
Rheology of Cellulosic Microfiber Suspensions Under Oscillatory and Rotational Shear for Biocomposite Applications

 ,
,  , , and
, , and
Abstract
1. Introduction
2. Methodology
2.1. Fiber Processing
2.2. Sample Preparation
2.3. Rheological Measurements
2.4. Temperature Selection
2.5. Visual and Rheological Assessments
2.6. Nomenclature of Samples
3. Results and Discussion
3.1. Oscillatory Tests
3.1.1. K-Rheological Properties
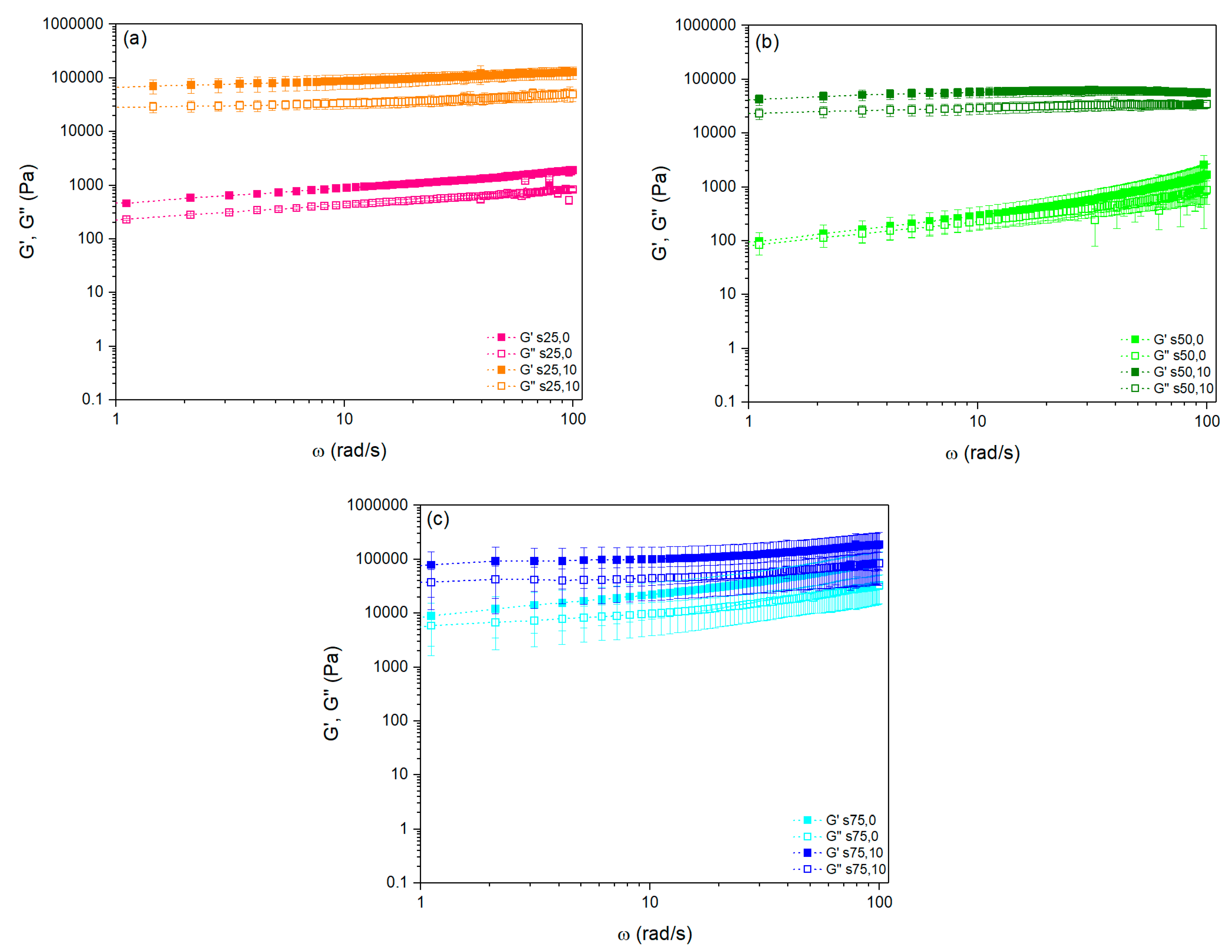
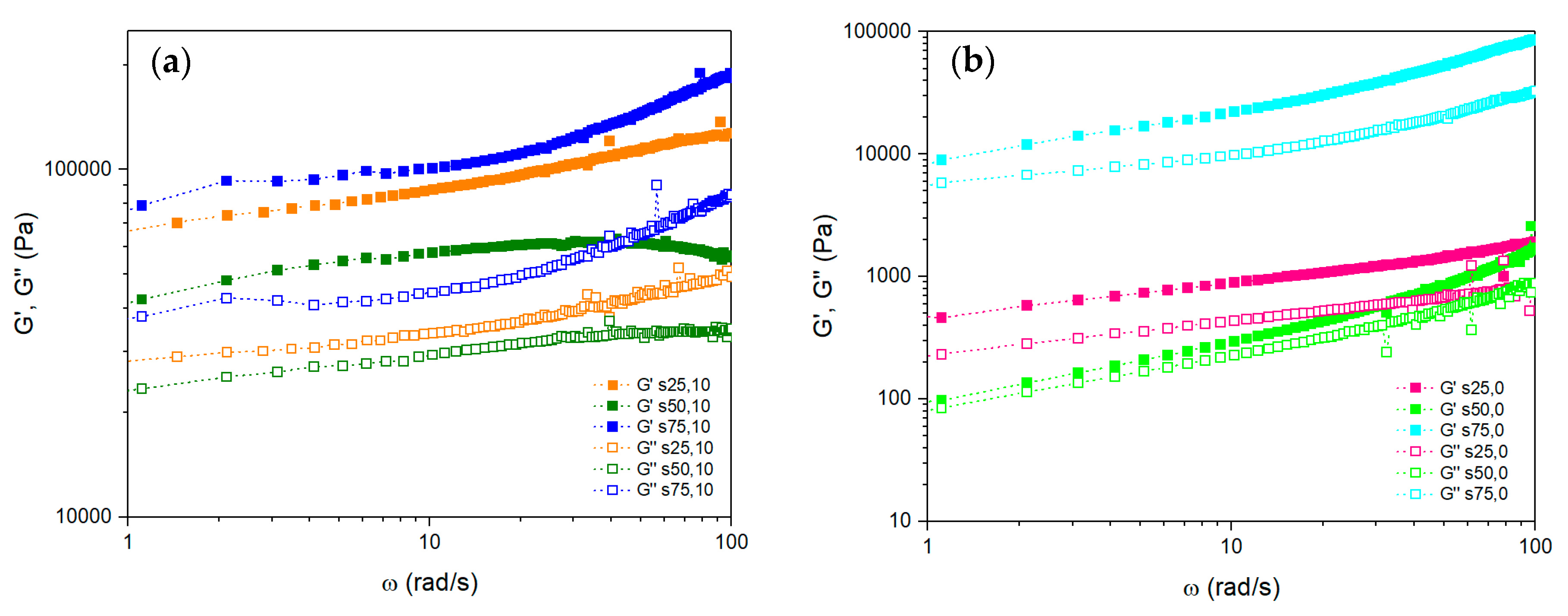
3.1.2. S-Rheological Properties
3.2. Continuous Rotating Tests
3.2.1. K Samples—Apparent Viscosity and Shear Stress Measurements
3.2.2. S Samples—Apparent Viscosity and Shear Stress Measurements
3.2.3. Comparison of S and K Samples
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Baghaei, B.; Skrifvars, M. All-Cellulose Composites: A review of recent studies on structure, properties and applications. Molecules 2020, 25, 2836. [Google Scholar] [CrossRef]
- Precedence Research. Biocomposites Market Size, Share, Growth, Report 2023–2032. 2023. Available online: https://www.precedenceresearch.com/biocomposites-market (accessed on 6 October 2024).
- Eleutério, T.; Pinto, A.S.; Pereira, M.J.; Vasconcelos, H.C. Preliminary structural and thermal characterization of Conteira’s (Hedychium gardnerianum) fibers for further functionalization with silica colloidal nanoparticles. Procedia Eng. 2017, 200, 162–169. [Google Scholar] [CrossRef]
- Eleutério, T.; Pereira, M.J.; Vasconcelos, H.C. Effect of extraction method on physicochemical characteristics of Kahili ginger (Hedychium gardnerianum) fibres. Mater. Sci. Nanotechnol. 2018, 2, 1–4. [Google Scholar] [CrossRef]
- Vasconcelos, H.C.; Eleutério, T. Sustainable materials for advanced products. In Handbook of Sustainability Science in the Future; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; pp. 1–17. [Google Scholar] [CrossRef]
- Zima, V.; Zetková, K.; Hausner, D.; Toufar, M.; Horáková, R.; Vasconcelos, H.C.; Eleutério, T.; Cabal, B. Polylactic acid composites with vegetable fibers for applications in packaging industry (presentation at the “Czech Idea Heading to the World” seminar organized by TAČR). In Plastko 2022, Proceedings of the Conference Univerzita Tomáše Bative Zlíně, Zlín, Czech Republic, 21–22 September 2022; Univerzita Tomáše Bative Zlíně: Zlín, Czech Republic, 2022; pp. 21–22. ISBN 978-80-7678-096-5. [Google Scholar]
- Eleutério, T.; Sério, S.; Teodoro, O.M.N.D.; Bundaleski, N.; Vasconcelos, H.C. XPS and FTIR studies of DC reactive magnetron sputtered TiO2 thin films on natural based-cellulose fibers. Coatings 2020, 10, 287. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Arizaga, G.G.C.; Wypych, F. Biodegradable composites based on lignocellulosic fibers—An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef]
- Sridhara, P.K.; Vilaseca, F. Assessment of Fiber Orientation on the Mechanical Properties of PA6/Cellulose Composite. Appl. Sci. 2020, 10, 5565. [Google Scholar] [CrossRef]
- Delgado, J.F.; Bovi, J.; Foresti, M.L.; Bernal, C. All-cellulose composites derived from natural plant fibers. Mater. Res. Found. 2022, 122, 1–36. [Google Scholar] [CrossRef]
- Marcuello, C.; Chabbert, B.; Berzin, F.; Bercu, N.B.; Molinari, M.; Aguié-Béghin, V. Influence of Surface Chemistry of Fiber and Lignocellulosic Materials on Adhesion Properties with Polybutylene Succinate at Nanoscale. Materials 2023, 16, 2440. [Google Scholar] [CrossRef]
- Etale, A.; Onyianta, A.J.; Turner, S.R.; Eichhorn, S.J. Cellulose: A review of water interactions, applications in composites, and water treatment. Chem. Rev. 2023, 123, 2016–2048. [Google Scholar] [CrossRef]
- Agoda-Tandjawa, G.; Durand, S.; Berot, S.; Blassel, C.; Gaillard, C.; Garnier, C.; Doublier, J.L. Rheological characterization of microfibrillated cellulose suspensions after freezing. Carbohydr. Polym. 2010, 80, 677–686. [Google Scholar] [CrossRef]
- Hodzic, A.; Shanks, R. (Eds.) Natural Fibre Composites: Materials, Processes and Properties; Woodhead Publishing Series in Composites Science and Engineering; Elsevier Science: Cambridge, UK, 2013; 408p, ISBN 0857095242/9780857095244. [Google Scholar]
- Borchani, K.E.; Carrot, C.; Jaziri, M. Rheological behavior of short Alfa fibers reinforced Mater-Bi® biocomposites. Polym. Test. 2019, 77, 105895. [Google Scholar] [CrossRef]
- Zeng, Y.; Xu, P.; Yang, W.; Chu, H.; Wang, W.; Dong, W.; Chen, M.; Bai, H.; Ma, P. Soy protein-based adhesive with superior bonding strength and water resistance by designing densely crosslinking networks. Eur. Polym. J. 2021, 142, 110128. [Google Scholar] [CrossRef]
- Melnychuk, M.; Malets, V.; Sosnowski, M.; Mykhaylyuk, I.; Boyarska, I. Preparation and characterization of a biocomposite based on casein and cellulose. In Advances in Design, Simulation and Manufacturing IV; DSMIE 2021. Lecture Notes in Mechanical Engineering; Ivanov, V., Trojanowska, J., Pavlenko, I., Zajac, J., Peraković, D., Eds.; Springer: Cham, Switzerland, 2021; pp. 555–561. [Google Scholar] [CrossRef]
- Bhaskar, R.; Zo, S.M.; Narayanan, K.B.; Purohit, S.D.; Gupta, M.K.; Han, S.S. Recent development of protein-based biopolymers in food packaging applications: A review. Polym. Test. 2023, 124, 108097. [Google Scholar] [CrossRef]
- Vahid, S.; Burattini, V.; Afshinjavid, S.; Dashtkar, A. Comparison of rheological behaviour of bio-based and synthetic epoxy resins for making ecocomposites. Fluids 2021, 6, 38. [Google Scholar] [CrossRef]
- Boronat, T.; Seguí, V.J.; Peydro, M.A.; Reig, M.J. Influence of temperature and shear rate on the rheology and processability of reprocessed ABS in injection molding process. J. Mater. Process. Technol. 2009, 209, 2735–2745. [Google Scholar] [CrossRef]
- Iotti, M.; Gregersen, Ø.; Moe, S.; Lenes, M. Rheological studies of microfibrillar cellulose water dispersions. J. Polym. Environ. 2011, 19, 137–145. [Google Scholar] [CrossRef]
- Schmid, C.F.; Klingenberg, D.J. Mechanical flocculation in flowing fiber suspensions. Phys. Rev. Lett. 2000, 84, 290–293. [Google Scholar] [CrossRef]
- Nelson, A.Z.; Schweizer, K.S.; Rauzan, B.M.; Nuzzo, R.G.; Vermant, J.; Ewoldt, R.H. Designing and transforming yield-stress fluids. Curr. Opin. Solid State Mater. Sci. 2019, 23, 100758. [Google Scholar] [CrossRef]
- Mukherjee, T.; Czaka, M.; Kao, N.; Gupta, R.K.; Choi, H.J.; Bhattachary, S. Dispersion study of nanofibrillated cellulose based poly(butylene adipate-co-terephthalate) composites. Carbohydr. Polym. 2014, 102, 537. [Google Scholar] [CrossRef] [PubMed]
- Hadjadj, A.; Jbara, O.; Tara, A.; Gilliot, M.; Malek, F.; Maafi, E.M.; Tighzert, L. Effects of cellulose fiber content on physical properties of polyurethane based composites. Compos. Struct. 2016, 135, 217–223. [Google Scholar] [CrossRef]
- Dasore, A.; Manohar, P.; Paliwal, D.K.; Chauhan, S.R.; Kumar, A. An overview of refinements, processing methods and properties of natural fiber composites. Mater. Today Proc. 2022, 49, 296–300. [Google Scholar] [CrossRef]
- Ciência Viva. (n.d.). Protein Glue. Available online: https://webstorage.cienciaviva.pt/public/pt.cienciaviva.io/recursos/files/protein_glue_13768318185eb1.pdf (accessed on 10 October 2024).
- Baiardo, M.; Zini, E.; Scandola, M. Flax fibre–polyester composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 703–710. [Google Scholar] [CrossRef]
- Amrutha, S.R.; Rejimon, P.K.; Suja, N.R.; Mart, A. Thermal properties of biopolymers. In Handbook of biopolymers; Thomas, S., AR, A., Jose Chirayil, C., Thomas, B., Eds.; Springer: Singapore, 2023; pp. 455–473. [Google Scholar] [CrossRef]
- TA INSTRUMENTS. Rheological Properties of Polymers. Available online: https://www.tainstruments.com/pdf/literature/RH064.pdf (accessed on 29 October 2024).
- Malkin, A.Y.; Derkach, S.R.; Kulichikhin, V.G. Rheology of gels and yielding liquids. Gels 2023, 9, 715. [Google Scholar] [CrossRef]
- Larson, R.G. The structure and Rheology of Complex Fluids; Oxford University Press: New York, NY, USA, 1999. [Google Scholar]
- Nair KC, M.; Kumar, R.P.; Thomas, S.C.; Schit, K.; Ramamurthy, K. Rheological behavior of short sisal fiber-reinforced polystyrene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1231–1240. [Google Scholar] [CrossRef]
- Madera-Santana, T.J.; Drzal, L.T.; Robledo, D.; Freile-Pelegrin, Y. Preparation and characterization of biodegradable agar/poly(butylene adipate-co-terephthalate) composites. Polym. Eng. Sci. 2009, 49, 1117–1124. [Google Scholar] [CrossRef]
- Foruzanmehr, M.; Vuillaume, P.Y.; Elkoun, S.; Robert, M. Physical and mechanical properties of PLA composites reinforced by TiO2 grafted flax fibers. Mater. Des. 2016, 106, 295–304. [Google Scholar] [CrossRef]
- Nayak, S.; Mohanty, J.R. Study of mechanical, thermal, and rheological properties of areca fiber-reinforced polyvinyl alcohol composite. J. Nat. Fibers 2018, 16, 688–701. [Google Scholar] [CrossRef]
- Shenoy, A.V. Rheology of Filled Polymer Systems; Kluwer Academic Publishers: London, UK, 1999. [Google Scholar] [CrossRef]
- Kamal, M.R.; Khoshkava, V. Effect of cellulose nanocrystals (CNC) on rheological and mechanical properties and crystallization behavior of PLA/CNC nanocomposites. Carbohydr. Polym. 2015, 123, 105–114. [Google Scholar] [CrossRef]
- Warncke, M.; Kieferle, I.; Nguyen, T.M.; Kulozik, U. Impact of heat treatment, casein/whey protein ratio and protein concentration on rheological properties of milk protein concentrates used for cheese production. J. Food Eng. 2022, 312, 110745. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nomenclature of S Samples | Nomenclature of K Samples | ||
|---|---|---|---|
| s25 0 | Super with 0% fibers at 25 °C | k25 0 | Kappa with 0% fibers at 25 °C |
| s25 10 | Super with 10% fibers at 25 °C | k25 10 | Kappa with 10% fibers at 25 °C |
| s50 0 | Super with 0% fibers at 50 °C | k50 0 | Kappa with 0% fibers at 50 °C |
| s50 10 | Super with 10% fibers at 50 °C | k50 10 | Kappa with 10% fibers at 50 °C |
| s75 0 | Super with 0% fibers at 75 °C | k75 0 | Kappa with 0% fibers at 75 °C |
| s75 10 | Super with 10% fibers at 75 °C | k75 10 | Kappa with 10% fibers at 75 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vasconcelos, H.C.; Carrêlo, H.; Eleutério, T.; Meirelles, M.G.; Özmenteş, R.; Amorim, R. Rheology of Cellulosic Microfiber Suspensions Under Oscillatory and Rotational Shear for Biocomposite Applications. Compounds 2024, 4, 688-707. https://doi.org/10.3390/compounds4040042
Vasconcelos HC, Carrêlo H, Eleutério T, Meirelles MG, Özmenteş R, Amorim R. Rheology of Cellulosic Microfiber Suspensions Under Oscillatory and Rotational Shear for Biocomposite Applications. Compounds. 2024; 4(4):688-707. https://doi.org/10.3390/compounds4040042
Chicago/Turabian StyleVasconcelos, Helena Cristina, Henrique Carrêlo, Telmo Eleutério, Maria Gabriela Meirelles, Reşit Özmenteş, and Roberto Amorim. 2024. "Rheology of Cellulosic Microfiber Suspensions Under Oscillatory and Rotational Shear for Biocomposite Applications" Compounds 4, no. 4: 688-707. https://doi.org/10.3390/compounds4040042
APA StyleVasconcelos, H. C., Carrêlo, H., Eleutério, T., Meirelles, M. G., Özmenteş, R., & Amorim, R. (2024). Rheology of Cellulosic Microfiber Suspensions Under Oscillatory and Rotational Shear for Biocomposite Applications. Compounds, 4(4), 688-707. https://doi.org/10.3390/compounds4040042