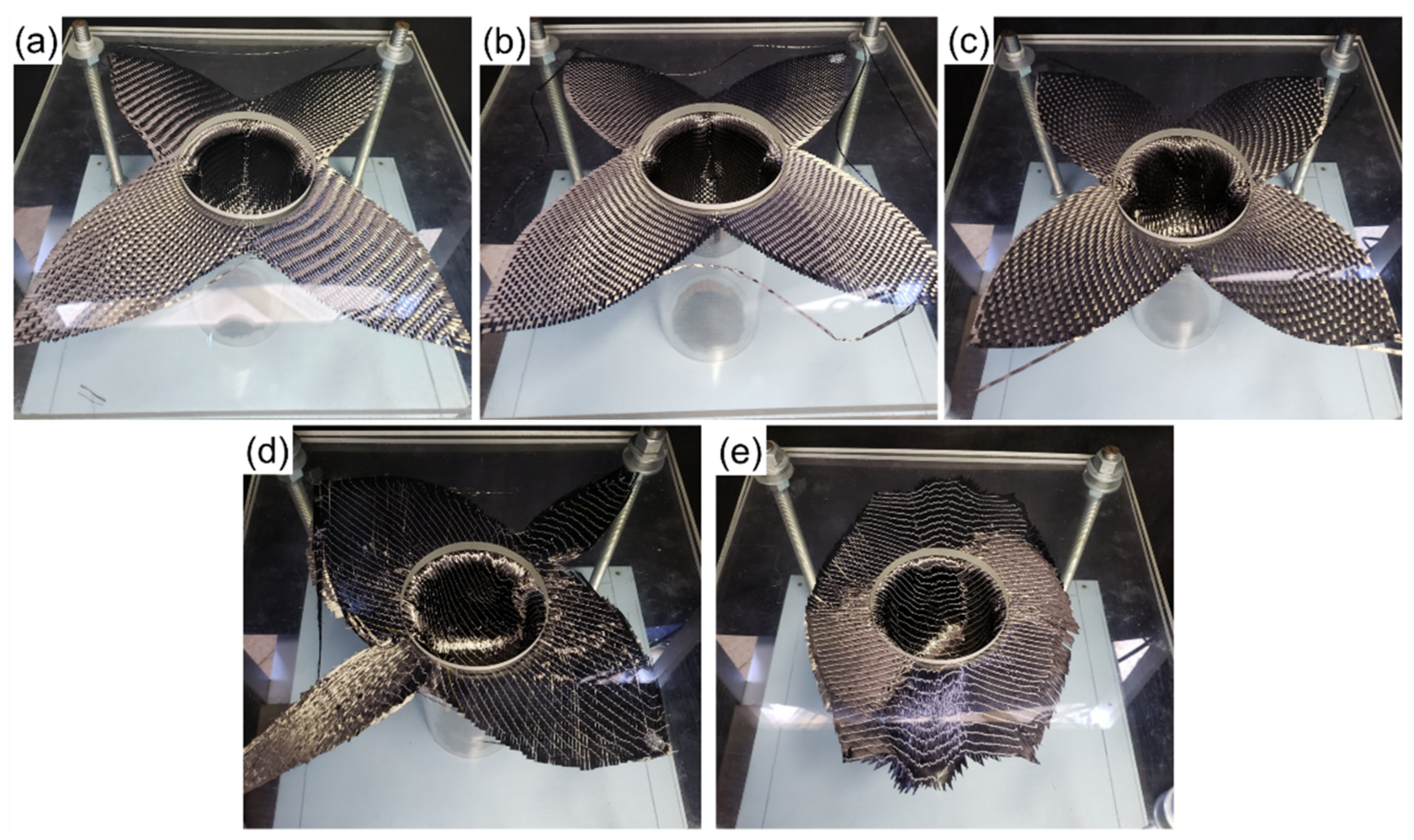
3.1. Drapability: Qualitative Analysis
3.2. Drapability: Quantitative Analysis
3.3. Drapability Deformation Energy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Almeida, J.H.S.; Bittrich, L.; Jansen, E.; Tita, V.; Spickenheuer, A. Buckling optimization of composite cylinders for axial compression: A design methodology considering a variable-axial fiber layout. Compos. Struct. 2019, 222, 110928. [Google Scholar] [CrossRef]
- Almeida, J.H.S.; Angrizani, C.C.; Botelho, E.C.; Amico, S.C. Effect of fiber orientation on the shear behavior of glass fiber/epoxy composites. Mater. Des. 2015, 65, 789–795. [Google Scholar] [CrossRef]
- Potluri, R.; Dheeraj, R.S.; Vital, G.V.V.N. Effect of stacking sequence on the mechanical & thermal properties of hybrid laminates. Mater. Today Proc. 2018, 5, 5876–5885. [Google Scholar] [CrossRef]
- Monticeli, F.M.; Almeida, J.H.S.A., Jr.; Neves, R.M.; Ornaghi, F.G.; Ornaghi, H.L. On the 3D void formation of hybrid carbon/glass fiber composite laminates: A statistical approach. Compos. Part A Appl. Sci. Manuf. 2020, 137, 106036. [Google Scholar] [CrossRef]
- Kim, H.J.; Kim, H.S.; Lee, G.Y.; Kim, M.S.; Min, S.H.; Keller, R.; Ihn, J.B.; Ahn, S.H. Three-dimensional carbon fiber composite printer for CFRP repair. Compos. Part B Eng. 2019, 174, 106945. [Google Scholar] [CrossRef]
- Härter, F.V.; Souza, J.A.; Isoldi, L.A.; Santos, E.D.D.; Amico, S.C. Transverse permeability determination and influence in resin flow through an orthotropic medium in the RTM process. Rev. Mater. 2017, 22, e-11851. [Google Scholar] [CrossRef]
- Ashir, M.; Hahn, L.; Kluge, A.; Nocke, A.; Cherif, C. Development of innovative adaptive 3D Fiber Reinforced Plastics based on Shape Memory Alloys. Compos. Sci. Technol. 2016, 126, 43–51. [Google Scholar] [CrossRef]
- Molnár, P.; Ogale, A.; Lahr, R. Mitschang, Influence of drapability by using stitching technology to reduce fabric deformation and shear during thermoforming. Compos. Sci. Technol. 2007, 67, 3386–3393. [Google Scholar] [CrossRef]
- Friedrich, K.; Maier, M.; Neitzel, M. Manufacturing and testing of composite materials and structures. European cooperative research examples. Mech. Compos. Mater. 2000, 36, 429–438. [Google Scholar] [CrossRef]
- Hosseini, M.R.; Taheri-Behrooz, F.; Salamat-talab, M. Mode I interlaminar fracture toughness of woven glass/epoxy composites with mat layers at delamination interface. Polym. Test. 2019, 78, 105943. [Google Scholar] [CrossRef]
- Rozant, O.; Bourban, P.E.; Månson, J.A.E. Drapability of dry textile fabrics for stampable thermoplastic preforms. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1167–1177. [Google Scholar] [CrossRef]
- Omeroglu, S.; Karaca, E.; Becerir, B. Comparison of Bending, Drapability and Crease Recovery Behaviors of Woven Fabrics Produced from Polyester Fibers Having Different Cross-sectional Shapes. Text. Res. J. 2010, 80, 1180–1190. [Google Scholar] [CrossRef]
- Kurita, H.; Suganuma, M.; Wang, Y.; Narita, F. k-Means Clustering for Prediction of Tensile Properties in Carbon Fiber-Reinforced Polymer Composites. Adv. Eng. Mater. 2022, 24, 2101072. [Google Scholar] [CrossRef]
- Shaik, F.; Ramakrishna, M.; Varma, P.D. A review on fabrication of thermoset prepreg composites using out-of-autoclave technology. INCAS Bull. 2021, 13, 133–149. [Google Scholar] [CrossRef]
- Tanaka, K.; Ushiyama, R.; Katayama, T.; Enoki, S.; Sakamoto, H. Formability Evaluation of Carbon Fiber NCF by a Non-Contact 3D Strain Measurement System and the Effects of Blank Folder Force on its Formability. In High Performance and Optimum Design of Structures and Materials; WIT Press: Southampton, UK, 2014; pp. 317–326. [Google Scholar]
- Hesseler, S.; Stapleton, S.E.; Appel, L.; Schöfer, S.; Manin, B. 11—Modeling of Reinforcement Fibers and Textiles. In Advances in Modeling and Simulation in Textile Engineering; Woodhead Publishing: Cambridge, UK, 2021; pp. 267–299. [Google Scholar]
- Malysheva, G.V.; Tumasova, M.S.; Tepishkina, E.S. Evaluation of forming properties of fabrics from carbon, glass, and organic fibers. Polym. Sci. Ser. D 2016, 9, 223–227. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Windhammer, A.; Wuchner, R.; Bletzinger, K.-U. Drape Simulation for Non-Developable Multi-Layered CFRP Structures Focusing on Optimized Cutting Patterns. In Proceedings of the European Congress on Computational Methods in Applied Sciences and Engineering, ECCOMAS 2012, Vienna, Austria, 10–14 September 2012. [Google Scholar]
- Yang, L.; Kim, K.O.; Takatera, M. Measurement of local shear deformation in fabric drape using three-dimensional scanning. Text. Res. J. 2021, 91, 885–898. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A Appl. Sci. Manuf. 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Allaoui, S.; Boisse, P.; Chatel, S.; Hamila, N.; Hivet, G.; Soulat, D.; Vidal-salle, E. Experimental and numerical analyses of textile reinforcement forming of a tetrahedral shape. Compos. Part A 2011, 42, 612–622. [Google Scholar] [CrossRef]
- Ahmad, F.; Yuvaraj, N.; Bajpai, P.K. Effect of reinforcement architecture on the macroscopic mechanical properties of fiberous polymer composites: A review. Polym. Compos. 2020, 41, 2518–2534. [Google Scholar] [CrossRef]
- Huang, Z.; Ma, W.; Jia, C.; Lei, X.; Zhang, Z. A deformation model and draping behavior analysis of plain weave fabric with low-twist yarn on continuous surface. Mater. Res. Express. 2022, 9, 055303. [Google Scholar] [CrossRef]
- Rath, J.-E.; Schwieger, L.-S.; Schüppstuhl, T. Robotic Die-Less Forming Strategy for Fiber-Reinforced Plastic Composites Production. Procedia CIRP 2022, 107, 1281–1286. [Google Scholar] [CrossRef]
- Bai, R.; Chen, B.; Colmars, J.; Boisse, P. Physics-based evaluation of the drapability of textile composite reinforcements. Compos. Part B 2022, 242, 110089. [Google Scholar] [CrossRef]
- ATaieb, H.; Mshali, S.; Sakli, F. Predicting fabric drapability property by using an artificial neural network. J. Eng. Fiber. Fabr. 2018, 13, 87–93. [Google Scholar] [CrossRef]
- Hubner, M.; Diestel, O.; Sennewald, C.; Gereke, T.; Cherif, C. Simulation of the Drapability of Textile Semi-Finished Products with Gradient-Drapability Characteristics by Varying the Fabric Weave. Fibres Text. East. Eur. 2011, 20, 88–93. [Google Scholar]
- Hineno, S.; Yoneyama, T.; Tatsuno, D.; Kimura, M. Fiber deformation behavior during press forming of rectangle cup by using plane weave carbon fiber reinforced thermoplastic sheet. Procedia Eng. 2014, 81, 1614–1619. [Google Scholar] [CrossRef]
- Kondratiev, A.; Haidachuck, O.; Tsaritsynskyi, A. Research of Safe Technology of Impregnation of Heated Reinforcing Materials with Binder. Mater. Sci. Forum 2021, 1038, 119–128. [Google Scholar] [CrossRef]
- Tan, J.; Jiang, G.; Gao, Z.; Ma, P.; Zheng, P. Development and mechanical properties of three-dimensional flat-knitted fabrics with reinforcement yarns. J. Ind. Text. 2022, 51, 2071–2088. [Google Scholar] [CrossRef]
- Hassan, M.H. A mini review on manufacturing defects and performance assessments of complex shape prepreg-based composites. Int. J. Adv. Manuf. Technol. 2021, 115, 3393–3408. [Google Scholar] [CrossRef]
- Amor, N.; Noman, M.T.; Petru, M. Classification of textile polymer composites: Recent trends and challenges. Polymers 2021, 13, 2592. [Google Scholar] [CrossRef]
- Saboktakin, A. 3D textile preforms and composites for aircraft strcutures: A review. Int. J. Aviat. Aeronaut. Aerosp. 2019, 6, 2. [Google Scholar] [CrossRef]
- Kissinger, C.; Neitzel, M.M. Advanced Materials for RTM-Processing-Characterization and Application of Non Crimp Fabrics (NCF). In Materials for Transportation Technology; Wiley: Hoboken, NJ, USA, 2005; pp. 176–182. [Google Scholar] [CrossRef]
- Uhlig, K.; Bittrich, L.; Spickenheuer, A.; Almeida, J.H.S., Jr. Waviness and fiber volume content analysis in continuous carbon fiber reinforced plastics made by tailored fiber placement. Compos. Struct. 2019, 222, 110910. [Google Scholar] [CrossRef]
- Van de Werken, n.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Kim, D.J.; Yu, M.H.; Lim, J.; Nam, B.; Kim, H.S. Prediction of the mechanical behavior of fiber-reinforced composite structure considering its shear angle distribution generated during thermo-compression molding process. Compos. Struct. 2019, 220, 441–450. [Google Scholar] [CrossRef]
- Bodaghi, M.; Cristóvão, C.; Gomes, R.; Correia, N.C. Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos. Part A Appl. Sci. Manuf. 2016, 82, 88–99. [Google Scholar] [CrossRef]
- Yokozeki, T.; Ogasawara, T.; Ishikawa, T. Effects of fiber nonlinear properties on the compressive strength prediction of unidirectional carbon-fiber composites. Compos. Sci. Technol. 2005, 65, 2140–2147. [Google Scholar] [CrossRef]
- Yurgartis, S.W. Measurement of small angle fiber misalignments in continuous fiber composites. Compos. Sci. Technol. 1987, 30, 279–293. [Google Scholar] [CrossRef]
- Li, Y.; Stier, B.; Bednarcyk, B.; Simon, J.W.; Reese, S. The effect of fiber misalignment on the homogenized properties of unidirectional fiber reinforced composites. Mech. Mater. 2016, 92, 261–274. [Google Scholar] [CrossRef]
- Joshuva, A.; Sugumaran, V. A study of various blade fault conditions on a wind turbine using vibration signals through histogram features. J. Eng. Sci. Technol. 2018, 13, 102–121. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric | Architecture | Fibers | Height (mm) | Dimension (mm) |
|---|---|---|---|---|
| Plain | 1 × 1 | IM7 GP | 0.31 | 250 × 250 |
| Twill | 2 × 2 | IM7 GP | 0.30 | 250 × 250 |
| Satin | 4 × 1 | IM7 GP | 0.32 | 250 × 250 |
| NCF | Biaxial (0/90) | IM7 5131 | 0.57 | 250 × 250 |
| NCF | Biaxial (±45) | IM7 5131 | 0.48 | 250 × 250 |
| Warp/Weft Space (mm) | Before | After | Average Difference (%) | ||
|---|---|---|---|---|---|
| X-Axis | Y-Axis | X-Axis | Y-Axis | ||
| Plain | 0.5 ± 0.1 | 0.5 ± 0.1 | 0.6 ± 0.4 | 1.4 ± 0.5 | 88.6 ↑ |
| Twill | 0.5 ± 0.2 | 0.3 ± 0.1 | 0.7 ± 0.3 | 0.5 ± 0.2 | 32.5 ↑ |
| Satin | 0.2 ± 0.1 | 0.2 ± 0.1 | 0.3 ± 0.2 | 0.3 ± 0.2 | 0.1 ↑ |
| NCF 0/90 | 5.9 ± 0.6 | 1.7 ± 0.3 | 5.8 ± 0.7 | 1.2 ± 0.2 | 8.0 ↓ |
| NCF ± 45 | 4.8 ± 0.1 | 1.8 ± 0.1 | 4.6 ± 0.2 | 1.2 ± 0.4 | 18.7 ↓ |
| Warp/Weft Angle (°) | Before | After | Difference (%) |
|---|---|---|---|
| Plain | 90.0 | 56.1 | 37.7 |
| Twill | 90.0 | 80.5 | 10.6 |
| Satin | 90.0 | 84.5 | 5.5 |
| NCF 0/90 | 90.0 | 79.4 | 11.8 |
| NCF ± 45 | 90.0 | 68.8 | 23.6 |
| Energy | Plain | Twill | Satin | NCF 0/90 | NCF ± 45 |
|---|---|---|---|---|---|
| Average | 1.8 | 2.1 | 5.4 | 8.2 | 10.7 |
| a SD | 0.05 | 0.05 | 0.59 | 0.29 | 0.50 |
| Parameter | F | p-Value | Fcritical | PC |
|---|---|---|---|---|
| Deformation (mm) | 582.65 | 6.8 × 10−10 | 4.60 | 39.54 |
| Angle change (%) | 495.43 | 1.0 × 10−2 | 4.45 | 33.62 |
| Energy (J) | 5.95 | 1.0 × 10−2 | 3.84 | 26.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chuves, Y.P.; Pitanga, M.; Grether, I.; Cioffi, M.O.; Monticeli, F. The Influence of Several Carbon Fiber Architecture on the Drapability Effect. Textiles 2022, 2, 486-498. https://doi.org/10.3390/textiles2030027
Chuves YP, Pitanga M, Grether I, Cioffi MO, Monticeli F. The Influence of Several Carbon Fiber Architecture on the Drapability Effect. Textiles. 2022; 2(3):486-498. https://doi.org/10.3390/textiles2030027
Chicago/Turabian StyleChuves, Yuri Pereira, Midori Pitanga, Inga Grether, Maria Odila Cioffi, and Francisco Monticeli. 2022. "The Influence of Several Carbon Fiber Architecture on the Drapability Effect" Textiles 2, no. 3: 486-498. https://doi.org/10.3390/textiles2030027
APA StyleChuves, Y. P., Pitanga, M., Grether, I., Cioffi, M. O., & Monticeli, F. (2022). The Influence of Several Carbon Fiber Architecture on the Drapability Effect. Textiles, 2(3), 486-498. https://doi.org/10.3390/textiles2030027